A Review on Electrochemical Advanced Oxidation Treatment of Dairy Wastewater


Abstract
1. Introduction
2. Fundamentals of Different EAOPs
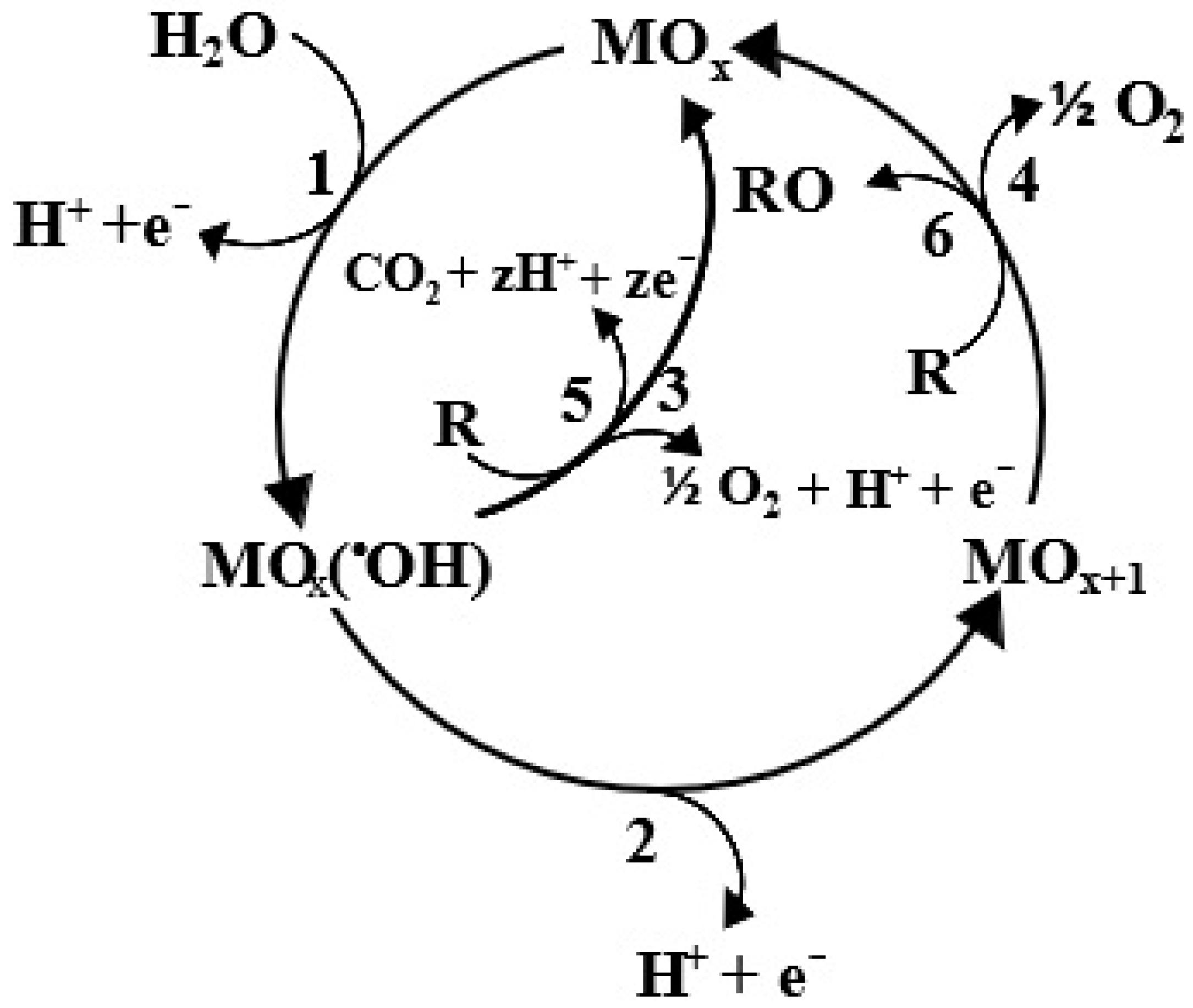
2.1. Anodic Oxidation Process
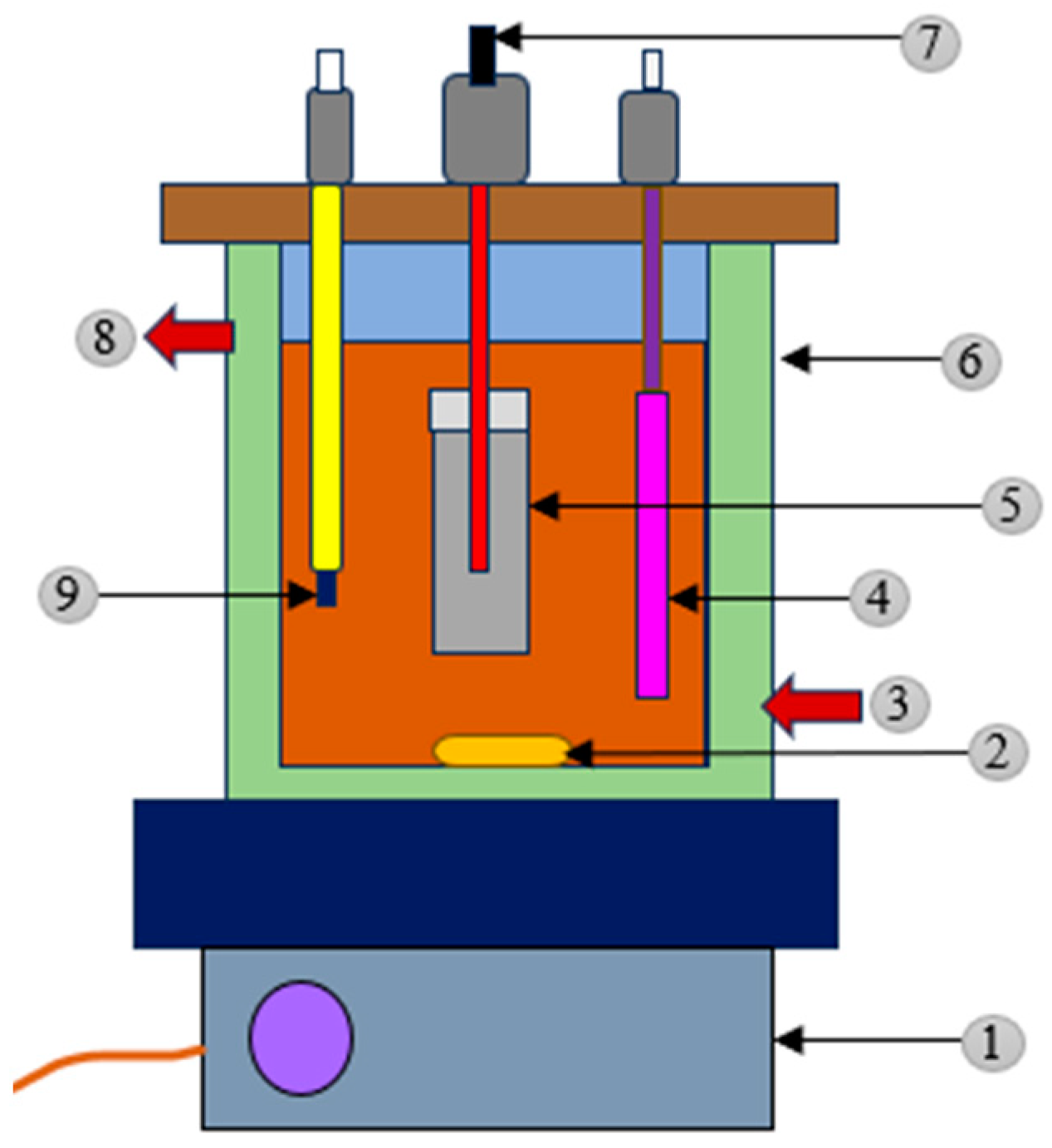
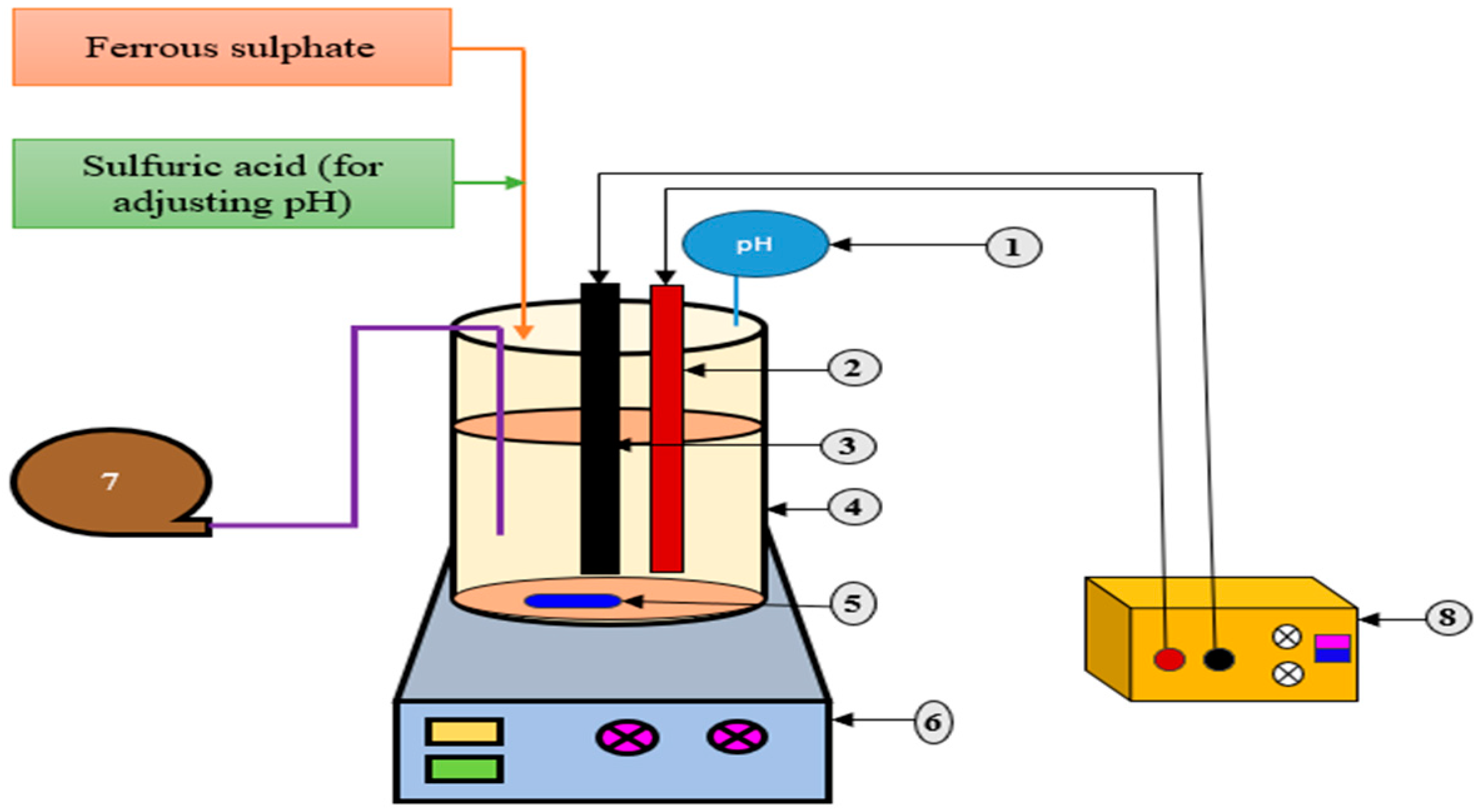
2.2. Electro-Fenton Process
2.3. Photo Electro-Fenton Process
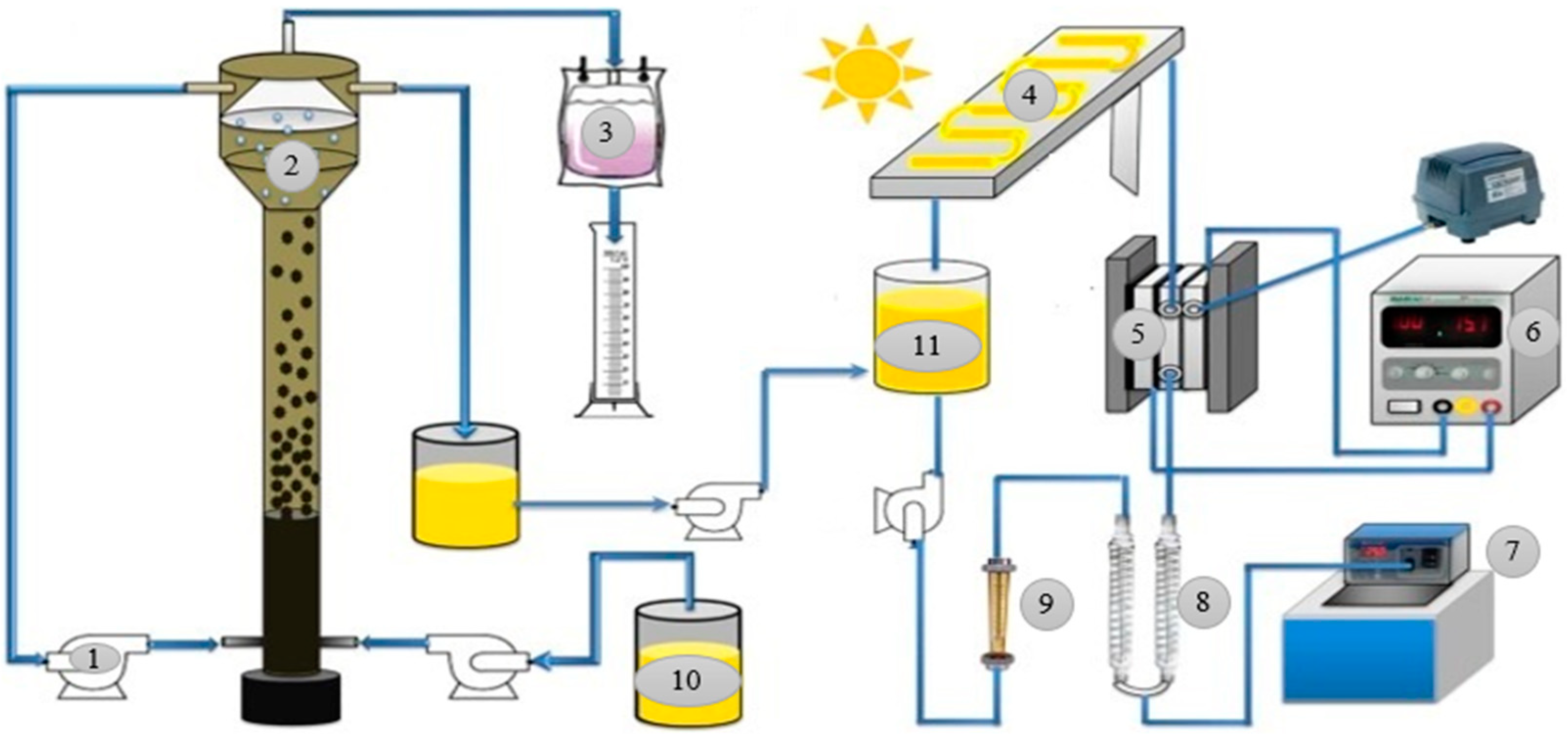
2.4. Solar Photo Electro-Fenton Process
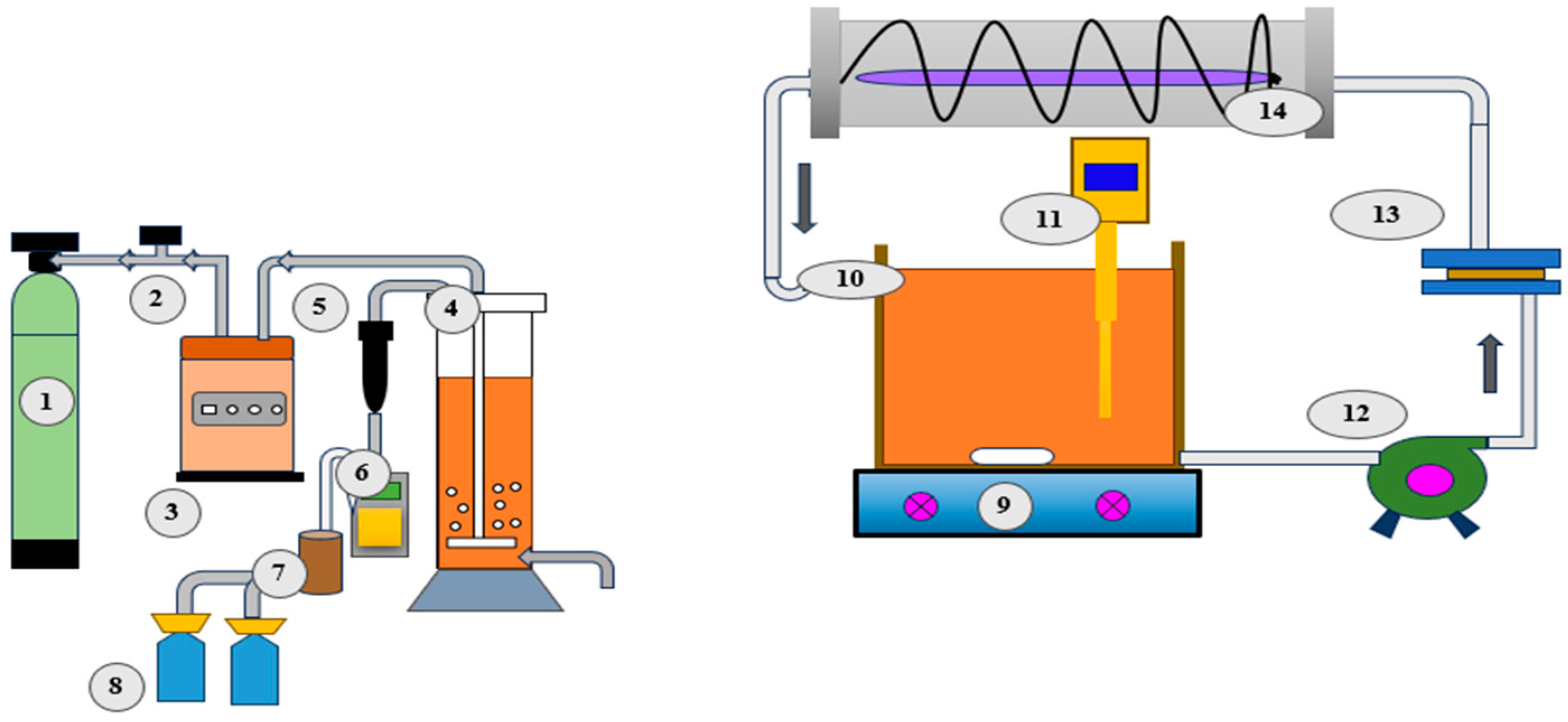
3. Reactors Used for EAOPs
3.1. Reactors Used for AO Process
3.2. Reactors Used for EF, PEF, SFEF Processes
4. Operational Parameters Influencing EAOPs
4.1. Current Density
4.2. pH
4.3. Hydrogen Peroxide Concentration
4.4. Treatment Time
4.5. Ferrous Ion Concentration
4.6. Electrode Selection
4.7. Oxygen Flow Rate
4.8. Interelectrode Gap
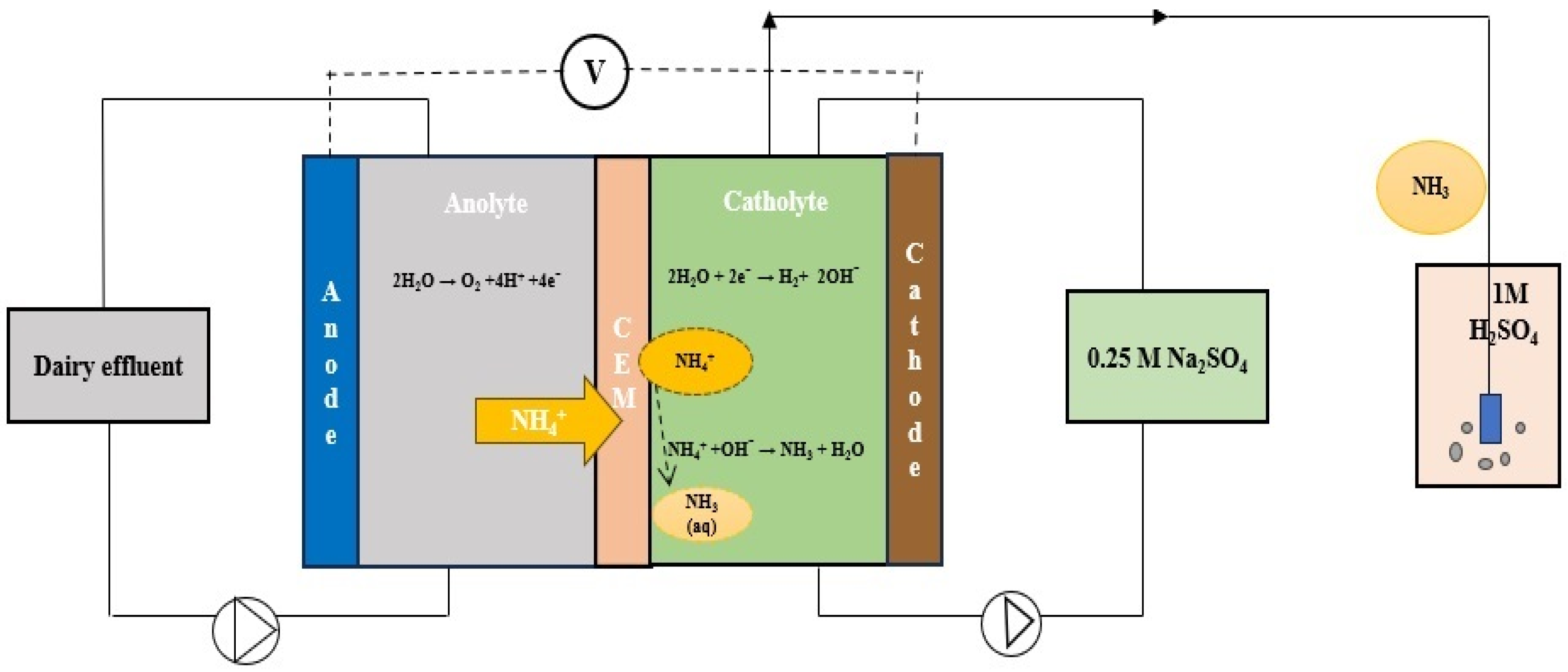
5. The Recovery of Value-Added Products from Dairy Wastewater
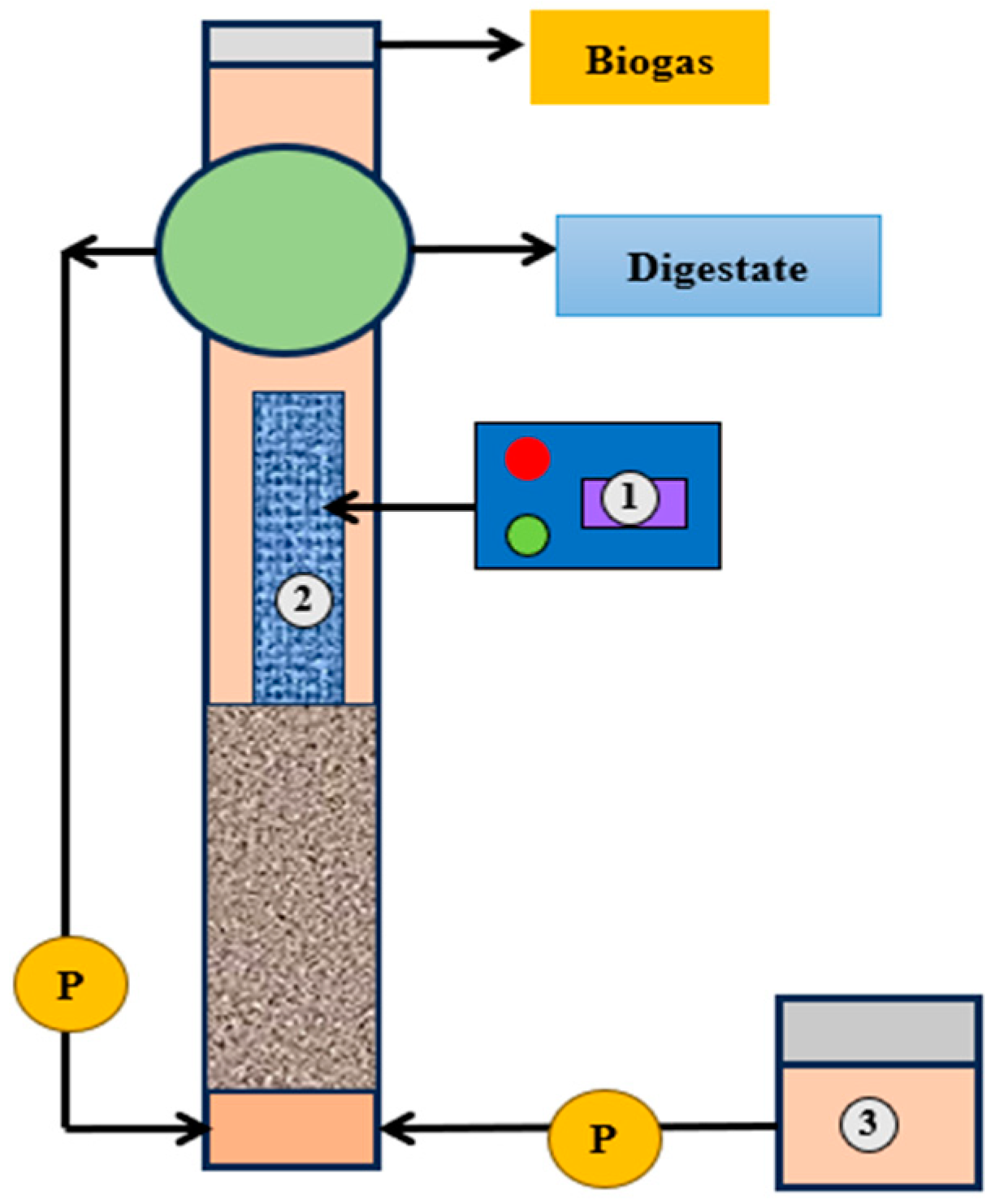
6. Hybrid Technology
7. Conclusions and Future Prospectives
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Burke, N.; Zacharski, K.A.; Southern, M.; Hogan, P.; Ryan, M.P.; Adley, C.C. The dairy industry: Process, monitoring, standards, and quality. Des. Food Sci. 2018, 162, 33–45. [Google Scholar] [CrossRef]
- Owusu-Apenten, R.; Vieira, E. Dairy Products. In Elementary Food Science; Springer International Publishing: Cham, Switzerland, 2022; pp. 399–431. [Google Scholar] [CrossRef]
- Dongre, A.; Sogani, M.; Sonu, K.; Syed, Z.; Sharma, G. Treatment of dairy wastewaters: Evaluating microbial fuel cell tools and mechanism. In Environmental Issues and Sustainable Development; IntechOpen: Rijeka, Croatia, 2020. [Google Scholar]
- Das, A.K.; Reza, A.; Chen, L. Optimization of pollutants removal from anaerobically digested dairy wastewater by electro-oxidation process: A response surface methodology modeling and validation. J. Appl. Electrochem. 2024, 1–22. [Google Scholar] [CrossRef]
- Jindal, T.; Sinha, S.; Srivastava, A.; Mehrotra, T.; Singh, R. A review on the dairy industry waste water characteristics, its impact on environment and treatment possibilities. In Emerging Issues in Ecology and Environmental Science: Case Studies from India; Springer: Cham, Switzerland, 2019; pp. 73–84. [Google Scholar] [CrossRef]
- Sutar, A.S.; Mulla, R.K.; Ranveer, A.C. Effluent treatment plant of dairy wastewater: A performance evaluation. Int. Res. J. Eng. Technol. 2015, 2, 837–840. [Google Scholar]
- Shete, B.S.; Shinkar, N.P. Dairy industry wastewater sources, characteristics & its effects on environment. Int. J. Curr. Eng. Technol. 2013, 3, 1611–1615. Available online: http://inpressco.com/category/ijcet (accessed on 5 February 2024).
- Yaqub, M.; Lee, W. Zero-liquid discharge (ZLD) technology for resource recovery from wastewater: A review. Sci. Total. Environ. 2019, 681, 551–563. [Google Scholar] [CrossRef]
- Panagopoulos, A. Brine management (saline water & wastewater effluents): Sustainable utilization and resource recovery strategy through Minimal and Zero Liquid Discharge (MLD & ZLD) desalination systems. Chem. Eng. Process. 2022, 176, 108944. [Google Scholar] [CrossRef]
- Ricky, R.; Shanthakumar, S.; Ganapathy, G.P.; Chiampo, F. Zero Liquid Discharge System for the Tannery Industry—An Overview of Sustainable Approaches. Recycling 2022, 7, 31. [Google Scholar] [CrossRef]
- Gogoi, A.; Mazumder, P.; Tyagi, V.K.; Chaminda, G.T.; An, A.K.; Kumar, M. Occurrence and fate of emerging contaminants in water environment: A review. Groundw. Sustain. Dev. 2018, 6, 169–180. [Google Scholar] [CrossRef]
- Pal, A.; Gin, K.Y.H.; Lin, A.Y.C.; Reinhard, M. Impacts of emerging organic contaminants on freshwater resources: Review of recent occurrences, sources, fate and effects. Sci. Total Environ. 2010, 408, 6062–6069. [Google Scholar] [CrossRef]
- Goli, A.; Shamiri, A.; Khosroyar, S.; Talaiekhozani, A.; Sanaye, R.; Azizi, K. A review on different aerobic and anaerobic treatment methods in dairy industry wastewater. J. Environ. Treat. Tech. 2019, 7, 113–141. Available online: https://ssrn.com/abstract=3984721 (accessed on 5 February 2024).
- Ganta, A.; Bashir, Y.; Das, S. Dairy Wastewater as a Potential Feedstock for Valuable Production with Concurrent Wastewater Treatment through Microbial Electrochemical Technologies. Energies 2022, 15, 9084. [Google Scholar] [CrossRef]
- Obaideen, K.; Abdelkareem, M.A.; Wilberforce, T.; Elsaid, K.; Sayed, E.T.; Maghrabie, H.M.; Olabi, A.G. Biogas role in achievement of the sustainable development goals: Evaluation, Challenges, and Guidelines. J. Taiwan Inst. Chem. Eng. 2022, 131, 104207. [Google Scholar] [CrossRef]
- Wang, G.; Côté, R. Integrating eco-efficiency and eco-effectiveness into the design of sustainable industrial systems in China. Int. J. Sustain. Dev. World Ecol. 2011, 18, 65–77. [Google Scholar] [CrossRef]
- Yonar, T.; Sivrioğlu, Ö.; Özengin, N. Physico-chemical treatment of dairy industry wastewaters: A review. In Technological Approaches for Novel Applications in Dairy Processing; Intech: Nappanee, Indiana, 2018; Volume 179. [Google Scholar] [CrossRef]
- Asghar, S.; Chen, L.; He, B.B. Optimization of Simultaneous Nutrients and Chemical Oxygen Demand Removal from Anaerobically Digested Liquid Dairy Manure in a Two-Step Fed Sequencing Batch Reactor System Using Taguchi Method and Grey Relational Analysis. Appl. Biochem. Biotechnol. 2023, 196, 537–557. [Google Scholar] [CrossRef]
- Reig, M.; Vecino, X.; Cortina, J.L. Use of membrane technologies in dairy industry: An overview. Foods 2021, 10, 2768. [Google Scholar] [CrossRef]
- Mateus, G.A.P.; Formentini-Schmitt, D.M.; Nishi, L.; Fagundes-Klen, M.R.; Gomes, R.G.; Bergamasco, R. Coagulation/flocculation with Moringa oleifera and membrane filtration for dairy wastewater treatment. Water Air Soil Pollut. 2017, 228, 342. [Google Scholar] [CrossRef]
- Boavida-Dias, R.; Silva, J.R.; Santos, A.D.; Martins, R.C.; Castro, L.M.; Quinta-Ferreira, R.M. A Comparison of Biosolids Production and System Efficiency between Activated Sludge, Moving Bed Biofilm Reactor, and Sequencing Batch Moving Bed Biofilm Reactor in the Dairy Wastewater Treatment. Sustainability 2022, 14, 2702. [Google Scholar] [CrossRef]
- Joshiba, G.J.; Kumar, P.S.; Femina, C.C.; Jayashree, E.; Racchana, R.; Sivanesan, S. Critical review on biological treatment strategies of dairy wastewater. Desalin. Water Treat. 2019, 160, 94–109. [Google Scholar] [CrossRef]
- Todd, R.W.; Cole, N.A.; Casey, K.D.; Hagevoort, R.; Auvermann, B.W. Methane emissions from southern High Plains dairy wastewater lagoons in the summer. Anim. Feed Sci. Technol. 2011, 166, 575–580. [Google Scholar] [CrossRef]
- Neczaj, E.; Kacprzak, M.; Kamizela, T.; Lach, J.; Okoniewska, E. Sequencing batch reactor system for the co-treatment of landfill leachate and dairy wastewater. Desalination 2008, 222, 404–409. [Google Scholar] [CrossRef]
- Kushwaha, J.P.; Srivastava, V.C.; Mall, I.D. Sequential batch reactor for dairy wastewater treatment: Parametric optimization; kinetics and waste sludge disposal. J. Environ. Chem. Eng. 2013, 1, 1036–1043. [Google Scholar] [CrossRef]
- Tawfik, A.; Sobhey, M.; Badawy, M. Treatment of a combined dairy and domestic wastewater in an up-flow anaerobic sludge blanket (UASB) reactor followed by activated sludge (AS system). Desalination 2008, 227, 167–177. [Google Scholar] [CrossRef]
- Singh, K.; Arora, S. Removal of synthetic textile dyes from wastewaters: A critical review on present treatment technologies. Crit. Rev. Environ. Sci. Technol. 2011, 41, 807–878. [Google Scholar] [CrossRef]
