The Influence of Welfare Training on Bird Welfare and Carcass Quality in Two Commercial Poultry Primary Processing Plants


Simple Summary
Abstract
1. Introduction
2. Materials and Methods
2.1. Primary Processing Plants
2.2. Training
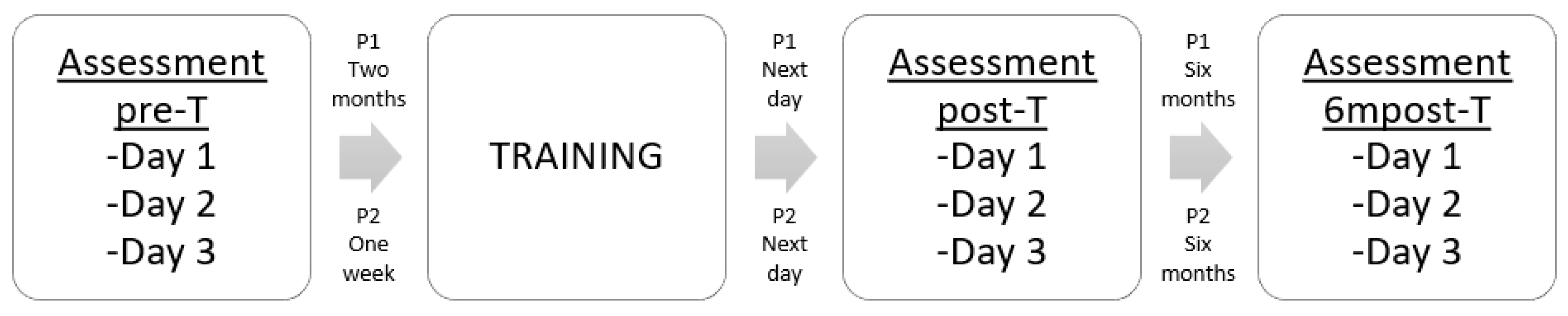
2.3. Timeline of Assessments
2.4. Welfare Assessment
2.4.1. Lairaging
2.4.2. Hang on
2.4.3. Entering Stun Bath
- Score 0 = an uninterrupted entry into the water bath where only a single contraction of the skeletal muscles occurred.
