
Recycling of Rolling Stocks



Abstract
:1. Introduction
2. Methods and Materials
2.1. Components Analysis
2.1.1. Passenger Trains
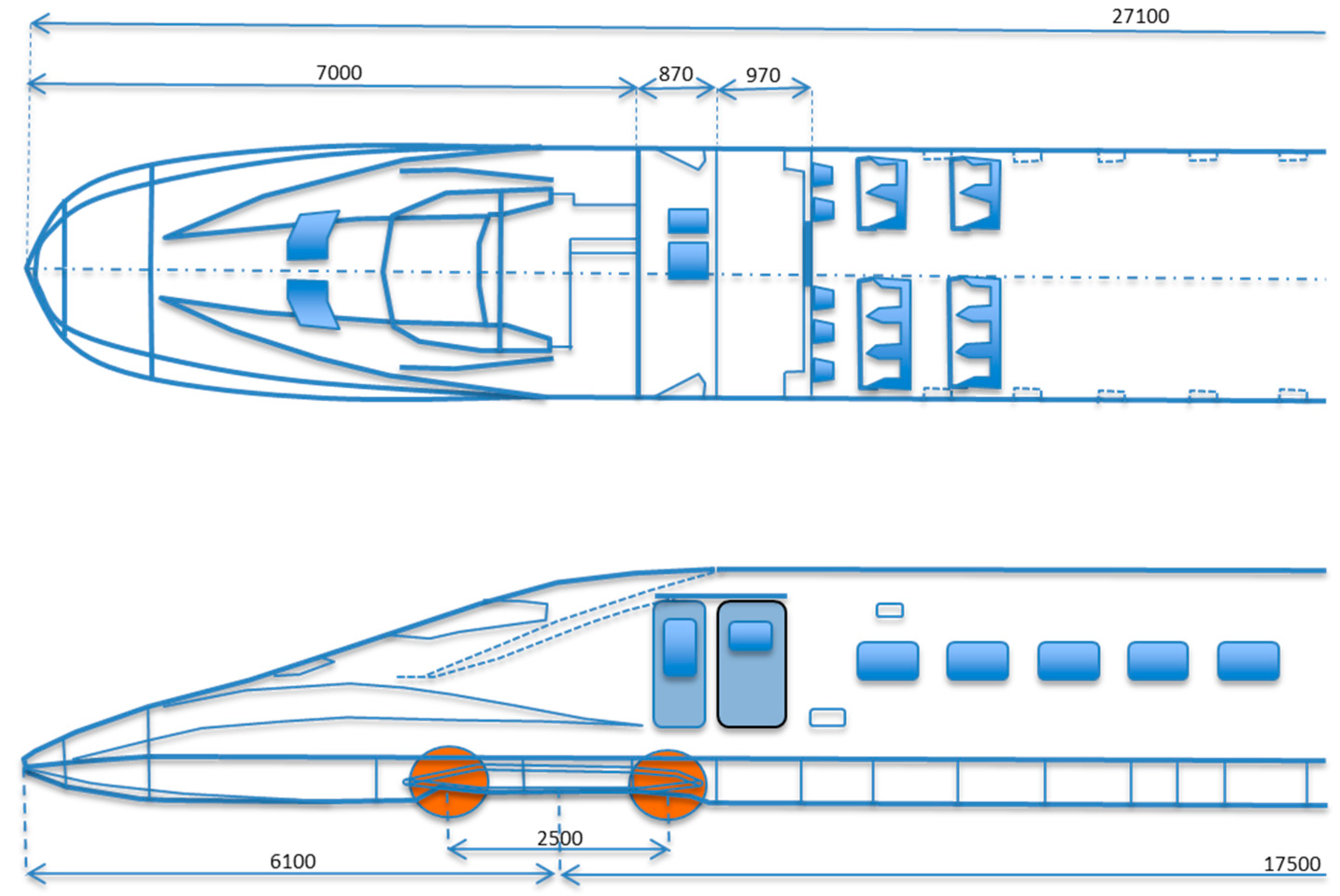
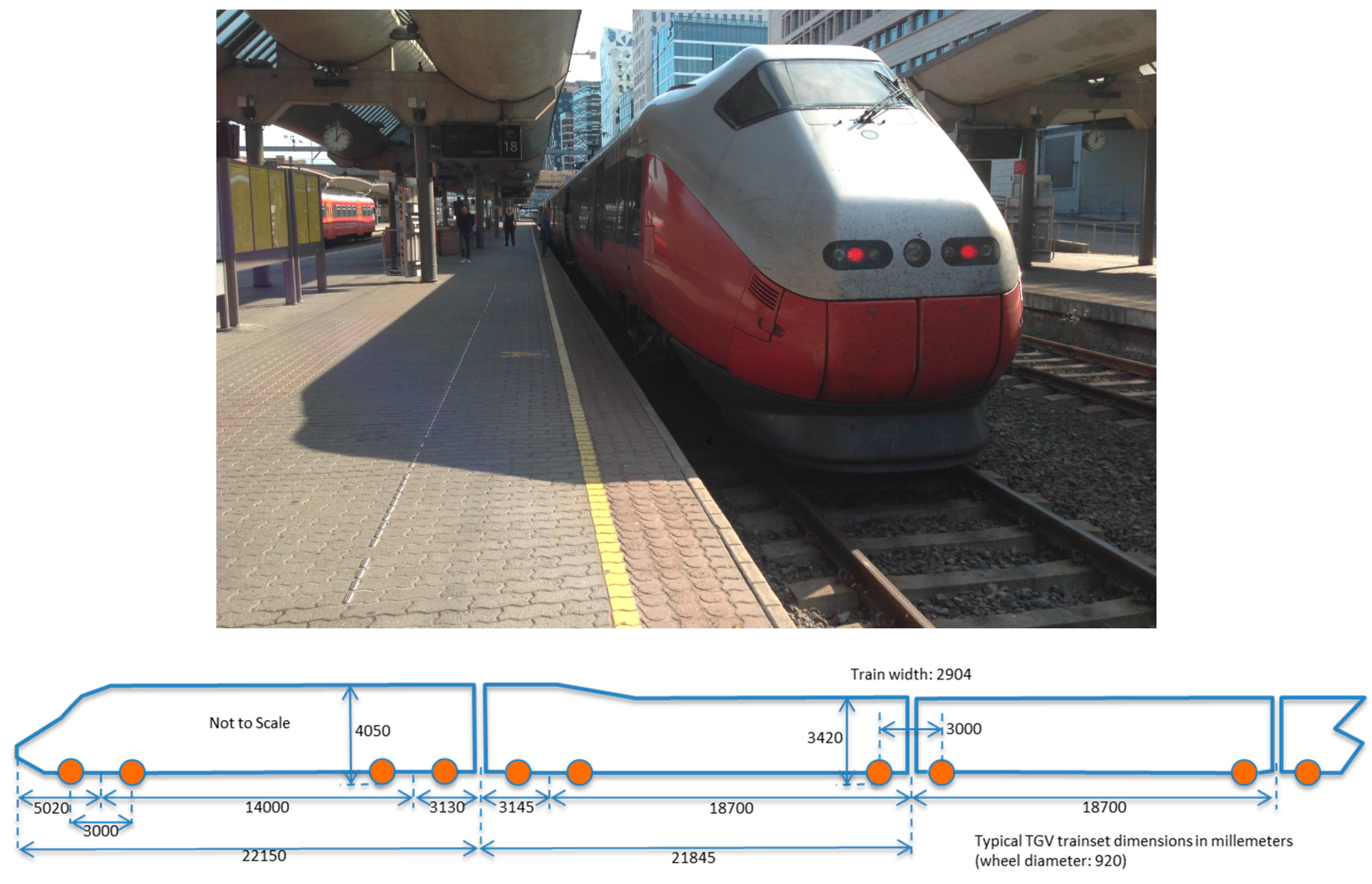
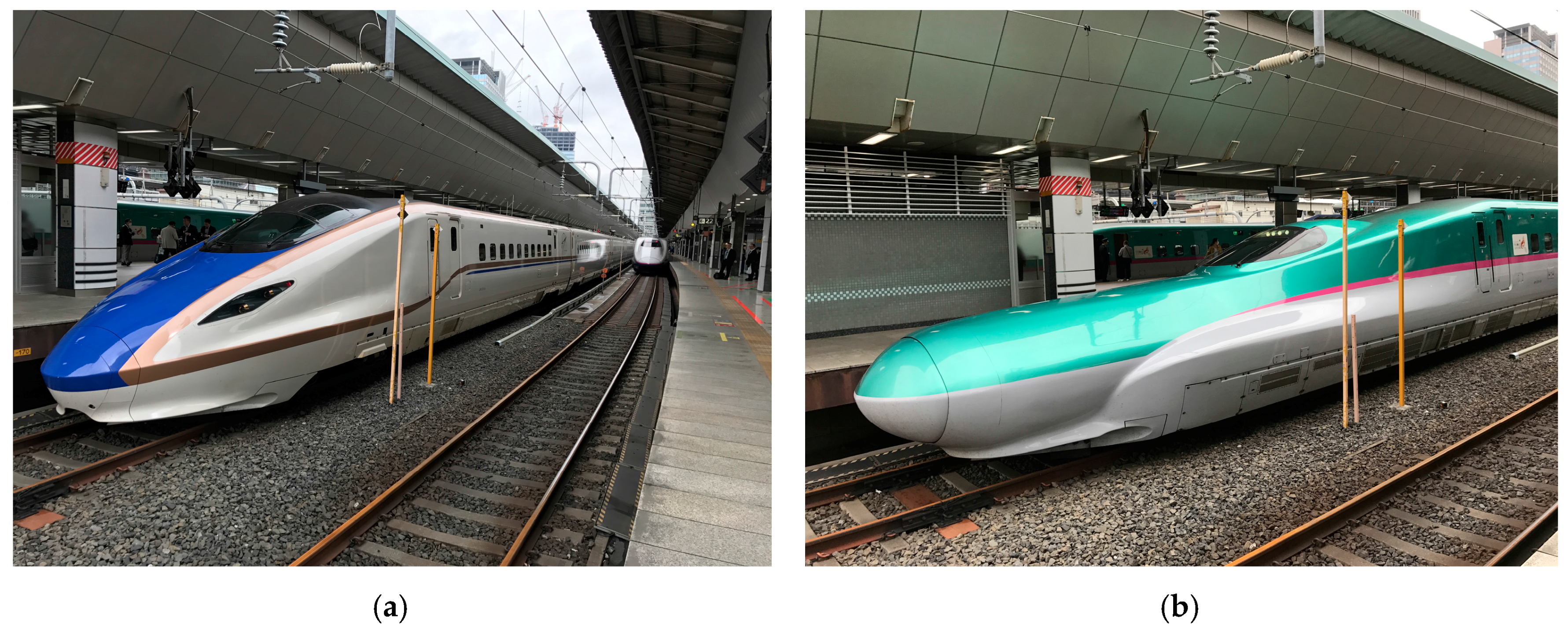
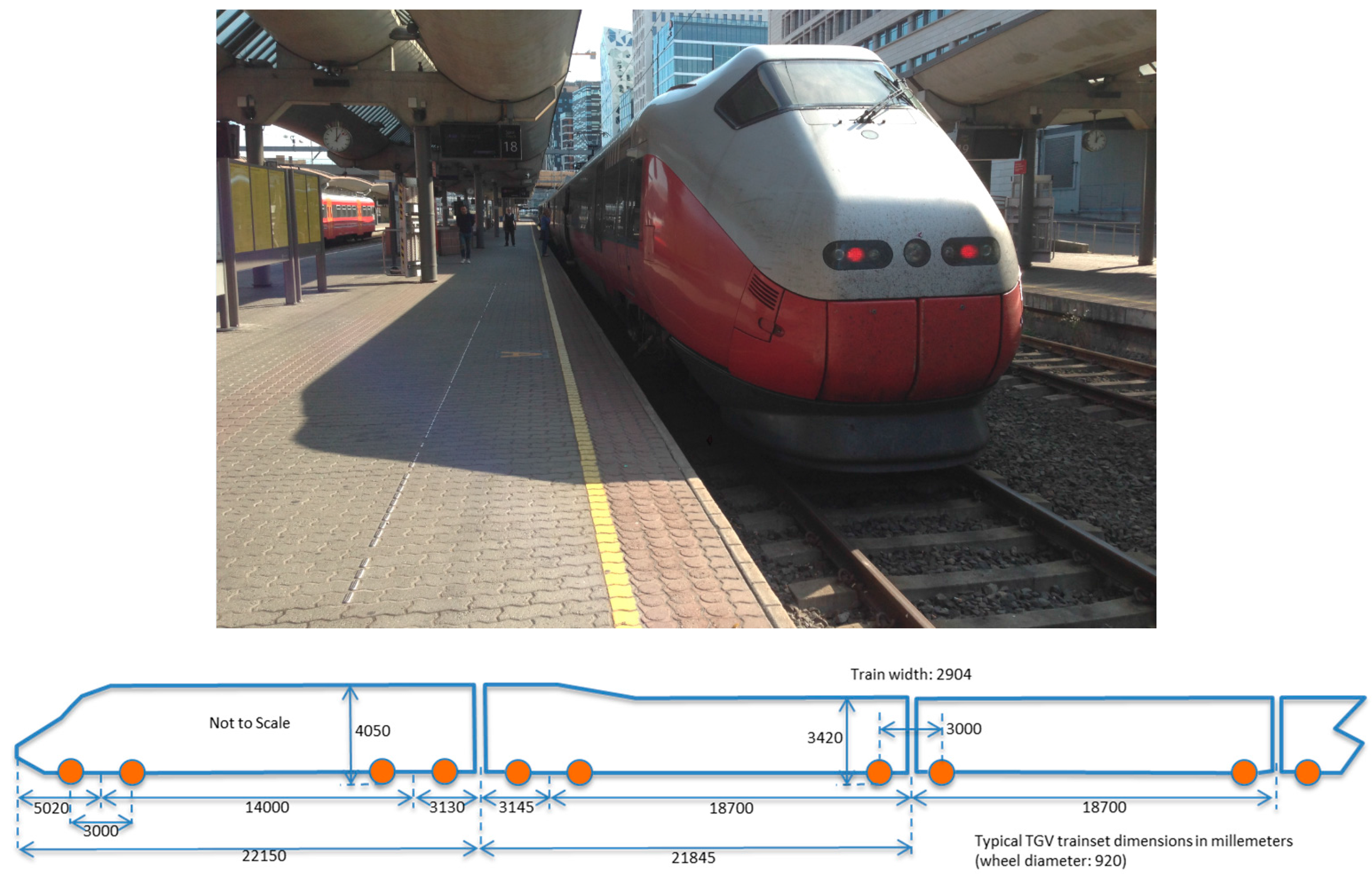
2.1.2. High-Speed Rail
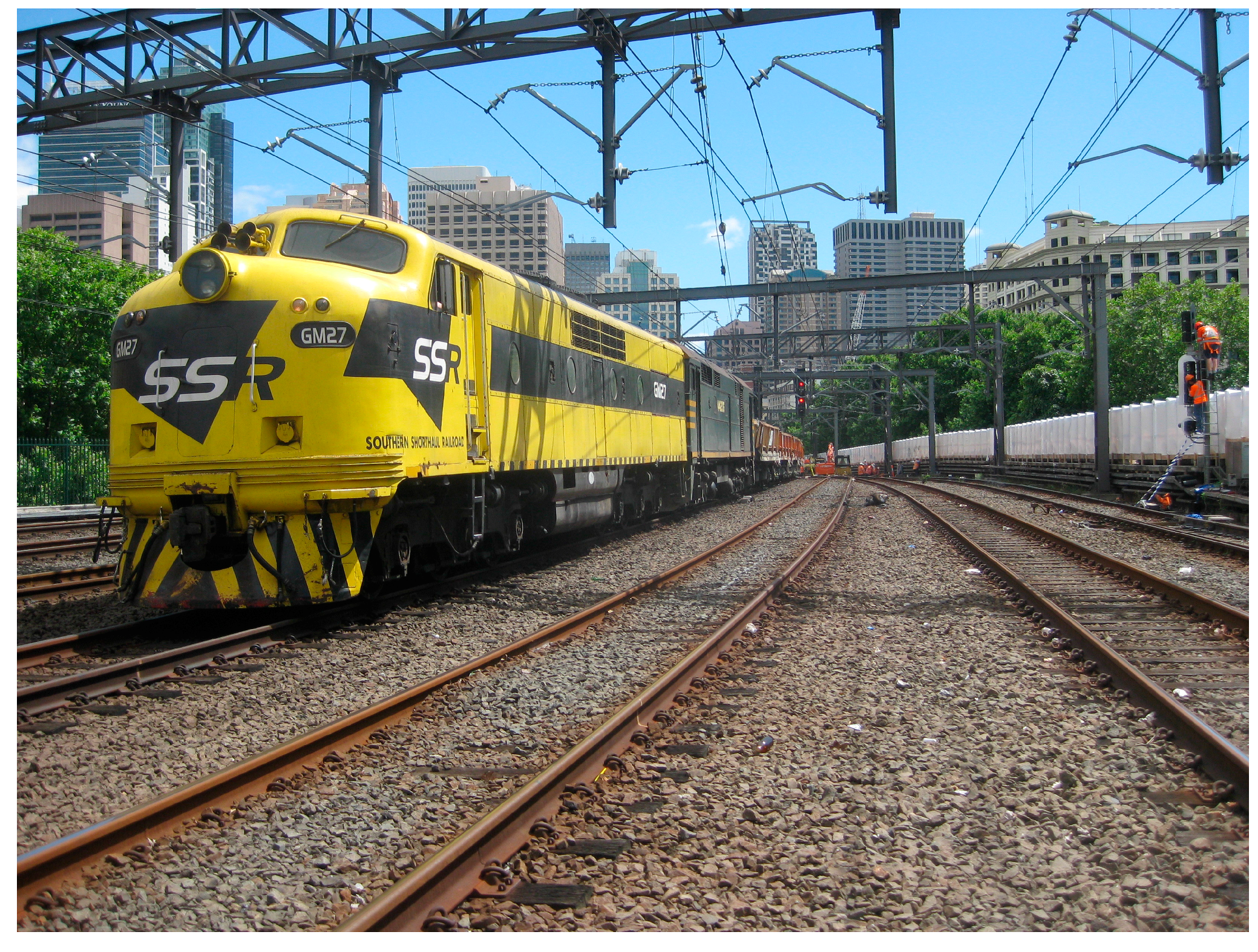
2.1.3. Freight Trains
3. Mechanisms and Current State of Practices
3.1. End-of-life Rail Vehicle Procedure
3.2. Life Cycle of the Materials
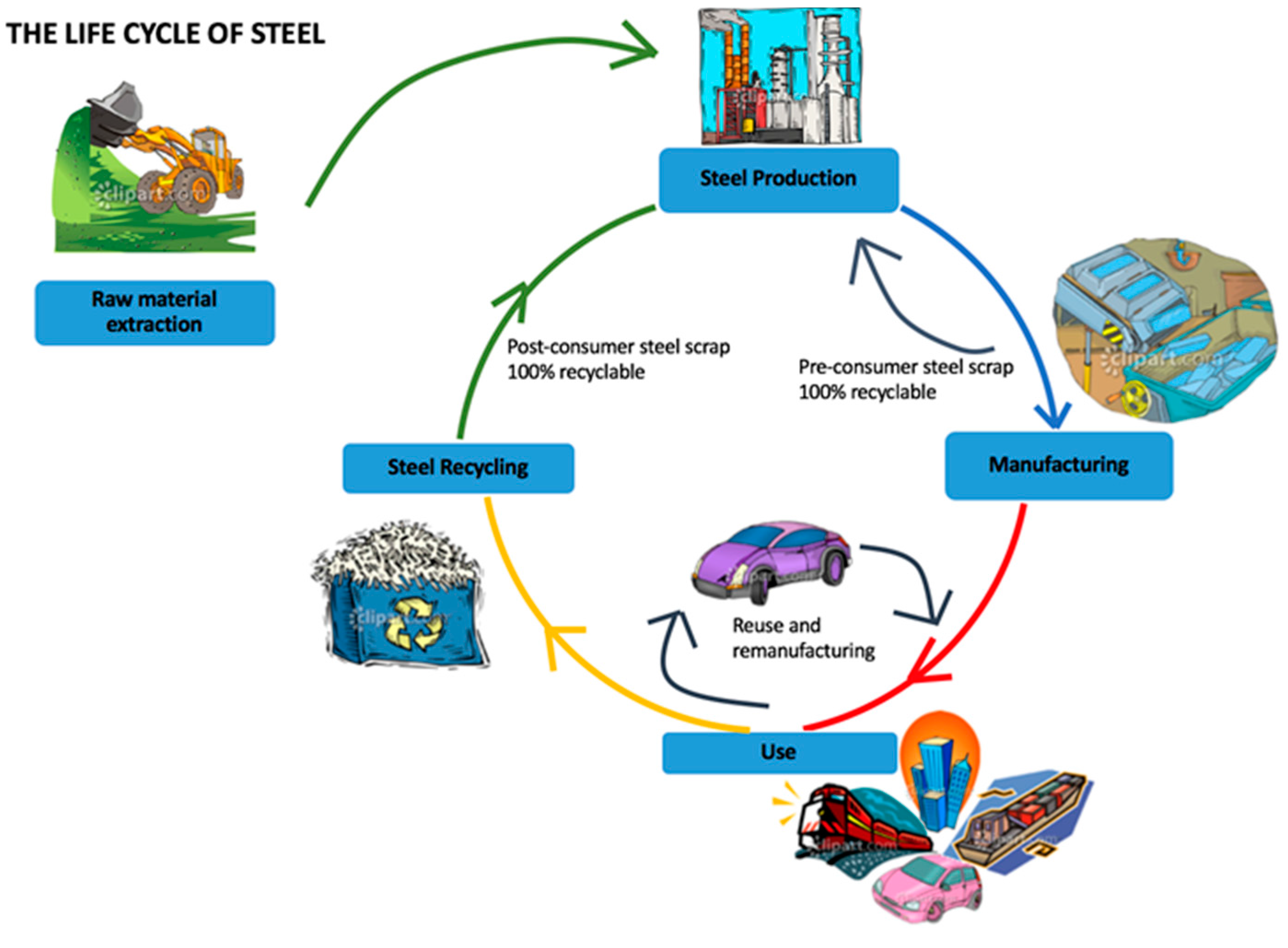
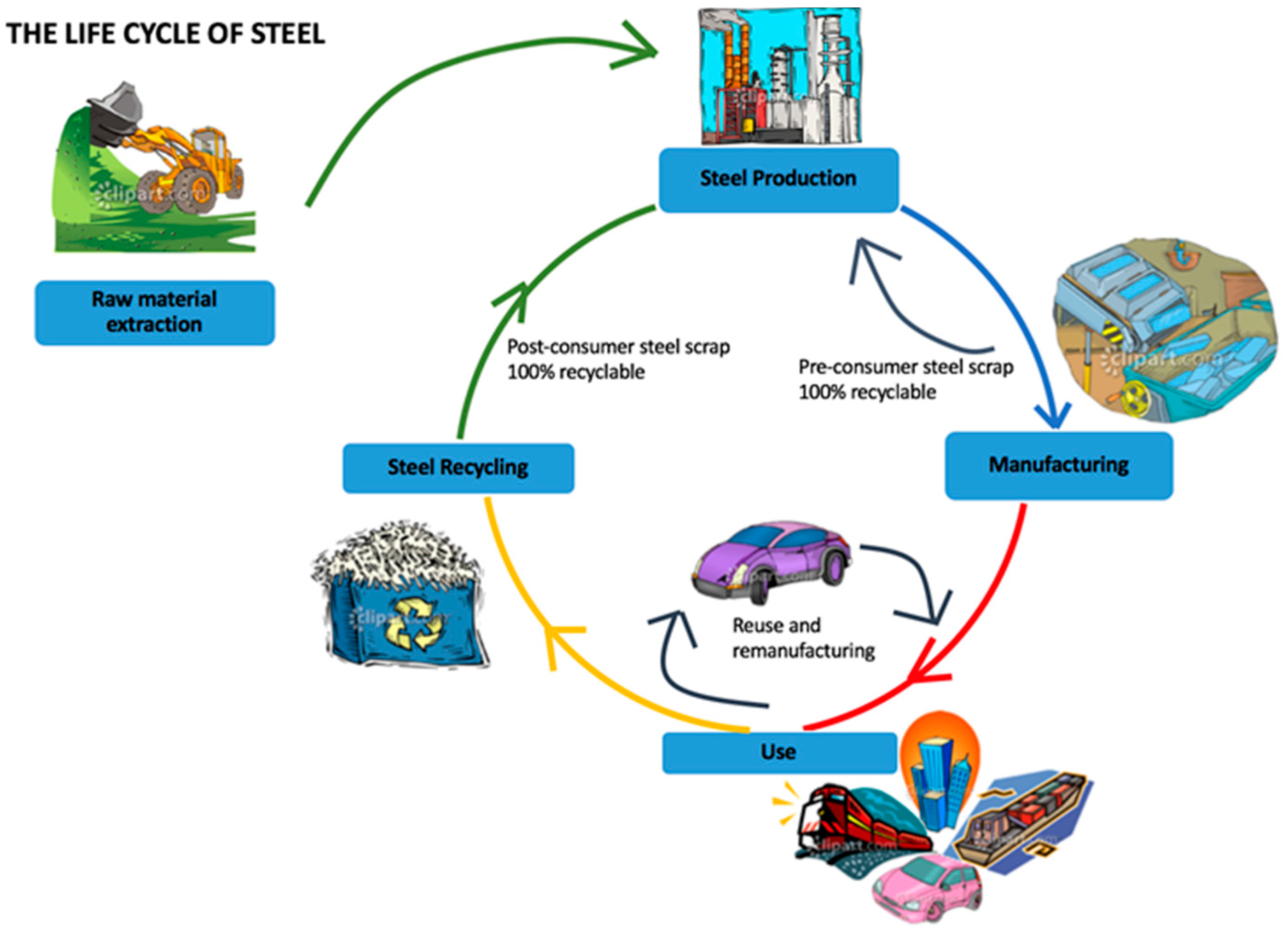
3.2.1. Steel
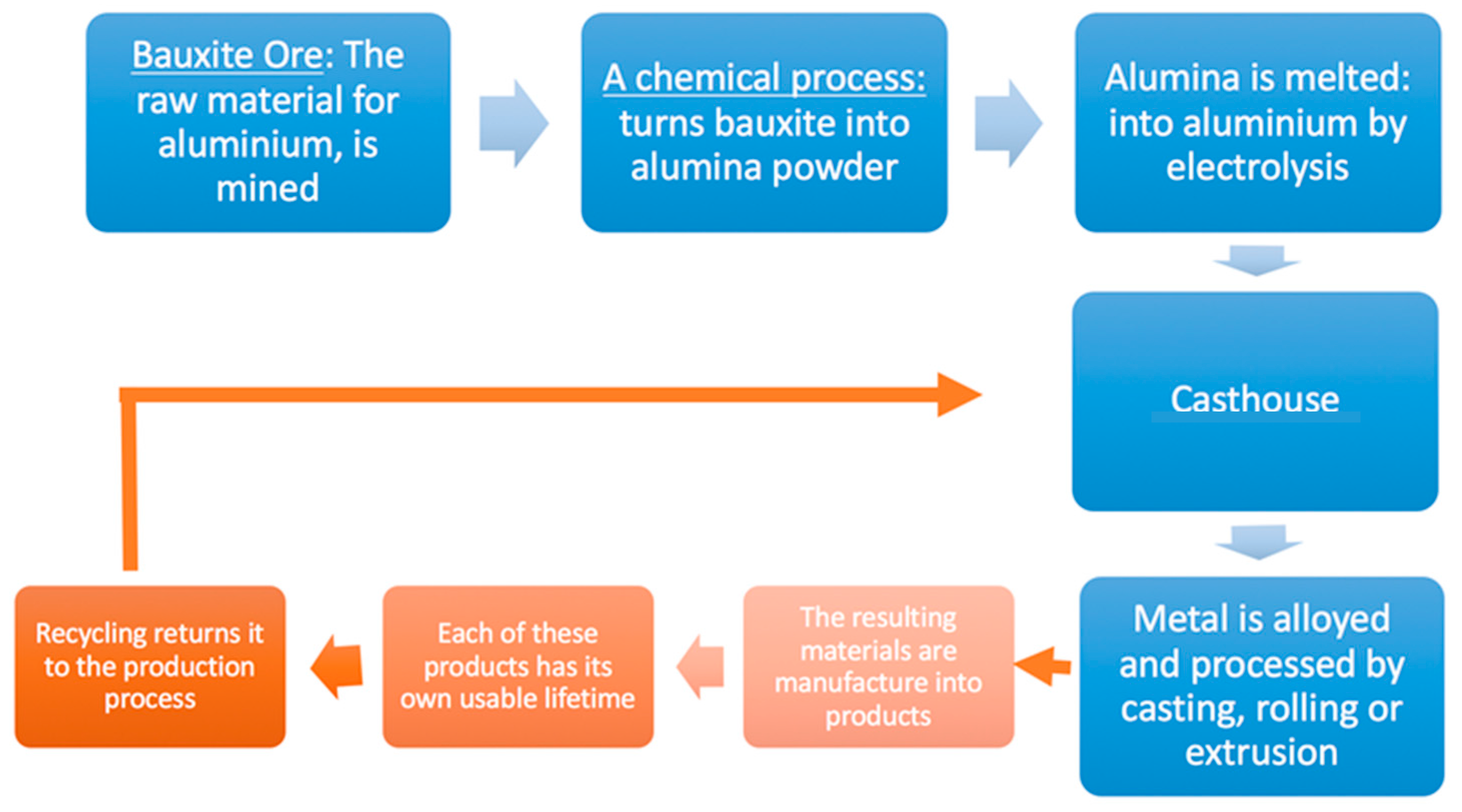
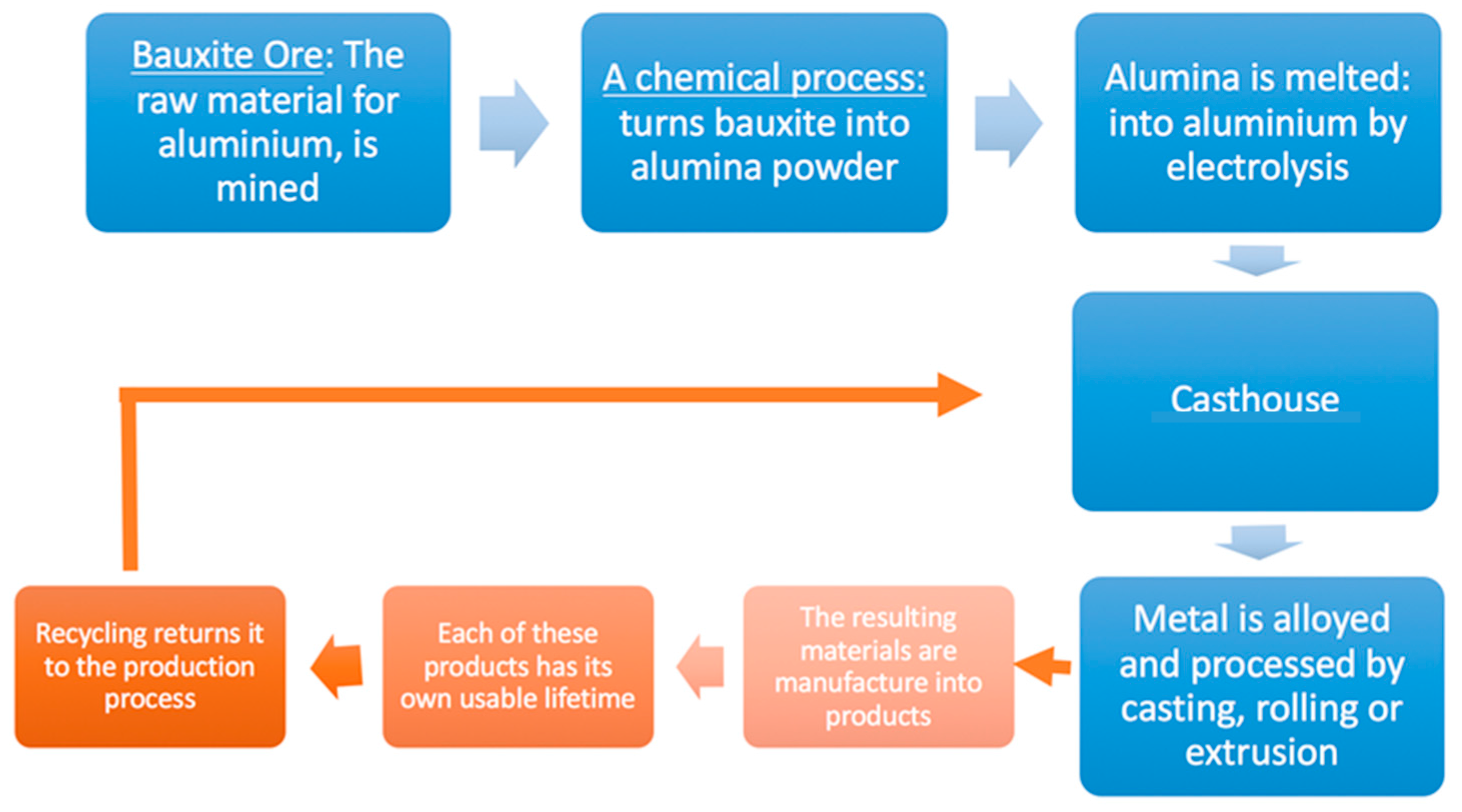
3.2.2. Aluminum
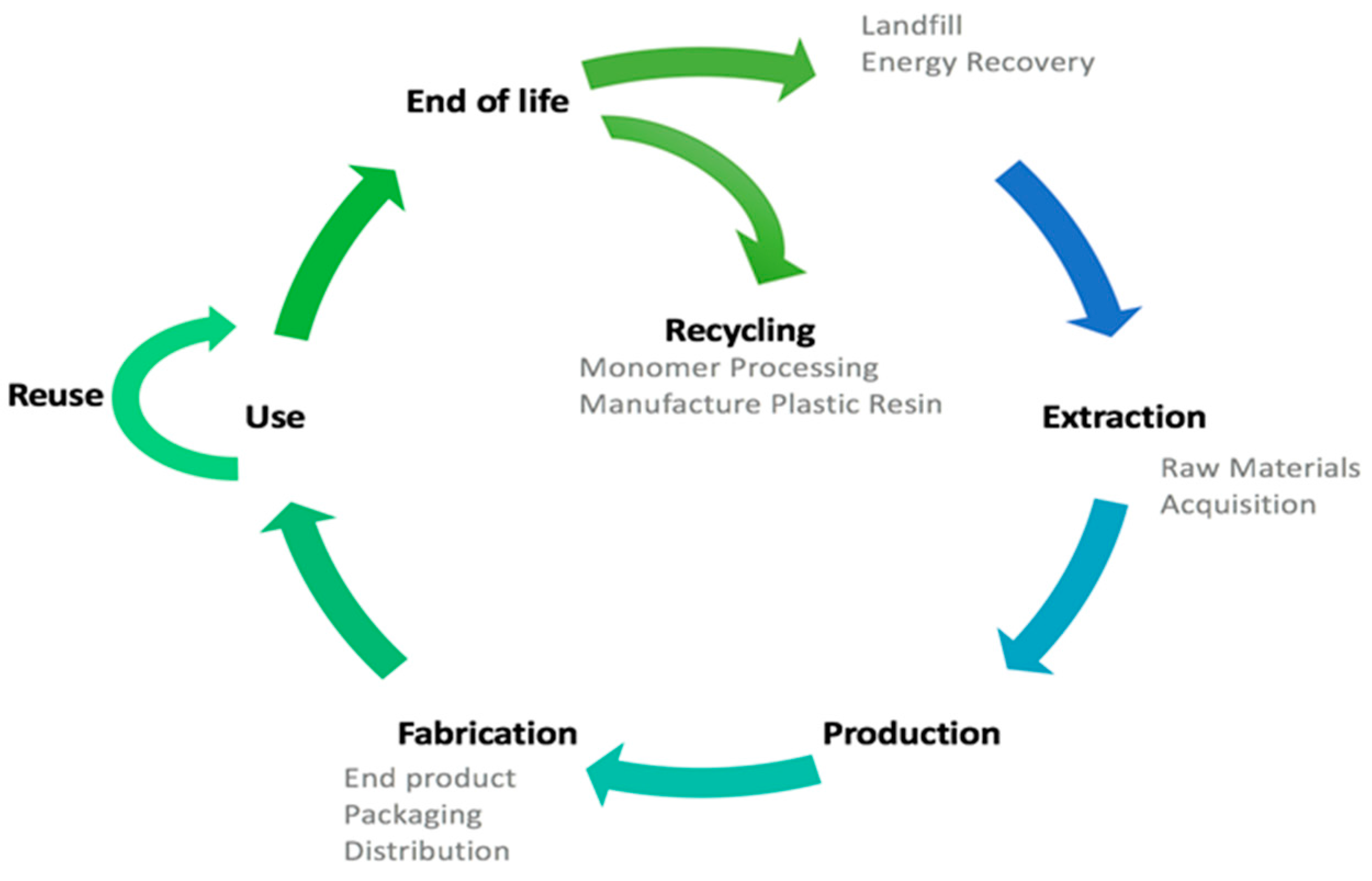
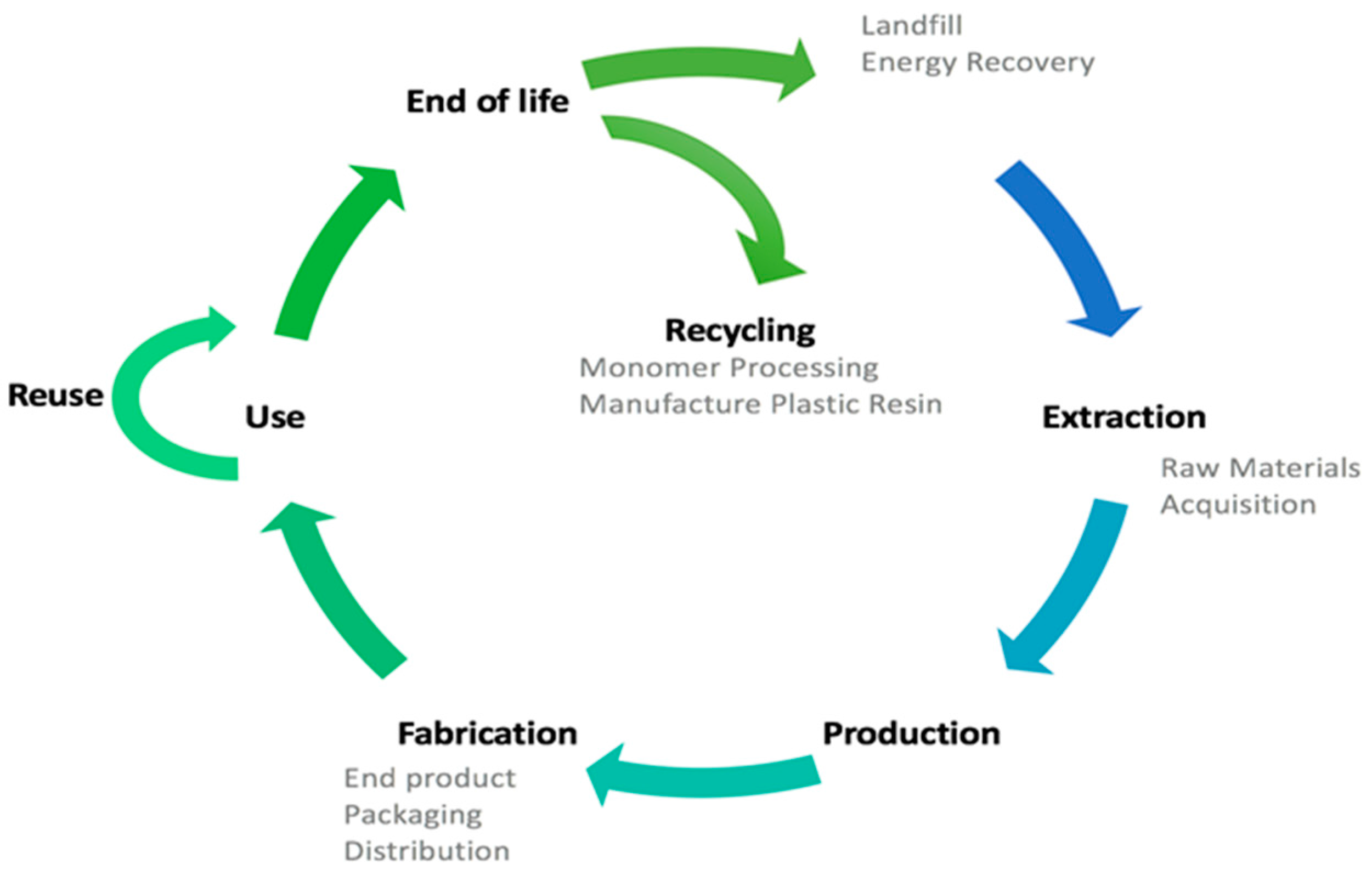
3.2.3. Plastic
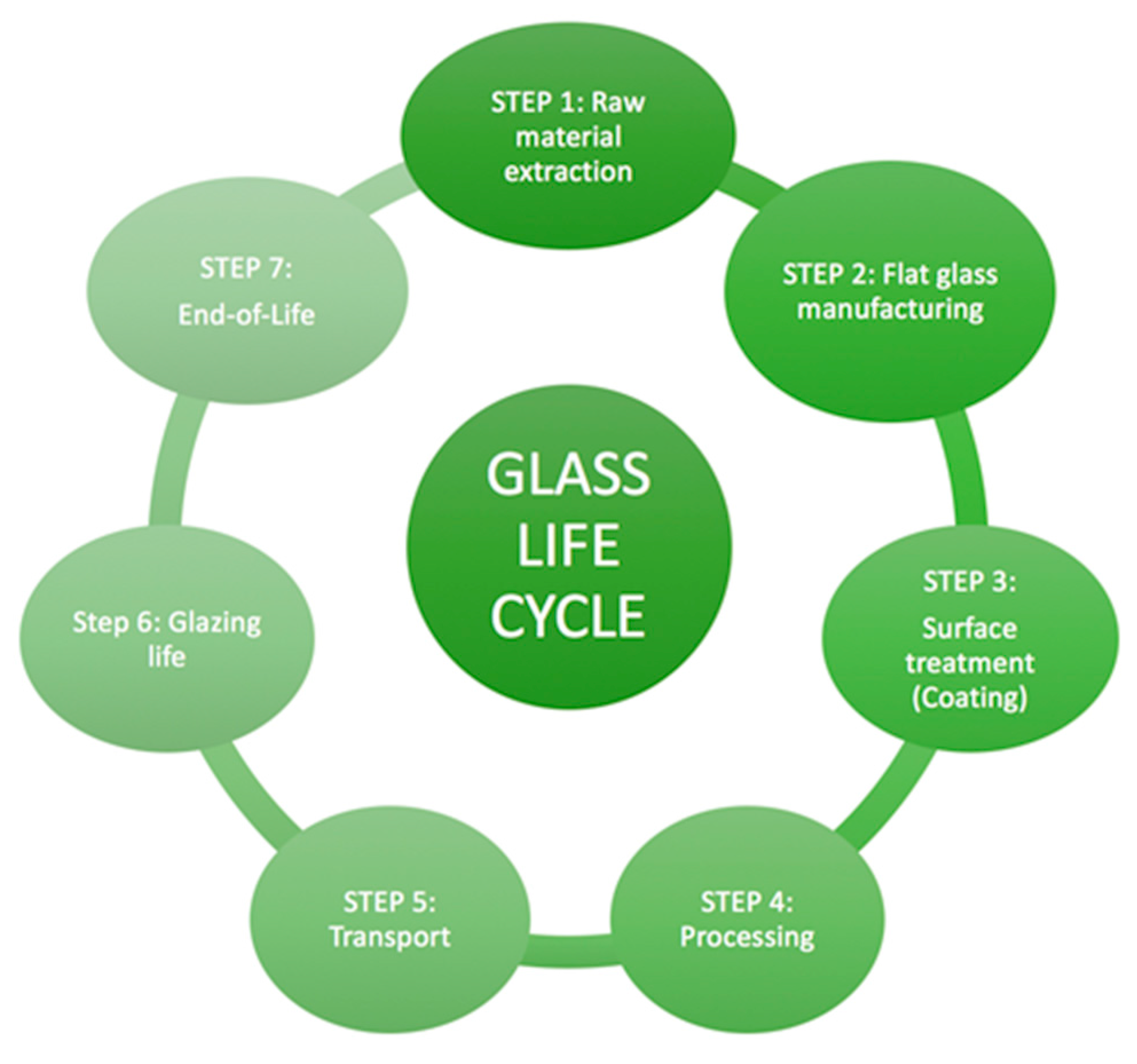
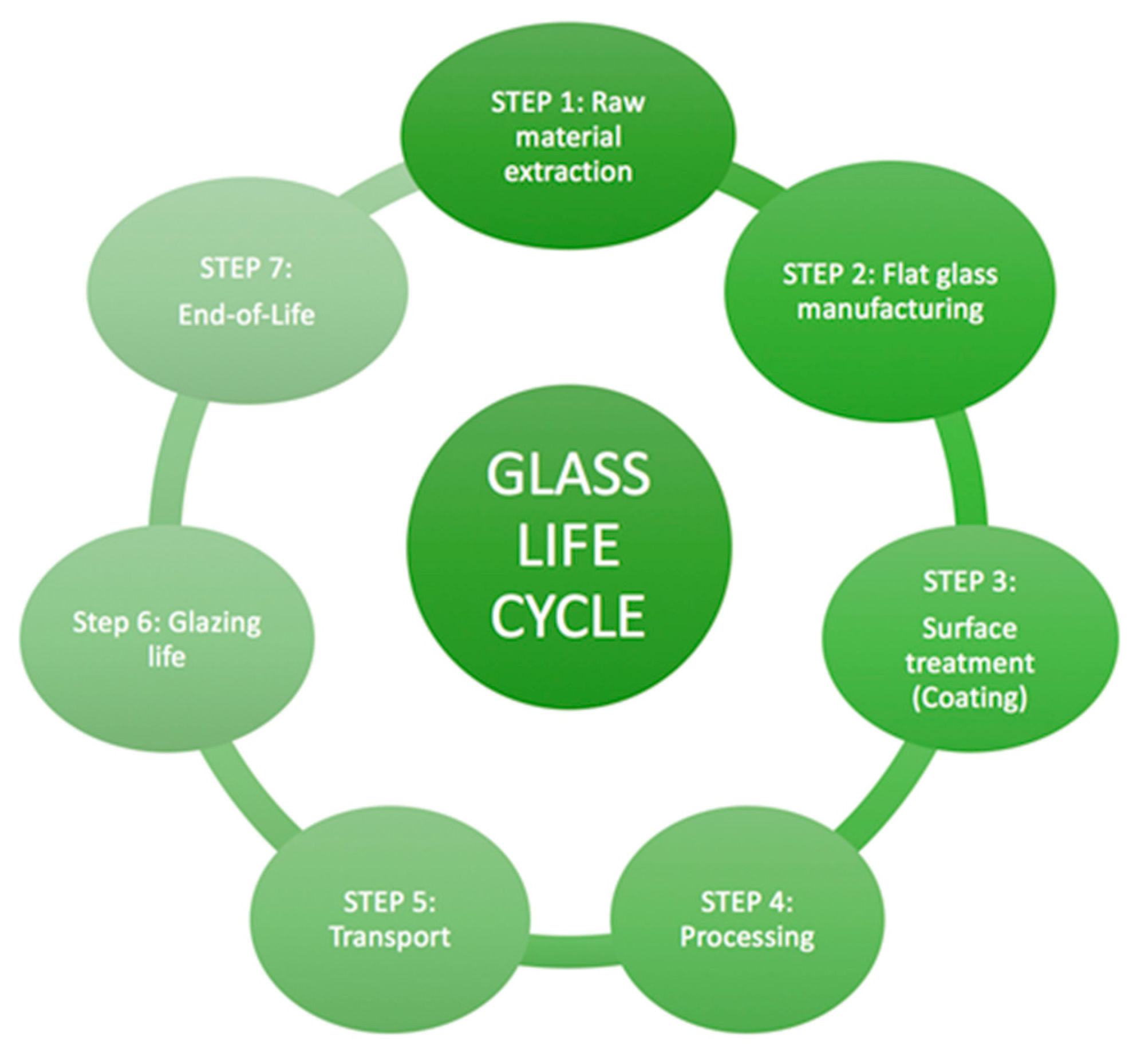
3.2.4. Glass
3.3. Applications of the Rolling Stocks’ Recycling
3.3.1. Steel
3.3.2. Aluminum
