1. Introduction
The industry for additive manufacturing (AM)/3D printing has grown rapidly in recent years, with increasing numbers of companies adopting various AM technologies for their production and with research in AM growing in output every year. However, researchers in the AM field rarely have the opportunity, as they do now, to truly and immediately contribute towards a topic that is genuinely affecting almost everyone in the world at this moment: the 2020 coronavirus virus disease (COVID-19) pandemic.
A novel strain of the coronavirus family, SARS-CoV-2, was detected in the city of Wuhan in China in December of 2019. This recent coronavirus strain causes the infectious disease COVID-19, which has since then spread all over the world, infecting over 6.6 million people as of the 5th of June 2020 and causing the death of over 390,000 people worldwide [
1]. Having been identified in 215 countries and areas, this disease resulted in the shutdown of most travel, global business, and recreational activities.
Amidst this, rising demands, panic buying, and disruption of established global supply chains have resulted in massive shortages in some countries of the personal protective equipment (PPE) that is essential for healthcare workers to protect themselves and their patients from the highly infectious virus. PPE includes gloves, medical masks, respirators, goggles, face shields, ear savers, etc., with supplies expected to take months to reach the healthcare professionals that are currently in desperate need of it. The World Health Organization (WHO) estimated that in order to meet the global demand for the current crisis, industries need to increase their current production levels by 40% [
2]. However, covering this increased demand is hindered by many factors, with most personnel either working from home or on leave, thereby creating a large gap between the demand and the supply due to the high ramp-up time of traditional manufacturing techniques.
This, incidentally, created an opportunity for the AM community to step up and try to fulfill local demands. Different movements popped up all over the world with university laboratories, companies, as well as individual hobbyists and makers answering the call to action to supply local hospitals, emergency departments, and those in need with the required PPE.
Similar to other European countries such as Belgium, Switzerland, Denmark, and Austria, in Germany, a coalition of enthusiastic makers called makervsvirus [
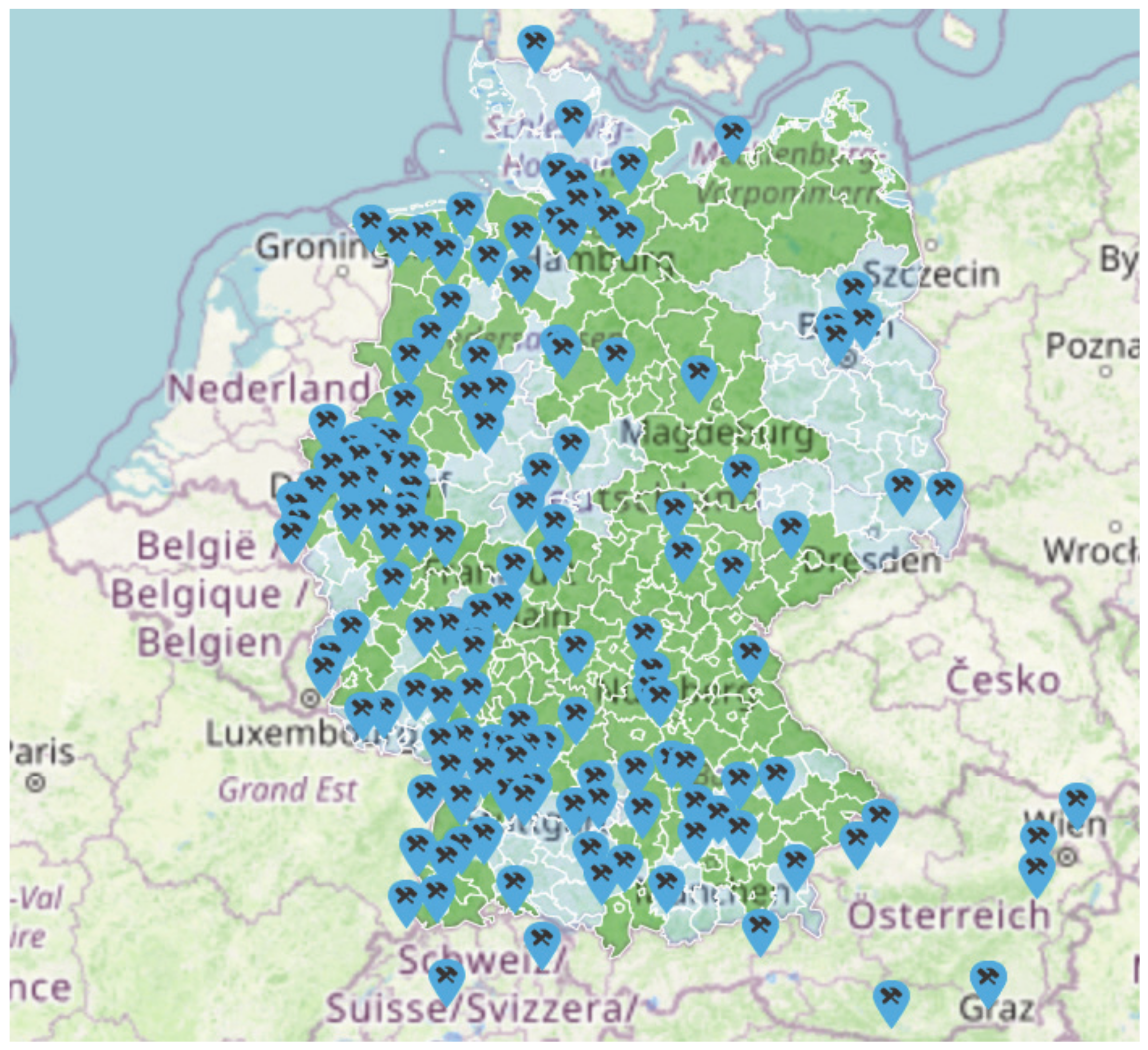
3] was set up as a response to the COVID-19 crisis in order to connect and establish a nationwide network of production hubs ensuring closed connectivity, communication, and mutual fulfilment of PPE demands whenever and wherever required. Anyone with access to maker equipment such as 3D printers, either privately or as part of an organization, was able to register as a potential maker and get involved in the movement to immediately start producing PPE as per the requirements given by the hub, see
Figure 1. All those in need of personal protection equipment could equally approach the makervsvirus community/hubs (as indicated by a blue symbol in the map below) by signing up on the website to place their request for equipment such as face shields or ear savers.
