Prediction of Residual Stress of Carburized Steel Based on Machine Learning

Abstract
1. Introduction
- A high-precision semantic segmentation model for optical micrographs, named SegModel-MOS, is established. This model combines migration learning and a residual network to achieve accurate image segmentation after training with small numbers of data samples.
- In this paper, the SVM algorithm is first used to establish a mapping relationship with the residual stress based on the percentage and carbon content of acicular martensite, retained austenite, and lath martensite steel microstructures; then, it predicts the residual stress.
2. Preparation of Optical Microstructure Pictures
2.1. Experimental Process
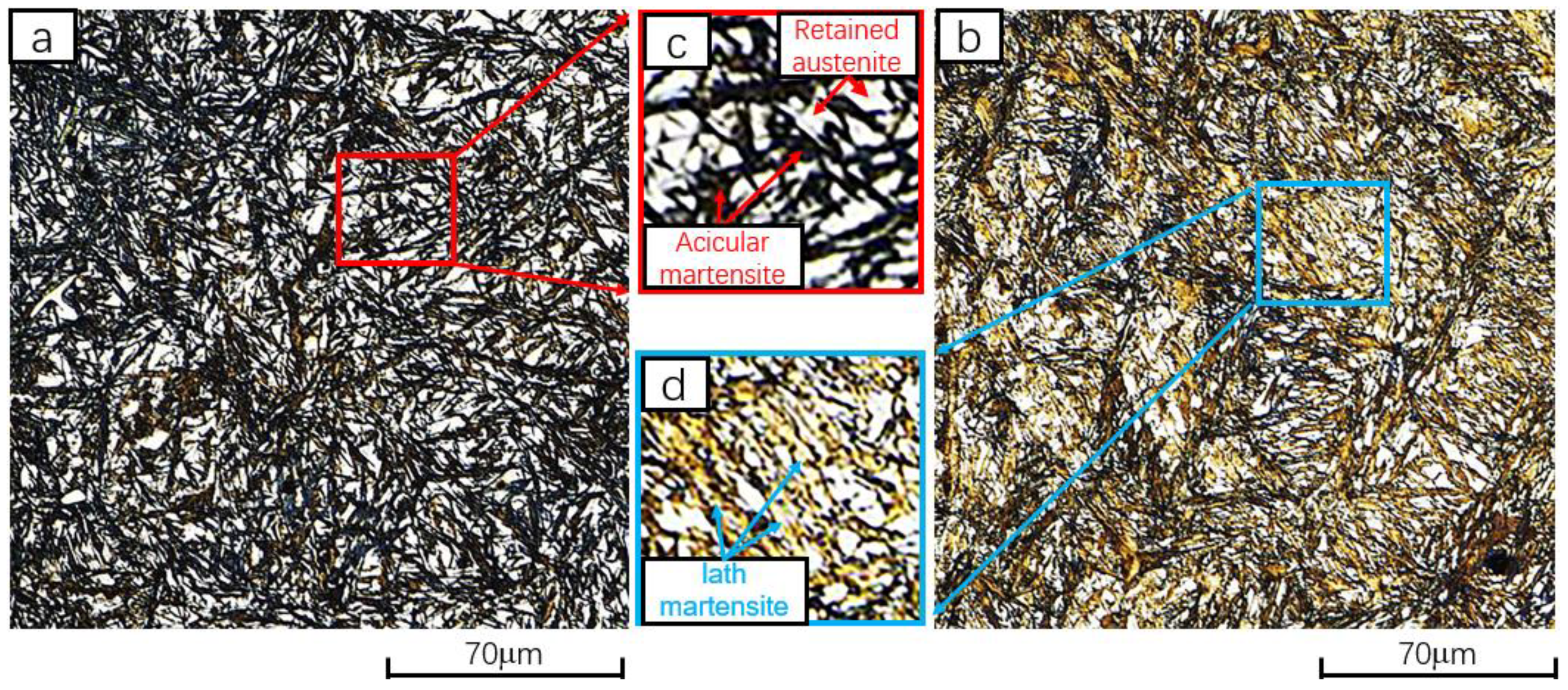
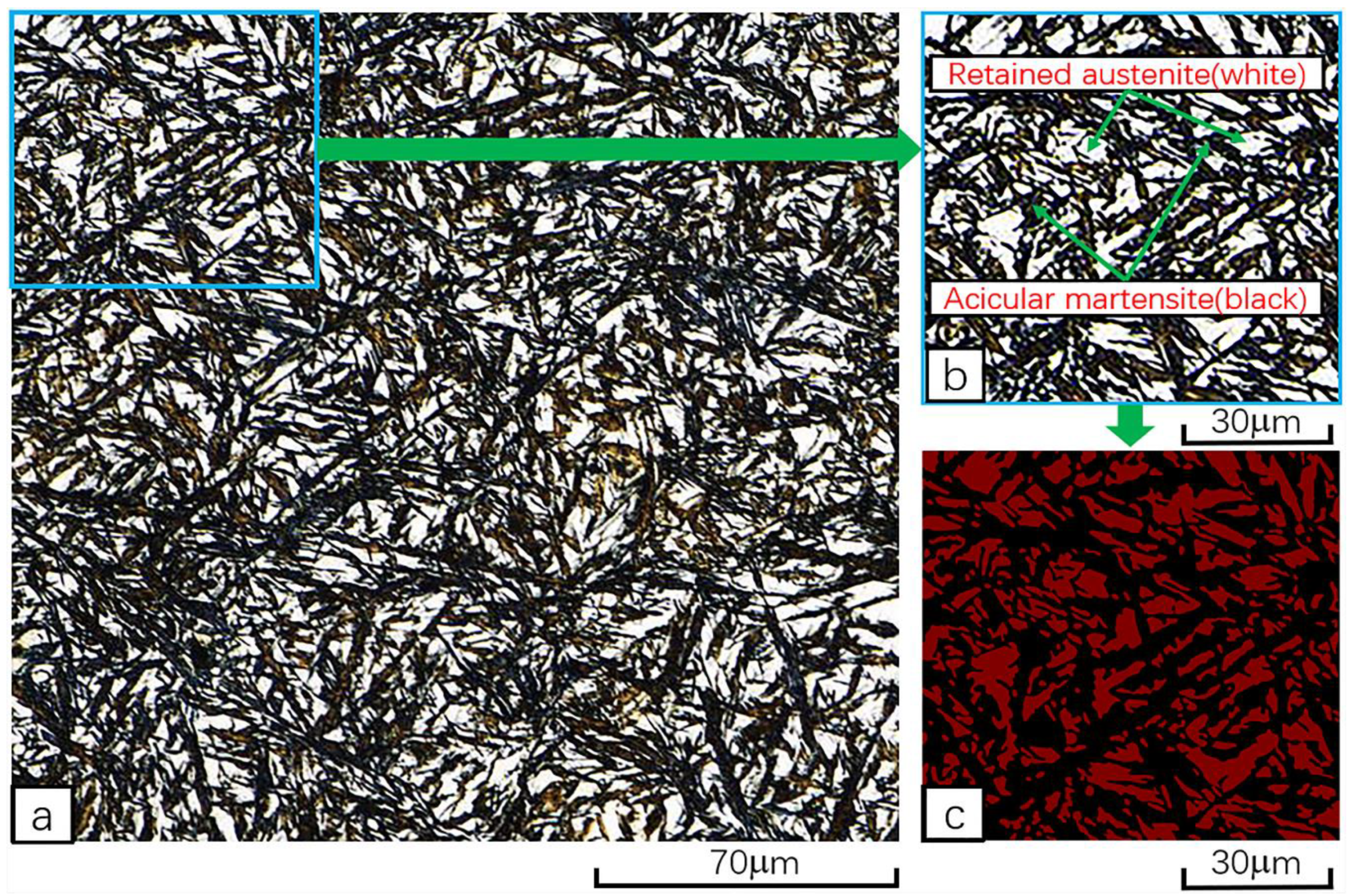
2.2. Optical Micrograph
2.3. Residual Stress and Residual Austenite Testing
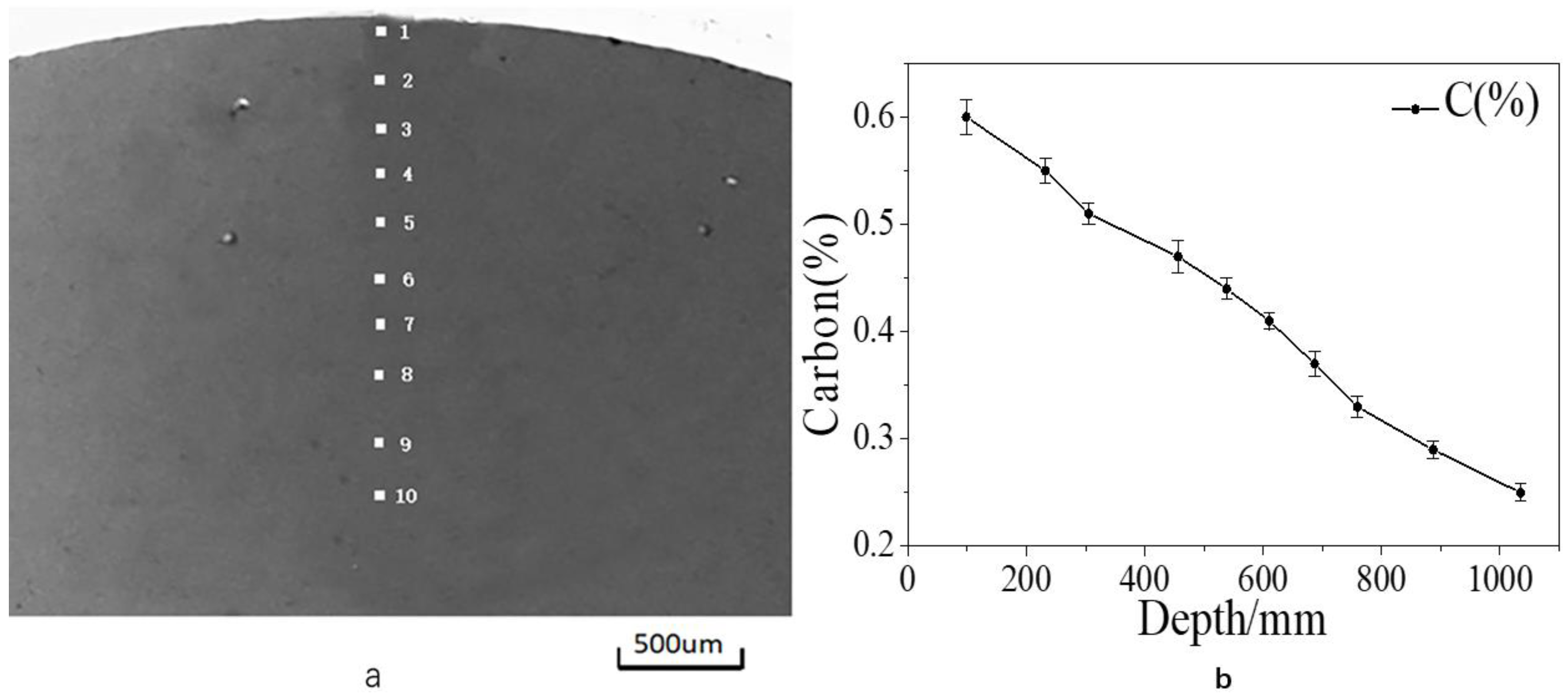
2.4. Carburizing Layer Carbon Content Measurement
3. Method
3.1. Data Processing
- 1)
- Data processing: The image resolutions in the dataset were not uniform; their lengths and widths ranged between 200 and 550 pixels. The minibatch training method requires the input image size to be consistent; therefore, the input images needed to be cropped. First, the long side of the image was left unchanged, and padding was added to both sides of the image (pixels with 0 values were added). Then, nearest-neighbor interpolation was used to scale the image to 384 × 384. This processing step not only yields input images of the same size but also ensures that the aspect ratio of the original image is unchanged and that the structural information of the target is retained to the utmost degree. Although this method adds considerable padding, the network treats it as redundant information; thus, the added pixels are not used during training. It should be noted that the original images were also cropped, and the ground truth labels of the image needed to be cropped accordingly.
- 2)