3.3.3. Plastic
3.3.4. Glass
4. Discussion on the Potential of Rolling Stock Recycling
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Merkisz-Guranowska, A.; Merkisz, J.; Jacyna, M.; Pyza, D.; Stawecka, H. Rail Vehicles Recycling. WIT Trans. Built Environ. Comput. Railw. XIV 2014, 135, 425–436. [Google Scholar] [CrossRef]
- European Commission Environment. End of Life Vehicles. Available online: http://ec.europa.eu/environment/waste/elv/ (accessed on 1 October 2016).
- Merkisz-Guranowska, A. Bicriteria Models of Vehicles Recycling Network Facility Location. Arch. Transp. 2012, 24, 187–202. [Google Scholar] [CrossRef]
- International Standard Organisation. ISO TC269/WG4 Recyclability and Recoverability Calculation Method of Rolling Stock (draft); ISO: Geneva, Switzerland, 2016. [Google Scholar]
- International Standard Organisation. ISO 22628: 2002 Road Vehicles—Recyclability and Recoverability—Calculation Method; ISO: Geneva, Switzerland, 2012. [Google Scholar]
- Del Pero, F.; Delogu, M.; Pierini, M.; Bonaffini, D. Life Cycle Assessment of a heavy metro train. J. Clean. Prod. 2015, 87, 787–799. [Google Scholar] [CrossRef]
- Castella, P.S.; Blanc, I.; Ferrer, M.G.; Ecabert, B.; Wakeman, M.; Manson, J.A.; Emery, D.; Han, S.H.; Hong, J.; Jolliet, O. Integrating life cycle costs and environmental impacts of composite rail car-bodies for a Korean train. Int. J. Life Cycle Assess. 2009, 14, 429–442. [Google Scholar] [CrossRef]
- Berzi, L.; Delogu, M.; Giorgetti, A.; Pierini, M. On-field investigation and process modelling of End-of-Life Vehicles treatment in the context of Italian craft-type Authorized Treatment Facilities. Waste Manag. 2003, 33, 892–906. [Google Scholar] [CrossRef] [PubMed]
- Vermeulen, I.; Block, C.; Van Caneghem, J.; Dewulf, W.; Sikdar, S.K.; Vandecasteele, C. Sustainability assessment of industrial waste treatment processes: The case of automotive shredder residue. Res. Conserv. Recycl. 2012, 69, 17–28. [Google Scholar] [CrossRef]
