Microstructure and Properties of AA6061/SiCp Composites Sintered under Ultra High-Pressure


Abstract
:1. Introduction
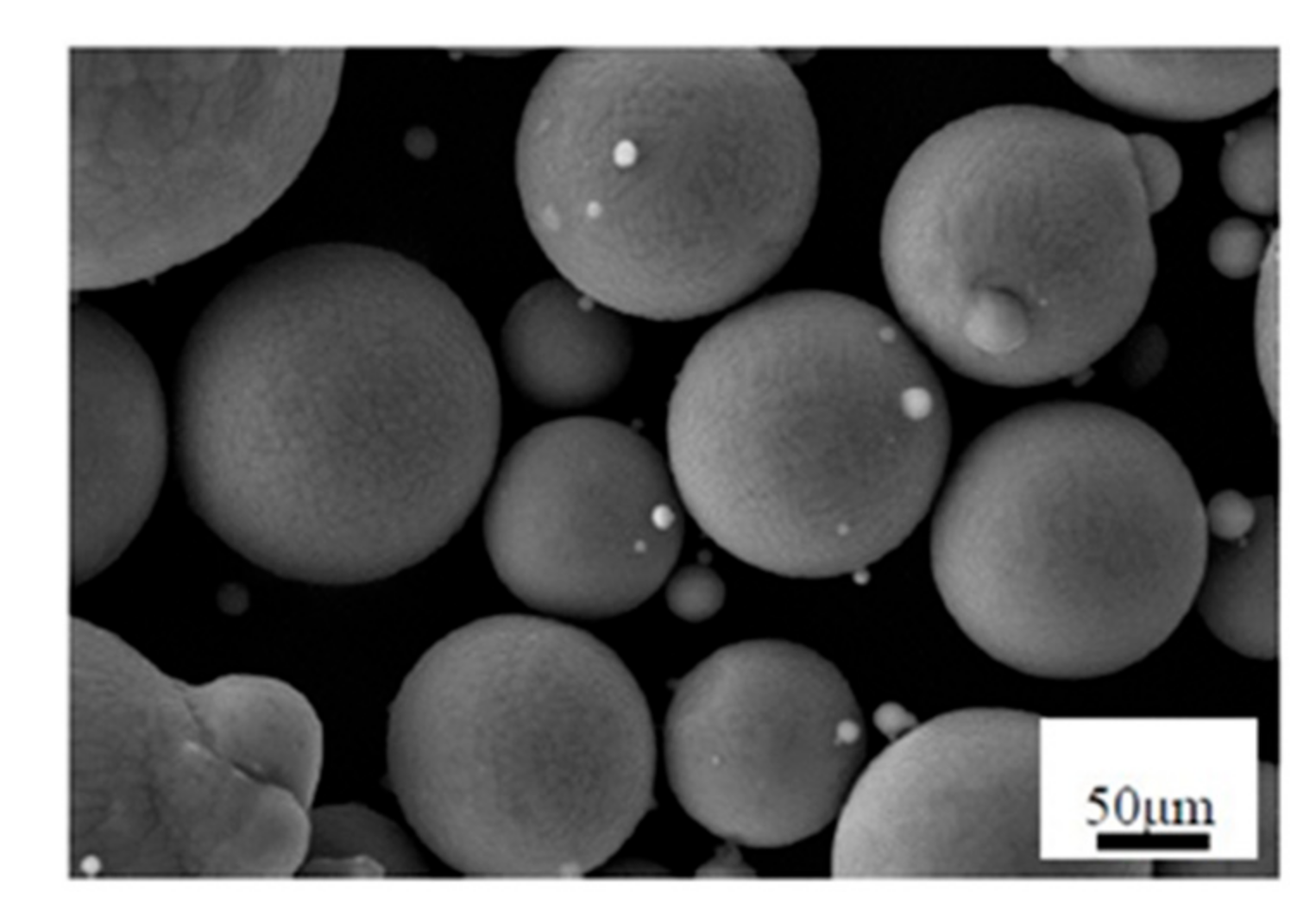
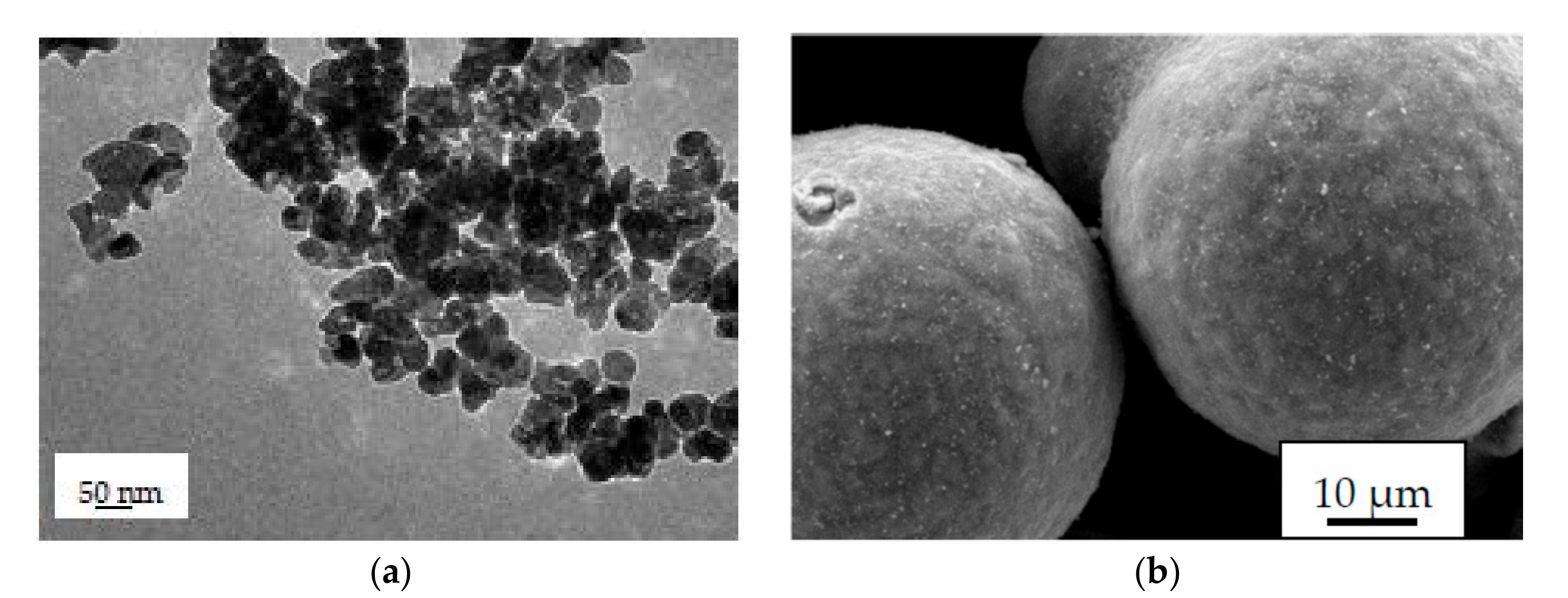
2. Materials and Experiments
3. Results and Discussion
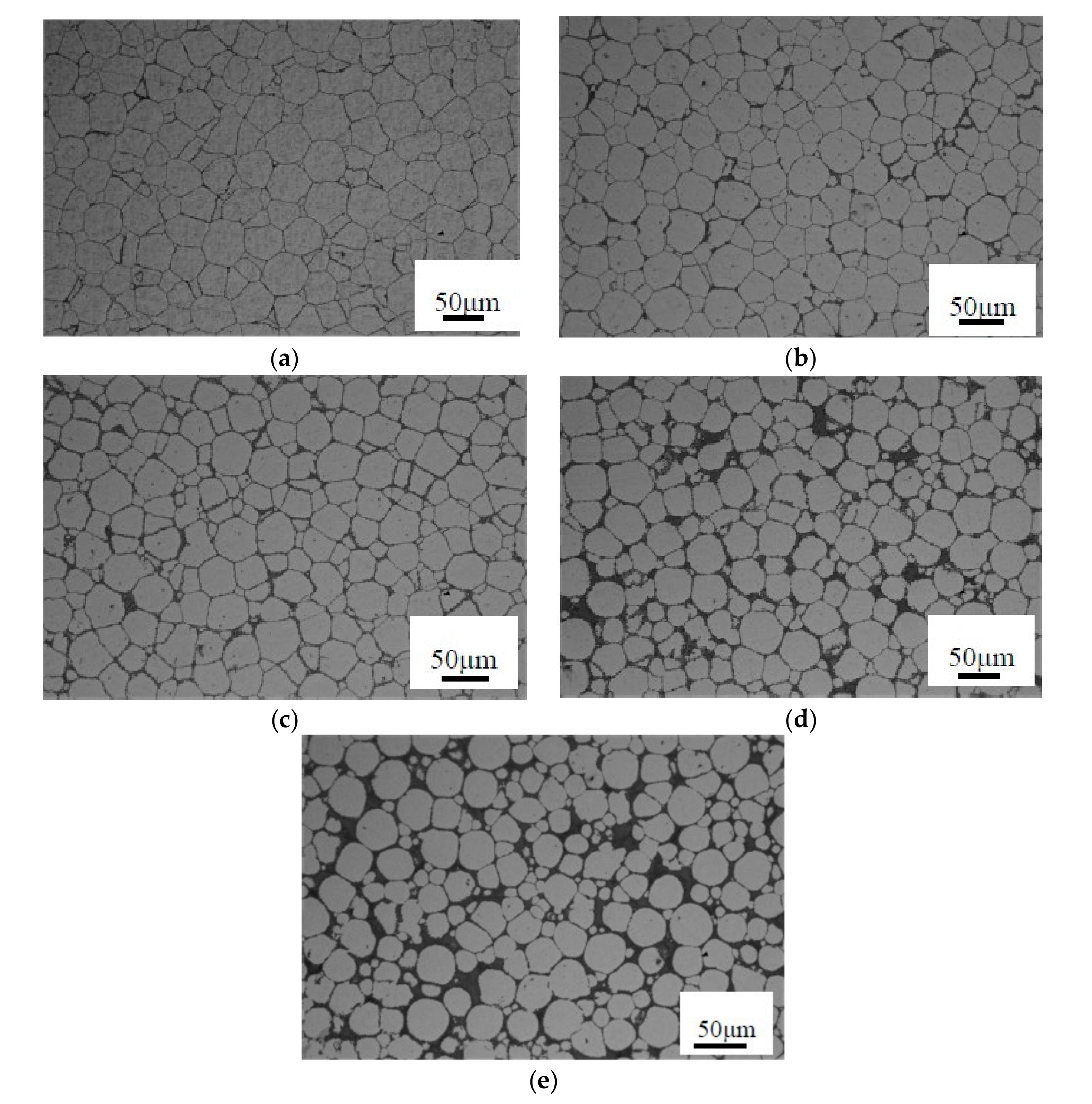
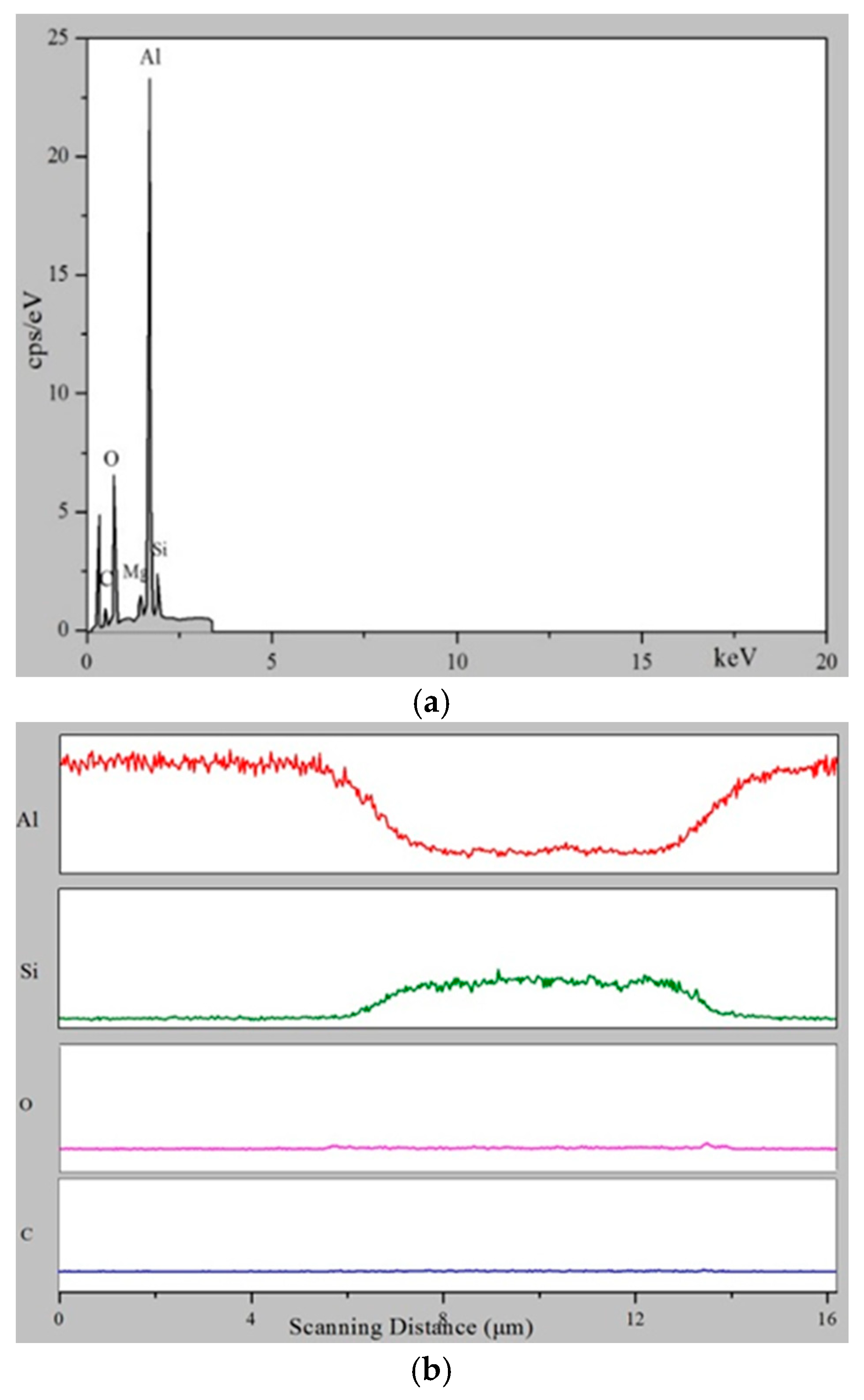
