3.1. Results of Impact Experiments: Simultaneous High Energy Absorption and High Recoverability
Four curves of the acceleration signals collected during the experiments are shown in
Figure 5a. The black curve represents the acceleration signal without buffering material, whereas the other three curves are the acceleration signals buffered by M0 (0%), M2 (10%), and M4 (20%), respectively. The other curves buffered by M1 (5%), M3 (15%), M5 (30%), and M6 (40%) are shown in
Figure S2 (listed in Supporting Material). According to
Figure 5a, the acceleration signals are similar to the typical signal of a penetration process [
31]: the rising edge is realized in a short time, and the falling edge requires much time and exhibits a high number of oscillations. After it is buffered by the test material, the peak acceleration is evidently damped, and the overload becomes effectively weakened in the process. First, the buffered curve exhibits a certain time delay in the rising edge compared to the unbuffered curve. Second, the buffered curve exhibits smaller oscillations (amplitude) in the falling process, thereby indicating that the test materials have a better shaping effect on the waveform and can effectively reduce the oscillation signal of the aluminum structural part in the impact process. By comparing the three buffered curves, it can be seen that the buffered peaks of M2 (10%) and M0 (0%) are evidently lower than that of M4 (20%), whereas the buffered peaks of M2 (10%) and M0 (0%) are similar. Clearly, the EPDM proportion affects the energy absorption effect.
The buffering coefficients of the test materials with different EPDM proportions are compared in
Figure 5b; the figure is divided into Regions 1 and 2 with a limit of 10%. In general, with increasing EPDM proportion, the buffering coefficients of the test materials decrease gradually. Locally, in Region 1, the buffering coefficients of the test materials decrease slightly, and the buffering coefficient of M2 (10%) decreases by only 1.15%, compared with that of M0 (0%). Regarding Region 2, when the EPDM proportion exceeds 10%, the buffering coefficients of the test materials decrease significantly with increasing EPDM content. Compared with that of M0 (0%), the buffering coefficients of M3 (15%), M4 (20%), M5 (30%), and M6 (40%) decrease by 9.1%, 10.13%, 10.87%, and 15.16%, respectively; the decreases are more obvious than those in Region 1.
Moreover, multi-impact experiments are conducted for each kind of test materials, and the experimental results are shown in
Figure 5c,d.
Figure 5c compares the buffering coefficients of the test materials in the multi-impact process, and
Figure 5d compares the attenuation coefficients. According to
Figure 5c, in Region 1, the buffering coefficients of the test materials attenuate significantly with increasing number of impact processes for the same sample. In
Table 2, the buffering coefficients of M0 (0%), M1 (5%), and M2 (10%) are 31.01%, 30.79%, and 29.86% during the first impact process, while they are 10.78%, 15.96%, and 19.30% during the fourth impact process, respectively. Hence, the buffering coefficients decrease by 20.23%, 14.83%, and 10.56%, respectively. According to Region 1 in
Figure 5d, the attenuation coefficients
of M0 (0%), M1 (5%), and M2 (10%) are 65.2%, 48.2%, and 35.4%, respectively. Thus, with increasing EPDM proportion, the attenuation coefficients of the test materials decrease significantly during the multi-impact process. In addition, the buffering characteristics of the multi-impact process improve clearly when the EPDM rubber proportion is less than 10%. Therefore, the buffering characteristics of M2 (10%) are better than those of M0 (0%) and M1 (5%) in the multi-impact process. When the EPDM rubber proportion is over 10%, the buffering coefficients of M3 (15%), M4 (20%), M5 (30%), and M6 (40%) are 21.91%, 20.88%, 20.14%, and 15.85% in the first impact process, respectively. However, by the time of the fourth impact, the buffering coefficients are 17.02%, 16.72%, 16.47%, and 15.4%, respectively. Thus, the buffering coefficients decrease by only 4.89%, 4.16%, 3.67%, and 0.45%, respectively. According to Region 2 in
Figure 5d, the attenuation coefficients
of M3 (15%), M4 (20%), M5 (30%), and M6 (40%) are 22.3%, 19.9%, 18.2%, and 2.8%, respectively. Evidently, with increasing EPDM rubber proportion (over 10%), the attenuation coefficients of the test materials continue to decrease, and the buffering characteristics of the multi-impact improve. However, because the buffering coefficients of M3 (15%), M4 (20%), M5 (30%), and M6 (40%) in the first impact process decrease evidently compared to that of M2 (10%), their energy-absorbing characteristics (
) during the multi-impact processes remain weaker than that of M2 (10%), in spite of the lower attenuation coefficient.