As a Karlsruhe Institute of Technology (KIT) research group in AM technologies working on the optimization of the fused filament fabrication (FFF) printing process [
4,
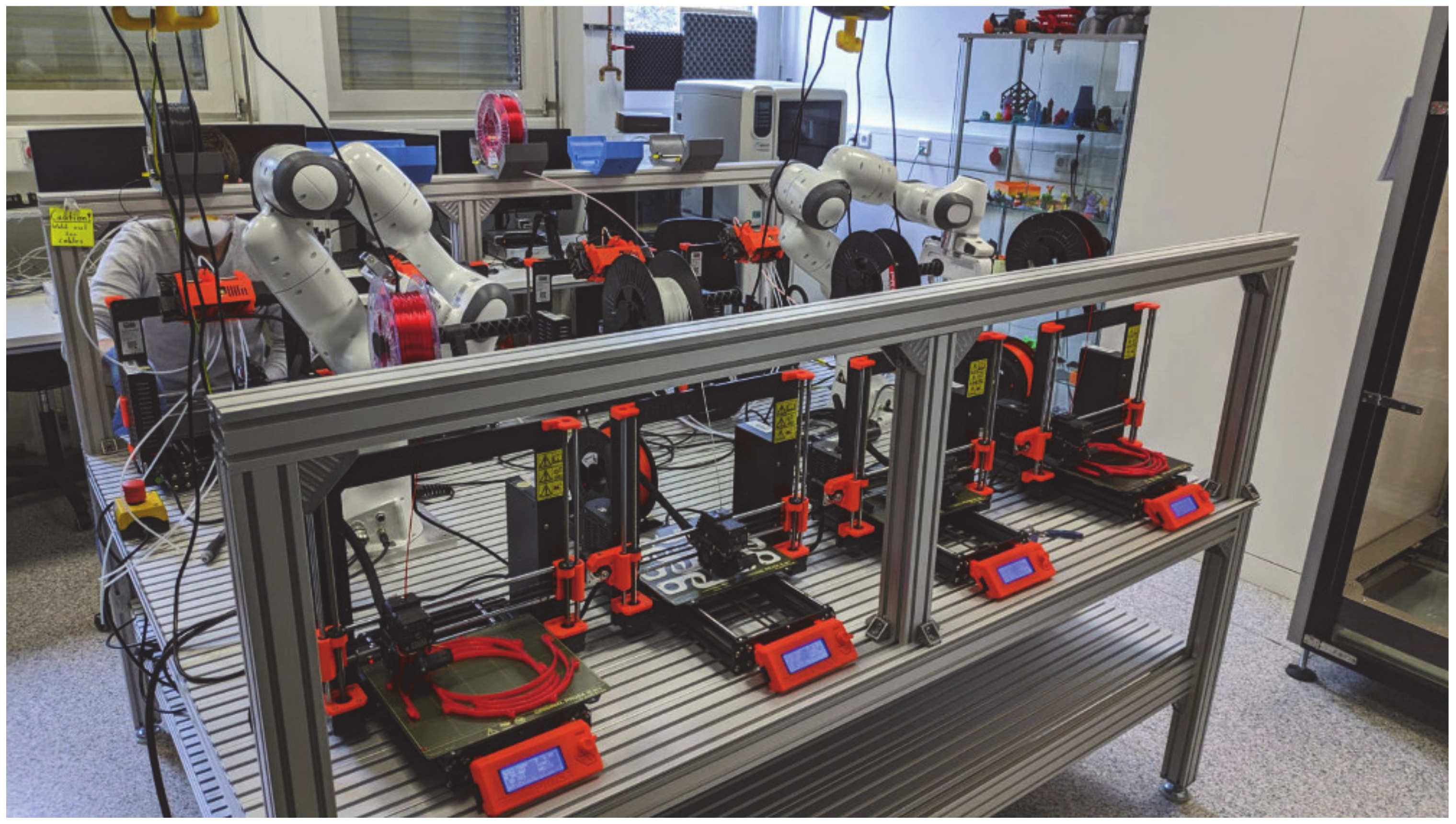
5], we made the decision to participate in this makersvsvirus movement, and our FFF lab that had been closed due to the COVID-19 crisis re-opened within 24 h with a total of 14 FFF-printers supporting the production of PPE, see
Figure 2. After a short ramp-up time required to test the different PPE models with the required process parameters, the lab was fully operational to run 24/7 for several weeks, producing the needed PPE in alternating shifts, thereby also minimizing the potential risk to our researchers who were working in the lab.
Most of the group members committed all of their available working hours to the makersvsvirus project. The intention of this paper is not to present major scientific progress in AM as a result of these 3D printing activities, but rather to share opinions and discussions on the lessons learned when converting a research lab into a production line, pumping out PPE parts as quickly as possible, as opposed to our normal practices of scientific research. The paper, therefore, journeys through the research groups’ experiences of the last 8 weeks of being part of the makersvsvirus movement, concluding with an approach to extrapolate the lessons learned during this time period to provide a vision for the future of decentralized production and its challenges as envisioned by Industry 4.0 principles.
2. Accessibility of 3D Printing for Everyone
Along with the European Commission’s call [
6] to provide support in the fight against the COVID-19 pandemic, a number of online crowd initiatives and platforms bundling the 3D printing community were set up as a technological strategy to control the pandemic in a cross-border, fast, and effective way. This has resulted in the evolution of a global online network of volunteers and experts from the 3D printing community that works to ensure the optimal exploitation of regional 3D printing capabilities towards a trans-regional response to the primary product shortages and supply chain disruptions; the aim of the network is to supply the right products at the right time in the right place and for the right people. Needs and requests from society are collected in a centralized manner and converted into appropriate measures, which are then communicated via collective online calls for help and can thus be processed by various volunteers and experts from the community. In the case of the COVID-19 crisis, the main requested products for 3D printing were headbands for face shields and straps for surgical masks. This distributed problem-solving format provides an optimal platform to exchange recent information and findings, make open access files available, and share relevant guidelines, data models, and more while reacting to the day-by-day needs and arising challenges to cope with the novelty of required solutions and uncertainty in fighting the pandemic.