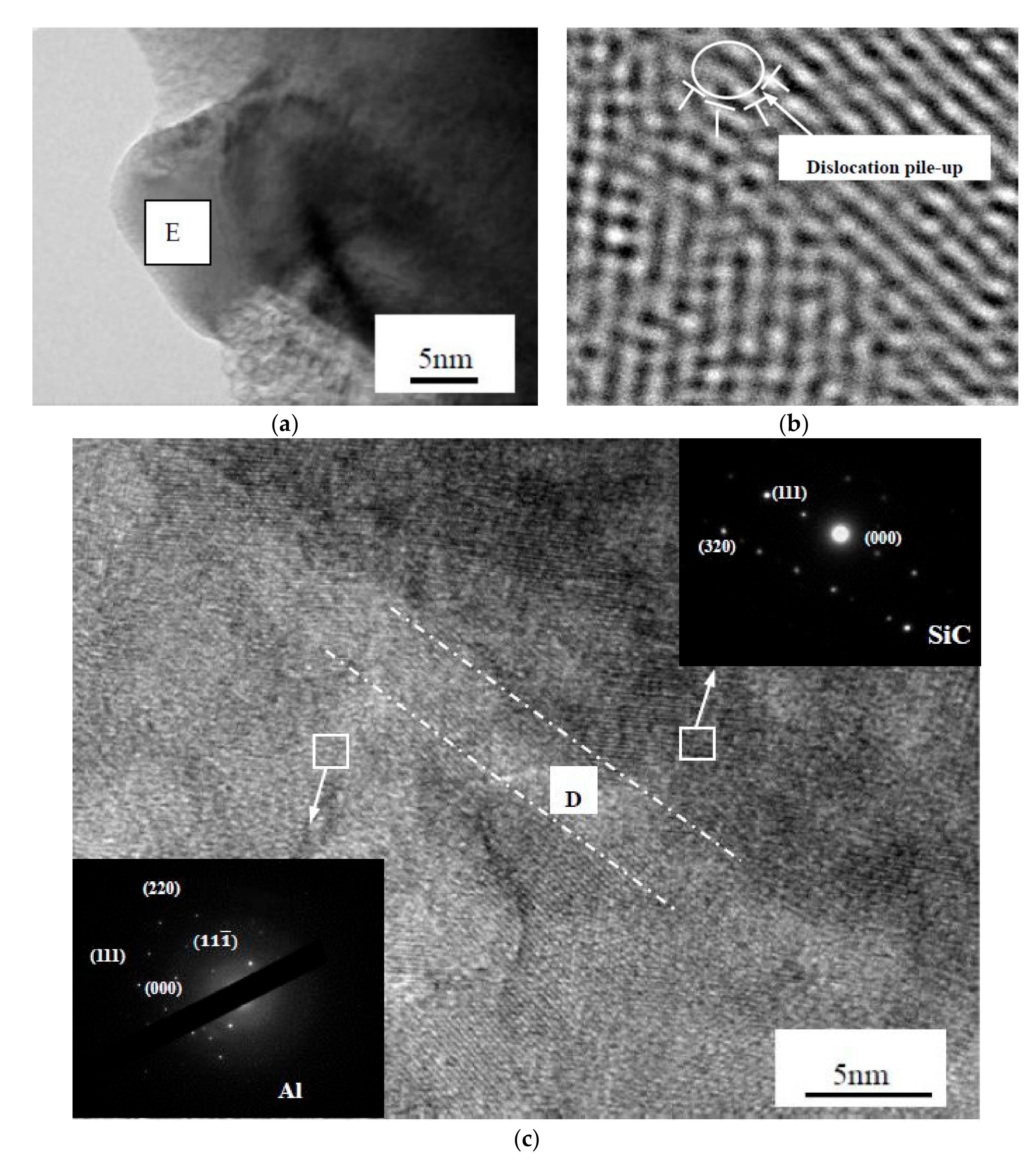
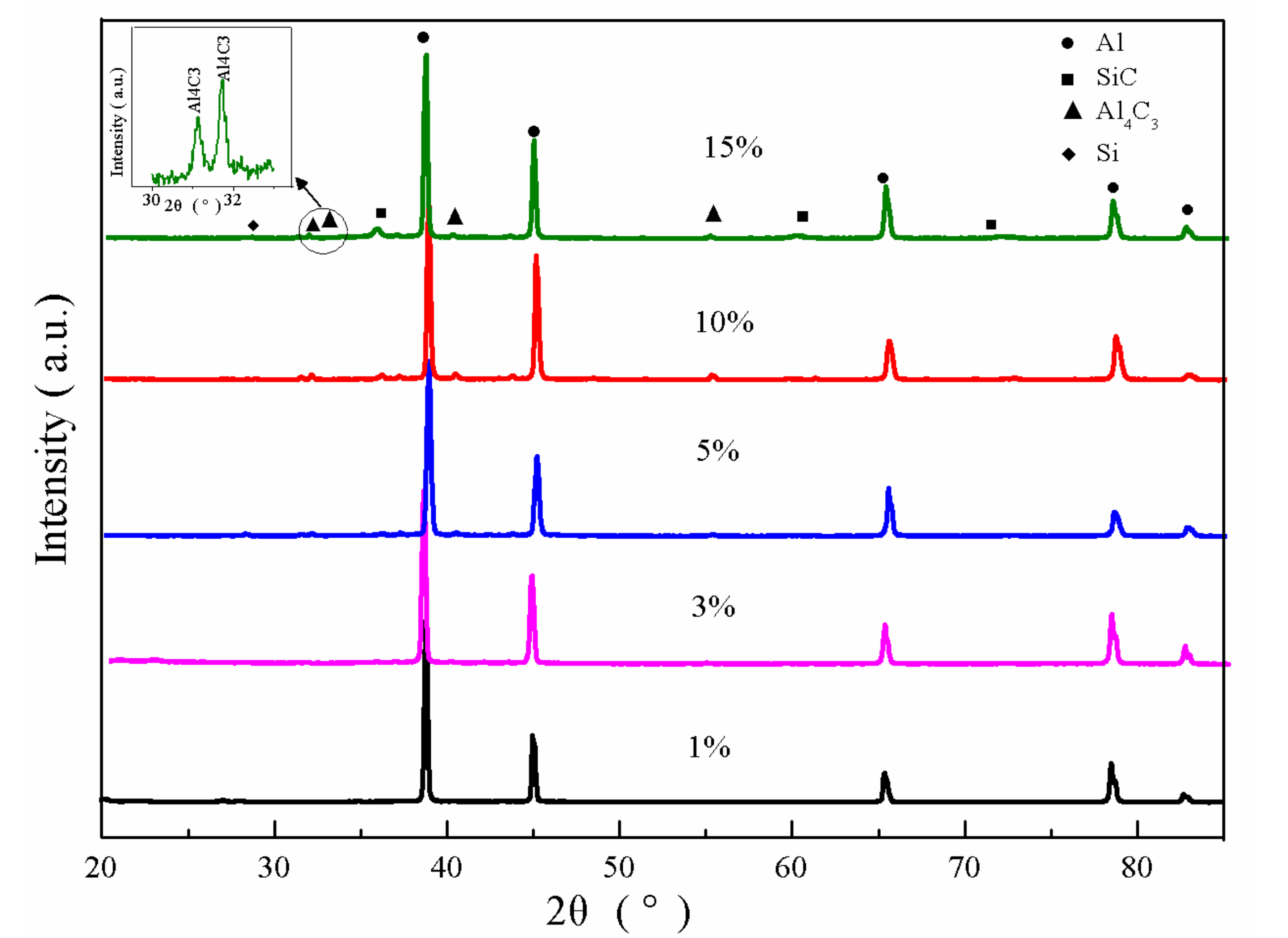
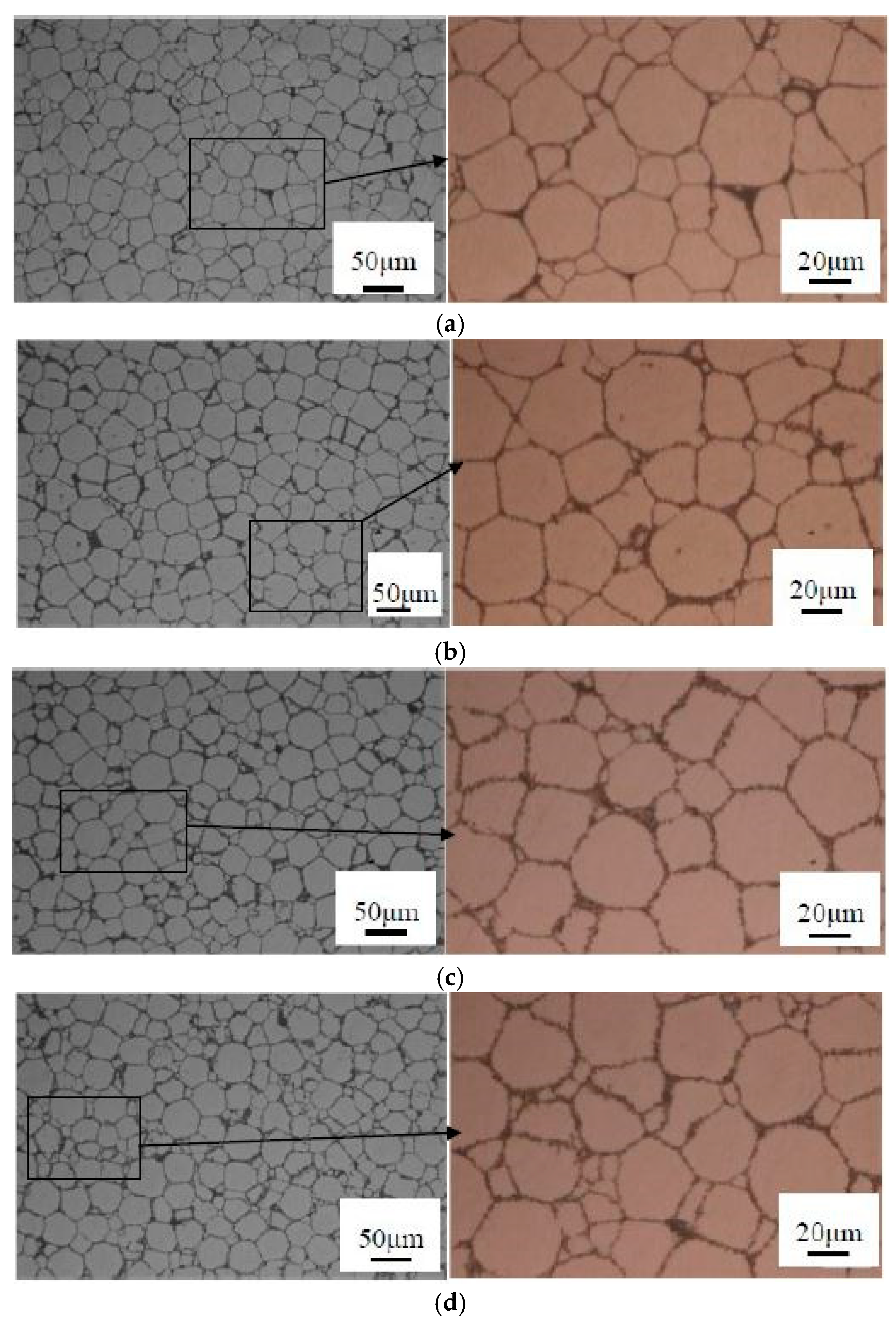
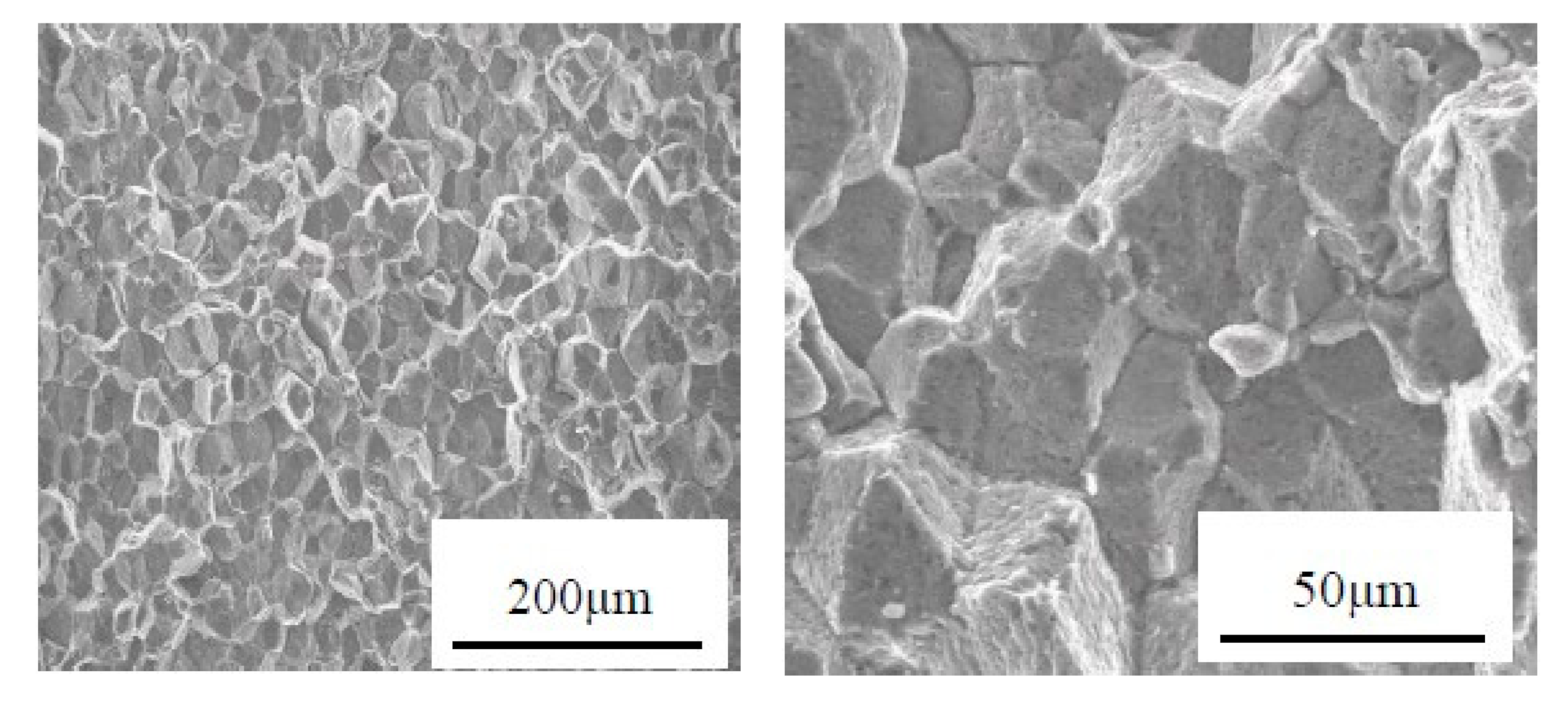
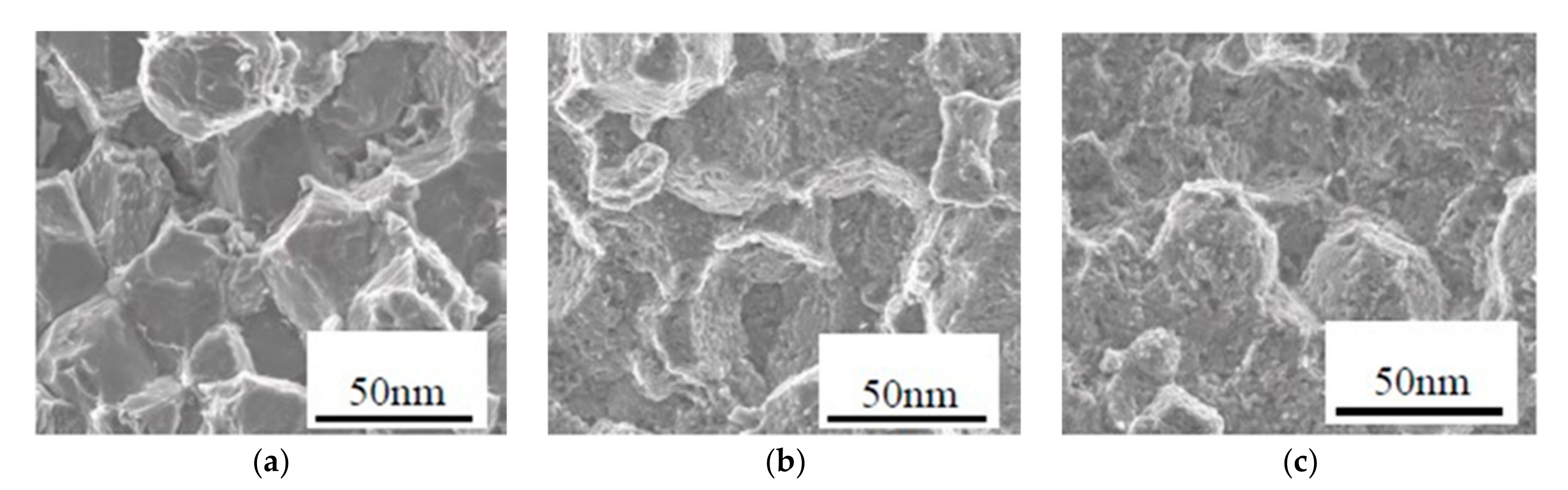
3.1. Effect of the Volume Fractions of N-SiCp on Microstructure and Interface
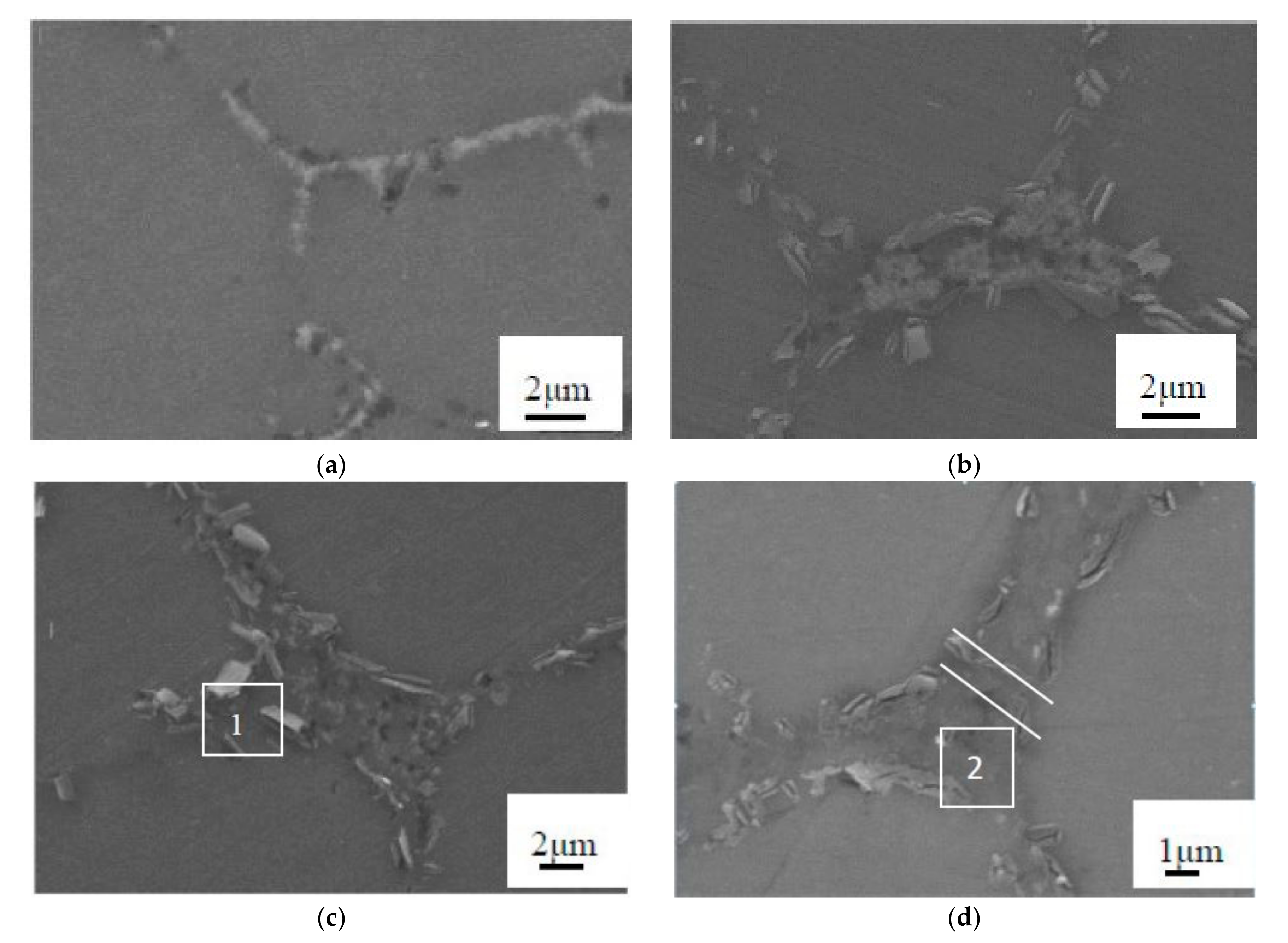
