An Elastic Transmission Error Compensation Method for Rotary Vector Speed Reducers Based on Error Sensitivity Analysis




Abstract
1. Introduction
2. TE Model of the RV Speed Reducer
2.1. Modified Tooth Surfaces of the Cycloidal Gear
2.2. Geometric TE Analysis Model of the Cycloidal Gear Transmission
3. Error Sensitivity Analysis of the TE Caused by Components of the Cycloidal Gear Transmission
3.1. Principle of Error Sensitivity Analysis Based on Tayler Expansion
3.2. Error Compensation Model of the Cycloidal Gear Transmission
4. Calculation of Contact Forces and Normal Deformation of the Cycloidal Gear and Pinwheels
4.1. Calculation of the Meshing Tooth Number and Normal Deformation of the Cycloidal Gear
4.2. Calculation of the Number of Meshing Gears and the Contact Force
5. Application of the Elastic TE Compensation Method for the RV Speed Reducer
5.1. Modified RV Speed Reducer Prototype Obtained by TE Compensation
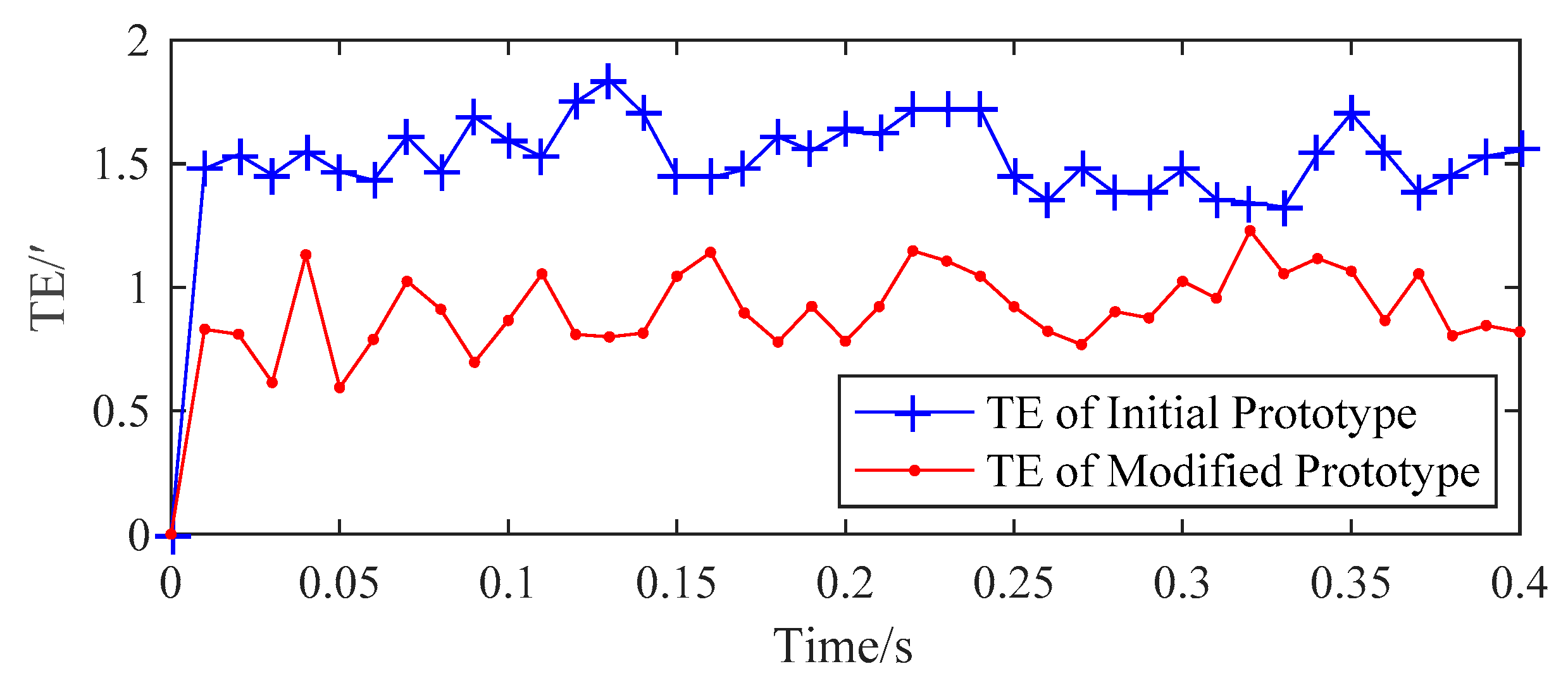
5.2. Validation of the TE Compensation Method and Comparison between the Initial and Modified Prototypes
5.3. Meshing Analysis and Experimental Validation
6. Conclusions
- The TE of an RV speed reducer can be compensated by error factors of components with positive effects that are determined by the error compensation model.
