Natural Frequency Prediction Method for 6R Machining Industrial Robot


Abstract
1. Introduction
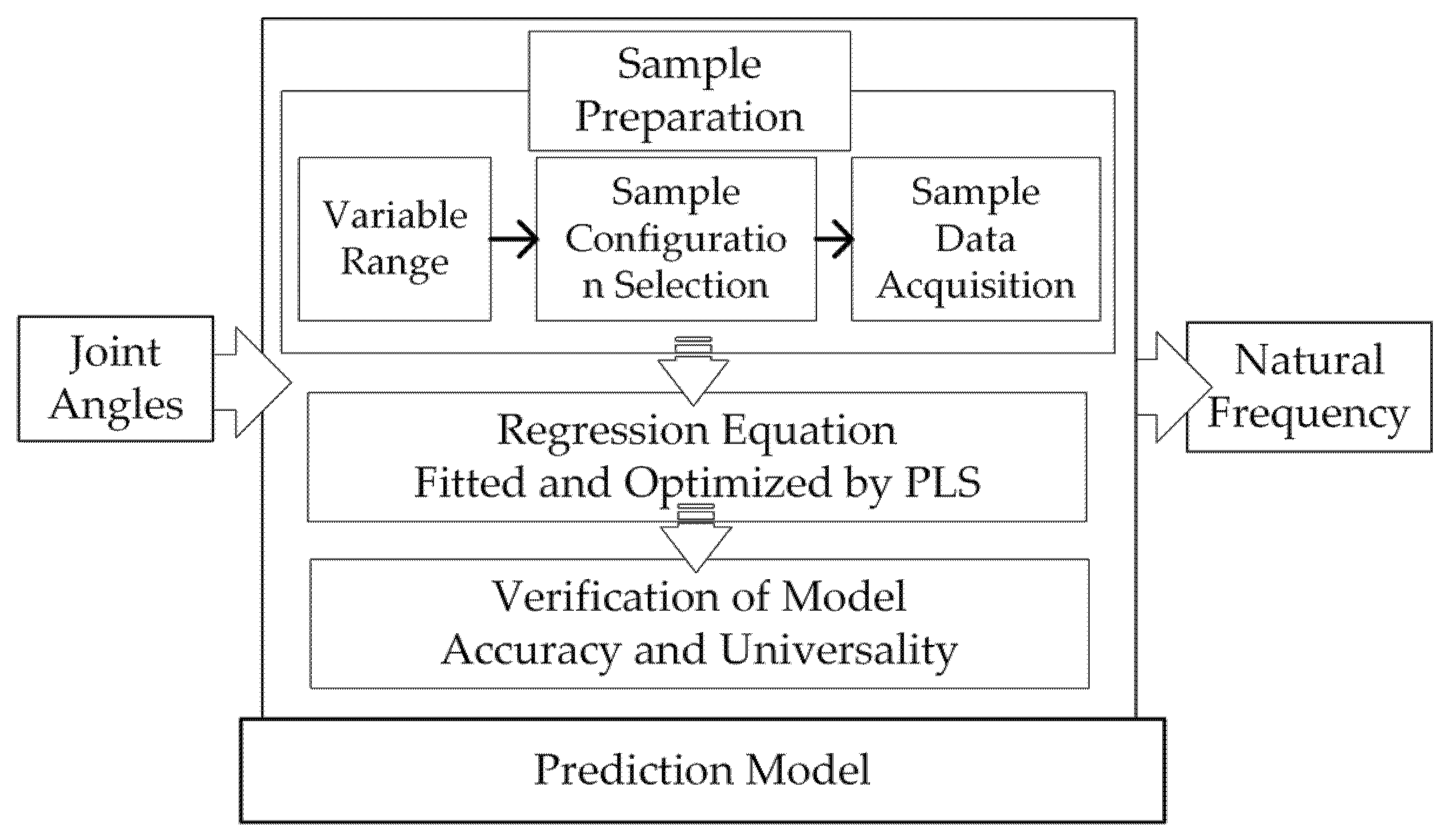
2. Materials and Methods
2.1. Sample Preparation
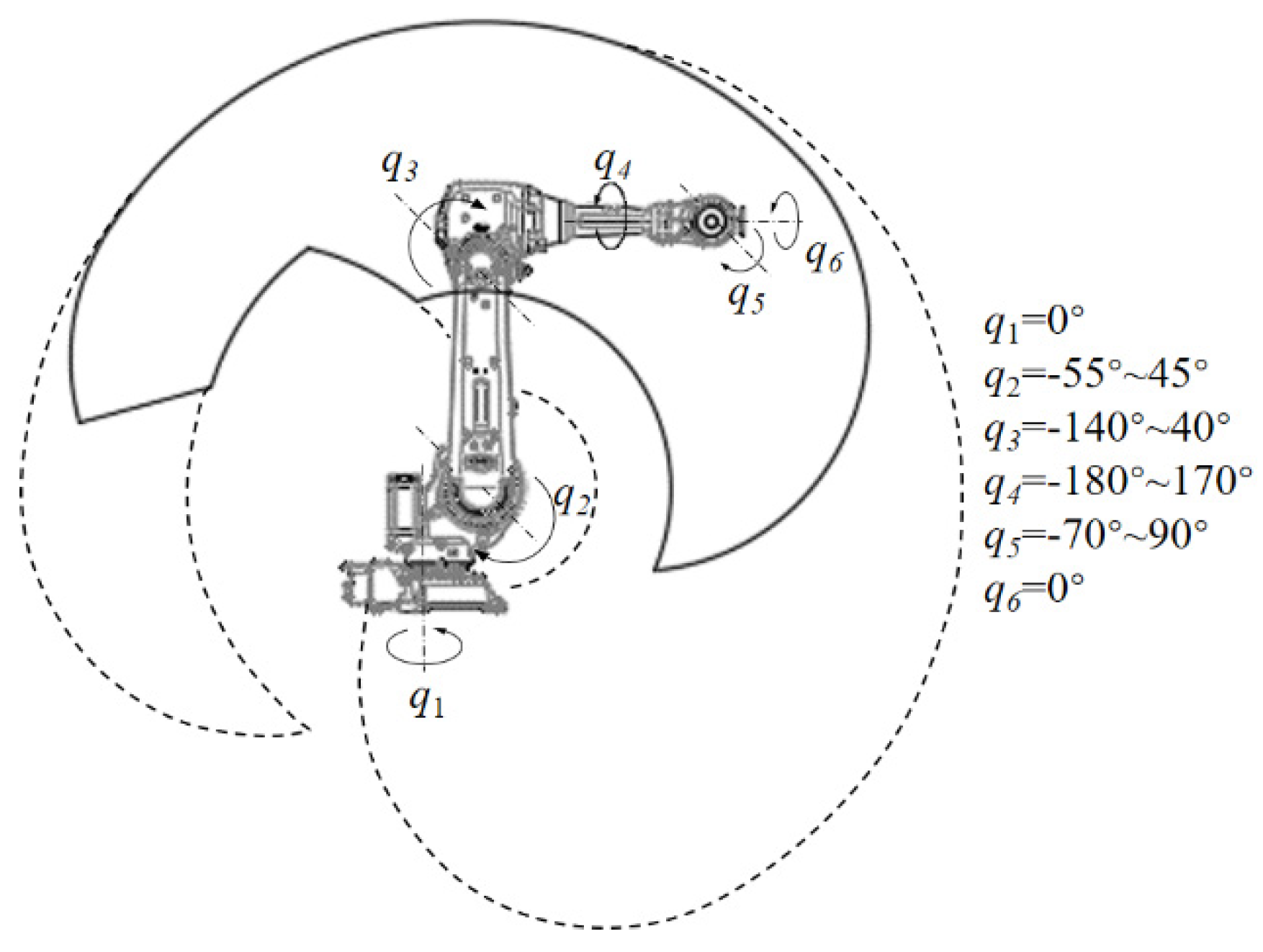