- Mo, W.; Zhang, Q. Energy–nutrients–water nexus: Integrated resource recovery in municipal wastewater treatment plants. J. Environ. Manag. 2013, 127, 255–267. [Google Scholar] [CrossRef]
- Tyagi, V.K.; Lo, S.L. Sludge: A waste or renewable source for energy and resources recovery? Ren. Sustain. Energy Rev. 2013, 25, 708–728. [Google Scholar] [CrossRef]
- Oturan, M.A.; Aaron, J.J. Advanced oxidation processes in water/wastewater treatment: Principles and applications. A review. Crit. Rev. Environ. Sci. Technol. 2014, 44, 2577–2641. [Google Scholar] [CrossRef]
- Wang, J.L.; Xu, L.J. Advanced oxidation processes for wastewater treatment: Formation of hydroxyl radical and application. Crit. Rev. Environ. Sci. Technol. 2012, 42, 251–325. [Google Scholar] [CrossRef]
- Tufail, A.; Price, W.E.; Mohseni, M.; Pramanik, B.K.; Hai, F.I. A critical review of advanced oxidation processes for emerging trace organic contaminant degradation: Mechanisms, factors, degradation products, and effluent toxicity. J. Water Process Eng. 2021, 40, 101778. [Google Scholar] [CrossRef]
- Deng, Y.; Zhao, R. Advanced oxidation processes (AOPs) in wastewater treatment. Curr. Pollut. Rep. 2015, 1, 167–176. [Google Scholar] [CrossRef]
- Ganiyu, S.O.; Oturan, N.; Raffy, S.; Esposito, G.; Van Hullebusch, E.D.; Cretin, M.; Oturan, M.A. Use of sub-stoichiometric titanium oxide as a ceramic electrode in anodic oxidation and electro-Fenton degradation of the beta-blocker propranolol: Degradation kinetics and mineralization pathway. Electrochim. Acta 2017, 242, 344–354. [Google Scholar] [CrossRef]
- Marin, M.L.; Santos-Juanes, L.; Arques, A.; Amat, A.M.; Miranda, M.A. Organic photocatalysts for the oxidation of pollutants and model compounds. Chem. Rev. 2012, 112, 1710–1750. [Google Scholar] [CrossRef] [PubMed]
- Gligorovski, S.; Strekowski, R.; Barbati, S.; Vione, D. Environmental implications of hydroxyl radicals (• OH). Chem. Rev. 2015, 115, 13051–13092. [Google Scholar] [CrossRef]
- da Costa Moreira, M.F. Electrochemical Advanced Oxidation Processes: Application to the Degradation of Synthetic and Real Wastewaters. Ph.D. Thesis, University of Barcelona, Barcelona, Spain, 2016. [Google Scholar]
- Moreira, F.C.; Boaventura, R.A.; Brillas, E.; Vilar, V.J. Electrochemical advanced oxidation processes: A review on their application to synthetic and real wastewaters. Appl. Catal. B 2017, 202, 217–261. [Google Scholar] [CrossRef]
- Martínez-Huitle, C.A.; Panizza, M. Electrochemical oxidation of organic pollutants for wastewater treatment. Curr. Opin. Electrochem. 2018, 11, 62–71. [Google Scholar] [CrossRef]
- Comninellis, C.; Kapalka, A.; Malato, S.; Parsons, S.A.; Poulios, I.; Mantzavinos, D. Advanced oxidation processes for water treatment: Advances and trends for R&D. J. Chem. Technol. Biotechnol. 2008, 83, 769–776. [Google Scholar] [CrossRef]
- Brillas, E.; Sirés, I.; Oturan, M.A. Electro-Fenton process and related electrochemical technologies based on Fenton’s reaction chemistry. Chem. Rev. 2009, 109, 6570–6631. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Q.; Zhao, X.; Cao, J. Advanced nanomaterials for degrading persistent organic pollutants. In Advanced Nanomaterials for Pollutant Sensing and Environmental Catalysis; Elsevier: Amsterdam, The Netherlands, 2020; pp. 249–305. [Google Scholar] [CrossRef]
- Yang, N.; Yu, S.; Macpherson, J.V.; Einaga, Y.; Zhao, H.; Zhao, G.; Jiang, X. Conductive diamond: Synthesis, properties, and electrochemical applications. Chem. Soc. Rev. 2019, 48, 157–204. [Google Scholar] [CrossRef]
- Brillas, E.; Garrido, J.A.; Rodríguez, R.M.; Arias, C.; Cabot, P.L.; Centellas, F. Wastewaters by Electrochemical Advanced Oxidation Processes Using a BDD Anode and Electrogenerated H~ 2O~ 2 with Fe (II) and UVA Light as Catalysts. Port. Electrochim. Acta 2008, 26, 15. [Google Scholar] [CrossRef]
- Martínez-Huitle, C.A.; Brillas, E. Decontamination of wastewaters containing synthetic organic dyes by electrochemical methods: A general review. Appl. Catal. B 2009, 87, 105–145. [Google Scholar] [CrossRef]
- Brillas, E.; Martínez-Huitle, C.A. Decontamination of wastewaters containing synthetic organic dyes by electrochemical methods. An updated review. Appl. Catal. B 2015, 166, 603–643. [Google Scholar] [CrossRef]
- Sirés, I.; Brillas, E.; Oturan, M.A.; Rodrigo, M.A.; Panizza, M. Electrochemical advanced oxidation processes: Today and tomorrow. A review. Environ. Sci. Pollut. Res. 2014, 21, 8336–8367. [Google Scholar] [CrossRef] [PubMed]
- Tchamango, S.; Nanseu-Njiki, C.P.; Ngameni, E.; Hadjiev, D.; Darchen, A. Treatment of dairy effluents by electrocoagulation using aluminium electrodes. Sci. Total Environ. 2010, 408, 947–952. [Google Scholar] [CrossRef] [PubMed]
- Valente, G.F.S.; Santos Mendonça, R.C.; Pereira, J.A.M.; Felix, L.B. The efficiency of electrocoagulation in treating wastewater from a dairy industry, Part I: Iron electrodes. J. Environ. Sci. Health 2012, 47, 355–361. [Google Scholar] [CrossRef] [PubMed]
- Şengil, İ.A. Treatment of dairy wastewaters by electrocoagulation using mild steel electrodes. J. Hazard. Mat. 2006, 137, 1197–1205. [Google Scholar] [CrossRef] [PubMed]
- Bazrafshan, E.; Moein, H.; Kord Mostafapour, F.; Nakhaie, S. Application of electrocoagulation process for dairy wastewater treatment. J. Chem. 2013, 2013, 640139. [Google Scholar] [CrossRef]
- Oturan, M.A.; Sirés, I.; Oturan, N.; Pérocheau, S.; Laborde, J.L.; Trévin, S. Sonoelectro-Fenton process: A novel hybrid technique for the destruction of organic pollutants in water. J. Electroanal. Chem. 2008, 624, 329–332. [Google Scholar] [CrossRef]
- Barrera-Díaz, C.; Canizares, P.; Fernández, F.J.; Natividad, R.; Rodrigo, M.A. Electrochemical advanced oxidation processes: An overview of the current applications to actual industrial effluents. J. Mex. Chem. Soc. 2014, 58, 256–275. [Google Scholar] [CrossRef]
- Panizza, M.; Cerisola, G. Direct and mediated anodic oxidation of organic pollutants. Chem. Rev. 2009, 109, 6541–6569. [Google Scholar] [CrossRef] [PubMed]
- Ganzenko, O.; Huguenot, D.; Van Hullebusch, E.D.; Esposito, G.; Oturan, M.A. Electrochemical advanced oxidation and biological processes for wastewater treatment: A review of the combined approaches. Environ. Sci. Pollut. Res. 2014, 21, 8493–8524. [Google Scholar] [CrossRef]
- Deng, Y.; Englehardt, J.D. Electrochemical oxidation for landfill leachate treatment. Waste Manag. 2007, 27, 380–388. [Google Scholar] [CrossRef]
- Feng, L.; van Hullebusch, E.D.; Rodrigo, M.A.; Esposito, G.; Oturan, M.A. Removal of residual anti-inflammatory and analgesic pharmaceuticals from aqueous systems by electrochemical advanced oxidation processes. A review. Chem. Eng. J. 2013, 228, 944–964. [Google Scholar] [CrossRef]
- Rodrigo, M.A.; Oturan, N.; Oturan, M.A. Electrochemically assisted remediation of pesticides in soils and water: A review. Chem. Rev. 2014, 114, 8720–8745. [Google Scholar] [CrossRef] [PubMed]
- Martínez-Huitle, C.A.; Rodrigo, M.A.; Sirés, I.; Scialdone, O. Single and coupled electrochemical processes and reactors for the abatement of organic water pollutants: A critical review. Chem. Rev. 2015, 115, 13362–13407. [Google Scholar] [CrossRef] [PubMed]
- Martínez-Sánchez, C.; Robles, I.; Godínez, L.A. Review of recent developments in electrochemical advanced oxidation processes: Application to remove dyes, pharmaceuticals, and pesticides. Int. J. Environ. Sci. Technol. 2022, 19, 12611–12678. [Google Scholar] [CrossRef]
