
Bond to Bar Reinforcement of PET-Modified Concrete Containing Natural or Recycled Coarse Aggregates



Abstract
:1. Introduction
2. Experimental Program
2.1. Materials
2.2. Concrete Proportions
2.3. Concrete Mixing
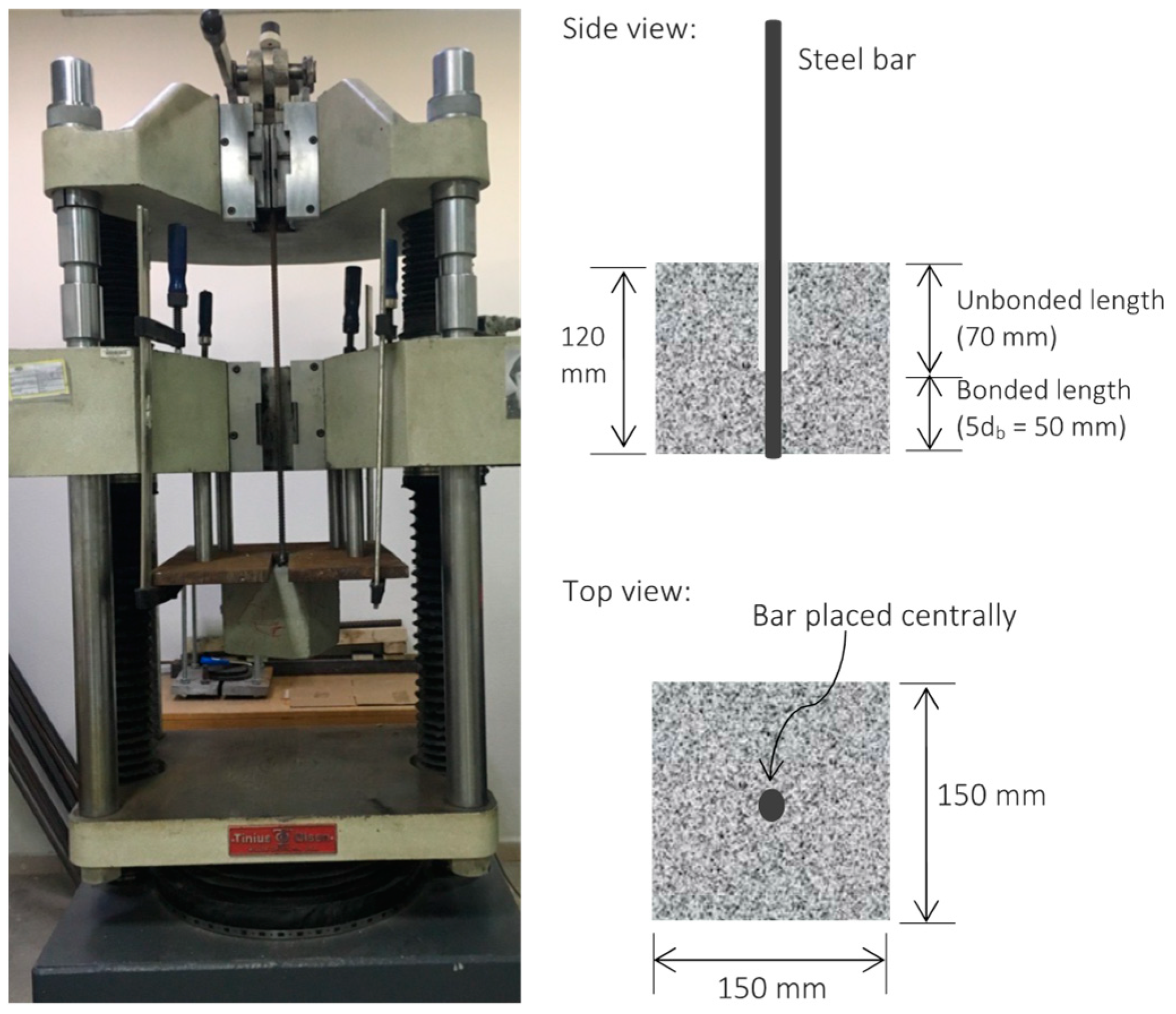
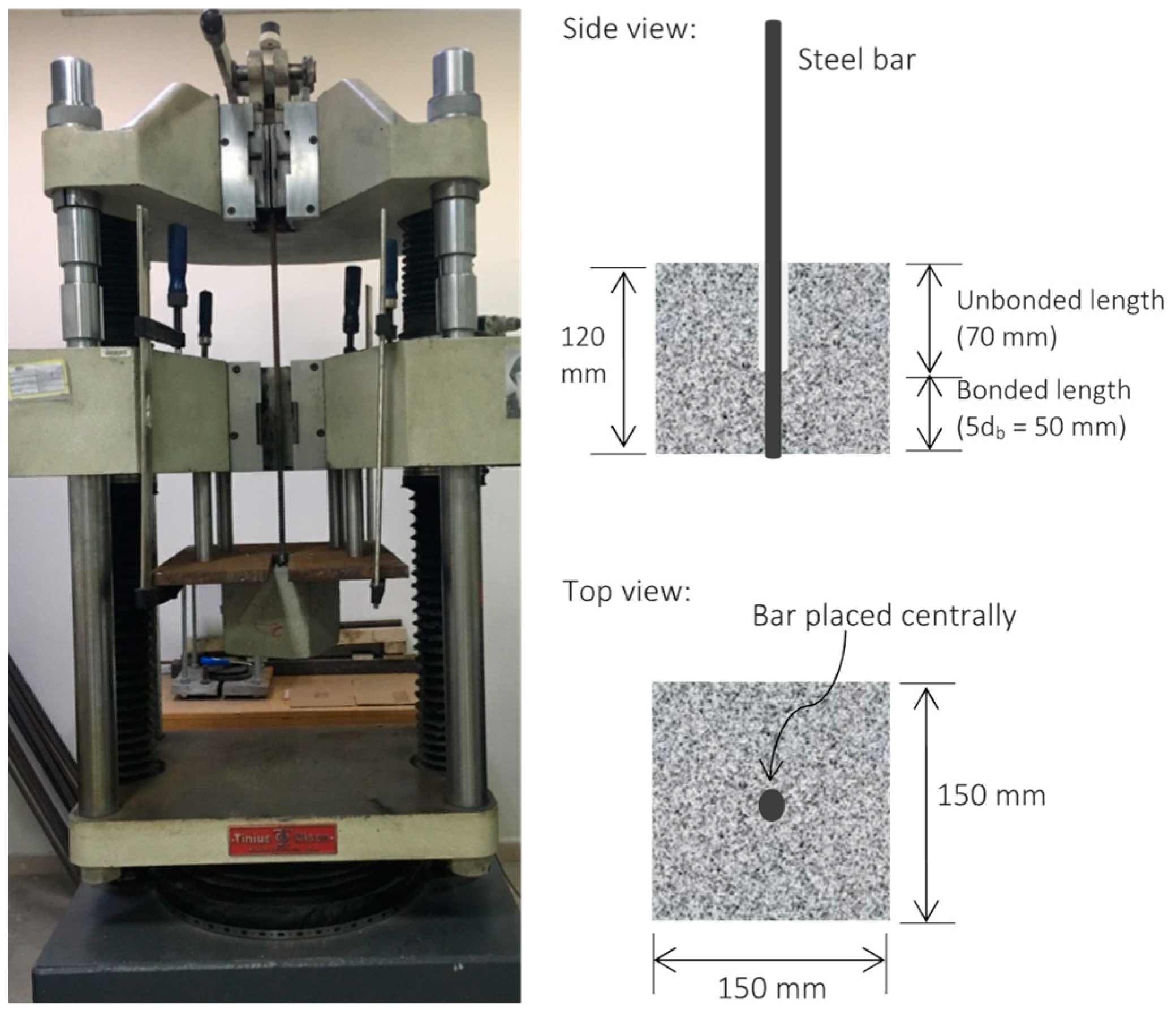
2.4. Testing Methods