- Tooth surface modifications of a cycloidal gear transmission for its TE compensation can be calculated by error sensitivity analysis of the RV speed reducer.
- Meshing conditions of cycloidal gears and pinwheels of an RV speed reducer can be improved by TE compensation. The maximum contact force, normal deformation, and the meshing tooth number of the cycloidal gear transmission can also be improved.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, Q.; Kang, J.H.; Dong, W.; Lyu, S.K. A study on tooth modification and radiation noise of a manual transaxle. Int. J. Precis. Eng. Manuf. 2012, 13, 1013–1020. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.H.; Kubo, A. The modeling approach of digital real tooth surfaces of hypoid gears based on non-geometric-feature segmentation and interpolation algorithm. Int. J. Precis. Eng. Manuf. 2016, 17, 281–292. [Google Scholar] [CrossRef]
- Fan, Q.R.; Zhou, Q.; Wu, C.Q.; Guo, M. Gear tooth surface damage diagnosis based on analyzing the vibration signal of an individual gear tooth. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Liu, F.H.; Jiang, H.J.; Zhang, L.; Chen, L. Analysis of vibration characteristic for helical gear under hydrodynamic conditions. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.H.; Kubo, A. Error-sensitivity analysis for hypoid gears using a real tooth surface contact model. J. Mech. Eng. Sci. 2017, 231, 507–521. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.H.; Zhu, W.D. Prediction of surface wear of involute gears based on a modified fractal method. ASME J. Tribol. 2019, 141, 031603. [Google Scholar] [CrossRef]
- Kahraman, A.; Singh, R. Non-linear dynamics of a geared rotor-bearing system with multiple clearances. J. Sound Vib. 1991, 144, 469–506. [Google Scholar] [CrossRef]
- Blankenship, G.W.; Kahraman, A. Steady state forced response of a mechanical oscillator with combined parametric excitation and clearance type non-linearity. J. Sound Vib. 1995, 185, 743–765. [Google Scholar] [CrossRef]
- Byrtus, M.; Zeman, V. On modeling and vibration of gear drives influenced by nonlinear couplings. Mech. Mach. Theory 2011, 46, 375–397. [Google Scholar] [CrossRef]
- Chen, J.S. Vibration reduction in electric bus during acceleration and gear shifting. Adv. Mech. Eng. 2015, 7. [Google Scholar] [CrossRef]
- Li, G.; Wang, Z.H.; Zhu, W.D.; Kubo, A. A function-oriented active form-grinding method for cylindrical gears based on error sensitivity. Int. J. Adv. Manuf. Technol. 2017, 92, 3019–3031. [Google Scholar] [CrossRef]