This recent development is based on a crowd-based organizational model leveraging the collective intelligence of the crowd, while integrating ideas and contributions from outside the traditional organizational boundaries, exploiting technologies like peer-to-peer platforms, and transferring value-creating activities to the crowd [
7]. However, this applies not only to the opening of idea and solution generation processes, but also especially to the opening of access to urgently needed goods and services from the crowd. The background idea behind this concept is a shared economy, where access is given to underutilized goods and services [
8] in the form of renting, sharing, swapping, borrowing, or other forms of offering goods and services [
9]. The concept of a shared economy that is normally used to achieve more sustainable consumption was used here as a means of providing access to highly needed goods and services to be able to implement the support services resulting from the online community. An essential part of this concept in the recent crisis was the idea of infrastructure sharing: making infrastructure, such as 3D printers, available for external purposes and use cases to cover the demand for emergency products in the appropriate places. As 3D printing devices are currently available to the public, this infrastructure sharing enables individuals to join in such activities and support their communities in times of critical shortages to cover extraordinary demands.
3. 3D Printing: Capabilities and Challenges
The term additive manufacturing encompasses different manufacturing processes that allow a layer-wise building of 3D models, which is why a more commonly used term for additive manufacturing is 3D printing. Within the COVID-19 crisis, the capabilities of 3D printing have made it possible to quickly react to the outbreak by producing different types of medical or sanitary equipment, of which there were shortages throughout the whole world, by starting production with nearly no ramp-up time.
One essential aspect of 3D printing compared to conventional manufacturing processes is its opportunity for a short response time [
10]. Due to its ability to print a functional part directly from an existing Computer-aided design (CAD) model, there is only a short lead-time compared to traditional manufacturing techniques. The lead-time is mainly needed for preparation of the individual print settings and the setting of the printer itself. The huge variety of available 3D printing materials makes it easy to select the appropriate material for a specific product application or task, such as sterilization of medical equipment. Printing itself can be done with only a minimum or even no material waste at all, which also makes 3D printing an eco-friendly alternative to subtractive manufacturing methods [
11]. Only a small fraction of the used material, such as support structures and brims, is removed in the post-processing of the printed part in cases where such structures are necessary to print the model due to its complex geometry or for increased adhesion on the print bed [
12]. The design and relevance of support structures is a complete research field on its own due to the fact that the use of supports significantly increases print time and energy consumption but also reduces surface quality and is therefore to be avoided whenever possible.
Another advantage of Additive Manufacturing (AM) is its ability to print complex parts directly in one step instead of having to assemble individual parts after manufacturing. Besides that, the part characteristics can be exactly predefined. The defined characteristics such as mechanical strength can be directly influenced by material choice, infill density, infill pattern, and many additional parameters. As these can be changed after each produced part, optimization routines are also much faster than in traditional manufacturing.
With all these properties of 3D printing at hand, some drawbacks also have to be considered. Due to the layer-wise building approach and the current technologies available, AM is typically slower than mass-production techniques such as injection molding. The limited adhesion between layers also introduces failures that reduce the mechanical properties of 3D printed parts in comparison to fully dense materials used for subtractive methods or generated by molding or direct extrusion, as those parts exhibit a larger surface area and pores that act as inhibitors for failure or contact points for aggressive media [
13]. Finally, the printing parameters have a huge impact on the quality of the final parts. Small changes in print temperature or printer calibration can lead to totally different outcomes and even a total failure of the whole print. Particular interest lies in the influence of printing parameters on the mechanical properties of printed parts [
14,
15]. This research shows that the parameters of building direction, layer height, and printing temperature have particular influence. On the other hand, infill patterns become a less relevant parameter when a certain threshold of infill percentage has been passed. However, the studies indicate that printing parameters have a high influence on the quality of printed parts and their properties. This indicates that a near 100% quality assurance is necessary for a fast ramp-up of a small-to-medium production, as is the case in a pandemic situation such as the current COVID-19 crisis. Especially in the production of medical equipment, it is crucial to closely monitor the manufacturing processes.
The challenge for printing face shields, especially in this crisis, lies in finding the most efficient means of production, as the printing time of the part increases exponentially with the demand for the highest possible quality of the part. The goal for the selection of optimal printing parameters is to achieve the best possible quality in the shortest possible printing time to efficiently cover the time-sensitive high demand for face shields.
Therefore, the capabilities of 3D printing such as fast ramp-up, freedom of geometry, and material choice make this technology the ideal tool to respond to a rapidly emerging demand within a very short time without the need for machines or tooling specially developed for this specific purpose.
4. Design for 3D Printing in a Pandemic Situation
A major advantage for 3D printing is the fast way iterations of specific designs can be brought into a physical form for testing and evaluation. While this is beneficial in the development phase of a product and shortens the time to market, in the case of a pandemic situation, this also can lead to problems.
With the outbreak of the COVID-19, different makers and companies immediately sprung to action and released CAD designs for different medical appliances to overcome shortages in different areas. These included surgical face shields [
16,
17], respiratory masks, and ventilator valves [
18] as some examples. As all of these are crucial products for personal protection, the number of different CAD designs released posed some challenges for makers willing to help.
First of all, most of the CAD designs, particularly those for respiratory masks, were not tested and proven beforehand. This resulted in minor issues such as masks not being comfortable to wear, or more severe issues with the masks not functioning properly or even harming the user (patient) by not providing sufficient air flow or lacking viral protection. Some designs also required a large amount of post-production assembly of additional parts, which in itself undermines the use of 3D printing for its ability to create complex parts without the need for additional manufacturing steps. There are some more intricate designs available for respiratory masks [
19], but these often have highly individualized parts, making use of 3D scanning techniques to adjust them to the user.
