
Environmental Benefit of Alternative Binders in Construction Industry: Life Cycle Assessment




Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cai, W.; Wang, C.; Chen, J.; Wang, K.; Zhang, Y.; Lu, X. Comparison of CO2 emission scenarios and mitigation opportunities in China’s five sectors in 2020. Energy Policy 2008, 36, 1181–1194. [Google Scholar] [CrossRef]
- Uwasu, M.; Hara, K.; Yabar, H. World cement production and environmental implications. Environ. Dev. 2014, 10, 36–47. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A. Environmental impact of cement production: Detail of the different processes and cement plant variability evaluation. J. Clean. Prod. 2010, 18, 478–485. [Google Scholar] [CrossRef]
- García-Pérez, J.; López-Abente, G.; Castelló, A.; González-Sánchez, M.; Fernández-Navarro, P. Cancer mortality in towns in the vicinity of installations for the production of cement, lime, plaster, and magnesium oxide. Chemosphere 2015, 128, 103–110. [Google Scholar] [CrossRef]
- Moretti, L.; di Mascio, P.; Bellagamba, S. Environmental, Human Health and Socio-Economic Effects of Cement Powders: The Multicriteria Analysis as Decisional Methodology. Int. J. Environ. Res. Public Health 2017, 14, 645. [Google Scholar] [CrossRef] [Green Version]
- Valderrama, C.; Granados, R.; Cortina, J.L.; Gasol, C.M.; Guillem, M.; Josa, A. Implementation of best available techniques in cement manufacturing: A life-cycle assessment study. J. Clean. Prod. 2012, 25, 60–67. [Google Scholar] [CrossRef]
- Summerbell, D.L.; Barlow, C.Y.; Cullen, J.M. Potential reduction of carbon emissions by performance improvement: A cement industry case study. J. Clean. Prod. 2016, 135, 1327–1339. [Google Scholar] [CrossRef]
- Turk, J.; Cotič, Z.; Mladenovič, A.; Šajna, A. Environmental evaluation of green concretes versus conventional concrete by means of LCA. Waste Manag. 2015, 45, 194–205. [Google Scholar] [CrossRef]
- Bajare, D.; Bumanis, G.; Upeniece, L. Coal combustion bottom ash as microfiller with pozzolanic properties for traditional concrete. Procedia Eng. 2013, 57, 149–158. [Google Scholar] [CrossRef] [Green Version]
- Bumanis, G.; Vitola, L.; Stipniece, L.; Locs, J.; Korjakins, A.; Bajare, D. Evaluation of Industrial by-products as pozzolans: A road map for use in concrete production. Case Stud. Constr. Mater. 2020, 13, e00424. [Google Scholar] [CrossRef]
- Moropoulou, A.; Koroneos, C.; Karoglou, M.; Aggelakopoulou, E.; Bakolas, A.; Dompros, A. Life cycle analysis of mortars and its environmental impact. MRS Online Proc. Libr. (OPL) 2005, 895, 0895-G06-02. [Google Scholar] [CrossRef]
- Consoli, F.; Allen, D.; Boustead, I.; Fava, J.; Franklin, W.; Jensen, A.A.; de Oude, N.; Parrish, R.; Perriman, R.; Postethwaite, D.; et al. Guidelines for Life-Cycle Assessment: A Code of Practice; Report from the Workshop of the Society of Environmental Toxicology and Chemistry (SETAC), Held at Sesimbra (Portugal): 31 March–3 April 1993; SETEC: Brussels, Belgium, 1993. [Google Scholar]
- Baumann, H. Decision Making and Life Cycle Assessment. Licentiate Thesis, Chalmers University of Technology, Göteborg, Sweden, 1995. [Google Scholar]
- Klimesch, D.S.; Ray, A. Use of the second-derivative differential thermal curve in the evaluation of cement-quartz pastes with metakaolin addition autoclaved at 180 °C. Thermochim. Acta 1997, 307, 167–176. [Google Scholar] [CrossRef]
- Guinée, J.B. Handbook on Life Cycle Assessment: Operational Guide to the ISO Standards; Kluwer Academic Publishers: Dordreecht, The Netherlands, 2002. [Google Scholar]
- Habert, G.; de Lacaillerie, J.B.; Roussel, N. An environmental evaluation of geopolymer based concrete production: Reviewing current research trends. J. Clean. Prod. 2011, 19, 1229–1238. [Google Scholar] [CrossRef]
- Environmental Product Declaration Operator. An Industry Average Cradle-to-Gate Life Cycle Assessment of ½ “Lightweight and 5/8 ” Type X Conventional Gypsum Board for the USA and Canadian Markets EPD Project Report, 2020. Gypsum Association. Declaration No.: EPD 10270. Industry Average EPD for 5/8” Type X Conventional Gypsum Board. 2020. Available online: https://www.usg.com/content/dam/USG_Marketing_Communications/united_states/product_promotional_materials/finished_assets/2020-type-x-wallboard-epd-en.pdf (accessed on 10 November 2021).