- Wang, F.; Xu, X.; Fang, Z.D.; Chen, L. Study of the influence mechanism of pitch deviation on cylindrical helical gear meshing stiffness and vibration noise. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Wang, F.; Xu, X.; Fang, Z.D.; Chen, L. Design and analysis of herringbone gear with sixth-order transmission error based on meshing vibration optimization. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef]
- Yang, D.C.H.; Blanche, J.G. Design and application guidelines for cycloid drives with machining tolerances. Mech. Mach. Theory 1990, 25, 487–501. [Google Scholar] [CrossRef]
- Blanche, J.G.; Yang, D.C.H. Cycloid drives with machining tolerances. J. Mech. Trans. Autom. Des. 1989, 111, 337–344. [Google Scholar] [CrossRef]
- Hidaka, T.; Wang, H.; Ishida, T.; Matsumoto, K.; Hashimoto, M. Rotational transmission error of K-H-V planetary gears with cycloid gear: 1st report, analytical method of the rotational transmission error. Trans. JSME Ser. C 1994, 60, 645–653. [Google Scholar] [CrossRef]
- Ishida, T.; Wang, H.; Hidaka, T.; Hasataka, H. Rotational transmission error of K-H-V-Type planetary gears with cycloid gears: 2nd report, effects of manufacturing and assembly errors on rotational transmission error. Trans. JSME Ser. C 1994, 60, 3510–3517. [Google Scholar] [CrossRef]
- Wang, H.; Ishida, T.; Hidaka, T. Rotational transmission error of K-H-V-Type planetary gears with cycloid gear: 3rd report, mutual effects of errors of the elements on the rotational transmission error. Trans. JSME Ser. C 1994, 60, 3518–3525. [Google Scholar] [CrossRef]
- Yu, H.L.; Yi, J.H.; Xin, H.; Shi, P. Study on teeth profile modification of cycloid reducer based on non-hertz elastic contact analysis. Mech. Res. Commun. 2013, 48, 87–92. [Google Scholar] [CrossRef]
- Li, X.; Li, C.Y.; Wang, Y.W.; Chen, B.K.; Lim, T.C. Analysis of a cycloid speed reducer considering tooth profile modification and clearance-fit output mechanism. J. Mech. Des. 2017, 139, 033303. [Google Scholar] [CrossRef]
- Ambarisha, V.K.; Parker, R.G. Nonlinear dynamics of planetary gears using analytical and finite element models. J. Sound Vib. 2007, 302, 577–595. [Google Scholar] [CrossRef]
- Yi, P.X.; Zhang, C.; Guo, L.J.; Shi, T.L. Dynamic modeling and analysis of load sharing characteristics of wind turbine gearbox. Adv. Mech. Eng. 2015, 7. [Google Scholar] [CrossRef]
- Lai, T.S. Design and machining of the epicycloid planet gear of cycloid drives. Int. J. Adv. Manuf. Technol. 2006, 28, 665–670. [Google Scholar] [CrossRef]
- Blagojevic, M.; Marjanovic, N.; Djordjevic, Z.; Stojanovic, B.; Disic, A. A new design of a two-stage cycloidal speed reducer. ASME J. Mech. Des. 2011, 133, 085001. [Google Scholar] [CrossRef]
- Park, J.H.; Jeon, B.J.; Park, J.M.; Kim, M.Y.; Youn, B.D. Failure prediction of a motor-driven gearbox in a pulverizer under external noise and disturbance. Smart Struct. Syst. 2018, 22, 185–192. [Google Scholar] [CrossRef]