In summary, when the mass ratio of the EPDM rubber is below 10%, the buffering coefficient of the single impact process decreases slightly, whereas the attenuation coefficient of the multi-impact process decreases evidently with increasing EPDM content. When the EPDM rubber proportion is over 10%, the buffering coefficient of the material encountering the single impact decreases clearly, whereas the attenuation coefficient of the material in the multi-impact process decreases slightly. Hence, the energy absorption characteristics of the composite material with 10% EPDM are best during a multi-impact process.
To highlight the advantages of the composite material M2 (10%), the polymer (EPDM rubber) and traditional porous materials (foamed copper and foamed nickel) are investigated in comparative tests. EPDM rubber is a typical hyper-elastic material, which can produce the strain far exceeding the elastic limit strain under the action of external forces, and of which the train can be restored to the original state during unloading [
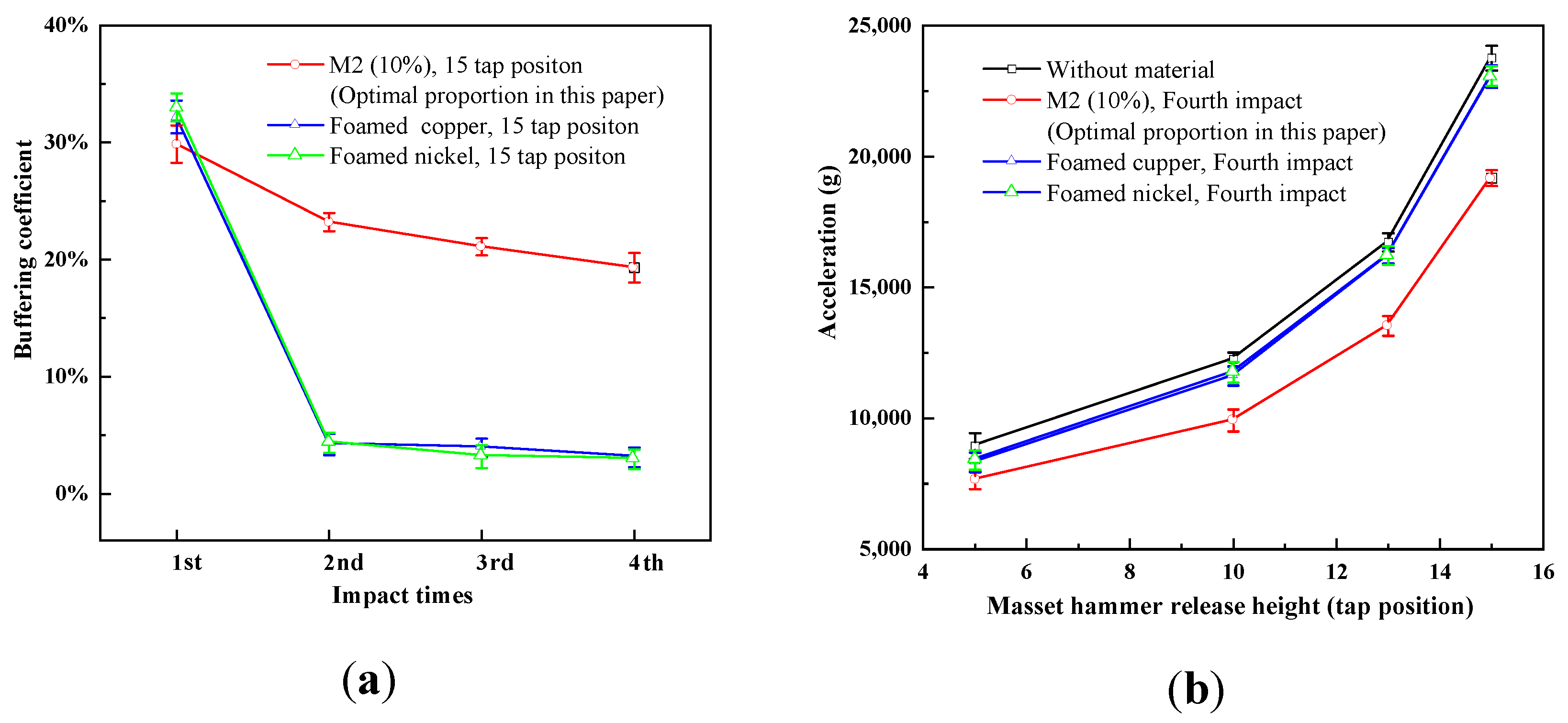
17]. More specifically, the energy absorption characteristics of M2 (10%) are compared with those of the EPDM rubber during the multi-impact process with overloads of different amplitudes, which are realized by changing the release height of the hammer rod. Four cases with 5, 10, 13, and 15 tap positions are conducted, respectively; the average peak of each height is determined through multiple tests.