- Ghime, D.; Ghosh, P. Removal of organic compounds found in the wastewater through electrochemical advanced oxidation processes: A review. Russ. J. Electrochem. 2019, 55, 591–620. [Google Scholar] [CrossRef]
- Shokri, A.; Nasernejad, B.; Sanavi Fard, M. Challenges and future roadmaps in heterogeneous electro-fenton process for wastewater treatment. Wat. Air Soil Pollut. 2023, 34, 153. [Google Scholar] [CrossRef] [PubMed]
- Comninellis, C. Electrocatalysis in the electrochemical conversion/combustion of organic pollutants for wastewater treatment. Electrochim. Acta 1994, 39, 1857–1862. [Google Scholar]
- Anglada, A.; Urtiaga, A.; Ortiz, I. Contributions of electrochemical oxidation to waste-water treatment: Fundamentals and review of applications. J. Chem. Technol. Biotechnol. 2009, 84, 1747–1755. [Google Scholar] [CrossRef]
- Moreira, F.C.; Garcia-Segura, S.; Boaventura, R.A.; Brillas, E.; Vilar, V.J. Degradation of the antibiotic trimethoprim by electrochemical advanced oxidation processes using a carbon-PTFE air-diffusion cathode and a boron-doped diamond or platinum anode. Appl. Catal. B 2014, 160, 492–505. [Google Scholar] [CrossRef]
- Brillas, E. Recent development of electrochemical advanced oxidation of herbicides. A review on its application to wastewater treatment and soil remediation. J. Clean. Prod. 2021, 290, 125841. [Google Scholar] [CrossRef]
- Martínez-Huitle, C.A.; Rodrigo, M.A.; Sirés, I.; Scialdone, O. A critical review on latest innovations and future challenges of electrochemical technology for the abatement of organics in water. Appl. Catal. B 2023, 328, 122430. [Google Scholar] [CrossRef]
- Nidheesh, P.V.; Zhou, M.; Oturan, M.A. An overview on the removal of synthetic dyes from water by electrochemical advanced oxidation processes. Chemosphere 2018, 197, 210–227. [Google Scholar] [CrossRef] [PubMed]
- Martinez-Huitle, C.A.; Ferro, S. Electrochemical oxidation of organic pollutants for the wastewater treatment: Direct and indirect processes. Chem. Soc. Rev. 2006, 35, 1324–1340. [Google Scholar] [CrossRef] [PubMed]
- Poza-Nogueiras, V.; Rosales, E.; Pazos, M.; Sanroman, M.A. Current advances and trends in electro-Fenton process using heterogeneous catalysts—A review. Chemosphere 2018, 201, 399–416. [Google Scholar] [CrossRef] [PubMed]
- Monteil, H.; Pechaud, Y.; Oturan, N.; Oturan, M.A. A review on efficiency and cost effectiveness of electro-and bio-electro-Fenton processes: Application to the treatment of pharmaceutical pollutants in water. Chem. Eng. J. 2019, 376, 119577. [Google Scholar] [CrossRef]
- Otsuka, K.; Hosokawa, K.; Yamanaka, I.; Wada, Y.; Morikawa, A. One-step oxidation of benzene to phenol applying a fuel cell system. Electrochim. Acta 1989, 34, 1485–1488. [Google Scholar] [CrossRef]
- Arnold, S.M.; Hickey, W.J.; Harris, R.F. Degradation of atrazine by Fenton’s reagent: Condition optimization and product quantification. Environ. Sci. Technol. 1995, 29, 2083–2089. [Google Scholar] [CrossRef] [PubMed]
- Brillas, E.; Mur, E.; Sauleda, R.; Sanchez, L.; Peral, J.; Domènech, X.; Casado, J. Aniline mineralization by AOP’s: Anodic oxidation, photocatalysis, electro-Fenton and photoelectro-Fenton processes. Appl. Catal. B 1998, 16, 31–42. [Google Scholar] [CrossRef]
- Brillas, E. A review on the degradation of organic pollutants in waters by UV photoelectro-Fenton and solar photoelectro-Fenton. J. Braz. Chem. Soc. 2014, 25, 393–417. [Google Scholar] [CrossRef]
- Zhou, M.; Yu, Q.; Lei, L.; Barton, G. Electro-Fenton method for the removal of methyl red in an efficient electrochemical system. Sep. Purif. Technol. 2007, 57, 380–387. [Google Scholar] [CrossRef]
- Peralta-Hernández, J.M.; Martínez-Huitle, C.A.; Guzmán-Mar, J.L.; Hernández-Ramírez, A. Recent advances in the application of electro-Fenton and photoelectro-Fenton process for removal of synthetic dyes in wastewater treatment. J. Environ. Eng. Manag. 2009, 19, 257–265. [Google Scholar]
- Moreira, F.C.; Boaventura, R.A.; Brillas, E.; Vilar, V.J. Degradation of trimethoprim antibiotic by UVA photoelectro-Fenton process mediated by Fe (III)–carboxylate complexes. Appl. Catal. B 2015, 162, 34–44. [Google Scholar] [CrossRef]
- Brillas, E. A review on the photoelectro-Fenton process as efficient electrochemical advanced oxidation for wastewater remediation. Treatment with UV light, sunlight, and coupling with conventional and other photo-assisted advanced technologies. Chemosphere 2020, 250, 126198. [Google Scholar] [CrossRef]
- Borràs, N.; Arias, C.; Oliver, R.; Brillas, E. Anodic oxidation, electro-Fenton and photoelectro-Fenton degradation of cyanazine using a boron-doped diamond anode and an oxygen-diffusion cathode. J. Electroanal. Chem. 2013, 689, 158–167. [Google Scholar] [CrossRef]
- Belle, U.; Invernizzi, M.; Polvara, E.; Lucotti, A.; Diamanti, M.V.; Sironi, S.; Pedeferri, M. A novel nanotubular TiO2-based Plug-Flow reactor for gas phase photocatalytic degradation of toluene. Chem. Eng. J. 2022, 437, 135323. [Google Scholar] [CrossRef]
- Cheng, M.; Zeng, G.; Huang, D.; Lai, C.; Xu, P.; Zhang, C.; Liu, Y. Hydroxyl radicals based advanced oxidation processes (AOPs) for remediation of soils contaminated with organic compounds: A review. Chem. Eng. J. 2016, 284, 582–598. [Google Scholar] [CrossRef]
- Spasiano, D.; Marotta, R.; Malato, S.; Fernandez-Ibanez, P.; Di Somma, I. Solar photocatalysis: Materials, reactors, some commercial, and pre-industrialized applications. A comprehensive approach. Appl. Catal. B 2015, 170, 90–123. [Google Scholar] [CrossRef]
- Liu, J.; Ren, N.; Qu, C.; Lu, S.; Xiang, Y.; Liang, D. Recent Advances in the Reactor Design for Industrial Wastewater Treatment by Electro-Oxidation Process. Water 2022, 14, 3711. [Google Scholar] [CrossRef]
- Perry, S.C.; de León, C.P.; Walsh, F.C. The Design, Performance and Continuing Development of Electrochemical Reactors for Clean Electrosynthesis. J. Electrochem. Soc. 2020, 167, 155525. [Google Scholar] [CrossRef]
- Lee, G.; Kim, K.; Chung, J.; Han, J.I. Electrochemical ammonia accumulation and recovery from ammonia-rich livestock wastewater. Chemosphere 2021, 270, 128631. [Google Scholar] [CrossRef]
- Li, C.; Xue, B.; Wang, S.; Zhang, X.; Zhao, C.; Yang, X.; Wang, J. An Innovative Digestion Method: Ultrasound-Assisted Electrochemical Oxidation for the Onsite Extraction of Heavy Metal Elements in Dairy Farm Slurry. Materials 2021, 14, 4562. [Google Scholar] [CrossRef] [PubMed]
- Alfonso-Muniozguren, P.; Cotillas, S.; Boaventura, R.A.; Moreira, F.C.; Lee, J.; Vilar, V.J. Single and combined electrochemical oxidation driven processes for the treatment of slaughterhouse wastewater. J. Clean. Prod. 2020, 270, 121858. [Google Scholar] [CrossRef]
- Ding, L.; Lin, H.; Zamalloa, C.; Hu, B. Simultaneous phosphorus recovery, sulfide removal, and biogas production improvement in electrochemically assisted anaerobic digestion of dairy manure. Sci. Total Environ. 2021, 777, 146226. [Google Scholar] [CrossRef]
- Markou, V.; Kontogianni, M.C.; Frontistis, Z.; Tekerlekopoulou, A.G.; Katsaounis, A.; Vayenas, D. Electrochemical treatment of biologically pre-treated dairy wastewater using dimensionally stable anodes. J. Environ. Manag. 2017, 202, 217–224. [Google Scholar] [CrossRef] [PubMed]
- Lei, X.; Maekawa, T. Electrochemical treatment of anaerobic digestion effluent using a Ti/Pt–IrO2 electrode. Bioresour. Technol. 2007, 98, 3521–3525. [Google Scholar] [CrossRef] [PubMed]
