The HORSE Project: The Application of Business Process Management for Flexibility in Smart Manufacturing

 ,
,  ,
, 
Abstract
1. Introduction
- Batch sizes are shrinking to accommodate more product variation, leading to frequent production downtime for system reconfiguration and tool change-over;
- More product variation necessitates more versatile production operations, as a larger variety of material and product transformations are needed;
- A wider range of product specifications and more production possibilities introduce significantly more complexity into the planning and operations management;
- More complexity leads to uncertainty, because the manufacturing processes and resources have a more unpredictable impact on the product.
1.1. Problem Statement
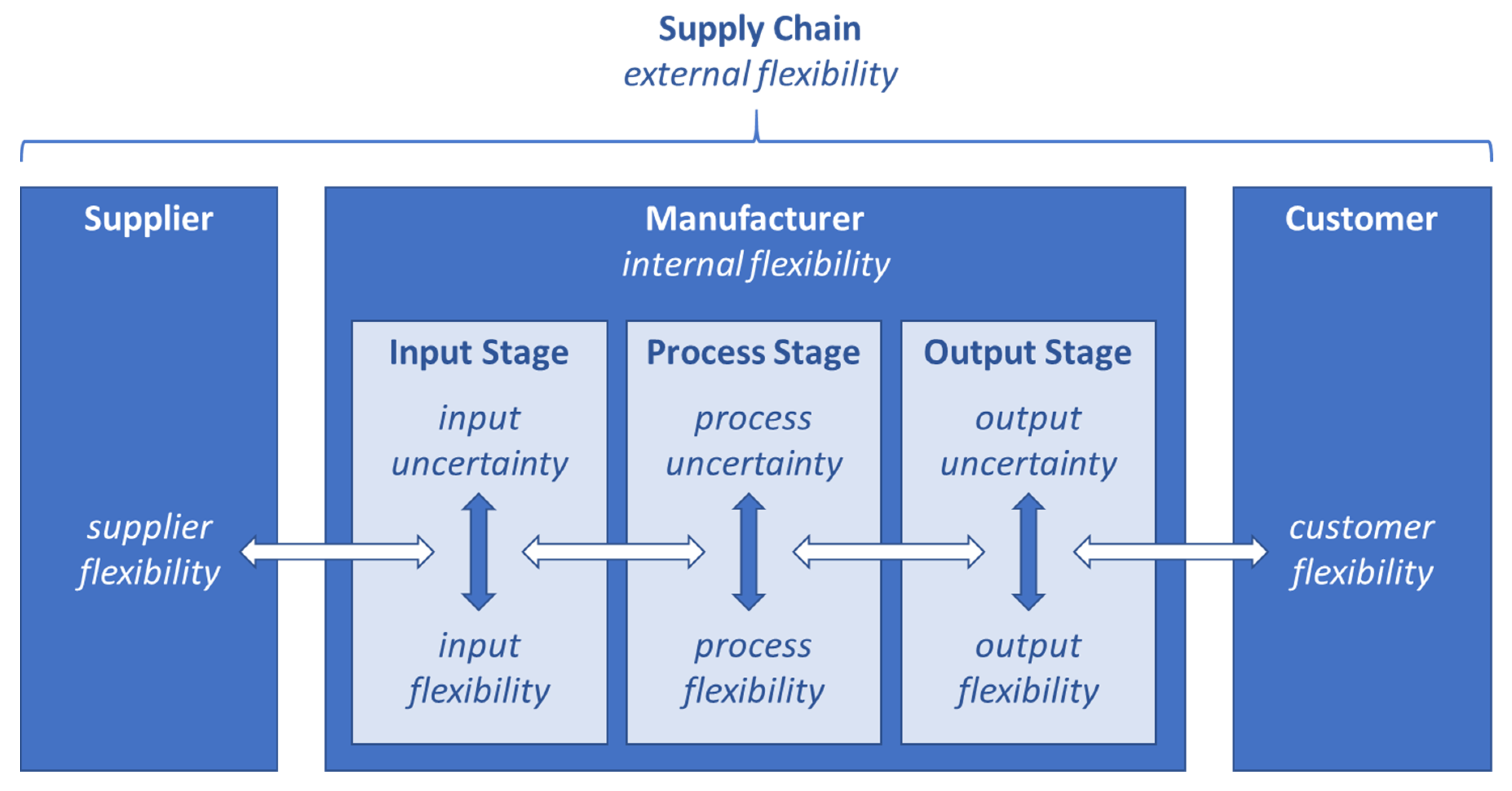
- Poor interoperability of the input, process and output stages of a manufacturing system limits the capacity to respond to demand and supply uncertainties;