2.1.1. Variable Range Determination
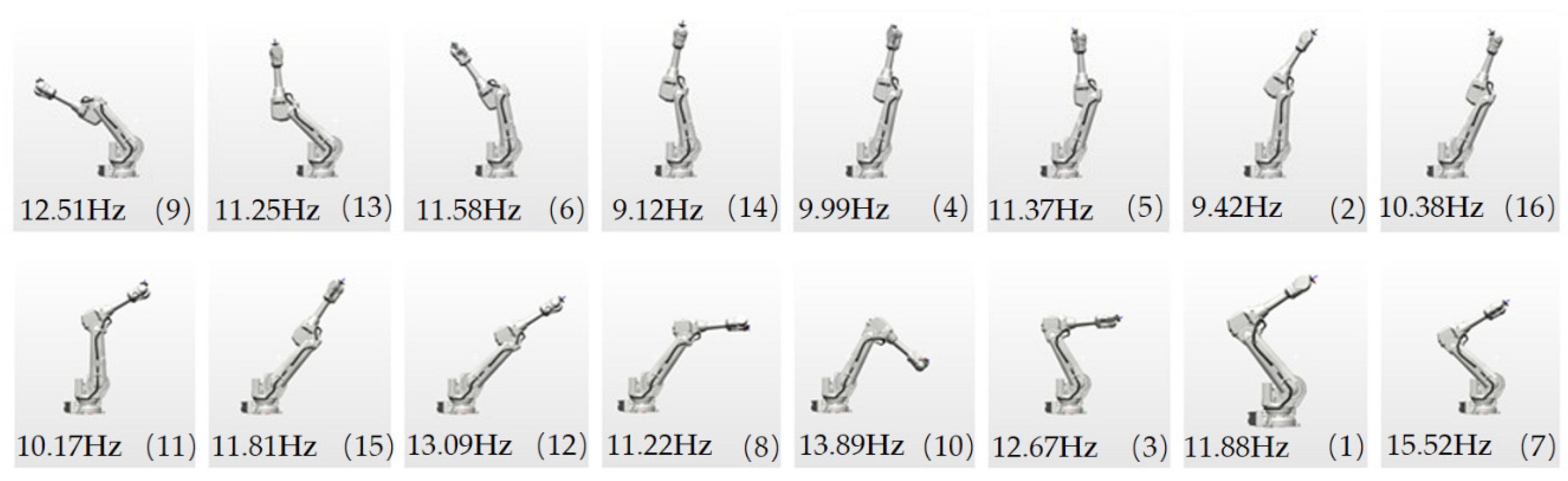
2.1.2. Sample Configuration Selection
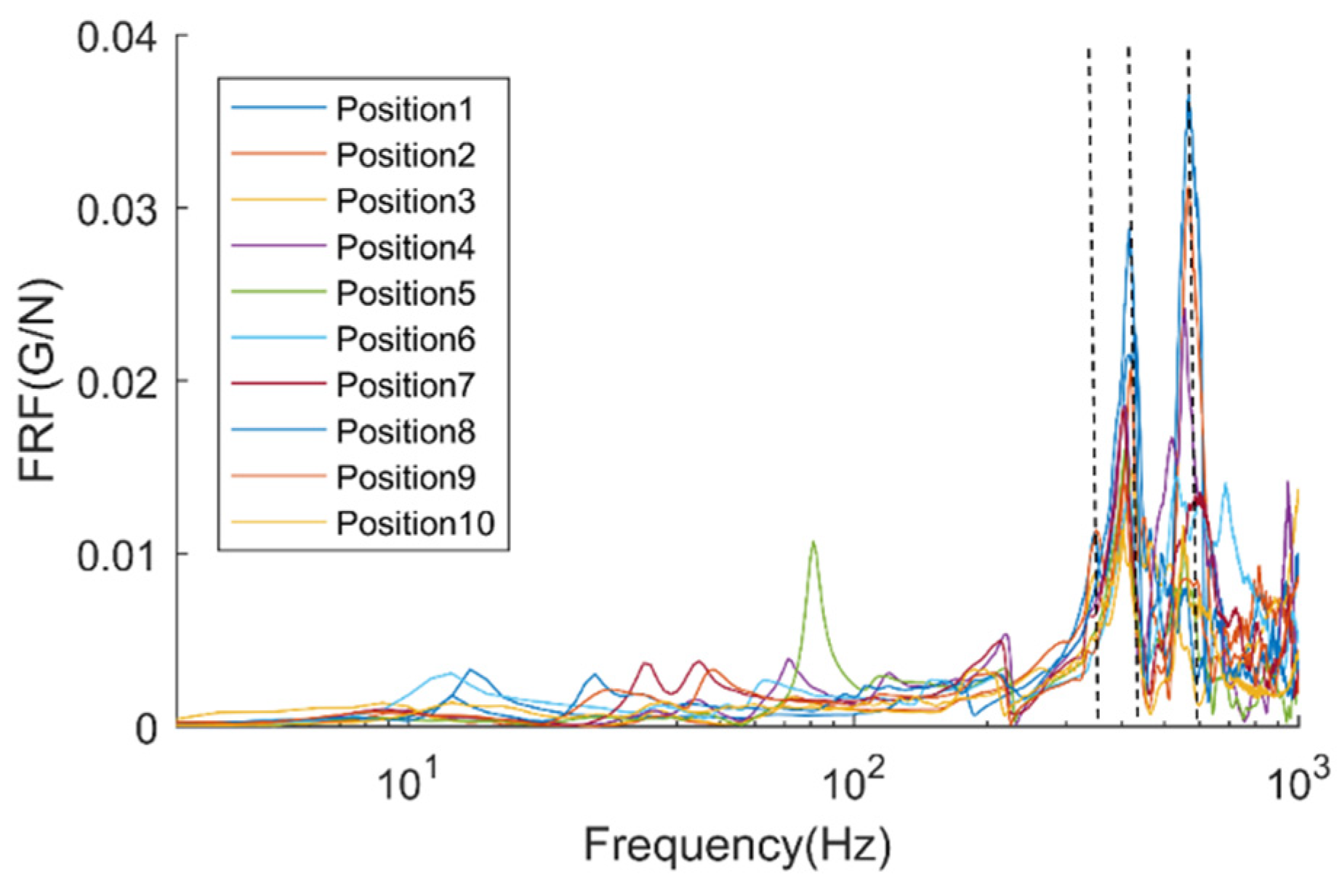
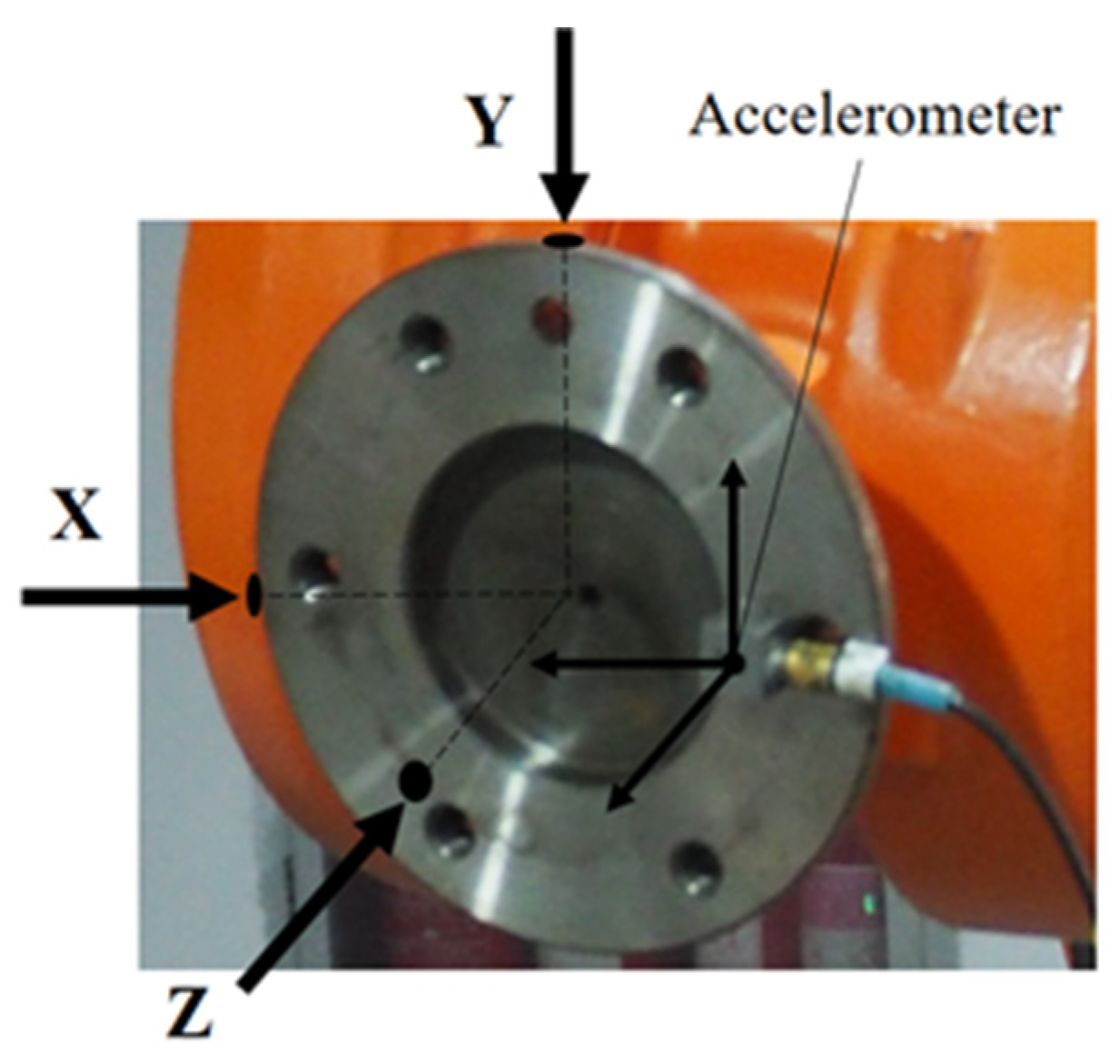
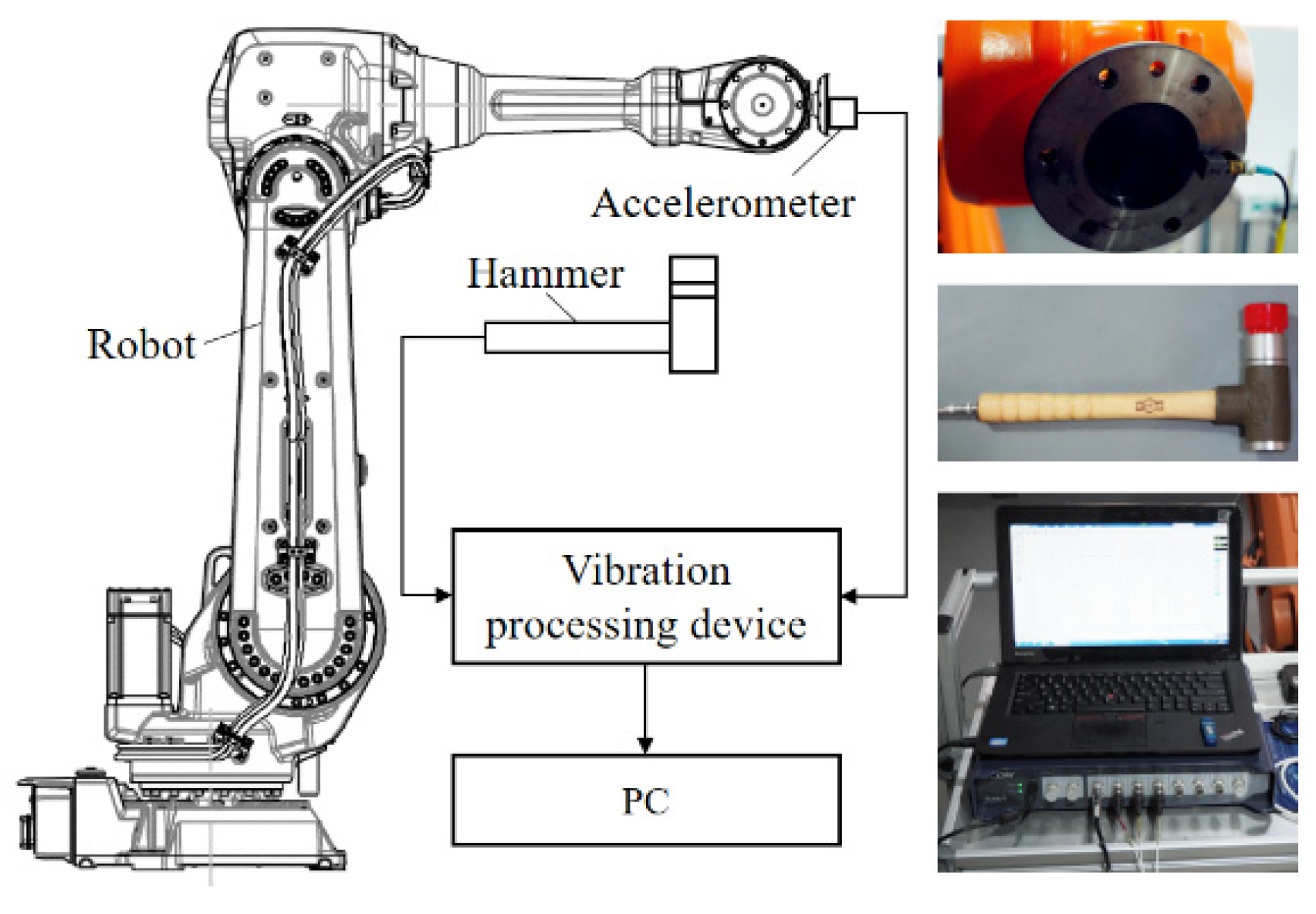
