Manufacturing and Characterization of Green Composites with Partially Biobased Epoxy Resin and Flaxseed Flour Wastes

 ,
,  , ,
, ,  ,
,  and
and 
Abstract
Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. BioEP/FF Composites’ Manufacturing
2.3. BioEP/FF Composites’ Characterization
2.3.1. Mechanical Properties
2.3.2. Thermal Properties
2.3.3. Thermo-Mechanical Properties
2.3.4. Morphological Properties
2.3.5. Water Uptake
2.3.6. Color Properties
3. Results and Discussion
3.1. Morphology of FF Particles
3.2. Mechanical Properties
3.3. Thermal Properties
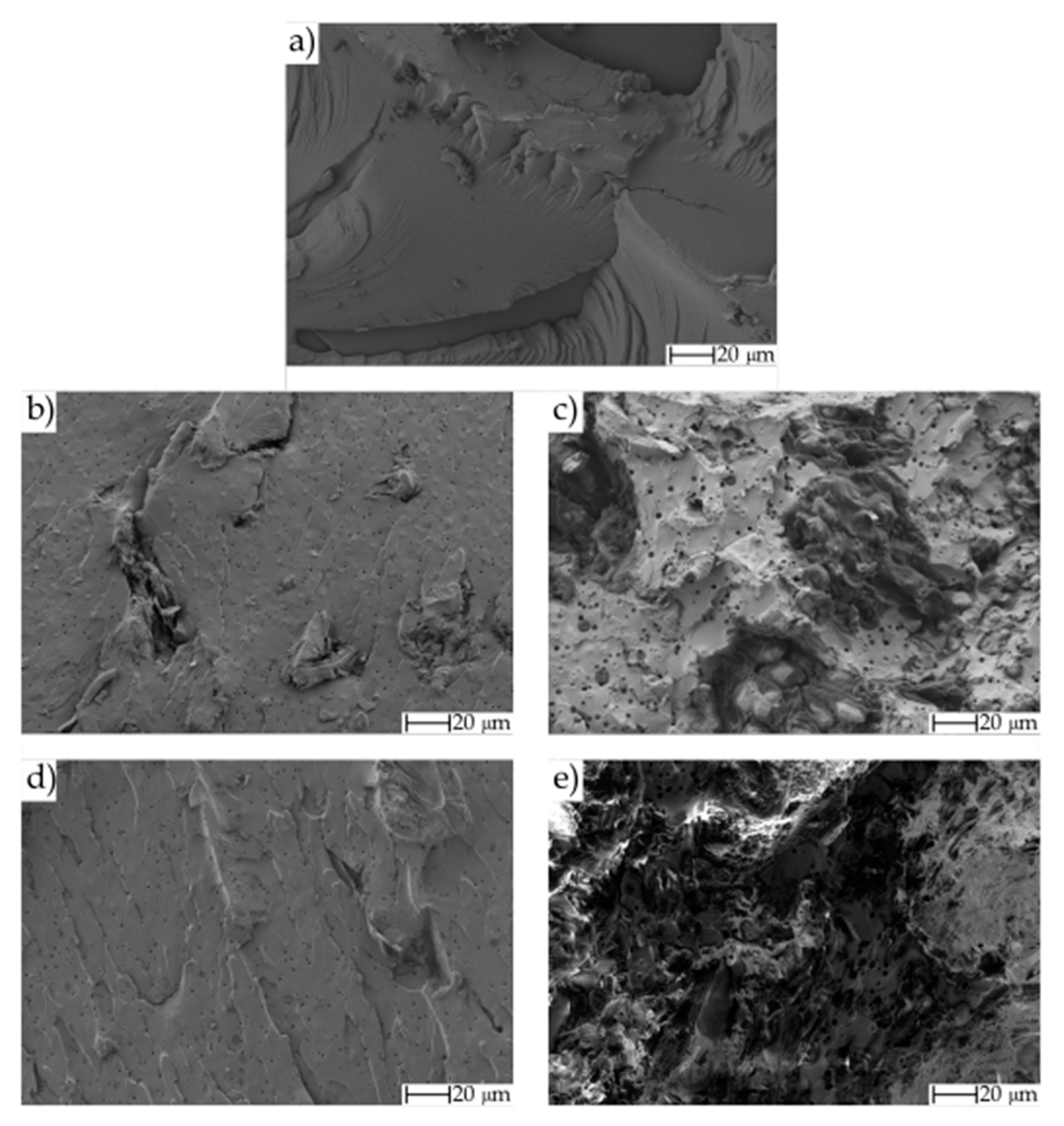
3.4. Morphological Properties
3.5. Thermo-Mechanical Properties
3.6. Water Uptake Properties
3.7. Color Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Antonio, C.; Newson, W.; Olsson, R.; Hedenquist, M.; Johansson, E. Advances in the use of protein-based materials: Towards sustainable naturally sourced absorbent materials. ACS Sustain. Chem. Eng. 2019, 7. [Google Scholar] [CrossRef]
- Babu, R.P.; O′connor, K.; Seeram, R. Current progress on bio-based polymers and their future trends. Prog. Biomater. 2013, 2, 8. [Google Scholar] [CrossRef]
- Kim, J.-Y.; Lee, H.W.; Lee, S.M.; Jae, J.; Park, Y.-K. Overview of the recent advances in lignocellulose liquefaction for producing biofuels, bio-based materials and chemicals. Bioresour. Technol. 2019, 279, 373–384. [Google Scholar] [CrossRef]
- Boronat, T.; Fombuena, V.; Garcia-Sanoguera, D.; Sanchez-Nacher, L.; Balart, R. Development of a biocomposite based on green polyethylene biopolymer and eggshell. Mater. Des. 2015, 68, 177–185. [Google Scholar] [CrossRef]
- Naghmouchi, I.; Mutjé, P.; Boufi, S. Olive stones flour as reinforcement in polypropylene composites: A step forward in the valorization of the solid waste from the olive oil industry. Ind. Crops Prod. 2015, 72, 183–191. [Google Scholar] [CrossRef]
- Zaaba, N.F.; Ismail, H. Thermoplastic/Natural Filler Composites: A Short Review. J. Phys. Sci. 2019, 30, 81–99. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Carbonell-Verdu, A.; Jordá-Vilaplana, A.; Balart, R.; Garcia-Sanoguera, D. Development and characterization of green composites from bio-based polyethylene and peanut shell. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Torres-Giner, S.; Montanes, N.; Fenollar, O.; García-Sanoguera, D.; Balart, R. Development and optimization of renewable vinyl plastisol/wood flour composites exposed to ultraviolet radiation. Mater. Des. 2016, 108, 648–658. [Google Scholar] [CrossRef]
- Ghofrani, M.; Pishan, S.; Mohammadi, M.R.; Omidi, H. A study on rice-husk/recycled high density polyethylene composites–their physical and mechanical properties. Environ. Sci. 2011, 9, 99–112. [Google Scholar]
- Dimzoski, B.; Bogoeva-Gaceva, G.; Gentile, G.; Avella, M.; Grozdanov, A. Polypropylene-based eco-composites filled with agricultural rice hulls waste. Chem. Biochem. Eng. Q. 2009, 23, 225–230. [Google Scholar]
- Prabu, V.A.; Johnson, R.D.J.; Amuthakkannan, P.; Manikandan, V. Usage of industrial wastes as particulate composite for environment management: Hardness, tensile and impact studies. J. Environ. Chem. Eng. 2017, 5, 1289–1301. [Google Scholar] [CrossRef]