- Insufficient process flexibility decreases the ability to adapt to changes in the manufacturing system caused by internal or external uncertainties;
- Inflexible utilisation of resources (humans, equipment, tools, etc.) limits the versatility needed to produce varied products.
- Process management in manufacturing is fragmented, with different techniques applied to different parts of the enterprise;
- Smart technologies, such as versatile robots and autonomous guided vehicles, are under-utilized, because the rigid process design and management does not encourage rapid reconfiguration and reassignment of resources;
- The number of hardware and software systems continue to increase, based on different control regimes from different vendors. These systems are difficult to integrate and utilise together in the same process.
1.2. Research Context
- Actors (both human and automated) that are connected to the factory control systems, adaptable and able to collaborate to perform manufacturing tasks;
- Manufacturing processes that can dynamically reconfigure for each instance of a product;
- Object recognition technology to assist human and automated actors to identify, manipulate or modify highly variable products.
1.3. Proposition
2. Materials and Methods
2.1. Research Objective
- The development of a reference architecture of an integrated and modular information system to manage smart manufacturing processes;
- The inclusion of several emerging technologies, such as collaborative robotics, augmented reality and teaching-by-demonstration, to enable smart manufacturing;
- The inclusion of functionality that enhances process flexibility by enables dynamic routing and selection of operators or machines to perform tasks;
- The theory and technology are applied to and evaluated with real cases in the manufacturing domain.
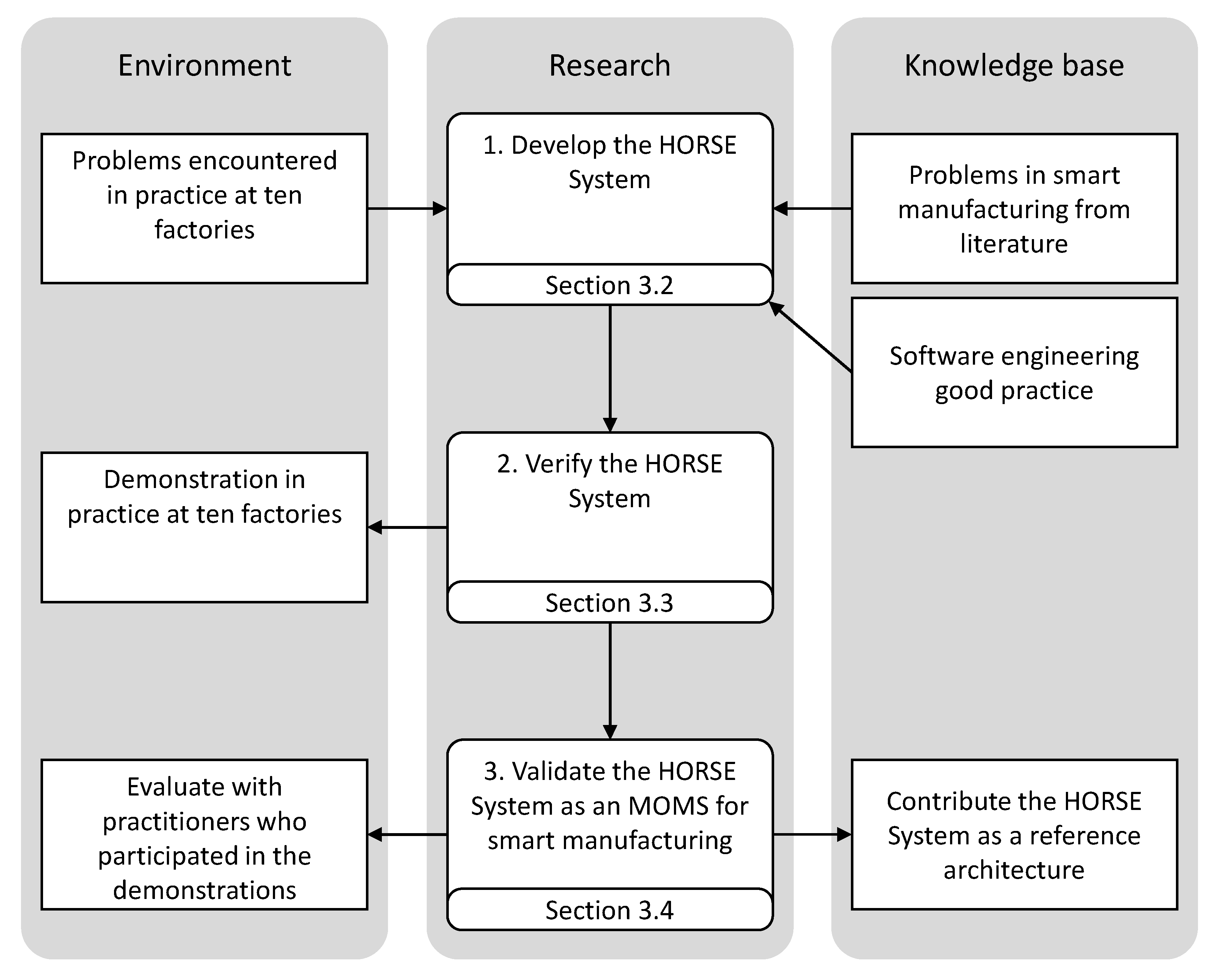
2.2. Research Design
3. Results
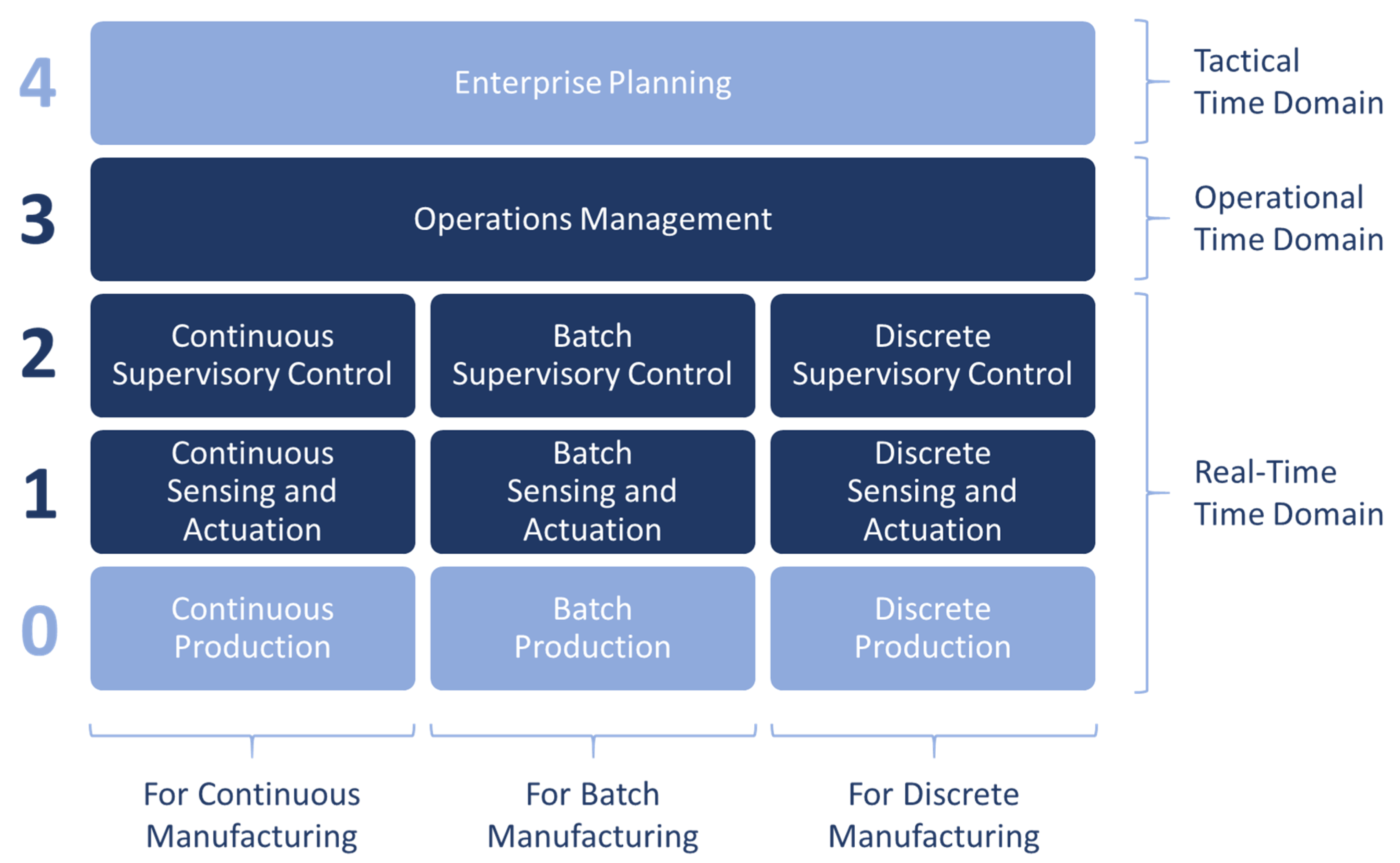
3.1. Unified Process Management in Smart Manufacturing
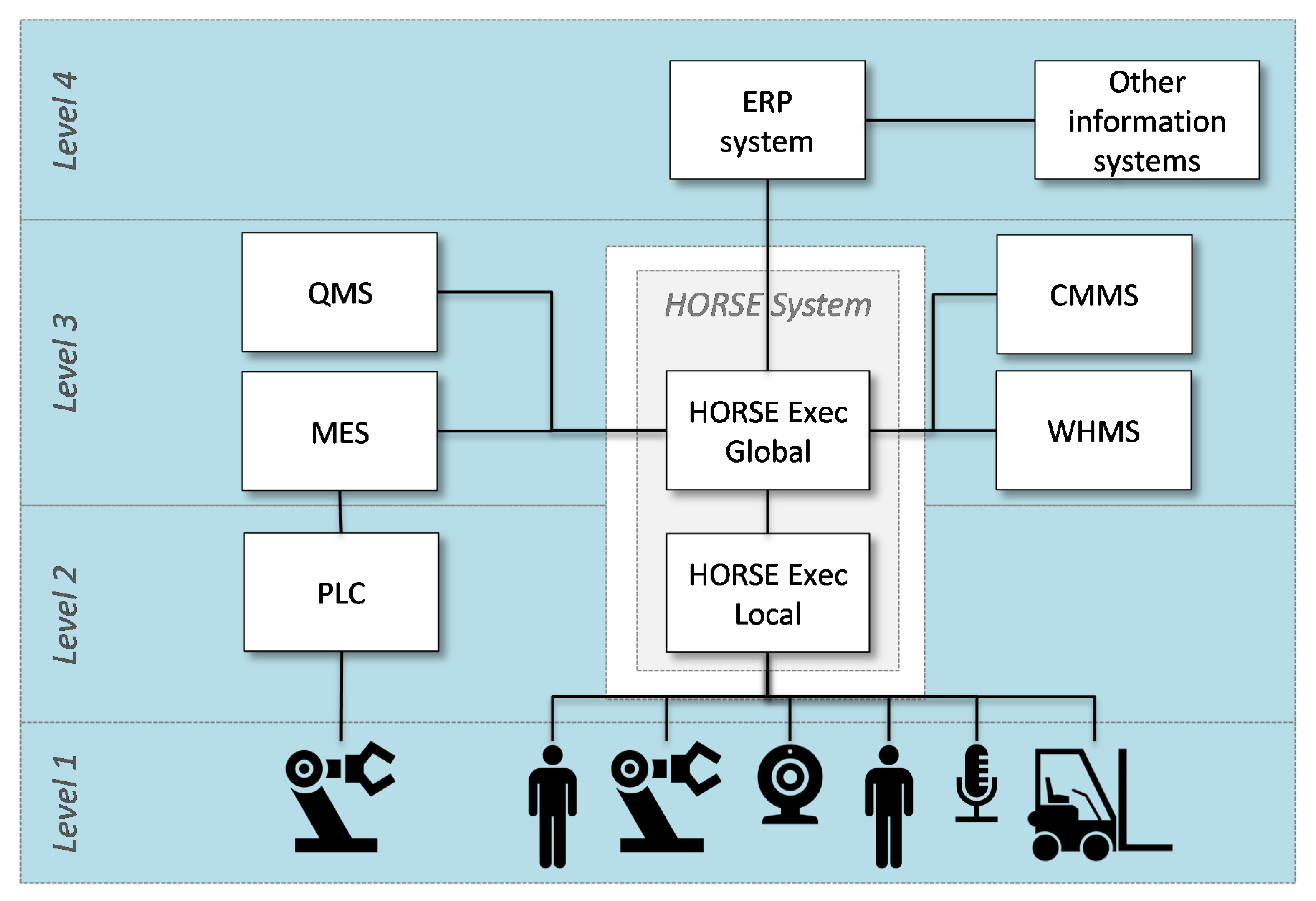
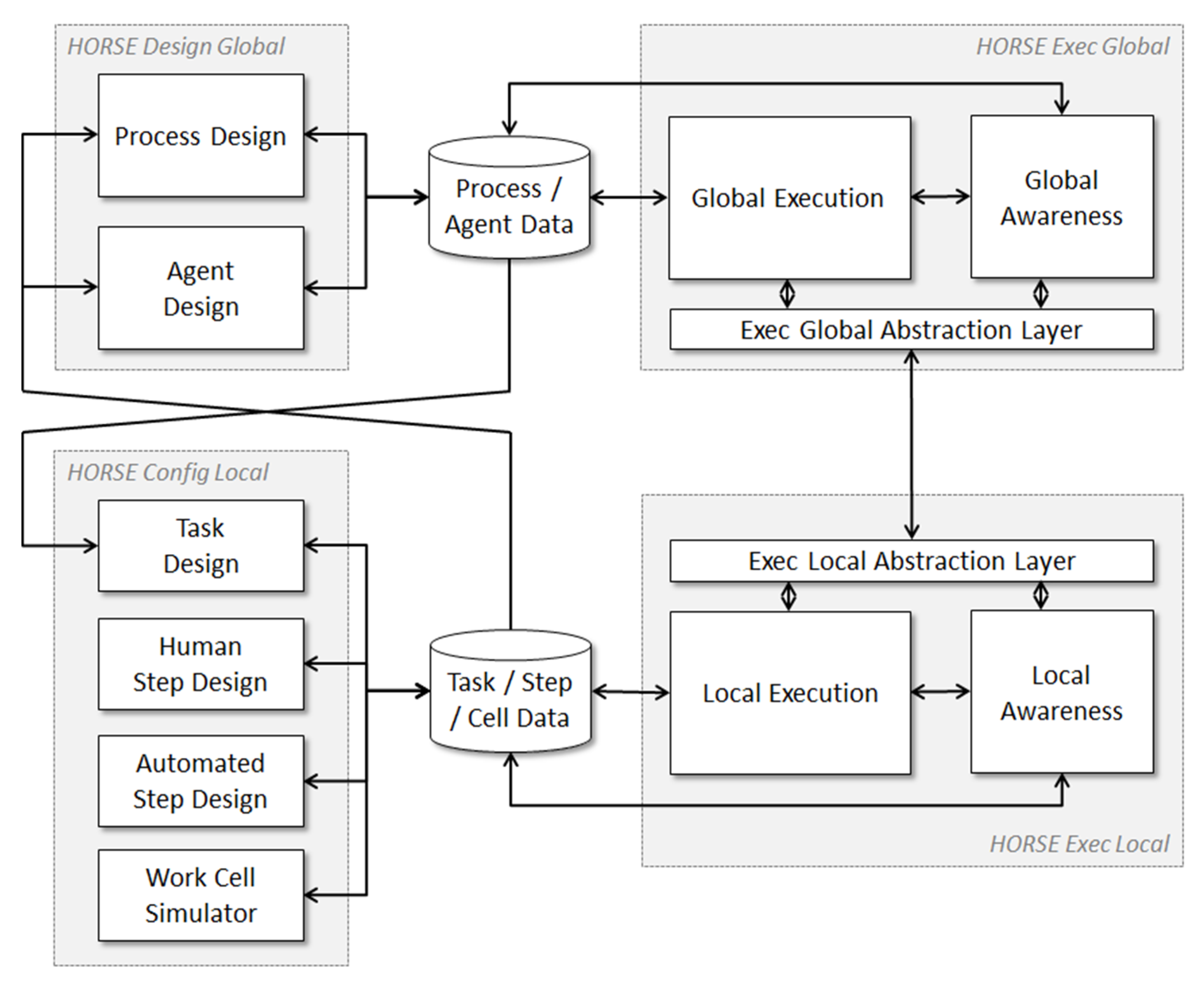