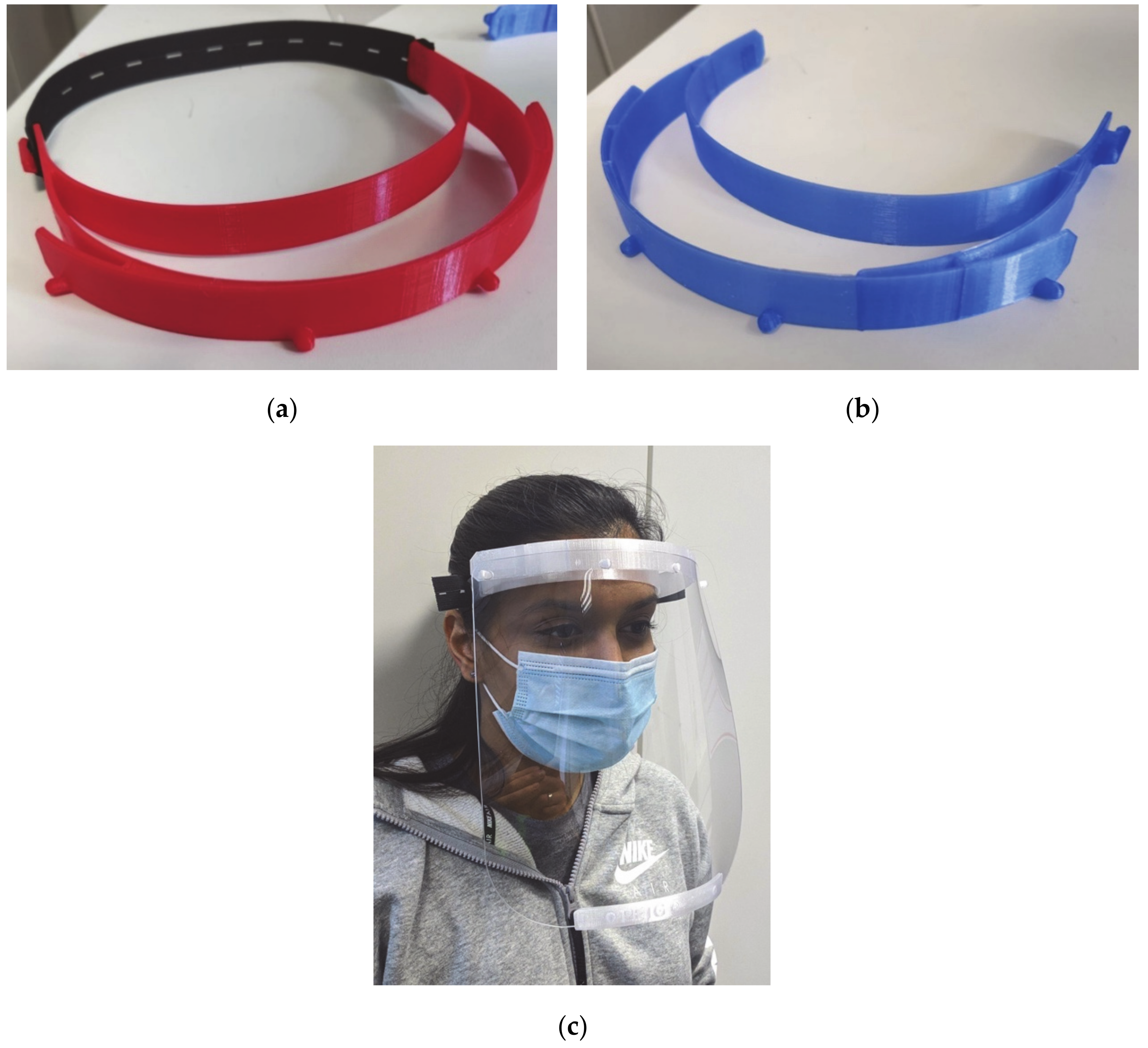
Face shields and surgical mask straps are the most commonly produced items in the current pandemic situation. Even for those rather simple products, a variety of different designs were published with the original face shield design (
Figure 3a) by Josef Prusa [
20] being the most commonly used. To satisfy the high demand, print-time optimized models of the face shields were quickly generated and published as well as stacked versions of this model, making use of the whole z-axis of higher volume printers (
Figure 3b).
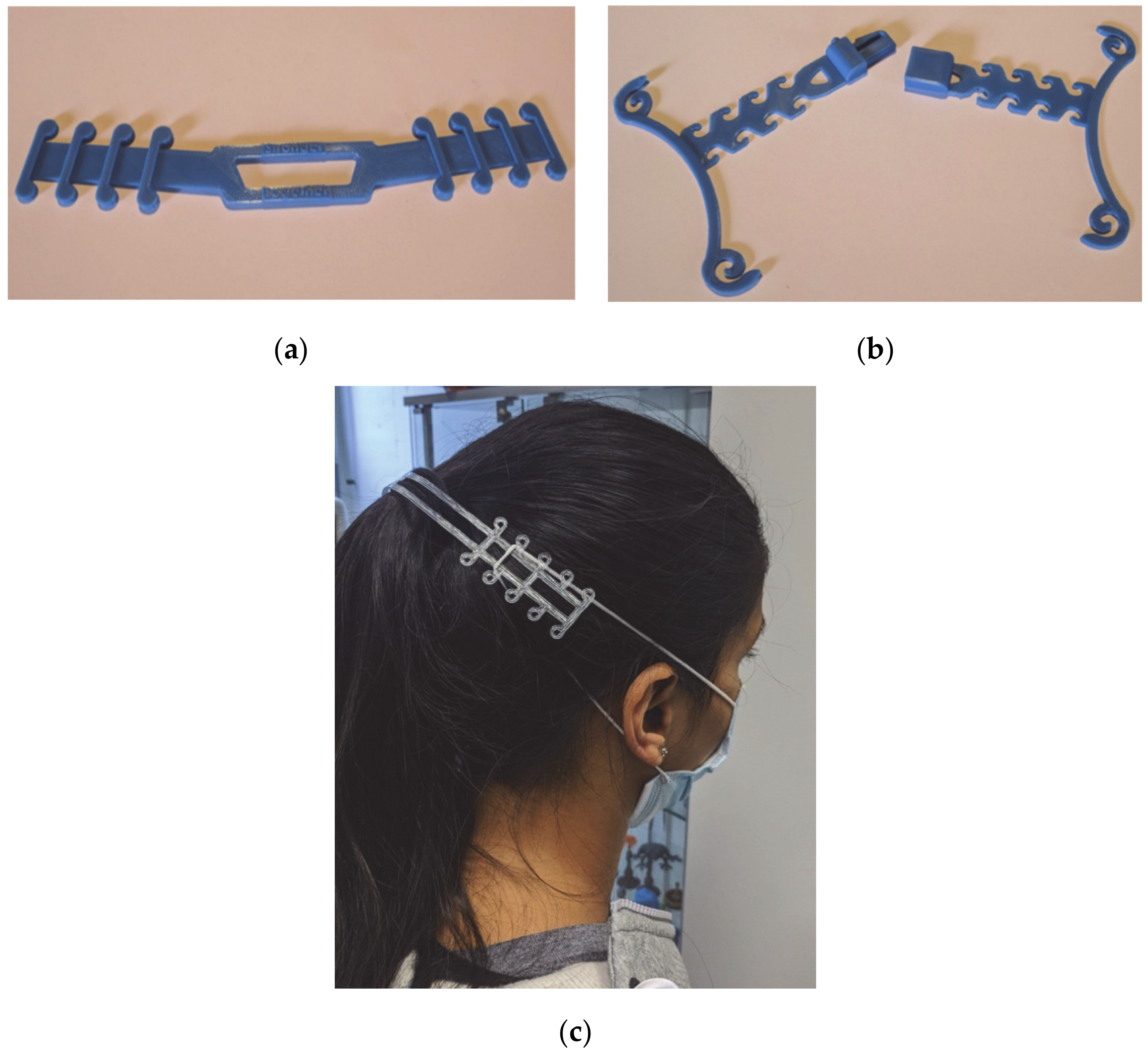
Similar efforts were being made for surgical mask straps. A wide variety of CAD designs is available at the moment, ranging from simple, easy, and fast to print types to very intricate ones with a quick release feature (
Figure 4 a–c).
As most of these PPE designs are being published by private persons on various 3D printing community websites such as thingiverse [
21] or myminifactory [
22], they did not undergo any of the official functional testing, approval, or certification processes usually required for PPE products and even more importantly for medical devices. There are a limited number of certified products available, as the testing and certification process is time consuming. Despite the time constraints, Prusa Research had their design and face shield assembly certified by the Czech Ministry of Health. Often, the makers had their printed parts tested by hospitals or doctors individually for their applicability and sterilization properties. To avoid legal issues, the shields are delivered with a notice attached that these are not certified medical products and have to be tested for their intended use beforehand.
As a consequence, makers have to make an educated decision on which designs to put into production in times of supply shortages. The designs have to fulfil a number of key properties: functionality as intended for the specific purpose, reliability/durability in use, printability, and short printing time are some of the points to consider when choosing a model.
5. Quality Assurance: Raw Materials and Final Printed Parts
5.1. Raw Materials
The materials used for the printing activities carried out in context of the makervsvirus movement were selected according to the type of item to be printed and the preferences of the individual hubs in Karlsruhe and Ulm with which the KIT was cooperating.
As an immediate reaction to the shortage of PPE, polylactic acid (PLA) became the material of choice for the makers due to its general popularity for the fused filament fabrication process [
23]. PLA is a thermoplastic and a so-called biopolymer, because it is produced from renewable resources such as corn starch, tapioca roots, or sugar cane, which makes it environmentally friendlier than classic polymers. It is also biodegradable under certain aerobic conditions such as in industrial composting. It can be printed at relatively low temperatures (190–220 °C) and only requires the print bed to be moderately heated to 50–60 °C to ensure a secure attachment of the print to the platform. Post-processing is easy, and PLA is perfect for complicated geometries and has excellent coloring options. Therefore, it is favored for many prototyping applications and provides sufficient strength in combination with good aesthetic qualities for most applications. In turn, PLA has its drawbacks, such as its relatively low temperature resistance [