- Prabhakar, M.; Shah, A.U.R.; Rao, K.C.; Song, J.-I. Mechanical and thermal properties of epoxy composites reinforced with waste peanut shell powder as a bio-filler. Fibers Polym. 2015, 16, 1119–1124. [Google Scholar] [CrossRef]
- Ikladious, N.; Shukry, N.; El-Kalyoubi, S.; Asaad, J.; Mansour, S.; Tawfik, S.; Abou-Zeid, R. Eco-friendly composites based on peanut shell powder/unsaturated polyester resin. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 955–964. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Garcia-Garcia, D.; Carbonell-Verdu, A.; Balart, R.; Torres-Giner, S. Effect of different compatibilizers on injection-molded green composite pieces based on polylactide filled with almond shell flour. Compos. Part B Eng. 2018, 147, 76–85. [Google Scholar] [CrossRef]
- Singh, V.; Bansal, G.; Agarwal, M.; Negi, P. Experimental determination of mechanical and physical properties of almond shell particles filled biocomposite in modified epoxy resin. J. Mater. Sci. Eng. 2016, 5. [Google Scholar] [CrossRef]
- Liminana, P.; Garcia-Sanoguera, D.; Quiles-Carrillo, L.; Balart, R.; Montanes, N. Development and characterization of environmentally friendly composites from poly (butylene succinate)(PBS) and almond shell flour with different compatibilizers. Compos. Part B Eng. 2018, 144, 153–162. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Szulc, J. Application of sunflower husk, hazelnut shell and walnut shell as waste agricultural fillers for epoxy-based composites: A study into mechanical behavior related to structural and rheological properties. Polym. Test. 2019, 75, 1–11. [Google Scholar] [CrossRef]
- Balart, J.; Montanes, N.; Fombuena, V.; Boronat, T.; Sánchez-Nacher, L. Disintegration in compost conditions and water uptake of green composites from poly (lactic acid) and hazelnut shell flour. J. Polym. Environ. 2018, 26, 701–715. [Google Scholar] [CrossRef]
- Ameh, A.O.; Isa, M.T.; Sanusi, I. Effect of particle size and concentration on the mechanical properties of polyester/date palm seed particulate composites. Leonardo Electron. J. Pract. Technol. 2015, 26, 65–78. [Google Scholar]
- Sharma, H.; Singh, I.; Misra, J.P. Mechanical and thermal behaviour of food waste (Citrus limetta peel) fillers–based novel epoxy composites. Polym. Polym. Compos. 2019, 27, 527–535. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Quiles-Carrillo, L.; Montanes, N.; Fombuena, V.; Balart, R. Manufacturing and Characterization of Composite Fibreboards with Posidonia oceanica Wastes with an Environmentally-Friendly Binder from Epoxy Resin. Materials 2018, 11, 35. [Google Scholar] [CrossRef] [PubMed]
- Ferrero, B.; Fombuena, V.; Fenollar, O.; Boronat, T.; Balart, R. Development of natural fiber-reinforced plastics (NFRP) based on biobased polyethylene and waste fibers from Posidonia oceanica seaweed. Polym. Compos. 2015, 36, 1378–1385. [Google Scholar] [CrossRef]
- Koutsomitopoulou, A.; Bénézet, J.; Bergeret, A.; Papanicolaou, G. Preparation and characterization of olive pit powder as a filler to PLA-matrix bio-composites. Powder Technol. 2014, 255, 10–16. [Google Scholar] [CrossRef]