- Data enhancement: Although the CNN greatly reduces the number of parameters that must be learned due to its weight sharing function, the number of parameters in the network still reaches hundreds of millions. This enormous number of parameters requires large amounts of data; training from too few data samples will lead to insufficient network generalizability, overfitting, and other problems. To enrich the data samples, the following data augmentation operations were performed on the training set: (1) horizontal flipping: during the training process, each iteration flipped the image left or right at a probability of 0.5; (2) panning: the input image was randomly translated horizontally and vertically within a range of 20 pixels; (3) rotation: the image was rotated randomly at an angle, ranging from −20 to 20°; (4) noise: Gaussian random noise with a mean of 0.2 and a variance of 0.3 was added to the image.
- 3)
- Data set labeling and production: To identify steel microstructures, it was first necessary to use a labeling tool such as LabelMe to manually mark the positions of acicular martensite, retained austenite, and lath martensite in the original image data, as shown in Figure 3. A total of 1200 material microstructure pictures were marked. During the marking process, the microstructure label information of the microstructure was stored in an XML file format that included the path and file name of the original picture, the size of the picture, the label names “Acicular martensite”, “Retained austenite”, and “Batten martensite” (the same categories as in SegModel-MOS training) and the positional information of each label box. The file format complied with the PASCAL VOC data format, which includes two main folders: Annotations and JPEGImages. The former is mainly used to store the XML files containing the tags, and the latter is used to store the original image data. Finally, the PASCAL VOC data format was converted into a TFRecord data file, which is a binary file that combines images and labels together to make better use of the memory in TensorFlow [25] and achieve fast copy, move, store, read, and other data operations.