3. Test Results and Discussion
3.1. Hardened Concrete Properties
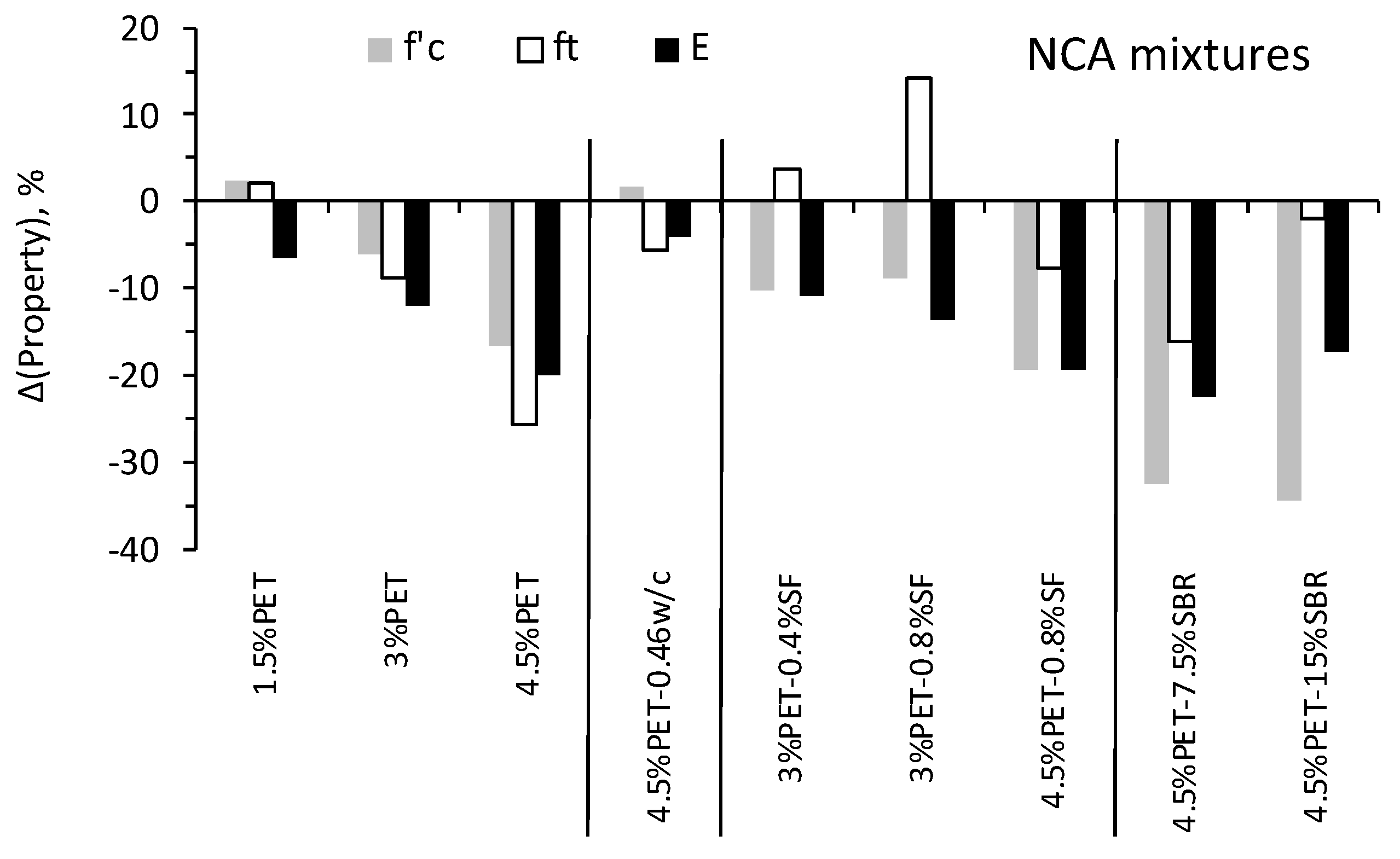
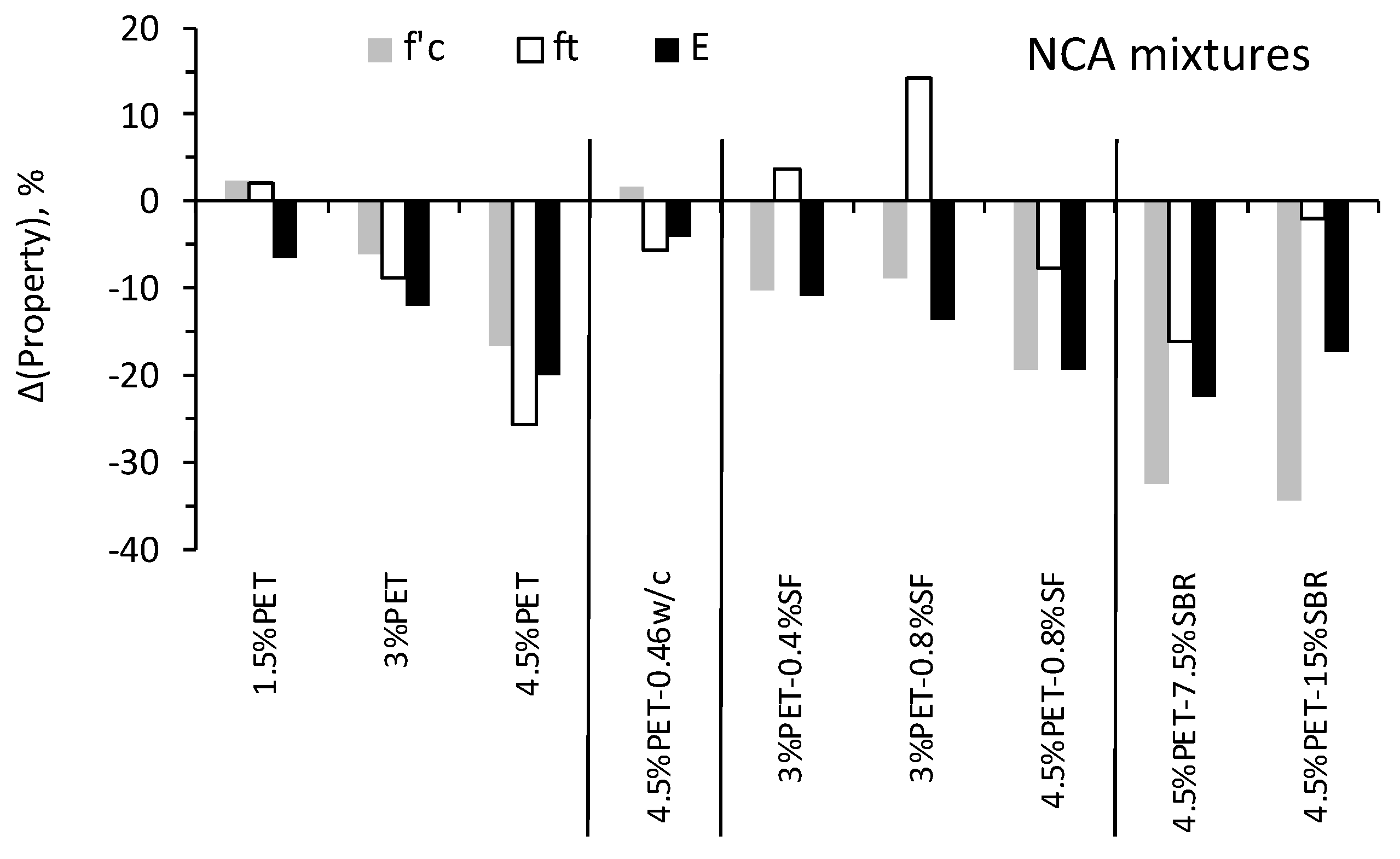
3.1.1. f’c, ft, and E Responses for NCA Mixtures
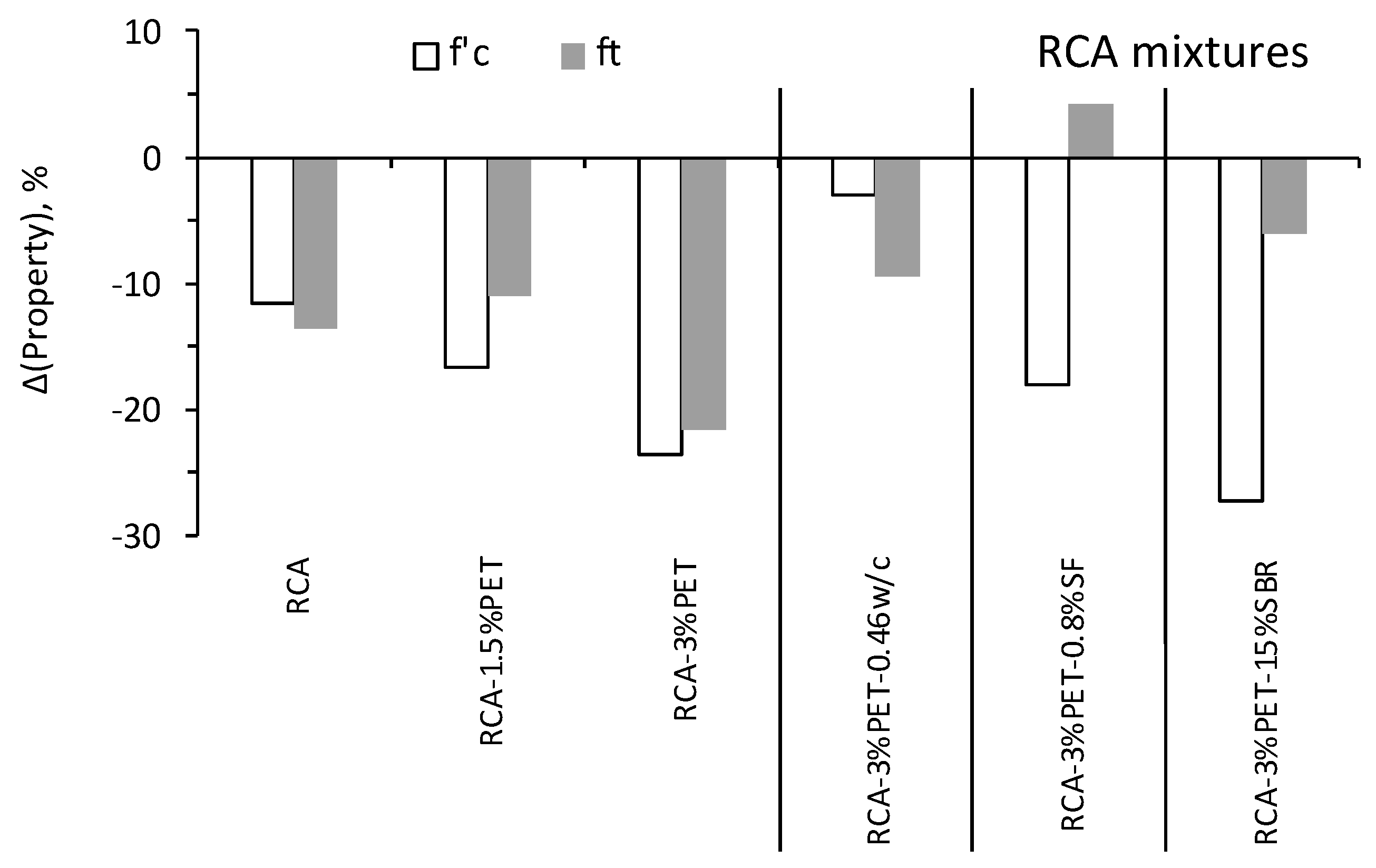
3.1.2. Effect of RCA
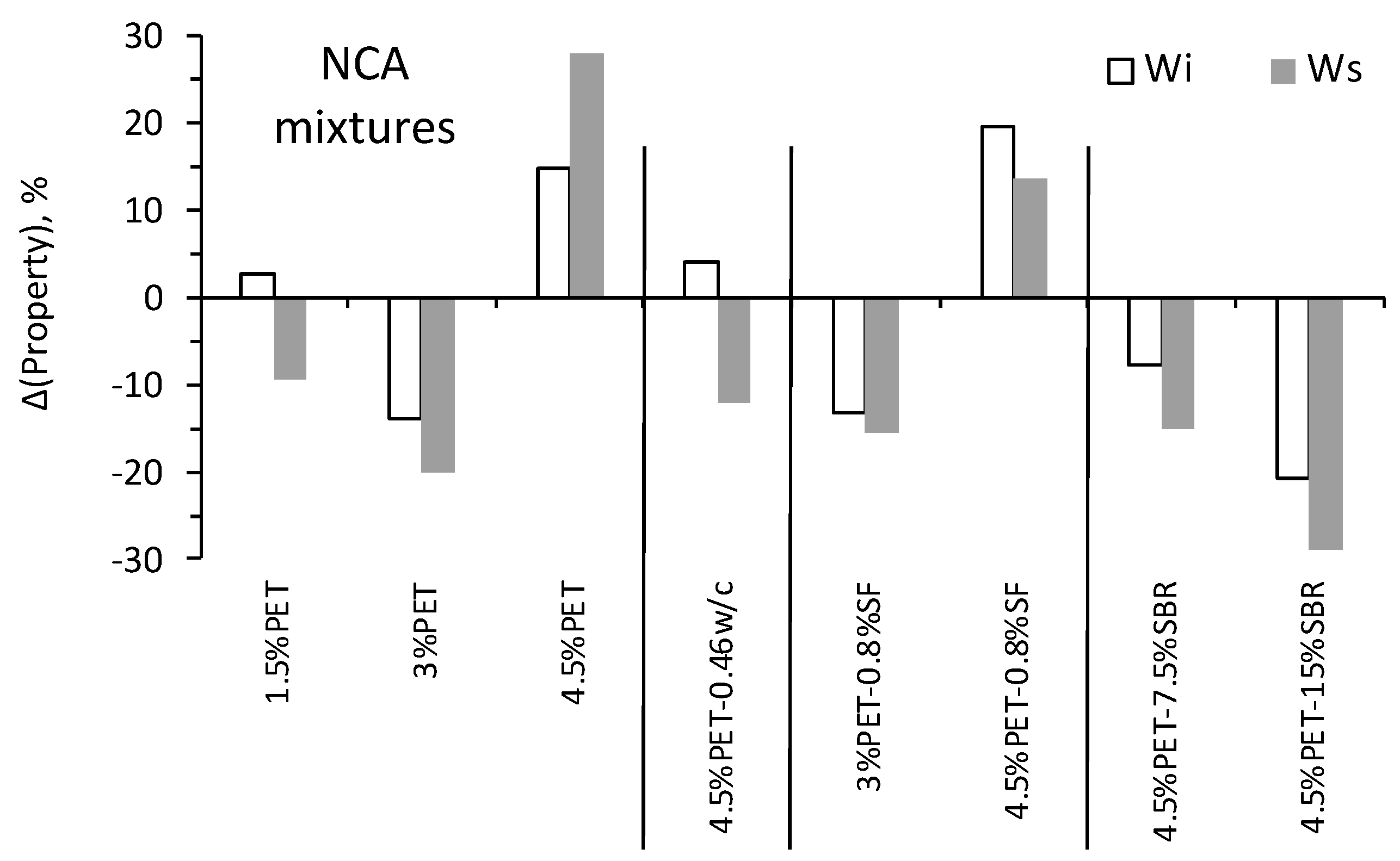
