Development of a Pull Production Control Method for ETO Companies and Simulation for the Metallurgical Industry




Abstract
1. Introduction
1.1. Research Questions and Goals
- Which are current challenges of ETO manufacturers?
- Which is the current common production planning strategy being used in ETO industries?
- How do other production planning strategies can be applied to the ETO sector?
- What is the potential benefit of this change?
- In order to achieve these goals, this paper presents the following structure:
- Introduction: definition of challenge, objectives, and simulation.
- Literature review of:
- ○
- Engineer-to-order typology and characteristics;
- ○
- Organizational model for the order management process;
- ○
- Production planning and control: push versus pull;
- ○
- Capacity planning and maintenance;
- ○
- Theory of constraints (TOC) and drum-buffer-rope (DBR);
- ○
- Agent-based simulation.
- Typical initial situation and development of pull production control for ETO manufacturers.
- Applying the model for production control to the metallurgical industry through simulation.
- Simulation results and implementation.
- Conclusions.
1.2. Methodology Used
2. Theoretical Background as the Basis for Model Development
2.1. Engineer-To-Order Typology and Characteristics
2.2. Competitiveness
2.3. Organizational Model for the ETO’s Order Management Process
2.4. Production Planning and Control: Push Versus Pull
2.5. Capacity Planning and Maintenance
2.6. Theory of Constraints (TOC) and Drum-Buffer-Rope (DBR)
3. Typical Initial Situation and Development of Pull Production Control for ETO Manufacturers
- At the beginning of the project a process recording has to take place. It can be done using value stream mapping (VSM) or commercial tools for process mapping such as Microsoft Visio or Airis.
- On the basis of the analysis of the current process, the challenges can be normally identified. Typical internal company challenges are:
- ○
- No overarching coordination of delivery dates between sales and production;
- ○
- Bottlenecks considered mainly in a reactive approach;
- ○
- Complex process with different production types along the production process;
- ○
- Current production planning and control strategy: normally a classic push control; where the operative production areas always have to keep running, whether it is necessary or not;
- ○
- Volume or production unit as example tons of material as goal for operative production managers.
- Analysis of the impact of the facts analyzed. On the basis of the previously described challenges, the typical consequences of those common issues are:
- ○
- Local optimization;
- ○
- Initiation of production without complete customer specifications (blocked inventory);
- ○
- Long lead times;
- ○
- Insufficient delivery reliability;
- ○
- High inventories levels.
- After recording and analysis of the current process and its impact, the development of a new concept has to be initiated. In this paper the so-called “bottleneck control” was selected. The principle of bottleneck control explains that the bottlenecks ultimately determine the performance of the entire production system and thus represent the clocks. If the bottlenecks are known, it is sufficient to plan the bottlenecks. Since bottleneck control also has a regulating effect on the production stock, there are two further positive effects: stock costs are reduced and throughput times are reduced.
- Definition of machine groups or gates structures: first of all machines with similar process steps are classified and alternative machines in terms of technical processing and output have to be identified. By summing the total capacity of a gate structure, the output of a production process group per period of time can be determined.
- Development of product families: to reduce complexity, all sales items that follow the same production path have to be grouped together. To do this, process modules and machine groups or gates have to be determined. This made it possible to link the new production product families with the sales product families. Additionally a list of typical bottlenecks per product family.
- Determination and updating model of production lead times: lead times for each product family in each process step or machine groups have to be determined: waiting, processing, and transport times have to be settled by analyzing actual data. Lead time determination needs to have a correlation with product families in sales so the promises of sales employees to end-customers can be met. The lead times have to be updated based on real data feedback in a constant frequency period.
- Production capacity forecast: in order to provide transparency, all machine groups and gates with robust capacity have to be forecasted on a time unit, as an example in an hour basis.
- Interface to sales: controlled communication process between sales and production to assign realistic delivery dates.
- Each item will have an order release;
- Each item will have a completion date.