- Andrea Blengini, G.; Di Carlo, T. The changing role of life cycle phases, subsystems and materials in the LCA of low energy buildings. Energy Build. 2010, 42, 869–880. [Google Scholar] [CrossRef]
- SSI Shredding Systems: Things you need to know about shredding. Available online: https://www.ssiworld.com/en/page/resources (accessed on 6 August 2016).
- World Steel Association. Available online: https://www.worldsteel.org/steel-by-topic/life-cycle-assessment/Life-cycle-thinking-in-the-circular-economy.html (accessed on 18 June 2016).
- Matsuoka, S. Recyclability of stainless steel railway vehicles. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit 2003, 217, 279–284. [Google Scholar] [CrossRef]
- Delogu, M.; Del Pero, F.; Pierini, M.; Bonaffini, D. End-of-Life in the railway sector: Analysis of recyclability and recoverability for different vehicle case studies. Waste Manag. 2017, 60, 439–450. [Google Scholar] [CrossRef] [PubMed]
- Elwert, T.; Goldmann, D.; Römer, F.; Buchert, M.; Merz, C.; Schueler, D.; Sutter, J. Current Developments and Challenges in the Recycling of Key Components of (Hybrid) Electric Vehicles. Recycling 2015, 1, 25–60. [Google Scholar] [CrossRef]
- Ito, M.; Nagai, K. Degradation behavior and application of recycled PVC sheet made of floor sheet for railway vehicle. Polym. Degrad. Stab. 2007, 92, 1692–1699. [Google Scholar] [CrossRef]
- Berzi, L.; Delogu, M.; Pierini, M.; Romoli, F. Evaluation of the end-of-life performance of a hybrid scooter with the application of recyclability and recoverability assessment methods. Res. Conserv. Recycl. 2016, 108, 140–155. [Google Scholar] [CrossRef]
- Bartl, A. Moving from recycling to waste prevention: A review of barriers and enables. Waste Manag. Res. 2014, 32, 3–18. [Google Scholar] [CrossRef] [PubMed]