- Ghazouani, M.; Akrout, H.; Jellali, S.; Bousselmi, L. Comparative study of electrochemical hybrid systems for the treatment of real wastewaters from agri-food activities. Sci. Total Environ. 2019, 647, 1651–1664. [Google Scholar] [CrossRef] [PubMed]
- Abdelhay, A.; Jum’h, I.; Albsoul, A.; Al Tarazi, D. Dairy wastewater remediation using electrochemical oxidation on boron doped diamond anode (BDD). Desalin. Water Treat. 2019, 171, 177–182. [Google Scholar] [CrossRef]
- Ghazouani, M.; Akrout, H.; Bousselmi, L. Nitrate and carbon matter removals from real effluents using Si/BDD electrode. Environ. Sci. Pollut. Res. 2017, 24, 9895–9906. [Google Scholar] [CrossRef] [PubMed]
- Güven, G.; Perendeci, A.; Tanyolaç, A. Electrochemical treatment of deproteinated whey wastewater and optimization of treatment conditions with response surface methodology. J. Hazard. Mat. 2008, 157, 69–78. [Google Scholar] [CrossRef]
- Chakchouk, I.; Elloumi, N.; Belaid, C.; Mseddi, S.; Chaari, L.; Kallel, M. A combined electrocoagulation-electrooxidation treatment for dairy wastewater. Braz. J. Chem. Eng. 2017, 34, 109–117. [Google Scholar] [CrossRef]
- Turan, N.B. The application of hybrid electrocoagulation–electrooxidation system for the treatment of dairy wastewater using different electrode connections. Sep. Sci. Technol. 2021, 56, 1788–1801. [Google Scholar] [CrossRef]
- de Sousa, D.D.P.; Pinto, C.F.; Tonhela, M.A.; Granato, A.C.; Motheo, A.D.J.; Lima, A.D.F.; Malpass, G.R.P. Treatment of real dairy wastewater by electrolysis and photo-assisted electrolysis in presence of chlorides. Water Sci. Technol. 2019, 80, 961–969. [Google Scholar] [CrossRef] [PubMed]
- Ozturk, D.; Yilmaz, A.E. Treatment of slaughterhouse wastewater with the electrochemical oxidation process: Role of operating parameters on treatment efficiency and energy consumption. J. Water Process Eng. 2019, 31, 100834. [Google Scholar] [CrossRef]
- Borbón, B.; Oropeza-Guzman, M.T.; Brillas, E.; Sirés, I. Sequential electrochemical treatment of dairy wastewater using aluminum and DSA-type anodes. Environ. Sci. Pollut. Res. 2014, 21, 8573–8584. [Google Scholar] [CrossRef]
- Sandoval, M.A.; Espinoza, L.C.; Coreño, O.; García, V.; Fuentes, R.; Thiam, A.; Salazar, R. A comparative study of anodic oxidation and electrocoagulation for treating cattle slaughterhouse wastewater. J. Environ. Chem. Eng. 2022, 10, 108306. [Google Scholar] [CrossRef]
- Xie, A.; Popat, S.C. Electrochemical ammonia stripping from non-nitrified animal rendering wastewater. Chem. Eng. J. Adv. 2020, 3, 100020. [Google Scholar] [CrossRef]
- Tirado, L.; Gökkuş, Ö.; Brillas, E.; Sirés, I. Treatment of cheese whey wastewater by combined electrochemical processes. J. Appl. Electrochem. 2018, 48, 1307–1319. [Google Scholar] [CrossRef]
- Stylianou, M.; Montel, E.; Dermentzis, K.; Agapiou, A. Electrochemical treatment of cattle wastewater samples. Waste Biomass Valorization 2020, 11, 5185–5196. [Google Scholar] [CrossRef]
- Ihara, I.; Umetsu, K.; Kanamura, K.; Watanabe, T. Electrochemical oxidation of the effluent from anaerobic digestion of dairy manure. Bioresour. Technol. 2006, 97, 1360–1364. [Google Scholar] [CrossRef]
- Won, S.G.; Jeon, D.Y.; Rahman, M.M.; Kwag, J.H.; Ra, C.S. Optimization of electrochemical reaction for nitrogen removal from biological secondary-treated milking center wastewater. Environ. Technol. 2016, 37, 1510–1519. [Google Scholar] [CrossRef]
- Paramo-Vargas, J.; Camargo, A.M.E.; Gutierrez-Granados, S.; Godinez, L.A.; Peralta-Hernandez, J.M. Applying electro-Fenton process as an alternative to a slaughterhouse effluent treatment. J. Electroanal. Chem. 2015, 754, 80–86. [Google Scholar] [CrossRef]
- Kuang, C.; Xu, Y.; Lai, W.; Xie, G.; Pan, Z.; Zheng, L.; Zhou, X. Novel electrodes for cathode electro-Fenton oxidation coupled with anodic oxidation system for advanced treatment of livestock wastewater. Electrochim. Acta 2019, 321, 134605. [Google Scholar] [CrossRef]
- Heidari, M.R.; Malakootian, M.; Boczkaj, G.; Sun, X.; Tao, Y.; Sonawane, S.H.; Mehdizadeh, H. Evaluation and start-up of an electro-Fenton-sequencing batch reactor for dairy wastewater treatment. Water Res. Ind. 2021, 25, 100149. [Google Scholar] [CrossRef]
- Vidal, J.; Carvajal, A.; Huilinir, C.; Salazar, R. Slaughterhouse wastewater treatment by a combined anaerobic digestion/solar photoelectro-Fenton process performed in semicontinuous operation. Chem. Eng. J. 2019, 378, 122097. [Google Scholar] [CrossRef]
- Davarnejad, R.; Nikseresht, M. Dairy wastewater treatment using an electrochemical method: Experimental and statistical study. J. Electroanal. Chem. 2016, 775, 364–373. [Google Scholar] [CrossRef]
- Davarnejad, R.; Nikseresht, M.; Ajideh, I. An efficient technique for dairy wastewater treatment. Int. J. Dairy Technol. 2018, 71, 532–538. [Google Scholar] [CrossRef]
- Camcıoğlu, Ş.; Özyurt, B.; Şengül, S.; Hapoğlu, H. Evaluation of electro-Fenton method on cheese whey treatment: Optimization through response surface methodology. Desalin. Water Treat. 2019, 172, 270–280. [Google Scholar] [CrossRef]
- Akkaya, G.K.; Erkan, H.S.; Sekman, E.; Top, S.; Karaman, H.; Bilgili, M.S.; Engin, G.O. Modeling and optimizing Fenton and electro-Fenton processes for dairy wastewater treatment using response surface methodology. Int. J. Environ. Sci. Technol. 2019, 16, 2343–2358. [Google Scholar] [CrossRef]
- Thirugnanasambandham, K.; Ganesamoorthy, R. Dual treatment of milk processing industry wastewater using electro fenton process followed by anaerobic treatment. Int. J. Chem. React. Eng. 2019, 17, 20190074. [Google Scholar] [CrossRef]
- Vidal, J.; Huiliñir, C.; Salazar, R. Removal of organic matter contained in slaughterhouse wastewater using a combination of anaerobic digestion and solar photoelectro-Fenton processes. Electrochim. Acta 2016, 210, 163–170. [Google Scholar] [CrossRef]
- Feyzi, Z.; Samadian, M.; Nemati, B.; Faraji, H. Evaluation of the combined Anaerobic Digestion/Solar photoelectro-Fenton process: Removal of organic matter contained in slaughterhouse wastewater. J. Water Process Eng. 2022, 1–18. Available online: https://ssrn.com/abstract=4183992 (accessed on 20 February 2024). [CrossRef]
- Bruguera-Casamada, C.; Araujo, R.M.; Brillas, E.; Sires, I. Advantages of electro-Fenton over electrocoagulation for disinfection of dairy wastewater. Chem. Eng. J. 2019, 376, 119975. [Google Scholar] [CrossRef]
- Páramo-Vargas, J.; Granados, S.G.; Maldonado-Rubio, M.I.; Peralta-Hernández, J.M. Up to 95% reduction of chemical oxygen demand of slaughterhouse effluents using Fenton and photo-Fenton oxidation. Environ. Chem. Lett. 2016, 14, 149–154. [Google Scholar] [CrossRef]
- Trigueros, D.E.; Braun, L.; Hinterholz, C.L. Optimal electrocoagulation as a post-treatment to photochemical oxidation: Minimal electrical energy consumption and lower acute toxicity of dairy wastewater. J. Photochem. Photobiol. A 2023, 437, 114496. [Google Scholar] [CrossRef]
- Kushwaha, J.P.; Srivastava, V.C.; Mall, I.D. Organics removal from dairy wastewater by electrochemical treatment and residue disposal. Sep. Purif. Technol. 2010, 76, 198–205. [Google Scholar] [CrossRef]
- Zakeri, H.R.; Yousefi, M.; Mohammadi, A.A.; Baziar, M.; Mojiri, S.A.; Salehnia, S.; Hosseinzadeh, A. Chemical coagulation-electro fenton as a superior combination process for treatment of dairy wastewater: Performance and modelling. Int. J. Environ. Sci. Technol. 2021, 18, 3929–3942. [Google Scholar] [CrossRef]