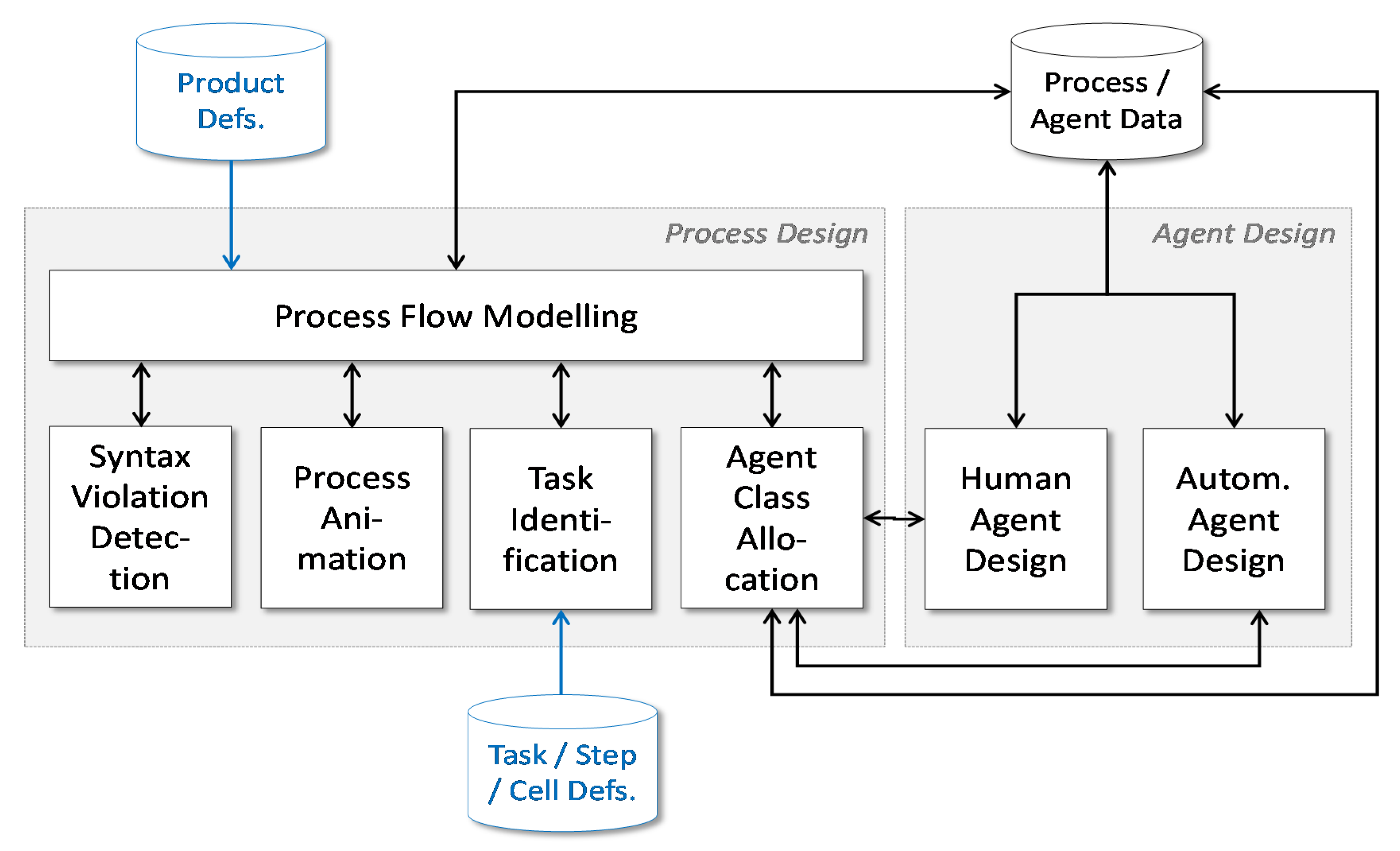
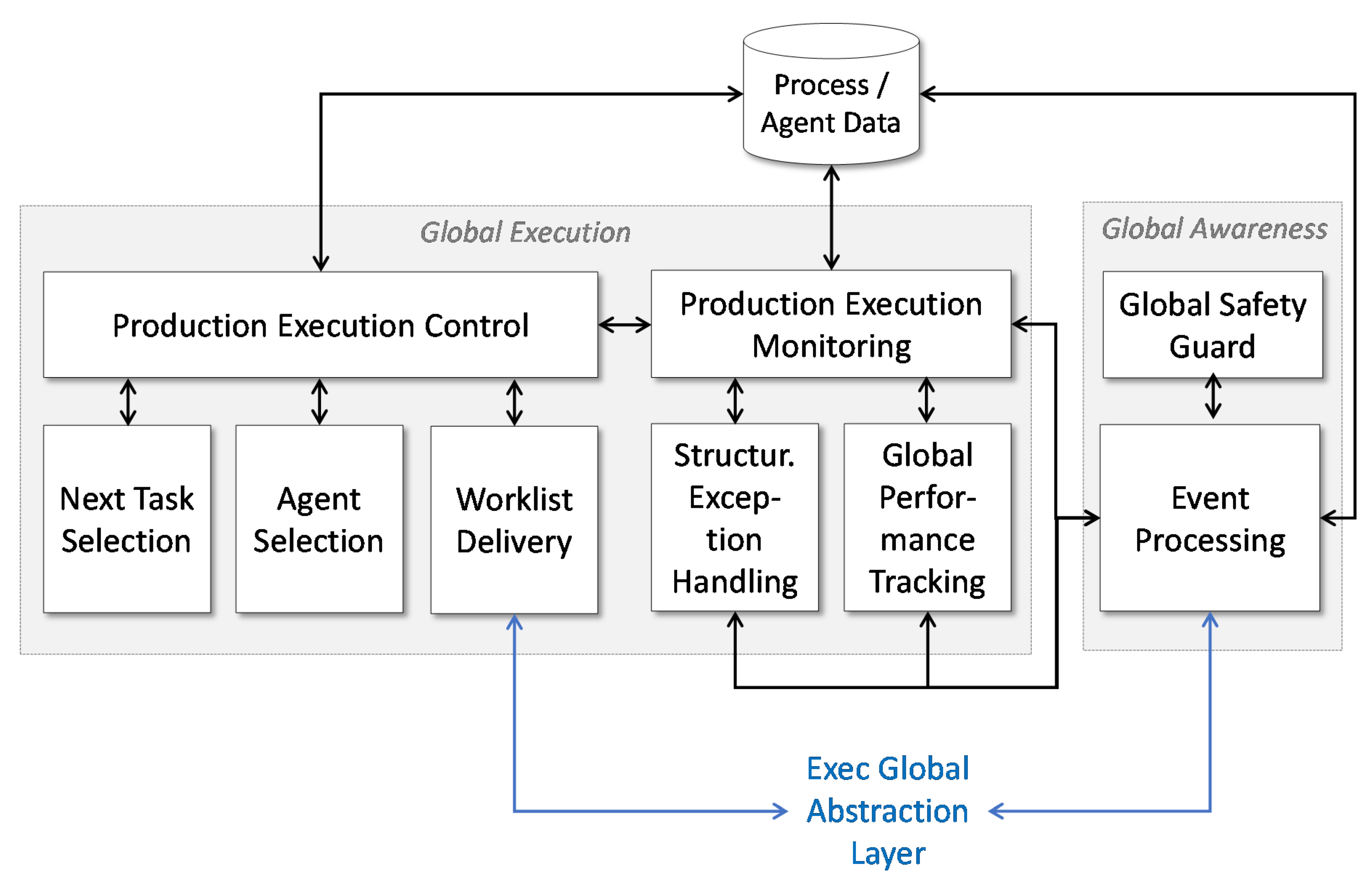
3.2. The HORSE System Architecture
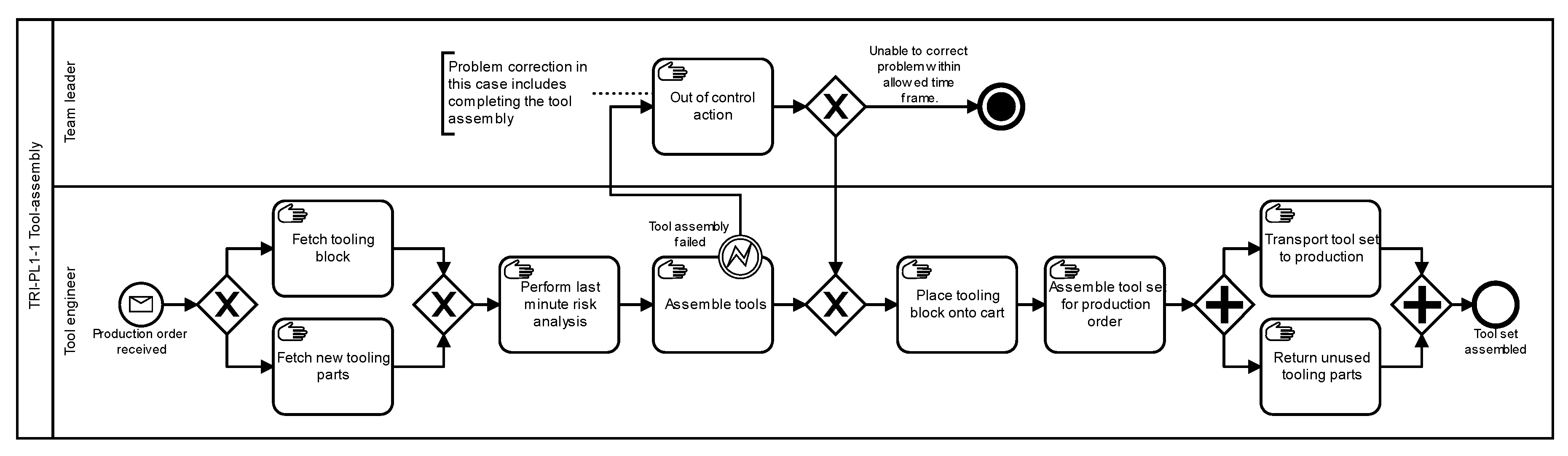
3.3. Practical Demonstration
- High configurability to produce customer specific products;
- High manufacturing flexibility to produce small batches, according to customer expectations;
- Quick response to ensure short delivery times.
- A general lack of timely information regarding the execution of activities and the utilisation of resources;
- Heavy physical burden on employees who perform manufacturing operations;
- Difficulty to retain or replace highly skilled employees.
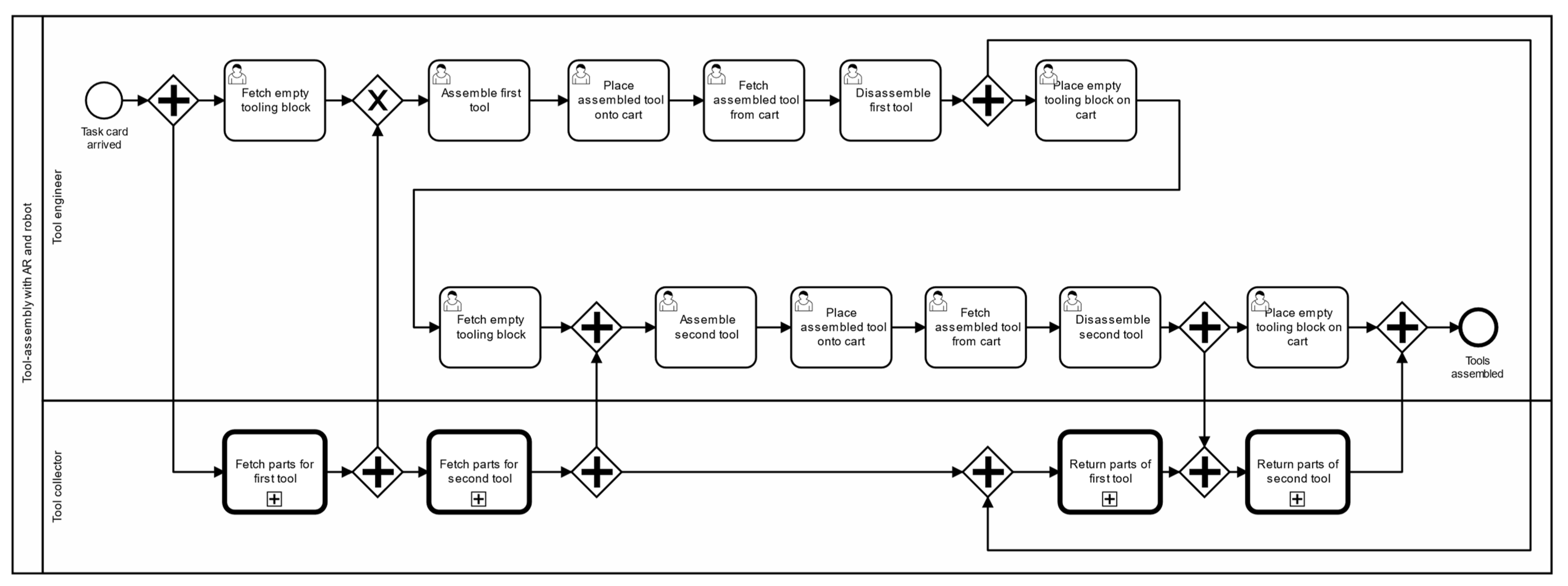
- The task ‘assemble tools’ will be supported by augmented reality, guiding the operator through the steps of assembling a tool;
- The task ‘fetch tooling parts’ will be performed by a mobile robot, allowing the human worker to focus on the assembly task;
- Introduction of process management technology to orchestrate the activities of the human and robot.