- Suárez, S.; Roca, X.; Gasso, S. Product-specific life cycle assessment of recycled gypsum as a replacement for natural gypsum in ordinary Portland cement: Application to the Spanish context. J. Clean. Prod. 2016, 117, 150–159. [Google Scholar] [CrossRef]
- Silgado, S.S.; Valdiviezo, L.J.C.; Domingo, S.G.; Roca, X. Multi-criteria decision analysis to assess the environmental and economic performance of using recycled gypsum cement and recycled aggregate to produce concrete: The case of Catalonia (Spain). Resour. Conserv. Recycl. 2018, 133, 120–131. [Google Scholar] [CrossRef] [Green Version]
- Camarini, G.; dos Santos Lima, K.D.; Pinheiro, S.M.M. Investigation on gypsum plaster waste recycling: An eco-friendly material. Green Mater. 2015, 3, 104–112. [Google Scholar] [CrossRef]
- Rivero, A.J.; Sathre, R.; Navarro, J.G. Life cycle energy and material flow implications of gypsum plasterboard recycling in the European Union. Resour. Conserv. Recycl. 2016, 108, 171–181. [Google Scholar] [CrossRef] [Green Version]
- Pedreño-Rojas, M.A.; Fořt, J.; Černý, R.; Rubio-de-Hita, P. Life cycle assessment of natural and recycled gypsum production in the Spanish context. J. Clean. Prod. 2020, 253, 120056. [Google Scholar] [CrossRef]
- Life Cycle Management of Phosphogypsum Stacks–International Fertiliser Society. Available online: https://fertiliser-society.org/store/life-cycle-management-of-phosphogypsum-stacks/ (accessed on 27 August 2020).
- Nizevičienė, D.; Vaičiukynienė, D.; Michalik, B.; Bonczyk, M.; Vaitkevičius, V.; Jusas, V. The treatment of phosphogypsum with zeolite to use it in binding material. Constr. Build. Mater. 2018, 180, 134–142. [Google Scholar] [CrossRef]
- Bumanis, G.; Zorica, J.; Bajare, D. Properties of foamed lightweight high-performance phosphogypsum-based ternary system binder. Appl. Sci. 2020, 10, 6222. [Google Scholar] [CrossRef]
- Laurent, A.; Clavreul, J.; Bernstad, A.; Bakas, I.; Niero, M.; Gentil, E.; Christensen, T.H.; Hauschild, M.Z. Review of LCA studies of solid waste management systems-Part II: Methodological guidance for a better practice. Waste Manag. 2014, 34, 589–606. [Google Scholar] [CrossRef] [PubMed]
- Kulczycka, J.; Kowalski, Z.; Smol, M.; Wirth, H. Evaluation of the recovery of Rare Earth Elements (REE) from phosphogypsum waste-Case study of the WIZÓW Chemical Plant (Poland). J. Clean. Prod. 2016, 113, 345–354. [Google Scholar] [CrossRef]
- European Commission-Joint Research Centre. European Commission-Joint Research Centre - Institute for Environment and Sustainability: International Reference Life Cycle Data System (ILCD) Handbook–General guide for Life Cycle Assessment-Detailed guidance. First edition March 2010. EUR 24708 EN. Luxembourg. Publications Office of the European Union; 2010. Page 43. 2010. Available online: https://eplca.jrc.ec.europa.eu/uploads/ILCD-Handbook-General-guide-for-LCA-DETAILED-GUIDANCE-12March2010-ISBN-fin-v1.0-EN.pdf (accessed on 10 November 2021).