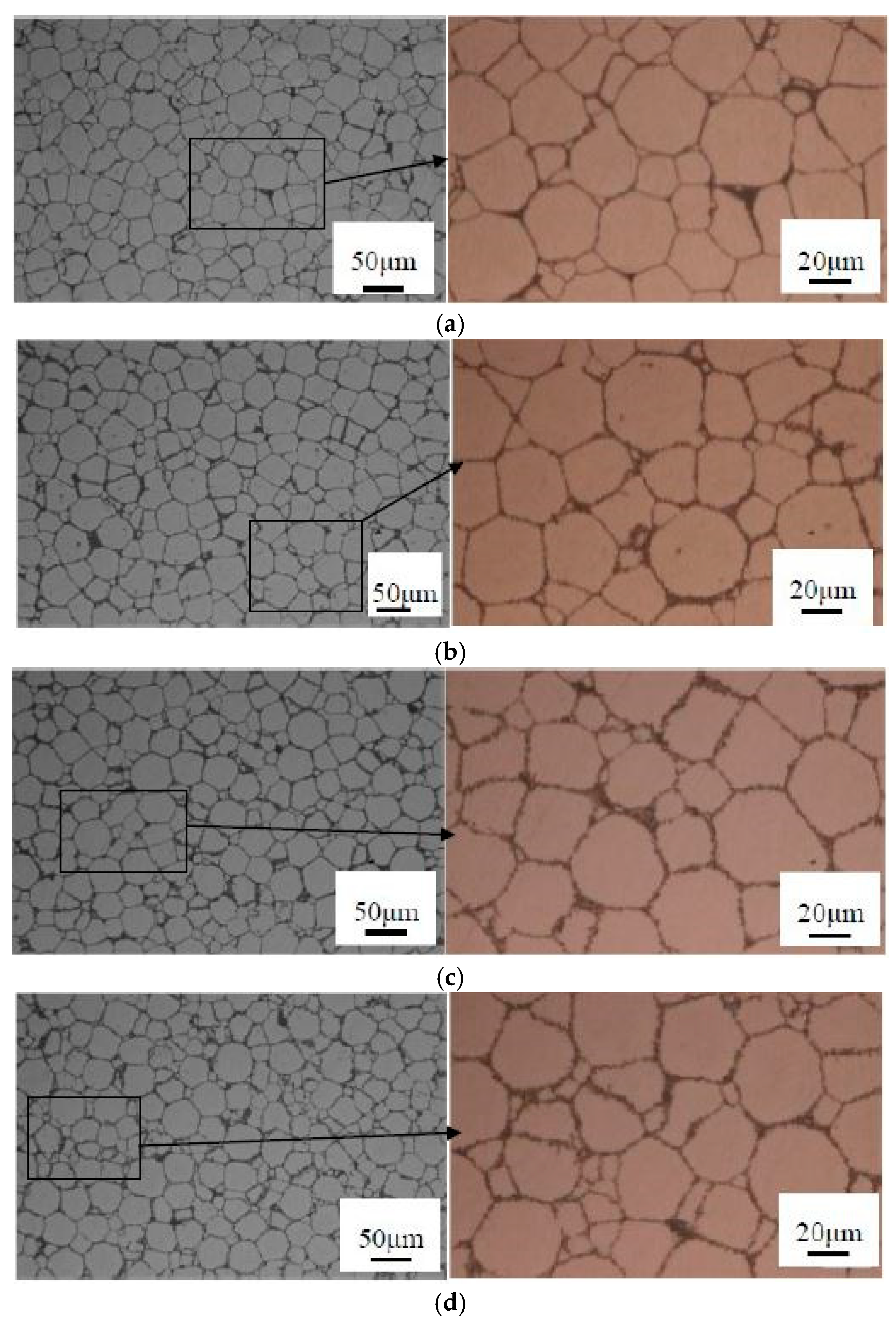
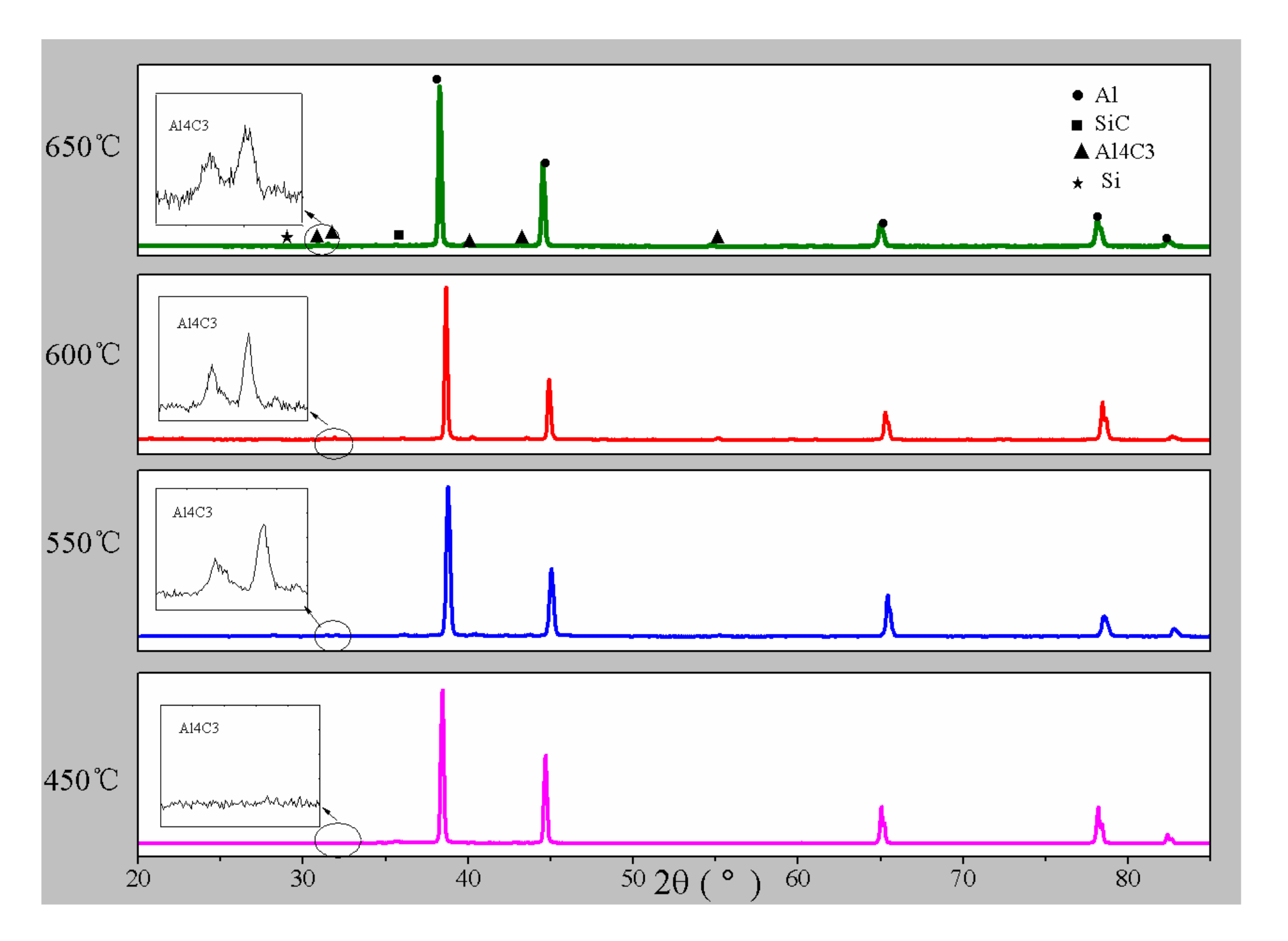
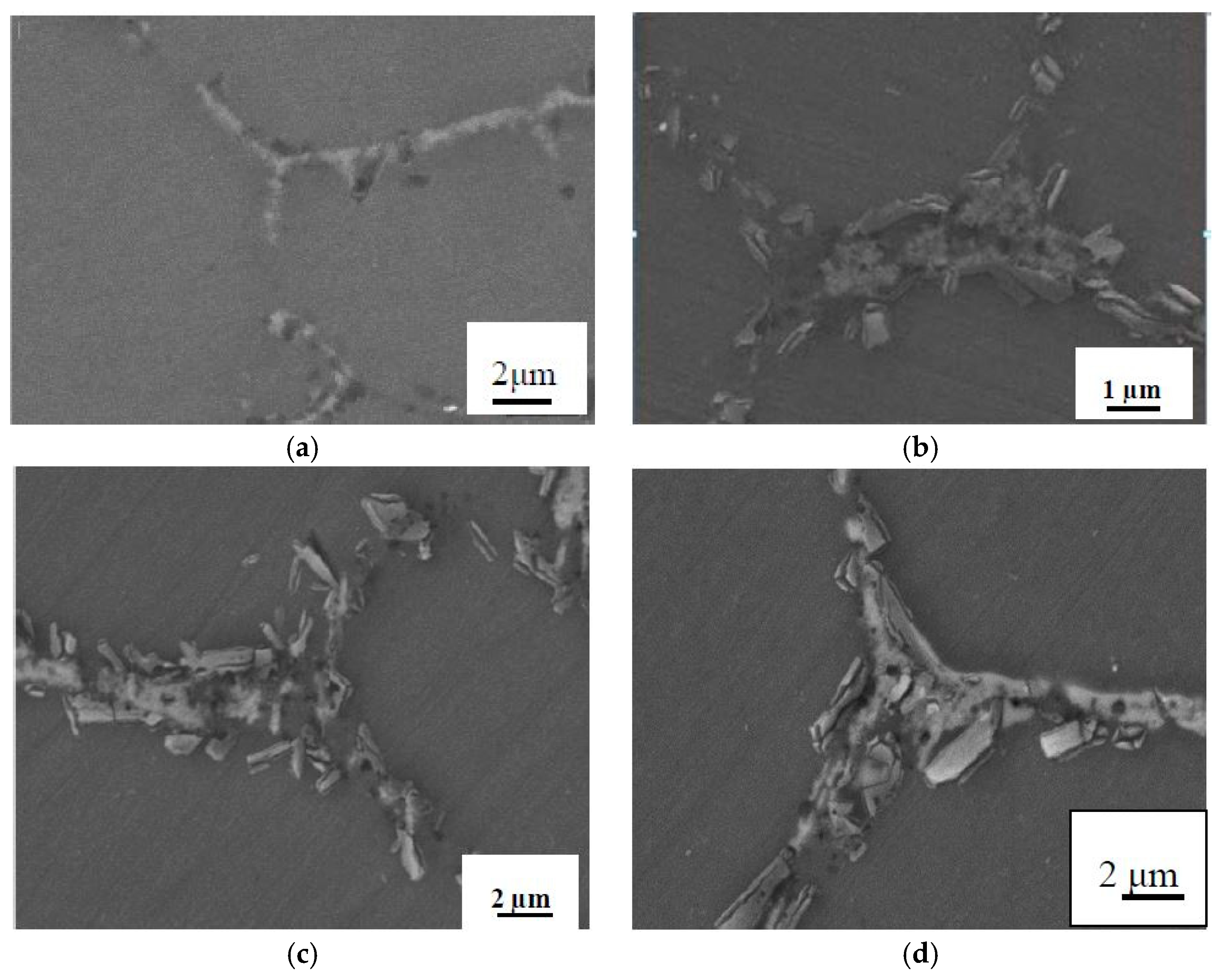
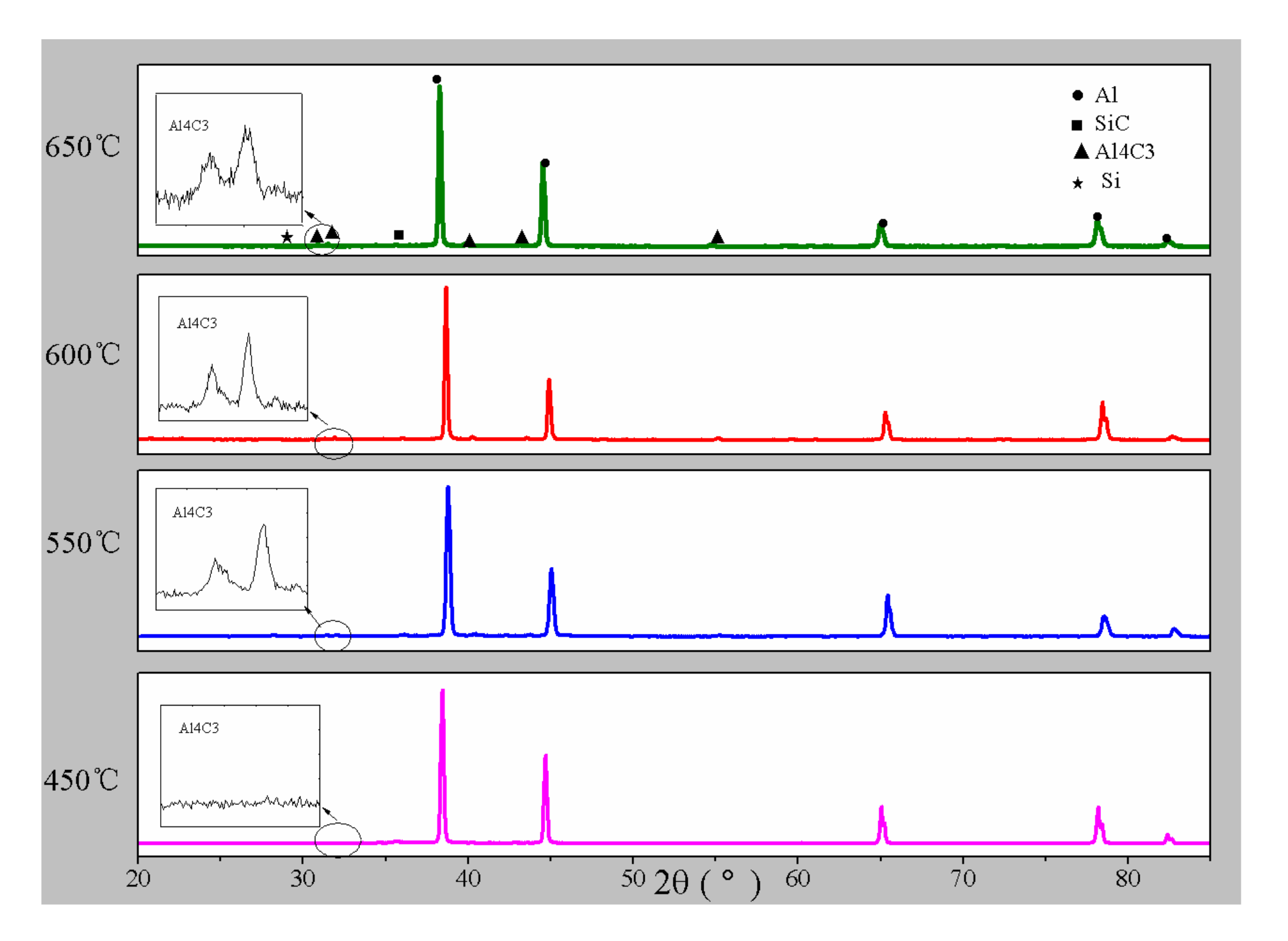
3.2. Effect of the Sintering Temperature on Microstructure and Interface
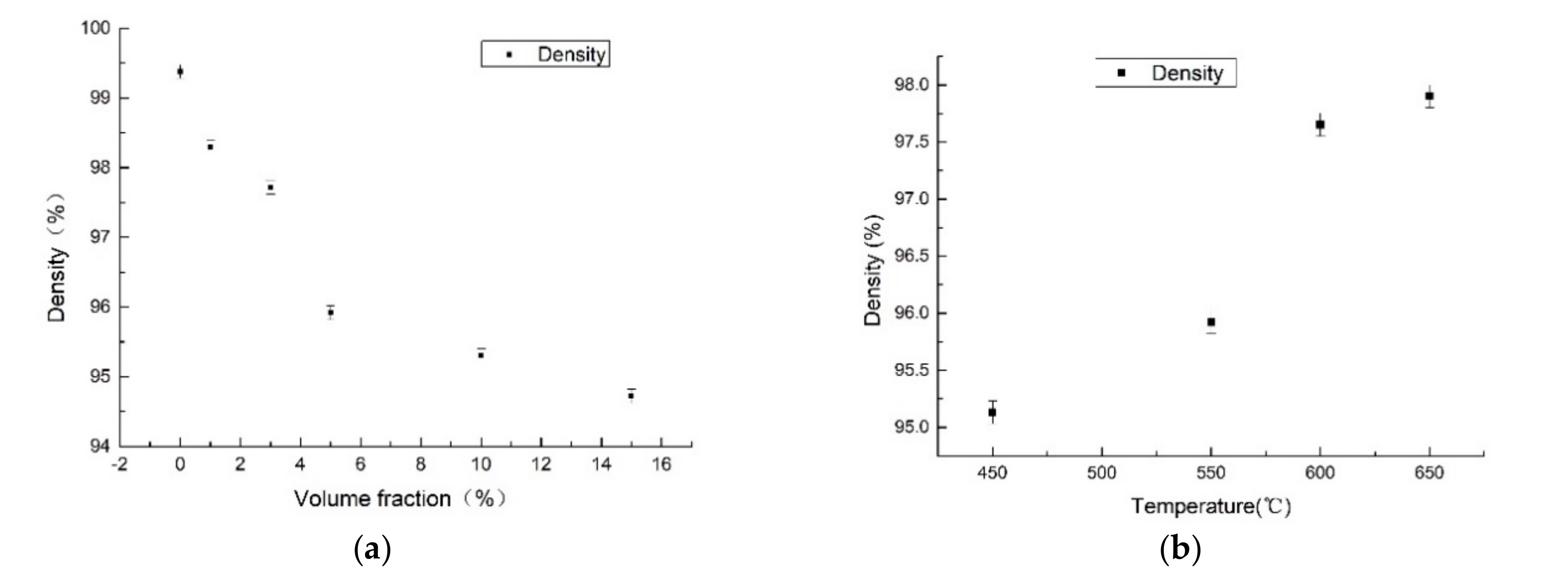
3.3. Evolution Law of Density of Composite Materials