- Mohmmad, A.R.R.E.J.; Hamed Mosavian, M.T.; Haddad Khodaparast, M.H. Electro-Fenton technology for dairy wastewater treatment. Int. J. Environ. Sci. Technol. 2023, 21, 35–42. [Google Scholar] [CrossRef]
- Yavuz, Y.; Öcal, E.; Koparal, A.S.; Öğütveren, Ü.B. Treatment of dairy industry wastewater by EC and EF processes using hybrid Fe-Al plate electrodes. J. Chem. Technol. Biotechnol. 2011, 86, 964–969. [Google Scholar] [CrossRef]
- Bazrafshan, E.; Zakeri, H.R.; Vieira, M.G.A.; Derakhshan, Z.; Mohammadi, L.; Mohammadpour, A.; Mousavi Khaneghah, A. Slaughterhouse Wastewater Treatment by Integrated Chemical Coagulation and Electro-Fenton Processes. Sustainability 2022, 14, 11407. [Google Scholar] [CrossRef]
- Samet, Y.; Agengui, L.; Abdelhédi, R. Electrochemical degradation of chlorpyrifos pesticide in aqueous solutions by anodic oxidation at boron-doped diamond electrodes. Chem. Eng. J. 2010, 161, 167–172. [Google Scholar] [CrossRef]
- Frangos, P.; Shen, W.; Wang, H.; Li, X.; Yu, G.; Deng, S.; Wang, Y. Improvement of the degradation of pesticide deethylatrazine by combining UV photolysis with electrochemical generation of hydrogen peroxide. Chem. Eng. J. 2016, 291, 215–224. [Google Scholar] [CrossRef]
- Radjenovic, J.; Sedlak, D.L. Challenges and opportunities for electrochemical processes as next-generation technologies for the treatment of contaminated water. Environ. Sci. Technol. 2015, 49, 11292–11302. [Google Scholar] [CrossRef] [PubMed]
- Ghanbari, F.; Hassani, A.; Wacławek, S.; Wang, Z.; Matyszczak, G.; Lin, K.Y.A.; Dolatabadi, M. Insights into paracetamol degradation in aqueous solutions by ultrasound-assisted heterogeneous electro-Fenton process: Key operating parameters, mineralization and toxicity assessment. Sep. Purif. Technol. 2021, 266, 118533. [Google Scholar] [CrossRef]
- Fatta-Kassinos, D.; Vasquez, M.I.; Kümmerer, K. Transformation products of pharmaceuticals in surface waters and wastewater formed during photolysis and advanced oxidation processes–degradation, elucidation of byproducts and assessment of their biological potency. Chemosphere 2011, 85, 693–709. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Segura, S.; Lima, Á.S.; Cavalcanti, E.B.; Brillas, E. Anodic oxidation, electro-Fenton and photoelectro-Fenton degradations of pyridinium-and imidazolium-based ionic liquids in waters using a BDD/air-diffusion cell. Electrochim. Acta 2016, 198, 268–279. [Google Scholar] [CrossRef]
- Boye, B.; Dieng, M.M.; Brillas, E. Degradation of herbicide 4-chlorophenoxyacetic acid by advanced electrochemical oxidation methods. Environ. Sci. Technol. 2002, 36, 3030–3035. [Google Scholar] [CrossRef] [PubMed]
- Marselli, B.; Garcia-Gomez, J.; Michaud, P.A.; Rodrigo, M.A.; Comninellis, C. Electrogeneration of hydroxyl radicals on boron-doped diamond electrodes. J. Electrochem. Soc. 2003, 150, D79. [Google Scholar] [CrossRef]
- Skoumal, M.; Arias, C.; Cabot, P.L.; Centellas, F.; Garrido, J.A.; Rodríguez, R.M.; Brillas, E. Mineralization of the biocide chloroxylenol by electrochemical advanced oxidation processes. Chemosphere 2008, 71, 1718–1729. [Google Scholar] [CrossRef] [PubMed]
- Flox, C.; Garrido, J.A.; Rodríguez, R.M.; Cabot, P.L.; Centellas, F.; Arias, C.; Brillas, E. Mineralization of herbicide mecoprop by photoelectro-Fenton with UVA and solar light. Catal. Today 2007, 129, 29–36. [Google Scholar] [CrossRef]
- Ruiz, E.J.; Hernández-Ramírez, A.; Peralta-Hernández, J.M.; Arias, C.; Brillas, E. Application of solar photoelectro-Fenton technology to azo dyes mineralization: Effect of current density, Fe2+ and dye concentrations. Chem. Eng. J. 2011, 171, 385–392. [Google Scholar] [CrossRef]
- Garcia-Segura, S.; Almeida, L.C.; Bocchi, N.; Brillas, E. Solar photoelectro-Fenton degradation of the herbicide 4-chloro-2-methylphenoxyacetic acid optimized by response surface methodology. J. Hazard. Mater. 2011, 194, 109–118. [Google Scholar] [CrossRef] [PubMed]
- David, C.; Arivazhagan, M.; Tuvakara, F. Decolorization of distillery spent wash effluent by electro oxidation (EC and EF) and Fenton processes: A comparative study. Ecotoxicol. Environ. Saf. 2015, 121, 142–148. [Google Scholar] [CrossRef] [PubMed]
- Çelebi, M.S.; Oturan, N.; Zazou, H.; Hamdani, M.; Oturan, M.A. Electrochemical oxidation of carbaryl on platinum and boron-doped diamond anodes using electro-Fenton technology. Sep. Purif. Technol. 2015, 156, 996–1002. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, H.; Chai, S.; Wang, Y.; Zhao, G.; Li, D. Electrosorption enhanced electro-Fenton process for efficient mineralization of imidacloprid based on mixed-valence iron oxide composite cathode at neutral pH. Chem. Eng. J. 2013, 223, 524–535. [Google Scholar] [CrossRef]
- Zhang, C.; Zhou, M.; Ren, G.; Yu, X.; Ma, L.; Yang, J.; Yu, F. Heterogeneous electro-Fenton using modified iron–carbon as catalyst for 2, 4-dichlorophenol degradation: Influence factors, mechanism and degradation pathway. Water Res. 2015, 70, 414–424. [Google Scholar] [CrossRef]
- Rêgo, F.E.F.; Solano, A.M.S.; da Costa Soares, I.C.; da Silva, D.R.; Huitle, C.A.M.; Panizza, M. Application of electro-Fenton process as alternative for degradation of Novacron Blue dye. J. Environ. Chem. Eng. 2014, 2, 875–880. [Google Scholar] [CrossRef]
- Gong, Y.; Li, J.; Zhang, Y.; Zhang, M.; Tian, X.; Wang, A. Partial degradation of levofloxacin for biodegradability improvement by electro-Fenton process using an activated carbon fiber felt cathode. J. Hazard. Mat. 2016, 304, 320–328. [Google Scholar] [CrossRef] [PubMed]
- Kuznetsova, E.V.; Savinov, E.N.; Vostrikova, L.A.; Parmon, V.N. Heterogeneous catalysis in the Fenton-type system FeZSM-5/H2O2. Appl. Catal. B 2004, 51, 165–170. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, Y.; Wang, K.; Song, S.; Tsiakaras, P.; Liu, H. Preparation and characterization of a novel KOH activated graphite felt cathode for the electro-Fenton process. Appl. Catal. B 2015, 165, 360–368. [Google Scholar] [CrossRef]
- Meijide, J.; Gómez, J.; Pazos, M.; Sanromán, M.A. Degradation of thiamethoxam by the synergetic effect between anodic oxidation and Fenton reactions. J. Hazard. Mat. 2016, 319, 43–50. [Google Scholar] [CrossRef]
- Khataee, A.; Hasanzadeh, A. Modified cathodes with carbon-based nanomaterials for electro-Fenton process. In Electro-Fenton Process: New Trends and Scale-Up; Springer: Singapore, 2018; pp. 111–143. [Google Scholar] [CrossRef]
- Sopaj, F.; Oturan, N.; Pinson, J.; Podvorica, F.; Oturan, M.A. Effect of the anode materials on the efficiency of the electro-Fenton process for the mineralization of the antibiotic sulfamethazine. Appl. Catal. B 2016, 199, 331–341. [Google Scholar] [CrossRef]
- Marlina, E. Electro-Fenton for industrial wastewater treatment: A review. E3S Web Conf. 2019, 125, 03003. [Google Scholar] [CrossRef]
- Zhang, Z.; Meng, H.; Wang, Y.; Shi, L.; Wang, X.; Chai, S. Fabrication of graphene@ graphite-based gas diffusion electrode for improving H2O2 generation in Electro-Fenton process. Electrochim. Acta 2018, 260, 112–120. [Google Scholar] [CrossRef]
- Salmerón, I.; Oller, I.; Plakas, K.V.; Malato, S. Carbon-based cathodes degradation during electro-Fenton treatment at pilot scale: Changes in H2O2 electro generation. Chemosphere 2021, 275, 129962. [Google Scholar] [CrossRef] [PubMed]
- Zhou, W.; Meng, X.; Rajic, L.; Xue, Y.; Chen, S.; Ding, Y.; Alshawabkeh, A.N. “Floating” cathode for efficient H2O2 electrogeneration applied to degradation of ibuprofen as a model pollutant. Electrochem. Commun. 2018, 96, 37–41. [Google Scholar] [CrossRef] [PubMed]