- Naghmouchi, I.; Espinach, F.X.; Mutjé, P.; Boufi, S. Polypropylene composites based on lignocellulosic fillers: How the filler morphology affects the composite properties. Mater. Des. (1980–2015) 2015, 65, 454–461. [Google Scholar] [CrossRef]
- D′Amato, D.; Veijonaho, S.; Toppinen, A. Towards sustainability? Forest-based circular bioeconomy business models in Finnish SMEs. For. Policy Econ. 2020, 110, 101848. [Google Scholar] [CrossRef]
- Capezza, A.J.; Lundman, M.; Olsson, R.T.; Newson, W.R.; Hedenqvist, M.S.; Johansson, E. Carboxylated wheat gluten proteins—A green solution for production of sustainable superabsorbent materials. Biomacromolecules 2020, 21, 1709–1719. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Kloziński, A. Complex modification effect of linseed cake as an agricultural waste filler used in high density polyethylene composites. Iran. Polym. J. 2018, 27, 677–688. [Google Scholar] [CrossRef]
- Food and Agriculture Organization. Available online: http://www.fao.org (accessed on 28 April 2020).
- Zhang, Z.-S.; Wang, L.-J.; Li, D.; Jiao, S.-S.; Chen, X.D.; Mao, Z.-H. Ultrasound-assisted extraction of oil from flaxseed. Sep. Purif. Technol. 2008, 62, 192–198. [Google Scholar] [CrossRef]
- Yasmeen, M.; Nisar, S.; Tavallali, V.; Khalid, T. A review of phytochemicals and uses of flaxseed. Int. J. Chem. Biochem. Sci. 2018, 13, 70–75. [Google Scholar]
- Bekhit, A.E.-D.A.; Shavandi, A.; Jodjaja, T.; Birch, J.; Teh, S.; Ahmed, I.A.M.; Al-Juhaimi, F.Y.; Saeedi, P.; Bekhit, A.A. Flaxseed: Composition, detoxification, utilization, and opportunities. Biocatal. Agric. Biotechnol. 2018, 13, 129–152. [Google Scholar] [CrossRef]
- Zhang, Z.-S.; Wang, L.-J.; Li, D.; Li, S.-J.; Özkan, N. Characteristics of flaxseed oil from two different flax plants. Int. J. Food Prop. 2011, 14, 1286–1296. [Google Scholar] [CrossRef]
- Mannucci, A.; Castagna, A.; Santin, M.; Serra, A.; Mele, M.; Ranieri, A. Quality of flaxseed oil cake under different storage conditions. LWT 2019, 104, 84–90. [Google Scholar] [CrossRef]
- Brison, L. Evaluation of the Effect of Nitrogen Fertilization and Tillage on the Yield and the Nutritional Profile of Flaxseed. Master’s Thesis, Université catholique de Louvain, Ottignies-Louvain-la-Neuve, Belgium, 2019. [Google Scholar]
- Wirkijowska, A.; Zarzycki, P.; Sobota, A.; Nawrocka, A.; Blicharz-Kania, A.; Andrejko, D. The possibility of using by-products from the flaxseed industry for functional bread production. LWT 2020, 118, 108860. [Google Scholar] [CrossRef]
- Kolodziejczyk, P.; Ozimek, L.; Kozłowska, J. The application of flax and hemp seeds in food, animal feed and cosmetics production. In Handbook of Natural Fibres; Elsevier: Amsterdam, The Netherlands, 2012; pp. 329–366. [Google Scholar]
- Chan, C.M.; Vandi, L.-J.; Pratt, S.; Halley, P.; Richardson, D.; Werker, A.; Laycock, B. Composites of wood and biodegradable thermoplastics: A review. Polym. Rev. 2018, 58, 444–494. [Google Scholar] [CrossRef]
- España, J.; Samper, M.; Fages, E.; Sánchez-Nácher, L.; Balart, R. Investigation of the effect of different silane coupling agents on mechanical performance of basalt fiber composite laminates with biobased epoxy matrices. Polym. Compos. 2013, 34, 376–381. [Google Scholar] [CrossRef]