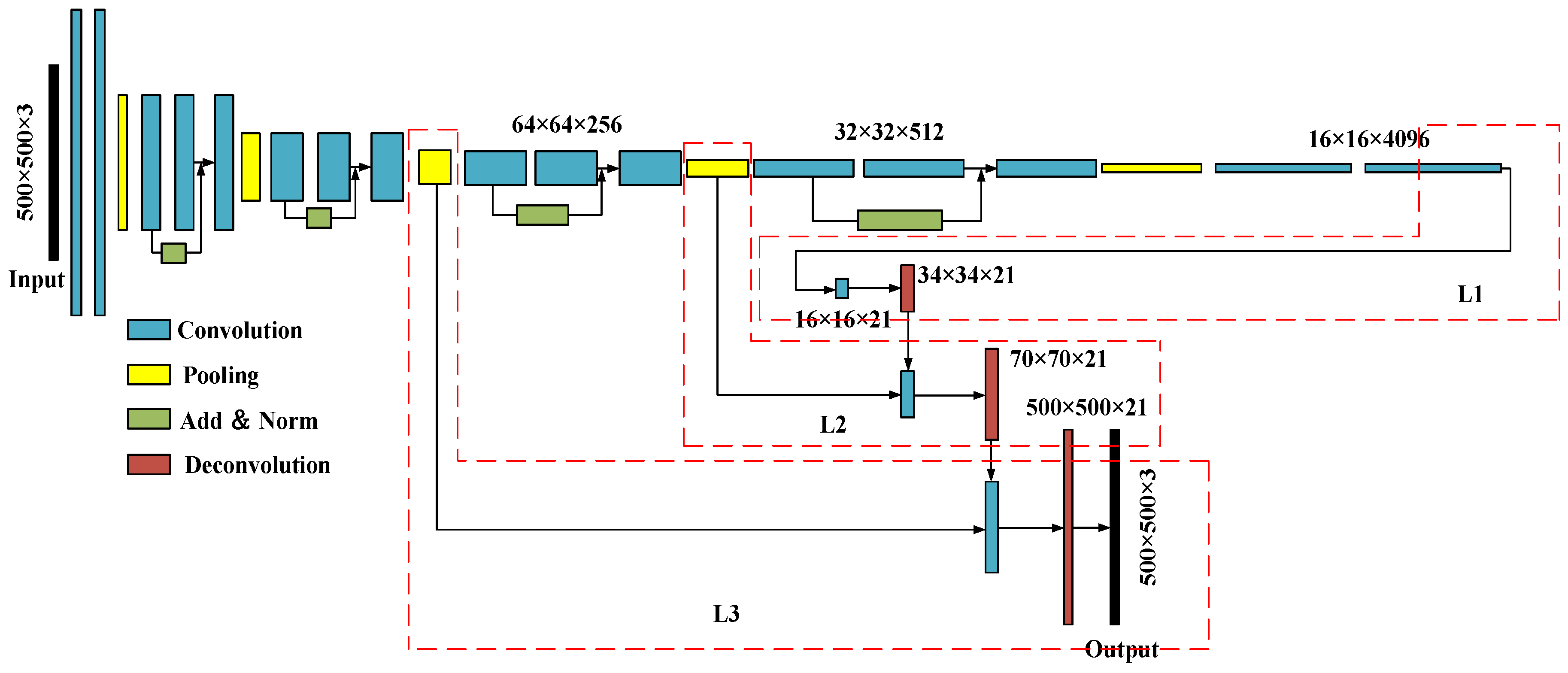
3.2. The Structure of the Material Organization Structure Segmentation Model (SegModel-MOS)
3.3. SegModel-MOS Training
4. Results and Discussion
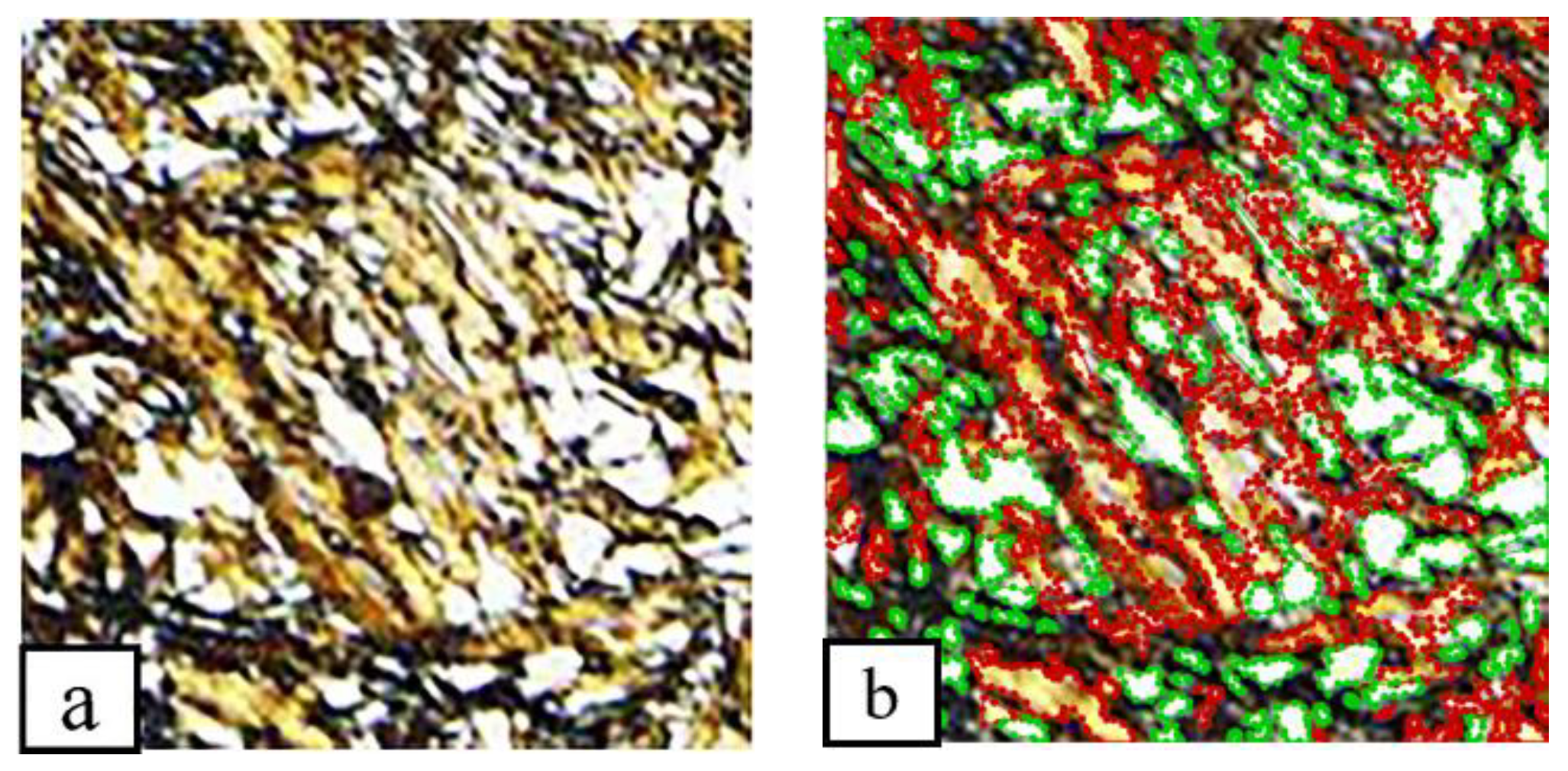
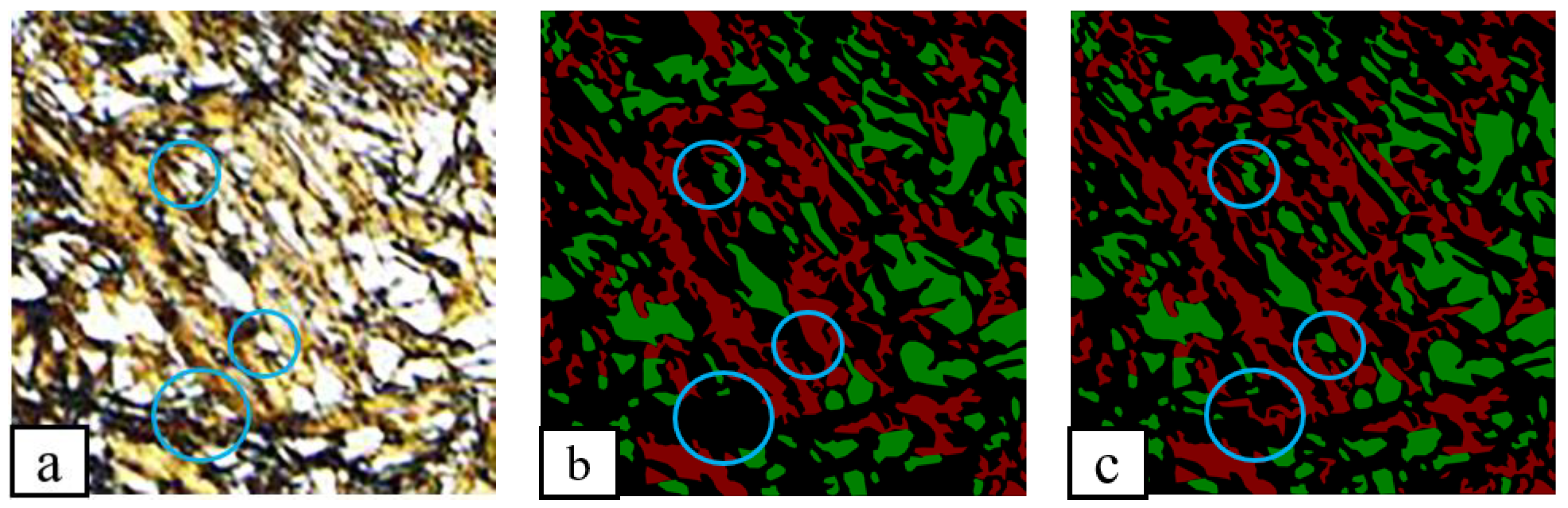
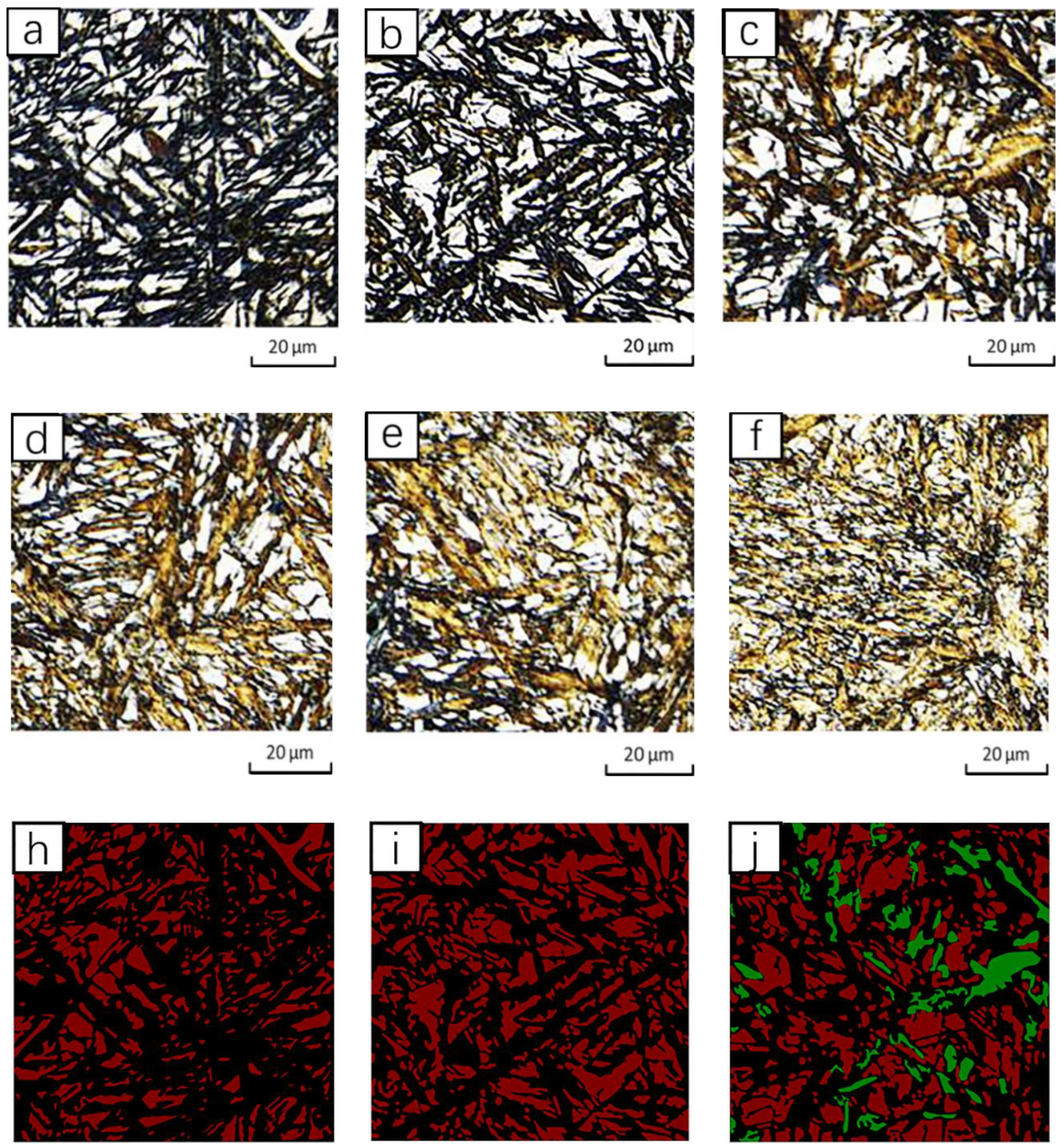
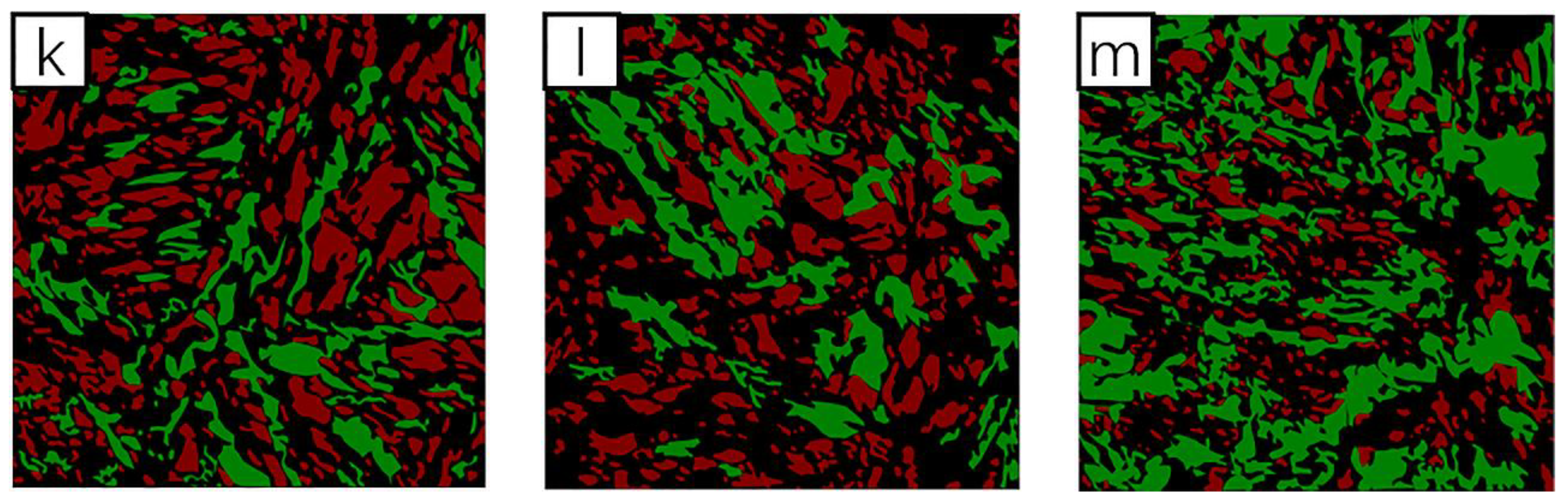
4.1. Picture Segmentation
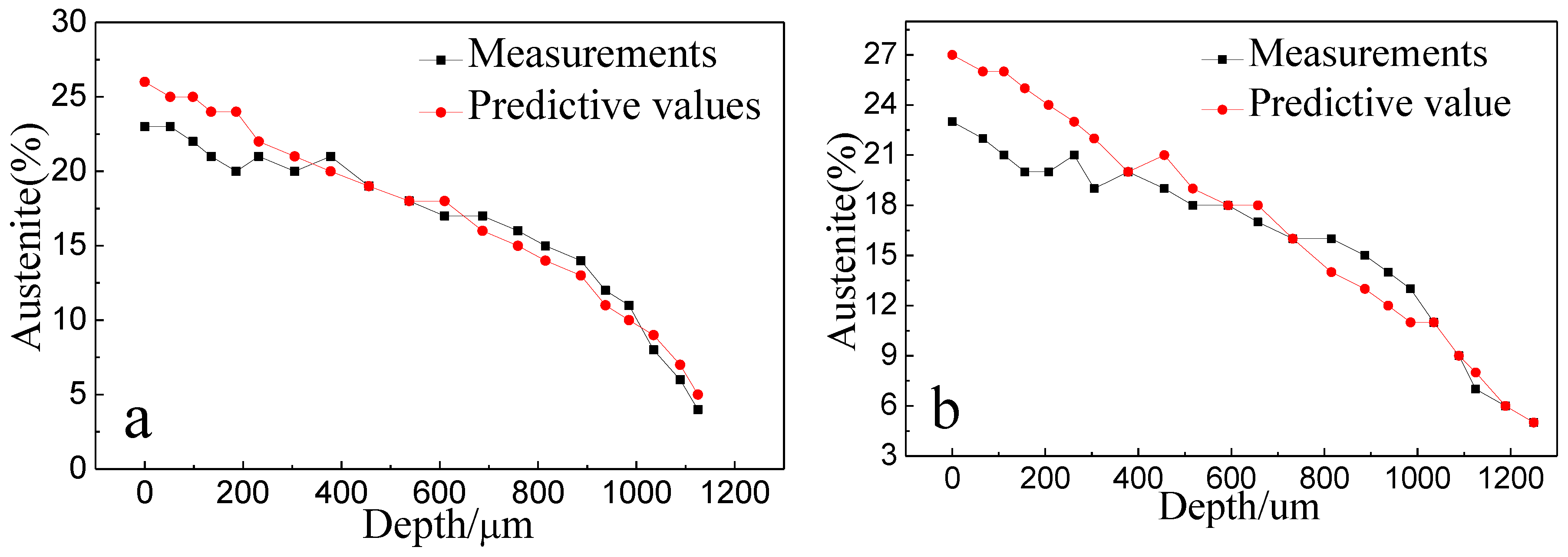
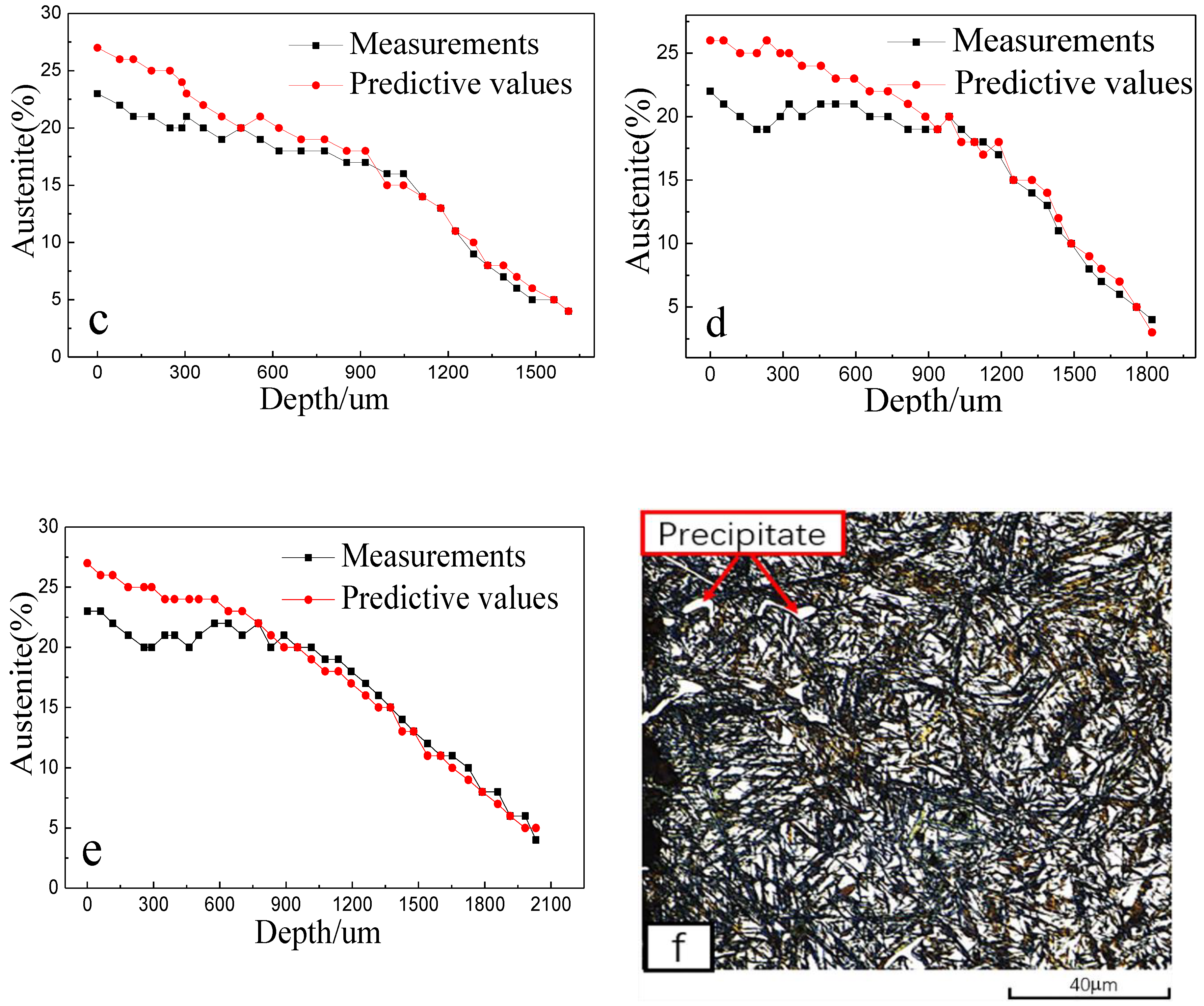
4.2. Comparison of Measured and Predicted Values of Retained Austenite
4.3. Prediction Results and Analysis of Residual Stress
4.3.1. Residual Stress Prediction Principle
4.3.2. Prediction of Residual Stress Based on the SVM Model
4.4. Discussion
5. Conclusions
- 1)
- This paper proposes a new method to predict residual stress using a semantic segmentation model (SegModel-MOS). After training on the PASCAL VOC2012 dataset, the network was trained on optical microscope images to achieve precise segmentation, revealing the residual austenite and measuring the content percentages. The results demonstrate that the accuracy of the model’s microstructure segmentation reaches 95.2%.
- 2)
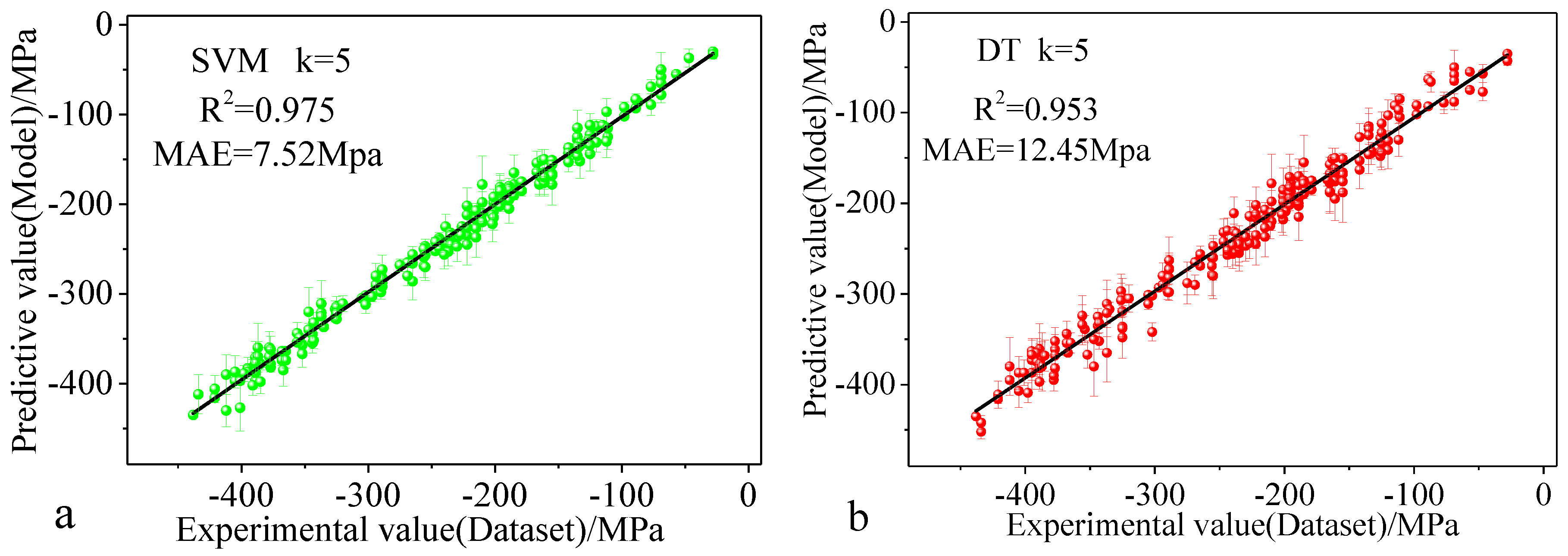
- SVM and decision tree algorithms were used to build a mapping relationship between the carbon content, microstructure, and residual stress of steel. The SVM and DT models used 5-fold cross-validation to improve model generalizability, achieving final residual stress prediction R2 values of 0.975 and 0.953 and the MAE values of 7.52 MPa and 12.45 MPa, respectively. The SVM model performed significantly better than the DT model. This finding demonstrates that carbon content and microstructure exhibit high accuracy and generalization ability for predicting residual stress. This method can also be used to predict the residual stress of other carburized steels; thus, it constitutes a new approach to residual stress measurement.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Farfán, C.; Rubio-González, T.; Cervantes-Hernández, T.; Mesmacque, G. High cycle fatigue, low cycle fatigue and failure modes of a carburized steel. Int. J. Fatigue 2004, 26, 673–678. [Google Scholar]