- Le, T.X.H.; Van Nguyen, T.; Yacouba, Z.A.; Zoungrana, L.; Avril, F.; Petit, E.; Cretin, M. Toxicity removal assessments related to degradation pathways of azo dyes: Toward an optimization of electro-Fenton treatment. Chemosphere 2016, 161, 308–318. [Google Scholar] [CrossRef] [PubMed]
- Sun, Y.; Sinev, I.; Ju, W.; Bergmann, A.; Dresp, S.; Kühl, S.; Strasser, P. Efficient electrochemical hydrogen peroxide production from molecular oxygen on nitrogen-doped mesoporous carbon catalysts. Acs Catal. 2018, 8, 2844–2856. [Google Scholar] [CrossRef]
- Zhou, W.; Rajic, L.; Chen, L.; Kou, K.; Ding, Y.; Meng, X.; Alshawabkeh, A.N. Activated carbon as effective cathode material in iron-free Electro-Fenton process: Integrated H2O2 electrogeneration, activation, and pollutants adsorption. Electrochim. Act. 2019, 296, 317–326. [Google Scholar] [CrossRef] [PubMed]
- Miao, J.; Zhu, H.; Tang, Y.; Chen, Y.; Wan, P. Graphite felt electrochemically modified in H2SO4 solution used as a cathode to produce H2O2 for pre-oxidation of drinking water. Chem. Eng. J. 2014, 250, 312–318. [Google Scholar] [CrossRef]
- Garcia-Rodriguez, O.; Mousset, E.; Olvera-Vargas, H.; Lefebvre, O. Electrochemical treatment of highly concentrated wastewater: A review of experimental and modeling approaches from lab-to full-scale. Crit. Rev. Environ. Sci. Technol. 2022, 52, 240–309. [Google Scholar] [CrossRef]
- Labiadh, L.; Oturan, M.A.; Panizza, M.; Hamadi, N.B.; Ammar, S. Complete removal of AHPS synthetic dye from water using new electro-fenton oxidation catalyzed by natural pyrite as heterogeneous catalyst. J. Hazard. Mat. 2015, 297, 34–41. [Google Scholar] [CrossRef]
- Ammar, S.; Oturan, M.A.; Labiadh, L.; Guersalli, A.; Abdelhedi, R.; Oturan, N.; Brillas, E. Degradation of tyrosol by a novel electro-Fenton process using pyrite as heterogeneous source of iron catalyst. Water Res. 2015, 74, 77–87. [Google Scholar] [CrossRef]
- El-Desoky, H.S.; Ghoneim, M.M.; Zidan, N.M. Decolorization and degradation of Ponceau S azo-dye in aqueous solutions by the electrochemical advanced Fenton oxidation. Desalination 2010, 264, 143–150. [Google Scholar] [CrossRef]
- Xia, Y.; Shang, H.; Zhang, Q.; Zhou, Y.; Hu, X. Electro generation of hydrogen peroxide using phosphorus-doped carbon nanotubes gas difusion electrodes and its application in electro-Fenton. J. Electroanal. Chem. 2019, 840, 400–408. [Google Scholar] [CrossRef]
- Wang, C.T.; Chou, W.L.; Chung, M.H.; Kuo, Y.M. COD removal from real dyeing wastewater by electro Fenton technology using an activated carbon fiber cathode. Desalination 2010, 253, 129–134. [Google Scholar] [CrossRef]
- Verma, S.K.; Khandegar, V.; Saroha, A.K. Removal of chromium from electroplating industry efuent using electrocoagulation. J. Hazard. Toxic Radioact Waste 2013, 17, 146–152. [Google Scholar] [CrossRef]
- Thor, S.H.; Ho, L.N.; Ong, S.A.; Abidin, C.Z.A.; Heah, C.Y.; Nordin, N.; Yap, K.L. Discovering the roles of electrode distance and confguration in dye degradation and electricity generation in photocatalytic fuel cell integrated electro-Fenton process. Sep. Purif. Technol. 2022, 278, 119652. [Google Scholar] [CrossRef]
- Hu, Y.; Lu, Y.; Liu, G.; Luo, H.; Zhang, R.; Cai, X. Effect of the structure of stacked electro-Fenton reactor on treating nanofiltration concentrate of landfill leachate. Chemosphere 2018, 202, 191–197. [Google Scholar] [CrossRef] [PubMed]
- Suárez-Eiroa, B.; Fernández, E.; Méndez-Martínez, G.; Soto-Oñate, D. Operational principles of circular economy for sustainable development: Linking theory and practice. J. Clean. Prod. 2019, 214, 952–961. [Google Scholar] [CrossRef]
- Gallego-Schmid, A.; Tarpani, R.R.Z. Life cycle assessment of wastewater treatment in developing countries: A review. Water Res. 2019, 153, 63–79. [Google Scholar] [CrossRef]
- Rahimi, S.; Modin, O.; Mijakovic, I. Technologies for biological removal and recovery of nitrogen from wastewater. Biotechnol. Adv. 2020, 43, 107570. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, A.J.; Ismail, Z.Z. Slaughterhouse wastewater biotreatment associated with bioelectricity generation and nitrogen recovery in hybrid system of microbial fuel cell with aerobic and anoxic bioreactors. Ecol. Eng. 2018, 125, 119–130. [Google Scholar] [CrossRef]
- Rotz, C.A. Modeling greenhouse gas emissions from dairy farms. J. Dairy Sci. 2018, 101, 6675–6690. [Google Scholar] [CrossRef]
- Das, A.K.; Saha, C.K.; Alam, M.M. Greenhouse gas emissions from dairy farming in Bangladesh. World 2017, 1, 092–101. [Google Scholar] [CrossRef]
- Gadipelly, C.; Pérez-González, A.; Yadav, G.D.; Ortiz, I.; Ibáñez, R.; Rathod, V.K.; Marathe, K.V. Pharmaceutical industry wastewater: Review of the technologies for water treatment and reuse. Ind. Eng. Chem. Res. 2014, 53, 11571–11592. [Google Scholar] [CrossRef]
- Brooms, T.; Apollo, S.; Otieno, B.; Onyango, M.S.; Kabuba, J.; Ochieng, A. Integrated anaerobic digestion and photodegradation of slaughterhouse wastewater: Energy analysis and degradation of aromatic compounds. J. Mater. Cycles Waste Manag. 2020, 22, 1227–1236. [Google Scholar] [CrossRef]
- Bustillo-Lecompte, C.F.; Mehrvar, M. Slaughterhouse wastewater characteristics, treatment, and management in the meat processing industry: A review on trends and advances. J. Environ. Manag. 2015, 161, 287–302. [Google Scholar] [CrossRef]
- Naderi, K.V.; Bustillo-Lecompte, C.F.; Mehrvar, M.; Abdekhodaie, M.J. Combined UV-C/H2O2-VUV processes for the treatment of an actual slaughterhouse wastewater. J. Environ. Sci. Health B 2017, 52, 314–325. [Google Scholar] [CrossRef]
- Yazdani, M.; Ebrahimi-Nik, M.; Heidari, A.; Abbaspour-Fard, M.H. Improvement of biogas production from slaughterhouse wastewater using biosynthesized iron nanoparticles from water treatment sludge. Renew. Energ. 2019, 135, 496–501. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | System Configuration | Electrode Used (Anode-Cathode) | Optimal Experimental Conditions | Removal Efficiency | Highlights of the Research | References |
|---|---|---|---|---|---|---|
| Electrochemical Stripping | Dual chamber reactor, Volume: 150 mL, 0.25 M Na2SO4, CEM: Nafion-117 | Pt-Pt | Current density: 93.8 mA/cm2, Treatment time: 400 min | TAN (real WW): 17,704 mg-N/L; and TAN (synthetic WW): 10,158 mg-N/L | The swift buildup of NH3 provided feasibility for its ongoing operation. | [86] |
| Ultrasound assisted EO | Volume: 120 mL, Electrolyte: NaCl | Ru–Ir/Ti, Ag–AgCl | Treatment time: 45 min; Power of ultrasonic: 400 W; NaCl: 10 g/L. | Cu: 96.8%, Zn: 98.5% | The findings found this approach is a novel and effective technique. It offers speed and convenience while ensuring efficient digestion, making it highly promising for various applications. | [87] |
| EO/UVC/H2O2 | Volume:1.4 L, UVC lamp power: 11W, Effective area of electrodes: 10 cm2, Interelectrode gap: 3.7 mm | BDD-Pt | H2O2: 850 mg/L, Current density: 100 mA/cm2, O3:100 mg/L, Flow rate of gas: 0.3 L/min, Treatment time: 120 min | Color: 100%, TOC: 100% | By transforming the original organic molecules into quickly oxidizable chemicals, the pre-ozonation phase enhanced the removal of organics by EO and other associated processes. | [88] |
| EO-UASB | Volume: 150 mL, Effective area of electrodes 26.2 and 52.5 cm2 | SS-SS | Treatment time: 36 days, applied voltage: 1 V | TP: 65.1% CH4: 10.9% | The electrochemically enhanced UASB approach has the capability to generate increased biogas while minimizing H2S content and retrieving phosphorus-enriched sludge. | [89] |
