Effect of the Addition of GGBS on the Frost Scaling and Chloride Migration Resistance of Concrete



Abstract
Featured Application
Abstract
1. Introduction
2. Laboratory Study
2.1. Mix Design
- Mix 1: 0% GGBS, reference;
- Mix 2: 25% GGBS (which is the maximum amount of GGBS allowed for XF4 exposure class according to SS 13 70 03 [5]). This corresponds to an addition of 20% GGBS of the binder weight (i.e., a CEM II/A-S);
- Mix 3: 50% GGBS. This corresponds to an addition of 35% GGBS of the binder weight (i.e., a CEM II/B-S);
- Mix 4: 100% GGBS. This corresponds to an addition of 50% GGBS of the binder weight (i.e., a CEM III/A).
- Mix 1%-0% GGBS, 4.5% ± 0.5% Air (reference concrete);
- Mix 2%-25% GGBS, 4.5% ± 0.5% Air, k = 0.6;
- Mix 3%-50% GGBS, 4.5% ± 0.5% Air, k = 0.6;
- Mix 4%-100% GGBS, 4.5% ± 0.5% Air, k = 0.6;
- Mix 5%-50% GGBS, 6.0% ± 0.5% Air, k = 0.6;
- Mix 6%-50% GGBS, 4.5% ± 0.5% Air, k = 1.0.
- Compressive strength, according to SS-EN 12390-3;
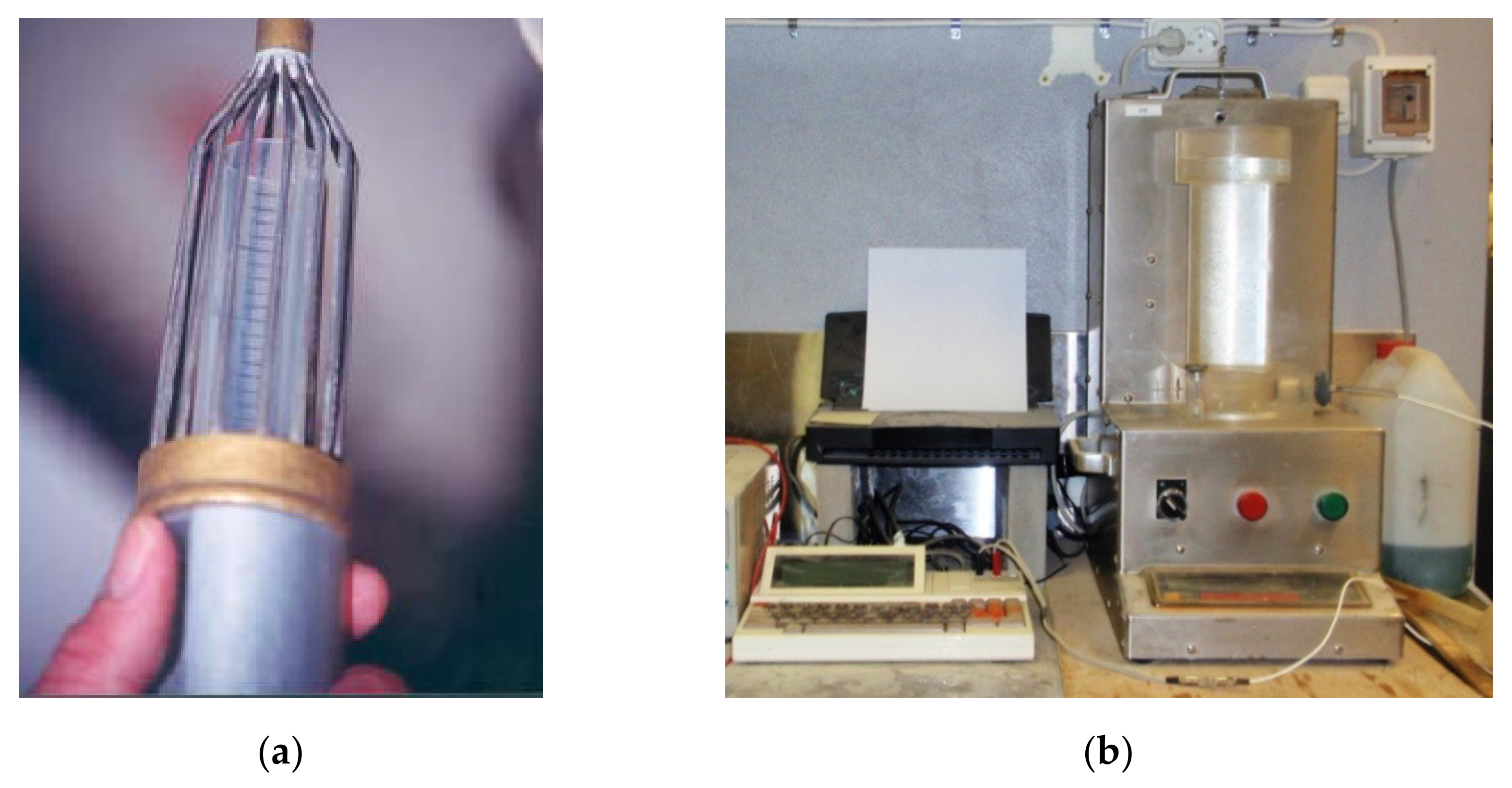
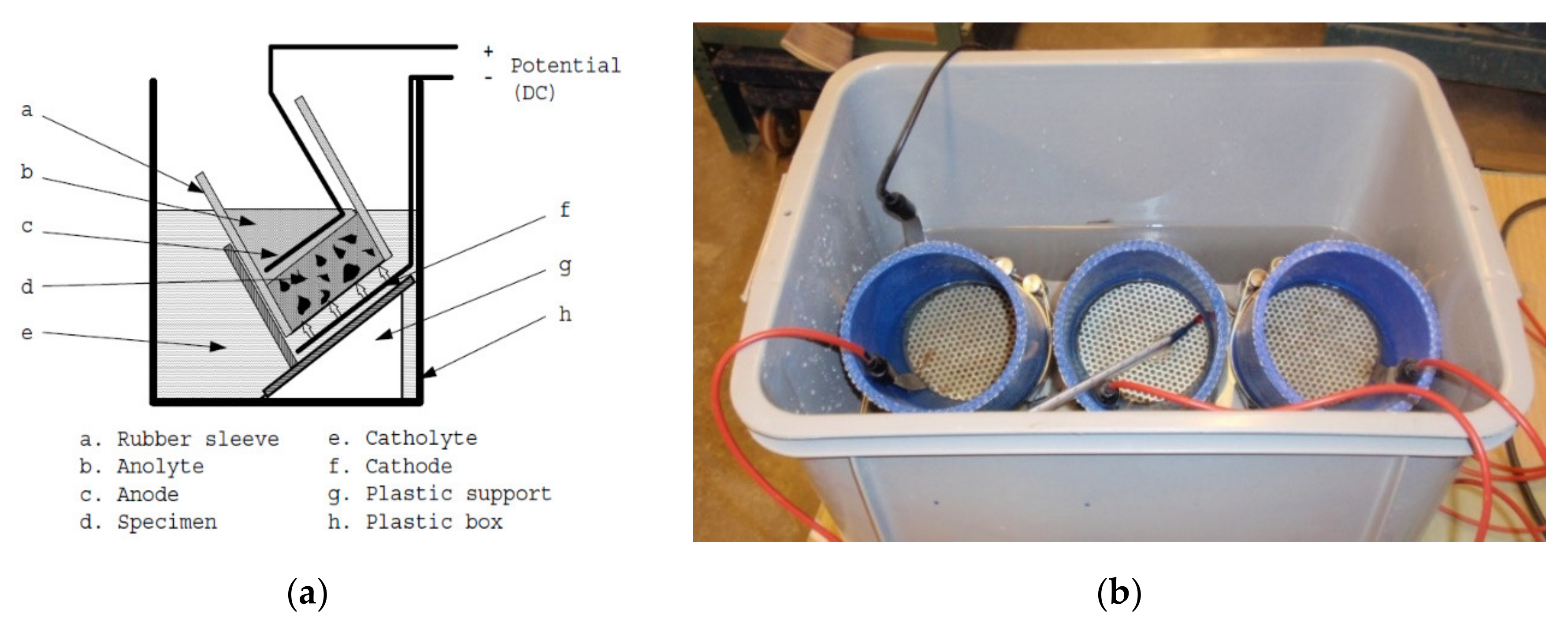
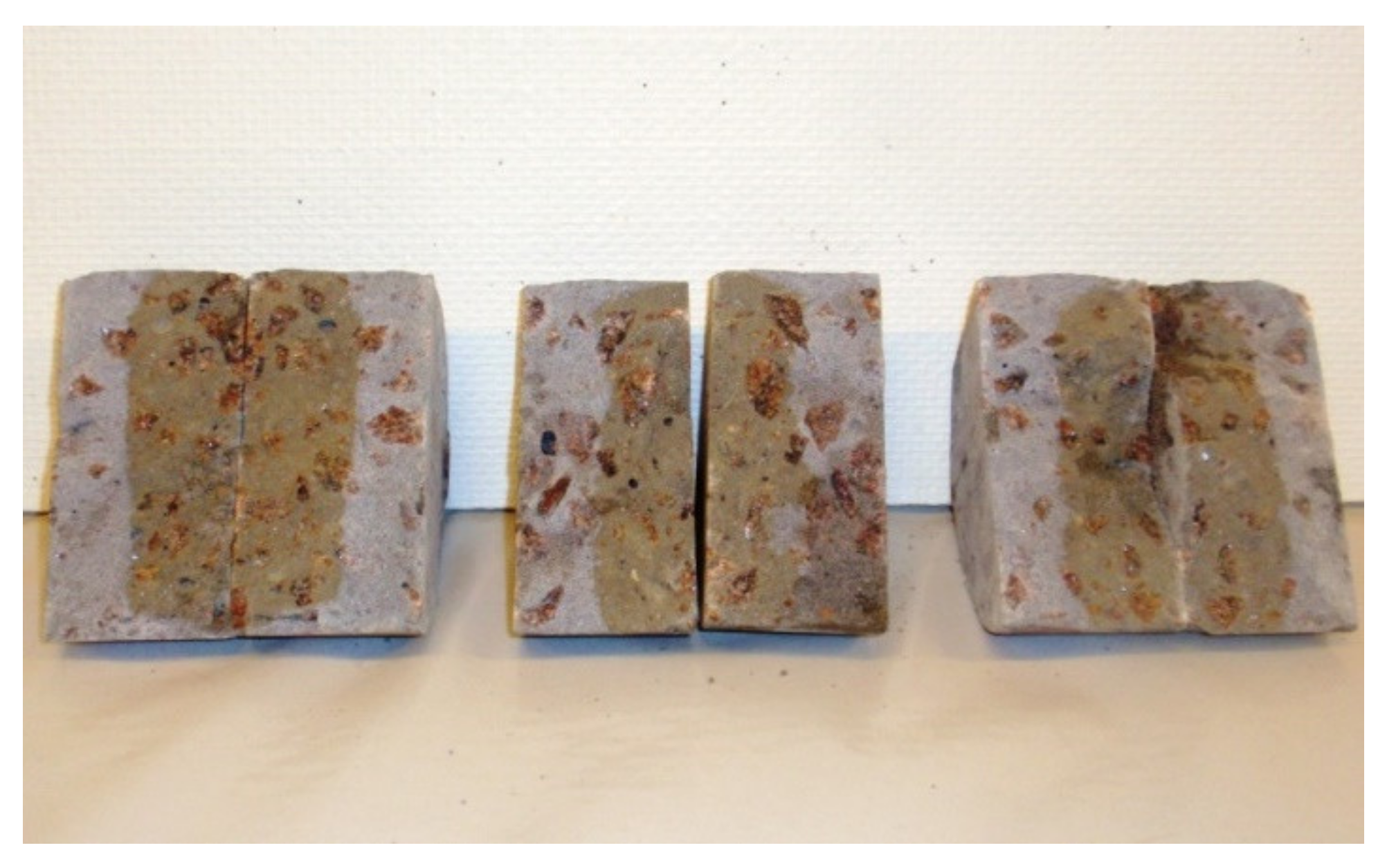
- Rapid chloride migration test, according to NT Build 492;
- Salt-frost scaling, according to SS 13 72 44 [9]. This standard corresponds to CEN/TS 12390-9:2016.