- Nehila, A.; Li, W.; Gao, N. Very high cycle fatigue of surface carburized CrNi steel at variable stress ratio: Failure analysis and life prediction. Int. J. Fatigue 2018, 111, 112–123. [Google Scholar] [CrossRef]
- Yanzhi, L.; Chunzhi, L.I.; Xudong, L.I. Surface Integrity Characteristics and Fatigue Failure Mechanism of Carburized M50NiL Steel. J. Aeronaut. Mater. 2017, 37, 25–33. [Google Scholar]
- Deng, H.; Liu, Q.; Liu, H. Long-Life Fatigue of Carburized 12Cr2Ni Alloy Steel: Evaluation of Failure Characteristic and Prediction of Fatigue Strength. Metals 2018, 8, 1006. [Google Scholar] [CrossRef]
- Tremarin, R.C.; Pravia, Z.M.C. Analysis of the Influence of Residual Stress on Fatigue Life of Welded Joints. Latin Am. J. Solids Struct. 2020, 17. [Google Scholar] [CrossRef]
- Li, W.; Sun, Z.; Deng, H. Interior crack initiation and growth behaviors and life prediction of a carburized gear steel under high cycle fatigue and very high cycle fatigue. J. Mater. Res. 2015, 30, 2247–2257. [Google Scholar] [CrossRef]
- Shen, C.; Wang, C.; Wei, X. Physical metallurgy-guided machine learning and artificial intelligent design of ultrahigh-strength stainless steel. Acta Mater. 2019, 179, 201–214. [Google Scholar] [CrossRef]
- Ampazis, N.; Alexopoulos, N.D. Prediction of aircraft aluminum alloys tensile mechanical properties degradation using support vector machines//Artificial Intelligence: Theories, Models and Applications. In Proceedings of the 6th Hellenic Conference on AI, SETN 2010, Athens, Greece, 4–7 May 2010; Springer: Berlin/Heidelberg, Germany, 2010; Volume 9, pp. 115–133. [Google Scholar]
- Aarnts, M.P. Microstructural Quantification of Multi-Phase Steels (Micro-Quant); European Commission: Luxembourg, 2011. [Google Scholar]
- Burikova, K.; Rosenberg, G. Quantification of Microstructural Parameter Ferritic-Martensite Dual Phase Steel by Image Analysis. Metal 2009, 5, 19–21. [Google Scholar]
