1. Introduction
High-speed, high-precision machining with a high material removal rate has been an important goal in the manufacturing industry because of the high-efficiency and high-quality requirements. Further, machined parts with a high surface finish are in high demand under considerations of assemblage precision, fatigue strength, and tribological properties of the mechanical product. To achieve high productivity and high precision, machining is implemented with a higher level of cutting parameters. However, surface quality and dimensional accuracy are affected by several factors such as machining conditions, tool geometry and vibrations, cutting parameters, and machining dynamics [
1]. In particular, surface finish deteriorates because of the machining vibration caused by inappropriate machining conditions and process parameters [
2,
3,
4,
5,
6,
7]. Bhogal et al. [
2] suggested that cutting speed is a major factor affecting tool vibration, which thereby affects surface finish. Amin et al. [
3] showed the effect of chatter amplitude on surface roughness under various cutting conditions with different tool holders via machining experiments. Arizmendi et al. [
5] demonstrated that the surface topography of the machined part is influenced by cutting tool vibrations. Further, David et al. [
6] demonstrated that workpiece topomorphy is affected by the vibration caused by a poor runout of the cutter. They found that an increased cutting force with an increasing cutting depth and feed rate leads to higher vibration, and it accordingly increases surface roughness. Zahoor [
7] reported that surface roughness was affected by the vibration amplitude of the machine tool and the axial cutting depth. The vibration levels are closely related to the cutting parameters and they increase with an increase in the cutting speed and feed rate [
8,
9,
10].
To ensure machining performance with better surface quality, the selection of optimum process parameters is crucial in metal machining. To achieve this goal, a majority of studies has employed experimental and modeling approaches to determine strategies to obtain the best final surface quality and dimensional accuracy [
11,
12,
13,
14,
15]. The effect of cutting parameters on surface roughness can be effectively examined via the statistical data analysis of data collected from machining experiments under specifically designed process parameters. Subsequently, the optimization of the machining process with a better surface quality and less vibration can be obtained based on prediction models established by various approaches such as analytical modeling, statistical regression based on response surface methodology, and artificial intelligence-based models [
16].
Response surface methodology is a statistical technique used to establish relationships between continuous dependent variables with independent variables in terms of mathematical models using multiple regression analysis. Prediction models derived from experimental data can help clarify the influences and contributions of cutting parameters on surface roughness or tool vibration; these models can further be applied to optimize cutting parameters [
2,
4,
14,
17,
18,
19,
20,
21]. Routara et al. [
17] identified that all three cutting parameters (spindle speed, cutting depth, and feed rate) and their interactions have significant effects on surface roughness. Further, the surface response model shows significant dependence on the combination of the tool and workpiece material. Yang et al. [
14] proposed an optimization process for machining conditions to ensure a desirable surface roughness based on surface response methodology. With an optimized solution, the material removal rate can be improved significantly without sacrificing surface roughness. Hayajneh et al. [
22] and Joshua et al. [
18], respectively, reported that feed rate has a significant effect on the surface roughness of machined alumina material compared with spindle speed and cutting depth. However, the effect of the interaction between cutting parameters has no definite tendency based on the machining conditions used in the tests. Hessainia et al. [
23] conducted an investigation on the interactive effects of cutting parameters and tool vibration on surface roughness. Their results indicated that feed rate was the dominant factor affecting surface roughness, and vibrations in the radial and main cutting force directions had a low effect on surface roughness. Further, to obtain a desirable surface finish, optimum cutting parameters with less machining vibration were obtained using a predictive regression model. Ramesh et al. [
24] and Premnath et al. [
25] showed that the interaction of cutting speed and feed rate had a greater influence on surface roughness compared to other interactions.
As mentioned previously, tool vibration and chatter affect the surface quality of the machined product and the machining performance directly. Therefore, monitoring and controlling machining vibration has been considered an effective approach to enhance the surface precision and dimension accuracy of a machined product [
26,
27,
28]. Bhogal et al. [
2] employed mathematical models to predict the surface finish, tool vibration, and tool wear with different combinations of cutting parameters. With these models, the optimum feed rate, cutting depth, and cutting speed were obtained to reduce tool vibrations and enhance surface finish. Shelar and Shaikh [
20] proposed a multiobjective optimization algorithm to minimize vibration amplitude and surface roughness. The objective functions and the second-order response surface models for surface roughness and vibration amplitude were created by performing regression analysis on experimentally collected data.