3.1.3. Sorptivity
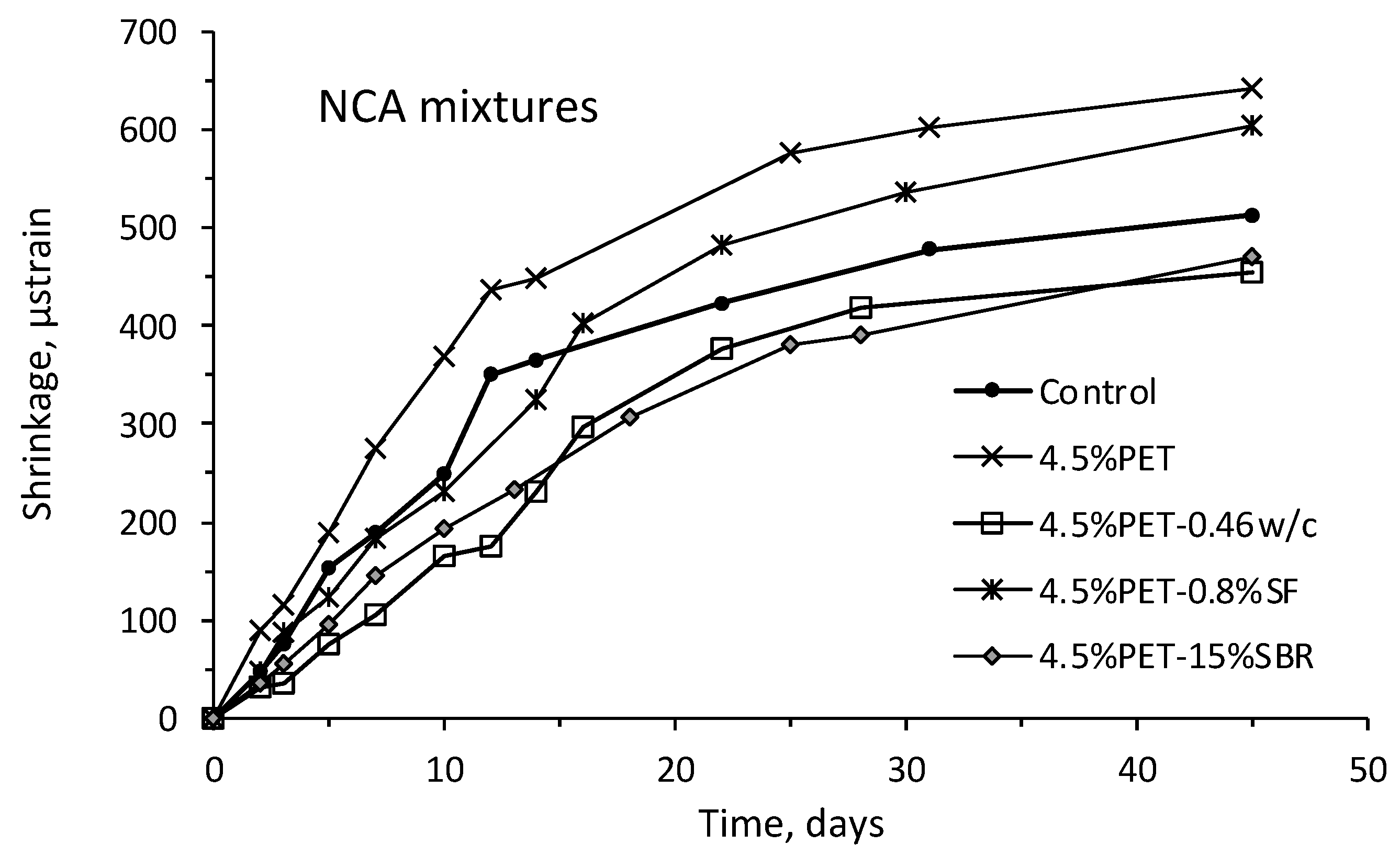
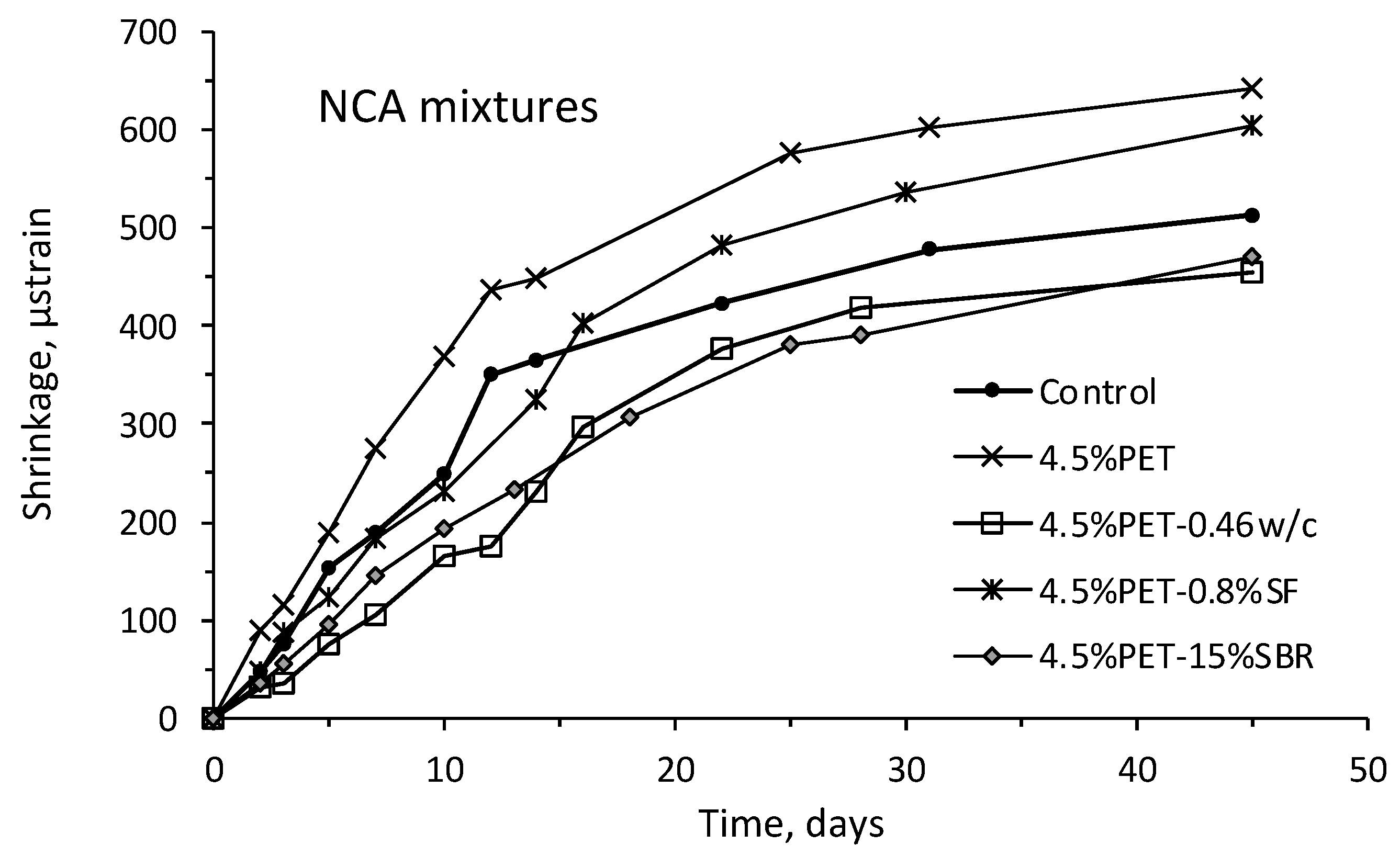
3.1.4. Drying Shrinkage
3.2. Concrete Bond Stress-Slip Behavior
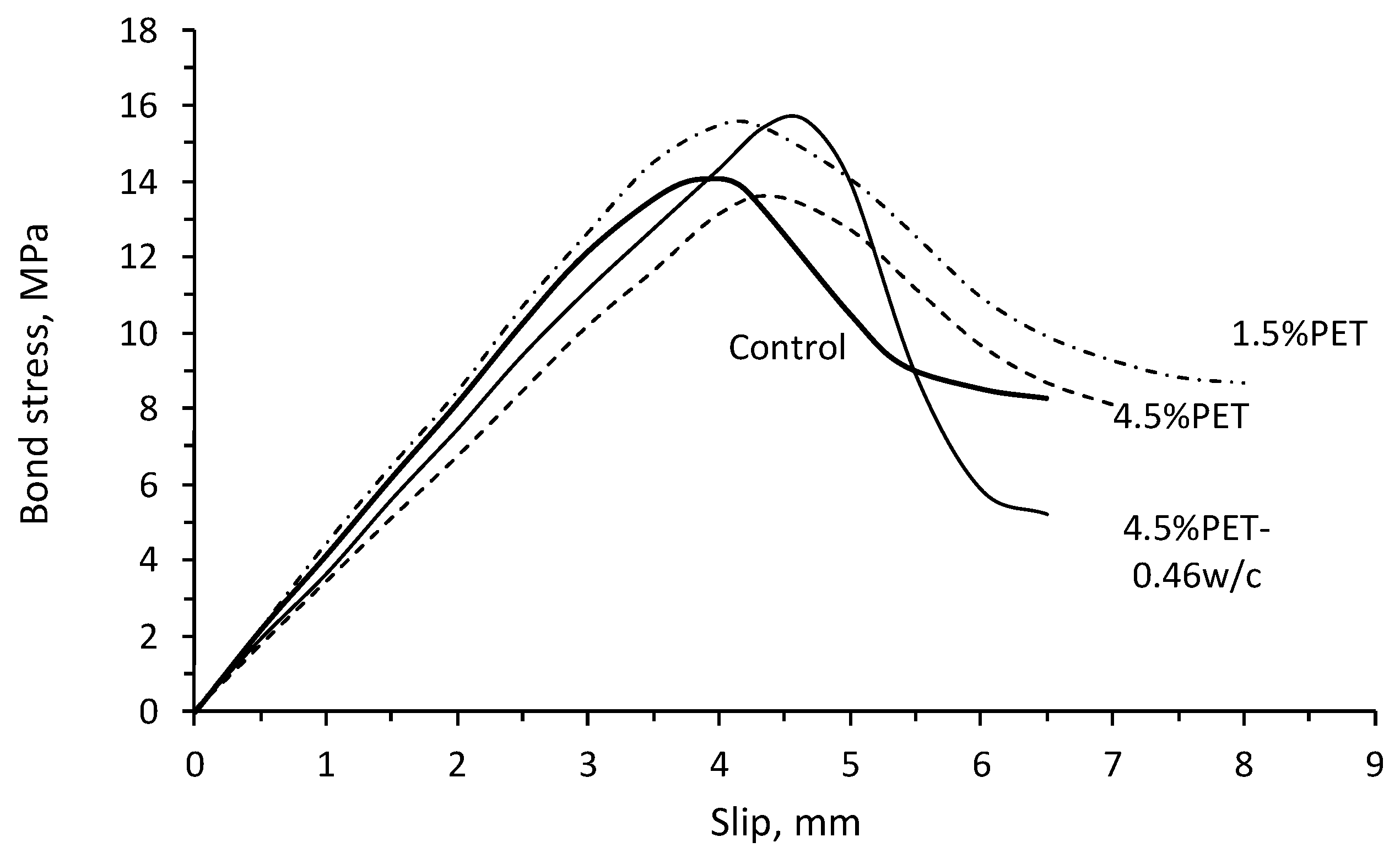
3.2.1. Bond Stress vs. Slip Curves
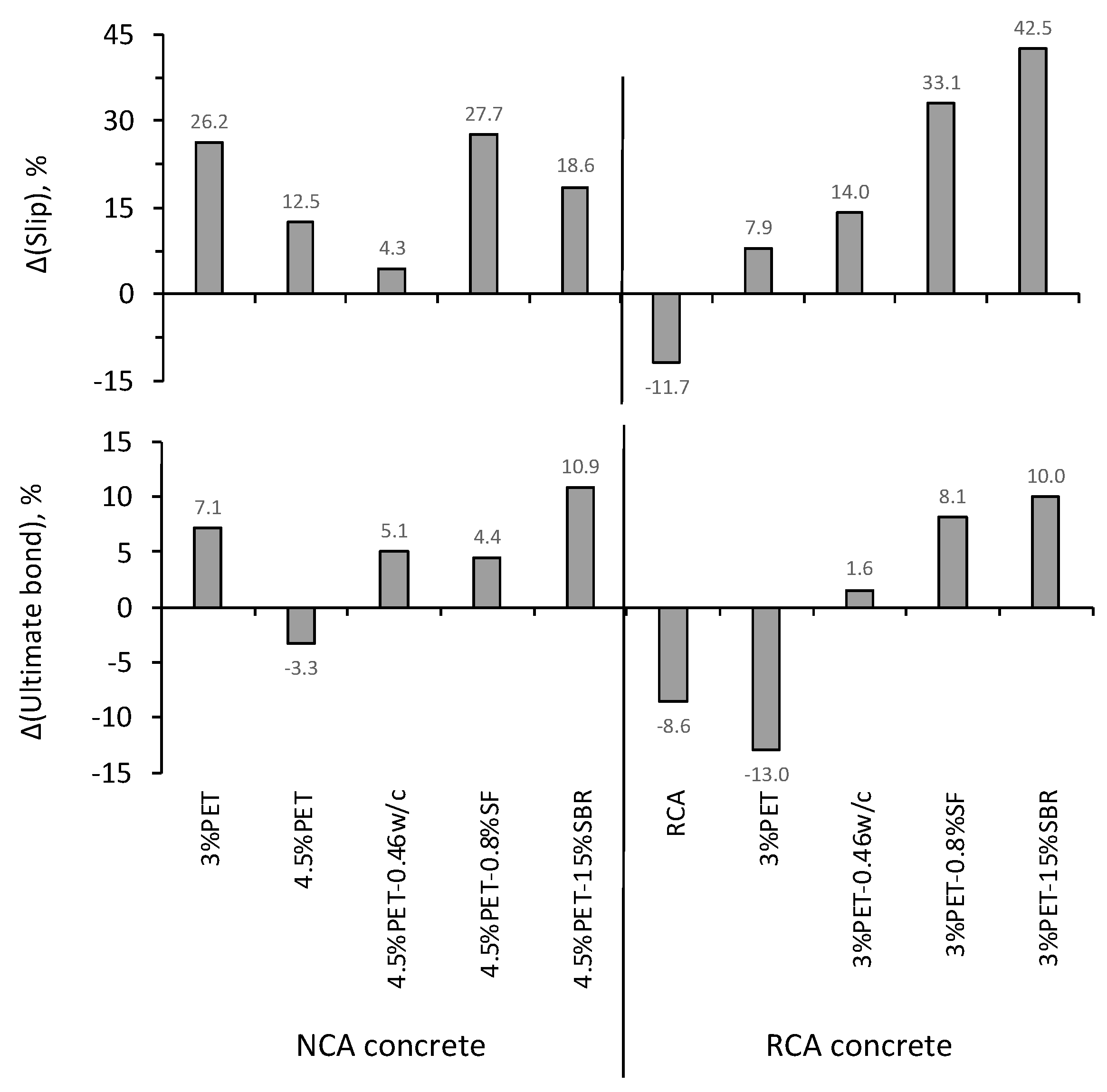
3.2.2. Effect of Concrete Modification
3.2.3. Comparison with ACI 318-19 and CEB-FIP Bond Models
4. Conclusions
- The concrete mechanical properties were curtailed with PET additions, given their lightweight nature and poor characteristic strength compared to aggregate particles. The threshold PET rate was equal to 4.5%, by concrete volume.