Figure 6a presents the impact peak values corresponding to different tap positions during the first impact process. In
Figure 6a, the unbuffered peak values of the release heights for 5, 10, 13, and 15 tap positions are 8937 g, 12,250 g, 16,723 g, and 23,766 g, respectively. After buffered by M2 (10%), the peak values decrease to 7163 g, 8907 g, 11,815 g, and 16,670 g, and the buffering coefficients become 19.8%, 27.3%, 29.3%, and 29.8%, respectively. However, after buffered by the EPDM rubber, the peak values decrease to 7608 g, 10,360 g, 14,060 g, and 19,510 g, and the buffering coefficients become 14.87%, 15.4%, 15.9%, and 17.9%, respectively. Clearly, the buffering coefficient of the EPDM is lower than that of M2 (10%) during the first impact process of the same height.
Figure 6b presents impact peak values corresponding to different tap positions during the fourth impact process. According to the figure, the buffering coefficient of M2 (10%) is still higher than that of the EPDM in the fourth impact process. Clearly, although the rubber is very elastic, its energy absorption characteristics are inferior to those of the composite material M2 (10%).
The comparative trials of traditional porous materials, foamed copper (Longshengbao Electronic Material Co., Ltd., Kunshan, China; porosity 98%; 0.275
) and foamed nickel (Longshengbao Electronic Material Co., Ltd., Kunshan, China; porosity 98%; 0.25
), are also conducted in this paper, and the results are shown in
Figure 7. According to
Figure 7a, at the release height for 15 tap position, the buffering coefficients of foamed copper and foamed nickel are better than those of M2 (10%) during the first impact process. However, with the increase of the impact times, the buffering coefficients of foamed copper and foamed nickel decrease evidently. Additionally, the energy absorption capacities are inferior to those of the composite material M2 (10%) in the second, third and fourth impact process.
Figure 7b presents the impact peak values corresponding to different tap positions during the fourth impact process. It is reflected, in the figure, that peak values buffered by foamed copper and foamed nickel are larger than those buffered by M2 (10%) in the fourth impact process. Evidently, traditional porous materials are suitable for single impact process, rather than multi-impact process. As well, the energy absorption capacities of M2 (10%) are superior to the traditional porous materials in multi-impact process.
In conclusion, in the multi-impact process, the energy absorption characteristics of M2 (10%) are better than those of the polymer and traditional porous materials under the same impact conditions.
3.2. Recoverability Analysis: Polymer Fiber Network Enhances Elasticity
To analyze the recoverability of the composite materials during multi-impact processes, the electronic universal material testing machine (Changchun Testing Institute; CSS-44100) is used for quasi-static compression mechanical tests. The test results are shown in
Figure 8, and the thickness of the samples before and after loading is listed in