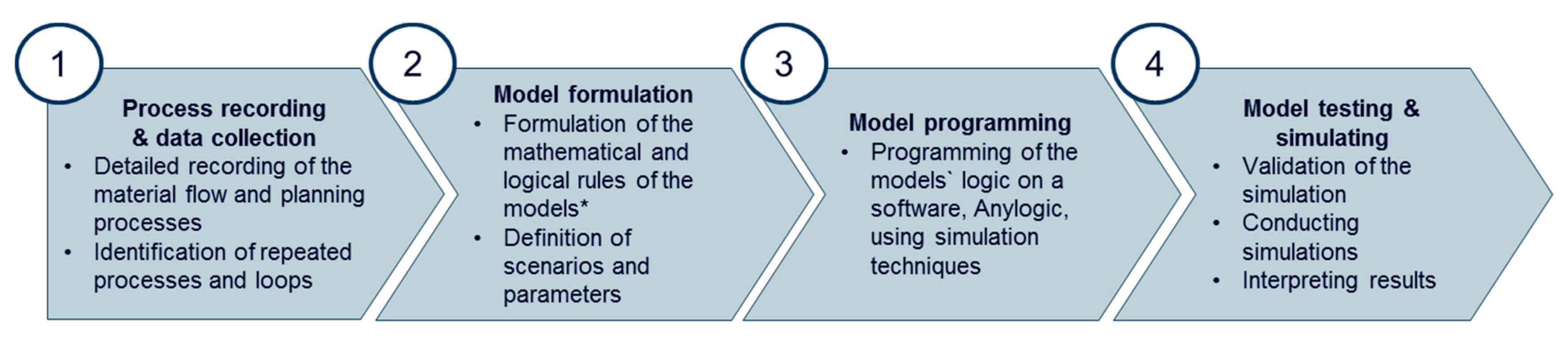
4. Applying the Model for Production Control to the Metallurgical Industry through Simulation
4.1. Process Recording and Data Collection
4.2. Model Formulation
- Time horizon: The tasks are assigned according to their temporal relevance at different planning levels. According to the St. Gallen management model, the strategic planning level has a planning horizon of several years [29] (p. 80). Based on it, five years were chosen for the simulation of the two models.
- Production mix: Seven different production families with 12 different production routes were considered.
- Finite capacity for all production steps. Production capacity as the sum of the capacities of the machines within a machine group.
- Processing times depend on the product family, on the variant of product family and on the weight of the production unit.
- Same transport times between buffers and machine independently of the product family.
- Infinite transport capacity between machines along the production process.
- Infinite stock capacity before, along, and at the end of the production process.
- Raw and operating materials are always available for the production process.
- Assumed that in 3 weeks a batch for a steel type can be produced.
- Quality problems or rework lead times are not considered.
- Personal planning not considered.
- Depending on the machine group, 15 or 21 shifts per week.
- Production units are the agents that flow along the production process.
- If the load of a bottleneck is too high, the units wait to get a release date. If there are a certain number of units waiting for it, the manufacturer loses the demand that influencing the bottleneck until the number of units falls below the limit.
