1. Introduction
With the development of modern industrial technology, deep-hole processing now has witnessed more and more extensive applications in many domains, accompanied by increasingly high requirements on processing precision and quality [
1]. High-precision deep-hole boring has become difficult in machining since cutting chattering is extremely easily generated during the machining process. This can be attributed to a great length-to-diameter ratio and small dynamic rigidity of the metal-boring bar, thereby reducing processing quality and machining quality on the surface of the workpiece. Accordingly, the machining requirements can hardly be satisfied, and the cutter’s service life would be shortened. Research demonstrates that a steel cutter may reach the performance limit in mechanical processing when the overhanging length-to-diameter ratio exceeds 4 (L/D > 4). Further increasing the overhanging length-to-diameter ratio may result in chattering. By contrast, because of great rigidity, a hard alloy cutter may have an overhanging length-to-diameter ratio of up to 6. Therefore, how to reduce the chattering of the boring bar has become a research hotspot.
In terms of control mode, the vibration attenuation techniques for a boring bar can be divided into active vibration attenuation, semi-active vibration attenuation, and passive vibration attenuation techniques. As a control strategy, an active-control vibration isolation system achieves active control of the vibration via the input energy based on the detected vibration signal. Despite favorable adaptation to various vibration isolation environments, the active-control vibration isolation system consumes a great amount of energy and may be unstable sometimes.
Semi-active damping attenuation refers to realizing real-time regulation without the input of energy. Semi-active control vibration isolation can change some of the system’s characteristics, such as system rigidity, and adjust the vibration in accordance with damping in different vibration environments, which only requires low external energy input and has a relatively simple structure.
The passive control vibration isolation system only relies on the system’s elastic components and damping or the additive dynamic vibration absorber to realize the suppression of chattering. In terms of vibration attenuation principle, the passive vibration isolation of the cutter can be divided into material vibration attenuation, friction vibration attenuation, damping vibration attenuation, and dynamic vibration attenuation.
Material vibration attenuation refers to using high-strength high-performance materials to enhance the cutter quality and static rigidity, thereby achieving the goal of chattering prevention. Andrénet al. conducted cutting tests on boring cutters with different materials and measured their dynamic characteristics by examining their vibration damping performances [
2]. Lee et al. found that the composite boring bar made up of high-rigidity asphalt-based carbon fiber epoxy composites exceeded the common tungsten-alloy (W-ally) boring bar in terms of higher rigidity and damping compared to [
3]. Moreover, the experimental results demonstrated that the boring bar exhibited no obvious chattering at a length-do-diameter ratio of 10.7 [
3]. Through comparison, Wang Jun et al. concluded that the carbon fiber boring bar with composite structure performed better than the hard-alloy boring bar in vibration damping performance [
4]. Jing Qingwu, Guo Zhi et al. developed a kind of composite boring bar consisting of hard alloy YT14 and 45 steel and found that the inherent frequency of the novel composite boring bar was higher than that of the traditional boring bar [
5]. Wu Nengzhang et al. performed cutting tests on both ordinary and composite vibration-attenuation boring bars under the same cutting conditions [
6]. The results showed that the chattering amplitude of the composite boring bar was far below that of the ordinary boring bar, suggesting the favorable vibration suppression performance of the composite boring bar. Wang Min et al. proposed a friction-based vibration attenuation boring bar to suppress the vibration via the Coulomb friction damping generated by the friction oscillator [
7]. By embedding the friction damper into the boring bar, Evita Edhi and Tetsutaro Hoshi achieved a satisfactory friction vibration attenuation effect of the boring bar in accordance with the mass of the permanent block, the mass of the vibration core, and the spatial relation between them. Accordingly, the friction vibration attenuation was achieved, and high-frequency chattering at around 10,000 Hz was effectively suppressed [
8]. Du Jingxuan et al. proposed a kind of particle damping boring bar [
9]. By adding particles to the ordinary boring bar, the vibration energy can be consumed by the collision and friction among particles.
Using dynamic vibration attenuation, an additive mass block is connected to the vibration system by elastic components. The generated force under the action of the additive mass equals the excitation force in magnitude but is opposite in direction. Accordingly, the vibration can be eliminated or weakened. Moradi et al. designed the dynamic vibration absorber for the vibration attenuation boring bar and optimized various parameters [
10]. Xie Feng et al. found that the boring bar, including the embedded-in metal damping core with large density, exhibited a better damping effect than the boring bars with single structures, such as flat structures and circular structures [
11]. He Miao et al. transformed the vibration at the cutter bit into the vibration of the dynamic vibration absorber to achieve the damping effect and dissipated the vibration energy with the use of the injected damping oil [
12]. Kang Wei et al. pointed out that although the dynamic damping composite boring bar with two degrees of freedom (DOFs) had slightly lower first-order inherent frequency than the composite dynamic damping boring bar, they were superior to the conventional dynamic damping boring bar and the composite dynamic damping boring bar in terms of amplitude-frequency response characteristics, time-domain response characteristics, and static properties, which thus exhibited a stronger adaptive capacity to large length-to-diameter and high-speed processing requirements [
13].