3.4. Evaluation
- Two experienced tooling engineers;
- Two intermediate tooling engineers (fully trained but not yet experienced);
- Thirteen inexperienced operators;
- Thirteen supervisors.
4. Discussion
- Modelling of manufacturing processes by using a standardised business process modelling notation;
- Enacting manufacturing processes populated by humans, robots, other smart devices, and conventional machines;
- Selection and assignment of agents for tasks, based on task requirements, agent capabilities, agent availability, and process status;
- Monitoring of process status and performance based on information provided by all agents.
- Cross-functional process integration across business management and manufacturing operations;
- Vertical integration from business processes to individual human and automated agents;
- Improved process flexibility from run-time allocation of agents to tasks based on task requirements, agent capabilities and process status information.
- Variability in a process represents a technological challenge, but it also complicates the implementation. For example, augmented reality software must be loaded with the visual information to generate the images;
- Surprisingly, the digital delivery of information represented a revolution for some factory personnel, regardless of the other benefits of smart manufacturing;
- BPMN, as the modelling notation, can be unintuitive for factory personnel. The notation does not have specific symbols for common manufacturing concepts, such as queues and staging.
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Grefen, P. Beyond E-Business: Towards Networked Structures, 1st ed.; Routledge: Abingdon, UK; New York, NY, USA, 2015. [Google Scholar]
- Chryssolouris, E.L.K.E. Manufacturing Systems: Theory and Practice, 2nd ed.; Springer: New York, NY, USA, 2006. [Google Scholar]
- Suh, N.P.; Cochran, D.S.; Lima, P.C. Manufacturing System Design. CIRP Ann. 1998, 47, 627–639. [Google Scholar] [CrossRef]
- Koren, Y.; Heisel, U.; Jovane, F.; Moriwaki, T.; Pritschow, G.; Ulsoy, G.; Van Brussel, H. Reconfigurable Manufacturing Systems. Ann. Manuf. Technol. 1999, 48, 527–540. [Google Scholar] [CrossRef]
- Koren, Y.; Shpitalni, M. Design of reconfigurable manufacturing systems. J. Manuf. Syst. 2010, 29, 130–141. [Google Scholar] [CrossRef]
- Landers, R.G.; Min, B.-K.; Koren, Y. Reconfigurable Machine Tools. CIRP Annals—Manuf. Technol. 2001, 50, 269–274. [Google Scholar] [CrossRef]
- Kroes, P.; Light, A.; Moore, S.A.; Vermaas, P.E. Towards an Integrated Philosophical Understanding. In Philosophy and Design: From Engineering to Architecture; Springer: Dordrecht, The Netherlands, 2009; pp. 1–17. [Google Scholar]
- Khan, A.; Turowski, K. A Perspective on Industry 4.0: From Challenges to Opportunities in Production Systems. In Proceedings of the International Conference on Internet of Things and Big Data, Rome, Italy, 23–25 April 2016; pp. 441–448. [Google Scholar] [CrossRef]
- ElMaraghy, H.A. Flexible and reconfigurable manufacturing systems paradigms. Int. J. Flex. Manuf. Syst. 2005, 17, 261–276. [Google Scholar] [CrossRef]
- Wang, Y.; Ma, H.-S.; Yang, J.-H.; Wang, K.-S. Industry 4.0: A way from mass customization to mass personalization production. Adv. Manuf. 2017, 5, 311–320. [Google Scholar] [CrossRef]
- Gerwin, D. An Agenda For Research on the Flexibility of Manufacturing Processes. Int. J. Oper. Prod. Manag. 1987, 7, 38–49. [Google Scholar] [CrossRef]
- Mishra, R.; Pundir, A.K.; Ganapathy, L. Manufacturing Flexibility Research: A Review of Literature and Agenda for Future Research. Glob. J. Flex. Syst. Manag. 2014, 15, 101–112. [Google Scholar] [CrossRef]
- ul Haque, M.Z.; Ahmed, A.; ul Haq, I. Reconfigurable manufacturing systems; an approach to increase the productivity of manufacturing systems. In Proceedings of the International Conference on Robotics and Automation in Industry (ICRAI), Rawalpindi, Pakistan, 21–22 October 2019; pp. 1–6. [Google Scholar] [CrossRef]
- Sawhney, R. Interplay between uncertainty and flexibility across the value-chain: Towards a transformation model of manufacturing flexibility. J. Oper. Manag. 2006, 24, 476–493. [Google Scholar] [CrossRef]
- Pérez, M.P.; Bedia, S.A.M.; Fernández, L.M.C. A review of manufacturing flexibility: Systematising the concept. Int. J. Prod. Res. 2016, 54, 3133–3148. [Google Scholar] [CrossRef]
- Panetto, H.; Molina, A. Enterprise integration and interoperability in manufacturing systems: Trends and issues. Comput. Ind. 2008, 59, 641–646. [Google Scholar] [CrossRef]
- Weyer, S.; Schmitt, M.; Ohmer, M.; Gorecky, D. Towards Industry 4.0—Standardization as the crucial challenge for highly modular, multi-vendor production systems. IFAC-PapersOnLine 2015, 48, 579–584. [Google Scholar] [CrossRef]
- Qin, J.; Liu, Y.; Grosvenor, R. A Categorical Framework of Manufacturing for Industry 4.0 and Beyond. Procedia CIRP 2016, 52, 173–178. [Google Scholar] [CrossRef]
- Malte, B.; Florian, H.; Andreas, E.; Steven, N. Cross-Functional Integration of R&D, Marketing, and Manufacturing in Radical and Incremental Product Innovations and Its Effects on Project Effectiveness and Efficiency. J. Prod. Innov. Manag. 2011, 28, 251–269. [Google Scholar] [CrossRef]
- Kim, C.-H.; Weston, R.H.; Hodgson, A.; Lee, K.-H. The complementary use of IDEF and UML modelling approaches. Comput. Ind. 2003, 50, 35–56. [Google Scholar] [CrossRef]
- Qu, T.; Lei, S.P.; Wang, Z.Z.; Nie, D.X.; Chen, X.; Huang, G.Q. IoT-based real-time production logistics synchronization system under smart cloud manufacturing. Int. J. Adv. Manuf. Technol. 2016, 84, 147–164. [Google Scholar] [CrossRef]
- Kowalkiewicz, M.; Lu, R.; Bäuerle, S.; Krümpelmann, M.; Lippe, S. Weak Dependencies in Business Process Models. In Proceedings of the 11th International Conference on Business Information Systems, Innsbruck, Austria, 5–7 May 2008; Springer: Berlin/Heidelberg, Germany, 2008; Volume 7, pp. 177–188. [Google Scholar] [CrossRef]
- García-Domínguez, A.; Marcos-Bárcena, M.; Medina, I.V. A comparison of BPMN 2.0 with other notations for manufacturing processes. AIP Conf. Proc. 2012, 1431, 593–600. [Google Scholar] [CrossRef]
- Lindley, J.T.; Topping, S.; Lindley, L.T. The hidden financial costs of ERP software. Manag. Financ. 2008, 34, 78–90. [Google Scholar] [CrossRef]
- Tenhiälä, A.; Helkiö, P. Performance effects of using an ERP system for manufacturing planning and control under dynamic market requirements. J. Oper. Manag. 2015, 36, 147–164. [Google Scholar] [CrossRef]
- Heyer, C. Human-robot interaction and future industrial robotics applications. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Taipei, Taiwan, 18–20 October 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 4749–4754. [Google Scholar] [CrossRef]
- Longo, F.; Nicoletti, L.; Padovano, A. Smart operators in industry 4.0: A human-centered approach to enhance operators capabilities and competencies within the new smart factory context. Comput. Ind. Eng. 2017, 113, 144–159. [Google Scholar] [CrossRef]
- Rus, D.; Butler, Z.; Kotay, K.; Vona, M. Self-reconfiguring Robots. Commun. ACM 2002, 45, 39–45. [Google Scholar] [CrossRef]