Table 3. The mass of the aluminum structure (including the sensor) is 56 g, and the size is
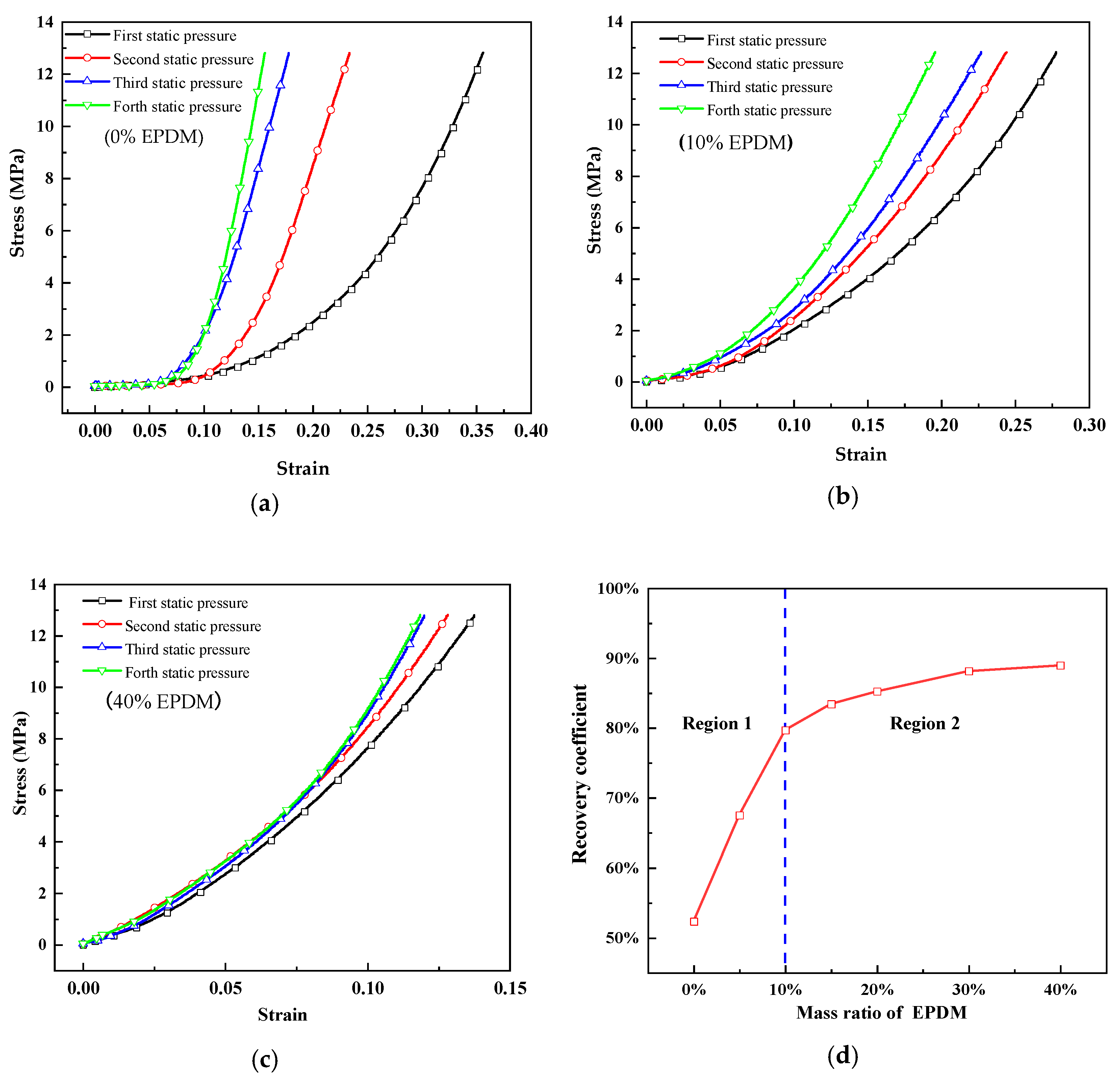
. By considering that the peak acceleration without any buffering material is 23,766 g, the resulting peak stress transferred from the bottom of the test device to the aluminum structure is 12.81 MPa. Hence, the peak stress applied to the test material is 12.81 MPa (the loss in the delivery process is not considered). 12.81 MPa is chosen as the upper limit in the quasi-static compression mechanical tests, and the strain corresponding to 12.81 MPa is used as a reference to represent the characteristics of the test materials in the quasi-static compression process.
Figure 8a–c show the stress-strain curves of M0 (0%), M2 (10%), and M6 (40%) of the loading experiments consisting of four steps, respectively. According to
Figure 8a, with increasing number of loading times, the strain decreases gradually under equal stress. It means that compressibility of the same sample under the same stress in multiple loadings decreases, thereby indicating that the material experiences a plastic deformation during the loading process. It is in accord with the thickness change in
Table 3 that M0 (0%) has undergone plastic deformation. As a result, the energy absorption capacity of the plastic deformation decreases gradually. According to
Figure 8b,c, the strain decreases with a different attenuation ratio under the same stress, with increasing mass ratio of the EPDM rubber. Clearly, the EPDM rubber improves the elasticity and recovery characteristics of the material, which is consistent with the thickness change in
Table 3. To characterize the recovery performance of the test materials in a multi-impact process, the recovery coefficient
is defined:
where
is the strain corresponding to 12.81MPa stress and
the recovery rate of the strain of the
load relative to the strain of the first load. The larger the recovery coefficient
, the better the restorability of the material.
Figure 8d presents the relationship between the recovery coefficient of the multiple loadings and the EPDM rubber proportion. As shown in Region 1, when the mass ratio of the EPDM rubber is less than 10%, the recovery coefficients of the samples increase rapidly with increasing EPDM rubber content. Hence, the restorability of the composite material improves clearly by the addition of EPDM rubber during the multiple loading processes, which is consistent with the result that the attenuation coefficient of the multi-impact decreases rapidly with increasing EPDM content. Furthermore, the buffering performances of the composite materials improve with increasing EPDM content. When the mass ratio of the EPDM rubber is over 10%, the recovery coefficients of the samples increase slowly and tend to stabilize. This result is consistent with the result that the attenuation coefficient decreases slightly and the decrease in the buffering coefficient is small during the multi-impact process for an EPDM rubber mass ratio of over 10%.