- Bertomeu, D.; García-Sanoguera, D.; Fenollar, O.; Boronat, T.; Balart, R. Use of eco-friendly epoxy resins from renewable resources as potential substitutes of petrochemical epoxy resins for ambient cured composites with flax reinforcements. Polym. Compos. 2012, 33, 683–692. [Google Scholar] [CrossRef]
- Samper, M.; Fombuena, V.; Boronat, T.; García-Sanoguera, D.; Balart, R. Thermal and mechanical characterization of epoxy resins (ELO and ESO) cured with anhydrides. J. Am. Oil Chem. Soc. 2012, 89, 1521–1528. [Google Scholar] [CrossRef]
- Fombuena, V.; Samper, M.; Sanchez-Nacher, L. Study of the properties of thermoset materials derived from epoxidized soybean oil and protein fillers. J. Am. Oil Chem. Soc. 2013, 90, 449–457. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Bernardi, L.; Garcia-Garcia, D.; Sanchez-Nacher, L.; Balart, R. Development of environmentally friendly composite matrices from epoxidized cottonseed oil. Eur. Polym. J. 2015, 63, 1–10. [Google Scholar] [CrossRef]
- Anusic, A.; Resch-Fauster, K.; Mahendran, A.R.; Wuzella, G. Anhydride Cured Bio-Based Epoxy Resin: Effect of Moisture on Thermal and Mechanical Properties. Macromol. Mater. Eng. 2019, 304, 1900031. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Duart, S.; Montanes, N.; Torres-Giner, S.; Balart, R. Enhancement of the mechanical and thermal properties of injection-molded polylactide parts by the addition of acrylated epoxidized soybean oil. Mater. Des. 2018, 140, 54–63. [Google Scholar] [CrossRef]
- Fenollar, O.; Sanchez-Nacher, L.; Garcia-Sanoguera, D.; López, J.; Balart, R. The effect of the curing time and temperature on final properties of flexible PVC with an epoxidized fatty acid ester as natural-based plasticizer. J. Mater. Sci. 2009, 44, 3702–3711. [Google Scholar] [CrossRef]
- Liu, X.; Huang, W.; Jiang, Y.; Zhu, J.; Zhang, C. Preparation of a bio-based epoxy with comparable properties to those of petroleum-based counterparts. Express Polym. Lett. 2012, 6, 293–298. [Google Scholar] [CrossRef]
- Niedermann, P.; Szebényi, G.; Toldy, A. Characterization of high glass transition temperature sugar-based epoxy resin composites with jute and carbon fibre reinforcement. Compos. Sci. Technol. 2015, 117, 62–68. [Google Scholar] [CrossRef]
- Niedermann, P.; Szebényi, G.; Toldy, A. Effect of epoxidized soybean oil on curing, rheological, mechanical and thermal properties of aromatic and aliphatic epoxy resins. J. Polym. Environ. 2014, 22, 525–536. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, Y.; Yang, F.; Wang, J.; Wang, X. Study on the Properties of Transparent Bamboo Prepared by Epoxy Resin Impregnation. Polymers 2020, 12, 863. [Google Scholar] [CrossRef]
- Salasinska, K.; Mizera, K.; Barczewski, M.; Borucka, M.; Gloc, M.; Celiński, M.; Gajek, A. The influence of degree of fragmentation of Pinus sibirica on flammability, thermal and thermomechanical behavior of the epoxy-composites. Polym. Test. 2019, 79, 106036. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, K.; Bhowmik, S. Mechanical characterization and quantification of tensile, fracture and viscoelastic characteristics of wood filler reinforced epoxy composite. Wood Sci. Technol. 2018, 52, 677–699. [Google Scholar] [CrossRef]