- The w/c reduction proved efficient to compensate for the drop in strength due to PET additions, as well as to reduce the concrete proneness towards sorptivity and drying shrinkage. However, the increased HRWR demand necessary to adjust workability detrimentally altered concrete stability and resistance to bleeding.
- The tensile-related properties were fully recovered by the incorporation of SF and SBR. The former phenomenon was attributed to the fibers’ bridging effect that delays the formation and propagation of cracks, while the latter was associated with the presence of polymeric films that coalesce and strengthen the cement-aggregate and cement-PET interfacial transition zones.
- For a given PET rate, the mechanical properties of RCA concrete were inferior to equivalent NCA mixtures, due to lower aggregate density and weaker properties. The resulting threshold PET rate was equal to 3%, by concrete volume, given the coupled detrimental effects of RCA and waste plastics on strength development.
- The three distinct regions commonly observed in the bond stress vs. slip curves for unmodified concrete were not altered by PET additions. Concurrent with the mechanical properties, the bond strength dramatically degraded at 4.5% and 3% rates in NCA and RCA concrete, respectively.
- The concrete modification either by reducing w/c or incorporating SF or SBR was efficient to restore the bond properties for NCA and RCA concrete. Although different modes of action, however, the three approaches are beneficial to strengthen the adhesive and mechanical components of bonds in the vicinity of steel bars.
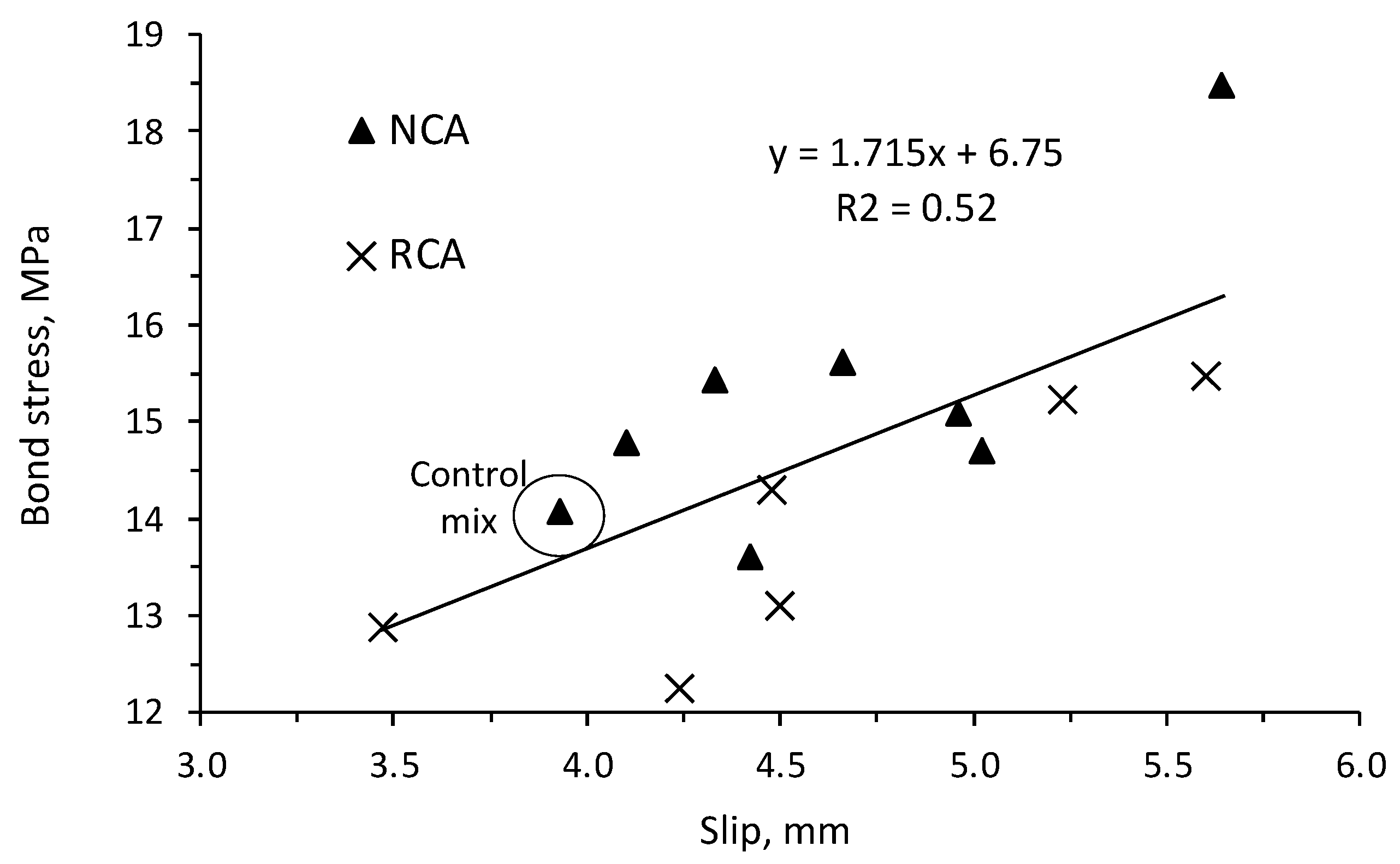
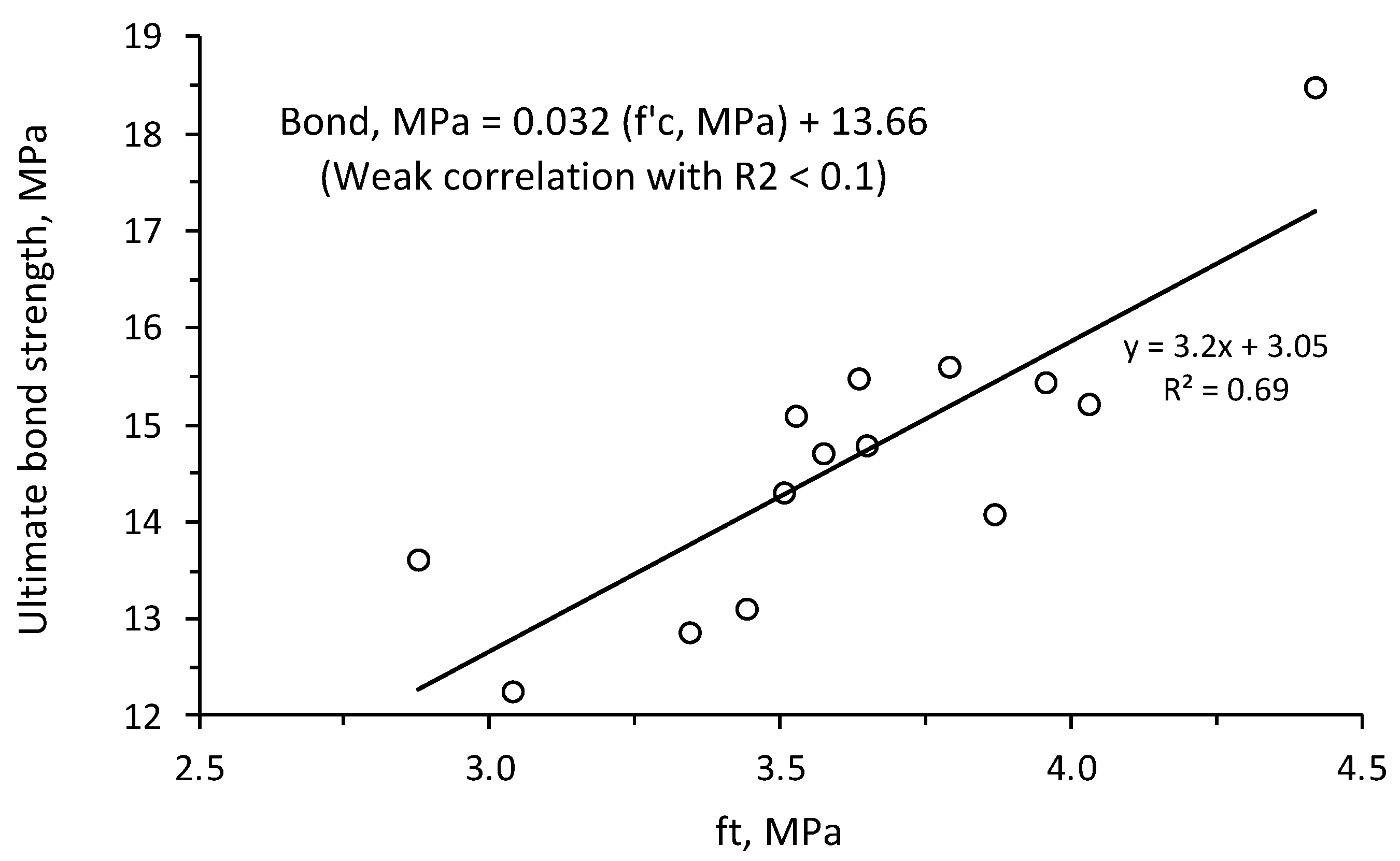
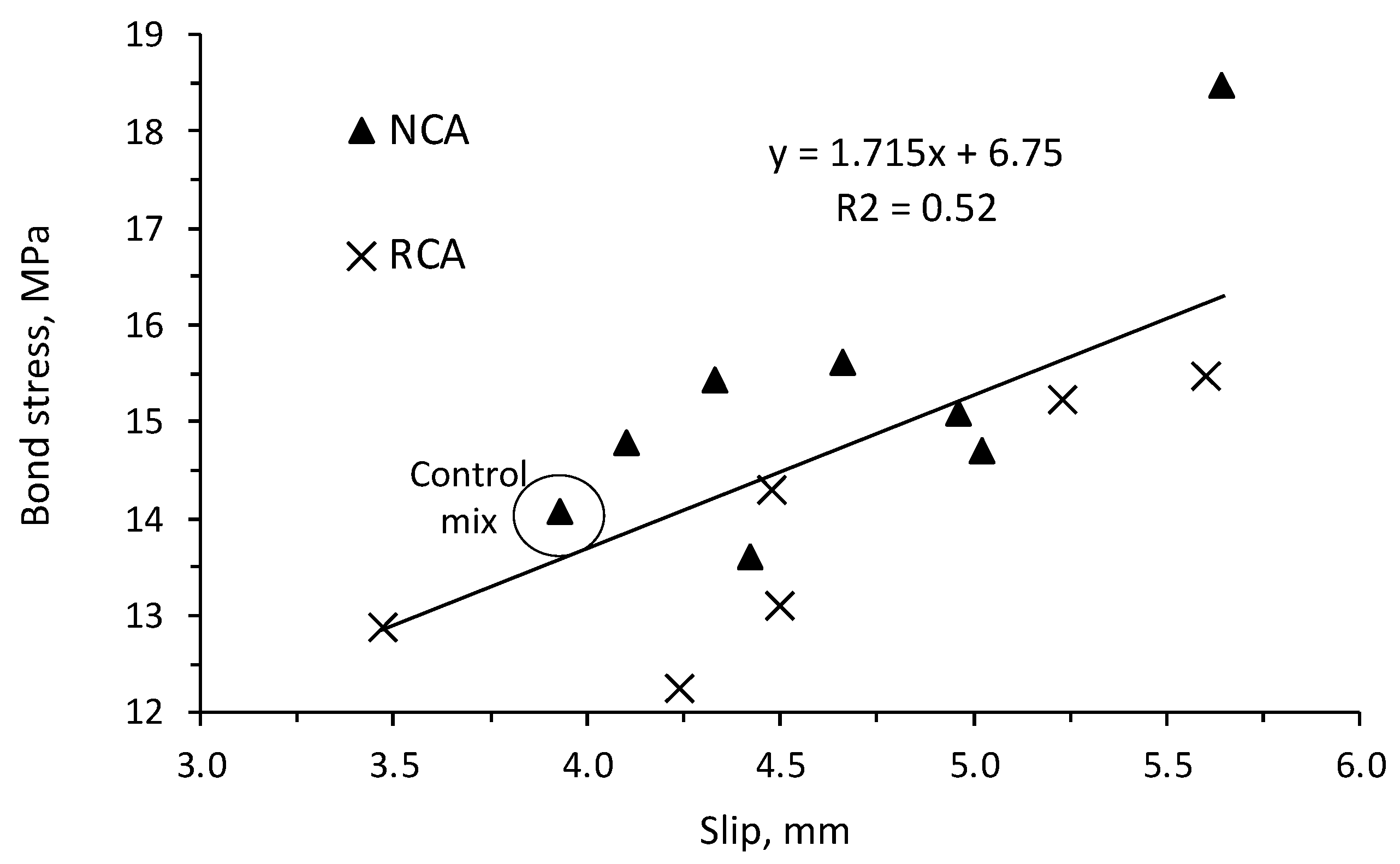
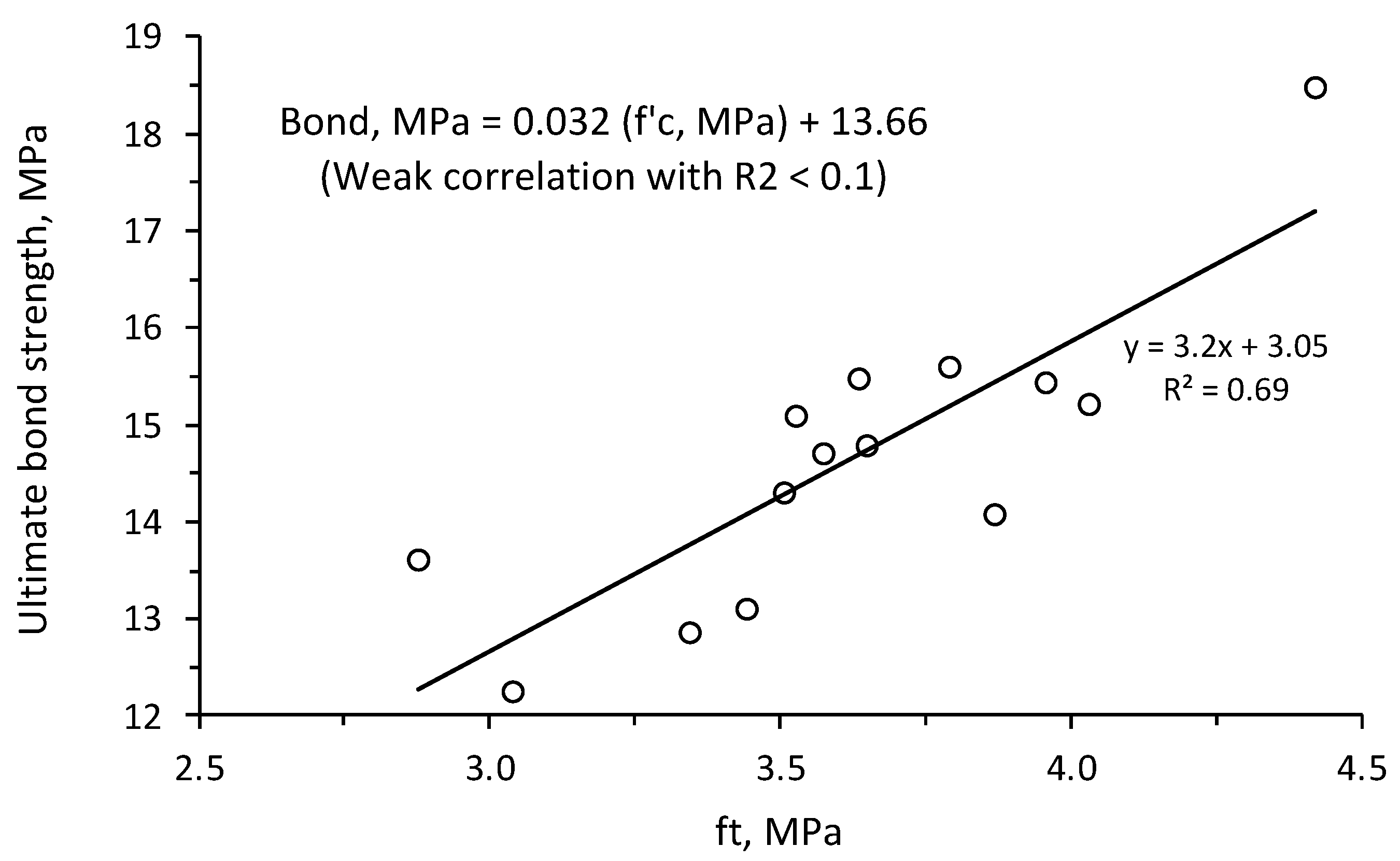
- An acceptable correlation exists between the splitting tensile concrete strength and bond to steel bars, for both NCA and RCA mixtures.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- The World Bank Home Page. Available online: https://datatopics.worldbank.org/what-a-waste/index.html (accessed on 2 February 2021).