- Miller, L.; Soulliere, K.; Sawyer-Beaulieu, S.; Tseng, S.; Tam, E. Challenges and Alternatives to Plastics Recycling in the Automotive Sector. Materials 2014, 7, 5883–5902. [Google Scholar] [CrossRef]
- Ohno, H.; Matsubae, K.; Nakajima, K.; Kondo, Y.; Nakamura, S.; Nagasaka, T. Toward the efficient recycling of alloying elements from the end of life vehicle steel scrap. Res. Conserv. Recycl. 2015, 100, 11–20. [Google Scholar] [CrossRef]
- Ohno, H.; Matsubae, K.; Nakajima, K.; Nakamura, S.; Nagasaka, T. Unintentional Flow of Alloying Elements in Steel during Recycling of End-of-Life Vehicles. J. Ind. Ecol. 2014, 18, 242–253. [Google Scholar] [CrossRef]
- Ohno, H.; Nuss, P.; Chen, W.-Q.; Graedel, T.E. Deriving the Metal and Alloy Networks of Modern Technology. Environ. Sci. Technol. 2016, 50, 4082–4090. [Google Scholar] [CrossRef] [PubMed]
- Steel Construction. ‘Recycling and Reuse’. Available online: http://www.steelconstruction.info/Recycling_and_reuse (accessed on 25 July 2016).