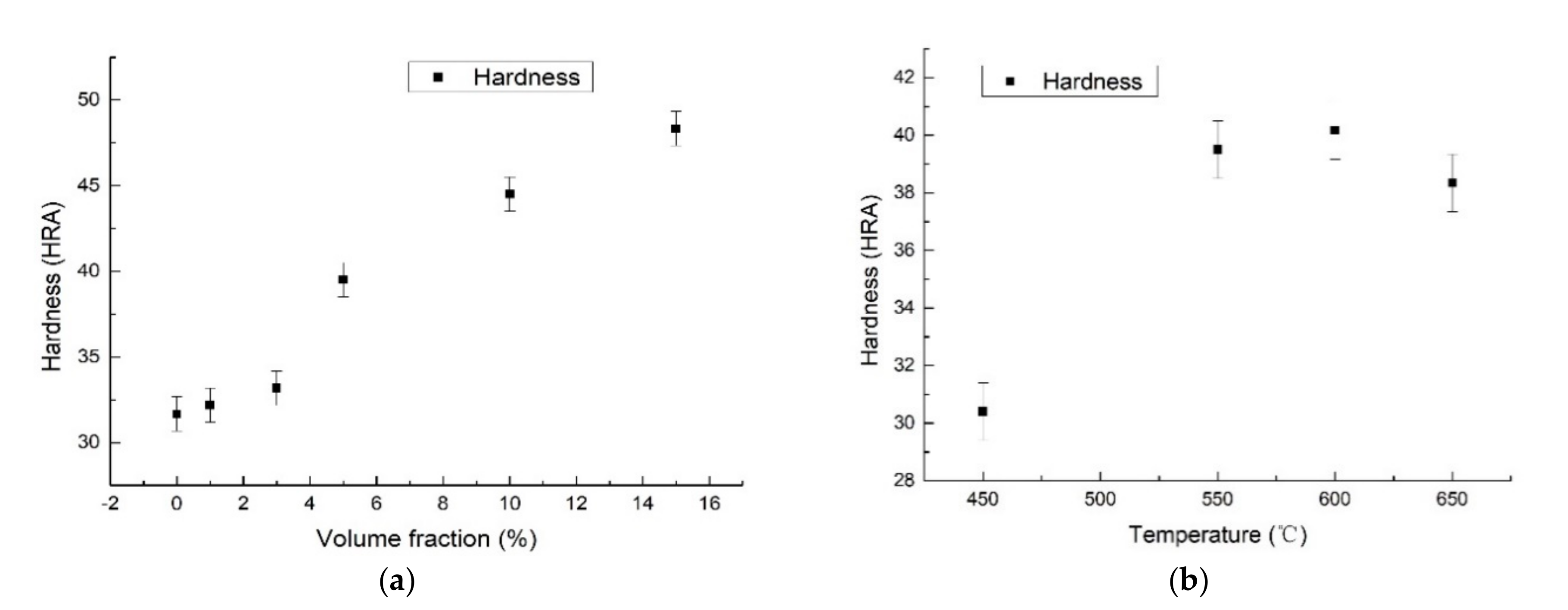
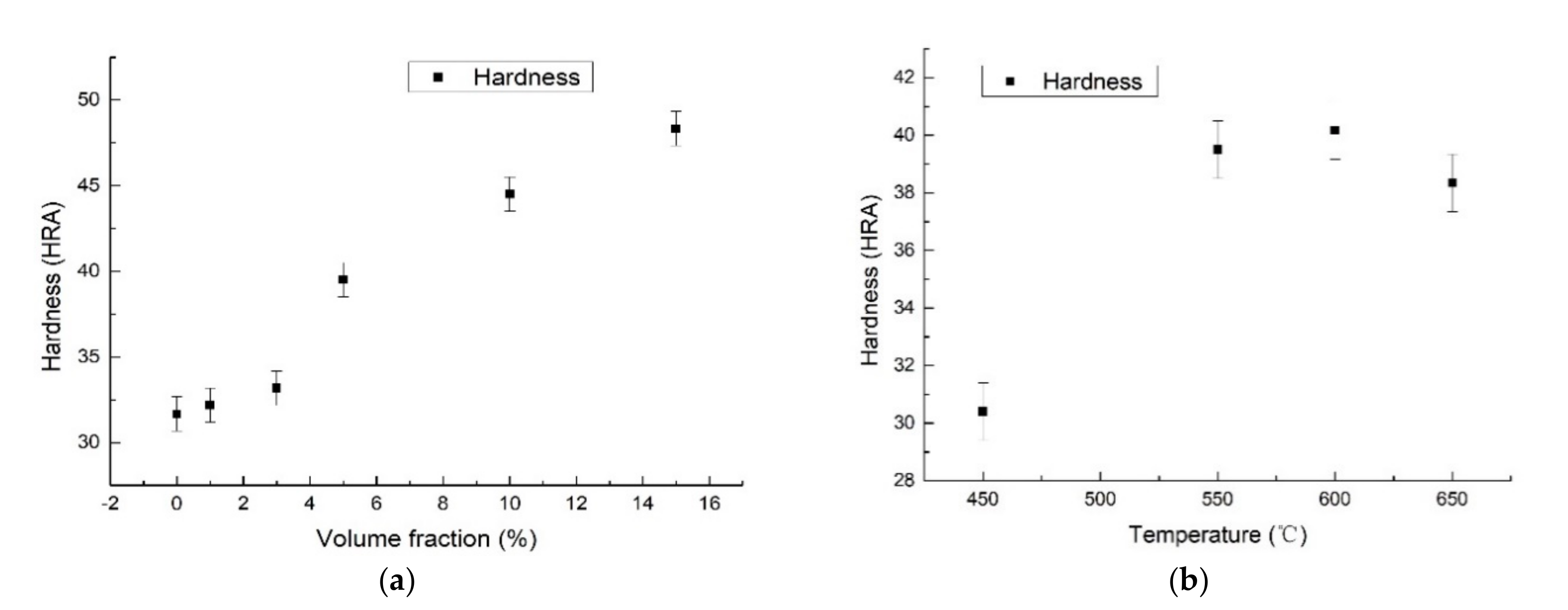
3.4. Evolution of Hardness
3.5. Research on Mechanical Property
3.6. Research on Wear Resistance
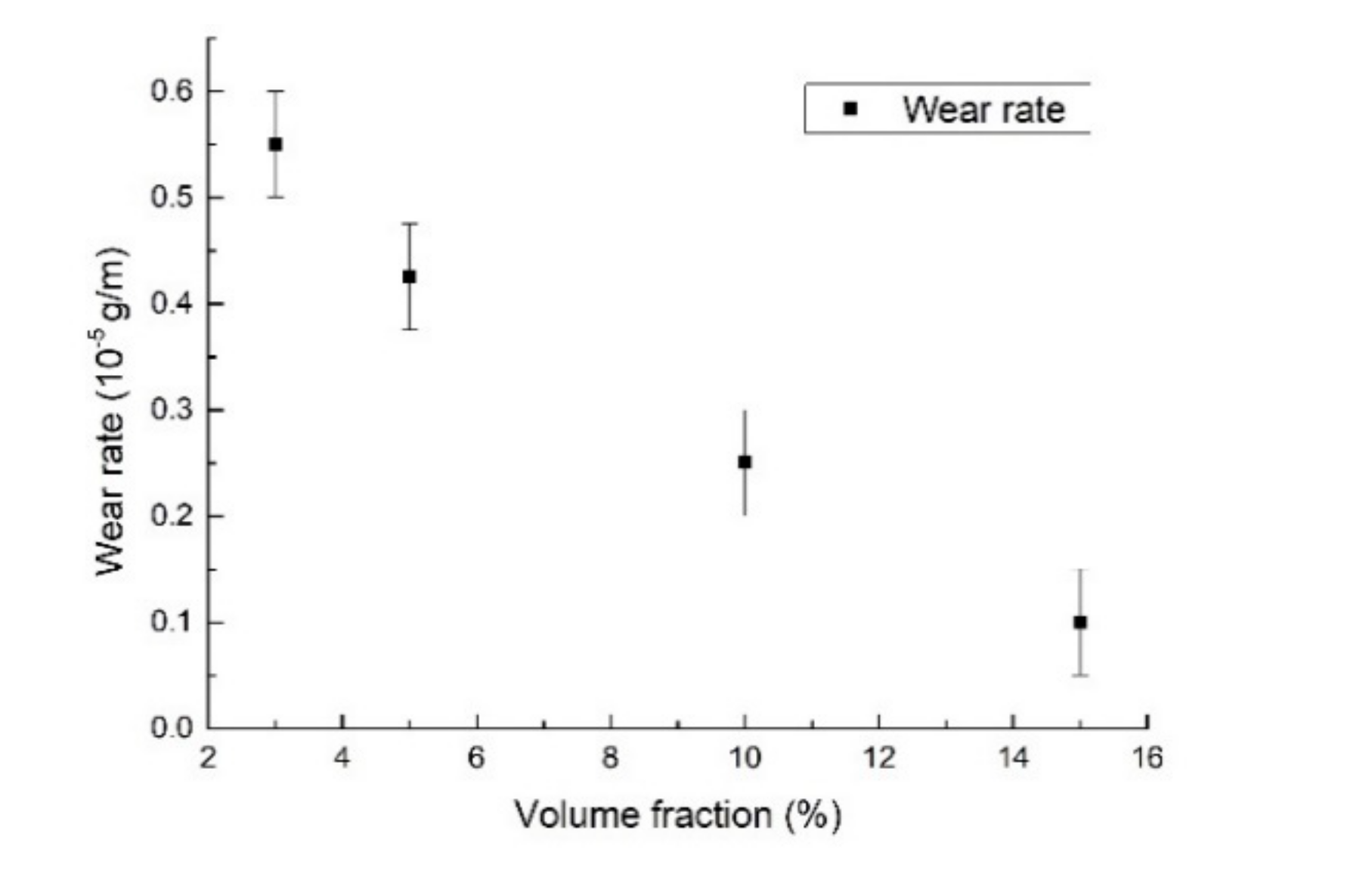
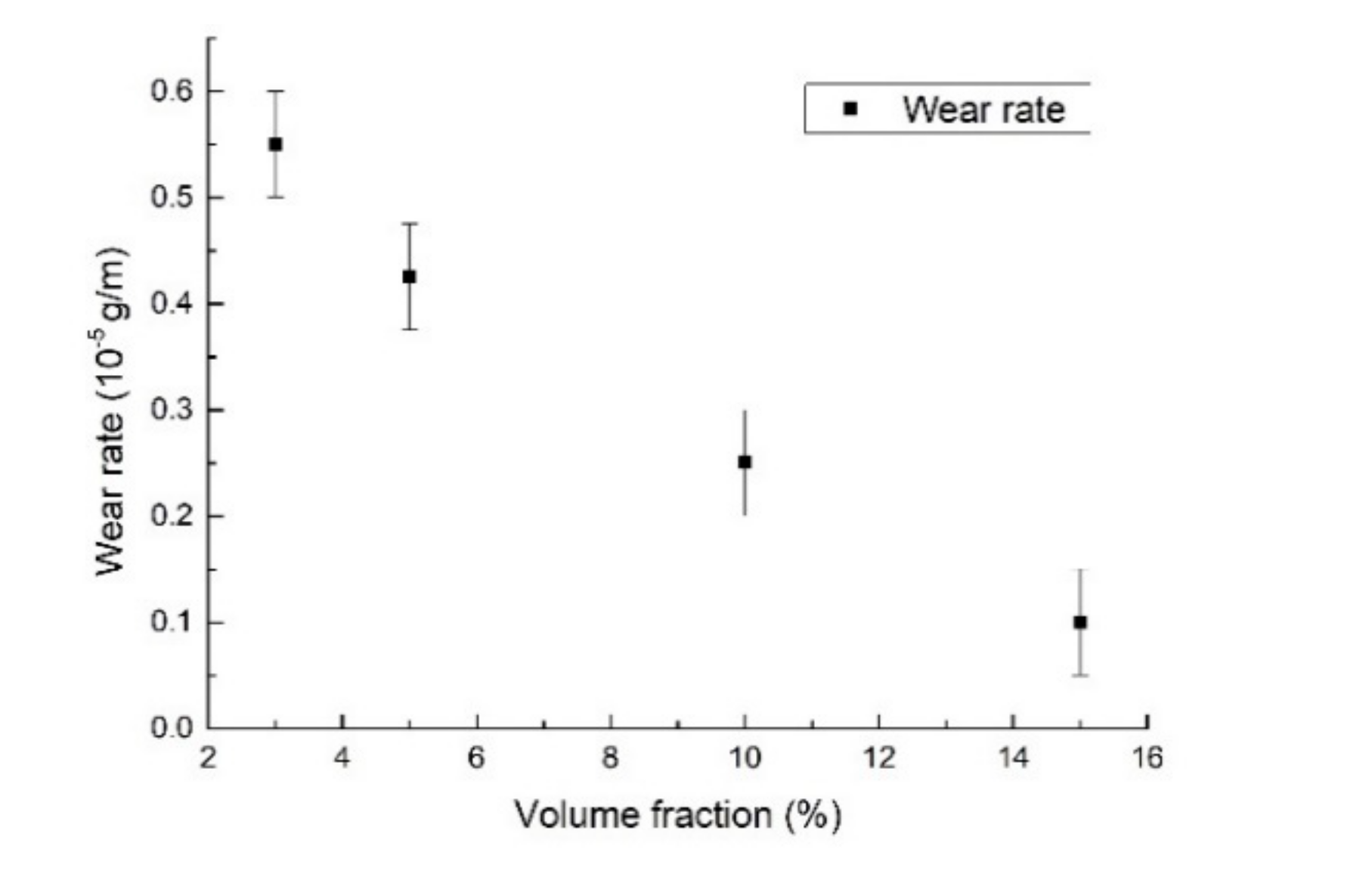
3.6.1. Effect of Volume Fraction of SiCp on Friction and Wear Properties