Damping vibration attenuation aims to accelerate the loss of the vibration energy and thereby achieve the goal of vibration attenuation by increasing the system’s damping coefficient. Based on the basic theories in elastic mechanics, He Jiangsan et al. established the mathematical model of the laminated composite damping boring bar. However, the model can hardly be analytically solved because of the coupling in the differential equation of motion [
14]. Li Hongjun et al. found that changing the thickness of the metallic sheath at the outer layer of the composite-structure damping boring bar imposed great effect on the dynamic rigidity but only slightly affected the static rigidity and the first-order inherent frequency. By contrast, the change of the diameter of the damping greatly affected the first-order inherent frequency (i.e., the critical rotating speed and the dynamic rigidity) but only slightly affected the static rigidity [
15]. Xia Feng et al. proposed a constrained damping boring bar consisting of the boring tool head, the matrix layer, the damping layer, and the constraint layer [
16]. In their work, the high-rigidity material combined with the lightweight high-damping material in the formation of a layer structure. During the flexural vibration of the boring bar, shear strain and shear stress were produced in the damping layer to dissipate the vibration energy. Tan Jun et al. developed a damping boring bar composed of the external boring bar and the internal damping absorber, including damping elements, and carried out vibration tests on the vibration attenuation boring bar and the ordinary boring bar, with same overhanging lengths [
17]. Through comparison, they found that the vibration attenuation boring bar exhibited greater first-order and second-order frequency range than the ordinary boring bar to adequately avoid the cutting resonance. Meng Fanchong et al. designed a dual-boring-bar cutting system with multiple slender holes. Under the damping effect of the slender holes, the chattering of the cutting system during the boring process can be suppressed, and the surface quality in deep-hole machining and the service life of the cutter can be enhanced [
18]. Based on the principle of particle collision damping vibration attenuation, Bijuet al. developed a novel vibration attenuation boring bar, in which the cavity was arranged on the front end of the boring bar and the damping particles filled the cavity. The collision of particles led to energy dissipation so as to achieve the goal of vibration attenuation [
19].
Through a literature review, both active and semi-active vibration attenuation techniques are executed based on a set of automatic control systems. In addition, the active vibration attenuation technique requires an energy device, while a semi-active vibration attenuation technique needs the use of intelligent materials. These two methods also exhibit certain shortcomings, including fairly complex structure, high cost, and low reliability. Currently, the two techniques are only at the laboratory research stage. By contrast, the passive vibration attenuation technique is a simple chattering suppression method with a simple structure and no external energy input. Additionally, the passive vibration attenuation method is simple, practicable, and economical, which is now extensively applied in engineering applications and generally regarded as the first choice for vibration isolation [
4]. In addition, as the diameter of the boring bar decreases, that is, the ratio of length to diameter increases, there is no enough high-density mass block in the boring bar to consume energy; therefore, dynamic vibration reduction is not considered for slender boring bars.
Currently, carbon-fiber composites have also witnessed extensive applications in the processing of composite-structure boring bars, owing to their excellent specific rigidity, fatigue resistance, and vibration attenuation performance. Meanwhile, damping technology also witnesses increasingly mature applications in reducing mechanical vibration. After the deformation of the composite boring bar with constrained damping structure under force, various layers are under different force conditions. Due to the high damping characteristics of high-polymer materials in a transition state, different stresses and strains are generated above and below the damping layer, which can consume energy and suppress the vibration peak in a fairly broad frequency band, thereby effectively lowering the vibration amplitude.
Based on the passive damping technology of boring bars, the chatter stability of a composite slender boring bar with a constrained damping layer is studied when boring a deep hole with a large ratio of the diameter to the length. A chatter stability model, considering the material and thickness of the damping, constraint, and base layers, is proposed. Under the assumption that only the influence of the cutting depth with respect to the cutting force is considered, the stable solutions are obtained by solving equations of motion. Then, through the dynamic stiffness analysis, the correctness of the chatter stability model is verified, and the calculation method of the thickness of each material layer is proposed. Finally, the feasibility of this method is verified by the changing trend of the lobes.