24]: it begins to soften at around 50 °C. It is also not considered food safe [
25], mainly because bacteria can build up during the printing process itself or in crevices due to defects in the printed parts, which is always a concern.
As a consequence of PLA’s drawbacks, polyethylene terephthalate glycol (PETG) was subsequently selected as the material of choice for printing most of the PPE equipment. PETG, like PLA, belongs to the polyester group of plastics and is a popular 3D printing material for applications requiring high impact resistance and ductility [
26]. PETG is a more specialized filament, with a more sensitive process window compared to PLA. However, for most applications where physical properties of a component are stressed, a material such as PETG is preferred over PLA. Parts made of PETG have a much better temperature resistance than PLA, with some varieties showing stability up to 250 °C. In general, most PETG parts remain stable up to a temperature of 70 °C, facilitating its use in products intended for temperature-based sterilization processes. PETG is also able to better handle UV-light and other weather-based influences compared to PLA, favoring its outdoor usage. PETG is not biodegradable, but can be recycled into new filament or other products without loss in quality. Finally, it is considered to be food safe, but as every 3D printed part will contain numerous nooks, crannies, cracks, holes, etc. that bacteria can thrive in, a proper cleaning or sterilization before usage is crucial [
27].
The application of 3D printing for the production of PPE such as the face shields brings a number of requirements that have to be fulfilled:
being sturdy and mechanically sound enough to withstand continuous usage for long amounts of time;
being flexible enough to be assembled together with elastic components that will stress the part, especially because of the head bands;
being light weight and not feeling like a burden when being worn;
having the ability to be sterilized so they can be used under safe conditions in a medical environment.
Considering these requirements, both PLA and PETG satisfy these criteria and can be used for the production of PPE. However, since PETG is more resistant to elevated temperatures (sterilization) and because of its higher impact resistance, it was the favored material for PPE in the makervsvirus hubs. PLA allows inexperienced makers to quickly produce good printing results due to its ease of use, but is not as mechanically strong and temperature resistant.
5.2. Quality Control of Final Printed Parts
As for any 3D printed component, a number of issues were faced in terms of quality that needed to undergo process optimization in order to establish a standardized process. Some of the issues were typical errors that can occur for other geometries as well, some were specific to the models used and represent the aforementioned issue of community-based designs often not being tested properly to function as intended.