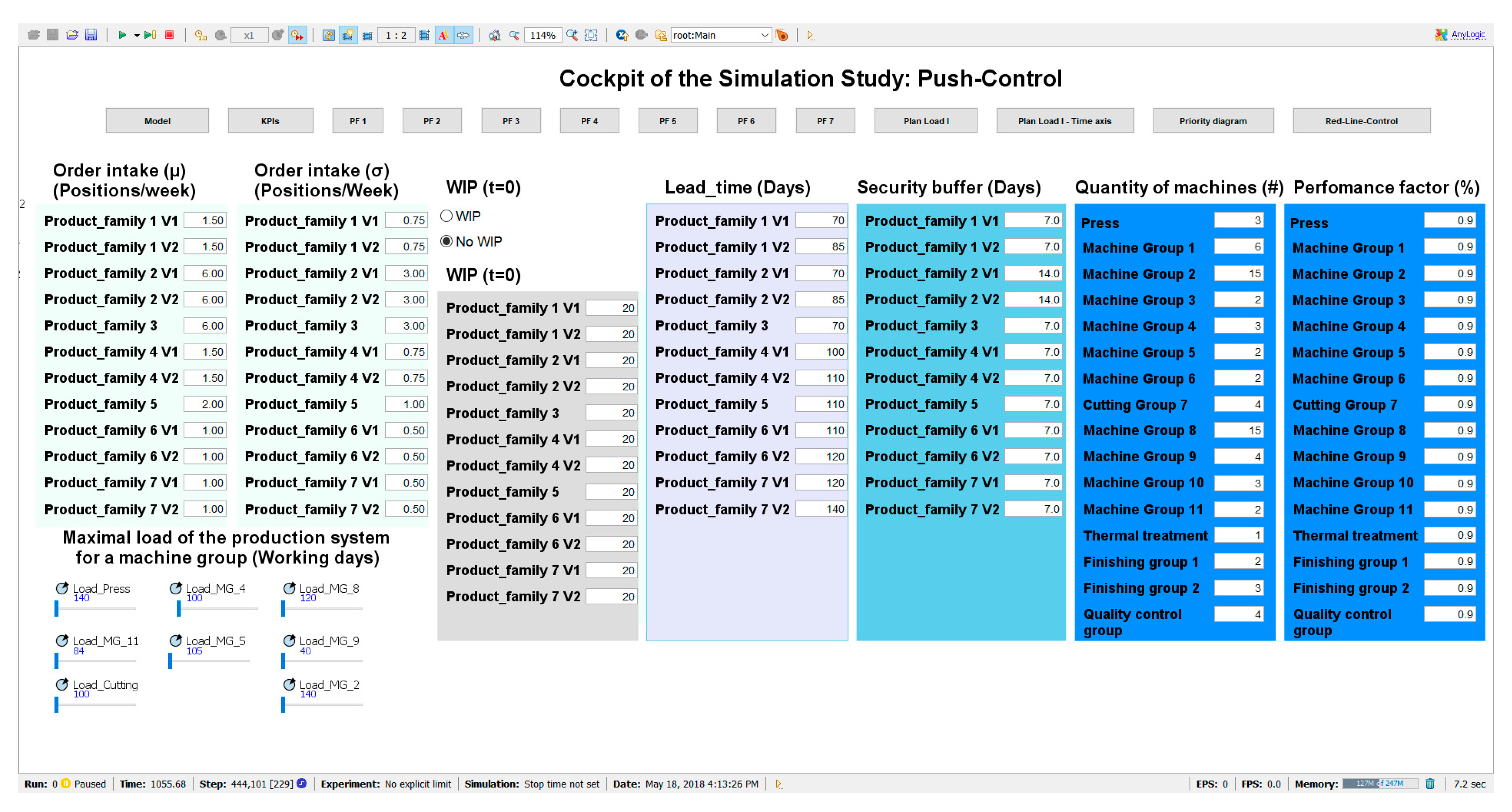
4.3. Model Programming
- Product family (number);
- Variant within the product family (number);
- Weight (tons);
- Processing lead time per production step (days);
- Days until security buffer (days);
- Transport lead times between all combinations of production steps (days).
- Waiting time until order release is given (days);
- Promised production lead time (days);
- Production lead time (days);
- Transport lead time (days);
- Waiting times along the production process (days);
- Days before or after the promised production lead time (days).
- Demand: production units ordered (units). The value is written in an Excel file in periods of 90 days.
- Production units started: production units released (units). The value is written in an Excel file in periods of 90 days.
- OTD (on-time-delivery): percentage of units produced before the promised delivery date for logistics (%). The value is written in an Excel file in periods of 90 days.
- Production throughput: cumulated production (tons).
- WIP: quantity of units in production process (units).
- Stock before and after production process: quantity of units before and after the production process (units).