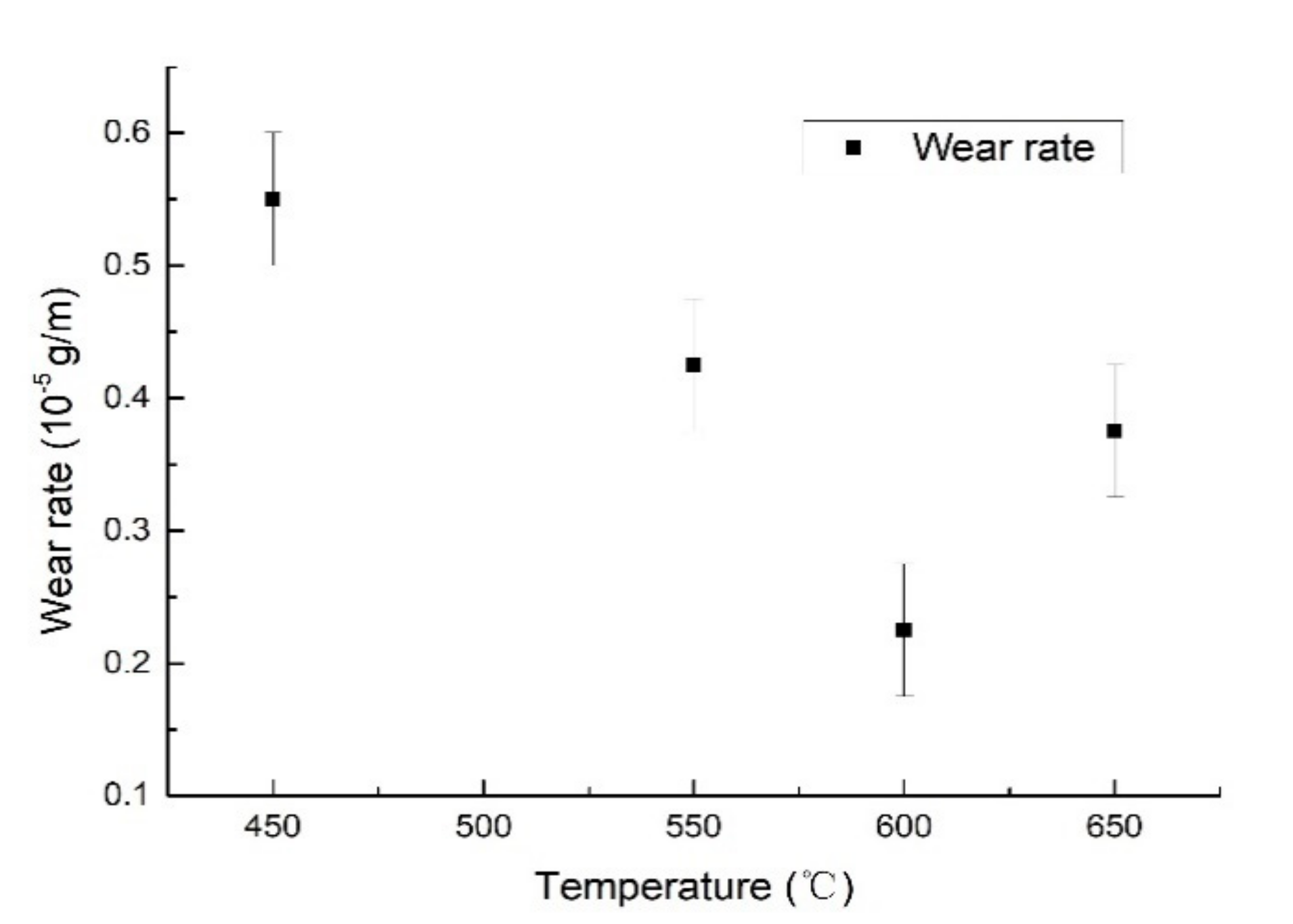
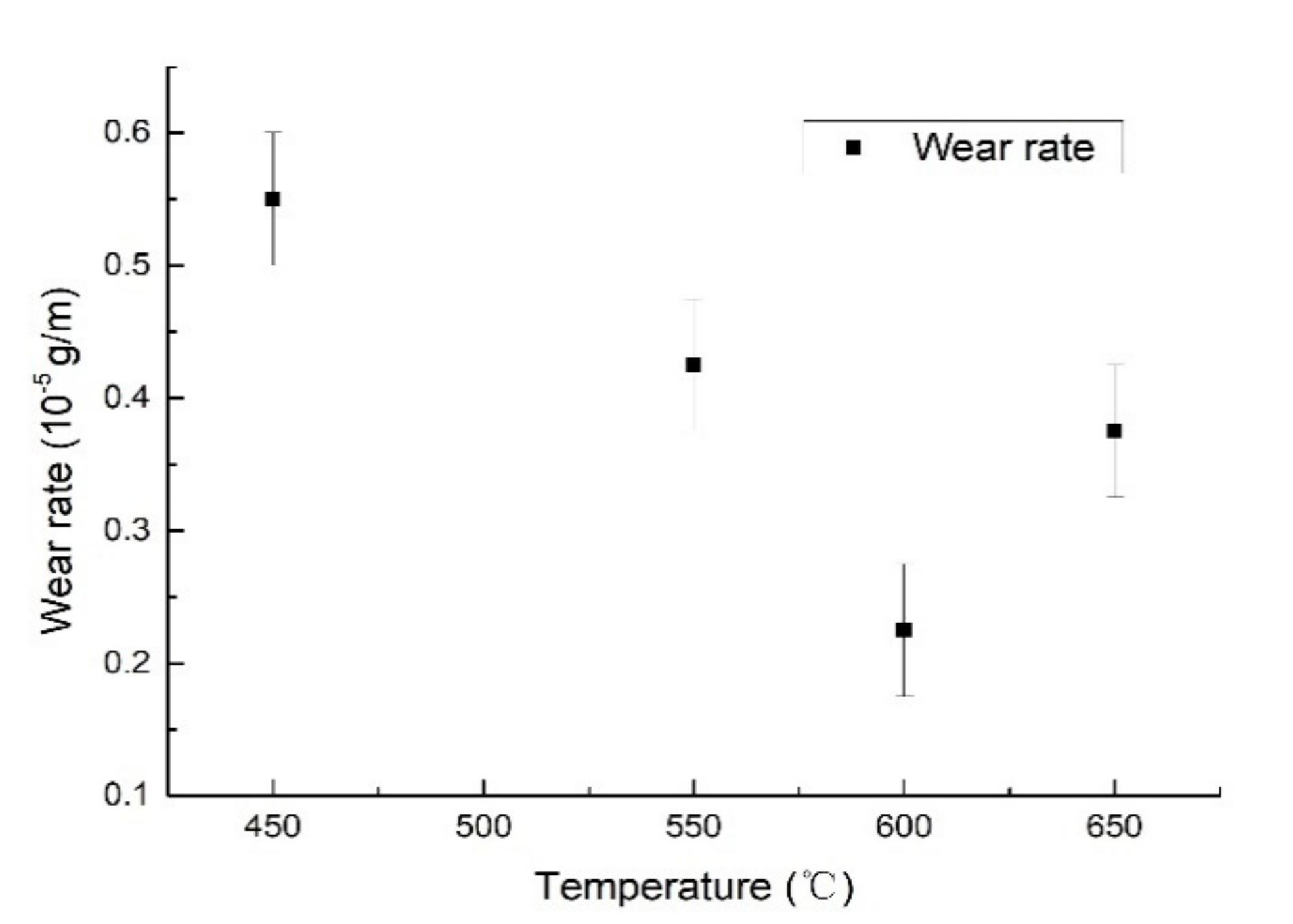
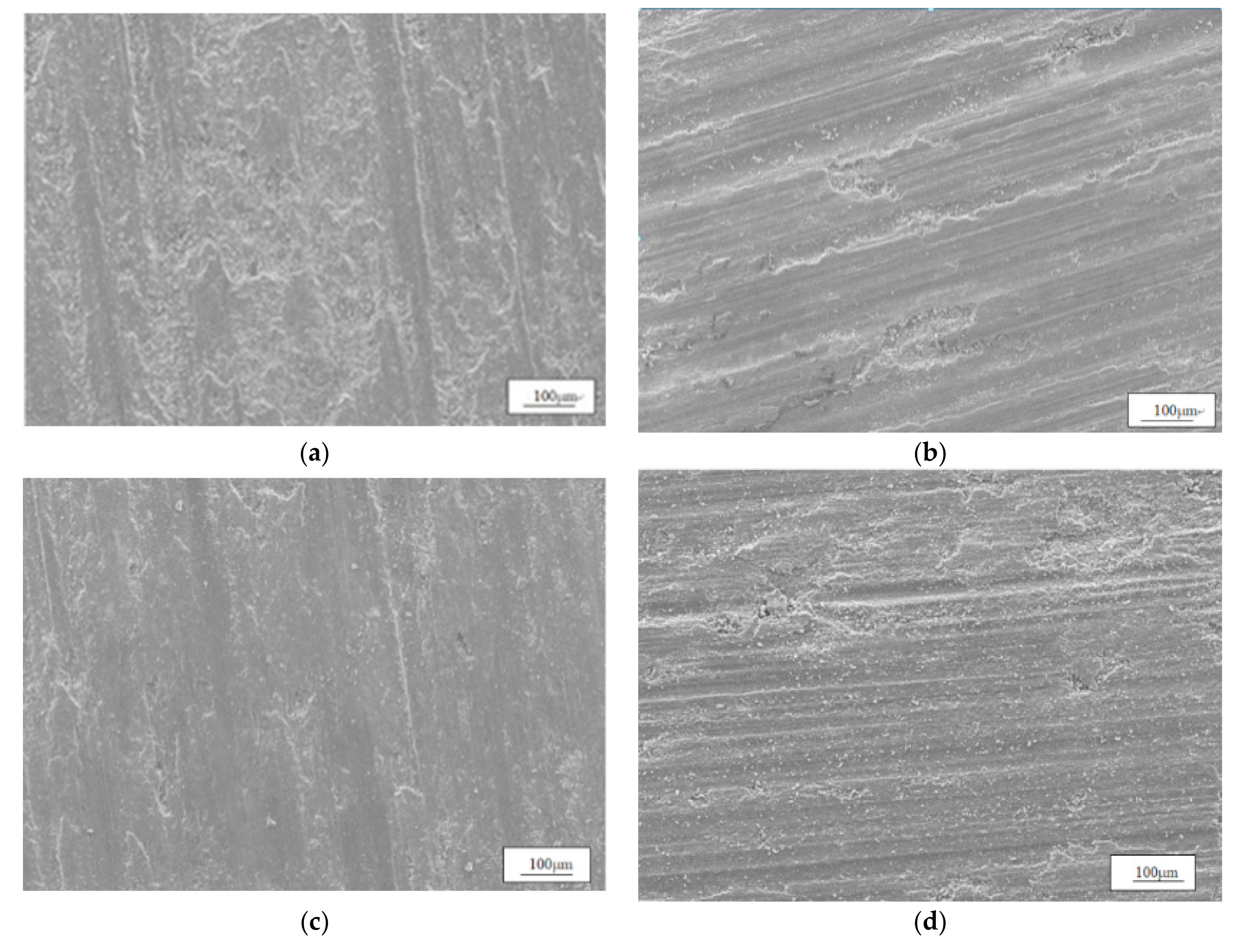
3.6.2. Effect of Sintering Temperature on Wear Resistance
4. Conclusions
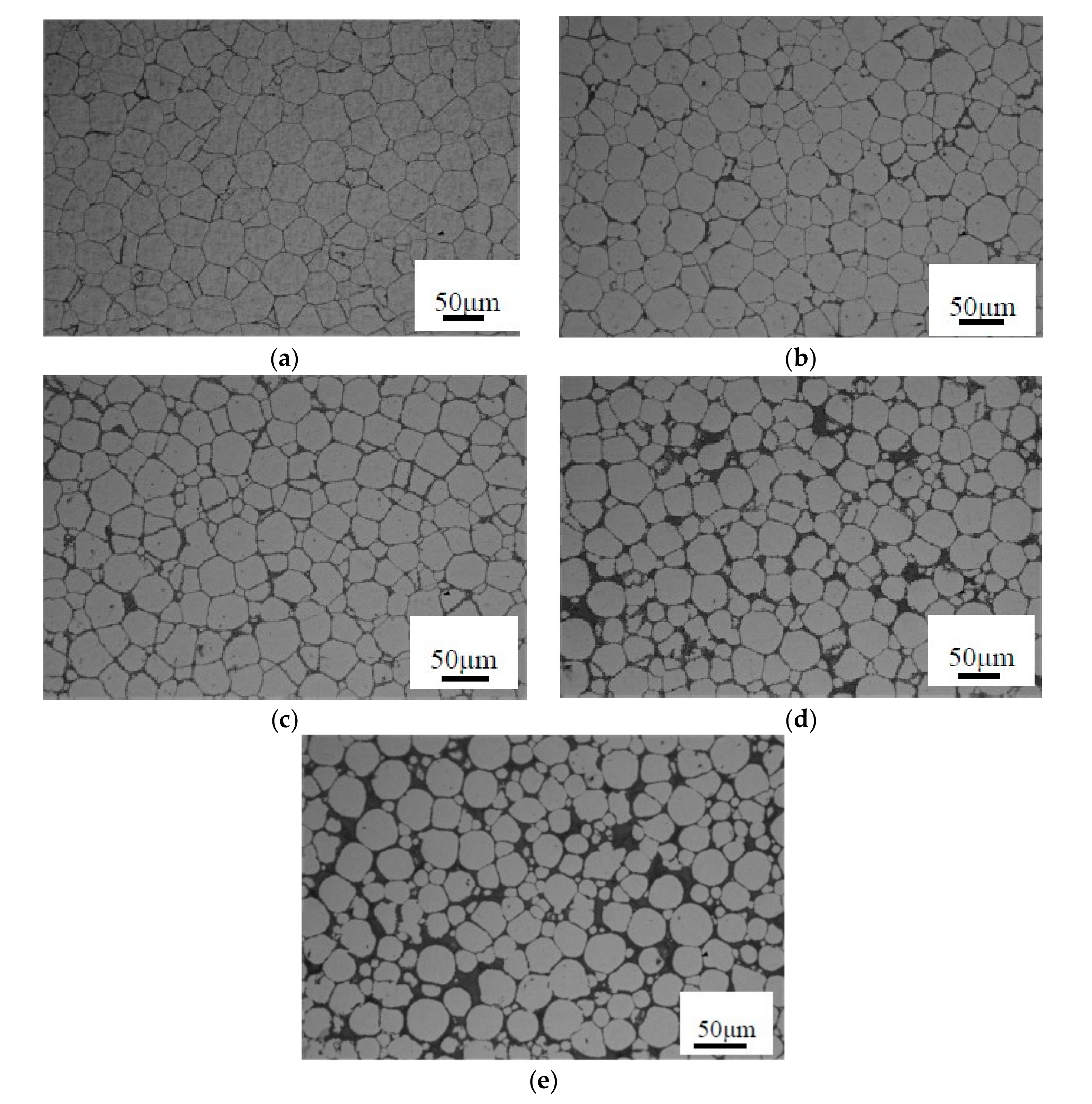
- For AA6061/1 vol.% N-SiCp and AA6061/3 vol.% N-SiCp, there is almost no agglomeration, and the Al particles become irregular. Higher volume fraction will lead to a thicker N-SiC layer around the Al particles. The rod-like particles appeared at the junction of the two particles. The Al4C3 phase was not detected for AA6061/1 vol.% N-SiCp and AA6061/3 vol.% N-SiCp. The increase in temperature has no significant effect on the agglomeration of N-SiCp, but the higher temperature can generate the better plastic flow of the Al matrix, the filling of the spheroidized pores, and the larger number of small-sized Al particles. The Al4C3 phase begins to appear at the interface at 550 °C. As the temperature increases, the Al4C3 phase distribution at the interface becomes dense.