5.2.1. Issues That Occurred during the Printing Process
The following quality issues were observed and will be discussed further in the following paragraphs: insufficient adhesion, stringing, within-stack lack of separation, and breaking of parts.
Insufficient adhesion is as result of a cold build platform, a cold preceding layer, or insufficient calibration of the Z-axis. Consequently, the filament does not attach to the surface of the bed or the previous layer, instead, it detaches from the whole part or the surface due to insufficient bonding between layers.
Figure 5 shows an example of mid-print failure due to insufficient layer adhesion. Detachment of the first layer can cause the part to be stuck to the heated nozzle, which can result in material build-up at the hot end and in turn fatal damage to the heaters, thermistors, or even the whole printer. Therefore, close monitoring of the first layer is crucial for a successful print.
Stringing is a more common issue with PETG filaments. Due to overheating of the nozzle, small stringy filaments are attached to the actual parts, see
Figure 6. These small stringy filaments are particular visible in areas with rapid printhead movements, where the material is stretched out as the retraction of the filament is not sufficient. A solution for this issue is to either print with a lower printing temperature or to tweak the retraction settings. The optimized settings for avoiding major stringing issues with PETG are given in
Table 1.
Another major issue was observed during the printing of stacks of the face shields. During the stack printing approach, multiple face shields would unintentionally attach to each other, preventing later separation of the individual parts (
Figure 6). The printing of stacked parts is especially useful, as it maximizes the daily output of the headbands (one hour printing time per headband) and allows for a continuous printing process overnight. However, some prints showed insufficient separation between the individual headbands. This was due to imperfect bridging parameters in the gaps between two parts. After optimizing the printing parameters by increasing the bridging speed and lowering the bridging temperature these issues could be solved, and stacked prints were possible.
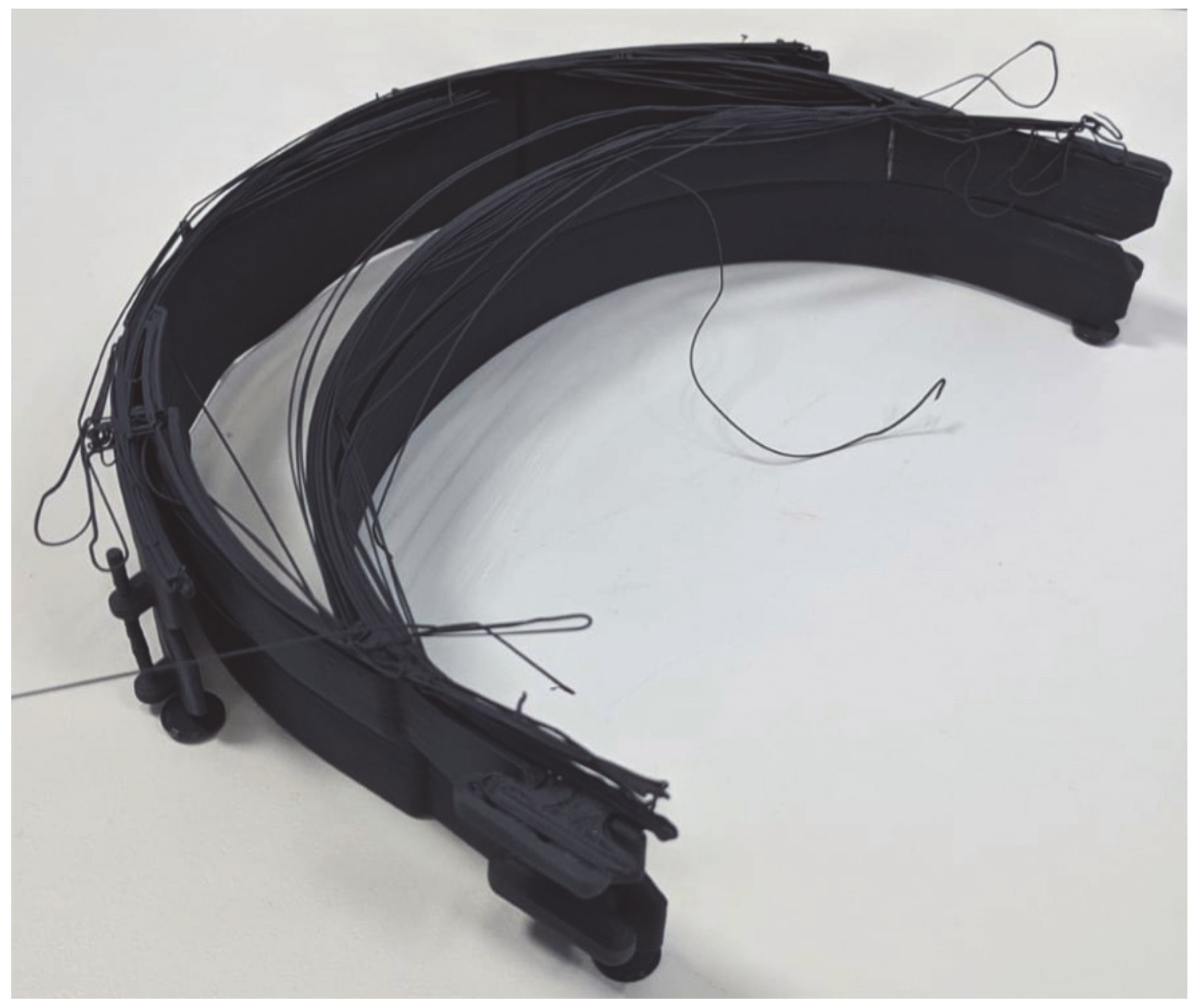
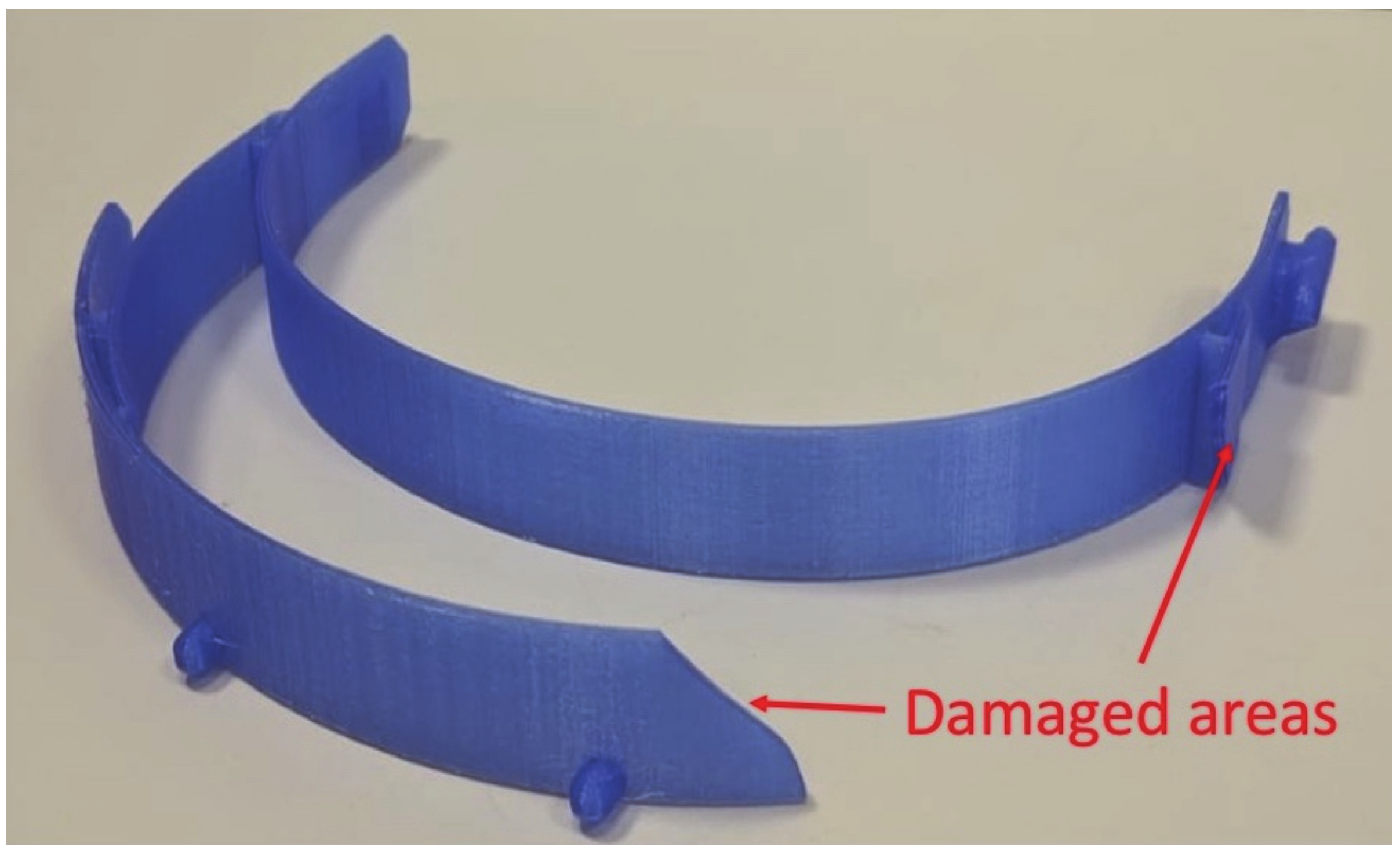
Breaking of parts during the removal process was another common issue. This issue occurred especially in the initial stages of ramping up the production and was even exacerbated due to issues of increased adhesion to the bed or to other parts (such as the aforementioned bonding in stacks). Establishing a standardized practice for part removal solved this problem, see
Figure 7.
The issues mentioned in the sections above were mainly specific to the printing of headbands during the production period. However, as in any production environment, general 3D printing issues were experienced occasionally, such as the clogging of the nozzles or warping of printed parts.