2. Dynamic Modeling of Composite Boring Bar with Constrained Damping Layer
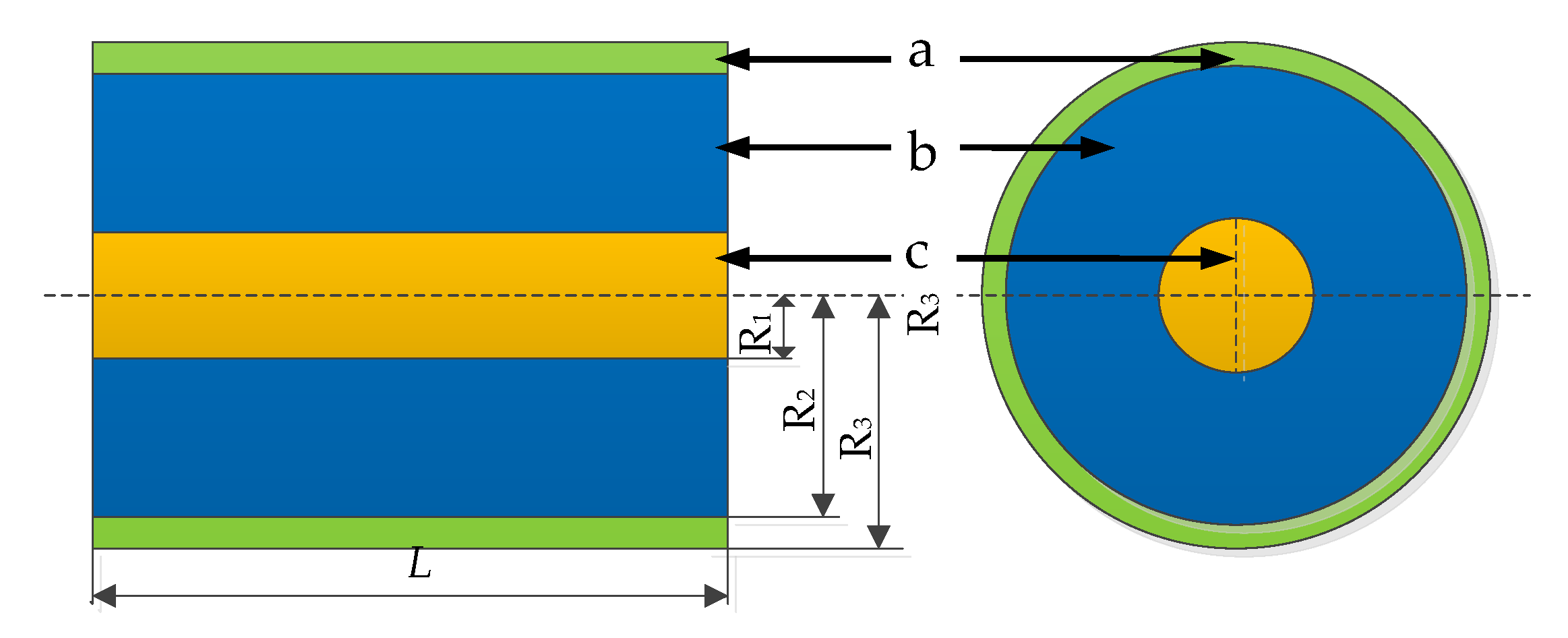
The structural model of a composite boring bar with a constrained layer is shown in
Figure 1, wherein
L is the overhanging length of boring bar;
R1,
R2, and
R3 are the radii of the base layer, the damping layer, and the constrained layer respectively.
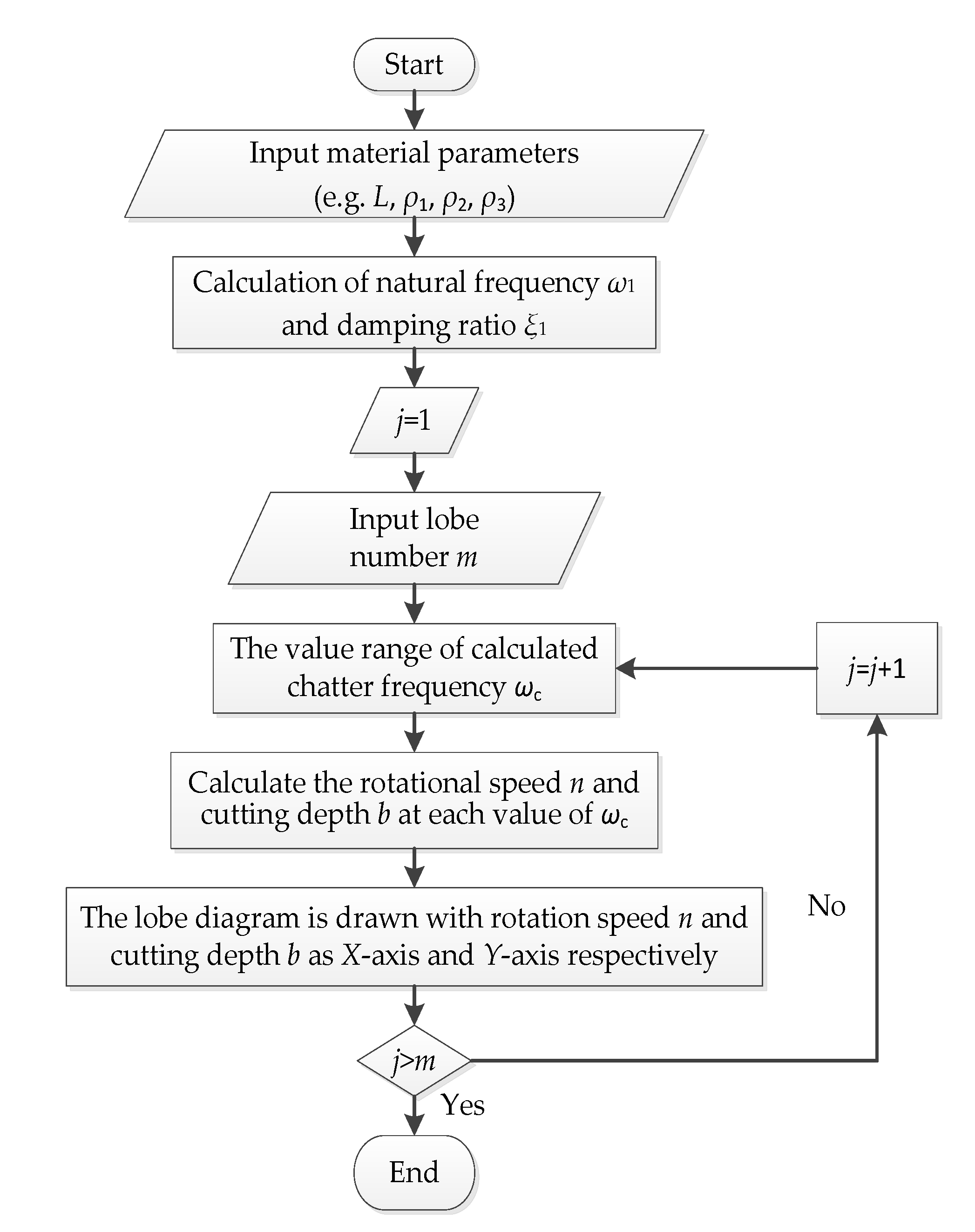
The dynamic modeling of a composite boring bar with a constrained damping layer is shown in
Figure 2.