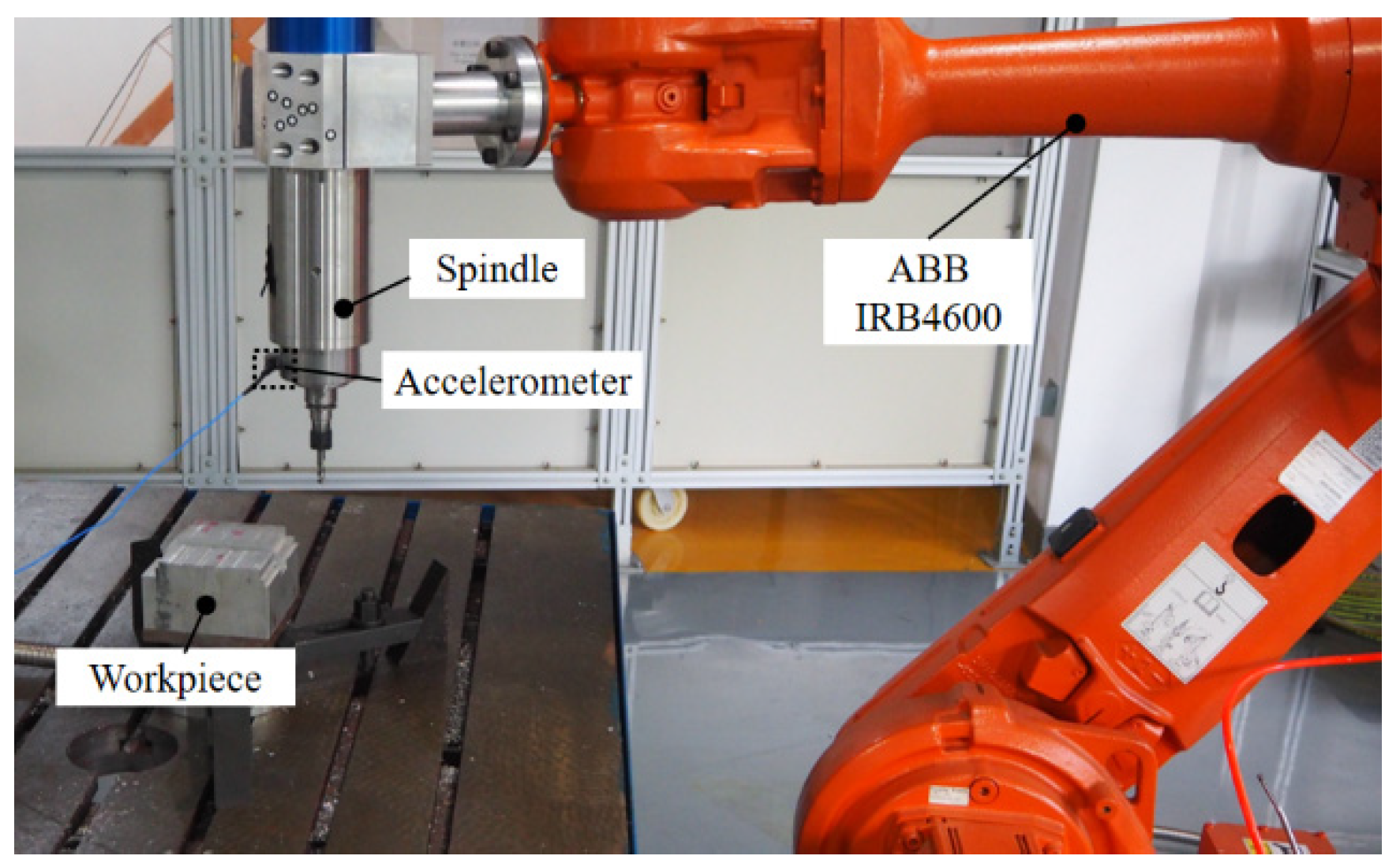
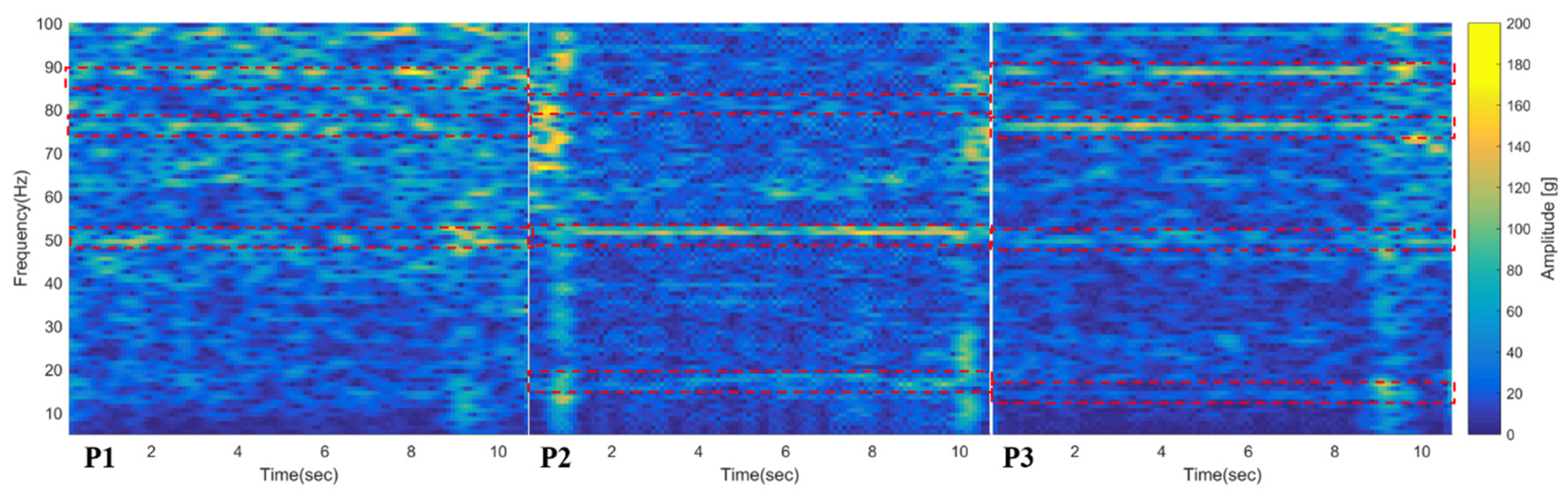
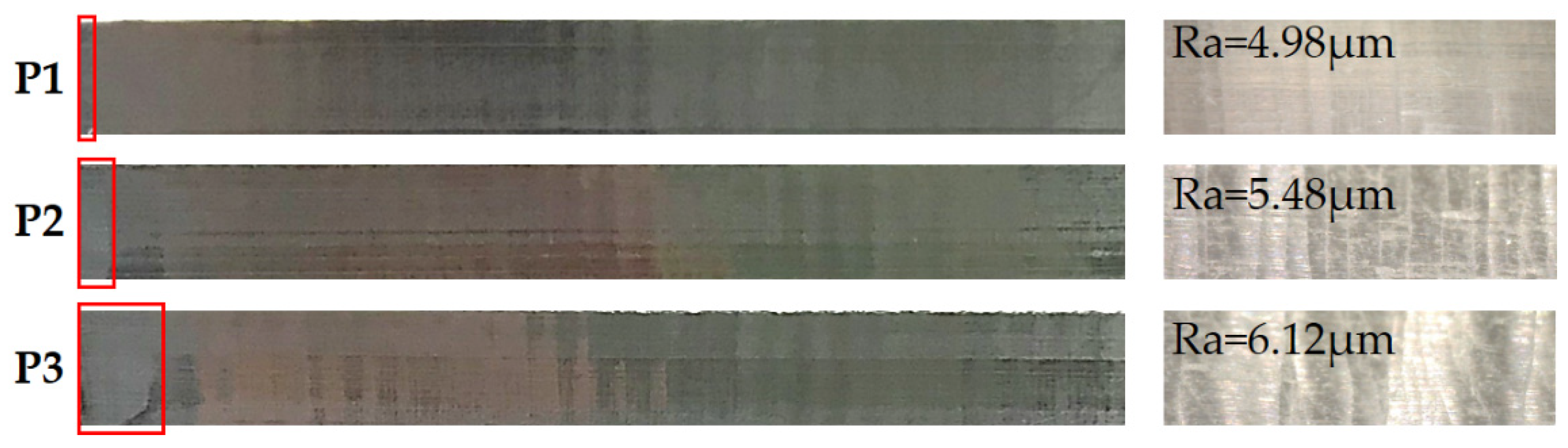
2.1.3. Sample Data Acquisition
2.2. Prediction Model Construction and Optimization
2.2.1. PLS Method Fitting Process
- Data standardization.
- First principal component calculation.
- Principal component validation.
- 4.
- Subsequent principal components calculation.The residual matrixes from Step c. are continued to compute new principal components, until tQ+1 deduces . The principal components before tQ+1 are validated ones.
- 5.
- Regression equation
- 6.
- Data reduction.The final regression equation for prediction can be obtained through the reverse process of data standardization.