- Newman, S.T.; Nassehi, A.; Xu, X.W.; Rosso, R.S.U., Jr.; Wang, L.; Yusof, Y.; Ali, L.; Liu, R.; Zheng, L.Y.; Kumar, S. Strategic advantages of interoperability for global manufacturing using CNC technology. Robot. Comput. Integr. Manuf. 2008, 24, 699–708. [Google Scholar] [CrossRef]
- Bruyninckx, H. Open robot control software: The OROCOS project. In Proceedings of the IEEE International Conference on Robotics and Automation, Seoul, South Korea, 21–26 May 2001; IEEE: Piscataway, NJ, USA, 2001; Volume 3, pp. 2523–2528. [Google Scholar] [CrossRef]
- Lee, J. Smart Factory Systems. Inform. Spektrum 2015, 38, 230–235. [Google Scholar] [CrossRef]
- Lu, Y.; Morris, K.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2016. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef]
- Kamble, S.S.; Gunasekaran, A.; Gawankar, S.A. Sustainable Industry 4.0 framework: A systematic literature review identifying the current trends and future perspectives. Process Saf. Environ. Prot. 2018, 117, 408–425. [Google Scholar] [CrossRef]
- Carvalho, N.; Chaim, O.; Cazarini, E.; Gerolamo, M. Manufacturing in the fourth industrial revolution: A positive prospect in Sustainable Manufacturing. Procedia Manuf. 2018, 21, 671–678. [Google Scholar] [CrossRef]
- Pereira, A.C.; Romero, F. A review of the meanings and the implications of the Industry 4.0 concept. Procedia Manuf. 2017, 13, 1206–1214. [Google Scholar] [CrossRef]
- Douaioui, K.; Fri, M.; Mabroukki, C.; Semma, E.A. The interaction between industry 4.0 and smart logistics: Concepts and perspectives. In Proceedings of the 2018 International Colloquium on Logistics and Supply Chain Management, Tangier, Morocco, 12–14 June 2018; IEEE: Piscataway, NJ, USA, 2001; pp. 128–132. [Google Scholar] [CrossRef]
- Dumas, M.; La Rosa, M.; Mendling, J.; Reijers, H.A. Fundamentals of Business Process Management, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- van der Aalst, W.; van Hee, K.M. Workflow Management: Models, Methods and Systems, 1st ed.; Cooperative Information Systems; MIT Press: Cambridge, MA, USA, 2004; ISBN 978-0-262-72046-5. [Google Scholar]
- Brahe, S. BPM on Top of SOA: Experiences from the Financial Industry. In Business Process Management: 5th International Conference; Alonso, G., Dadam, P., Rosemann, M., Eds.; Lecture Notes in Computer Science; Springer: Berlin, Heidelberg, Germany, 2007; Volume 4714, pp. 96–111. ISBN 978-3-540-75183-0. [Google Scholar]
- Weerdt, J.D.; Schupp, A.; Vanderloock, A.; Baesens, B. Process Mining for the multi-faceted analysis of business processes—A case study in a financial services organization. Comput. Ind. 2013, 64, 57–67. [Google Scholar] [CrossRef]
- Grefen, P.; Mehandjiev, N.; Kouvas, G.; Weichhart, G.; Eshuis, R. Dynamic business network process management in instant virtual enterprises. Comput. Ind. 2009, 60, 86–103. [Google Scholar] [CrossRef]
- Baumgraß, A.; Dijkman, R.; Grefen, P.; Pourmirza, S.; Völzer, H.; Weske, M. A Software Architecture for Transportation Planning and Monitoring in a Collaborative Network. In Risks and Resilience of Collaborative Networks: 16th IFIP WG 5.5 Working Conference on Virtual Enterprises; Camarinha-Matos, L.M., Bénaben, F., Picard, W., Eds.; Springer: Cham, Switzerland, 2015; Volume 463, pp. 277–284. ISBN 978-3-319-24141-8. [Google Scholar]
- Braun, R.; Schlieter, H.; Burwitz, M.; Esswein, W. BPMN4CP: Design and implementation of a BPMN extension for clinical pathways. In Proceedings of the 2014 IEEE International Conference on Bioinformatics and Biomedicine (BIBM), Belfast, UK, 2–5 November 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 9–16. [Google Scholar] [CrossRef]
- Reichert, M. What BPM Technology Can Do for Healthcare Process Support. In Proceedings of the Artificial Intelligence in Medicine: 13th Conference on Artificial Intelligence in Medicine, Bled, Slovenia, 2–6 July 2011; Peleg, M., Lavrač, N., Combi, C., Eds.; Springer: Berlin/Heidelberg, Germany, 2011; Volume 6747, pp. 2–13, ISBN 978-3-642-22218-4. [Google Scholar]
- Reijers, H.A.; Russell, N.; van der Geer, S.; Krekels, G.A.M. Workflow for Healthcare: A Methodology for Realizing Flexible Medical Treatment Processes. In Proceedings of the Business Process Management Workshops; Rinderle-Ma, S., Sadiq, S., Leymann, F., Eds.; Springer: Berlin/Heidelberg, Germany, 2010; pp. 593–604. [Google Scholar]
- Shitkova, M.; Taratukhin, V.; Becker, J. Towards a Methodology and a Tool for Modeling Clinical Pathways. Procedia Comput. Sci. 2015, 63, 205–212. [Google Scholar] [CrossRef]
- Van Gorp, P.; Vanderfeesten, I.; Dalinghaus, W.; Mengerink, J.; van der Sanden, B.; Kubben, P. Towards Generic MDE Support for Extracting Purpose-Specific Healthcare Models from Annotated, Unstructured Texts. In Foundations of Health Information Engineering and Systems: Second International Symposium; Weber, J., Perseil, I., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 7789, pp. 213–221. [Google Scholar]
- Grefen, P.; Brouns, N.; Ludwig, H.; Serral, E. Co-location Specification for IoT-Aware Collaborative Business Processes. In Information Systems Engineering in Responsible Information Systems; Springer: Cham, Switzerland, 2019; pp. 120–132. [Google Scholar]
- Flechsig, C.; Lohmer, J.; Lasch, R. Realizing the Full Potential of Robotic Process Automation Through a Combination with BPM. In Proceedings of the Logistics Management; Bierwirth, C., Kirschstein, T., Sackmann, D., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 104–119. [Google Scholar]
- Peinl, R.; Perak, O. BPMN and DMN for Easy Customizing of Manufacturing Execution Systems. In Business Process Management Workshops; Springer: Cham, Switzerland, 2019; pp. 441–452. [Google Scholar] [CrossRef]
- van der Aalst, W.M.P. Business Process Management: A Comprehensive Survey. ISRN Softw. Eng. 2013, 2013, 37. [Google Scholar] [CrossRef]
- Krumeich, J.; Weis, B.; Werth, D.; Loos, P. Event-Driven Business Process Management: Where are we now?: A comprehensive synthesis and analysis of literature. Bus. Process Manag. J. 2014, 20, 615–633. [Google Scholar] [CrossRef]
- von Ammon, R. Event-Driven Business Process Management. In Encyclopedia of Database Systems, 1st ed.; Liu, L., Özsu, M.T., Eds.; Springer: Boston, MA, USA, 2009; pp. 1068–1071. [Google Scholar]
- Hepp, M.; Leymann, F.; Domingue, J.; Wahler, A.; Fensel, D. Semantic business process management: A vision towards using semantic Web services for business process management. In Proceedings of the IEEE International Conference on E-Business Engineering, Beijing, China, 18–21 October 2005; IEEE: Piscataway, NJ, USA, 2005; pp. 535–540. [Google Scholar] [CrossRef]
- Mankins, J.C. Technology readiness assessments: A retrospective. Acta Astronaut. 2009, 65, 1216–1223. [Google Scholar] [CrossRef]
- Olechowski, A.; Eppinger, S.D.; Joglekar, N. Technology readiness levels at 40: A study of state-of-the-art use, challenges, and opportunities. In Proceedings of the Portland International Conference on Management of Engineering and Technology (PICMET), Portland, OR, USA, 2–6 August 2015; IEEE: Piscataway, NJ, USA, 2015; pp. 2084–2094. [Google Scholar] [CrossRef]