- Hwang, Y.W.; Hsieh, C.F. Geometric design using hypotrochoid and nonundercutting conditions for an internal cycloidal gear. ASME J. Mech. Des. 2007, 129, 413–420. [Google Scholar] [CrossRef]
- Mertens, A.J.; Senthilvelan, S. Durability of polymer gear-paired with steel gear manufactured by wire cut electric discharge machining and hobbing. Int. J. Precis. Eng. Manuf. 2016, 17, 181–188. [Google Scholar] [CrossRef]
- Hsieh, C.F. Dynamics analysis of cycloidal speed reducers with pinwheel and nonpinwheel designs. ASME J. Mech. Des. 2014, 136, 091008. [Google Scholar] [CrossRef]
- Qin, D.; Wang, J.; Lim, T.C. Flexible multibody dynamic modeling of a horizontal wind turbine drivetrain system. ASME J. Mech. Des. 2009, 131, 114501. [Google Scholar] [CrossRef]
- Li, G.; Zhu, W.D. An active ease-off topography modification approach for hypoid pinions based on a modified error sensitivity analysis method. ASME J. Mech. Des. 2019, 141, 093302. [Google Scholar] [CrossRef]
- Qu, W.T.; Peng, X.Q.; Zhao, N.; Hui, G. Finite element generalized tooth contact analysis of double circular arc helical gears. Struct. Eng. Mech. 2012, 43, 439–448. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Geometric TE | |||||||||
| Main factors | and |
| Error Factor | Error Coefficient | Sensitivity Index |
|---|---|---|
| Pinwheel center circle radius error | 1 | |
| Pinwheel housing radius error | −1 | −1.6308 |
| Pinwheel groove matching clearance | 0.5 | 0.8154 |
| Cycloidal gear ring radial runout | 0.25 | 0.4077 |
| Pinwheel housing circumferential position error | 1.2882 | |
| Isometric tooth profile modification error | 1 | 1.6308 |
| Shifting tooth profile modification error | −1 | |
| Cumulative error of circumference | −0.6441 | |
| Eccentricity error | −0.00024 |
| Parameter | Value |
|---|---|
| Pinwheel center circle radius rp/mm | 76 |
| Pinwheel radius rrp/mm | 3 |
| Cycloid tooth number zc | 39 |
| Number of pinwheel teeth zp | 40 |
| Number of center teeth z1 | 22 |
| Number of planetary gear teeth z2 | 60 |
| Eccentricity a/mm | 1.5 |
| Isometric tooth profile modification Δrrp/mm | −0.022 |
| Shifting tooth profile modification Δrp/mm | −0.0437 |
| Short-formed coefficient | 0.78993 |
| 1 | 0.0303 | 1320.3 | −1224.80 | 2.5451 |
| 2 | 0.0152 | 1657.3 | 336.98 | 1.3203 |
| 3 | 0.0081 | 2464.7 | 807.36 | 1.6573 |
| 4 | 0.0101 | 2121.5 | −343.11 | 2.4647 |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ |
| 19 | 0.0115 | 1914.2 | 5.25 | 1.9089 |
| 20 | 0.0116 | 1911.7 | −2.42 | 1.9142 |
| 21 | 0.0116 | 1909.0 | −2.71 | 1.9117 |