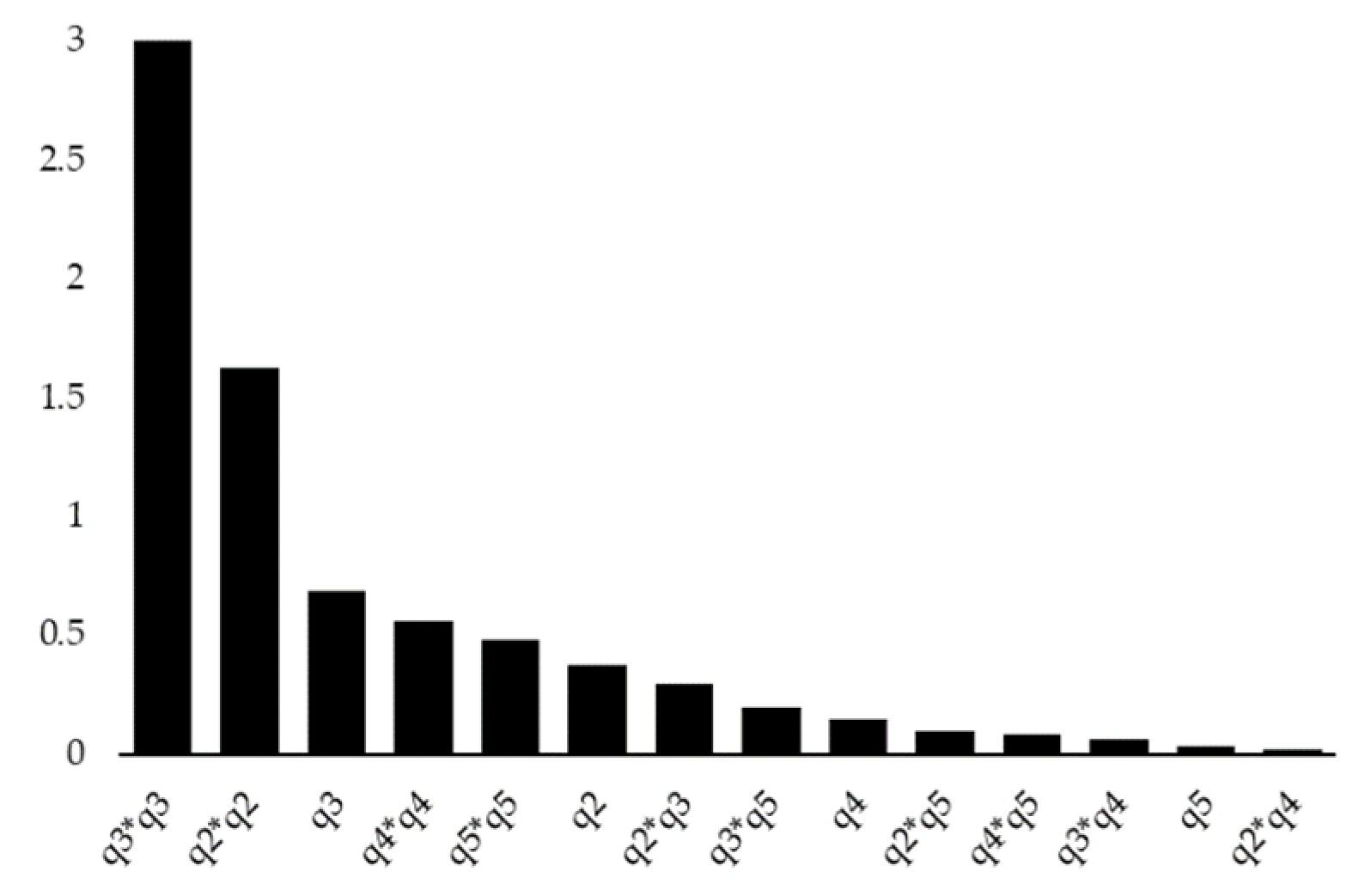
2.2.2. Interpretability of PLS Method for Regression Equation
2.2.3. Prediction Model Construction
2.2.4. Prediction Model Optimization
3. Results
3.1. Prediction Model Verification and Analysis
3.1.1. Model Verification with Random Configurations
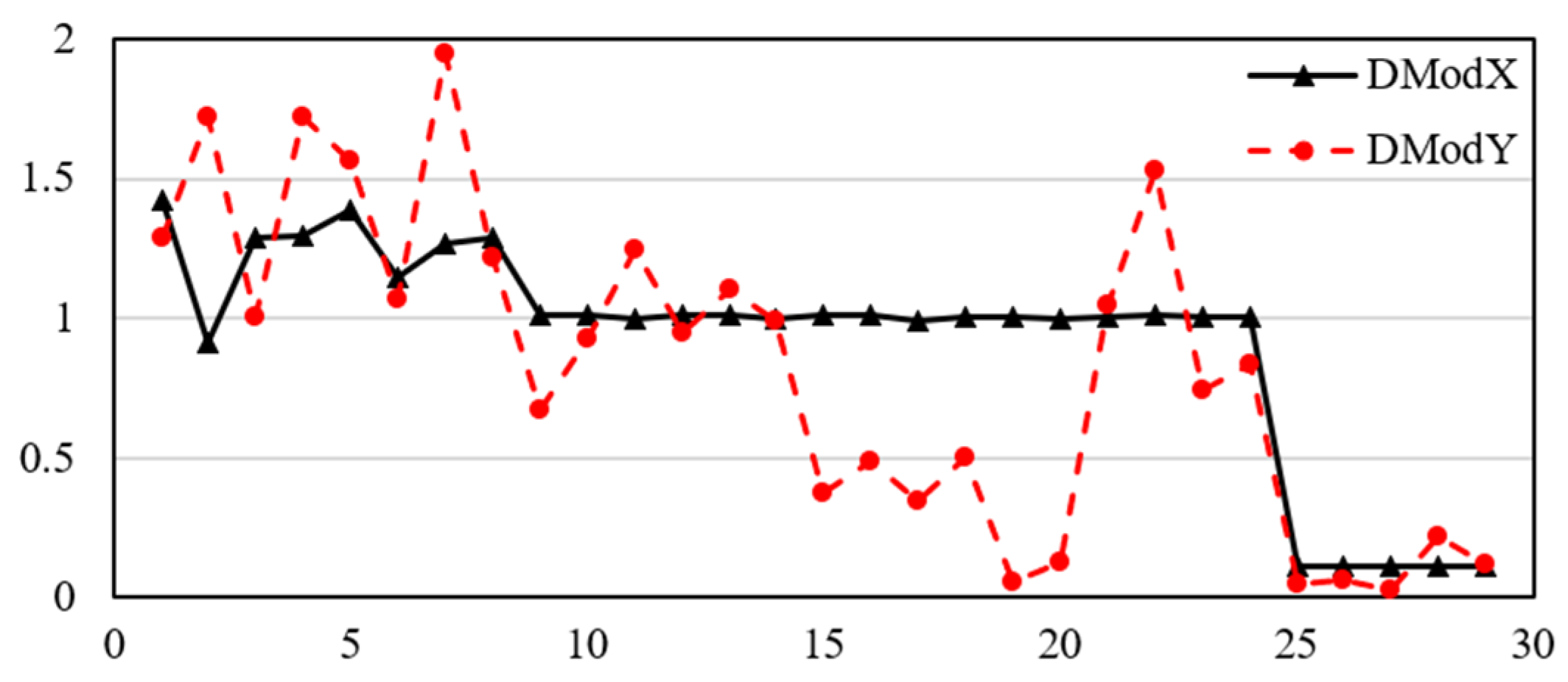
3.1.2. Model Construction Quality Analysis
3.2. Method Universality Verification
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- International Federation of Robotics. Available online: https://www.ifr.org/# (accessed on 1 October 2020).