Surface roughness modeling has been comprehensively investigated using artificial neural network (ANN) analysis incorporated with optimization algorithms [
11,
25,
26,
27,
29,
30]. For example, Asilturk et al. [
11] employed artificial neural networks and multiple regression approaches to model the surface roughness of AISI 1040 steel in turning. Three training algorithms—back-propagation training, scaled conjugate gradient (SCG), and Levenberg–Marquardt (LM)—were used in ANN modeling; the SCG algorithm was proven to achieve the best prediction accuracy. Tsai et al. [
29] proposed statistical regression and ANN models to predict the surface roughness on aluminum 6061 after end milling based on three cutting parameters (spindle speed, feed rate, and cutting depth) and machining vibration. The experimental results show that the ANN surface recognition model has a higher accuracy rate compared with the regression model. In addition, a two hidden-layer ANN model shows a slightly higher accuracy (99.27%) than that of the one hidden-layer model (95.87%); however, it has low efficiency in the training model. A similar study was reported by Oktem [
31], who developed a feedforward neural network integrated with a genetic algorithm to optimize machining conditions for obtaining the best surface finish of a plastic injection mold. The model was finally validated with prediction errors of 5.34% in comparison with the measurement of the machined surface roughness. Nalbant et al. [
32] explored the influence of the cutting parameters and interactions between them on surface roughness; further, they established a surface roughness model based on ANN analysis, in which the SCG training algorithm with nine neurons demonstrates the best fitness and prediction accuracy in ANN modeling. Zain et al. [
33] presented an ANN model to predict surface roughness in end milling. In ANN modeling, the number of layers and neurons in the hidden layers are factors that determine the prediction accuracy. Based on the prediction model, the best combination of cutting conditions for achieving the best surface roughness value can be obtained at a high speed with a low feed rate and radial rake angle.
The vibration induced in a machining process can be modeled as a function of cutting parameters via ANN analysis. As presented in the study by Zagórski et al. [
34], individual vibration components (ax, ay, and az) were well predicted based on the ANN model for a specified cutting depth, feed rate, and cutting speed in the milling process for the AZ91D alloy. Further, the prediction accuracy based on a multilayered perception model was better than that of the radial basis function. The accurate modeling of vibration components allows optimizing the cutting conditions to enhance machining stability. Abouelatta et al. [
35] considered the influence of machining vibration on surface quality when establishing the surface prediction model, wherein the input variables include cutting parameters, tooling condition, and tool vibration were assessed in the turning process. Such models have higher prediction accuracies compared to those of models determined by only cutting parameters. To include the effects of cutting forces and tool vibrations in a surface roughness prediction model, Chen et al. [
36] proposed a nested ANN composed of two networks: An enclosed network that uses the cutting parameters to predict the cutting force and tool vibration, and an output network that takes all outputs of the first network and the cutting parameters as inputs to predict surface roughness. According to the analysis results, the nested-ANN model using three cutting parameters as inputs shows superior prediction accuracy than any other regression and ANN models that use the cutting parameter and tool vibration as inputs. These investigations clearly illustrate the significant influences of the machining state such as the cutting forces and tool vibrations on the machined surface roughness; these effects can be adequately introduced in the roughness prediction models by acquiring sensory data from machining or through an estimation algorithm with cutting parameters as inputs.
From previous studies, it is clear that factors affecting machined surface quality are multifaceted, including cutting parameters, tooling conditions, workpiece material, and machining state. The effect of each factor and the interactions between them on surface quality and machining vibration are found to be inconsistent because of the scope of machining conditions defined in different researches [
20,
21,
22,
23]. Further, various factors used as input variables in the modeling of surface roughness enable the model demonstrating different prediction accuracies; this limits the application in practical machining. The results obtained may work well in the design space of experiments; however, there are constraints in the ranges of the cutting parameters, which limit the application of the specific models in the machining process with different cutting conditions for the desired precision or productivity [
37].