2.2. Rapid Chloride Migration According to NT Build 492
2.3. Scaling under Freezing and Thawing According to SS 13 72 44
3. Results and Discussion
3.1. Compressive Strength
3.1.1. Influence of the Amount of Portland Cement Replacement by GGBS
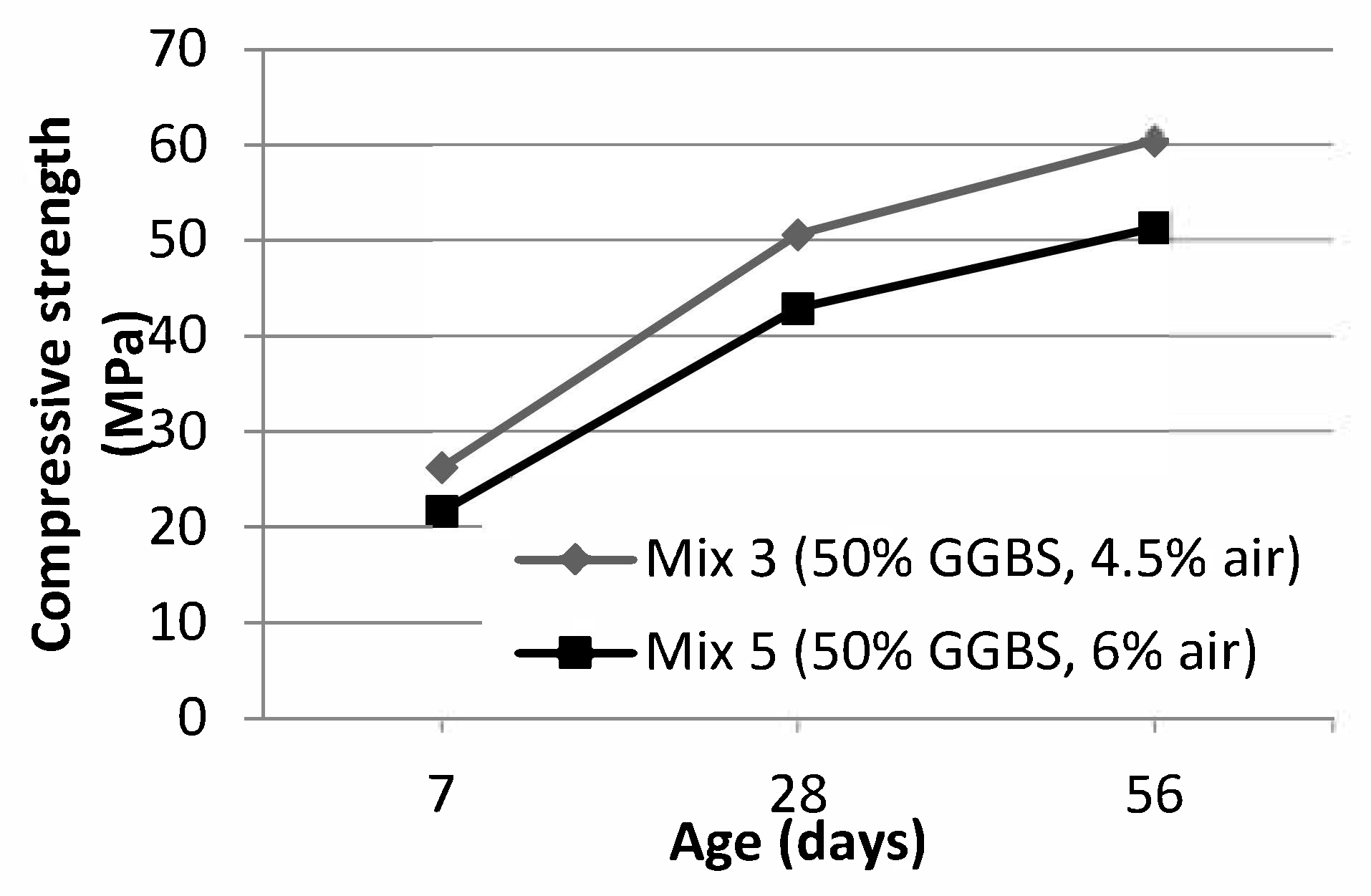
3.1.2. Influence of the Air Content of Concrete
3.1.3. Influence of Efficiency Factor
3.2. Rapid Chloride Migration
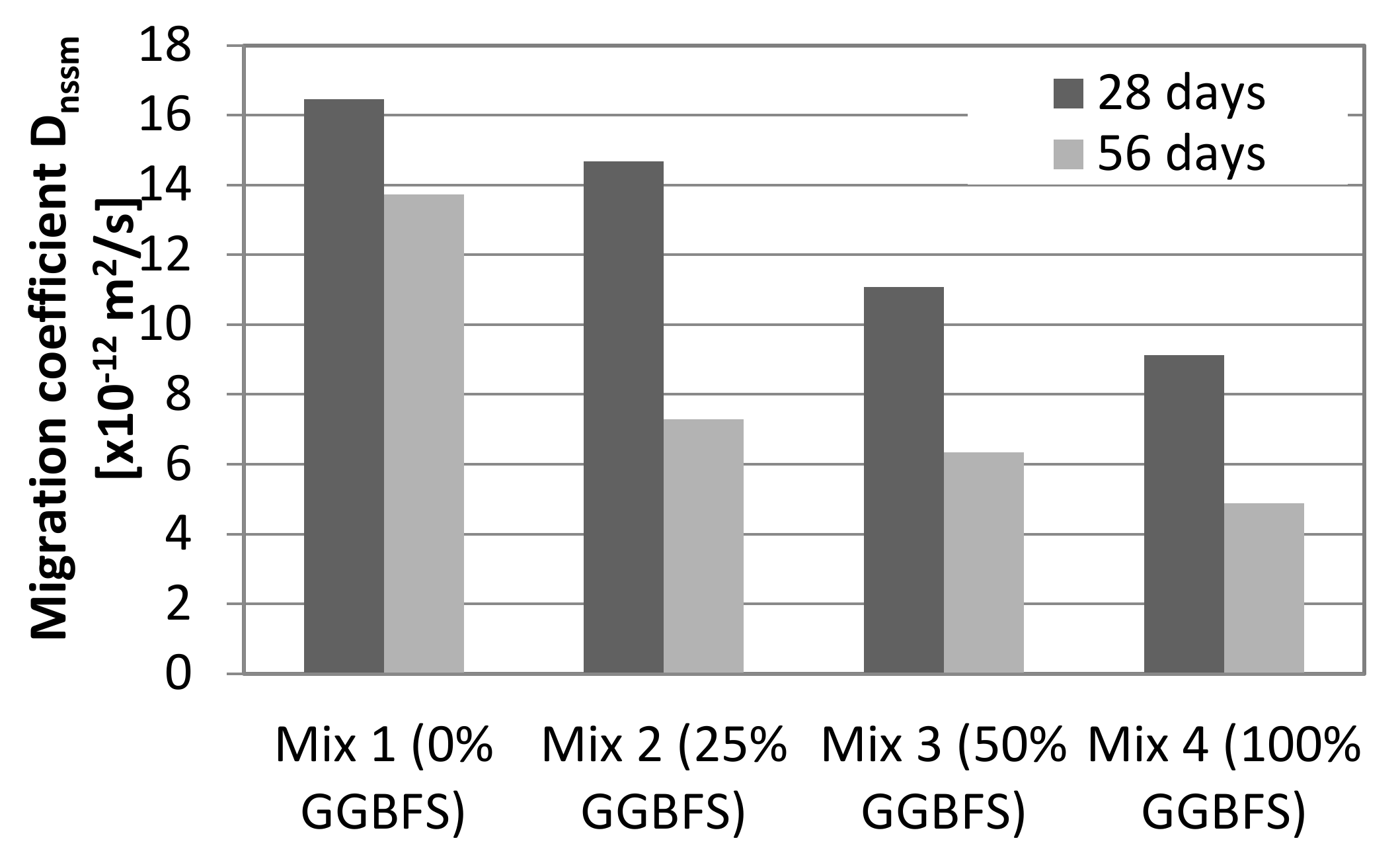
3.2.1. Influence of the Amount of Portland Cement Replacement by GGBS
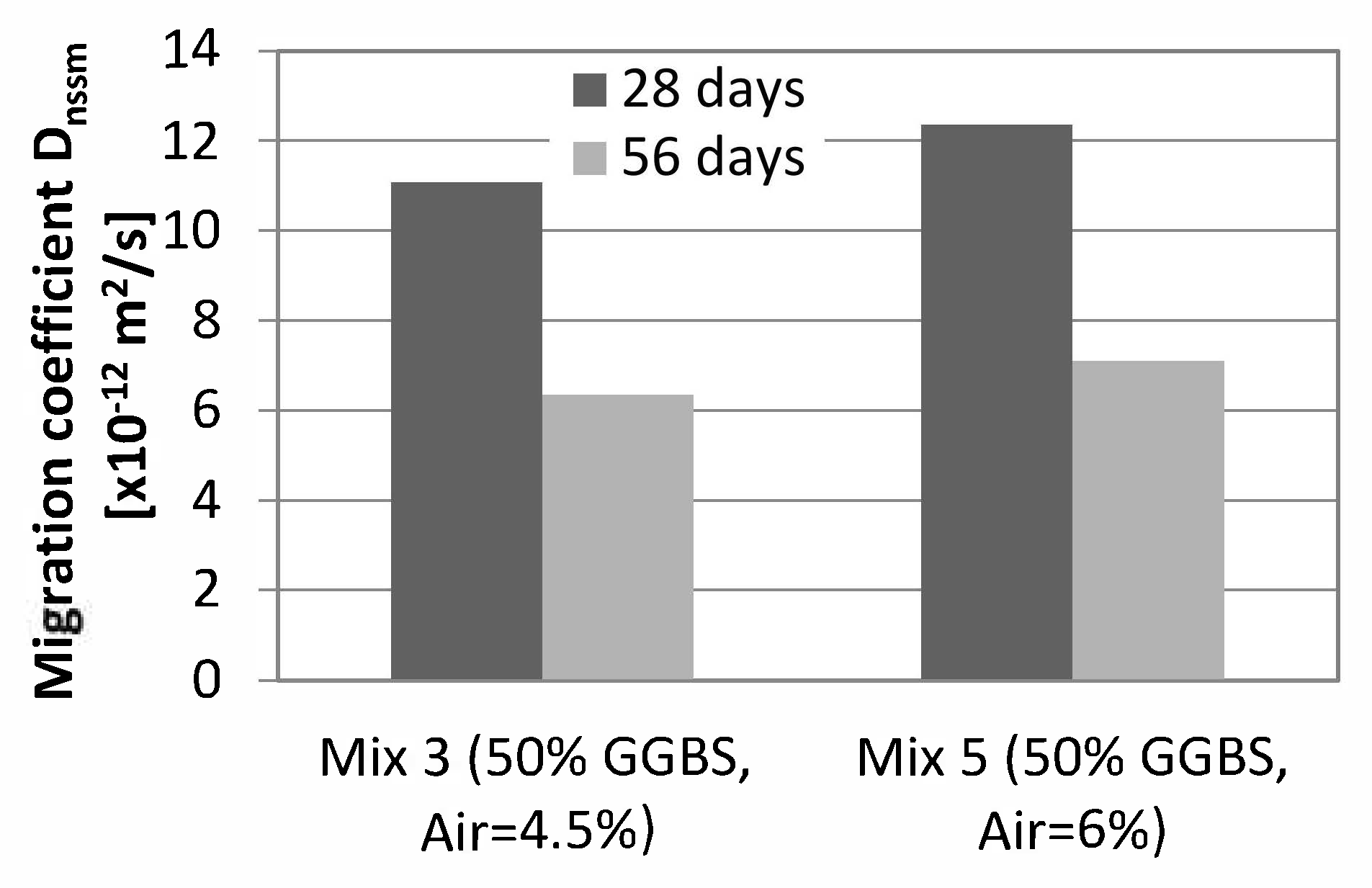
3.2.2. Influence of the Air Content of Concrete
3.2.3. Influence of the Efficiency Factor
3.3. Scaling under Freezing and Thawing
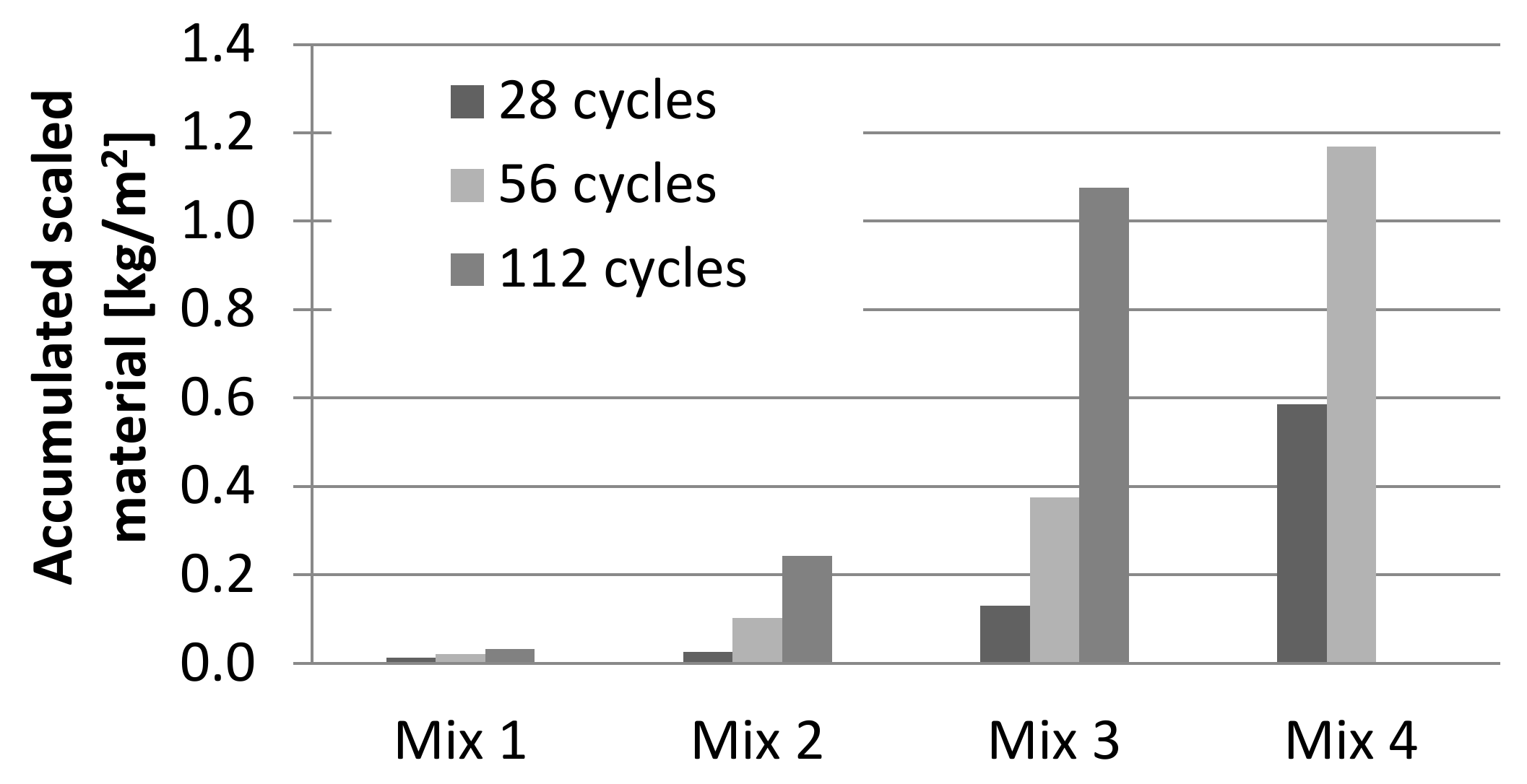
3.3.1. Influence of the Amount of Portland Cement Replacement by GGBS