4.4. Model Testing and Simulating
5. Simulation Results and Implementation
- Demand created within the model based on statistical distributions that are equal in both models.
- The following demand scenarios were performed are shown below in Table 3:
- Results are written in a “KPI (Key Performance Indicator)” Excel file and then compared between the models.
6. Conclusions
- A new concept using a TOC approach was developed.
- Steps for the implementation of the new concept developed were described.
- The current challenges of ETO manufacturers were described and those influencing the production system were integrated in the push control model.
- Internal efficiency was proved as key for metallurgical companies, in particular, for the steel industry.
- The importance of a controlled and synchronized communication between sales and production to assign realistic delivery dates that lead to higher customer satisfaction.
- Both concepts, pull and push-control, were implemented in AnyLogic software with agent-based modeling and simulated to compare the performance in different demand scenarios.
- The benefits of the change from a common push control approach to an approach using DBR are:
- ○
- Global optimization of the production system;
- ○
- Initiation of production with complete customer specifications;
- ○
- Shorter lead times;
- ○
- Higher delivery reliability;
- ○
- Lower inventories levels.
- Assumed that existing ETO producers used a production control based on a push approach.
- Complexity of an ETO manufacturer was partially built in the simulation model.
- Complexity of processes such as for steelmaking was not built in detail.
- Organization structure and interfaces were not considered in the simulation model.
- Quality problems were not considered.
- Concept was not proved in any company.
- Transfer this research method to real production systems applying it in particular cases as an assistance tool for sales and production planning leaders and controllers by centralizing all data related to a topic in a short period of time enabling simulation of what-if-scenarios.
- Consider organization units and their communication within the simulation model.
- Improve the model from implementation feedbacks as well as apply it for production networks with several production plants.
Author Contributions
Funding
Conflicts of Interest
References
- Hicks, C.; Mcgovern, T.O.M.; Earl, C.F. A Typology of UK Engineer-To-Order Companies. Int. J. Logist. 2001, 4, 43–56. [Google Scholar] [CrossRef]
- Lacroix, Y.; Major Overcapacity in the Global Steel Industry. Major Overcapacity in the Global Steel Industry. Euler Hermes Economic Research. Economic Insight. 2013. Available online: http://www.eulerhermes.com/mediacenter/Lists/mediacenterdocuments/20131014_economic_insight_steel.pdf (accessed on 17 March 2014).
- Price, A.H.; Weld, C.B.; El-Sabaawi, L.; Teslik, A.M. Unsustainable: Government Intervention and Overcapacity in the Global Steel Industry. 2016, pp. 1–25. Available online: https://www.wileyrein.com/media/publication/204_Unsustainable-Government-Intervention-and-Overcapacity-in-the-Global-Steel-Industry-April-2016.pdf (accessed on 29 December 2019).
- Cao, W. An Empirical Study of the Impact of the “Cutting Overcapacity” Policy on the Performance of Steel Industry. DEStech Trans. Eng. Technol. Res. 2018. [Google Scholar] [CrossRef]
- Steelmaking Capacity. ECD Steelmaking Capacity Database 2018. Available online: Retrieved from: https://stats.oecd.org/Index.aspx?DataSetCode=STI_STEEL_MAKINGCAPACITY (accessed on 29 December 2019).
- World Steel Association. Steel Statistical Yearbook 2018. Available online: https://www.worldsteel.org/en/dam/jcr:e5a8eda5-4b46-4892-856b-00908b5ab492/SSY_2018.pdf (accessed on 29 December 2019).