| EO | Volume: 150 mL, Interelectrode gap: 1.5 cm, Effective area of electrodes: 12.5 cm2 | Pt/Ti or IrO2/Ti or IrO2-Pt/Ti-Zirconium bar | Current density: 100 mA/cm2, Treatment time: 360 min, NaCl: 0.2 M, Temperature: <40 °C | COD: 100%, Color: 100% | The IrO2/Ti anode excels over Pt/Ti or IrO2-Pt/Ti anodes at reduced applied current, whereas Pt/Ti anode demonstrates superior COD removal at elevated current density. | [90] |
| EO | Volume: 500 mL, Interelectrode gap: 1.0 cm, Effective area of electrodes: 33 cm2 | Ti/Pt-IrO2-SS | Treatment time: 300 min, Current: 1A, NaCl: 1% | TOC: 51.4%, NH3-N: 100% | Ti/Pt-IrO2-SS exhibited feasibility without pretreatment of the effluents. | [91] |
| EO | Volume: 1L, Recirculation Flow Rate: 194.4 L h−1, CODo = 3350 mg/L | BDD-BDD | Current density: 357 A/m2, Treatment time: 360 min | COD: 88% | Specific energy consumption: 137 Wh gCOD−1 | [92] |
| EO | Volume: 5 L; Electrolyte: Na2 SO4 and FeCl3, CODo = 4950 mg/L | BDD-BDD | Current density: 7.7 mA/cm2, Treatment time: 300 min, pH: 6.6 | COD 82.5%, turbidity 76%, and color 83% | The inclusion of identical supporting electrolytes has resulted in improved removal of turbidity and color. | [93] |
| EO | Volume: 1L, Recirculation Flow Rate: 194.4 L h−1, CODo = 2280 mg/L | BDD-BDD | Current density: 357 A/m2, Treatment time: 180 min, pH: 6.6 | COD: 85% | Specific energy consumption: 100 Wh gCOD−1 | [94] |
| EO | Volume: 2L; Interelectrode gap: 8 cm; Electrolyte: NaCl; | Carbon-Fe/SS | Applied voltage: 11.29 V; Electrolysis time: 8h. | COD: 53.33% | The findings of this study demonstrate the viability of utilizing electrochemical treatment for whey wastewater as a viable alternative to traditional conventional methods. | [95] |
| EC + EO | For EC: Volume: 1 L; Interelectrode gap: 5 cm. For EO: Volume: 0.5 L; Interelectrode gap: 0.5 cm; CODo = 3850 ppm | EC: Al-Al, EO: Ti/Pt-Ti/Pt | For EC: Current density: 0.6 A/dm2 and Electrolysis time: 6 min For EO: Current density:1.4 A/dm2 and Electrolysis time: 15 min | COD: 66.4%, Color: 90.4%, Turbidity: 100% | The utilization of the seed toxicity test enables the assessment of the efficiency and quality of the investigated effluent treatment system. Results indicated that seeds irrigated with either untreated waste or treated dairy effluent do not exhibit any phytotoxic effects. | [96] |
| Hybrid EC-EO system | Volume: 500 mL; Interelectrode gap: 7.5 cm; Electrolyte: NaCl; | EC: Al-Fe; EO: TiO2-Al/Fe | Bipolar connection: Electrodes: TiO2-Al, Current applied: 3 A, Treatment time: 100 min, Monopolar connection: Electrodes: TiO2-Fe, Current applied: 3.0 A, Treatment time: 60 min | COD: 78.21%, and Turbidity: 94.52%, COD: 50.19%, and Turbidity: 90.22% | The monopolar connection mode resulted in minimal metal dissolution levels, while the bipolar connection mode was determined to be more expensive compared to the monopolar mode. | [97] |
| UV assisted EO | Volume: 250 cm3, Interelectrode gap: 1 cm | Ti/Ru0.3Ti0.7O2 mesh-Ti plates | Current: 533.42 mA, λmax: 254 nm, Treatment time:120 min | COD:97.80%, TOC: 94.62% | The effectiveness of the EC/UV/Cl2 technique can be ascribed for photolysis of active chlorine compound, resulting in the generation of extremely reactive radicals. | [98] |
| EO | Volume: 700 mL; Interelectrode gap: 3 mm | Ti/Pt mesh-Ti mesh | current density: 4.73 mA/cm2, NaCl: 0.025 M, pH:7.03, Reaction time: 4 h | COD:93.1%, TOC:89.0%, TSS: 99.5%, TN:93.6%, color: 100%. And Energy consumption: 154.0 kWh/m3 and 15 kWh/kg COD | Further advanced treatment process was suggested to reduce the treatment time. | [99] |
| EC + EO | Volume: 800 mL (EC), 150 mL (EO); Electrolyte: NaCl and Na2SO4; Interelectrode gap: 1 cm | EC: Al-Fe (mesh) EO: Ti/IrO2–Ta2O5–Pt wire | For EC: Current density:9.09 mA/cm2; Electrolysis time: 120min; For EO: Mixing speed: 800 rpm; | For EC: Turbidity: 90%, COD: 81%; Combined EC + EO: TOC: 98% | Chlorinated species showed better mineralization of pollutants than Na2SO4 | [100] |
| EC + EO | Volume: 500 mL; Interelectrode gap: 1 mm | EC: Al/Fe-Al/Fe, EO: Ti/RuO2-TiO2-SS, Ti/IrO2-Ta2O5-SS | Current density: 20 mA/cm2; Electrolysis time: 5 h; | TN:91%, COD: 85%, TOC: 93%, and TP: 76% | Significant removal of pollutants was successfully accomplished through the implementation of these integrated processes. | [101] |
| Electrochemical Stripping | Volume: 35 mL Electrode area: 25 cm2, Membrane surface area: 71.4 m2/m3, AEM: FAA-3-PK, CEM: Nafion-115 | Carbon cloth-SS | Current density: 30 A/m2, Treatment time: 4 h. | NH4+: 83.5–99.6% | The application of cathode-fed reactor with a chlorine trap to treat dairy effluents offers various merits and creates the potential for scaling up the entire system. | [102] |
| EC + PEF + EO | Volume: 100 mL Interelectrode gap: 1.0 cm | EC: Fe-Al, PEF: Pt-SS, EO: DSA-BDD | For EC: Current density: 30 mA/cm2, Treatment time: 60 min; pH: 3.0, For EO + PEF: Current density: 50 mA/cm2, Treatment time: 480 min | TOC: 22–27% (EC); 49.1% (EO + PEF) | This research suggested that solar assisted PEF is a cost-effective approach in terms of energy consumption in comparison to UVA lamp assisted PEF. | [103] |
| EC + EO | Volume: 500 mL; Dimension of electrode: 10 cm × 5 cm× 0.3 cm; Effective area of electrode: 20 cm2; Interelectrode gap: 0.5 cm; | EC: Al-Al, EO: BDD-Graphite | Agitation speed: 300 rpm; Current density: 200 A/m2, Treatment time: 2 h, Dilution ratio: 1:5. | P-PO4: 100%, COD: 70%, N-NO3: 80%, and TN: 20%. | Combined process increased pollutant removal compared to a single EC process. | [104] |
| EO | Interelectrode gap: 1 cm Electrode dimension: 100 × 50 mm | DSA (RuO2 + IrO2)–SS Ti/PbO2–SS | Treatment time: 540 min, Applied current: 1.5 A, and NaCl: 0.5 g, | COD: 32% NH4-N: ≈100% COD: ≈60% NH4-N: ≈90% | The findings demonstrated that the addition of NaCl and suspended particles filtering as a pretreatment might enhance the overall efficiency of NH4-N removal from the digested effluent during electrochemical oxidation. | [105] |
| EO | Volume: 1000 mL, Interelectrode gap: 1 cm, Dimension of electrodes: 15 cm × 4 cm× 0.3 cm, Effective area of electrodes: 20 cm2 | Ti/IrO2–SS | Current density: 0.044 A/cm2, Treatment time: 240 min, NaCl dose: 3.87 g/L | TN: 100%, Color: 100% | Future study may be needed to investigate cathodic reduction in NOx-N with regard to nitrite and nitrate individually. | [106] |
| Process | System Configuration | Electrode Used (Anode-Cathode) | Optimal Experimental Conditions | Removal Efficiency | Highlights of the Research | References |
|---|---|---|---|---|---|---|
| EF | Volume: 1 L, Dimension of the electrodes: 15 cm × 5 cm × 1 mm, Effective area of electrodes: 60 cm2 | Ti-RuO2-Carbon Felt, Ti-PdPtOx-Carbon Felt, BDD-Carbon Felt | Treatment time: 60 min, Current density: 2.5 mA/cm2, Fe2+: 41.20 mg/L, Mixing speed: 350 rpm, pH: 3.5, and Temperature: 23 °C | COD: 83.5% (Ti-RuO2-Carbon Felt); 77.9% (Ti-PdPtOx-Carbon Felt); and 74.3% (BDD-Carbon Felt) | This study confirms that the degradation trends are influenced by the generation of •OH which varies across different types of anodes. | [107] |
| EF + AO | Volume: 2 L, Electrode dimension: 10 cm × 10 cm, Na2SO4: 0.1 M, and Initial pH: 3 | PbO2-modified graphite | Electrolysis time: 80 min, Fe2+: 0.3 mM | CODCr: 71.5% | The electron paramagnetic resonance (EPR) technique effectively captured the generated hydroxyl radicals. The innovative electrolysis system enhances the wastewater’s biodegradability by 400%. | [108] |