- Stabik, J.; Chomiak, M. Graded epoxy-hard coal composites: Analysis of filler particle distribution in the epoxy matrix. J. Compos. Mater. 2016, 50, 3663–3677. [Google Scholar] [CrossRef]
- Lascano, D.; Quiles-Carrillo, L.; Torres-Giner, S.; Boronat, T.; Montanes, N. Optimization of the curing and post-curing conditions for the manufacturing of partially bio-based epoxy resins with improved toughness. Polymers 2019, 11, 1354. [Google Scholar] [CrossRef]
- Agüero, Á.; Lascano, D.; Garcia-Sanoguera, D.; Fenollar, O.; Torres-Giner, S. Valorization of Linen Processing By-Products for the Development of Injection-Molded Green Composite Pieces of Polylactide with Improved Performance. Sustainability 2020, 12, 652. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Mamun, A.A.; Volk, J. Barley husk and coconut shell reinforced polypropylene composites: The effect of fibre physical, chemical and surface properties. Compos. Sci. Technol. 2010, 70, 840–846. [Google Scholar] [CrossRef]
- Salasinska, K.; Barczewski, M.; Górny, R.; Kloziński, A. Evaluation of highly filled epoxy composites modified with walnut shell waste filler. Polym. Bull. 2018, 75, 2511–2528. [Google Scholar] [CrossRef]
- Kwon, H.-J.; Sunthornvarabhas, J.; Park, J.-W.; Lee, J.-H.; Kim, H.-J.; Piyachomkwan, K.; Sriroth, K.; Cho, D. Tensile properties of kenaf fiber and corn husk flour reinforced poly (lactic acid) hybrid bio-composites: Role of aspect ratio of natural fibers. Compos. Part B Eng. 2014, 56, 232–237. [Google Scholar] [CrossRef]
- Bisht, N.; Gope, P.C. Mechanical properties of rice husk flour reinforced epoxy bio-composite. Int. J. Eng. Res. Appl. 2015, 5, 123128. [Google Scholar]
- Novowood. Available online: https://www.novowood.it/en/download-technical-sheet-wpc_39c7.html (accessed on 18 May 2020).
- Jeluplast. Available online: https://www.jeluplast.com/wp-content/uploads/2013/09/WPC-PE-H70-800-03.pdf (accessed on 18 May 2020).
- García-García, D.; Carbonell, A.; Samper, M.; García-Sanoguera, D.; Balart, R. Green composites based on polypropylene matrix and hydrophobized spend coffee ground (SCG) powder. Compos. Part B Eng. 2015, 78, 256–265. [Google Scholar] [CrossRef]
- Yussuf, A.; Massoumi, I.; Hassan, A. Comparison of polylactic acid/kenaf and polylactic acid/rise husk composites: The influence of the natural fibers on the mechanical, thermal and biodegradability properties. J. Polym. Environ. 2010, 18, 422–429. [Google Scholar] [CrossRef]
- Raju, G.; Kumarappa, S. Experimental study on mechanical and thermal properties of epoxy composites filled with agricultural residue. Polym. Renew. Resour. 2012, 3, 117–138. [Google Scholar] [CrossRef]
- Chen, W.-H.; Kuo, P.-C. A study on torrefaction of various biomass materials and its impact on lignocellulosic structure simulated by a thermogravimetry. Energy 2010, 35, 2580–2586. [Google Scholar] [CrossRef]