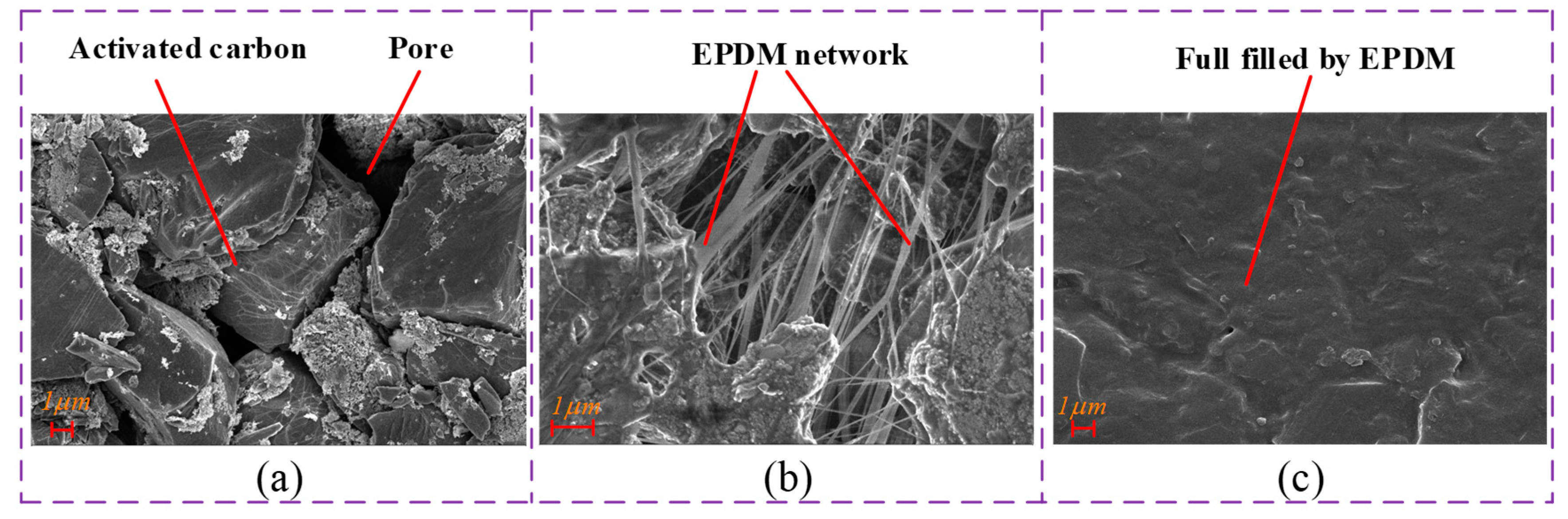
To study the effect of the microstructure on the restorability, three typical samples, M0 (without EPDM rubber), M2 (10% EPDM rubber), and M6 (40% EPDM rubber), are selected for the scanning electron microscopy (SEM) tests.
Figure 9a presents the SEM image of M0 (0%). Clearly, the activated carbon film is a porous material composed of activated carbon particles and pores in the microscopic state. The pores are clearly visible at
magnification and will be compressed and deformed during an impact process.
Figure 9b presents the SEM image of the M2 (10%) sample. The added EPDM rubber exists in the form of fibers under the action of a shearing force, and the activated carbon particles are connected to each other by the EPDM rubber fiber, thereby forming a micro-network envelope structure. This structure will lead to an increase in the elastic ability of the composite material based on the plastic deformation ability. Hence, M2 can exhibit a better buffering effect in the multi-impact process. First, the SEM image verifies that the composite of the activated carbon and EPDM rubber exhibits the characteristics of the proposed structure. Second, it explains the reason of the improvement of the recovery coefficient. Moreover,
Figure 9c shows the SEM image of M6 (40%). When the mass ratio of the EPDM rubber reaches 40%, the activated carbon particles are completely covered by rubber, and the pores are filled up with rubber. The pores are barely visible at
magnification. In addition, the elastic deformation capacity is greatly improved. Therefore, the attenuation coefficient of M6 (40%) changes slightly during the multi-impact process.