- The density of the composites decreases with the increment of the volume fraction of N-SiC and increases with the augment in sintering temperature.
- The hardness and wear property first increase and then decrease as the temperature increases. The hardness reaches up to 52 HRA, and the wear rate is just 1.0 × 10−6 g/m at 600 °C. The wear mechanism is mainly composed of abrasive wear and adhesive wear.
Author Contributions
Funding
Conflicts of Interest
References
- Çinici, H. Investigation of mechanical properties of B4C/SiC/Al2O3 particle reinforced Al2024 hybrid composites. Mater. Res. Express 2019, 6, 096535. [Google Scholar] [CrossRef]
- Yang, J.; Long, L.; Li, Y.; Tian, Y.; Wang, J.; Zhang, K. Effect of sintering temperature on wear resistance of Al-Si-based composites reinforced by SiCp. Heat Treat. Met. 2015, 8, 110–113. [Google Scholar]
- Hekner, B.; Myalski, J.; Valle, N. Friction and wear behavior of Al-SiC (n) hybrid composites with carbon addition. Compos. Part B Eng. 2017, 108, 291–300. [Google Scholar] [CrossRef]
- Chen, X.; Xie, R.; Lai, Z.; Liu, L.; Yan, J.; Zou, G. Interfacial Structure and Formation Mechanism of Ultrasonic-assisted Brazed Joint of SiC Ceramics with Al 12Si Filler Metals in Air. J. Mater. Sci. Technol. 2017, 33, 492–498. [Google Scholar] [CrossRef]
- Amouri, K.; Kazemi, S.; Momeni, A.; Kazazi, M. Microstructure and mechanical properties of Al-nano/micro SiC composites produced by stir casting technique. Mater. Sci. Eng. A 2016, 674, 569–578. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, Y. Microstructure and mechanical properties of the rheoformed cylindrical part of 7075 aluminum matrix composite reinforced with nano-sized SiC particles. Mater. Des. 2015, 79, 32–41. [Google Scholar] [CrossRef]
- Jiang, J.; Chen, G.; Wang, Y. Compression Mechanical Behaviour of 7075 Aluminium Matrix Composite Reinforced with Nano-sized SiC Particles in Semisolid State. J. Mater. Sci. Technol. 2016, 32, 1197–1203. [Google Scholar] [CrossRef]
- Sun, C.; Song, M.; Wang, Z.; He, Y. Effect of Particle Size on the Microstructures and Mechanical Properties of SiC-Reinforced Pure Aluminum Composites. J. Mater. Eng. Perform. 2010, 20, 1606–1612. [Google Scholar] [CrossRef]
- Liu, S.Y.; Li, W.Z.; Jia, X.Y. Preparation and properties of nano-sized SiC particles reinforced AZ91D magnesium matrix composites. Rare Met. Mater. Eng. 2010, 1, 134–138. [Google Scholar]
- Liu, S.; Li, W. Friction and Wear Properties of Nano-Sized SiC Particles Reinforced AZ91D Composites. Spec. Cast. Nonferrous Alloy 2012, 10, 935–939. [Google Scholar]
- Gao, H.X.; Wang, H.L.; Yang, D. Study on single nanoparticles and nano/micro SiC particles reinforced aluminum composites. Powder Metall. Technol. 2016, 1, 11–15. [Google Scholar]
- Zhang, L. The Fabrication, Microstructures and Mechanical Properties of Micro-And Nano-Sized SiCp/Al2014 Composites. Master’s Thesis, Jilin University, Jilin, China, 2015. [Google Scholar]
- El-Kady, O.; Fathy, A. Effect of SiC particle size on the physical and mechanical properties of extruded Al matrix nanocomposites. Mater. Des. 2014, 54, 348–353. [Google Scholar] [CrossRef]
- Wang, H.; Xie, J.; Hao, S. Effort of SiC particle size on the microstructures and properties of aluminum matrix composites. Powder Metall. Technol. 2013, 31, 344–348. [Google Scholar]
- Li, C.Y.; Wang, Y.S.; Xu, Y.; Liu, Y.; Lu, N.N.; Mi, G.F. Microstructure and Mechanical Property of Compact Graphite/6061Al Composite Prepared by Ultra-High Pressure Sintering. Appl. Sci. 2020, 10, 5107. [Google Scholar] [CrossRef]
- Xiang, Z.; Nie, J.; Wei, S.; Zuo, T. Mechanical Properties of 15% SiCp/6061Al Composites with Heat Treatment and Different SiCp Sizes. Chin. J. Rare Met. 2015, 39, 998–1003. [Google Scholar]
- Nirala, A.; Soren, S.; Kumar, N.; Dwivedi, V.; Kaushal, D. A comprehensive review on stir cast Al-SiC composite. Mater. Today: Proc. 2020, 21, 1610–1614. [Google Scholar] [CrossRef]
- Schilling, J.S. The use of high pressure in basic and materials science. J. Phys. Chem. Solids 1998, 59, 553–568. [Google Scholar] [CrossRef]
- Chang, R.; Rhodes, C.G. High-Pressure Hot-Pressing of Uranium Carbide Powders and Mechanism of Sintering of Refractory Bodies. J. Am. Ceram. Soc. 1962, 45, 379–382. [Google Scholar] [CrossRef]
- Li, D.C. Study on SIMA Semi-Solid Forming of Aluminum Alloy and Its Particles Reinforced Composites. Master’s Thesis, Jilin University, Jilin, China, 2009. [Google Scholar]
- Clyne, T.W.; Withers, P. An Introduction to Metal Matrix Composite; Cambridge University Press: Cambridge, UK, 1993. [Google Scholar]
- Van Swygenhoven, H.; Derlet, P.M.; Frøseth, A.G. Nucleation and propagation of dislocations in nanocry stalline fcc metals. Acta Mater. 2006, 54, 1975–1983. [Google Scholar] [CrossRef]
- Simon, F.; Glatzel, G. Bemerkungen zur Schmelzdruckkurve. J. Inorg. General Chem. 1929, 178, 309–312. [Google Scholar] [CrossRef]
- Yuan, G.S.; Li, M.K.; Wang, Z.Y. Effect of sintering temperature on mechanical properties and microstructure of SiCp/6061Al composite. Hot Work Technol. 2017, 46, 123–125. [Google Scholar]
- Li, H.Y.; Ouyang, X.; Zhao, S.X. Microstructure and properties of nano-SiC/Al composites fabricated by SPS. Min. Metall. Eng. 2016, 36, 113–116. [Google Scholar]
- Xie, M.L.; Luo, D.L.; Xian, X.B. Nano-SiC ceramic sintering at ultra-high pressure and high temperature. J. Inorg. Mater. 2008, 39, 811–814. [Google Scholar] [CrossRef]
- Jin, P.; Xiao, B.L.; Wang, Q.Z. Effect of hot pressing temperature on microstructure and mechanical properties of SiC particle reinforced aluminum matrix composites. Acta Metall. Sin. 2011, 47, 298–304. [Google Scholar]
- Ardakani, M.R.K.; Khorsand, S. Application of compocasting and cross accumulative roll bonding processes for manufacturing high-strength, highly uniform and ultra-fine structured Al/SiCp nanocomposite. Mater. Sci. Eng. A 2014, 592, 121–127. [Google Scholar] [CrossRef]
- Hua, Q.Q. Preparation of power metallurgy submicron SiC particles reinforced Al based composites and mechanical properties. Spec. Cast. Nonferrous Alloys 2017, 34, 411–414. [Google Scholar]
- Tian, X.F.; Xiao, B.L.; Fan, Z. Mechanical properties of nano-SiCp reinforced 2024 aluminum composite. Chin. J. Rare Met. 2005, 29, 521–525. [Google Scholar]
- Hao, S.M.; Xie, P.; Hang, W. Effects of size of micrometer SiC particles on tensile properties and strengthening mechanism of SiCp reinforced aluminum matrix composites. Trans. Mater. Heat Treat. 2014, 35, 13–18. [Google Scholar]
- Sivakumar, G.; Ananthi, V.; Ramanathan, S. Production and mechanical properties of nano SiC particle reinforced Ti-6Al-4V matrix composite. Trans. Nonferrous Met. Soc. China 2017, 27, 82–90. [Google Scholar] [CrossRef]
- Li, B.L. Synthesis Microstructure and Properties of Nano-SiCp/Al Composite. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2013. [Google Scholar]
- Li, Y. Structure, Performance and Hot Deformation of Nano-Sized SiCp/108Al Composite. Master’s Thesis, Henan University of Science and Technology, Henan, China, 2017. [Google Scholar]
- Riquelme, A.; Rodrigo, P.; Escalera-Rodríguez, M.D.; Rams, J. Characterisation and mechanical properties of Al/SiC metal matrix composite coatings formed on ZE41 magnesium alloys by laser cladding. Results Phys. 2019, 13, 102160. [Google Scholar] [CrossRef]
- Zhang, Z.F.; Zhang, L.C.; Mai, Y.-W. Particle effects on friction and wear of aluminium matrix composites. J. Mater. Sci. 1995, 30, 5999–6004. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Mg | Zn | Mn | Ti | Gr | Fe | Al |
|---|---|---|---|---|---|---|---|---|
| 0.393 | 0.246 | 0.96 | 0.001 | 0.086 | 0.015 | 0.05 | 0.1 | balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Yang, E.; Wang, Y.; Li, C.; Chen, Z.; Mi, G. Microstructure and Properties of AA6061/SiCp Composites Sintered under Ultra High-Pressure. Appl. Sci. 2020, 10, 7363. https://doi.org/10.3390/app10207363
Xu L, Yang E, Wang Y, Li C, Chen Z, Mi G. Microstructure and Properties of AA6061/SiCp Composites Sintered under Ultra High-Pressure. Applied Sciences. 2020; 10(20):7363. https://doi.org/10.3390/app10207363
Chicago/Turabian StyleXu, Lei, Erkuo Yang, Yasong Wang, Changyun Li, Zhiru Chen, and Guofa Mi. 2020. "Microstructure and Properties of AA6061/SiCp Composites Sintered under Ultra High-Pressure" Applied Sciences 10, no. 20: 7363. https://doi.org/10.3390/app10207363
APA StyleXu, L., Yang, E., Wang, Y., Li, C., Chen, Z., & Mi, G. (2020). Microstructure and Properties of AA6061/SiCp Composites Sintered under Ultra High-Pressure. Applied Sciences, 10(20), 7363. https://doi.org/10.3390/app10207363