- Dengiz, O.; Smith, A.E.; Nettleship, I. Grain boundary detection in microstructure images using computational intelligence. Comput. Ind. 2005, 56, 854–866. [Google Scholar] [CrossRef]
- Dutta, S. Characterization of micrographs and fractographs of Cu-strengthened HSLA steel using image texture analysis. Measurement 2014, 47, 130–144. [Google Scholar] [CrossRef]
- Komenda, J. Automatic recognition of complex microstructures using the Image Classifier. Mater. Charact. 2001, 46, 87–92. [Google Scholar] [CrossRef]
- De Cost, B.L.; Holm, E.A. A computer vision approach for automated analysis and classification of microstructural image data. Comput. Mater. Sci. 2015, 110, 126–133. [Google Scholar] [CrossRef]
- Adachi, Y.; Taguchi, M.; Hirokawa, S. Microstructure Recognition by Deep Learning. Tetsu Hagané 2016, 102, 62–69. [Google Scholar]
- Masci, J.; Meier, U.; Ciresan, D.; Schmidhuber, J.; Fricout, G. Steel Defect Classification with Max-pooling Convolutional Neural Networks. In Proceedings of the 2012 International Joint Conference on Neural Networks (IJCNN), Brisbane, QLD, Australia, 10–15 June 2012. [Google Scholar]
- Bai, L.; Velichko, A.; Drinkwater, B.W. Characterization of defects using ultrasonic arrays: A dynamic classifier approach. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 2015, 62, 2146–2160. [Google Scholar] [CrossRef]
- Bulgarevich, D.S.; Tsukamoto, S.; Kasuya, T. Pattern recognition with machine learning on optical microscopy images of typical metallurgical microstructures. Sci. Rep. 2018, 8, 2078. [Google Scholar] [CrossRef] [PubMed]
- Azimi, S.M.; Britz, D.; Engstler, M. Advanced Steel Microstructural Classification by Deep Learning. Methods Rep. 2018, 8, 2128. [Google Scholar] [CrossRef]
- Wang, S.C.; Kao, P.W. The effect of alloying elements on the structure and mechanical properties of ultralow carbon bainitic steels. J. Mater. Sci. 1993, 28, 5169–5175. [Google Scholar] [CrossRef]