- Hicks, C.; McGovern, T.; Earl, C.F. Supply Chain Management: A Strategic Issue in Engineer to Order Manufacturing. Int. J. Prod. Econ. 2000, 65, 179–190. [Google Scholar] [CrossRef]
- Lee, K.; Ki, J.H. Rise of Latecomers and Catch-Up Cycles in the World Steel Industry. Res. Policy 2017, 46, 365–375. [Google Scholar] [CrossRef]
- Nozomu, K. Where Is the Excess Capacity in the World Iron and Steel Industry?—A Focus on East Asia and China; Research Institute of Economy, Trade and Industry: Tokyo, Japan, 2017; No. 17026. [Google Scholar]
- Campuzano, F.; Mula, J. Supply Chain Simulation: A System Dynamics Approach for Improving Performance; Springer Science & Business Media: Berlin, Germany, 2011. [Google Scholar]
- Borshchev, A. Simulation Modeling with Anylogic: Agent Based. Discret. Event Syst. Dyn. Methods 2013, 225–269. [Google Scholar]
- Gosling, J.; Naim, M.M. Engineer-To-Order Supply Chain Management: A Literature Review and Research Agenda. Int. J. Prod. Econ. 2009, 122, 741–754. [Google Scholar] [CrossRef]
- Westkämper, E. Einführung in die Organisation der Produktion; Springer: Berlin, Germany, 2006. [Google Scholar]
- Hinckeldeyn, J.; Dekkers, R.; Altfeld, N.; Kreutzfeldt, J. Bottleneck-Based Synchronisation of Engineering and Manufacturing. In International Association for Management of Technology IAMOT 2010, Proceedings of the 19th International Conference on Management of Technology, Cairo, Egypt, 8–11 March 2010; Industry Committee of the International Association for Management of Technology: Cairo, Egypt, 2010. [Google Scholar]
- Handfield, R.B. Effects of Concurrent Engineering on Make-To-Order Products. IEEE Trans. Eng. Manag. 1994, 41, 384–393. [Google Scholar] [CrossRef]
- Lengnick-Hall, C.A. Innovation and Competitive Advantage: What We Know and What We Need to Learn. J. Manag. 1992, 18, 399–429. [Google Scholar] [CrossRef]
- Kashan, A.J.; Mohannak, K.; Perano, M.; Casali, G.L. A Discovery of Multiple Levels of Open Innovation in Understanding the Economic Sustainability. A Case Study in the Manufacturing Industry. Sustainability 2018, 10, 4652. [Google Scholar] [CrossRef]
- Rupo, D.; Perano, M.; Centorrino, G.; Vargas-Sanchez, A. A Framework Based on Sustainability, Open Innovation, and Value Cocreation Paradigms—A Case in an Italian Maritime Cluster. Sustainability 2018, 10, 729. [Google Scholar] [CrossRef]
- Baláž, P.; Bayer, J. Impact of China on Competitiveness of EU Steel Industry (Slovakia). In Proceedings of the 4th International Conferenceon European Integration, Ostrava, Czech Republic, 17–18 May 2018; p. 118. [Google Scholar]
- Hoitsch, H. Produktionswirtschaft: Grundlagen einer industriellen betriebswirtschaftslehre; Vahlen: Munich, Germany, 1985. [Google Scholar]
- Schuh, G.; Brosze, T.; Brandenburg, U.; Cuber, S.; Schenk, M.; Quick, J.; Hering, N. Grundlagen Der Produktionsplanung Und-Steuerung. Prod. Und-Steuer. 2012, 1, 11–293. [Google Scholar]
- Nyhuis, P. Produktionskennlinien—Grundlagen und Anwendungsmöglichkeiten; Springer: Berlin, Germany, 2008. [Google Scholar]
- Wirtschaftslexikon, G. Stichwort: Produktionsprozessplanung; Verlag: Wiesbaden, Germany, 2013. [Google Scholar]
- Chopra, S.; Meindl, P. Supply Chain Management. Strategy, Planning & Operation. Das Summa Summ. Des Manag. 2007, 265–275. [Google Scholar] [CrossRef]
- Schuh, G.; Weber, H.; Kajüter, P. Logistikmanagement; Springer: Berlin, Germany, 2013. [Google Scholar]
- Zäpfel, G. Grundzüge Des Produktions-Und Logistikmanagement Walter De Gruyter; De Gruyter Oldenbourg: Munich, Germany, 2001. [Google Scholar]