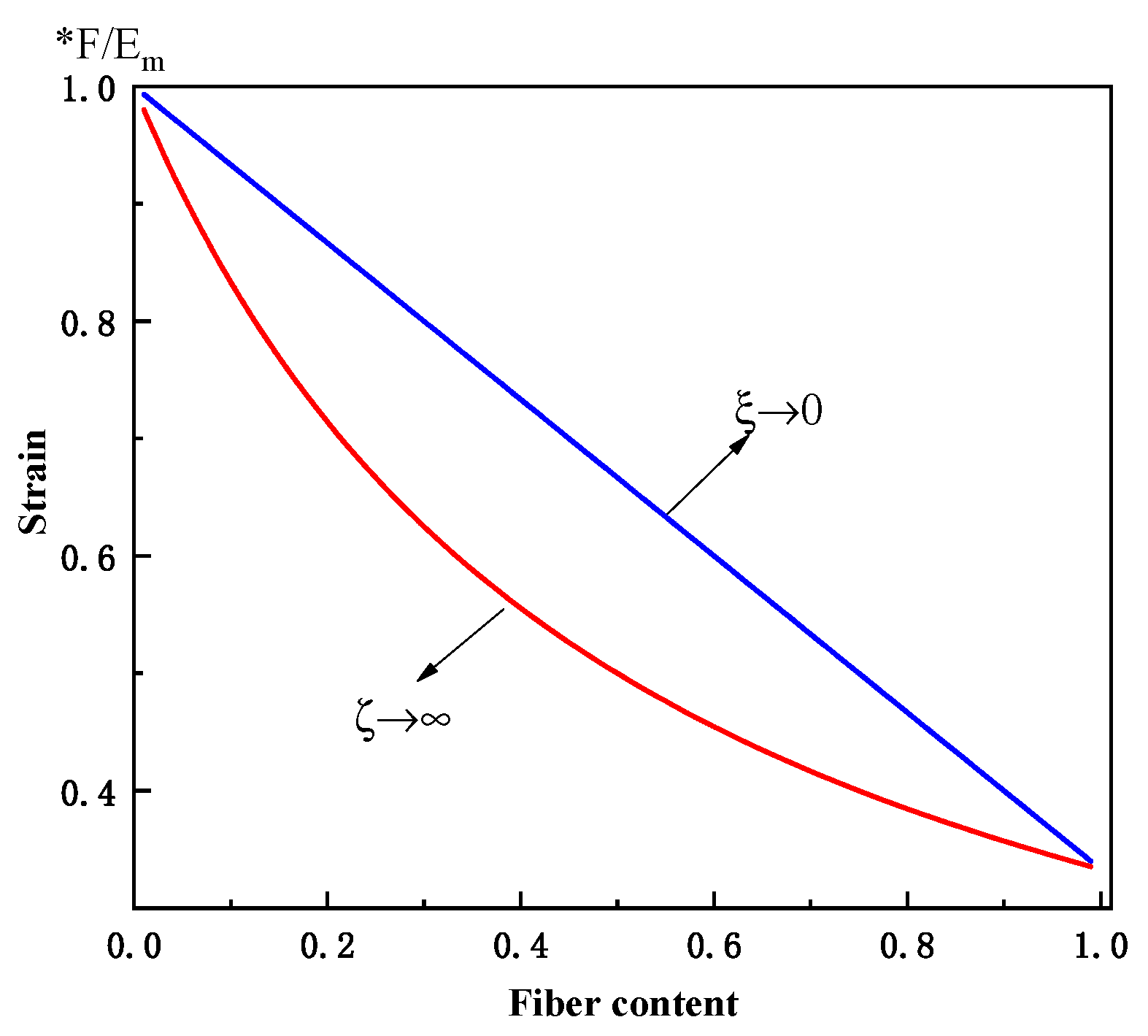
As the EPDM network exhibits a fiber structure, the elasticity modulus can be determined based on an empirical equation proposed in [
32,
33,
34,
35].
Here, represents the elasticity modulus of the composite material; the elasticity modulus of the pure activated carbon film; the elasticity modulus of the fiber; a non-negative value, which represents the fiber reinforcement effect and depends on the geometry, arrangement, and loading conditions of the fibers; and is the fiber volume fraction.
Therefore, Equation (4) becomes:
The strain
can be determined as follows:
Consequently, the strain
is expressed as follows:
Based on the quasi-static compression mechanical test,
and
. The upper and lower limits of the strain variations with respect to the fiber content are shown in
Figure 10. With increasing rubber fiber content, the strain decreases under equal force. The smaller the strain, the less plastic deformation occurs. Therefore, the rubber fiber improves the restorability of the material.
In summary, according to the quasi-static compression mechanical tests and SEM results, adding EPDM rubber into activated carbon can improve its recoverability during multi-impact processes. According to
Figure 8d, when the EPDM rubber proportion is less than 10%, the recoverability improves quickly. When the EPDM rubber proportion is over 10%, the recoverability improves slowly.