- Finnveden, G.; Hauschild, M.Z.; Ekvall, T.; Guinée, J.; Heijungs, R.; Hellweg, S.; Koehler, A.; Pennington, D.; Suh, S. Recent developments in Life Cycle Assessment. J. Environ. Manag. 2009, 91, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Alsalman, A.; Assi, L.N.; Kareem, R.S.; Carter, K.; Ziehl, P. Energy and CO2 emission assessments of alkali-activated concrete and Ordinary Portland Cement concrete: A comparative analysis of different grades of concrete. Clean. Environ. Syst. 2021, 3, 100047. [Google Scholar] [CrossRef]
- Venta, G.J. Life Cycle Analysis of Gypsum Board and Associated Finishing Products; Athena Sustainable Materials Institute: Ottawa, ON, Canada, 1997. [Google Scholar]
- Baran, E.; Czernik, S.; Hynowski, M.; Michałowski, B.; Piasecki, M.; Tomaszewska, J.; Michalak, J. Quantifying environmental burdens of plasters based on natural vs. Flue gas desulfurization (FGD) gypsum. Sustainability 2021, 13, 4298. [Google Scholar] [CrossRef]
- Zain, H.; Al Bakri Abdullah, M.M.; Hussin, K.; Ariffin, N.; Bayuaji, R. Review on Various Types of Geopolymer Materials with the Environmental Impact Assessment. MATEC Web Conf. 2017, 97, 01021. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
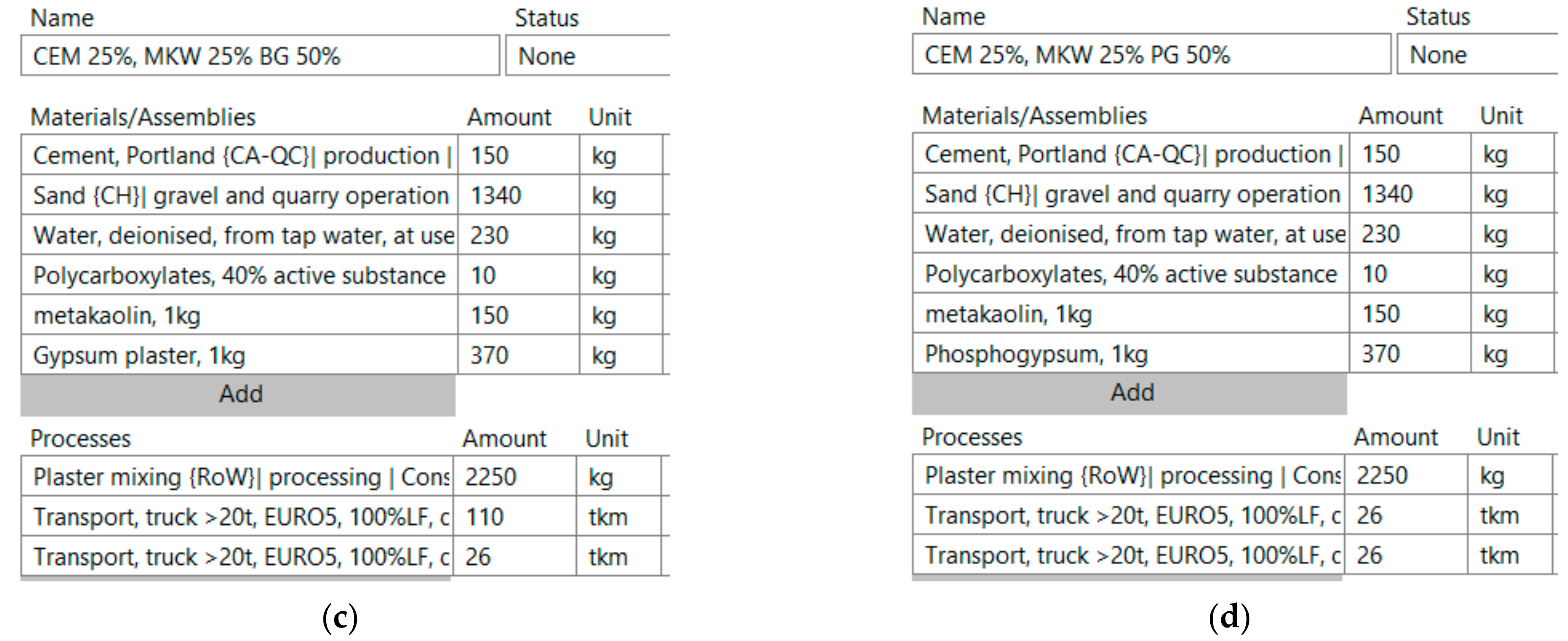
| Component | 100% CEM | CEM with MKW | GCP with PG | GCP with BG |
|---|---|---|---|---|
| PG | - | - | 370 | 0 |
| BG | - | 0 | 0 | 370 |
| CEM I | 670 | 520 | 150 | 150 |
| MKW | - | 150 | 150 | 150 |
| SP | 5 | 8 | 10 | 10 |
| Water | 230 | 230 | 230 | 230 |
| Sand | 1340 | 1340 | 1340 | 1340 |
| Density, kg/m3 | 2245 | 2248 | 2250 | 2250 |
| Impact Category | Unit | 100% CEM Mortar | CEM with MKW | GCP with BG | GCP with PG |
|---|---|---|---|---|---|
| Total | kg | 684.6 | 580.3 | 332.2 | 297.0 |
| Fossil CO2 eq | kg | 638.4 | 540.6 | 308.6 | 273.5 |
| Biogenic CO2 eq | kg | 46.8 | 40.1 | 22.6 | 22.5 |
| CO2 eq from land transformation | kg | 0.5 | 0.5 | 0.5 | 0.5 |
| CO2 uptake | kg | −1.1 | −1.0 | 0.5 | 0.5 |