- United Nation. COP26: The Negotiations Explained. In Proceedings of the 26th UN Climate Change Conference UK, Glasgow, UK, 31 October–13 November 2021. [Google Scholar]
- Siddique, R.; Khatib, J.; Kaur, I. Use of recycled plastic in concrete: A review. Waste Manag. 2008, 28, 1835–1852. [Google Scholar] [CrossRef]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Khatib, J.; Jahami, A.; Elkordi, A.; Abdelgader, H.; Sonebi, M. Structural Assessment of Reinforced Concrete Beams Incorporating Waste Plastic Straws. Environments 2020, 7, 96. [Google Scholar] [CrossRef]
- Choi, Y.W.; Moon, D.J.; Kim, Y.J.; Lachemi, M. Characteristics of mortar and concrete containing fine aggregate manufactured from recycled waste polyethylene terephthalate bottles. Constr. Build. Mater. 2009, 23, 2829–2835. [Google Scholar] [CrossRef]
- Hannawi, K.; Kamali-Bernard, S.; Prince, W. Physical and mechanical properties of mortars containing PET and PC waste aggregates. Waste Manag. 2010, 30, 2312–2320. [Google Scholar] [CrossRef]
- Khatib, J.M.; Jefimiuk, A.; Khatib, S. Flexural behaviour of reinforced concrete beams containing expanded glass as light-weight aggregates. Slovak J. Civ. Eng. 2015, 23, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Saxena, R.; Siddique, S.; Gupta, T.; Sharma, R.K.; Chaudhary, S. Impact resistance and energy absorption capacity of concrete containing plastic waste. Constr. Build. Mater. 2018, 176, 415–421. [Google Scholar] [CrossRef]
- Liu, T.; Nafees, A.; Khan, S.; Javed, M.F.; Aslam, F.; Alabduljabbar, H.; Xiong, J.-J.; Khan, M.I.; Malik, M. Comparative study of mechanical properties between irradiated and regular plastic waste as a replacement of cement and fine aggregate for manufacturing of green concrete. Ain Shams Eng. J. 2021, 13, 101563. [Google Scholar] [CrossRef]
- Saikia, N.; de Brito, J. Mechanical properties and abrasion behaviour of concrete containing shredded PET bottle waste as a partial substitution of natural aggregate. Constr. Build. Mater. 2014, 52, 236–244. [Google Scholar] [CrossRef]
- Belmokaddem, M.; Mahi, A.; Senhadji, Y.; Pekmezci, B.Y. Mechanical and physical properties and morphology of concrete containing plastic waste as aggregate. Constr. Build. Mater. 2020, 257, 119559. [Google Scholar] [CrossRef]
- Basha, S.I.; Ali, M.R.; Al-Dulaijan, S.U.; Maslehuddin, M. Mechanical and thermal properties of lightweight recycled plastic aggregate concrete. J. Build. Eng. 2020, 32, 101710. [Google Scholar] [CrossRef]
- Ferreira, L.; de Brito, J.; Saikia, N. Influence of curing conditions on the mechanical performance of concrete containing recycled plastic aggregate. Constr. Build. Mater. 2012, 36, 196–204. [Google Scholar] [CrossRef]
- Adamu, M.; Trabanpruek, P.; Jongvivatsakul, P.; Likitlersuang, S.; Iwanami, M. Mechanical performance and optimization of high-volume fly ash concrete containing plastic wastes and graphene nanoplatelets using response surface methodology. Constr. Build. Mater. 2021, 308, 125085. [Google Scholar] [CrossRef]
- Talamona, D.; Tan, K.H. Properties of recycled aggregate concrete for sustainable urban built environment. J. Sustain. Cem. Mater. 2012, 1, 202–210. [Google Scholar] [CrossRef]
- Alzard, M.H.; El-Hassan, H.; El-Maaddawy, T. Environmental and Economic Life Cycle Assessment of Recycled Aggregates Concrete in the United Arab Emirates. Sustainability 2021, 13, 10348. [Google Scholar] [CrossRef]
- Butler, L.J.; West, J.S.; Tighe, S.L. Towards the classification of recycled concrete aggregates: Influence of fundamental aggregate properties on recycled concrete performance. J. Sustain. Cem. Mater. 2014, 3, 140–163. [Google Scholar] [CrossRef]
- Assaad, J.J.; Matar, P.; Gergess, A. Effect of quality of recycled aggregates on bond strength between concrete and embedded steel reinforcement. J. Sustain. Cem. Mater. 2019, 9, 94–111. [Google Scholar] [CrossRef]
- Xie, T.-Y.; Zhao, X.-Y. Can a local bond test truly reflect impact of recycled aggregate on the bond between deformed steel bars and recycled aggregate concrete?—A critical assessment and development of a generic model. Eng. Struct. 2021, 244, 112826. [Google Scholar] [CrossRef]
- Su, T.; Wang, T.; Wang, C.; Yi, H. The influence of salt-frost cycles on the bond behavior distribution between rebar and recycled coarse aggregate concrete. J. Build. Eng. 2021, 45, 103568. [Google Scholar] [CrossRef]
- Godat, A.; Aldaweela, S.; Aljaberi, H.; Al Tamimi, N.; Alghafri, E. Bond strength of FRP bars in recycled-aggregate concrete. Constr. Build. Mater. 2020, 267, 120919. [Google Scholar] [CrossRef]
- Wang, W.; Wang, Y.; Li, D.; Liu, Y.; Li, Z. Bond-slip behavior between basalt fiber reinforced plastic bars and recycled aggregate concrete. Constr. Build. Mater. 2021, 302, 124360. [Google Scholar] [CrossRef]
- Kachouh, N.; El-Hassan, H.; El-Maaddawy, T. Influence of steel fibers on the flexural performance of concrete incorporating recycled concrete aggregates and dune sand. J. Sustain. Cem. Mater. 2020, 10, 165–192. [Google Scholar] [CrossRef]
- Ohama, Y. Handbook of Polymer-Modified Concrete and Mortars: Properties and Process Technology; Noyes Publications: Saddle River, NJ, USA, 1995. [Google Scholar]
- Assaad, J.J.; Daou, A.; Daou, Y. Bond Properties of Polymer-Modified Lightweight Self-Consolidating Concrete Containing Expanded Polystyrene. Adv. Civ. Eng. Mater. 2019, 8, 558–572. [Google Scholar] [CrossRef]
- Miranda, M.P.; Morsch, I.B.; Brisotto, D.D.S.; Bittencourt, E.; Carvalho, E.P. Steel-concrete bond behavior: An experimental and numerical study. Constr. Build. Mater. 2020, 271, 121918. [Google Scholar] [CrossRef]
- Watts, M.J.; Amin, A.; Bernard, E.S.; Gilbert, R.I.; Facconi, L. Early age bond stress-slip behaviour of macro-synthetic fibre reinforced concrete. Constr. Build. Mater. 2021, 301, 124097. [Google Scholar] [CrossRef]
- Raad, D.; Assaad, J.J. Structural properties of fiber-reinforced concrete containing thermosetting polymer plastic wastes. J. Sustain. Cem. Mater. 2021, 1–16. [Google Scholar] [CrossRef]
- Assaad, J.; Daou, Y. Behavior of structural polymer-modified concrete containing recycled aggregates. J. Adhes. Sci. Technol. 2016, 31, 874–896. [Google Scholar] [CrossRef]
- Wang, Z.J.; Wang, R.; Bin Cheng, Y. Mechanical Properties and Microstructures of Cement Mortar Modified with Styrene-Butadiene Polymer Emulsion. Adv. Mater. Res. 2010, 168, 190–194. [Google Scholar] [CrossRef]
- Mahdi, F.; Abbas, H.; Khan, A.A. Flexural, shear and bond strength of polymer concrete utilizing recycled resin obtained from post consumer PET bottles. Constr. Build. Mater. 2013, 44, 798–811. [Google Scholar] [CrossRef]
- ASTM C496/C496 M; Standard Specification for Chemical Admixtures for Concrete; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM C33/C33 M; Standard Specification for Concrete Aggregates; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C117; Standard Test Method for Materials Finer than 75-lm (No. 200) Sieve in Mineral Aggregates by Washing; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C128; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Fine Aggregate; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM A615/A615 M; Standard Specification for Deformed and Plain Carbon-Steel Bars for Concrete Reinforcement; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2020.
- EFNARC. The European Guidelines for Self-Compacting Concrete. The European Guidelines for Self Compacting Concrete, (May). Available online: http://www.efnarc.org/pdf/SCCGuidelinesMay2005.pdf (accessed on 15 April 2020).
- ACI 548.3R-03 (2003); Polymer-Modified Concrete. American Concrete Institute: Farmington Hills, MI, USA, 2003; 40p.