| EF + SBR | Volume: 10 L, Dimensions of the electrodes: 5 cm × 5 cm × 0.5 cm, Interelectrode gap: 5 cm, Flow rate of O2: 2 mg/L | Fe-Fe | EF treatment time: 120 min, Current density: 2.0 mA/cm2, H2O2: 1 mM, and pH: 5 | COD: 99%, TN: 97%, and TP: 95% | This newly developed system demonstrates economic viability and outperforms conventional biological treatment systems. | [109] |
| SPEF | Volume: 2.5 L, HRT: 24 h, OLR: 3.94 and COD: 8.15 g L−1 d−1 | Ti/Ru0.3Ti0.7O2-GDE | Treatment time: 300 min, Fe2+: 1 mM pH: 3; Current density:10 mA/cm2, Temperature: 31 °C, UVA radiation: 37 W/m2 | COD: 88%, and Turbidity: 80% | SPEF exhibited complete contaminants mineralization and very cost-effective approach as they used sunlight for photo chemical reduction. | [110] |
| EF | Volume: 250 mL, Interelectrode gap: 3 cm, Dimension of the electrodes: 2.0 cm × 0.5 cm, and Effective area of electrodes: 1.0 cm2 | Fe-Fe | Current density: 56 mA/cm2, Treatment time: 90 min, H2O2/Fe2+ molar ratio: 3.965, H2O2: 0.898 mL/L, pH: 7.52 | COD: 93.93%, Color: 97.32% | The findings found efficient treatment approach for pollutant removal from dairy waste stream. | [111] |
| EF | Volume: 400 mL, Dimension of the electrodes: 2.0 cm × 0.5 cm, Interelectrode gap: 3.0 cm, Effective area of electrodes: 1.0 cm2 | Fe-Fe | pH: 7.58, Treatment time: 87.13, Current density: 58.5 mA/cm2, H2O2/Fe2+ molar ratio: 3.62, H2O2/DW: 1.39 mL/L | COD: 93.24% | This study suggested graphite electrodes covered with different oxidant nanoparticles could be employed to enhance the generation of hydroxyl radicals, playing a crucial role in this procedure. Additionally, alternative energy sources like sunlight can potentially decrease energy cost. | [112] |
| EF | Volume: 2 L, Dimension of the electrodes: 7 cm × 10 cm× 0.3 cm, | Graphite-Graphite | Fe2+: 0.0625 mol, H2O2/Fe2+ molar ratio: 14.48, Current density: 9.68 mA/cm2 | COD: 86.75%, EC: 0.36 kWh/kg COD, CE: 47.11% | The findings indicated the current treatment, utilizing affordable graphite electrodes, produced highly competitive and encouraging outcomes, particularly in conditions of low current density. | [113] |
| EF | Volume: 500 mL, Dimension of the electrodes: 6cm × 11.5 cm× 0.1 cm, Interelectrode gap: 2 cm, Effective area of electrodes: 46.2 cm2 | Fe-Fe | Current density: 32 mA/cm2, H2O2/COD:2, Treatment time: 45 min, and pH: 2.4 | COD: 72%, orthophosphate: 88%, SS: 88%, Color: 88% | The removal of COD rose with higher H2O2/Fe2+ ratios and prolonged treatment times, while it decreased with elevated H2O2/COD ratios and pH. | [114] |
| EF + AD | Volume: 5000 mL, Electrode area: 28 cm2, Mixing speed: 150 rpm | Fe-Fe | Treatment time: 50 min, Current density: 9 mA/cm2, Flow rate: 40 mL/min, Temperature: 50 °C, pH: 6, H2O2/Fe2+ molar ratio: 0.8 | Turbidity: 93%, COD: 97% | Combined methods showed better removal performance than any single method | [115] |
| AD + SPEF | Volume: 100 mL, Na2SO4: 0.05 M, FeSO4 7H2O: 1.0 mM, Effective area of electrodes: 2.5 cm2, Interelectrode gap: 0.5 cm, Air flow rate: 1.0 L/min | Si/BDD-carbon-PTFE-GDE, | Current density: 50 mA /cm2, Treatment time: 180 min, pH: 3, Temperature: 35 °C, Na2SO4: 0.05 M, H2O2: 11.62 mM, UV radiation: 19 W/m2 | COD: 99.3%, TOC: 99.2%, TSS: 100%, color: 100%, BOD5: 99.1%, and Turbidity: 99.6%. | After a span of 30 days, there was a generation of 90 mL of methane. | [116] |
| EF + AD | Volume: 340 mL Electrode area: 2.5 cm2, active area of 60 cm2, | Si/BDD-GDE | Treatment time: 180 min, pH:3.0 | COD: 97%, CH4: 90 mL, Current densities: 30–50 mA/cm2 | The integrated approaches resulted in a complete degradation of organic pollutants from dairy waste stream. | [117] |
| EC + EF/PEF | EC reactor: 175 mL, EF/PEF: 150 mL Interelectrode gap: 1 cm, electrode area: 3 cm2, | EC: Fe-Fe, EF/PEF: Si/BDD-GDE, or RuO2-GDE | Agitation speed: 800 rpm, pH: 3.0, UVA irradiation: 5 W/m2, Air flow rate: 1 L/min, | Lactic acid bacteria: 100%, E. coli: 100%, and Enterococci bacteria: 100% | PEF process showed better performance than EF approach | [118] |
| PEF, SPF, and FSPF | Volume: 1 L, UV lamp: 20 W, Electrode dimension: 15 cm × 5 cm × 1 mm | Ti-RuO2-Carbon felt | Treatment time: 60 min, Current density: 2.5 mA/cm2, Fe2+: 28.0 mg/L, UV applied: 950 W/m2, and Initial pH: 3 | COD: 92–95% | The applicability of the three processes is feasible, and when making a decision, additional factors such as water usage, treatment duration, infrastructure expenses, operational expenses, and remaining iron concentrations in the solution should be taken into account. | [119] |
| EC+ PF | Volume: 200 mL, Fe2+: 198 mg/L, and H2O2: 14,000 mg/L, NaCl: 0.5 g | Al-Fe | Current density: 85.71 A/m2, Treatment time: 35 min, pH: 2.95 | COD: 92.2%, TOC: 89.9% | The overall operational expense for the treatment amounted to $48.05 per kg of COD removal. Specifically, the UV/Fe2+/H2O2 pretreatment incurred $39.36 per kg of COD removal, while the EC post-treatment cost was $8.69 per kg of COD removal. | [120] |
| EF | Volume: 1.5 L Dimensions of the electrodes: 10 cm × 8.5 cm, Interelectrode gap: 1.0 cm, and Effective area of the electrodes:161.5 cm2 | Fe-Fe | Treatment time: 50 min, Current density: 27 mA/cm2, pH: 7 | COD: 70% | To comprehend the electrochemical mechanism and investigate the disposal of generated residues, a physico-chemical examination of iron electrodes and the resulting scum and sludge was conducted. | [121] |
| CC-EF | Volume: 1 L, Dimensions of the electrodes: 10 cm × 8.5 cm, | Fe-Fe | PAC: 100 mg/L, Voltage: 20 V, H2O2: 1.5 g/L, Treatment time: 60 min, pH: 3, and Interelectrode gap: 2 cm | COD: 90.3%, BOD5: 87.25%, and TSS: 87% | This integrated process presents an intriguing approach for the treatment of dairy effluents, with the Feed forward Artificial Neural Network model proving to be a more effective tool compared to the Partial Least Squares model. | [122] |
| EF | Volume: 3 L, Effective electrode: 1.5 cm | Fe-Al | pH: 5.95, Treatment time: 60 min, H2O2 = 1.5 mL, H2O2/Fe2+: 1.8 | COD: 95.8%, Turbidity: 97.2% | More effective materials such as metal-organic frameworks were suggested for further study. | [123] |
| EC+EF | Volume: 350 mL, Effective area of the electrodes: 100 cm2 | Al-Fe | Current density: 15 mA/cm2; H2O2: 3000 mg/L; | COD: 79.2% | Only 20 min treatment times exhibited good COD removal efficiency. | [124] |
| CC-EF | Volume: 500 mL Interelectrode gap: 1 cm | Fe-Fe | PAC: 75 mg/L, Voltage: 20 V Treatment time: 75 min, H2O2: 2500 mg/L, pH: 3 | COD: 89.55%, BOD: 88.88%, TSS: 91.27%, TKN: 69.23%, and FC: 100% | Integrated chemical coagulation and electro-Fenton process found good pollutant removal efficiency in comparison to any single process | [125] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Das, A.K.; Chen, L. A Review on Electrochemical Advanced Oxidation Treatment of Dairy Wastewater. Environments 2024, 11, 124. https://doi.org/10.3390/environments11060124
Das AK, Chen L. A Review on Electrochemical Advanced Oxidation Treatment of Dairy Wastewater. Environments. 2024; 11(6):124. https://doi.org/10.3390/environments11060124
Chicago/Turabian StyleDas, Ashish Kumar, and Lide Chen. 2024. "A Review on Electrochemical Advanced Oxidation Treatment of Dairy Wastewater" Environments 11, no. 6: 124. https://doi.org/10.3390/environments11060124
APA StyleDas, A. K., & Chen, L. (2024). A Review on Electrochemical Advanced Oxidation Treatment of Dairy Wastewater. Environments, 11(6), 124. https://doi.org/10.3390/environments11060124