- World Steel Association. Case Study: High-Speed Rail Networks: A Sustainable Steel Solution; WSA: Brussels, Belgium, 2016; Volume 1. [Google Scholar]
- Bowyer, J.; Bratkovich, S.; Fernholz, K.; Frank, M.; Groot, H.; Howe, J.; Pepke, E. Understanding Steel Recovery and Recycling Rates and Limitations to Recycling; Dovetail Partners Inc.: Minneapolis, MN, USA, 2015; pp. 1–12. [Google Scholar]
- Tata Steel. Global Steel Company Pioneering in Steel Manufacturing; Tata Steel: Mumbai, India, 2016. [Google Scholar]
- Allwood, J.M.; Cullen, J. M.; Cooper, D.R.; Milford, R.L.; Patel, A.C.H.; Carruth, M.A.; McBrien, M. Conserving Our Metal Energy; University of Cambridge: Cambridge, UK, 2010; Volume 1, pp. 1–17. [Google Scholar]
- Steel Recycling Institute. Available online: http://www.recycle-steel.org/steel-markets/cans.aspx (accessed on 15 June 2016).
- United Nation Environmental Programme. Metal Recycling: Opportunities, Limits, Infrastructure; A Report of the Working Group on the Global Metal Flows to the Inter-national Resource Panel; UNEP: Nairobi, Kenya, 2013. [Google Scholar]
- The Aluminum Association. Aluminum: The Element of Sustainability: A North American Aluminum Industry. Available online: http://www.aluminum.org/sites/default/files/Aluminum_The_Element_of_Sustainability.pdf (accessed on 15 June 2016).
- Novelis Recycling UK: No Other Material Offers the Versatility and Environmental Benefits of Aluminum. Available online: http://www.novelisrecycling.co.uk/novelis-recycling/why-recycle-Aluminum/ (accessed on 15 June 2016).
- Yang’s Research. High-Speed Train-Tunnel Interactions. Available online: http://www.ms.t.kanazawa-u.ac.jp/~fluid/staff/yang/train.html (accessed on 6 August 2016).
- TGVweb—TGV Dimensions. Available online: http://www.railfaneurope.net/tgv/dimensions.html (accessed on 29 June 2016).
- Popular Mechanics: Freight Train. Available online: http://www.popularmechanics.com/technology/infrastructure/a5314/4345689/ (accessed on 2 July 2016).
- Rolling Stock Manufacturing. Available online: http://www.railway-technical.com/Manufacturing.shtml (accessed on 29 June 2016).
- Cossu, R.; Fiore, S.; Lai, T.; Luciano, A.; Mancini, G.; Ruffino, B.; Viotti, P.; Zanetti, M.C. Review of Italian experience on automotive shredder residue characterization and management. Waste Manag. Ind. Waste 2014, 34, 1752–1762. [Google Scholar] [CrossRef] [PubMed]
- Azo Materials. Aluminum and Aluminum Alloys—Life cycle of Aluminum; Azom: West Bengal, India, 2006; Volume 1. [Google Scholar]
- Ciacci, L.; Chen, W.; Passarini, F.; Eckelman, M.; Vassura, I.; Morselli, L. Historical evolution of anthropogenic aluminum stocks and flows in Italy. Res. Conserv. Recycl. 2013, 72, 1–8. [Google Scholar] [CrossRef]
- Buekens, A.; Zhou, X. Recycling plastics from automotive shredder residues: A review. J. Mater. Cycles Waste Manag. 2014, 16, 398–414. [Google Scholar] [CrossRef]
- Life Cycle Assessment for a Plastic and a Glass Product. Available online: https://lifecycleofplastic.wordpress.com (accessed on 2 August 2016).
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef] [PubMed]
- Home Guides: Benefits and Savings of Recycling Plastic. Available online: http://homeguides.sfgate.com/benefits-savings-recycling-plastic-79284.html (accessed on 15 June 2016).
- Complete Recycling: Plastic Recycling Facts. Available online: https://www.completerecycling.com/resources/plastic-recycling (accessed on 15 June 2016).
- Fukumori, K.; Matsushita, M. Material recycling technology of crosslinked rubber waste. R D436 Rev. Toyota CRDL 2003, 38, 39–47. [Google Scholar]
- Kaewunruen, S.; Lopes, L.M.P.C.; Papaelias, M.P. Influences of Sleeper/Crosstie Material Choices on Georisks in Railway Systems under Climate Uncertainties; Jordan University of Science and Technology: Dead Sea, Jordan, 2017; pp. 1–10. [Google Scholar]
- Poutos, K.H.; Alani, A.M.; Walden, P.J.; Sangha, C.M. Relative temperature changes within concrete made with recycled glass aggregate. Constr. Build. Mater. 2008, 22, 557–565. [Google Scholar] [CrossRef]
- Reimann, K. Environmental Product Declarations at Bombardier Transportation. Bombard. Transp. 2012, 1, 1–17. [Google Scholar]
- Glass Packaging Institute: Recycling. Available online: http://www.gpi.org/recycling/why-recycle-glass (accessed on 15 June 2016).
- The Railway Technical Website, Bogie Parts & Description. Available online: http://www.railway-technical.com/ (accessed on 6 July 2016).
- Constellium: Life Cycle of Aluminum. Available online: http://www.constellium.com/sustainability/life-cycle-of-Aluminum (accessed on 18 June 2016).
- De Vimal, X. Technical Memorandum Pantograph Clearance Envelopes. Available online: http://www.tillier.net/stuff/hsr/TM-3.2.3-Pantograph-Clearance-Envelopes-R0-090717.pdf (accessed on 6 July 2016).
- First Class Bogies. Siemens. Available online: http://www.mobility.siemens.com/mobility/global/sitecollectiondocuments/en/rail-solutions/components-and-systems/bogies-catalog-en.pdf (accessed on 26 July 2016).
- Hamada, K.; Hino, S.; Miura, N.; Watanabe, H.; Nakata, S.; Suekawa, E.; Ebiike, Y.; Imaizumi, M.; Umezaki, I.; Yamakawa, S. 3.3 kV/1500 Power modules for the world’s first all-SiC traction inverter. Jpn. J. Appl. Phys. 2015, 54, 4–7. [Google Scholar] [CrossRef]
- High Speed Train Links Page. Available online: http://www.railway-technical.com/hst-01.shtml (accessed on 29 June 2016).
- HubPages: The Japanese High Speed Train (Current Model). Available online: http://hubpages.com/politics/High-Speed-Rail-Its-History-and-Implications-in-North-America (accessed on 29 June 2016).
- NW-100-CN Passenger Car Air Conditioning Condenser. Available online: http://www.nwrail.com/nwre_products/100cn.html (accessed on 15 July 2016).
- Our Environmental Commitments. Available online: http://scandinavia.saint-gobain-glass.com/environment/glass-life-cycle.htm (accessed on 15 July 2016).
- Stead Resistors—Wirewound Resistors, Rheostats, Potentiometers, Heating Resistors. Available online: http://www.steadresistors.com/products/dynamic-breaking-resistors.htm (accessed on 20 July 2016).
- TGVweb—“Under the Hood” of a TGV. Available online: http://www.railfaneurope.net/tgv/motrice.html (accessed on 29 June 2016).
- Traction Transformers. Available online: http://www.alstom.com/products-services/product-catalogue/rail-systems/components/traction-transformers/ (accessed on 29 June 2016).
- Wikipedia: External Part of a Passenger Train. Available online: https://en.wikipedia.org/wiki/Train#Passenger_trains (accessed on 20 July 2016).
- Wikipedia: Interior of a Passenger Train. Available online: https://en.wikipedia.org/wiki/Passenger_car_(rail) (accessed on 20 July 2016).
- Wired: High Speed Rail. Available online: http://www.wired.com/2010/04/the-trouble-with-high-speed-rail/ (accessed on 29 June 2016).