- Hung, K.T.; Liou, E.D.; Wen, C.P.; Tsai, H.F.; Shi, C.S.; Chang, Y.C.; Lee, Y.J. Decision Support System for Inventory Management by TOC Demand-Pull Approach. In Proceedings of the 2010 IEEE/SEMI Advanced Semiconductor Manufacturing Conference (ASMC), San Francisco, CA, USA, 11–13 July 2010; pp. 23–26. [Google Scholar]
- Jodlbauer, H.; Huber, A. Service-Level Performance of MRP, Kanban, CONWIP and DBR Due to Parameter Stability and Environmental Robustness. Int. J. Prod. Res. 2008, 46, 2179–2195. [Google Scholar] [CrossRef]
- Bleicher, K. Das Konzept Integriertes Management: Visionen-Missionen-Programme; Campus Verlag: Frankfurt/Main, Germany, 2004. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Difference | Push-Control | Pull-Control Applying TOC/DBR |
|---|---|---|---|
| 1 | Order release | Order release for improving capacity utilization in the first production steps | Regulated order release control based on the system load |
| 2 | Determination of delivery dates | Same order release for units of the same product family | Adjusted based on the system load |
| 3 | Sequence planning | First in First out (FIFO) | Global Priority Rule: Priority determined based on time consumption on the delivery date |
| No. | Adjustable Parameter | Description | Unit |
|---|---|---|---|
| 1 | Demand | Expected value and deviation based on gamma distribution | Units per week |
| 2 | Maximal load per machine group | Production system load | Days |
| 3 | Production lead time | Time for production for the next orders | Days |
| 4 | Security buffer | Time for buffer for the next orders | Days |
| 5 | Quantity of machines | Number of machines per machine group | Machines |
| 6 | Shift model | Determines the planned production time | Shifts per week |
| 7 | Performance factor | Considers availability and performance losses | % |
| 8 | WIP at time = 0 | Quantity of units in production process at day 0 | Yes/No |
| No. | Scenario | Description | Name |
|---|---|---|---|
| 1 | Scenario 1 | Demand in an average level around 30 units per week | Base |
| 2 | Scenario 2 | High demand for all product families compared to base scenario | High |
| 3 | Scenario 3 | Low demand for all product families compared to base scenario | Low |
| 4 | Scenarios 4–10 | High demand for one product family and base for the others | High for product family X |
| No. | Key Performance Indicator | Push-Control | Pull-Control Applying TOC/DBR |
|---|---|---|---|
| 1 | OTD (%) | 74 | 95 |
| 2 | Production throughput (tons) | 75 | 77 |
| 3 | WIP (units) | 339 | 285 |
| 4 | Waiting time (%) from total production lead time | 51 | 34 |
| 5 | Capacity utilization (%) | 58 | 61 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gejo García, J.; Gallego-García, S.; García-García, M. Development of a Pull Production Control Method for ETO Companies and Simulation for the Metallurgical Industry. Appl. Sci. 2020, 10, 274. https://doi.org/10.3390/app10010274
Gejo García J, Gallego-García S, García-García M. Development of a Pull Production Control Method for ETO Companies and Simulation for the Metallurgical Industry. Applied Sciences. 2020; 10(1):274. https://doi.org/10.3390/app10010274
Chicago/Turabian StyleGejo García, Javier, Sergio Gallego-García, and Manuel García-García. 2020. "Development of a Pull Production Control Method for ETO Companies and Simulation for the Metallurgical Industry" Applied Sciences 10, no. 1: 274. https://doi.org/10.3390/app10010274
APA StyleGejo García, J., Gallego-García, S., & García-García, M. (2020). Development of a Pull Production Control Method for ETO Companies and Simulation for the Metallurgical Industry. Applied Sciences, 10(1), 274. https://doi.org/10.3390/app10010274