- Wei, X.; Yang, F.; Wu, C. Deep residual networks of residual networks for image super-resolution. Lidar Imaging Detect. Target Recognit. 2017, 75, 1–10. [Google Scholar]
- Northwood, D.O.; He, L.; Boyle, E. Retained Austenite Residual Stress—Distortion Relationships in Carburized SAE 6820 Steel. Mater. Sci. Forum 2007, 539–543, 4464–4469. [Google Scholar] [CrossRef]
- Deng, H.L.; Liu, H.Q.; Liu, Q.C. Fatigue strength prediction of carburized 12Cr steel alloy: Effects of evaluation of maximum crack sizes and residual stress distribution. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 342–354. [Google Scholar] [CrossRef]
- Qing, Y.X.; Yu, K.G. Effect of carburization on residual stress field of 20CrMnTi specimen and its numerical simulation. Mater. Sci. Eng. A 2005, 392, 240–247. [Google Scholar]
- Abadi, M.; Agarwal, A.; Barham, P. TensorFlow: Large-Scale Machine Learning on Heterogeneous Distributed Systems. arXiv 2016, arXiv:1603.04467. [Google Scholar]
- Sviatov, K.; Miheev, A.; Kanin, D. Scenes Segmentation in Self-driving Car Navigation System Using Neural Network Models with Attention. In International Conference on Computational Science and Its Applications; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Zhang, Y.; Wang, J.; Wang, X. Road-Segmentation-Based Curb Detection Method for Self-Driving via a 3D-LiDAR Sensor. IEEE Trans. Intell. Transp. Syst. 2018, 19, 3981–3991. [Google Scholar] [CrossRef]
- Zheng, N. A Co-Point Mapping-Based Approach to Drivable Area Detection for Self-Driving Cars. Engineering 2018, 4, 479–490. [Google Scholar]
- Treml, M.; José, A.-M.; Unterthiner, T. Speeding up Semantic Segmentation for Autonomous Driving. NIPS Workshop-MLITS 2016, 89, 66–84. [Google Scholar]
- Yunyan, W.; Lengkun, L.; Zhigang, Z. Road scene segmentation based on KSW and FCNN. J. Image Graph. 2019. [Google Scholar] [CrossRef]
- Bruijne, M.D. Machine learning approaches in medical image analysis: From detection to diagnosis. Med Image Anal. 2016, 33, 218–236. [Google Scholar] [CrossRef]