The vibration differential equation of a boring bar with a constraint layer based on the Euler-Bernoulli beam theory can be obtained.
where
y(
x,t) is the displacement of the cross-section on the boring bar from the origin
o to
x at time
t; (
EI)
equiv and (
ρA)
equiv is the equivalent bending stiffness and surface density of the constrained damping structure, respectively;
δ denotes the Dirac delta function;
f(
x,
t) is the distributed force; ∆
F(
t) is the equivalent concentrated force of
f(
x,
t).
where (
EI)
1, (
EI)
2, and (
EI)
3 are the bending stiffness of matrix, damping layer, and constraint layer of boring bar, respectively; (
ρA)
1,(
ρA)
2, and (
ρA)
3 denote the surface density of matrix, damping layer, and constraint layer of boring bar, respectively.
The bending stiffness and surface density of the composite matrix are as follows,
where
is the off-axis stiffness coefficient of composite matrix [
20];
rN+1 and
r1 are the radii of the
Nth layer and the first layer in the matrix layer, respectively;
ρ1 is the material density of the matrix layer. Similarly, the bending stiffness and surface density of the damping and constraint layer of boring bar are given by,
where
E2 and
E3 are the elastic modulus of the damping layer and the constrained layer, respectively;
ρ2 and
ρ3 are the material density of the damping layer and the constraint layer, respectively.
The main mode shape of the boring bar is expressed as
where
C1,
C2,
C3,
C4 and
are constants.
The boring bar is taken to be clamped-free, the boundary conditions for which are
By substituting Equation (7) into Equation (6), one has
The natural frequency of the boring bar is taken to be
Based on the orthogonal properties of the mode shape function as the equation given by Equation (8), Equation (1) can be converted to Equations (11) and (12).
where
Mi and
Ki are the
i-th modal mass and
i-th modal stiffness, respectively. These quantities are given by
If material damping is considered, and the
i-th damping ratio of the structure is set to
ξi, then Equation (11) can be changed to
According to the theory of vibration mechanics,
ξi can be expressed as
where
m and
k are the mass and static stiffness of the composite boring bar with a constrained damping layer, and
η is the structural loss factor of the composite boring bar with constrained damping.
k is obtained from
where
D1,
D2, and
D3 are the diameter of the matrix, the damping layer, and the constraint layer, respectively.
The structural loss factor
η is given as follows
where
α is the loss factor of the damping layer material,
S1 is the shear parameter, and
S2 is the stiffness parameter.
S1 and
S2 are given as
According to [
11],
η is a function of
S2 and increases with the increase of
S2. Therefore, in order to obtain the best damping effect, the maximum value
S2max of the stiffness parameter
S2 is needed, when
R1 and
R3 are known, by deriving
S2 from
R2 as follows:
where
e =
E3/
E1, and make
dS2/
dR2 = 0, Equation (21) can be changed into
Through the above formula, R2 corresponding to S2 with maximum S2max can be obtained.
It is assumed that only the influence of cutting depth on cutting force is considered.
Because the cutting force is related to the dynamic cutting depth that depends on the regeneration effect, so Equation (12) can be written as
where
Kc is the coefficient per unit cutting depth in the feed direction;
b is the cutting depth.
Generally, the lower modes are easily excited, and the chatter frequency is slightly higher than the first natural frequency of the system [
21]. Therefore, the first frequency of the boring bar is only considered in the analysis. Hence, the dynamic equation of the composite boring bar with the constrained layer damping structure is expressed as
Equation (25) is obtained by using Laplace transform on Equation (24)
Let s = σ ± iω, the value of s depends on the system stability:
If σ > 0, the system is unstable;
If σ < 0, the system is stable;
If σ = 0, the system is under the critical state between stable and unstable.
Let σ = 0, by substituting
s =
iωc into Equation (25) after Laplace transform; the following expression can be derived
where
ωc denotes the chatter frequency.
According to the Euler formula
e−ix =
cos(
x) −
isin(
x), Equation (26) above is expanded and the real part and the imaginary part are separated; therefore, one can get
Combining Equations (27) and (28), one can get
where
T = 60/
n.
The spindle speed
n and cutting depth
blim are obtained in the critical state of the system, as follows
The stability lobes can be calculated by the following steps:
- (1)
Determine the material of each layer and geometric parameters of the boring bar;
- (2)
Solve the corresponding first-order natural frequency w1 according to Equation (10);
- (3)
Scan the chatter frequency wc by using the natural frequency w1 as the reference;
- (4)
According to Equation(18), the corresponding structure damping ratio ξi is worked out;
- (5)
According to Equations (30) and (31), the spindle speed n and the cutting depth blim under the critical stable state of the system are calculated;
- (6)
Select the new j and calculate the adjacent lobes.