- Chen, Y.; Dong, F. Robot machining: Recent development and future research issues. Int. J. Adv. Manuf. Technol. 2013, 66, 1489–1497. [Google Scholar] [CrossRef]
- Kazerooni, H.; Bausch, J.J.; Kramer, B.M. An Approach to Automated Deburring by Robot Manipulators. J. Dyn. Syst. Meas. Control. 1986, 108, 354–359. [Google Scholar] [CrossRef]
- Vergeest, J.S.; Tangelder, J.W. Robot machines rapid prototype. Ind. Robot. Int. J. 1996, 23, 17–20. [Google Scholar] [CrossRef]
- Zieliński, C.; Mianowski, K.; Nazarczuk, K.; Szynkiewicz, W. A prototype robot for polishing and milling large objects. Ind. Robot. Int. J. 2003, 30, 67–76. [Google Scholar] [CrossRef]
- Sun, L.; Liang, F.; Fang, L. Design and performance analysis of an industrial robot arm for robotic drilling process. Ind. Robot. Int. J. 2019, 46, 7–16. [Google Scholar] [CrossRef]
- Guo, Y.; Dong, H.; Wang, G.; Ke, Y. A robotic boring system for intersection holes in aircraft assembly. Ind. Robot. Int. J. 2018, 45, 328–336. [Google Scholar] [CrossRef]
- Matsuoka, S.-I.; Shimizu, K.; Yamazaki, N.; Oki, Y. High-speed end milling of an articulated robot and its characteristics. J. Mater. Process. Technol. 1999, 95, 83–89. [Google Scholar] [CrossRef]
- Brunete, A.; Gambao, E.; Koskinen, J.; Heikkilä, T.; Kaldestad, K.B.; Tyapin, I.; Hovland, G.; Surdilovic, D.; Hernando, M.; Bottero, A.; et al. Hard material small-batch industrial machining robot. Robot. Comput. Integr. Manuf. 2018, 54, 185–199. [Google Scholar] [CrossRef]
- Dong, X.; Zhang, W.; Sun, J. The estimation of cutting force coefficients in milling of thin-walled parts using cutter with different tooth radii. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 230, 194–199. [Google Scholar] [CrossRef]
- Dong, X.; Zhang, W. Chatter suppression analysis in milling process with variable spindle speed based on the reconstructed semi-discretization method. Int. J. Adv. Manuf. Technol. 2019, 105, 2021–2037. [Google Scholar] [CrossRef]
- Dong, X.; Qiu, Z. Stability analysis in milling process based on updated numerical integration method. Mech. Syst. Signal Process. 2020, 137, 106435. [Google Scholar] [CrossRef]
- Pan, Z.; Zhang, H.; Zhu, Z.; Wang, J. Chatter analysis of robotic machining process. J. Mater. Process. Technol. 2006, 173, 301–309. [Google Scholar] [CrossRef]
- Guo, Y.; Dong, H.; Ke, Y. Stiffness-oriented posture optimization in robotic machining applications. Robot. Comput. Integr. Manuf. 2015, 35, 69–76. [Google Scholar] [CrossRef]
- Lin, Y.; Zhao, H.; Ding, H. Spindle configuration analysis and optimization considering the deformation in robotic machining applications. Robot. Comput. Integr. Manuf. 2018, 54, 83–95. [Google Scholar] [CrossRef]
- Chen, C.; Peng, F.; Yan, R.; Li, Y.; Wei, D.; Fan, Z.; Tang, X.; Zhu, Z. Stiffness performance index based posture and feed orientation optimization in robotic milling process. Robot. Comput. Integr. Manuf. 2019, 55, 29–40. [Google Scholar] [CrossRef]
- Xiong, G.; Ding, Y.; Zhu, L.-M. Stiffness-based pose optimization of an industrial robot for five-axis milling. Robot. Comput. Integr. Manuf. 2019, 55, 19–28. [Google Scholar] [CrossRef]
- Zaeh, M.F.; Roesch, O. Improvement of the Static and Dynamic Behavior of a Milling Robot. Mini Special Issue on Virtual Manufacturing. Int. J. Autom. Technol. 2015, 9, 129–133. [Google Scholar] [CrossRef]
- Mejri, S.; Gagnol, V.; Le, T.-P.; Sabourin, L.; Ray, P.; Paultre, P. Dynamic characterization of machining robot and stability analysis. Int. J. Adv. Manuf. Technol. 2015, 82, 351–359. [Google Scholar] [CrossRef]
- Bisu, C.; Cherif, M.; Gerard, A.; K’Nevez, J.Y. Dynamic Behavior Analysis for a Six Axis Industrial Machining Robot. Adv. Mater. Res. 2011, 423, 65–76. [Google Scholar] [CrossRef]
- Mousavi, S.; Gagnol, V.; Bouzgarrou, B.C.; Ray, P. Model-based stability prediction of a machining robot. In New Advances in Mechanisms, Mechanical Transmissions and Robotics; Springer: Cham, Switzerland, 2017; pp. 379–387. [Google Scholar]
- Karim, A.; Hitzer, J.; Lechler, A.; Verl, A. Analysis of the dynamic behavior of a six-axis industrial robot within the entire workspace in respect of machining tasks. In Proceedings of the 2017 IEEE International Conference on Advanced Intelligent Mechatronics (AIM), Munich, Germany, 3–7 July 2017; pp. 670–675. [Google Scholar]
- Glogowski, P.; Rieger, M.; Bin Sun, J.; Kuhlenkötter, B. Natural Frequency Analysis in the Workspace of a Six-Axis Industrial Robot Using Design of Experiments. Adv. Mater. Res. 2016, 1140, 345–352. [Google Scholar] [CrossRef]