- Xue, F.F.; Peng, J.; Wang, R. Improving Robustness of Medical Image Diagnosis with Denoising Convolutional Neural Networks. In International Conference on Medical Image Computing and Computer-Assisted Intervention; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Youping, Z.; Radiology, D.O. Rational application of medical imaging technology in medical image diagnosis. J. Imaging Res. Med. Appl. 2019, 4, 126–138. [Google Scholar]
- Long, J.; Shelhamer, E.; Darrell, T. Fully Convolutional Networks for Semantic Segmentation. IEEE Trans. Pattern Anal. Mach. Intell. 2015, 39, 640–651. [Google Scholar]
- Shetty, S. Application of Convolutional Neural Network for Image Classification on Pascal VOC Challenge 2012 dataset. arXiv 2016, arXiv:1607.03785. [Google Scholar]
- Yao, Y.; Rosasco, L.; Caponnetto, A. On Early Stopping in Gradient Descent Learning. Constr. Approx. 2007, 26, 289–315. [Google Scholar] [CrossRef]
- Dyson, D.J.; Keown, S.R. A study of precipitation in a 12 %Cr-Co-Mo steel. Acta Met. 1969, 17, 1095–1107. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carburization Processes | Oil Quenching Temperature (°C) | Tempering Temperature (°C) | Tempering Time (h) | |||
|---|---|---|---|---|---|---|
| Carburizing Temperature (°C) | Boost Stage Time (h) | Diffusion Stage Time (h) | ||||
| Process 1 | 930 | 2 | 2 | 860 | 200 | 2 |
| Process 2 | 2 | 4 | ||||
| Process 3 | 3 | 4 | ||||
| Process 4 | 4 | 4 | ||||
| Process 5 | 6 | 6 | ||||
| Layer | Input Shape | Filter | Kernel Size | Stride | Output Shape | |||
|---|---|---|---|---|---|---|---|---|
| L1 | Conv | [batch, 14, 14, 1024] | 21 | (3, 3, 1024) | (1,1) | [batch, 16, 16, 21] | ||
| Deconv | [batch, 16, 16, 21] | 21 | (3, 3, 21) | (2,2) | [batch, 34, 34, 21] | |||
| L2 | Conv | [batch, 32, 32, 512] | 21 | (3, 3, 512) | (1,1) | [batch, 34, 34, 21] | ||
| Deconv | [batch, 34, 34, 21] | 21 | (3, 3, 21) | (2,2) | [batch, 70, 70, 21] | |||
| L3 | Conv | [batch, 64, 64, 256] | 21 | (3, 3, 256) | (1,1) | [batch, 70, 70, 21] | ||