- Vanderfeesten, I.; Erasmus, J.; Grefen, P. The HORSE Project: IoT and Cloud Solutions for Dynamic Manufacturing Processes. In Proceedings of the 5th European Conference on Service-Oriented and Cloud Computing, Vienna, Austria, 5–7 September 2016; Lazovik, A., Schulte, S., Eds.; Springer: Berlin/Heidelberg, Germany, 2016; Volume 9846, pp. 303–304. [Google Scholar]
- Prades, L.; Romero, F.; Estruch, A.; García-Dominguez, A.; Serrano, J. Defining a Methodology to Design and Implement Business Process Models in BPMN According to the Standard ANSI/ISA-95 in a Manufacturing Enterprise. Procedia Eng. 2013, 63 (Suppl. C), 115–122. [Google Scholar] [CrossRef][Green Version]
- Gerber, T.; Theorin, A.; Johnsson, C. Towards a Seamless Integration Between Process Modeling Descriptions at Business and Production Levels: Work in Progress. J. Intell. Manuf. 2014, 25, 1089–1099. [Google Scholar] [CrossRef]
- Kannengiesser, U.; Müller, H. Towards Agent-Based Smart Factories: A Subject-Oriented Modeling Approach. In Proceedings of the 2013 IEEE/WIC/ACM International Joint Conferences on Web Intelligence (WI) and Intelligent Agent Technologies (IAT), Atlanta, GA, USA, 17 –20 November 2013; IEEE: Piscataway, NJ, USA, 2013; Volume 3, pp. 83–86. [Google Scholar] [CrossRef]
- Neubauer, M.; Stary, C. (Eds.) S-BPM in the Production Industry, 1st ed.; Springer: Cham, Switzerland, 2017. [Google Scholar]
- Kannengiesser, U.; Neubauer, M.; Heininger, R. Subject-Oriented BPM as the Glue for Integrating Enterprise Processes in Smart Factories. In On the Move to Meaningful Internet Systems: OTM 2015 Workshops; Ciuciu, I., Panetto, H., Debruyne, C., Aubry, A., Bollen, P.R., Valencia-García Mishra, A., Fensel, A., Ferri, F., Eds.; Springer: Cham, Switzerland, 2015; Volume 9416, pp. 77–86. [Google Scholar]
- Gregor, S.; Hevner, A.R. Positioning and Presenting Design Science Research for Maximum Impact. Manag. Inf. Syst. Q. 2013, 37, 337–356. [Google Scholar] [CrossRef]
- Hevner, A.R.; March, S.T.; Park, J.; Ram, S. Design Science in Information Systems Research. Manag. Inf. Syst. Q. 2004, 28, 75–105. [Google Scholar] [CrossRef]
- Verschuren, P.; Doorewaard, H. Designing a Research Project, 2nd ed. revised; Eleven International Publishing: The Hague, The Netherlands, 2010. [Google Scholar]
- Davis, F.D. Perceived Usefulness, Perceived Ease of Use, and User Acceptance of Information Technology. Manag. Inf. Syst. Q. 1989, 13, 319–340. [Google Scholar] [CrossRef]
- Erasmus, J.; Vanderfeesten, I.; Traganos, K.; Grefen, P. The Case for Unified Process Management in Smart Manufacturing. In Proceedings of the EDOC 2018, Stockholm, Sweden, 16–19 October 2018; IEEE: Piscataway, NJ, USA, 2018; pp. 218–227. [Google Scholar] [CrossRef]
- Chen, D. Enterprise-control system integration—An international standard. Int. J. Prod. Res. 2005, 43, 4335–4357. [Google Scholar] [CrossRef]
- IEC. Enterprise-Control System Integration—Part 1: Models and Terminology, 2nd ed.; The International Electrotechnical Commission (IEC): Geneva, Switzerland, 2013; Volume 1. [Google Scholar]
- Grefen, P.; Vanderfeesten, I.; Boultadakis, G. Developing a Cyber-Physical System for Hybrid Manufacturing in an Internet-of-Things Context. In Protocols and Applications for the Industrial Internet of Things; González García, C., García-Díaz, V., García-Bustelo, B.C.P., Lovelle, J.M.C., Eds.; IGI Global: Hershey, PA, USA, 2018. [Google Scholar]
- Erasmus, J.; Grefen, P.; Vanderfeesten, I.; Traganos, K. Smart Hybrid Manufacturing Control Using Cloud Computing and the Internet-of-Things. Machines 2018, 6, 62. [Google Scholar] [CrossRef]
- Grefen, P.; Vanderfeesten, I.; Boultadakis, G. Supporting Hybrid Manufacturing: Bringing Process and Human/Robot Control to the Cloud (Short Paper). In Proceedings of the 5th IEEE International Conference on Cloud Networking (Cloudnet), Pisa, Italy, 3–5 October 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 200–203. [Google Scholar] [CrossRef]
- Grefen, P.; Vanderfeesten, I.; Boultadakis, G. Architecture Design of the HORSE Hybrid Manufacturing Process Control System; Design Report; Technische Universiteit Eindhoven: Eindhoven, The Netherlands, 2016; Available online: https://research.tue.nl/en/publications/architecture-design-of-the-horse-hybrid-manufacturing-process-con (accessed on 28 June 2019).
- Grefen, P.; Vanderfeesten, I.; Boultadakis, G. D2.2a—HORSE Complete System Design—Public Version. Project deliverable HORSE-D2.2a; HORSE Consortium: Brussels, Belgium, 2017; Available online: http://www.horse-project.eu/Publications (accessed on 12 June 2019).
- Vanderfeesten, I.; Erasmus, J.; Traganos, K.; Bouklis, P.; Garbi, A.; Boultadakis, G.; Dijkman, R.M.; Grefen, P.W.P.J. Developing process execution support for high tech manufacturing processes. In Empirical Studies on the Development of Executable Business Processes, 1st ed.; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Object Management Group. Business Process Model and Notation (BPMN), 2.0.2.; Object Management Group, Inc.: Needham, MA, USA, 2014. [Google Scholar]
- Erasmus, J.; Vanderfeesten, I.; Traganos, K.; Jie-A-Looi, X.; Kleingeld, A.; Grefen, P. A method to enable ability-based human resource allocation in business process management systems. In Proceedings of the PoEM 2018, Vienna, Austria, 31 October–2 November 2018; Springer: Cham, Switzerland, 2018; Volume 335, pp. 37–52. [Google Scholar] [CrossRef]
- Macris, A.; Papadimitriou, E.; Vassilacopoulos, G. An ontology-based competency model for workflow activity assignment policies. J. Knowl. Manag. 2008, 12, 72–88. [Google Scholar] [CrossRef]
- Mejía, G.; Montoya, C. Applications of resource assignment and scheduling with Petri Nets and heuristic search. Ann. Oper. Res. 2010, 181, 795–812. [Google Scholar] [CrossRef]
- Shen, M.; Tzeng, G.H.; Liu, D.-R. Multi-criteria task assignment in workflow management systems. In Proceedings of the 36th Annual Hawaii International Conference on System Sciences, Big Island, HI, USA, 6–9 January 2003; IEEE: Piscataway, NJ, USA, 2003; p. 9. [Google Scholar] [CrossRef]
- Pinilla, L.S.; Rodríguez, R.L.; Gandarias, N.T.; López de Lacalle, L.N.; Farokhad, M.R. TRLs 5–7 Advanced Manufacturing Centres, Practical Model to Boost Technology Transfer in Manufacturing. Sustainability 2019, 11, 4890. [Google Scholar] [CrossRef]
- Witsch, M.; Vogel-Heuser, B. Towards a Formal Specification Framework for Manufacturing Execution Systems. IEEE Trans. Ind. Inform. 2012, 8, 311–320. [Google Scholar] [CrossRef]
- Zor, S.; Schumm, D.; Leymann, F. A Proposal of BPMN Extensions for the Manufacturing Domain. In Proceedings of the 44th CIRP International Conference on Manufacturing Systems, Madison, MI, USA, 31 May–3 June 2011; CIRP: Madison, MI, USA, 2011. [Google Scholar]
- Zhang, L.; Luo, Y.; Tao, F.; Hu, B.L.; Ren, L.; Zhang, X.; Guo, H.; Cheng, Y.; Hu, A.; Liu, Y. Cloud manufacturing: A new manufacturing paradigm. Enterp. Inf. Syst. 2014, 8, 167–187. [Google Scholar] [CrossRef]
- Kang, H.S.; Lee, Y.J.; Choi, S.S.; Kim, H.; Park, J.H.; Son, Y.J.; Son, J.Y.; Kim, B.H.; Noh, S.D. Smart manufacturing: Past research, present findings, and future directions. Int. J. Pr. Eng. Manuf. Green Technol. 2016, 3, 111–128. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nr | Traditional Manufacturing System | Smart Manufacturing System |
|---|---|---|
