Effect of Strain Hardening on Increase in Collapse Pressure during the Manufacture of ERW Pipe




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Change in the Material Stress–Strain Curve during Manufacture
2.1. Material Model
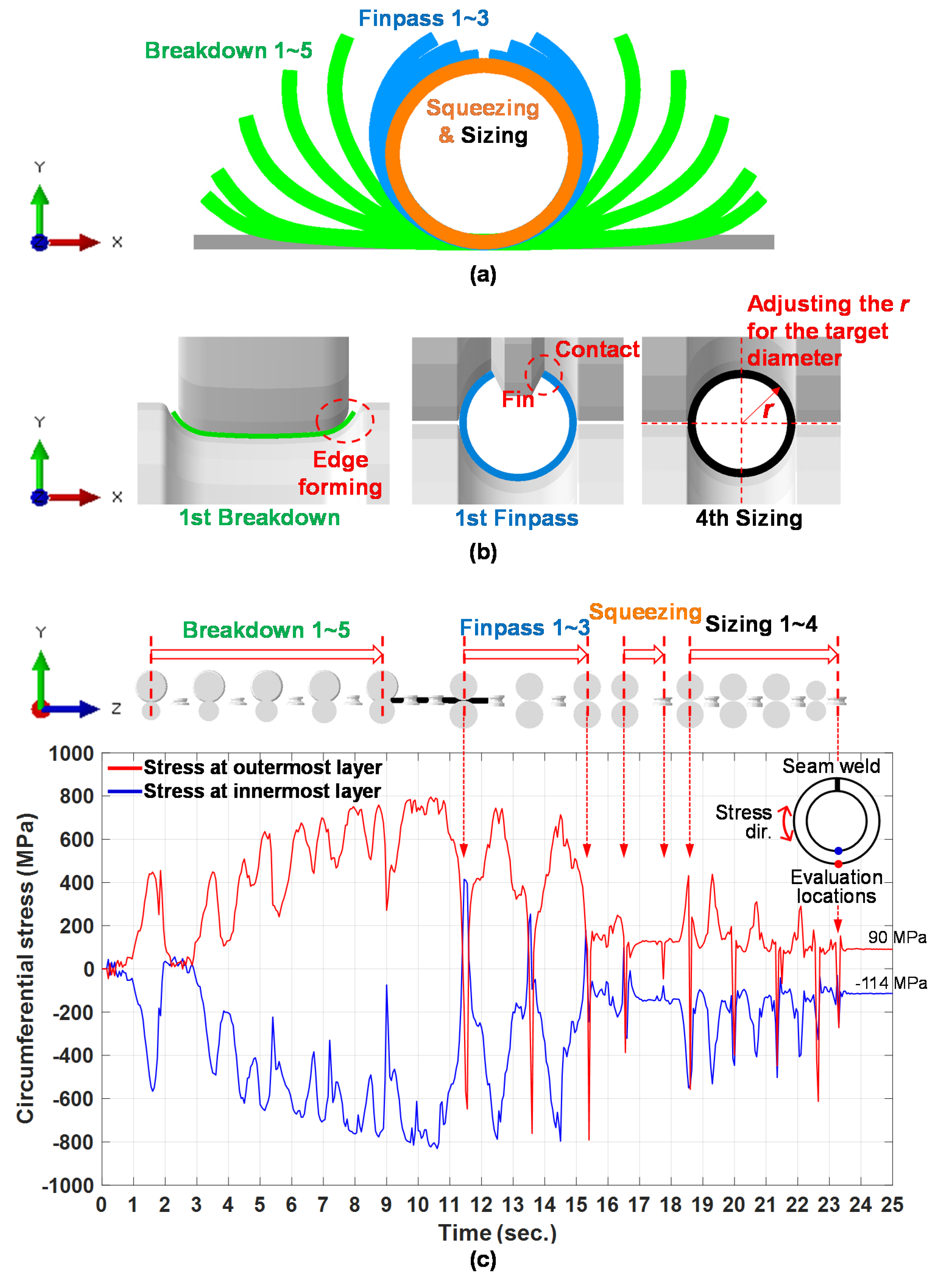
2.2. Simulation of the Manufacture Process for ERW Pipe
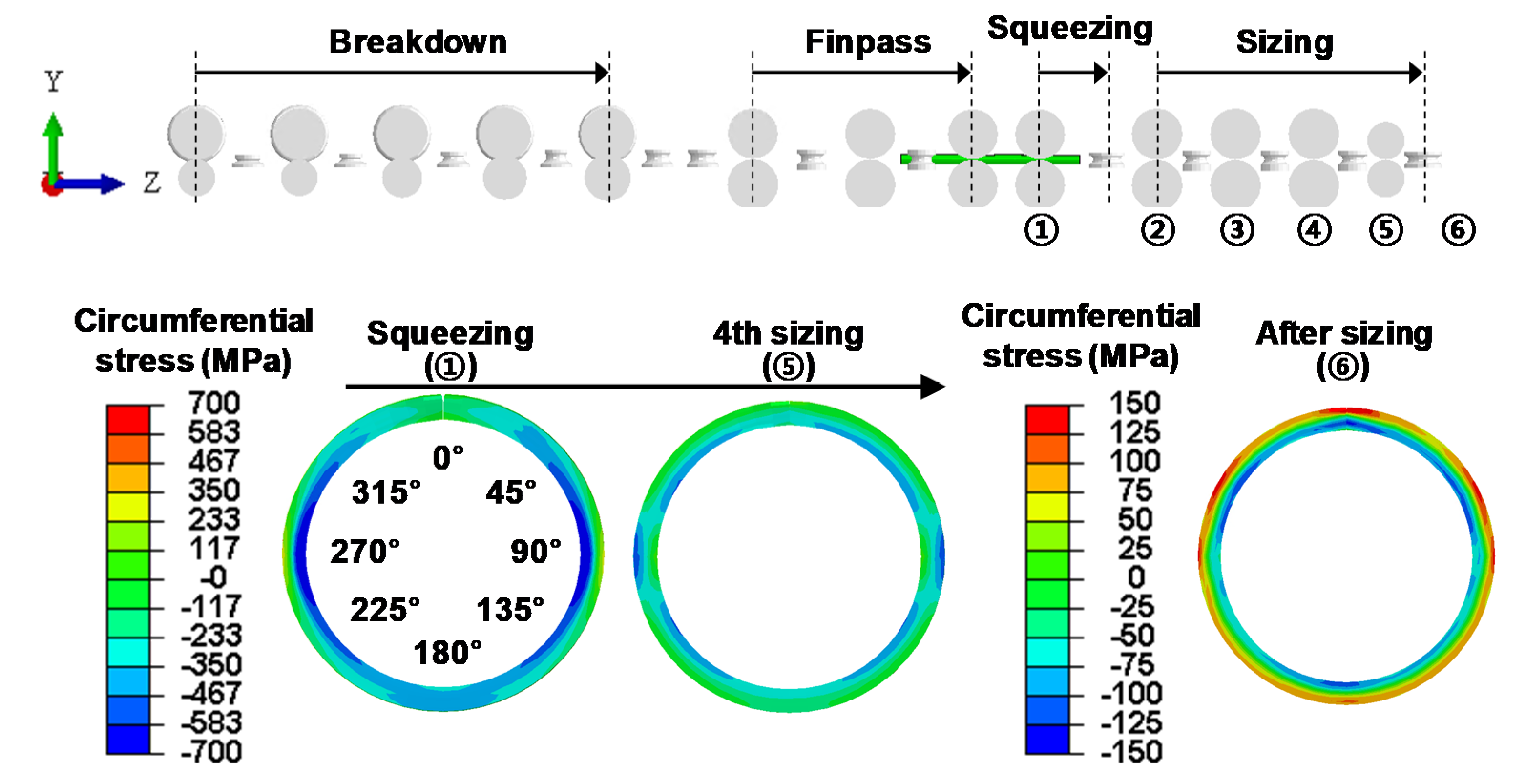
2.3. Results of Simulation
3. Evaluating Collapse Pressure
3.1. Collapse Analysis after Manufacture
3.2. Effect of the Sizing Process
3.3. Factors That Improve the Collapse Pressure
3.4. Comparison with Design Standards
4. Conclusions
- The compressive stress–strain curve in the circumferential direction was modified by plastic deformation during the manufacture of the ERW pipe. The slope of strain hardening was increased following manufacture, and either the Bauschinger effect or strain hardening could be factors depending on the sizing ratio. When the sizing ratio was small, the Bauschinger effect was strong. When the sizing ratio increased, on the other hand, strain hardening appeared immediately after the elastic region resulting in a higher level of compressive yield strength.