5.2.2. Quality Control of Printed Parts
As the printed PPE parts were delivered to system-critical infrastructures, a proper quality testing methodology was developed in order to test the individual components and their suitability for use as PPE. Features to be tested included mechanical strength and integrity, flexibility, as well as defects in the final parts.
The mechanical strength and integrity of the headbands was tested by using the thumb and index finger to press in the middle of the headband, the relevant section where the shield is attached and where the band touches the forehead. Pushed together, the band should not snap, crack, or delaminate. A second test was carried out by taking both ends and twisting the headband (pulling one end towards you, the other away from you). The band should not break, crack, or delaminate.
Flexibility is particularly crucial for the assembly process of face shields, where the actual shielding foil and the rubber band were attached to the headband. To test the flexibility of the generated part, both ends of the headbands (where the foil is attached to) were pushed forward until the headband was almost a straight line. If this could be done, flexibility was fine. In addition, both ends of the headband were pushed together to see if any failure occurred when the parts are mishandled. All parts were tested with this methodology before tagging and packaging the parts for delivery. Residual stringing filaments could be removed via heat treatment with a heat gun, and as a final step, the inside surface of the headband, which is in contact with a user’s head, was sanded in order to make sure of a smooth surface.
6. Lessons Learned
In a situation of nearly zero lead-time printing, as occurred in the current COVID-19 crisis, various obstacles had to be overcome that came along with running 3D printers 24 hours per day, 7 days per week. During the process of printing over 1350 headbands for face shields, around 800 surgical mask straps, and over 100 parts for different applications such as door opening assistance, we experienced a number of issues.
Maintenance: Some of the heat beds showed clear signs of wear during later printing periods, which resulted from printing the same part at the exact same spot repeatedly. This can result in poor bed adhesion, which in turn leads to warping issues and ultimately failing prints. A possible solution for further zero lead-time printing is to process numerous g-codes of the same CAD file, only differing in model orientation, which consequently will reduce heat bed wear. In addition to this more severe issue, it was necessary to also do some minor maintenance work including cleaning clogged nozzles, lubricating rods and bearings, and removing plastic fragments that accumulated around the printers.