| EDP | Pt | 2.7 | 2.6 | 1.2 | 1.1 |
| Impact Category | 100% CEM Mortar | CEM with MKW | GCP with BG | GCP with PG Binder |
|---|---|---|---|---|
| Abiotic depletion | 2.50 × 10−12 | 2.73 × 10−12 | 2.19 × 10−12 | 2.05 × 10−12 |
| Abiotic depletion (fossil fuels) | 8.46 × 10−11 | 8.29 × 10−11 | 8.18 × 10−11 | 6.68 × 10−11 |
| Global warming (GWP100 a) | 1.27 × 10−10 | 1.08 × 10−10 | 6.16 × 10−11 | 5.46 × 10−11 |
| Ozone layer depletion (ODP) | 1.88 × 10−13 | 1.81 × 10−13 | 1.38 × 10−13 | 1.27 × 10−13 |
| Human toxicity | 5.58 × 10−12 | 5.45 × 10−12 | 4.52 × 10−12 | 4.32 × 10−12 |
| Fresh water aquatic ecotox. | 2.03 × 10−12 | 2.00 × 10−12 | 1.61 × 10−12 | 1.51 × 10−12 |
| Marine aquatic ecotoxicity | 1.05 × 10−9 | 1.07 × 10−9 | 1.03 × 10−09 | 1.01 × 10−09 |
| Terrestrial ecotoxicity | 1.27 × 10−11 | 1.15 × 10−11 | 7.94 × 10−12 | 7.68 × 10−12 |
| Photochemical oxidation | 8.72 × 10−12 | 7.87 × 10−12 | 5.46 × 10−12 | 4.99 × 10−12 |
| Acidification | 5.04 × 10−11 | 4.69 × 10−11 | 3.50 × 10−11 | 3.25 × 10−11 |
| Eutrophication | 1.43 × 10−11 | 1.29 × 10−11 | 8.86 × 10−12 | 8.01 × 10−12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bumanis, G.; Korjakins, A.; Bajare, D. Environmental Benefit of Alternative Binders in Construction Industry: Life Cycle Assessment. Environments 2022, 9, 6. https://doi.org/10.3390/environments9010006
Bumanis G, Korjakins A, Bajare D. Environmental Benefit of Alternative Binders in Construction Industry: Life Cycle Assessment. Environments. 2022; 9(1):6. https://doi.org/10.3390/environments9010006
Chicago/Turabian StyleBumanis, Girts, Aleksandrs Korjakins, and Diana Bajare. 2022. "Environmental Benefit of Alternative Binders in Construction Industry: Life Cycle Assessment" Environments 9, no. 1: 6. https://doi.org/10.3390/environments9010006
APA StyleBumanis, G., Korjakins, A., & Bajare, D. (2022). Environmental Benefit of Alternative Binders in Construction Industry: Life Cycle Assessment. Environments, 9(1), 6. https://doi.org/10.3390/environments9010006