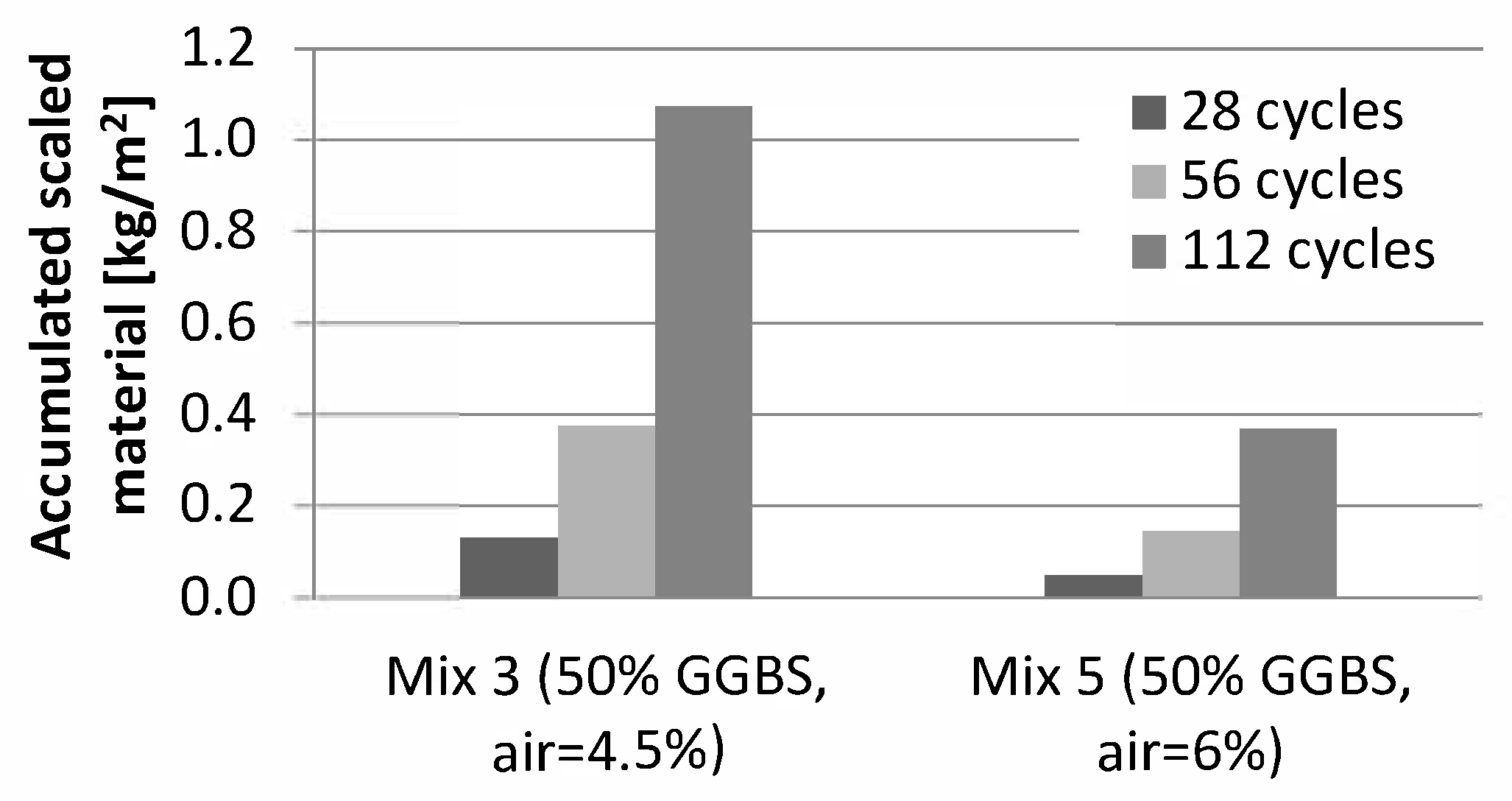
3.3.2. Influence of the Air Content of Concrete
3.3.3. Influence of the Efficiency Factor
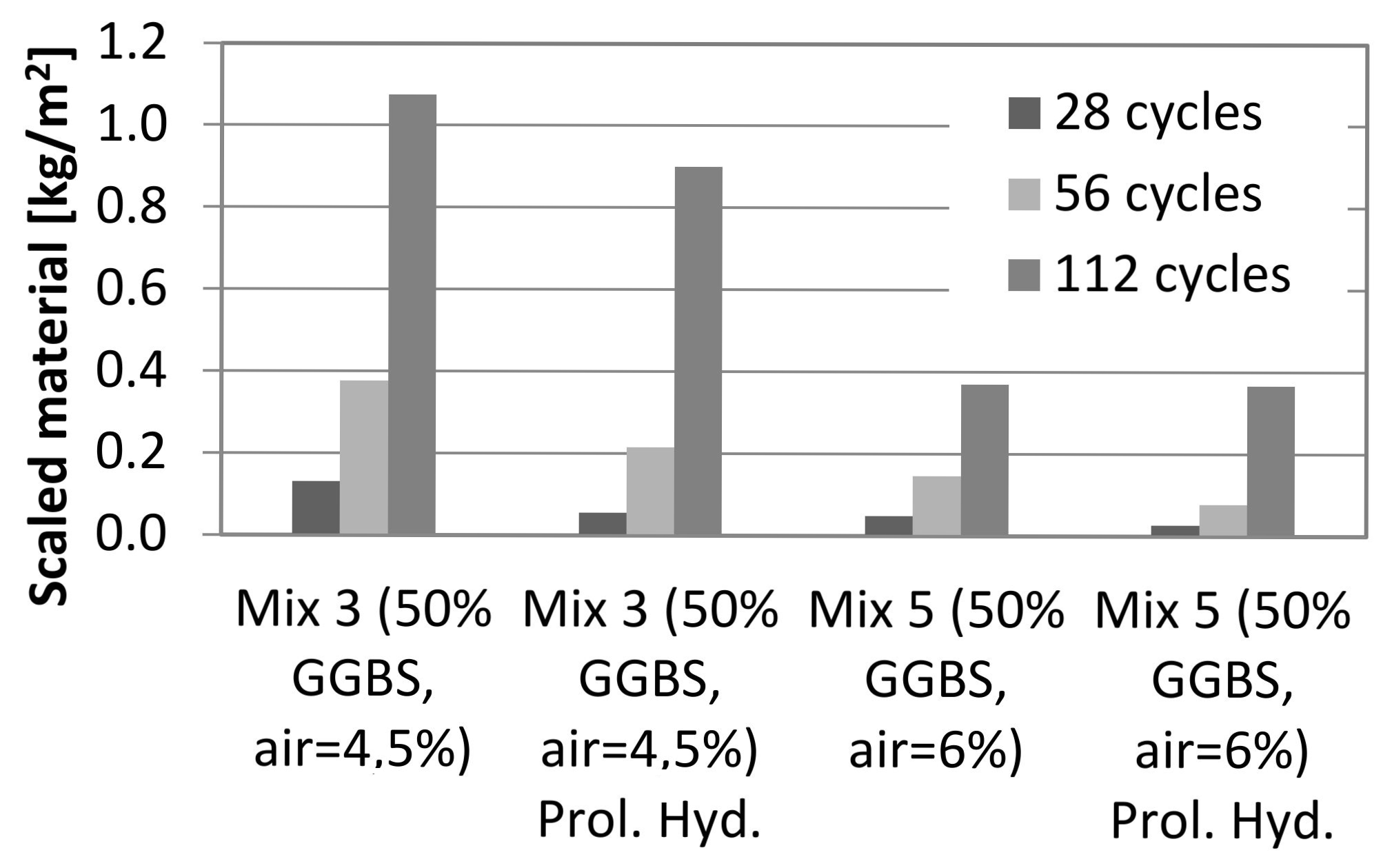
3.3.4. Influence of Prolonged Hydration before the Start of the Freeze/Thaw Test
4. Conclusions
- The frost resistance of concrete generally decreases with an increase of the addition of GGBS, for concrete with 4% to 5% of air content by volume. This fact may be due to the slower hydration of GGBS when compared to Portland cement concrete, which yields a more porous concrete with a lower strength at the age of the start of the freeze/thaw test. The results showed, however, that it is possible to produce frost resistant concrete with GGBS amounts up to 50% (of the weight of CEM I), by changing some properties of the mix (such as increasing the air content), i.e., it is possible to produce salt-frost resistant concrete with percentages of GGBS replacement higher than the limit defined by SS 13 70 03 [9] for exposure class XF4 (25% of the weight of CEM I).
- For concrete with 50% of the weight of cement replaced by GGBS, the results for frost resistance after 112 cycles changed from not acceptable, for concrete with an air content of 4.5%, to good, for concrete with 5.6% of air. These results show that the beneficial effect of an adequate air pore structure in the salt-frost resistance of concrete is also valid for concrete with GGBS. The results also showed that amounts of GGBS up to 50% of the cement weight can be safely used in freezing environments where de-icing salts are used, as long as proper air entrainment is provided.
- Addition of GGBS in concrete significantly improves the resistance against chloride ingress, when compared to Portland cement concrete. The results show that the performance of concrete against chloride penetration increases with increased cement replacement levels (up to 100% of the Portland cement weight). The resistance of GGBS concrete against chloride is mainly related to its denser and more refined microstructure, which results in a less permeable concrete and, consequently, on a slower diffusion of the Cl- ions. On the other hand, GGBS has also shown to improve both the physical and chemical binding of chloride ions, which also contributes to a reduction of the free chlorides in the concrete paste.