5. Conclusions
This study focuses on the chattering stability of the composite boring bar with a constrained damping layer during the boring process. Based on the Euler-Bernoulli beam theory, the regenerative chattering mechanical model of the composite boring bar with a constrained damping layer was established. Using the equivalent bending rigidity, the equivalent surface density, and the damping calculation method of the constrained damping boring bar, the expressions of the critical cutting width blim and the rotating speed of the spindle n were derived. The main conclusions are described below.
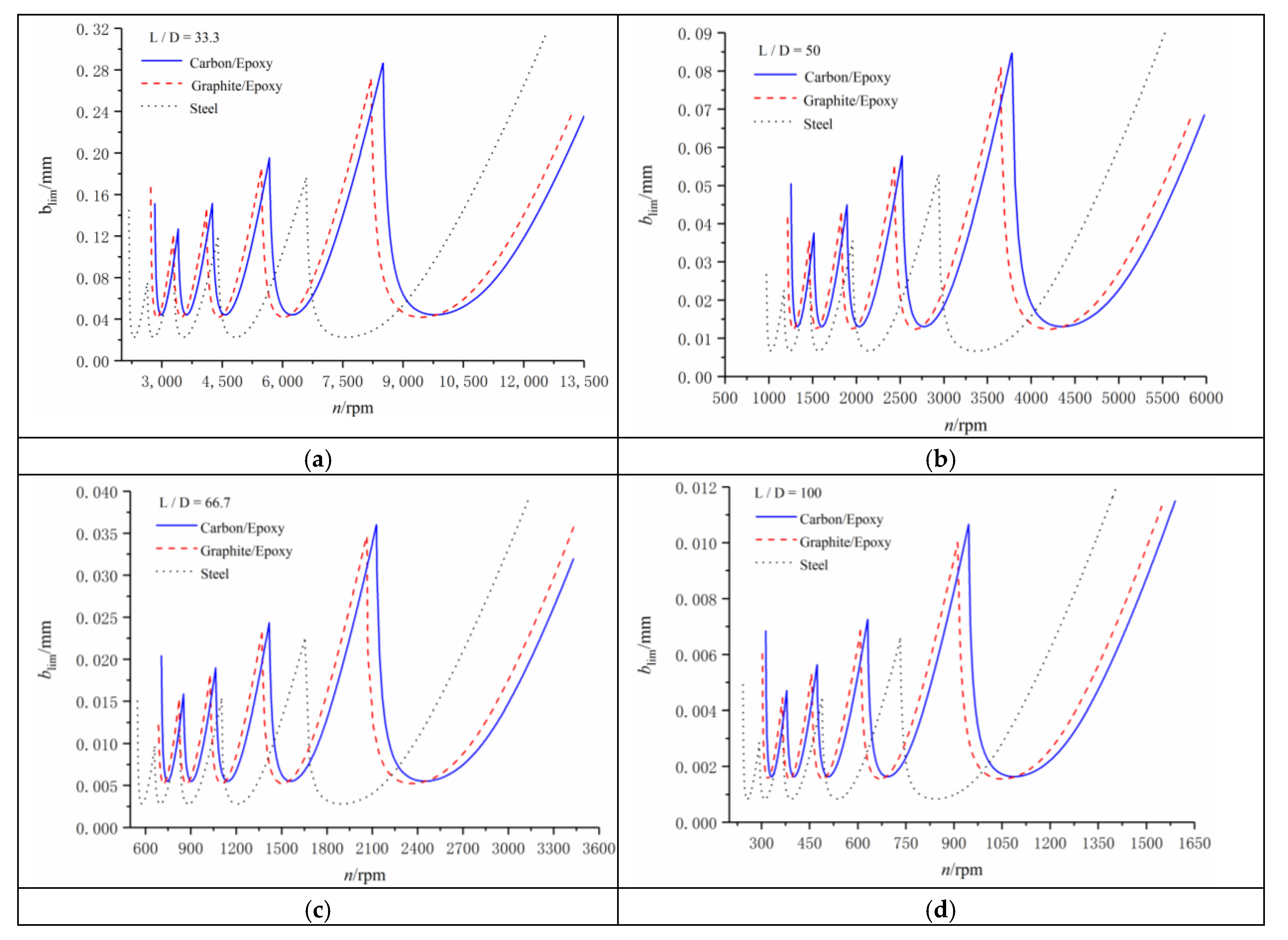
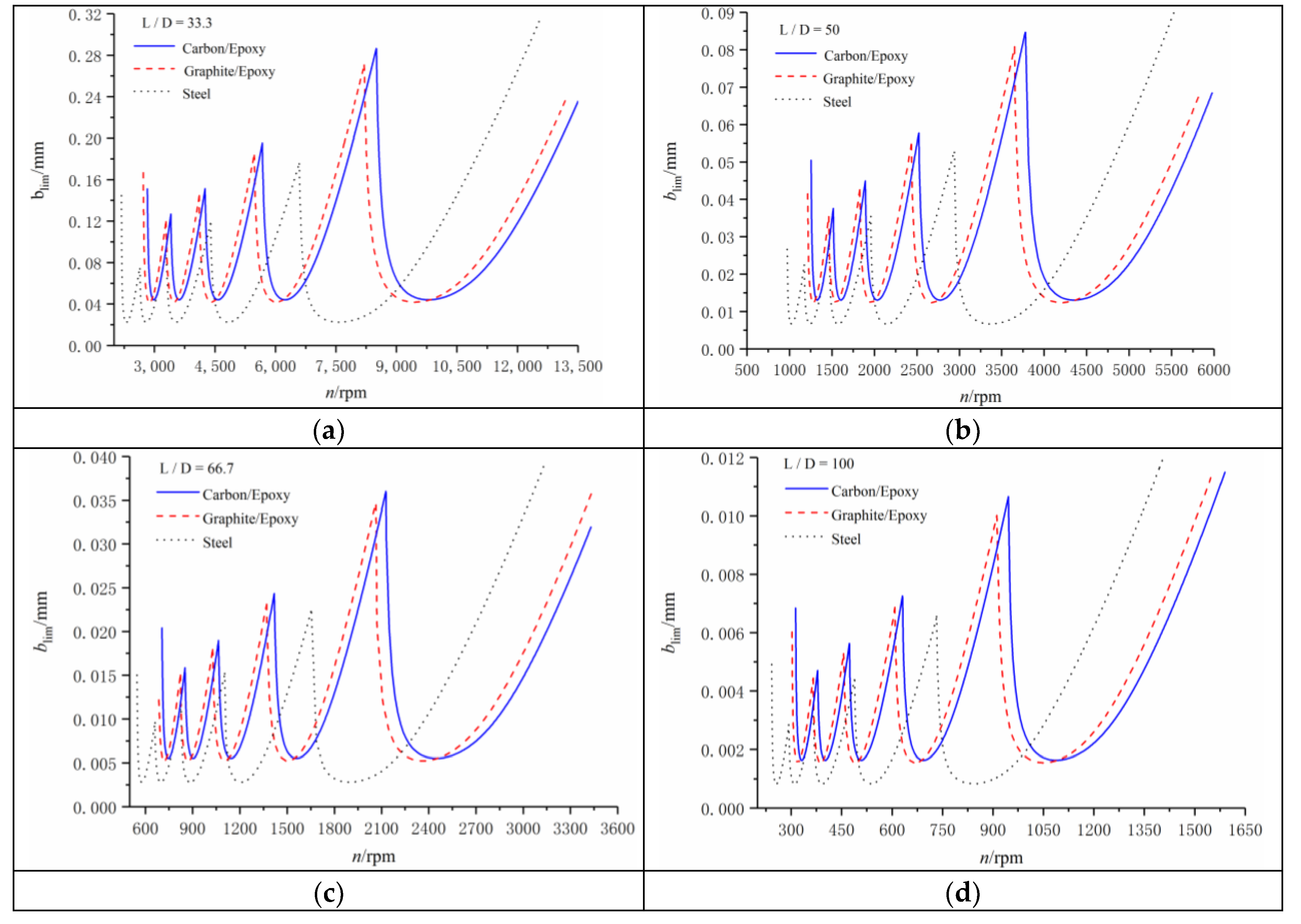
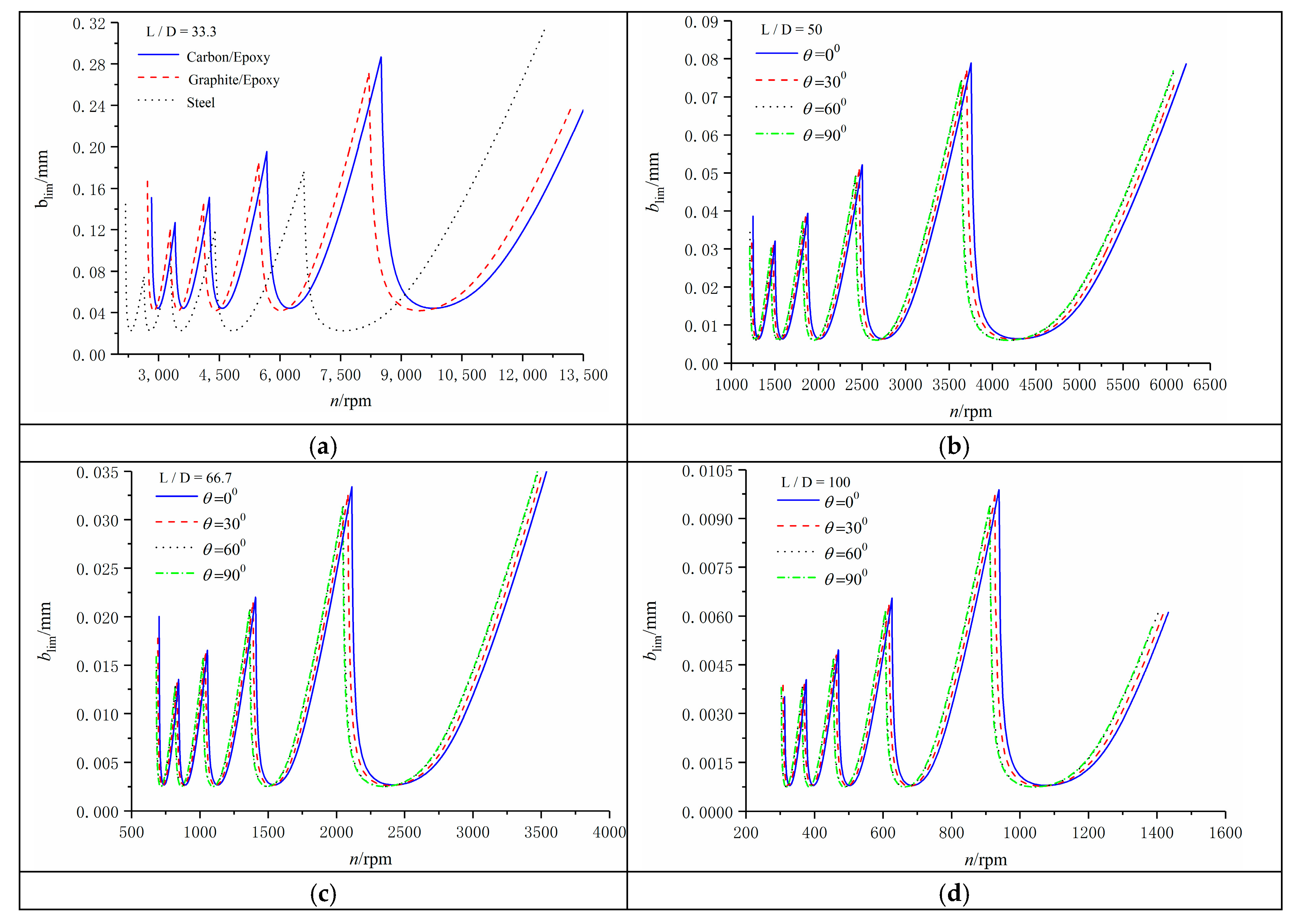
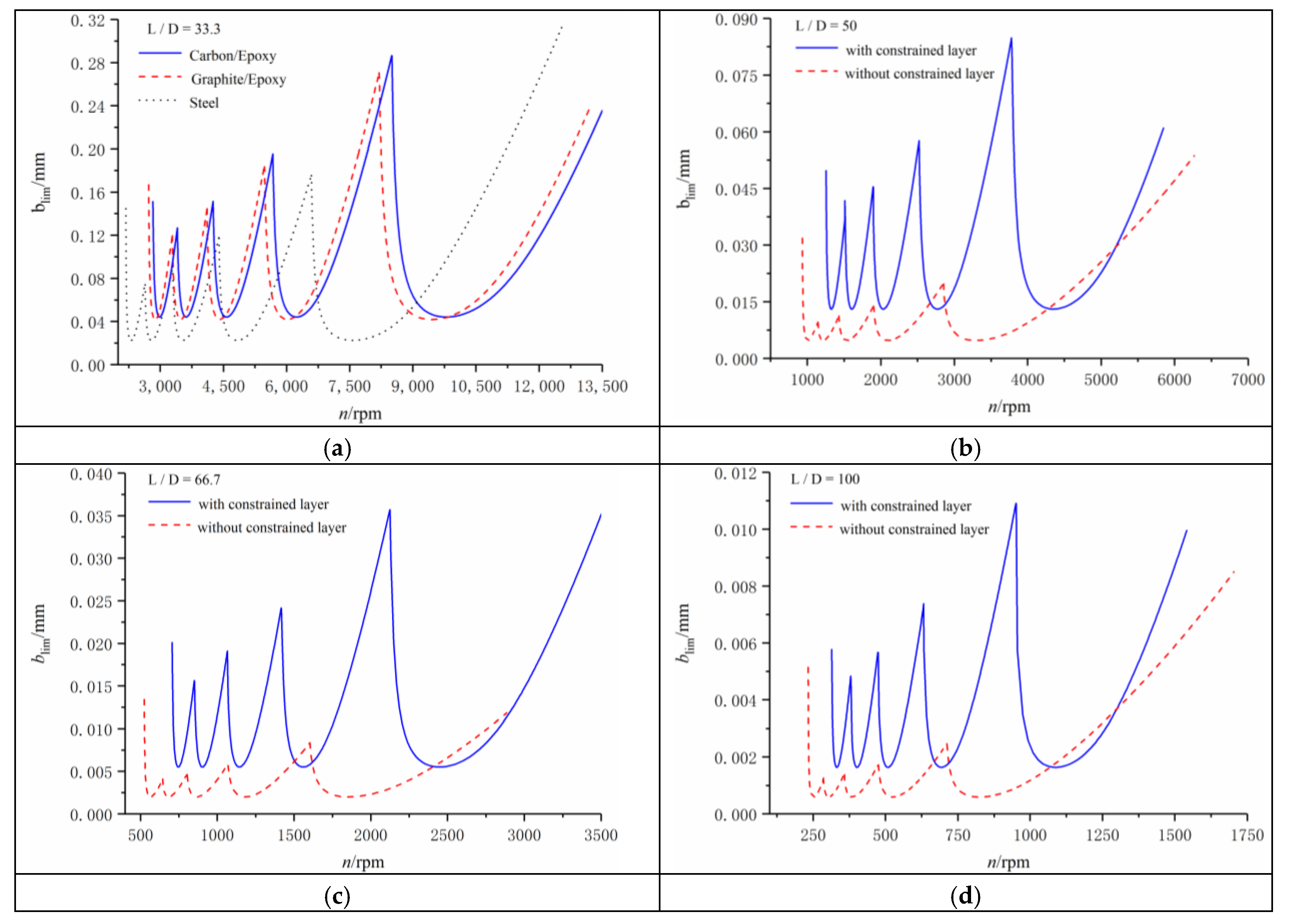
(1) The composite boring bar with a constrained damping layer exhibited a greater limit cutting width than the metal-boring bar. When using the slender boring bar for small and deep-hole processing, the base layer with different materials and thicknesses significantly affected the cutting stability of the boring bar even though the diameter (i.e., the thickness) of the base layer was quite small. The boring bar with the thicker base layer was more stable.