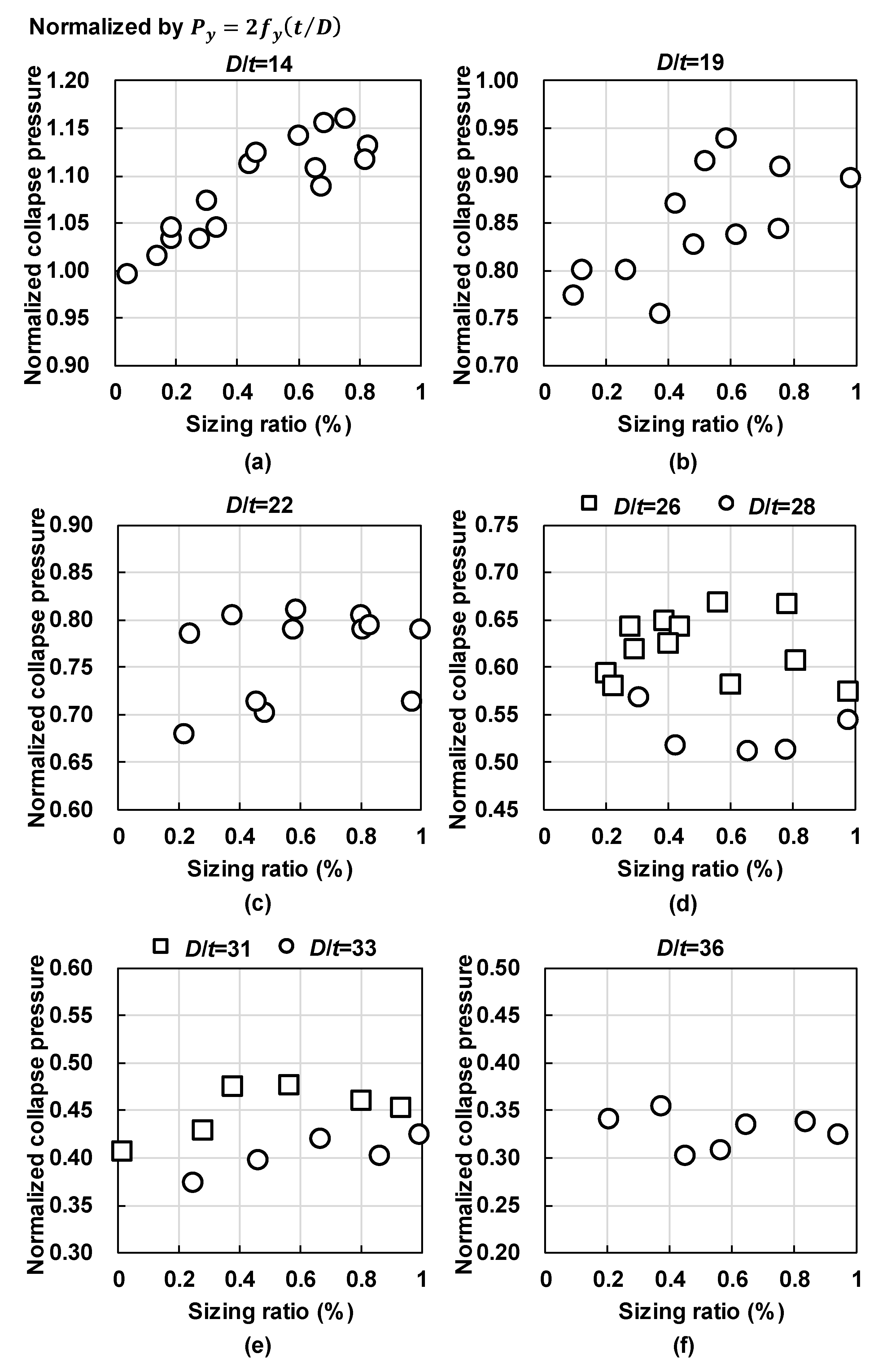
- The sizing process improved both the ovality and the compressive yield strength for a D/t smaller than 19, so that a larger sizing ratio increased the collapse pressure. In particular, when the sizing ratio was larger than 0.4%, improvement in ovality was minor and the increased compressive yield strength increased the collapse pressure.