- The results also show that GGBS concrete outperforms Portland cement concrete at all ages, and all percentages of replacement, even if the slag replaces the cement on a one-to-one basis (i.e., for a k-factor of 1.0). The efficiency factor concept is based on the water/binder ratio and compressive strength development of a concrete quality with additions, in comparison to Portland cement concrete, while no durability aspects are taken into account. The present results raise questions about the applicability of the efficiency factors when durability issues under concern.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- SIS. Concrete-Part. 1: Specifications, Properties, Production and Conformity; Swedish Standard Institute: Stockholm, Swedish, 2001. [Google Scholar]
- Virgalitte, S.; Luther, M.; Rose, J.; Mather, B. Ground Granulated Blast-Furnace Slag as a Cementitious Constituent in Concrete; ACI Committee: Farmington Hills, MI, USA, 2000. [Google Scholar]
- Al-Kheetan, M.J.; Rahman, M.M. Integration of anhydrous sodium acetate (ASAc) into concrete pavement for protection against harmful impact of deicing salt. JOM 2019, 71, 4899–4909. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete, 5th ed.; Pearson Education Limited: Essex, UK, 2013. [Google Scholar]
- SIS. Concrete-Usage of EN 206-1 in Sweden; Swedish Standard Institute: Stockholm, Swedish, 2008. [Google Scholar]
- SIS. Ground Granulated Blast Furnace Slag for Use in Concrete, Mortar and Grout-Part. 1: Definitions, Specifications and Conformity Criteria; Swedish Standard Institute: Stockholm, Swedish, 2005. [Google Scholar]
- Domone, P.; Illston, J. Construction Materials, Their Nature and Behaviour, 4th ed.; Spon Press: New York, NY, USA, 2010. [Google Scholar]
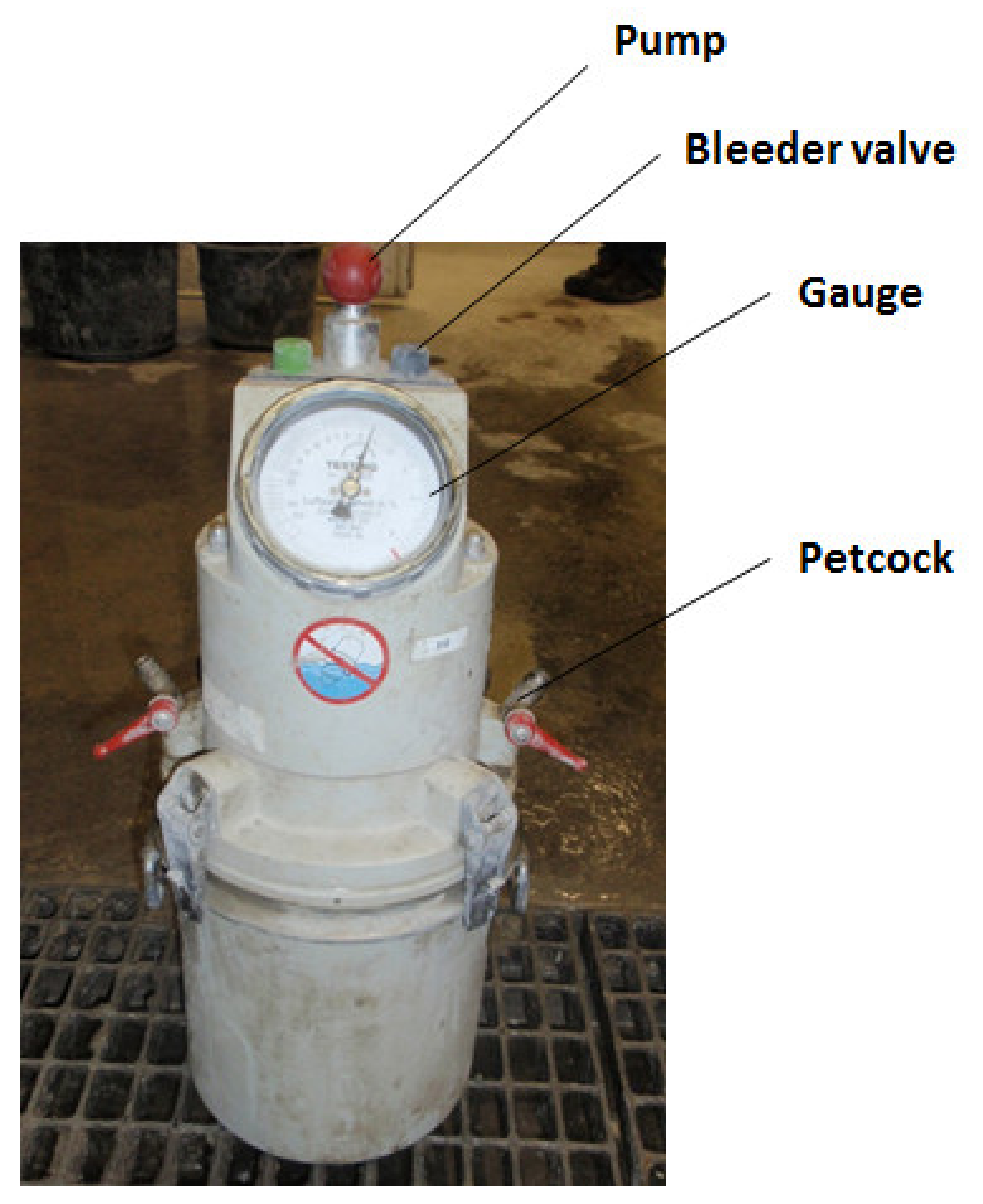
- SIS. Testing Fresh Concrete-Part 7: Air Content-Pressure Methods; Swedish Standard Institute: Stockholm, Swedish, 2019. [Google Scholar]
- SIS. Concrete Testing-Hardened Concrete-Scaling at Freezing; Swedish Standard Institute: Stockholm, Swedish, 2005. [Google Scholar]
- NORDTEST. Concrete, Mortar and Cement Based Repair Materials: Non Steady-State Migration Experiments (NT BUILD 492); NORDTEST: Taastrup, Denmark, 1999. [Google Scholar]
- Gruyaert, E. Effect of Blast-Furnace Slag as Cement Replacement on Hydration, Microstructure, Strength and Durability of Concrete. Ph.D. Thesis, Department of Structural Engineering, University of Ghent, Ghent, Belgium, 2011. [Google Scholar]
- Ramachandran, V.S. Concrete Admixtures Handbook-Properties, Science, and Technology, 2nd ed.; William Andrew Publishing: Norwich, NY, USA, 1995; ISBN 0-8155-1373-9. [Google Scholar]
- Ellis, W.E., Jr.; Riggs, E.H.; Butler, W.B. Comparative results of utilization of fly ash, silica fume and ggbfs in reducing the chloride permeability of concrete. In Proceedings of the Second CANMET/ACI International Conference on Durability of Concrete, Montreal, QC, Canada, 4–9 August 1991. [Google Scholar]
- Ozyildirim, C. Resistance to penetration of chlorides into concretes containing latex, fly ash, slag and silica fume. In Proceedings of the Durability of Concrete, Third International Conference, Nice, France, 5 January 1994. [Google Scholar]
- Utgenannt, P. The Influence of Ageing on the Salt-Frost Resistance of Concrete. Ph.D. Thesis, Lund University, Lund Institute of Technology, Division of Building Materials, Lund, Sweden, 2004. [Google Scholar]
- Copuroğlu, O. The Characterisation, Improvement and Modelling Aspect of Frost Salt Scaling of Cement-Based Materials with a High. Slag Content. Ph.D. Thesis, Delft Technical University, Delft, The Netherlands, 2006. [Google Scholar]
- Löfgren, I.; Lindvall, A.; Esping, O. Beständighet Hos Anläggningskonstruktioner; Etapp II-Funktionella Materialkrav, Betong Med Flygaska Eller GGBS Beständighetsegenskaper (delprojekt 1c) (Durability of civil Engineering Structures; Part. II-Performance Based Material Requirements. Concrete with Fly Ash or GGBS Durability (Project 1c)), Final report from project 1c in the project “ Effective Concrete structures, performance based material requirements-part 1, inventory”; Thomas Concrete Group: Göteborg, Sweden, 2016. [Google Scholar]