- Puthussery, J.V.; Kumar, R.; Garg, A. Evaluation of recycled concrete aggregates for their suitability in construction activities: An experimental study. Waste Manag. 2017, 60, 270–276. [Google Scholar] [CrossRef]
- ASTM C143/C143M-15a; Standard Test Method for Slump of Hydraulic-Cement Concrete; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C231/C231M-17a; Standard Test Method for Air Content of Freshly Mixed Concrete by the Pressure Method; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C642; Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C39/C39M; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; Annual Book of ASTM Standards. ASTM International: Conshohocken, PA, USA, 2018.
- ASTM C496/C496M; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; Annual Book of ASTM Standards. ASTM International: Conshohocken, PA, USA, 2017.
- ASTM C597; Standard Test Method for Pulse Velocity Through Concrete; Annual Book of ASTM Standards. ASTM International: Conshohocken, PA, USA, 2017.
- ASTM C1585; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes; Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C157/C157M; Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete; Annual Book of ASTM Standards. ASTM International: Conshohocken, PA, USA, 2017.
- RILEM/CEB/FIB. Bond test for reinforcing steel: 2, pullout test. Mater. Struct. 1970, 3, 175–178. [Google Scholar]
- MacGregor, J.G.; Wight, J.K. Reinforced Concrete: Mechanics and Design; Prentice Hall South Asia-Pearson Education: Singapore, 2018. [Google Scholar]
- Zéhil, G.-P.; Assaad, J.J. Feasibility of concrete mixtures containing cross-linked polyethylene waste materials. Constr. Build. Mater. 2019, 226, 1–10. [Google Scholar] [CrossRef]
- Jabbour, R.; Assaad, J.J.; Hamad, B. Cost-to-performance assessment of polyvinyl alcohol fibers in concrete structures. Mech. Adv. Mater. Struct. 2021. [Google Scholar] [CrossRef]
- Machaka, M.; Elkordi, A.; Ghanem, H.; Khatib, J.; Baalbaki, O. Selected properties of concrete containing palm fibers. Acad. J. Civ. Eng. 2019, 37, 279–286. [Google Scholar] [CrossRef]
- Jahami, A.; Khatib, J.; Baalbaki, O.; Sonebi, M. Prediction of deflection in reinforced concrete beams containing plastic waste. Acad. J. Civ. Eng. 2019, 37, 551–555. [Google Scholar] [CrossRef]
- ACI Committee 318. Building Code Requirements for Structural Concrete (ACI 318M-19) and Commentary (ACI 318RM-19); American Concrete Institute: Farmington Hills, MI, USA, 2019. [Google Scholar]
- fib (International Federation for Structural Concrete). Model Code for Concrete Structures; Ernst & Sohn: Berlin, Germany, 2013. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Natural Aggregates | Recycled Aggregates | ||||
|---|---|---|---|---|---|
| Cement, kg/m3 | 350 | 350 | 350 | 350 | 350 |
| Water, kg/m3 | 193 | 193 | 160 | 193 | 160 |
| w/c | 0.55 | 0.55 | 0.46 | 0.55 | 0.46 |
| Fine aggregate, kg/m3 | 810 | 750 | 800 | 710 | 750 |
| Coarse aggregate, kg/m3 | 990 | 940 | 980 | 870 | 920 |
| PET, % by volume | 0 | 4.5 | 4.5 | 4.5 | 4.5 |
| HRWR, % of Cement | Air Content, % | Density, kg/m3 | f’c, MPa | ft, MPa | UPV, km/s | E, GPa | Wi, mm/s | Ws, mm/s | Shrink, µm | |
|---|---|---|---|---|---|---|---|---|---|---|
| NCA | 1.52 | 2.7 | 2345 | 35.43 | 3.87 | 3.72 | 33.08 | 0.117 | 0.039 | 513 |
| NCA-1.5% PET | 1.57 | n/a | 2340 | 36.23 | 3.96 | 3.6 | 30.91 | 0.12 | 0.036 | 526 |
| NCA-3% PET | 1.65 | 2.5 | 2305 | 33.27 | 3.53 | 3.52 | 29.11 | 0.101 | 0.031 | 595 |
| NCA-4.5% PET | 2.09 | 3.1 | 2270 | 29.57 | 2.88 | 3.38 | 26.44 | 0.135 | 0.05 | 642 |
| NCA-4.5% PET-0.46 w/c | 3.29 | 2.8 | 2310 | 36.03 | 3.65 | 3.67 | 31.72 | 0.122 | 0.034 | 455 |
| NCA-3% PET-0.4% SF | 1.77 | n/a | 2295 | 31.85 | 4.01 | 3.55 | 29.48 | n/a | n/a | n/a |
| NCA-3% PET-0.8% SF | 1.76 | 3 | 2315 | 32.28 | 4.42 | 3.48 | 28.58 | 0.102 | 0.033 | 566 |
| NCA-4.5% PET-0.8% SF | 2.19 | n/a | 2265 | 28.59 | 3.57 | 3.4 | 26.69 | 0.140 | 0.045 | 604 |
| NCA-4.5% PET-7.5% SBR | 1.91 | 3.3 | 2270 | 23.9 | 3.25 | 3.33 | 25.66 | 0.108 | 0.033 | 548 |
| NCA-4.5% PET-15% SBR | 1.74 | n/a | 2255 | 23.29 | 3.79 | 3.45 | 27.36 | 0.093 | 0.028 | 470 |
| RCA | 1.76 | 2.3 | 2265 | 31.34 | 3.34 | 3.46 | 27.64 | 0.152 | 0.048 | n/a |
| RCA-1.5% PET | 1.81 | n/a | 2250 | 29.55 | 3.44 | 3.44 | 27.14 | 0.148 | 0.051 | n/a |
| RCA-3% PET | 2.05 | n/a | 2205 | 27.07 | 3.04 | 3.27 | 24.03 | 0.13 | 0.043 | n/a |
| RCA-3% PET-0.46 w/c | 3.71 | 2.4 | 2290 | 34.36 | 3.51 | 3.62 | 30.59 | 0.123 | 0.037 | n/a |
| RCA-3% PET-0.8% SF | 2.29 | n/a | 2220 | 29.04 | 4.03 | 3.51 | 27.88 | 0.153 | 0.051 | n/a |
| RCA-3% PET-15% SBR | 2.19 | 3.2 | 2205 | 25.78 | 3.64 | 3.36 | 25.38 | 0.101 | 0.03 | n/a |
| Experimental Testing | ACI 318-19 Model | CEB-FIP Model | ||||
|---|---|---|---|---|---|---|
| Slip, mm | ||||||
| NCA | 14.1 | 3.93 | 5.17 | 2.72 | 11.9 | 1.18 |
| NCA-1.5% PET | 15.4 | 4.33 | 5.22 | 2.95 | 12.04 | 1.28 |
| NCA-3% PET | 15.1 | 4.96 | 5.01 | 3.01 | 11.54 | 1.31 |
| NCA-4.5% PET | 13.6 | 4.42 | 4.72 | 2.88 | 10.88 | 1.25 |
| NCA-4.5% PET-0.46 w/c | 14.8 | 4.1 | 5.21 | 2.84 | 12 | 1.23 |
| NCA-3% PET-0.8% SF | 18.5 | 5.64 | 4.93 | 3.75 | 11.36 | 1.63 |
| NCA-4.5% PET-0.8% SF | 14.7 | 5.02 | 4.64 | 3.17 | 10.69 | 1.37 |
| NCA-4.5% PET-15% SBR | 15.6 | 4.66 | 4.19 | 3.73 | 9.65 | 1.62 |
| RCA | 12.9 | 3.47 | 4.86 | 2.65 | 11.2 | 1.15 |
| RCA-1.5% PET | 13.1 | 4.5 | 4.72 | 2.78 | 10.87 | 1.2 |
| RCA-3% PET | 12.3 | 4.24 | 4.52 | 2.71 | 10.41 | 1.18 |
| RCA-3% PET-0.46 w/c | 14.3 | 4.48 | 5.09 | 2.81 | 11.72 | 1.22 |
| RCA-3% PET-0.8% SF | 15.2 | 5.23 | 4.68 | 3.25 | 10.78 | 1.41 |
| RCA-3% PET-15% SBR | 15.5 | 5.6 | 4.41 | 3.51 | 10.16 | 1.52 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Assaad, J.J.; Khatib, J.M.; Ghanem, R. Bond to Bar Reinforcement of PET-Modified Concrete Containing Natural or Recycled Coarse Aggregates. Environments 2022, 9, 8. https://doi.org/10.3390/environments9010008
Assaad JJ, Khatib JM, Ghanem R. Bond to Bar Reinforcement of PET-Modified Concrete Containing Natural or Recycled Coarse Aggregates. Environments. 2022; 9(1):8. https://doi.org/10.3390/environments9010008
Chicago/Turabian StyleAssaad, Joseph J., Jamal M. Khatib, and Rawan Ghanem. 2022. "Bond to Bar Reinforcement of PET-Modified Concrete Containing Natural or Recycled Coarse Aggregates" Environments 9, no. 1: 8. https://doi.org/10.3390/environments9010008
APA StyleAssaad, J. J., Khatib, J. M., & Ghanem, R. (2022). Bond to Bar Reinforcement of PET-Modified Concrete Containing Natural or Recycled Coarse Aggregates. Environments, 9(1), 8. https://doi.org/10.3390/environments9010008