| 1 | Limited and Predetermined Resources. To build a fixed line for mass production of a special product type, the needed resources are carefully calculated, tailored, and configured to minimize resource redundancy. | Diverse Resources. To produce multiple types of small-lot products, more resources of different types should be able to coexist in the system. |
| 2 | Fixed Routing. The production line is fixed unless manually reconfigured by people with system power down. | Dynamic Routing. When switching between different types of products, the needed resources and the route to link these resources should be reconfigured automatically and on-line. |
| 3 | Shop Floor Control Network. The field buses may be used to connect the controller with its slave stations. But communication among machines is not necessary. | Comprehensive Connections. The machines, products, information systems, and people are connected and interact with each other through the high-speed network infrastructure. |
| 4 | Separated Layer. The field devices are separated from the upper information systems. | Deep Convergence. The smart factory operates in a networked environment where the wireless network and the cloud integrate all the physical artefacts and information systems to form the IoT and services. |
| 5 | Independent Control. Every machine is pre-programmed to perform the assigned functions. Any malfunction of single device will break the full line. | Self-Organization. The control function distributes to multiple entities. These smart entities negotiate with each other to organize themselves to cope with system dynamics. |
| 6 | Isolated Information. The machine may record its own process information. But this information is seldom used by others. | Big Data. The smart artefacts can produce massive data, the high bandwidth network can transfer them, and the cloud can process the big data. |
| Problem | Solution |
| Process management in manufacturing is fragmented, with different techniques applied to different parts of the enterprise. | BPM is often deployed to improve enterprise integration [52]. |
| Smart technologies are under-utilized, because the rigid process design and management does not encourage rapid reconfiguration and reassignment of resources. | BPM is often used for dynamic processes [53,54]. |
| The number of hardware and software systems continue to increase, based on different control regimes from different vendors. These systems are difficult to integrate and utilise together in the same process. | BPM can orchestrate the activities of different resources, because it is technology agnostic [55]. |
| Factory | Scenario Summary | Changes in Horse Project | Benefit of BPMS |
|---|---|---|---|
| Thomas Regout International (TRI) | Assembly of production tools with many thousands of variances. | Process split between transport and assembly tasks. | Assignment and orchestration of human and mobile robot. |
| Robert Bosch Fábrica de Castellet | Inspection and packaging of variable automotive parts. | Introduce robot to pick part, hold for inspection and place in variable packaging. Camera for inspection. | Orchestrate the actions of the robot and camera, to enable collaborative quality inspection. |
| Odlewnie Polskie SA, Starachowiche, Poland (OPSA) | Cutting of small batches of heavy, variable parts. | Introduce a large industrial robot and teaching-by-demonstration technology. | Orchestrate transport, handling and cutting tasks. |
| FLUPOL | Coating of small batch variable parts. | Fenceless collaboration between human and robot. Teaching-by-demonstration for new parts. | Seamless transition between teaching and production process modes. Assignment of collaborative tasks. |
| Enikon Aerospace | Current automation can only grind 75% of the surface area, resulting in poor process throughput. | Introduce collaborative robots for grinding tasks. Automated quality inspection with a linear scanner. | Orchestration of multiple robots, humans and quality inspection agents. |
| Ghepi Srl | Manual magnet insertion and quality control dictated by a 45 s cycle time of a moulding press. | Add a collaborative robot to perform some tasks, based on the operator stress level monitored by a heart rate sensor. | Agent selection based on stress level. The robot is slower than the human, but worker health is prioritised. |
| Tetra Industriservice Group | Production of custom-design, lot-size one metal components made of bent steel pipes. | Introduce a flexible cell based on an industrial robot and standard machines. | Data gained from RFID tags on the product enables detailed process tracking and adjustment. |
| Tintas Robbialac SA | Manual extraction and transport of material from barrels. | Robot introduced to carry the materials, measure the required quantity, and transport the material through the warehouse. | Orchestration of transport and picking tasks. |
| Ophardt Belgien | Repetitive manual pick and inspection activities performed by two operators. | Introduction of two robots, a machine vision camera and a conveyor belt. | Process orchestration, including compensation in case of process failure or product defect. |
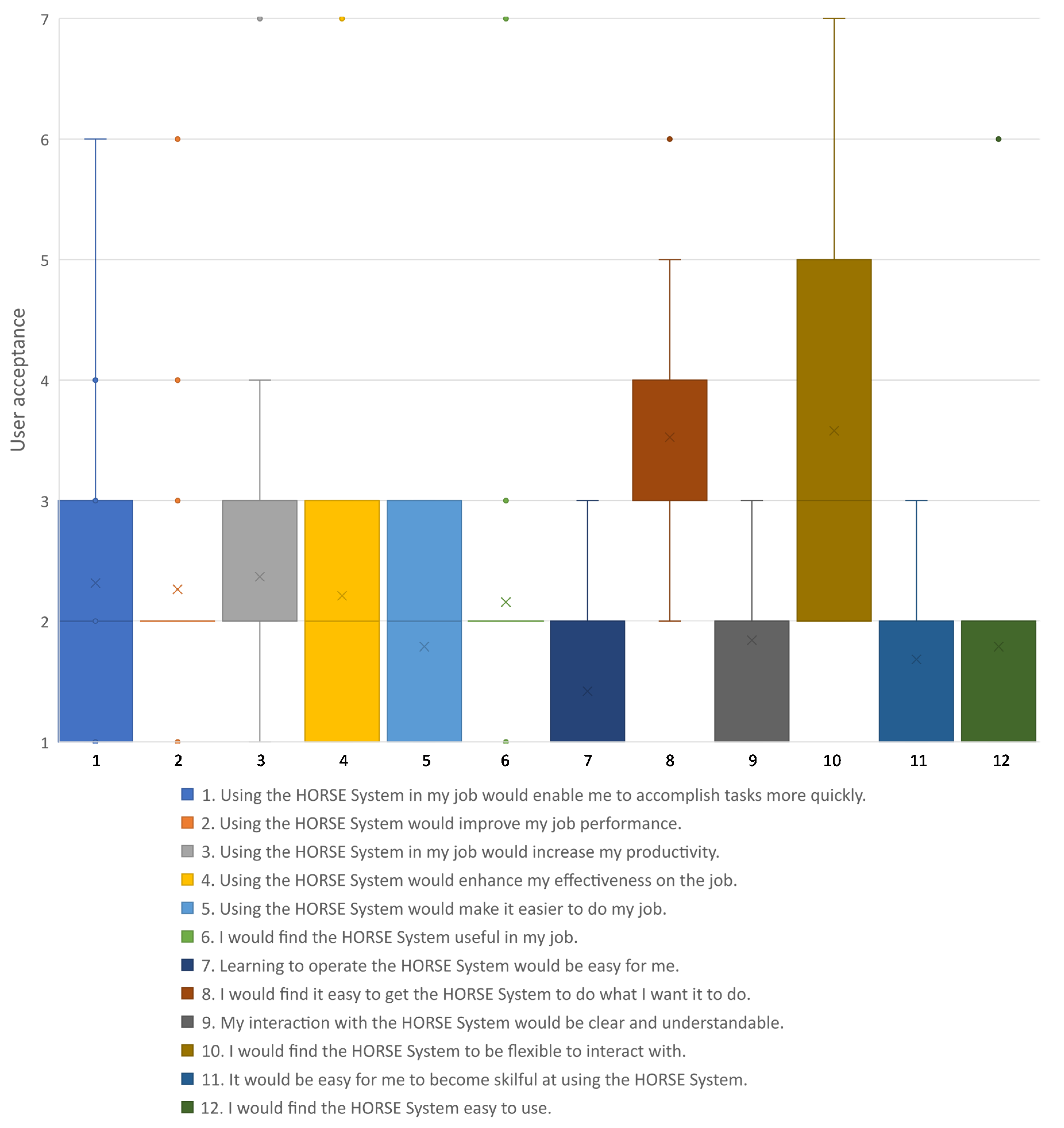
| Nr | Statement | Average Rating |
|---|---|---|
| 1 | Using the system in my job would enable me to accomplish tasks more quickly. | 2.32 |
| 2 | Using the system would improve my job performance. | 2.26 |
| 3 | Using the system in my job would increase my productivity. | 2.37 |
| 4 | Using the system would enhance my effectiveness on the job. | 2.21 |
| 5 | Using the system would make it easier to do my job. | 1.79 |
| 6 | I would find the system useful in my job. | 2.16 |
| 7 | Learning to operate the system would be easy for me. | 1.42 |
| 8 | I would find it easy to get the system to do what I want it to do. | 3.53 |
| 9 | My interaction with the system would be clear and understandable. | 1.84 |
| 10 | I would find the system to be flexible to interact with. | 3.58 |
| 11 | It would be easy for me to become skilful at using the system. | 1.68 |
| 12 | I would find the system easy to use. | 1.79 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Erasmus, J.; Vanderfeesten, I.; Traganos, K.; Keulen, R.; Grefen, P. The HORSE Project: The Application of Business Process Management for Flexibility in Smart Manufacturing. Appl. Sci. 2020, 10, 4145. https://doi.org/10.3390/app10124145
Erasmus J, Vanderfeesten I, Traganos K, Keulen R, Grefen P. The HORSE Project: The Application of Business Process Management for Flexibility in Smart Manufacturing. Applied Sciences. 2020; 10(12):4145. https://doi.org/10.3390/app10124145
Chicago/Turabian StyleErasmus, Jonnro, Irene Vanderfeesten, Konstantinos Traganos, Ruud Keulen, and Paul Grefen. 2020. "The HORSE Project: The Application of Business Process Management for Flexibility in Smart Manufacturing" Applied Sciences 10, no. 12: 4145. https://doi.org/10.3390/app10124145
APA StyleErasmus, J., Vanderfeesten, I., Traganos, K., Keulen, R., & Grefen, P. (2020). The HORSE Project: The Application of Business Process Management for Flexibility in Smart Manufacturing. Applied Sciences, 10(12), 4145. https://doi.org/10.3390/app10124145