- Helsing, E. Salt-Frostprovning Av Betong Med GGBS Och Flygaska (Salt-Frost Testing of Concrete with GGBS and Fly Ash); CBI Concrete Institute: Borås, Sweden, 2017. [Google Scholar]
- Boubitsas, D.; Tang, L.; Fridh, K.; Müller, U.; Utgenannt, P. Frost Resistance of Concrete-Experience from Long-Term Field Exposure; RISE CBI Concrete Institute: Borås, Sweden, 2018. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mix | ||||||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Amount of GGBS (% of CEM I) | 0 | 25 | 50 | 100 | 50 | 50 |
| k-factor | 0.6 | 0.6 | 0.6 | 0.6 | 1 | |
| Targeted air content [+/-0,5%] (%) | 4.5 | 4.5 | 4.5 | 4.5 | 6 | 4.5 |
| (w/c)eff ratio | 0.45 | 0.52 | 0.59 | 0.72 | 0.59 | 0.68 |
| (w/b) ratio | 0.45 | 0.41 | 0.39 | 0.36 | 0.39 | 0.45 |
| (w/c)eq ratio | 0.45 | 0.45 | 0.45 | 0.45 | 0.45 | 0.45 |
| Cement [kg/m3] | 390 | 330 | 330 | 280 | 330 | 250 |
| GGBS [kg/m3] | 0 | 82.5 | 165 | 280 | 165 | 125 |
| (GGBS/total binder) ratio | 0 | 0.2 | 0.33 | 0.5 | 0.33 | 0.33 |
| Equivalent cement content | 390 | 379.5 | 429 | 448 | 429 | 375 |
| Aggregate | ||||||
| Sjösand (0–4 mm) [kg/m3] | 449.8 | 446.4 | 411 | 388.6 | 410.7 | 455 |
| Hol (0–8 mm) [kg/m3] | 274.7 | 272.7 | 251 | 237.3 | 250.8 | 277.9 |
| Tagene (4–8 mm) [kg/m3] | 121.6 | 120.7 | 111.1 | 105 | 111 | 123 |
| Tagene (8–16 mm) [kg/m3] | 885.7 | 879 | 809.2 | 765.1 | 808.7 | 896 |
| Water [kg/m3] | 175.5 | 170.8 | 193.1 | 201.6 | 193.1 | 168.8 |
| AEA [kg/m3] | 0.975 | 0.99 | 1.155 | 1.12 | 2.475 | 1 |
| AEA [% of cement by weight] | 0.25 | 0.3 | 0.45 | 0.4 | 0.75 | 0.4 |
| AEA [% of binder by weight] | 0.25 | 0.3 | 0.35 | 0.4 | 0.75 | 0.4 |
| Plasticizer [kg/m3] | 1.365 | 1.32 | 2.145 | 1.4 | 1.155 | 1.125 |
| Plasticizer [% of cement by weight] | 0.35 | 0.4 | 0.65 | 0.5 | 0.35 | 0.45 |
| Frost Resistance | Requirements |
|---|---|
| Very good | The mean value of the scaled material after 56 cycles (m56) is less than 0.10 kg/m2. |
| Good | The mean value of the scaled material after 56 cycles (m56) is less than 0.20 kg/m2 and m56/m28 is less than 2; |
| or | |
| The mean value of the scaled material after 112 cycles (m112) is less than 0.50 kg/m2. | |
| Acceptable | The mean value of the scaled material after 56 cycles (m56) is less than 1.00 kg/m2 and m56/m28 is less than 2 |
| Or | |
| The mean value of the scaled material after 112 cycles (m112) is less than 1.00 kg/m2. | |
| Unacceptable | The requirements for acceptable frost resistance are not met. |
| Test In The Hardened Concrete | Age (Days) | Number of Specimens | Geometry (mm) |
|---|---|---|---|
| Compressive Strength (EN 12390-2) | 7 | 2 | Cube, 150 (e) |
| 28 | 3 | ||
| 56 | 2 | ||
| Rapid Chloride Migration | 28 | 1 | Cylinder, 100 × 50 |
| (NT Build 492) | 56 | 1 | (Ø x h) |
| Scaling under freeze/thaw | 31 | 4 | 150 × 150 × 50 slabs cut from cube, 150 (e) |
| (SS 13 72 44) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Correia, V.; Gomes Ferreira, J.; Tang, L.; Lindvall, A. Effect of the Addition of GGBS on the Frost Scaling and Chloride Migration Resistance of Concrete. Appl. Sci. 2020, 10, 3940. https://doi.org/10.3390/app10113940
Correia V, Gomes Ferreira J, Tang L, Lindvall A. Effect of the Addition of GGBS on the Frost Scaling and Chloride Migration Resistance of Concrete. Applied Sciences. 2020; 10(11):3940. https://doi.org/10.3390/app10113940
Chicago/Turabian StyleCorreia, Vera, João Gomes Ferreira, Luping Tang, and Anders Lindvall. 2020. "Effect of the Addition of GGBS on the Frost Scaling and Chloride Migration Resistance of Concrete" Applied Sciences 10, no. 11: 3940. https://doi.org/10.3390/app10113940
APA StyleCorreia, V., Gomes Ferreira, J., Tang, L., & Lindvall, A. (2020). Effect of the Addition of GGBS on the Frost Scaling and Chloride Migration Resistance of Concrete. Applied Sciences, 10(11), 3940. https://doi.org/10.3390/app10113940