3.3. Energy Absorption Analysis: Small-Scale Pores Contribute Most to the Buffering Ability
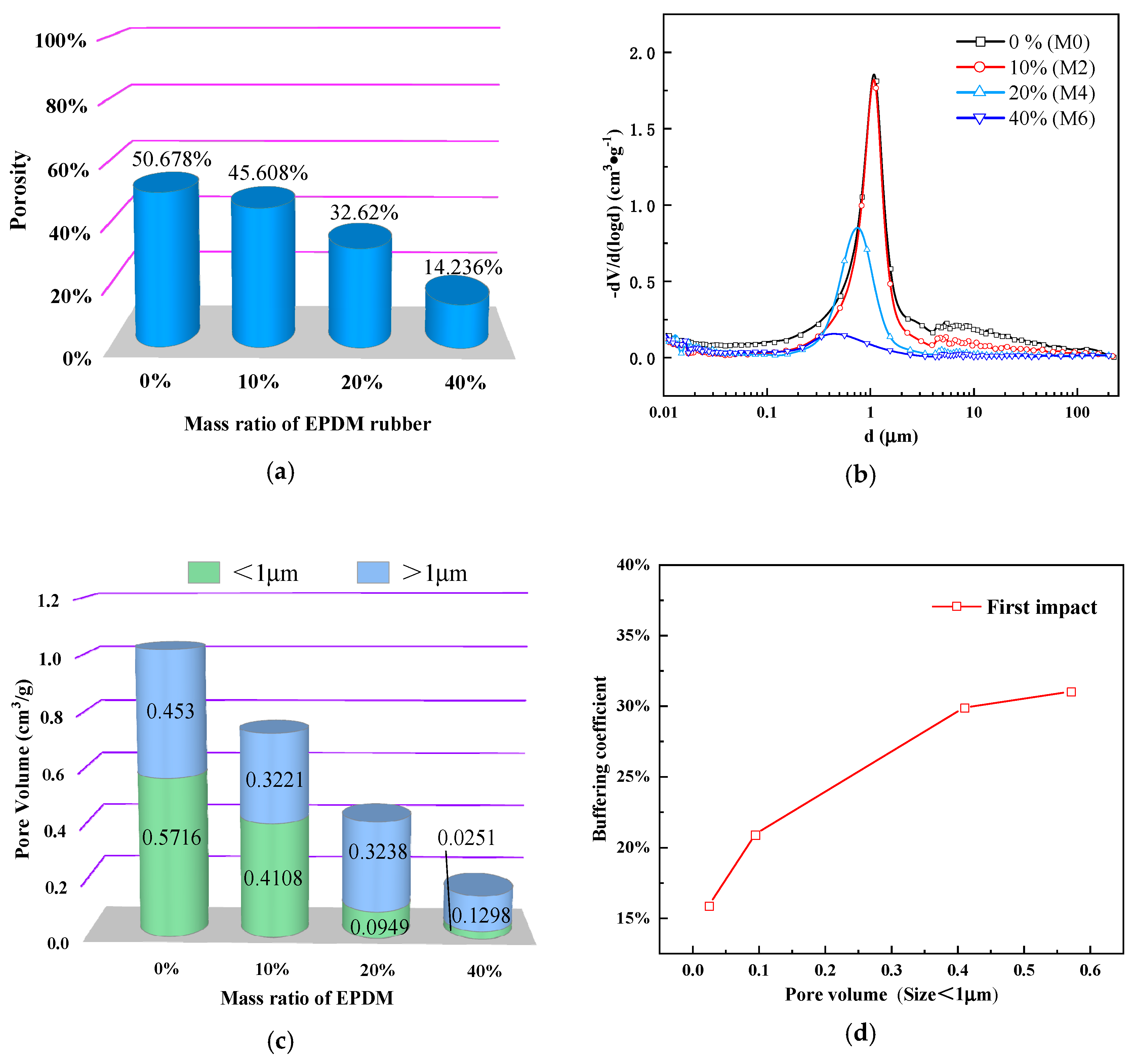
The porosity analysis tests are conducted with a mercury porosimeter analyzer (Quantachrome Instrument; Poremaster GT60) to analyze the influence of the internal microstructure of the composite material on the energy absorption characteristics. The results are shown in
Figure 11. According to
Figure 11a, the porosities of the four samples M0 (0%), M2 (10%), M4 (20%), and M6 (40%) are 50.678%, 45.608%, 32.62%, and 14.236%, respectively. Hence, the inner pores can be compressed during the impact process in order to reduce the overload acting on the protected parts and realize the buffering effect. In addition, the energy absorption characteristics are closely related to the porosity. The higher the porosity, the stronger are the energy absorption characteristics. According to the overall trend, the porosity of the samples decreases with increasing EPDM rubber proportion, which is consistent with the result that the buffering coefficient of the single impact process decreases gradually in
Figure 5b. The porosity volume of the pure activated carbon film (M0 (0%)) is larger than the half sample volume, which is consistent with the fact (
Figure 9a) that the pure activated carbon film consists of activated carbon particles and many pores. When the EPDM rubber proportion increases to 40%, the porosity decreases sharply. This is reflected in
Figure 9c, in which the pores are barely visible at
magnification. Regarding the local change trend, compared with that of M0 (0%), although the EPDM mass ratio of M2 (10%) is increased by 10%, the porosity decreases only by 5.07%. By contrast, the porosity of M4 (20%) decreases by 12.988% with respect to that of M2 (10%), despite the 10% mass ratio increase of EPDM rubber. This is consistent with the result that the buffering coefficient of M2 (10%) decreases slightly compared with that of M0 (0%), whereas the buffering coefficient of M4 (20%) decreases dramatically compared with that of M2 (10%) during the single impact process.