- When D/t was greater than or equal to 22, there was no clear correlation between the sizing ratio and the collapse pressure. In particular, elastic buckling governed the collapse for a D/t greater than 31.
- Considering both elastic and inelastic buckling, minimum sizing ratio of 0.4% could be recommended to improve the collapse pressure.
- Comparison between the analysis results and the current design criteria showed a significant margin for smaller values of D/t, in which inelastic buckling governed the collapse pressure. If inelastic material behavior was considered, an increase in collapse pressure of approximately 25% could be obtained with a D/t of 14.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tsuru, E.; Tomioka, K.; Shitamoto, H.; Ozaki, M.; Karjadi, E.; Boyd, H.; Demmink, H. Collapse resistance of HF-ERW line pipe installed in deepwater by R-lay. In Proceedings of the 25th International Ocean and Polar Engineering Conference, Kona, HI, USA, 21–26 June 2015. [Google Scholar]
- Nagata, Y.; Tsuru, E. Geometry and collapse pressure of HF-ERW line pipe reel-laid in deepwater. In Proceedings of the 26th International Ocean and Polar Engineering Conference, Rhodes, Greece, 26 June–2 July 2016. [Google Scholar]
- Han, S.-W.; Park, Y.C.; Kang, S.-C.; Jung, S.; Kim, H.-K. Collapse analysis of ERW pipe based on roll-forming and sizing simulations. J. Mar. Sci. Eng. 2019, 7, 410. [Google Scholar] [CrossRef]
- Kyriakides, S.; Corona, E. Mechanics of Offshore Pipelines: Volume 1 Buckling and Collapse, 1st ed.; Elsevier: Oxford, UK, 2007; ISBN 9780080467320. [Google Scholar]
- Nishimura, N.; Takeuchi, S.; Murakami, S.; Sanui, K. The effect manufacturing processes on residual stress and yield stress of erw pipes. Kou kouzou rombunshuu 1997, 4, 53–62. [Google Scholar] [CrossRef]
- Kim, D.; Quagliato, L.; Lee, W.; Kim, N. Yield strength mapping in the cross section of ERW pipes considering kinematic hardening and residual stress. J. Phys. Conf. Ser. 2017, 896, 012066. [Google Scholar] [CrossRef]
- Lee, J.; Kim, D.; Quagliato, L.; Kang, S.; Kim, N. Change of the yield stress in roll formed ERW pipes considering the bauschinger effect. J. Mater. Process. Technol. 2017, 244, 304–313. [Google Scholar] [CrossRef]
- Jo, M.C.; Lee, S.G.; Sohn, S.S.; Kim, K.-S.; Kim, W.-K.; Lee, C.S.; Lee, S. Effects of coiling temperature and pipe-forming strain on yield strength variation after erw pipe forming of API X70 and X80 linepipe steels. Mater. Sci. Eng. 2017, 682, 304–311. [Google Scholar] [CrossRef]
- Cooreman, S.; Hoecke, V.D.; Liebeherr, M.; Thibaux, P.; Luccioni, H. Advanced constitutive model for the accurate evaluation of the structural performance of welded pipes in offshore applications. In Proceedings of the 12th International Pipeline Conference, Calgary, AB, Canada, 24–28 September 2018. [Google Scholar]
- Rashid, M.; Chen, S.; Collins, L. Standardization of flattening procedure of transverse to pipe axis strap tensile samples. In Proceedings of the 12th International Pipeline Conference, Calgary, AB, Canada, 24–28 September 2018. [Google Scholar]
- Det Norske Verita (DNV), GL. Offshore Standard DNV-OS-F101: Submarine Pipeline Systems; Det Norske Veritas AS: Oslo, Norway, 2013. [Google Scholar]