Monitoring: We recognized early that monitoring the printing of the first layers is very important. Many of the PLA-based prints failed because of insufficient adhesion between the part and the printing platform. However, once the first layers were laid down properly, the printers did not need much surveillance, and there was a very high chance that the print would proceed as expected. Only printer specific issues occurred, such as filament loading problems with the Multi-Material-Unit of the Prusa i3 MK3S, but these could usually be solved quickly. This, however, shows that simply starting a print without supervision will only be viable if the setup is proven to run smoothly. In a research lab that is quickly transformed into a production site, this is often not the case, since the printers undergo frequent modifications, material changes, and parameter changes.
Print Quality: We experienced noticeable variation in the quality of printed parts produced by different printers, even from those that are similar and came from the same manufacturer. Small differences such as variations in axis calibration, wear of the print bed, or nozzle wear required printer-specific solutions.
Material: There were noticeable differences in the filament of the same materials (PETG or PLA) from different suppliers or of different color. Printing parameters for achieving a high-quality print were often very different depending on the filament’s brand or even the pigmentation. For example, the recommended printing temperature of some filaments was not sufficient to fuse layers perfectly, which resulted in delamination issues and forced us to raise the temperature by around 40 °C (up to 265 °C) for this particular kind of PETG. In contrast, other PETG filament was easily printed using the temperature suggested by the supplier, which was 250 °C in this case.
Waste: The varying quality also resulted in a high amount of waste, as many face shield headbands either cracked or delaminated during separation of stacked prints or during quality assurance testing. However, the quality improved after we switched to filament from a single brand. Once an adequate set of printing parameters for this particular PETG was elaborated, the amount of waste dropped noticeably. Consequently, it is highly desirable to only use a single filament type with well-known printing parameters when it comes to zero lead-time production using FFF printers. Another option would be to increase the stress on manufacturers for more standardized or even certified filaments.
Quality Control: Finally, since the main products printed in this crisis were medical appliances, a good quality was crucial to make the parts usable and to avoid any harm to the staff wearing the PPE. This could only be maintained by setting up 100% quality control for the printed parts. Every printed headband had to be checked for cracks, stringing, material accumulation that could cause hot spots while wearing the face shield, and more. This also included post-processing, such as sanding, to achieve the best possible quality. In comparison to well-dialed mass-production processes, this is certainly a drawback in the 3D printing approach, but one that is also counterweighted by the possibility for a fast set up and flexible manufacturing process chain, able to quickly react to changing demands.
7. Conclusions and Future Prospects
This paper has reported on our experience as a research group (PIA (Process optimization, Information Management and Applications) at KIT, Karlsruhe, Germany) participating in a German campaign against the COVID-19 crisis by using our 3D FFF printing facilities along with our expertise and being part of a larger manufacturing/supplier hub for the production of medical and sanitary equipment with zero lead time.
The fused filament fabrication technology proved to be the most convenient technology in this situation, as it is relatively easy to quickly set up a manufacturing environment. Due to the low costs of printers and material, the widespread use of FFF also enables a lot of makers to join forces and produce a large number of parts almost without any lead time. Open software applications and platforms also allow for sharing individual models, making it possible for hobbyists with no access to sophisticated CAD or modelling software to print complex designs and support movements such as the makervsvirus coalition.
One can conclude that infrastructure sharing has proven itself in the context of a sharing economy as a promising measure for rapid and targeted access to urgently needed infrastructures and in its capacity to cope with crisis situations.
Supplying 3D printed PPE for hospitals, medical staff at doctors’ practices, and even in refugee camps with no hands-on or in-depth background in actual mass-production runs has given us the opportunity to experience the chances and challenges of zero lead-time additive mass manufacturing firsthand. It allows us to give feedback on the requirements that have to be taken into account when adopting AM for manufacturing processes.
The experiences described above show that a connected manufacturing environment that includes constant feedback loops and communication between designers, material suppliers, production engineers, and logistics is crucial for AM-based manufacturing approaches. While this might be easy to implement for industries already operating in a just-in-time fashion, such as the automotive industry, it might be more difficult for small enterprises that are facing other challenges such as the implementation of internet-of-things (IoT)-approaches or higher degrees of automation at the same time. The need for stocking spare parts and having an in-depth knowledge of each printers’ individual drawbacks and failure-prone parts can be challenging if only limited staff can be assigned to the adoption of AM.
This experience has, however, reinforced one of the main benefits of AM technology: its ability to react and adapt to change as quickly as possible, a prerequisite for the enabling of an agile manufacturing environment. This became immediately evident to us as the time taken for the complete deployment of all printers for this effort was only a matter of days from when the decision was made to support the project until full production capabilities were reached with two shifts deployed. This effort proved beneficial as it was an efficient solution that met the requirements for PPEs from the start of the crisis and until others were able to mass-produce the face shields or ear savers using conventional methods.
Therefore, 3D printing was validated as an efficient agile production technology, supported by the fact that it is relatively inexpensive to adapt towards changes that may occur in design or parameters, while also enabling the ability for continuous improvement. In contrast, other production processes such as injection molding require significant investment for the research, development, and production of tools, after which the design is pretty much locked.
However, as 3D printing becomes a more industrially-relevant manufacturing technique, the support of printer manufacturers, reliability of the printers themselves, and the consistency and quality of materials has to evolve as well, providing a much more robust production alternative to classic subtractive or molding techniques.
In our case, the FFF process proved to be effective and reliable to provide good quality parts from the moment the need for more PPE arose until mass production systems were able to start fulfilling the burden. It is also to be noted that many different AM processes do exist, all with different production and quality standards; significant research as well as policy efforts are needed in all these different AM processes in order to be able to react quickly when the next pandemic or crisis situation arrives. Since AM was able to fill the gap this time, next time it might be able to provide mass production capabilities right from the start.
As stated beforehand, the flexibility of 3D printing combined with the freedom in geometry allowing very complex shapes and even assembly-free designs is a huge advantage. Three-dimensional FFF has proven itself to be mature enough for 24/7 production and application in the area of Industry 4.0. Coupled with automated handling (e.g., robots removing prints from the print bed) and monitoring (e.g., visual surveillance with automated print parameter adaption) approaches, additive manufacturing has the potential to become the first choice as a solution in an ever more flexible production environment and accomplish the goal for mass production of highly customizable products.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}