| Deconv | [batch, 70, 70, 21] | 21 | (3, 3, 21) | (8,8) | [batch, 500, 500, 21] | |||
| Optimization Algorithms | Learning Rate | Batch Size | Test Set Ratio | Test Set Accuracy |
|---|---|---|---|---|
| Adam | 0.1 | 4 | 20% | 93.7% |
| 0.01 | 4 | 20% | 91.6% | |
| 0.001 | 4 | 20% | 92.8% | |
| 0.0001 | 4 | 20% | 91.0% | |
| 0.01 | 8 | 20% | 94.7% | |
| 0.01 | 16 | 20% | 93.9% | |
| 0.01 | 32 | 20% | 95.2% | |
| Momentum | 0.1 | 4 | 20% | 92.4% |
| 0.01 | 4 | 20% | 92.9% | |
| 0.001 | 4 | 20% | 93.9% | |
| 0.0001 | 4 | 20% | 93.7% | |
| 0.01 | 8 | 20% | 91.1% | |
| 0.01 | 16 | 20% | 92.7% | |
| 0.01 | 32 | 20% | 89.3% |
| Depth (um) | C (%) | Acicular Martensite (%) | Retained Austenite (%) | Lath Martensite (%) | Residual Stress (MPa) |
|---|---|---|---|---|---|
| 98 | 0.60 | 0.78 | 0.22 | 0 | −334 |
| 232 | 0.56 | 0.79 | 0.21 | 0 | −377 |
| 305 | 0.53 | 0.80 | 0.20 | 0 | −343 |
| 456 | 0.48 | 0.76 | 0.19 | 0.05 | −242 |
| 538 | 0.46 | 0.69 | 0.18 | 0.13 | −210 |
| 610 | 0.43 | 0.62 | 0.17 | 0.21 | −185 |
| 687 | 0.40 | 0.54 | 0.17 | 0.29 | −161 |
| 759 | 0.37 | 0.50 | 0.16 | 0.34 | −155 |
| 887 | 0.31 | 0.38 | 0.14 | 0.48 | −125 |
| 985 | 0.27 | 0.28 | 0.11 | 0.61 | −77 |
| 1089 | 0.23 | 0.15 | 0.06 | 0.79 | −69 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Z.; Liang, Y. Prediction of Residual Stress of Carburized Steel Based on Machine Learning. Appl. Sci. 2020, 10, 7759. https://doi.org/10.3390/app10217759
Zhu Z, Liang Y. Prediction of Residual Stress of Carburized Steel Based on Machine Learning. Applied Sciences. 2020; 10(21):7759. https://doi.org/10.3390/app10217759
Chicago/Turabian StyleZhu, Zhenlong, and Yilong Liang. 2020. "Prediction of Residual Stress of Carburized Steel Based on Machine Learning" Applied Sciences 10, no. 21: 7759. https://doi.org/10.3390/app10217759
APA StyleZhu, Z., & Liang, Y. (2020). Prediction of Residual Stress of Carburized Steel Based on Machine Learning. Applied Sciences, 10(21), 7759. https://doi.org/10.3390/app10217759