- Gong, S.-F.; Ni, X.-Y.; Bao, S.; Bai, Y. Asymmetric collapse of offshore pipelines under external pressure. Ships Offshore Struct. 2013, 8, 176–188. [Google Scholar] [CrossRef]
- Yi, J. Optimal Design Procedure for Offshore Pipelines Based on Computational Simulation of Pipe Forming Process. Ph.D. Thesis, Department of Civil and Environmental Engineering, Seoul National University, Seoul, Korea, 2017. [Google Scholar]
- Dassault Systemes. ABAQUS (Version 2018); Dassault Systemes Simulia Corp.: Johnston, RI, USA, 2018. [Google Scholar]
- Zou, T.; Li, D.; Wu, G.; Peng, Y. Yield strength development from high strength steel plate to UOE pipe. Mater. Des. 2016, 89, 1107–1122. [Google Scholar] [CrossRef]
- McConnell, C.; Lenard, J.G. Friction in cold rolling of a low carbon steel with lubricants. J. Mater. Process. Technol. 2000, 99, 86–93. [Google Scholar] [CrossRef]
- Berglund, J.; Brown, C.A.; Rosen, B.-G.; Bay, N. Milled die steel surface roughness correlation with steel sheet friction. CIRP Ann. Manuf. Technol. 2010, 59, 577–580. [Google Scholar] [CrossRef]
- American Petroleum Institute (API). API Specification 5L: Specification for Line Pipe; American Petroleum Institute: Washington, DC, USA, 2018. [Google Scholar]
- Yi, J.; Kang, S.-C.; Park, W.; Choo, J.F. Yield strength tracking of UOE pipe considering various thickness-to-diameter ratios. Mar. Struct. 2019, 68, 102616. [Google Scholar] [CrossRef]
- Bastola, A.; Wang, J.; Mirzaee-Sisan, A.; Njuguna, J. Predicting hydrostatic collapse of pipes using finite element analysis. In Proceedings of the 33rd International Conference on Ocean, Offshore and Arctic Engineering, San Francisco, CA, USA, 8–13 June 2014. [Google Scholar]
- Ramm, E. Strategies for tracking the nonlinear response near limit points. In Nonlinear Finite Element Analysis in Structural Mechanic; Wunderlich, E., Stein, E., Bathe, K.J., Eds.; Springer: Berlin, Germany, 1981. [Google Scholar]
- American Society of Testing and Materials (ASTM). ASTM E9 Standard Test Method for Compression Testing of Metallic Materials at Room Temperature; American Society of Testing and Materials: West Conshohocken, PA, USA, 2012. [Google Scholar]
- American Petroleum Institute (API). API Recommended Practice 1111: Design, Construction, Operation, and Maintenance of Offshore Hydrocarbon Pipelines (Limit State Design); American Petroleum Institute: Washington, DC, USA, 2015. [Google Scholar]














© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, S.-W.; Park, Y.C.; Kim, H.-K.; Kang, S.-C. Effect of Strain Hardening on Increase in Collapse Pressure during the Manufacture of ERW Pipe. Appl. Sci. 2020, 10, 5005. https://doi.org/10.3390/app10145005
Han S-W, Park YC, Kim H-K, Kang S-C. Effect of Strain Hardening on Increase in Collapse Pressure during the Manufacture of ERW Pipe. Applied Sciences. 2020; 10(14):5005. https://doi.org/10.3390/app10145005
Chicago/Turabian StyleHan, Seong-Wook, Yeun Chul Park, Ho-Kyung Kim, and Soo-Chang Kang. 2020. "Effect of Strain Hardening on Increase in Collapse Pressure during the Manufacture of ERW Pipe" Applied Sciences 10, no. 14: 5005. https://doi.org/10.3390/app10145005
APA StyleHan, S.-W., Park, Y. C., Kim, H.-K., & Kang, S.-C. (2020). Effect of Strain Hardening on Increase in Collapse Pressure during the Manufacture of ERW Pipe. Applied Sciences, 10(14), 5005. https://doi.org/10.3390/app10145005