- Moriana, R.; Vilaplana, F.; Ek, M. Forest residues as renewable resources for bio-based polymeric materials and bioenergy: Chemical composition, structure and thermal properties. Cellulose 2015, 22, 3409–3423. [Google Scholar] [CrossRef]
- Hussain, S.; Anjum, F.; Butt, M.; Sheikh, M. Chemical composition and functional properties of flaxseed (Linum usitatissimum) flour. Sarhad J. Agric. 2008, 24, 649–653. [Google Scholar]
- Sengupta, S.; Maity, P.; Ray, D.; Mukhopadhyay, A. Stearic acid as coupling agent in fly ash reinforced recycled polypropylene matrix composites: Structural, mechanical, and thermal characterizations. J. Appl. Polym. Sci. 2013, 130, 1996–2004. [Google Scholar] [CrossRef]
- Mysiukiewicz, O.; Barczewski, M. Utilization of linseed cake as a postagricultural functional filler for poly (lactic acid) green composites. J. Appl. Polym. Sci. 2019, 136, 47152. [Google Scholar] [CrossRef]
- Liu, R.; Wang, J.; He, Q.; Zong, L.; Jian, X. Interaction and properties of epoxy-amine system modified with poly (phthalazinone ether nitrile ketone). J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Balart, J.; García-Sanoguera, D.; Balart, R.; Boronat, T.; Sánchez-Nacher, L. Manufacturing and properties of biobased thermoplastic composites from poly (lactid acid) and hazelnut shell wastes. Polym. Compos. 2018, 39, 848–857. [Google Scholar] [CrossRef]
- Balart, J.; Fombuena, V.; Fenollar, O.; Boronat, T.; Sánchez-Nacher, L. Processing and characterization of high environmental efficiency composites based on PLA and hazelnut shell flour (HSF) with biobased plasticizers derived from epoxidized linseed oil (ELO). Compos. Part B Eng. 2016, 86, 168–177. [Google Scholar] [CrossRef]
- Liminana, P.; Quiles-Carrillo, L.; Boronat, T.; Balart, R.; Montanes, N. The Effect of Varying Almond Shell Flour (ASF) Loading in Composites with Poly (Butylene Succinate (PBS) Matrix Compatibilized with Maleinized Linseed Oil (MLO). Materials 2018, 11, 2179. [Google Scholar] [CrossRef]
- Reixach, R.; Puig, J.; Méndez, J.A.; Gironès, J.; Espinach, F.X.; Arbat, G.; Mutjé, P. Orange wood fiber reinforced polypropylene composites: Thermal properties. Bioresources 2015, 10. [Google Scholar] [CrossRef]
- Akil, H.M.; Cheng, L.W.; Ishak, Z.M.; Bakar, A.A.; Rahman, M.A. Water absorption study on pultruded jute fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2009, 69, 1942–1948. [Google Scholar] [CrossRef]
- Ferrero, B.; Boronat, T.; Moriana, R.; Fenollar, O.; Balart, R. Green composites based on wheat gluten matrix and posidonia oceanica waste fibers as reinforcements. Polym. Compos. 2013, 34, 1663–1669. [Google Scholar] [CrossRef]
- Alander, B.; Capezza, A.; Wu, Q.; Johansson, E.; Olsson, R.T.; Hedenqvist, M. A facile way of making inexpensive rigid and soft protein biofoams with rapid liquid absorption. Ind. Crops Prod. 2018, 119, 41–48. [Google Scholar] [CrossRef]
- Ben Daly, H.; Ben Brahim, H.; Hfaied, N.; Harchay, M.; Boukhili, R. Investigation of water absorption in pultruded composites containing fillers and low profile additives. Polym. Compos. 2007, 28, 355–364. [Google Scholar] [CrossRef]
- Udhayasankar, R.; Kathikeyan, B. Preparation and properties of cashew nut shell liquid-Based composite reinforced by coconut shell particles. Surf. Rev. Lett. 2019, 26, 1850174. [Google Scholar] [CrossRef]