The pore size distributions of the four test samples are shown in
Figure 11b. The
x-axis represents the pore diameter (
; logarithmic form). Based on the large pore size span, the
y-axis is the differential of the logarithm of the pore volume with respect to the pore diameter (
), according to the BJH algorithm. Furthermore, the pore sizes of the samples decrease with increasing EPDM rubber proportion, in particular for M4 (20%) and M6 (40%). The pore size distribution of M2 (10%) is similar to that of M0 (0%), whereas the pore size distributions of M4 (20%) and M6 (40%) are quite different from that of M0. By integrating the pore size distribution of each sample, the pore volume is divided into two parts by taking the pore size 1
as the limit, as shown in
Figure 11c. This step is necessary for analyzing the effect of the increasing EPDM proportion on the pore size of the activated carbon film.
According to
Figure 11c, compared with that of M0 (0%), the reduction (0.1608
) in the small-scale pore volume (size < 1
) of M2 (10%) is slightly higher than the reduction (0.1309
) in the large-scale pore volume (size > 1
). However, the large-scale pore volume (size > 1
) of M4 (20%) basically does not change compared with that of M2 (10%), whereas the small-scale pore volume (size < 1
) of M4 (20%) decreases greatly, from 0.4108 to 0.0949
. With the addition of an excessive amount of EPDM rubber, the large-scale pore volume (size > 1
) of M6 (40%) decreases greatly, whereas the small-scale pore volume (size < 1
) decreases slightly compared with that of M4 (20%). According to the previously presented analysis, the pores (size < 1
) are preferentially filled. Based on these and the impact results, the small-scale pore volume (size < 1
) has a great influence on the buffering coefficient. The relationship between the small-scale pore volume (size < 1
) and buffering rate is shown in
Figure 11d; the energy absorption characteristics of the samples become deteriorated with decreasing small-scale pore volume (size < 1
). When a shock overload propagates through the material in the form of a stress wave, the porous material attenuates principally the stress wave owing to friction, vibration, and irregular reflections at the abundant internal material [
36,
37]. Based on the specific material structure and different application environments, various mechanisms have influences of different degrees. When the stress wave propagates through the internal structure of the composite material, it causes the vibration of the activated carbon particles and a mutual friction between the pore wall and inner air. In addition, the stress wave bounces continuously off the pore surface and causes an elastic collision when reflected at the pore wall of the porous material. A stress wave with a relatively high energy may even cause an inelastic collision owing to its high amplitude, thereby causing a plastic deformation and a relatively high energy loss. The kinetic energy is converted into other forms, such as deformation energy and heat energy. Thus, the pore surface area is an important influencing factor. Considering the large and small-scale pores in equal volumes, it is assumed that the shape of the pores inside the porous material is spherical in the ideal state. Thus, the surface area
and volume
of the large-scale pore with radius
can be expressed as follows:
By assuming that the volume of the
small-scale pores is the same as the volume of one large-scale pore, the volume
of the small-scale pore becomes:
The radius
of the small-scale pore is expressed as follows:
and the surface area
of the small-scale pore is expressed as follows:
The ratio of the sum of the surface areas of
small-scale pores to the surface areas of the larger pore is defined as follows:
Clearly, is above 1 and increases with increasing . Therefore, the contact areas between the small-scale pores and activated carbon particles are larger than those of the large-scale pores. As a result, mutual friction is more likely between the small-scale pore wall and inner air. In addition, reflections at the pore wall of the porous material are more likely, and the small-scale pores absorb energy more easily.
The hardness tests are carried out in this paper. Two kinds of shore durometers, LX-A and LX-D (Nanjing Suce Measuring Instruments Co., Ltd., Nanjing, China), are used for different hardness. The tests are conducted based on the shore durometer method. As the recommended measurement interval of shore durometers is 20-90HA and 20-90HD, LX-A is used to measure M0 (0%), M1 (5%), M2 (10%), while LX-A is used to measure M3 (15%), M4 (20%), M5 (30%), M6 (40%). As shown in
Table 4, with the increasing EPDM proportion, the hardness of the composite materials increases. It is consistent with the reduction of the porosity. Additionally, it is known that the impact resistance increases with the increasing hardness of the materials, which will result in less deformation. As a result, energy absorption characteristics by deformation also decrease. The Hardness test results are consistent with the results in
Figure 5b.
In summary, the porosity of the test material has a great influence on the energy absorption characteristics of the samples, particularly the pore volume (size < 1 ). When the mass ratio of the EPDM rubber increases, the porosity of the sample and pore diameter decreases, thereby leading to an increase of the hardness and a decrease in the energy absorption and deteriorated buffering characteristics of the sample. When the mass ratio of the EPDM rubber is 10%, the porosity of the sample decreases slightly. However, when the mass ratio of the EPDM rubber is over 20%, the excessive rubber amount reduces the porosity of the sample greatly.


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}