| 22 | 0.0116 | 1910.3 | 1.25 | 1.9090 |
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
|---|---|---|---|---|---|---|---|---|---|
| 0.0103 | 0.0113 | 0.0116 | 0.0115 | 0.0112 | 0.0108 | 0.0103 | 0.0097 | 0.0091 |
| Parameter | Value |
|---|---|
| Pinwheel center circle radius rp/mm | 76 |
| Pinwheel radius rrp/mm | 2.9721 |
| Number of teeth of cycloidal gear zc | 39 |
| Number of pinwheels zp | 40 |
| Number of center teeth z1 | 22 |
| Number of teeth of planetary gear z2 | 60 |
| Eccentricity a/mm | 1.5 |
| Isometric tooth profile modification Δrrp/mm | −0.022 |
| Shifting tooth profile modification Δrp/mm | −0.0266 |
| Short-formed coefficient | 0.7898 |
| Modifications of cumulative error of circumference Δδ8 | −0.011 |
| 1 | 0.0303 | 1068.4 | −177.70 | 1.2461 |
| 2 | 0.0077 | 1512.0 | 443.55 | 1.0684 |
| 3 | 0.0066 | 1612.3 | 100.35 | 1.5120 |
| 4 | 0.0092 | 1403.5 | −208.83 | 1.6123 |
| ⋮ | ⋮ | ⋮ | ⋮ | ⋮ |
| 14 | 0.0088 | 1437.4 | 8.97 | 1.4284 |
| 15 | 0.0087 | 1439.9 | 2.50 | 1.4374 |
| 16 | 0.0088 | 1436.8 | −3.11 | 1.4399 |
| 17 | 0.0088 | 1435.9 | −0.86 | 1.4368 |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| 0.0078 | 0.0086 | 0.0088 | 0.0088 | 0.0086 | 0.0083 | 0.0079 | 0.0074 | 0.0069 | |
| 11 | 12 | 13 | \ | 33 | 34 | 35 | 36 | 37 | |
| 0.0064 | 0.0058 | 0.0051 | \ | −0.0086 | −0.0088 | −0.0088 | −0.0086 | −0.0078 |
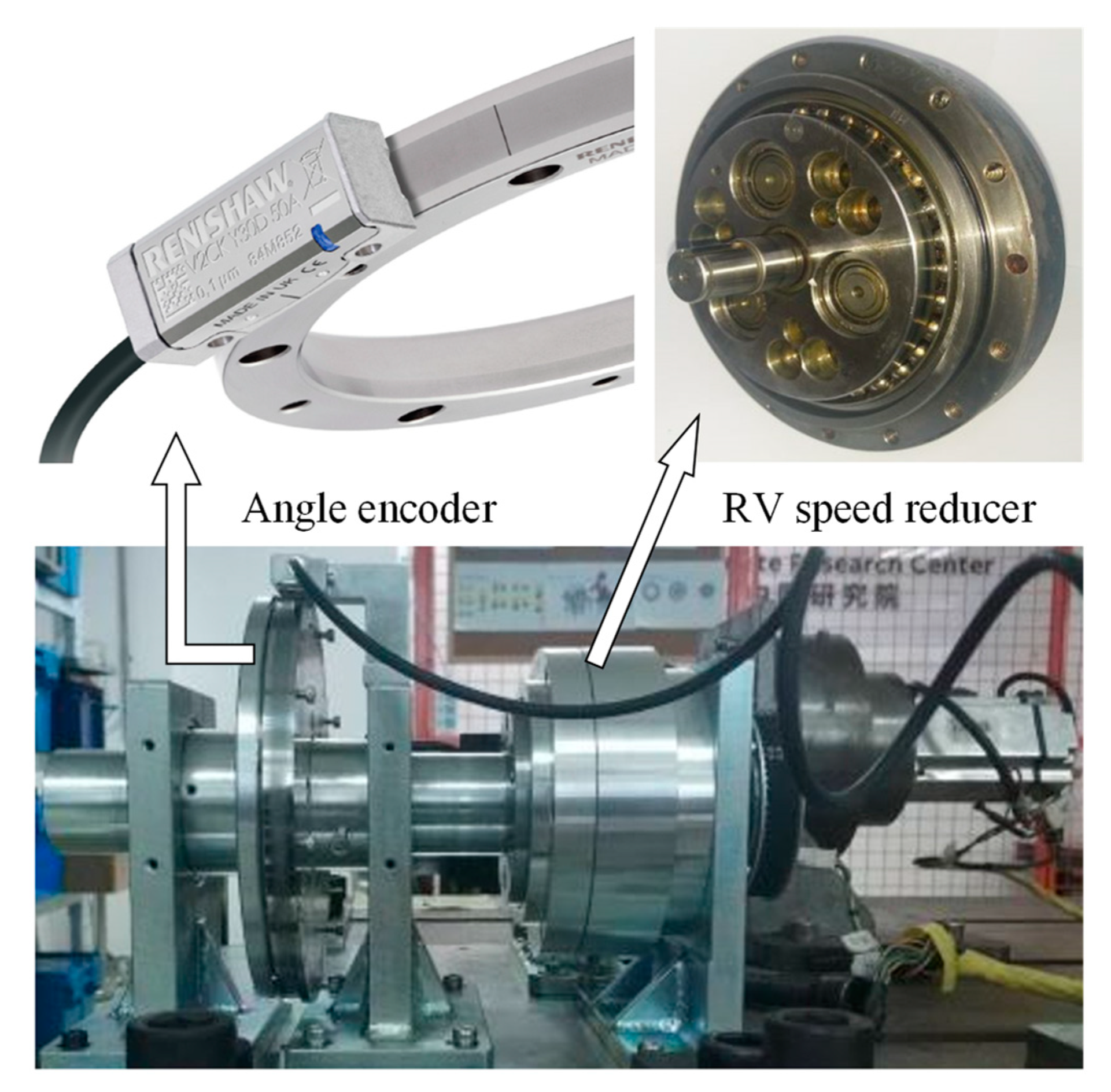
| Equipment | Company | Model | Accuracy | Sampling Frequency | Rated Speed | Rated Load |
|---|---|---|---|---|---|---|
| Angle encoder | Renishaw | RESM | ±0.38 | 250 Hz | \ | \ |
| Motor | Zhongchuang | ZC80SA | \ | 100 HZ | 3000 rpm | 9.5 KW |
| RV speed reducer | Nabtesco | RV-80E-101 | \ | \ | \ | 3.26 KW |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, Y.; Li, G.; Zhu, W.; Cui, J. An Elastic Transmission Error Compensation Method for Rotary Vector Speed Reducers Based on Error Sensitivity Analysis. Appl. Sci. 2020, 10, 481. https://doi.org/10.3390/app10020481
Hu Y, Li G, Zhu W, Cui J. An Elastic Transmission Error Compensation Method for Rotary Vector Speed Reducers Based on Error Sensitivity Analysis. Applied Sciences. 2020; 10(2):481. https://doi.org/10.3390/app10020481
Chicago/Turabian StyleHu, Yuhao, Gang Li, Weidong Zhu, and Jiankun Cui. 2020. "An Elastic Transmission Error Compensation Method for Rotary Vector Speed Reducers Based on Error Sensitivity Analysis" Applied Sciences 10, no. 2: 481. https://doi.org/10.3390/app10020481
APA StyleHu, Y., Li, G., Zhu, W., & Cui, J. (2020). An Elastic Transmission Error Compensation Method for Rotary Vector Speed Reducers Based on Error Sensitivity Analysis. Applied Sciences, 10(2), 481. https://doi.org/10.3390/app10020481