- Naghmouchi, I.; Mutjé, P.; Boufi, S. Polyvinyl chloride composites filled with olive stone flour: Mechanical, thermal, and water absorption properties. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Shehu, U.; Aponbiede, O.; Ause, T.; Obiodunukwe, E. Effect of particle size on the properties of polyester/palm kernel shell (PKS) particulate composites. J. Mater. Environ. Sci. 2014, 5, 366–373. [Google Scholar]
- Thirmizir, M.A.; Ishak, Z.M.; Taib, R.M.; Sudin, R.; Leong, Y. Mechanical, water absorption and dimensional stability studies of kenaf bast fibre-filled poly (butylene succinate) composites. Polym. Plast. Technol. Eng. 2011, 50, 339–348. [Google Scholar] [CrossRef]
- Zabihzadeh, S.M.; Omidvar, A.; Marandi, M.A.B.; Dastoorian, F.; Mirmehdi, S.M. Effect of filler loading on physical and flexural properties of rapeseed stem/PP composites. BioResources 2011, 6, 1475–1483. [Google Scholar]
- Ishak, Z.M.; Yow, B.; Ng, B.; Khalil, H.A.; Rozman, H. Hygrothermal aging and tensile behavior of injection-molded rice husk-filled polypropylene composites. J. Appl. Polym. Sci. 2001, 81, 742–753. [Google Scholar] [CrossRef]
- Najafi, A.; Khademi-Eslam, H. Lignocellulosic filler/recycled HDPE composites: Effect of filler type on physical and flexural properties. BioResources 2011, 6, 2411–2424. [Google Scholar]
- Sapuan, S.; Harun, N.; Abbas, K. Design and fabrication of a multipurpose table using a composite of epoxy and banana pseudostem fibres. J. Trop. Agric. 2008, 45, 66–68. [Google Scholar]
- Sapuan, S.; Maleque, M. Design and fabrication of natural woven fabric reinforced epoxy composite for household telephone stand. Mater. Des. 2005, 26, 65–71. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Code | Flexural Properties | Impact Energy (kJ m−2) | Hardness (Shore D) | |
|---|---|---|---|---|
| FS (MPa) | Ef (MPa) | |||
| BioEP | 95.2 ± 3.4 | 2985 ± 115 | 21.8 ± 3.4 | 83.2 ± 1.0 |
| BioEP_10CFF | 40.4 ± 1.3 | 2840 ± 242 | 2.7 ± 0.9 | 83.3 ± 0.6 |
| BioEP_20CFF | 31.5 ± 0.5 | 2878 ± 86 | 2.6 ± 0.6 | 82.3 ± 1.0 |
| BioEP_30CFF | 28.0 ± 2.0 | 2930 ± 93 | 2.4 ± 0.2 | 82.2 ± 1.0 |
| BioEP_40CFF | 22.5 ± 0.8 | 2290 ± 127 | 2.2 ± 0.3 | 81.0 ± 1.0 |
| BioEP_10FFF | 50.2 ± 1.4 | 3579 ± 53 | 3.6 ± 0.5 | 83.3 ± 1.0 |
| BioEP_20FFF | 38.7 ± 7.0 | 2975 ± 84 | 3.4 ± 0.1 | 83.7 ± 0.5 |
| BioEP_30FFF | 31.8 ± 1.5 | 2696 ± 20 | 2.7 ± 0.4 | 83.0 ± 1.1 |
| BioEP_40FFF | 22.9 ± 2.4 | 2108 ± 204 | 2.4 ± 0.2 | 81.6 ± 0.8 |
| Code | T01 (°C) | Tmax (°C) | wt% Residual Mass |
|---|---|---|---|
| BioEP | 306.0 ± 2.1 | 327.5 ± 1.7 | 8.5 ± 0.3 |
| BioEP_10CFF | 292.7 ± 2.8 | 322.2 ± 2.5 | 12.9 ± 0.4 |
| BioEP_20CFF | 273.7 ± 1.9 | 322.2 ± 1.9 | 13.5 ± 0.5 |
| BioEP_30CFF | 268.0 ± 3.1 | 322.0 ± 2.5 | 15.0 ± 0.6 |
| BioEP_40CFF | 249.2 ± 2.0 | 323.2 ± 1.4 | 18.7 ± 0.6 |
| BioEP_10FFF | 279.2 ± 1.0 | 322.2 ± 1.8 | 10.1 ± 0.5 |
| BioEP_20FFF | 270.1 ± 2.4 | 323.0 ± 3.2 | 12.7 ± 0.4 |
| BioEP_30FFF | 264.0 ± 1.6 | 321.1 ± 1.8 | 15.7 ± 0.3 |
| BioEP_40FFF | 244.2 ± 2.2 | 319.0 ± 2.1 | 20.3 ± 0.4 |
| Code | DMTA | TMA | |||