- Guo, Y.; Dong, H.; Wang, G.; Ke, Y. Vibration analysis and suppression in robotic boring process. Int. J. Mach. Tools Manuf. 2016, 101, 102–110. [Google Scholar] [CrossRef]
- Cordes, M.; Hintze, W.; Altintas, Y. Chatter stability in robotic milling. Robot. Comput. Integr. Manuf. 2019, 55, 11–18. [Google Scholar] [CrossRef]
- Simões, J.A.; Coole, T.; Cheshire, D.; Pires, A.M. Analysis of multi-axis milling in an anthropomorphic robot, using the design of experiments methodology. J. Mater. Process. Technol. 2003, 135, 235–241. [Google Scholar] [CrossRef]
- Wang, H.; Wu, Z.; Meng, J. Partial Least-Square Regression—Linear and Nonlinear Methods; National Defense Industry Press: Beijing, China, 2006; pp. 97–123. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors Levels | q2 (Deg) | q3 (Deg) | q4 (Deg) | q5 (Deg) |
|---|---|---|---|---|
| −1 | −55 | −140 | −180 | −70 |
| −0.5 | −30 | −95 | −92.5 | −30 |
| 0 | −5 | −50 | −5 | 10 |
| +0.5 | 20 | −5 | 82.5 | 50 |
| 1 | 45 | 40 | 170 | 90 |
| h | |||
|---|---|---|---|
| 1 | 0.888 | 0.639 | 0.639 |
| 2 | 0.962 | −0.171 | 0.603 |
| Model | h | ||
|---|---|---|---|
| M1 | 2 | 0.958 | 0.776 |
| M2 | 2 | 0.960 | 0.778 |
| M3 | 2 | 0.958 | 0.764 |
| M4 | 2 | 0.958 | 0.762 |
| M5 | 2 | 0.958 | 0.723 |
| M6 | 2 | 0.958 | 0.717 |
| Items | Coefficient/M | Coefficient/M2 |
|---|---|---|
| Constant | 1.138 × 101 | 1.086 × 101 |
| q2 | 8.746 × 10−3 | 1.214 × 10−2 |
| q3 | 5.987 × 10−2 | 6.611 × 10−2 |
| q4 | −7.532 × 10−5 | 7.873 × 10−4 |
| q5 | 1.374 × 10−4 | −3.785 × 10−3 |
| 8.821 × 10−4 | 1.179 × 10−3 | |
| 5.322 × 10−4 | 5.894 × 10−4 | |
| −2.464 × 10−5 | 1.242 × 10−5 | |
| −1.018 × 10−4 | 7.342 × 10−5 | |
| q2q3 | 1.171 × 10−4 | 1.253 × 10−4 |
| q2q4 | 4.323 × 10−6 | - |
| q2q5 | 4.224 × 10−5 | - |
| q3q4 | −7.206 × 10−6 | - |
| q3q5 | −4.939 × 10−5 | −5.285 × 10−5 |
| q4q5 | 1.099 × 10−5 | - |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Error | 0.20 | 0.36 | 0.22 | 0.11 | 0.22 | 0.45 | 1.59 | 0.26 |
| Relative error % | 1.71 | 3.79 | 1.76 | 1.10 | 1.90 | 3.88 | 10.24 | 2.34 |
| No. | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| Error | 0.54 | 1.43 | 0.87 | 1.04 | 1.46 | 1.78 | 1.47 | 0.12 |
| Relative error % | 4.34 | 10.30 | 8.40 | 8.27 | 12.56 | 19.54 | 12.39 | 1.18 |
| Average error | 0.76 | Average relative error % | 6.48 | |||||
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Error | 0.30 | 0.10 | 0.19 | 0.46 | 0.44 | 0.44 | 0.30 | 0.32 |
| Relative error % | 2.51 | 1.04 | 1.47 | 4.55 | 3.85 | 3.81 | 1.92 | 2.88 |
| No. | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| Error | 0.51 | 0.44 | 0.20 | 0.51 | 0.42 | 0.24 | 0.11 | 0.15 |
| Relative error % | 4.12 | 3.14 | 1.90 | 4.01 | 3.56 | 2.68 | 0.88 | 1.48 |
| Average error | 0.32 | Average relative error % | 2.74 | |||||
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Error | 0.51 | 0.45 | 0.51 | 0.79 | 1.16 | 1.37 | 0.52 | 0.86 |
| Relative error % | 4.32 | 4.77 | 4.01 | 7.91 | 10.30 | 11.81 | 4.66 | 7.68 |
| No. | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| Error | 1.49 | 0.64 | 0.55 | 0.40 | 1.94 | 0.36 | 0.46 | 0.43 |
| Relative error % | 11.92 | 6.32 | 4.86 | 4.38 | 16.44 | 3.29 | 4.43 | 5.89 |
| Average error | 0.78 | Average relative error % | 7.07 | |||||
| h | |||
|---|---|---|---|
| 1 | 0.801 | 0.720 | 0.720 |
| 2 | 0.952 | 0.546 | 0.874 |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|
| Error | 0.35 | 0.43 | 0.13 | 0.47 | 0.23 | 0.23 | 0.07 | 0.19 |
| Relative error % | 2.94 | 3.38 | 1.41 | 4.16 | 1.97 | 1.97 | 0.44 | 1.66 |
| No. | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| Error | 0.15 | 0.23 | 0.25 | 0.61 | 0.78 | 0.58 | 0.35 | 0.34 |
| Relative error % | 1.56 | 2.05 | 2.74 | 4.81 | 7.19 | 5.59 | 3.11 | 2.78 |
| Average error | 0.33 | Average relative error % | 2.98 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Zhang, W.; Dong, X. Natural Frequency Prediction Method for 6R Machining Industrial Robot. Appl. Sci. 2020, 10, 8138. https://doi.org/10.3390/app10228138
Sun J, Zhang W, Dong X. Natural Frequency Prediction Method for 6R Machining Industrial Robot. Applied Sciences. 2020; 10(22):8138. https://doi.org/10.3390/app10228138
Chicago/Turabian StyleSun, Jiabin, Weimin Zhang, and Xinfeng Dong. 2020. "Natural Frequency Prediction Method for 6R Machining Industrial Robot" Applied Sciences 10, no. 22: 8138. https://doi.org/10.3390/app10228138
APA StyleSun, J., Zhang, W., & Dong, X. (2020). Natural Frequency Prediction Method for 6R Machining Industrial Robot. Applied Sciences, 10(22), 8138. https://doi.org/10.3390/app10228138