- Chester, M.V.; Horvath, A. Environmental assessment of passenger transportation should include infrastructure and supply chains. Environ. Res. Lett. 2009, 4, 237–266. [Google Scholar] [CrossRef]
- Chester, M.V.; Horvath, A. Life-cycle assessment of high-speed rail: The case of California. Environ. Res. Lett. 2010, 5, 123–129. [Google Scholar] [CrossRef]
- Boughton, B.; Horvath, A. Environmental assessment of shredder residue management. Res. Conserv. Recycl. 2006, 47, 1–25. [Google Scholar] [CrossRef]
- Kaewunruen, S.; Lee, C.K. Sustainability Challenges in Managing End-of-Life Rolling Stocks. Front. Built Environ. 2017, 3. [Google Scholar] [CrossRef]
- Setsobhonkul, S.; Kaewunruen, S.; Sussman, J.M. Lifecycle assessments of railway bridge transitions exposed to extreme climate events. Front. Built Environ. 2017, 13, 331–344. [Google Scholar] [CrossRef]
- Kaewunruen, S.; Sussman, J.M.; Matsumoto, A. Grand Challenges in Transportation and Transit Systems. Front. Built Environ. 2016, 2, 4. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Passenger Train Components | |||
|---|---|---|---|
| Components of Train [28,29,30,31,34,35] | Type of Material | Recovery Rate (%) | Percentage (% by Mass) |
| Wheels | Steel R7 (carbon content % <0.52) | 90–98 | 13.48 |
| Window | Glass | 50–100 | 0.37 |
| Roof | Aluminum/Steel | 80–95/90–98 | 4.30 |
| Table | Polypropylene, polyethylene | 50–70 | 0.22 |
| Seat | Polypropylene, polyethylene | 50–70 | 1.87 |
| Door | Aluminum/Steel | 80–95/90–98 | 1.80 |
| Battery Box | CRCA sheet and rolled sections of carbon steel | CRCA sheet and rolled sections of carbon steel (90–98) | 0.09 |
| Pantograph | High-strength tubular steel or alloy frame; alloy of carbon, copper | High-strength tubular steel or alloy frame (90–98); alloy of carbon, copper (60–80) | 0.04 |
| Carbody/frame/tumblehome | Aluminum/Steel | 80–95/90–98 | 54.42 |
| Brake Control Unit | Aluminum/Cast Iron/reinforced carbon–carbon | 80–95/80–90 | 0.39 |
| Condenser | Copper, brass, aluminum, or stainless steel | Copper (60–80), brass, aluminum (80–95), or stainless steel (80–90) | 0.11 |
| Compressor | Aluminum | 80–95 | 0.22 |
| Coupler | Steel or composites | 90–98 | 0.45 |
| Gangway Bellows | Silicone-coated fabric | 50–70 | 5.24 |
| Electrical Auxiliary Equipment | |||
| Battery | Polypropylene, polyethylene or plastic-coated steel | 50–70 | 0.15 |
| Generator | Magnetic steel and copper | Magnetic steel (90–98) and copper (60–80) | 0.13 |
| Alternator | Steel | 90–98 | 0.03 |
| Converter | Silicon Carbide | 50–70 | 0.08 |
| Bogie Components | |||
| Bogie Frame | Steel plate/cast steel | 90–98 | 7.49 |
| Bogie Transom | Steel plate/cast steel | 90–98 | 3.37 |
| Brake Cylinder | Aluminum | 80–95 | 0.75 |
| Primary Suspension Coil | Steel | 90–98 | 0.30 |
| Motor Suspension Tube | Steel | 90–98 | 0.28 |
| Gearbox | Steel | 90–98 | 1.68 |
| Motor | Steel | 90–98 | 2.62 |
| Secondary Suspension Air Bag | Textile-reinforced rubber | 50–70 | 0.09 |
| High Speed Train Components | |||
|---|---|---|---|
| Components of Train [28,29,30,31,34,35] | Type of Material | Recovery Rate (%) | Percentage (% by Mass) |
| Wheels | Steel R7 (carbon content % <0.52) | 90–98 | 16.63 |
| Window | Glass | 50–100 | 1.85 |
| Roof | Aluminium/Steel | 80–95/90–98 | 5.31 |
| Seat | Polypropylene, polyethylene | 50–70 | 3.00 |
| Table | Polypropylene, polyethylene | 50–70 | 0.28 |
| Door | Aluminium/Steel | 80–95/90–98 | 2.77 |
| Battery Box | CRCA sheet and rolled sections of carbon steel | CRCA sheet and rolled sections of carbon steel (90–98) | 0.12 |
| “Grand Plongeur Unique” Pantograph | High-strength tubular steel or alloy frame; alloy of carbon, copper | High-strength tubular steel or alloy frame (90–98); alloy of carbon, copper (60–80) | 0.92 |
| Main Transformer | Steel/Aluminium | 90–98/80–95 | 0.74 |
| Thyristor controlled-rectifier bridge | Silicon Steel | 90–98 | 0.09 |
| Traction Inverters | Aluminium | 80–95 | 0.60 |
| Synchronous AC traction motor | Steel | 90–98 | 1.85 |
| Mechanical Transmission | Aluminium alloys/steel | 80–95/90–98 | 0.92 |
| Impact absorption block | Aluminium | 80–95 | 2.13 |
| Carbody/tumblehome | Aluminium/Steel | 80–95/90–98 | 7.83 |
| Brake Control Unit | Aluminium/Cast Iron/reinforced carbon–carbon | 80–95/80–90 | 36.96 |
| Condenser | Copper, brass, aluminum, or stainless steel | Copper (60–80), brass, aluminum (80–95), or stainless steel (80–90) | 0.33 |
| Compressor | Aluminium | 80–95 | 0.08 |
| Signalling Antennas | Aluminium | 80–95 | 0.01 |
| Coupler | Steel | 90–98 | 0.81 |
| Gangway Bellows | Silicone-coated fabric | 50–70 | 3.23 |
| Electrical Auxiliary Equipments | |||
| Battery | Polypropylene, polyethylene or plastic-coated steel | 50–70 | 0.23 |
| Braking rheostat/Dynamic Brake | Aluminium/steel | 80–95/90–98 | 0.43 |
| Common Block/DC circuit breaker and the main filter capacitor | Insulation sheet, bimetallic strip, silver point, ceramic RFI/EMI suppression capacitors | 60–85 | 0.09 |
| Generator | Magnetic steel and copper | Magnetic steel (90–98) and copper (60–80) | 0.55 |
| Alternator | Steel | 90–98 | 0.15 |
| Converter | Silicon Carbide | 50–70 | 0.25 |
| Bogie Components | |||
| Bogie Frame | Steel plate/cast steel | 90–98 | 8.32 |
| Bogie Transom | Steel plate/cast steel | 90–98 | 3.70 |
| Brake Cylinder | Aluminium | 80–95 | 0.92 |
| Primary Suspension Coil | Steel | 90–98 | 0.37 |
| Motor Suspension Tube | Steel | 90–98 | 0.35 |
| Gearbox | Steel | 90–98 | 2.08 |
| Motor | Steel | 90–98 | 3.23 |
| Secondary Suspension Air Bag | Textile-reinforced rubber | 50–70 | 0.12 |
| Freight Train Components | |||
|---|---|---|---|
| Components of Train [28,29,30,31,34,35] | Type of Material | Recovery Rate (%) | Percentage (% by Mass) |
| Diesel Engine (large cylinder block) | Cast iron/aluminum alloys | 80–90/80–95 | 4.22 |
| Main Alternator | Steel | 90–98 | 0.21 |
| Auxiliary Alternator | Steel | 90–98 | 0.14 |
| Motor Blower | Cast iron/aluminum alloys/Steel | 80–90/80–95/90–98 | 0.18 |
| Air Intakes | Steel/Aluminum | 90–98/80–95 | 0.11 |
| Rectifiers/Inverters | Heavy-gauge aluminum sheet metals with powder-coated or anodized and stainless fittings | 80–95 | 0.49 |
| Battery | Polypropylene, polyethylene or plastic-coated steel | 50–70 | 0.09 |
| Traction Motor | Steel | 90–98 | 0.70 |
| Pinion/Gear | Steel | 90–98 | 0.56 |
| Fuel Tank | Steel/Aluminum | 90–98/80–95 | 0.35 |
| Air Reservoirs | Steel/Aluminum | 90–98/80–95 | 0.09 |
| Air Compressor | Aluminum | 80–95 | 0.98 |
| Drive Shaft | Aluminum alloys | 80–95 | 0.60 |
| Gearbox | Steel | 90–98 | 2.32 |
| Radiator and Radiator Fan | Aluminum, brass or copper cores | Aluminum (80–95), brass or copper cores (60–80) | 0.02 |
| Turbo Charging | Cast Aluminum | 80–95 | 0.11 |
| Truck Frame or Bogie Frame | Steel plate/cast steel | 90–98 | 18.98 |
| Wheels | Steel R7 (carbon content % <0.52) | 90–98 | 20.02 |
| Roof | Steel | 90–98 | 2.11 |
| Door | Aluminum/Steel | 80–95/90–98 | 0.53 |
| Carbody/tumblehome | Steel | 90–98 | 45.67 |
| Sand Box | Cast iron | 80–90 | 0.53 |
| Battery Box | CRCA sheet and rolled sections of carbon steel | CRCA sheet and rolled sections of carbon steel (90–98) | 0.18 |
| Brake Control Unit | Aluminum/Cast Iron/reinforced carbon–carbon | 80–95/80–90 | 0.08 |
| Brake Cylinder | Aluminum | 80–95 | 0.34 |
| Condenser | Copper, brass, Aluminum, or stainless steel | Copper (60–80), brass, Aluminum (80–95), or stainless steel (80–90) | 0.42 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, R.F.; Kaewunruen, S. Recycling of Rolling Stocks. Environments 2017, 4, 39. https://doi.org/10.3390/environments4020039
Silva RF, Kaewunruen S. Recycling of Rolling Stocks. Environments. 2017; 4(2):39. https://doi.org/10.3390/environments4020039
Chicago/Turabian StyleSilva, Rafael Favoretto, and Sakdirat Kaewunruen. 2017. "Recycling of Rolling Stocks" Environments 4, no. 2: 39. https://doi.org/10.3390/environments4020039
APA StyleSilva, R. F., & Kaewunruen, S. (2017). Recycling of Rolling Stocks. Environments, 4(2), 39. https://doi.org/10.3390/environments4020039