Both the ply angle of the base and the thickness of the constrained layer imposed an obvious effect on the cutting stability of the composite boring bar. The boring bar with the constrained layer was stable at a ply angle of 0°.
(2) The material of the damping layer was also the main factor that affected the stability of the composite boring bar. The material of the damping layer significantly affected the cutting stability of the boring bar, even when the diameter of the damping layer was fairly small.
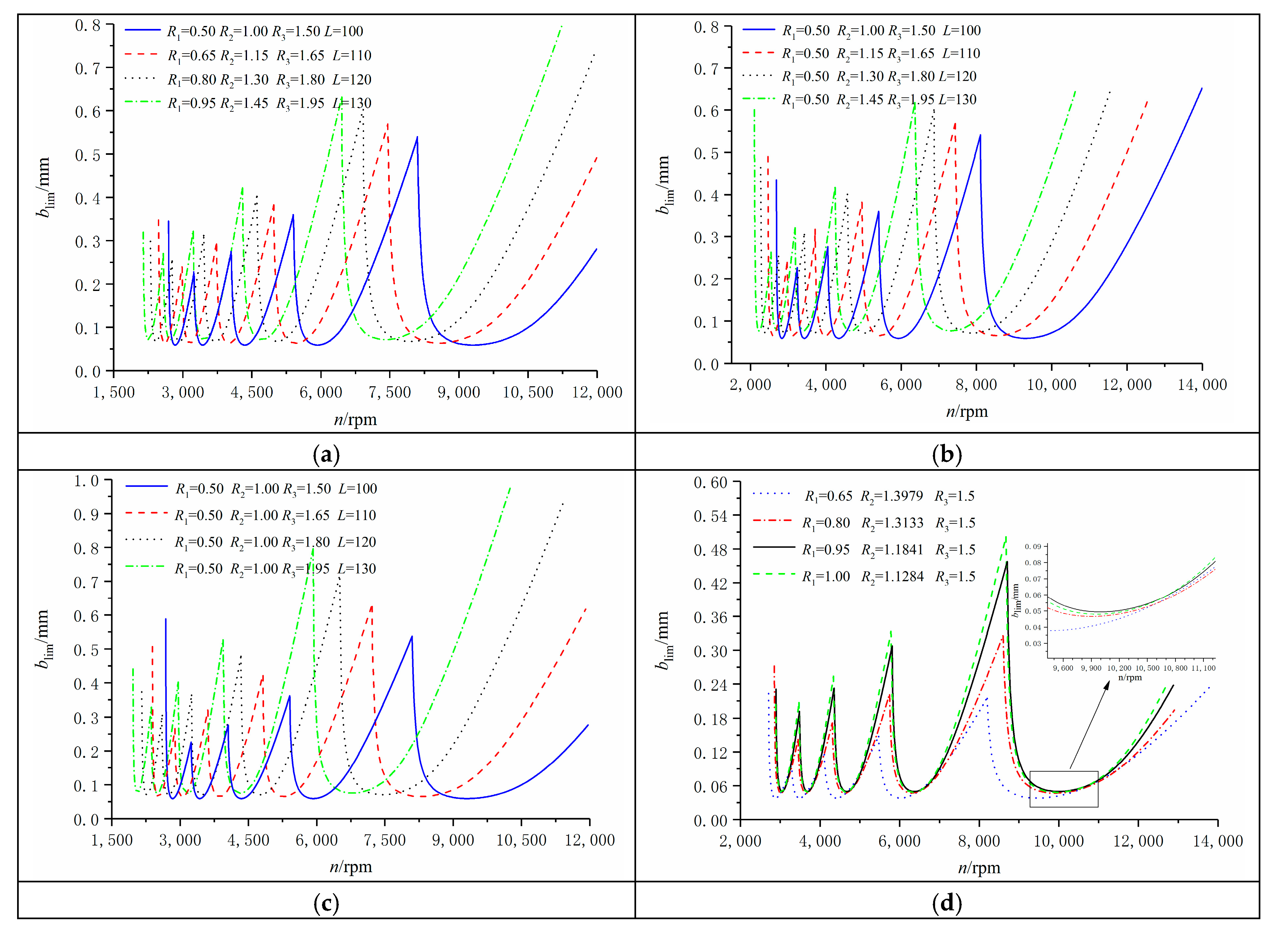
(3) When various materials and the overall geometrical size of the constrained damping composite boring bar were unchanged, the stability of the boring bar first increased and then dropped with the increasing thicknesses of various layers. Accordingly, there exists an optimal thickness proportion of the thicknesses of various layers in the composite boring bar so as to reach the most favorable stability.
(4) When using the boring bar with a large diameter-to-length ratio for deep-hole boring, the rotating speed of the spindle and the unconditional cutting depth should be set as low values to ensure boring stability. Meanwhile, the conditional cutting depth increased. Furthermore, the above conclusions were still applicable to the increasing length-to-diameter ratio.
This work is part of a project that focuses on the study of chatter stability in cutting processes with a composite tooling system. The experimental verification of the presented model using real boring bars will be the subject of a study in the future.
See
Table A1 for the important parameters in the paper.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