|---|---|---|---|---|---|
| G′ at 40 °C (MPa) | G′ at 110 °C (MPa) | Tg (°C) | CLTE below Tg (µm m−1 K−1) | CLTE above Tg (µm m−1 K−1) | |
| BioEP | 981 ± 25 | 6.3 ± 0.3 | 91.8 ± 2.1 | 0.356 ± 0.008 | 0.565 ± 0.005 |
| BioEP_10CFF | 1015 ±36 | 10.4 ± 0.2 | 90.8 ± 2.7 | 0.395 ± 0.015 | 0.938 ± 0.005 |
| BioEP_20CFF | 1041 ± 58 | 12.5 ± 0.3 | 90.7 ± 1.7 | 0.385 ± 0.002 | 0.621 ± 0.005 |
| BioEP_30CFF | 1091 ± 49 | 18.4 ± 0.9 | 89.8 ± 2.5 | 0.570 ± 0.006 | 0.813 ± 0.005 |
| BioEP_40CFF | 826 ± 30 | 18.5 ± 0.8 | 90.2 ± 2.5 | 0.404 ± 0.010 | 0.727 ± 0.007 |
| BioEP_10FFF | 1147 ± 13 | 10.4 ± 0.2 | 89.8 ± 2.1 | 0.529 ± 0.013 | 0.824 ± 0.003 |
| BioEP_20FFF | 1064 ± 52 | 11.5 ± 0.3 | 89.1 ± 1.8 | 0.380 ± 0.009 | 0.687 ± 0.006 |
| BioEP_30FFF | 935 ± 40 | 14.1 ± 0.4 | 89.2 ± 1.6 | 0.436 ± 0.007 | 0.635 ± 0.002 |
| BioEP_40FFF | 878 ± 24 | 16.3 ± 0.4 | 89.9 ± 2.2 | 0.554 ± 0.002 | 0.770 ± 0.001 |
| Code | Ws (wt%) | D × 10−9 (cm2 s−1) | Dc × 10−9 (cm2 s−1) |
|---|---|---|---|
| BioEP | 2.2 ± 0.0 | 0.72 ± 0.90 | 0.36 ± 0.42 |
| BioEP_10CFF | 4.9 ± 0.1 | 1.51 ± 0.40 | 4.99 ± 2.03 |
| BioEP_20CFF | 7.5 ± 0.1 | 2.07 ± 0.06 | 6.84 ± 2.9 |
| BioEP_30CFF | 8.4 ± 0.2 | 3.35 ± 0.10 | 11.1 ± 2.5 |
| BioEP_40CFF | 12.7 ± 0.1 | 4.27 ± 0.05 | 14.2 ± 0.9 |
| BioEP_10FFF | 4.6 ± 0.1 | 1.38 ± 0.01 | 4.56 ± 0.2 |
| BioEP_20FFF | 6.5 ± 0.1 | 2.23 ± 0.05 | 7.37 ± 0.6 |
| BioEP_30FFF | 7.7 ± 0.1 | 2.39 ± 0.04 | 7.9 ± 0.8 |
| BioEP_40FFF | 12.4 ± 0.1 | 3.39 ± 0.05 | 11.2 ± 0.9 |
| Code | L* | a* | b* | ΔE |
|---|---|---|---|---|
| BioEP | 39.50 | −0.48 | 1.60 | - |
| BioEP_10CFF | 39.51 | 8.97 | 19.02 | 19.82 |
| BioEP_20CFF | 40.77 | 9.51 | 19.36 | 20.42 |
| BioEP_30CFF | 40.93 | 9.59 | 19.54 | 20.62 |
| BioEP_40CFF | 41.48 | 9.68 | 19.83 | 20.97 |
| BioEP_10FFF | 35.82 | 9.61 | 15.80 | 17.80 |
| BioEP_20FFF | 36.27 | 9.52 | 16.83 | 18.50 |
| BioEP_30FFF | 37.77 | 9.44 | 17.11 | 18.49 |
| BioEP_40FFF | 39.55 | 9.63 | 18.42 | 19.62 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lascano, D.; Garcia-Garcia, D.; Rojas-Lema, S.; Quiles-Carrillo, L.; Balart, R.; Boronat, T. Manufacturing and Characterization of Green Composites with Partially Biobased Epoxy Resin and Flaxseed Flour Wastes. Appl. Sci. 2020, 10, 3688. https://doi.org/10.3390/app10113688
Lascano D, Garcia-Garcia D, Rojas-Lema S, Quiles-Carrillo L, Balart R, Boronat T. Manufacturing and Characterization of Green Composites with Partially Biobased Epoxy Resin and Flaxseed Flour Wastes. Applied Sciences. 2020; 10(11):3688. https://doi.org/10.3390/app10113688
Chicago/Turabian StyleLascano, Diego, Daniel Garcia-Garcia, Sandra Rojas-Lema, Luis Quiles-Carrillo, Rafael Balart, and Teodomiro Boronat. 2020. "Manufacturing and Characterization of Green Composites with Partially Biobased Epoxy Resin and Flaxseed Flour Wastes" Applied Sciences 10, no. 11: 3688. https://doi.org/10.3390/app10113688
APA StyleLascano, D., Garcia-Garcia, D., Rojas-Lema, S., Quiles-Carrillo, L., Balart, R., & Boronat, T. (2020). Manufacturing and Characterization of Green Composites with Partially Biobased Epoxy Resin and Flaxseed Flour Wastes. Applied Sciences, 10(11), 3688. https://doi.org/10.3390/app10113688