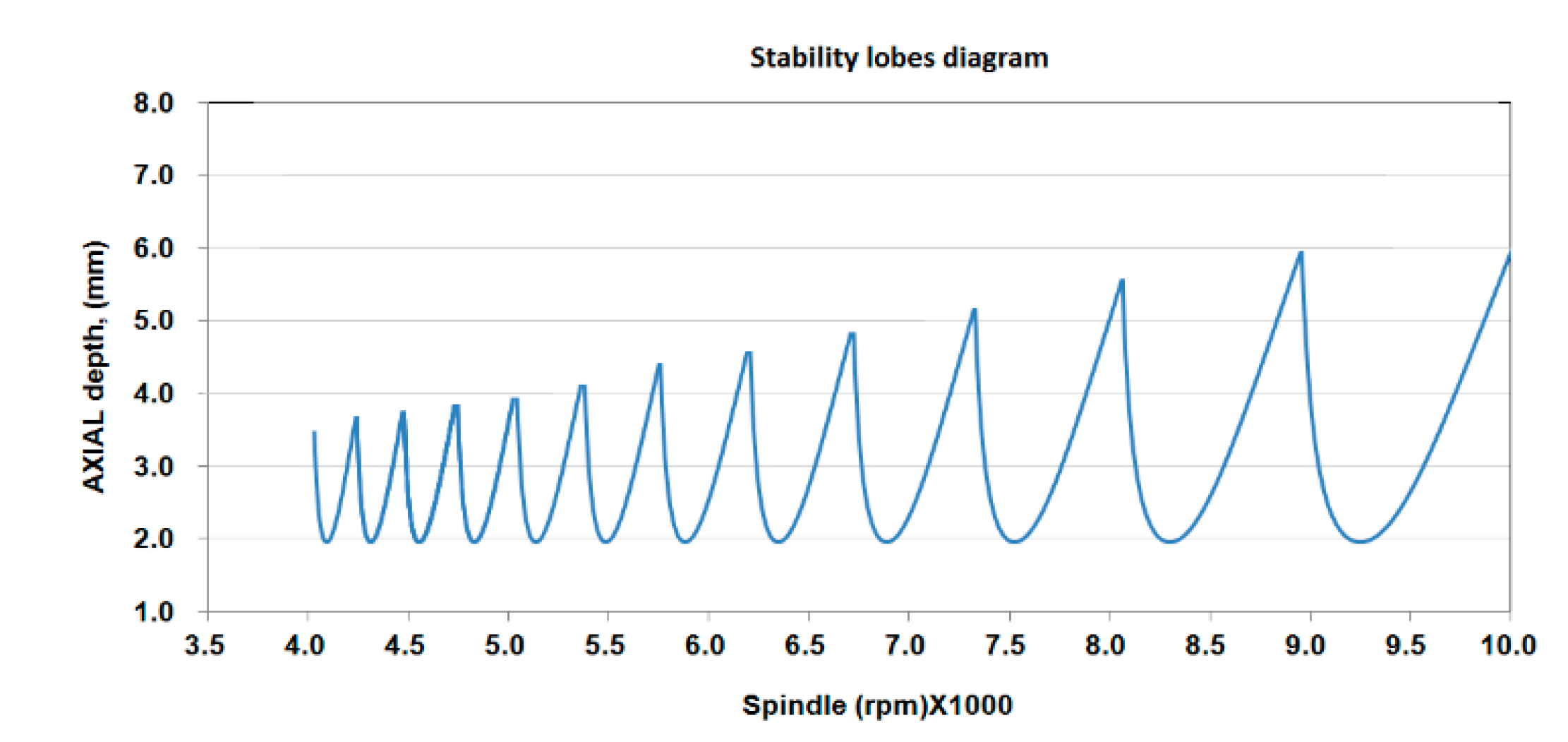
This study was aimed to model the surface roughness of the machined part based on cutting parameters with the effect of machining vibration. As the occurrence of chatter is a common factor affecting productivity and surface quality, selecting an optimum chatter-free cutting parameter is prerequisite to ensure machining performance [
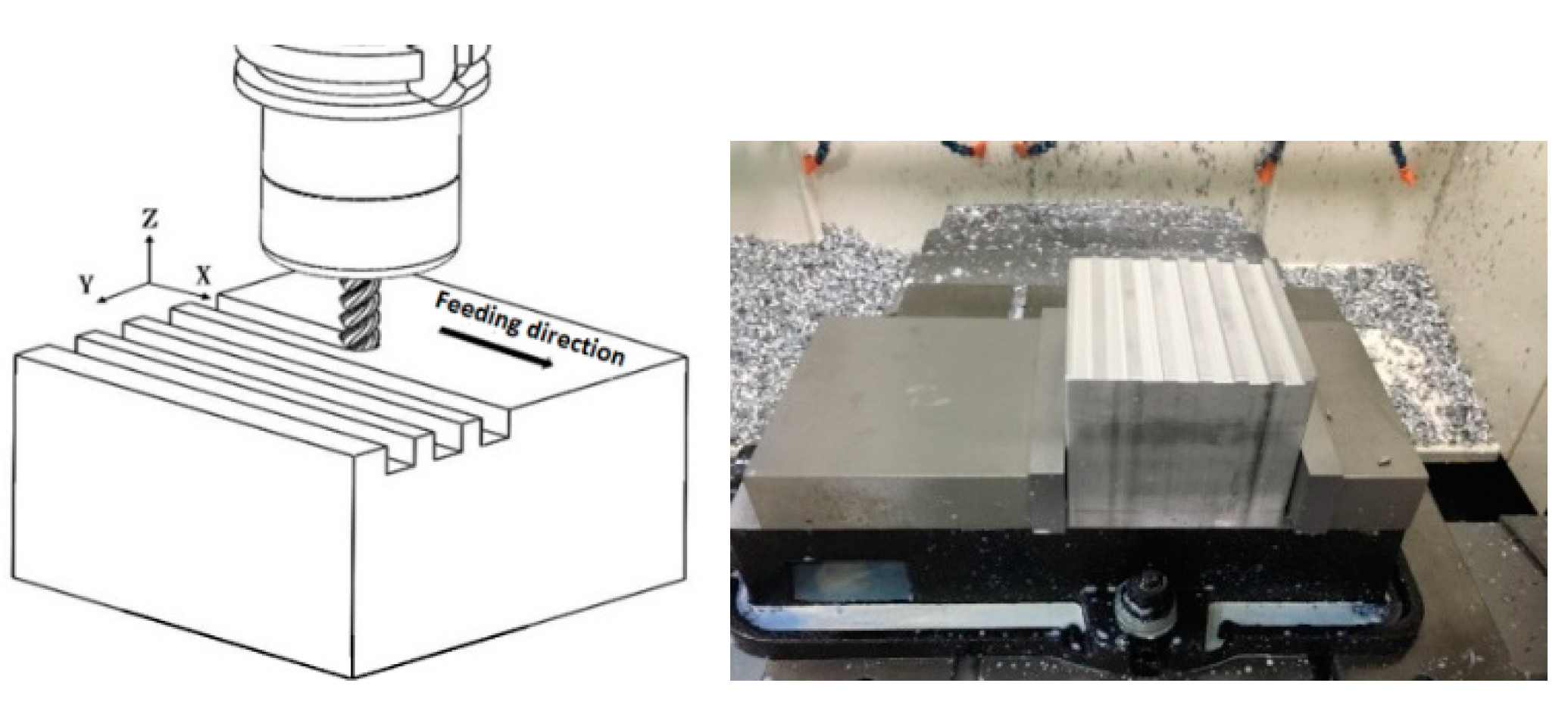
38]. Considering the effect of chatter on the machining process, the cutting parameters from rough to finish machining were selected within the stable regions defined by the machining stability lobes of the milling tool. Then, machining vibration and surface roughness of the machined parts were collected from milling experiments conducted on the aluminum alloy under various cutting conditions. Multivariable linear regression analysis was employed to establish the mathematical models for predicting the surface roughness and machining vibration. In addition, the surface roughness was modeled as a function of cutting parameters and machining vibration using a multilayer perception neural network with a back-propagation algorithm. The prediction capabilities of the models derived from different approaches were compared based on the measurements and predictions in the training data group and the validation of physical milling machining.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}