- Score 1 = more than one separate contraction in response to electrical stimulation.
- Score 2 = the bird lifts its head and flies the first stage of the water bath.
2.4.4. Stun Parameters
2.4.5. Neck Cut
2.5. Product Quality Assessment
2.6. Statistical Analysis
2.6.1. Welfare Assessment Analysis
2.6.2. Product Quality Assessment Analysis
3. Results
3.1. Welfare Assessment
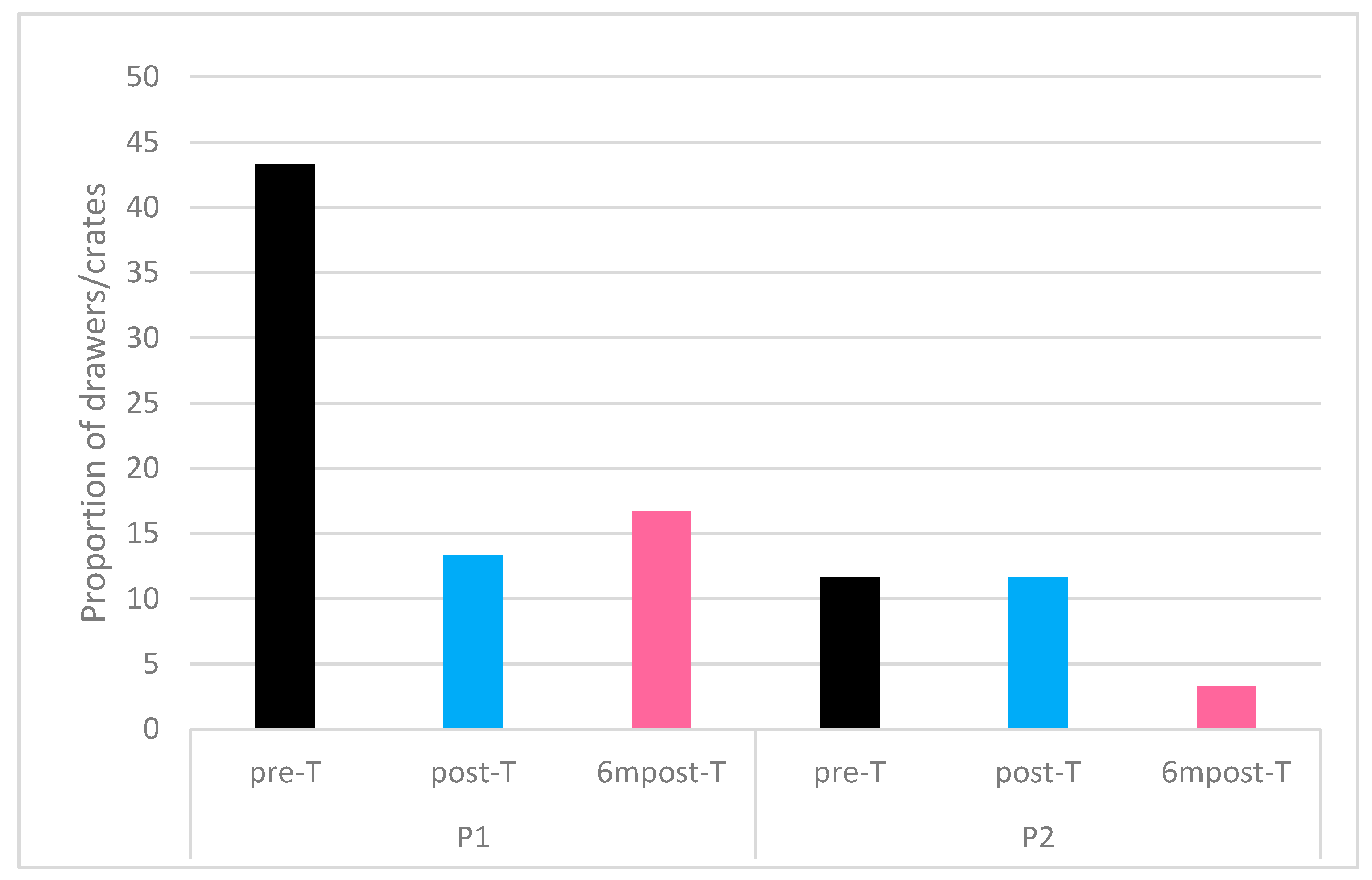
3.1.1. Lairaging
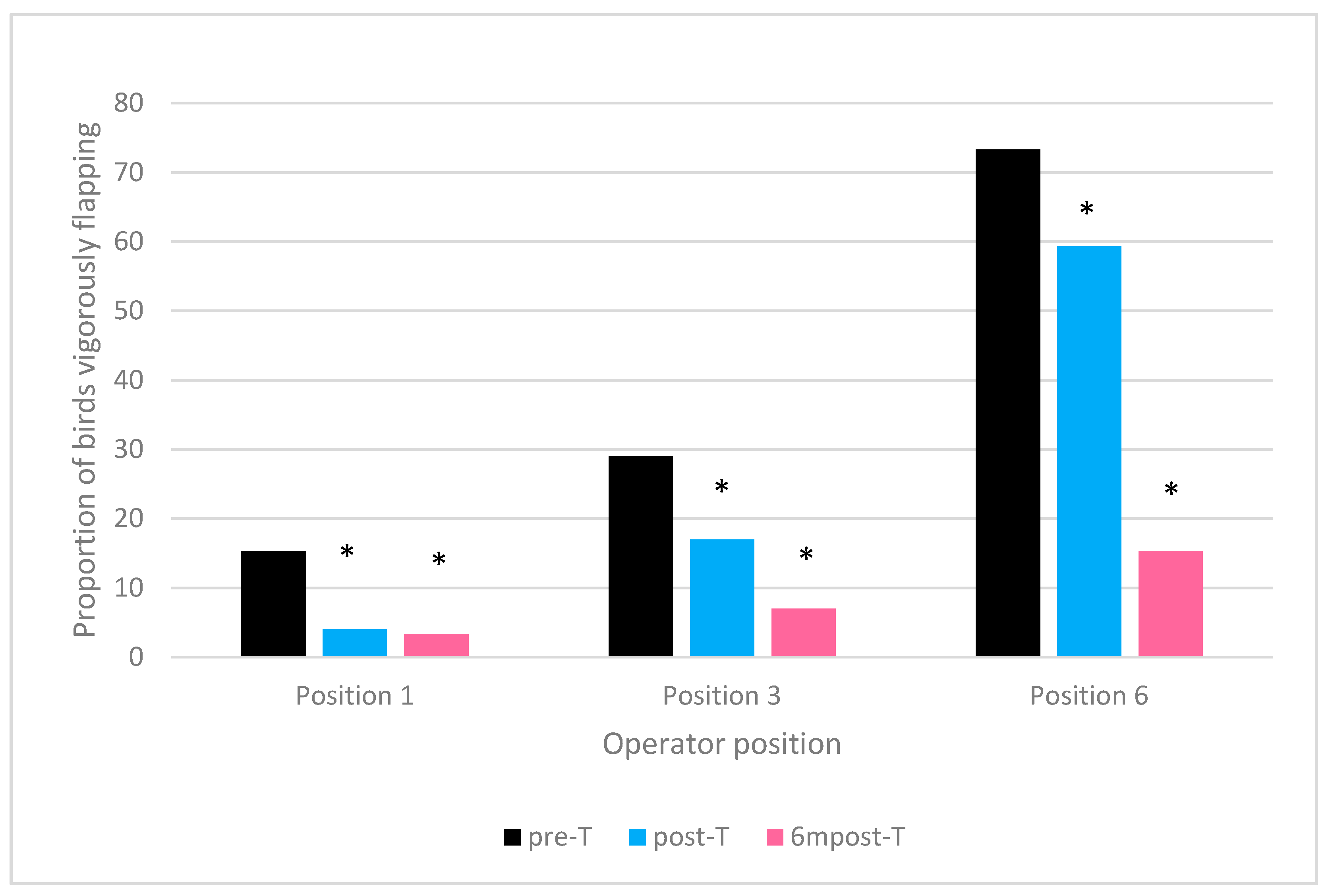
3.1.2. Hang on
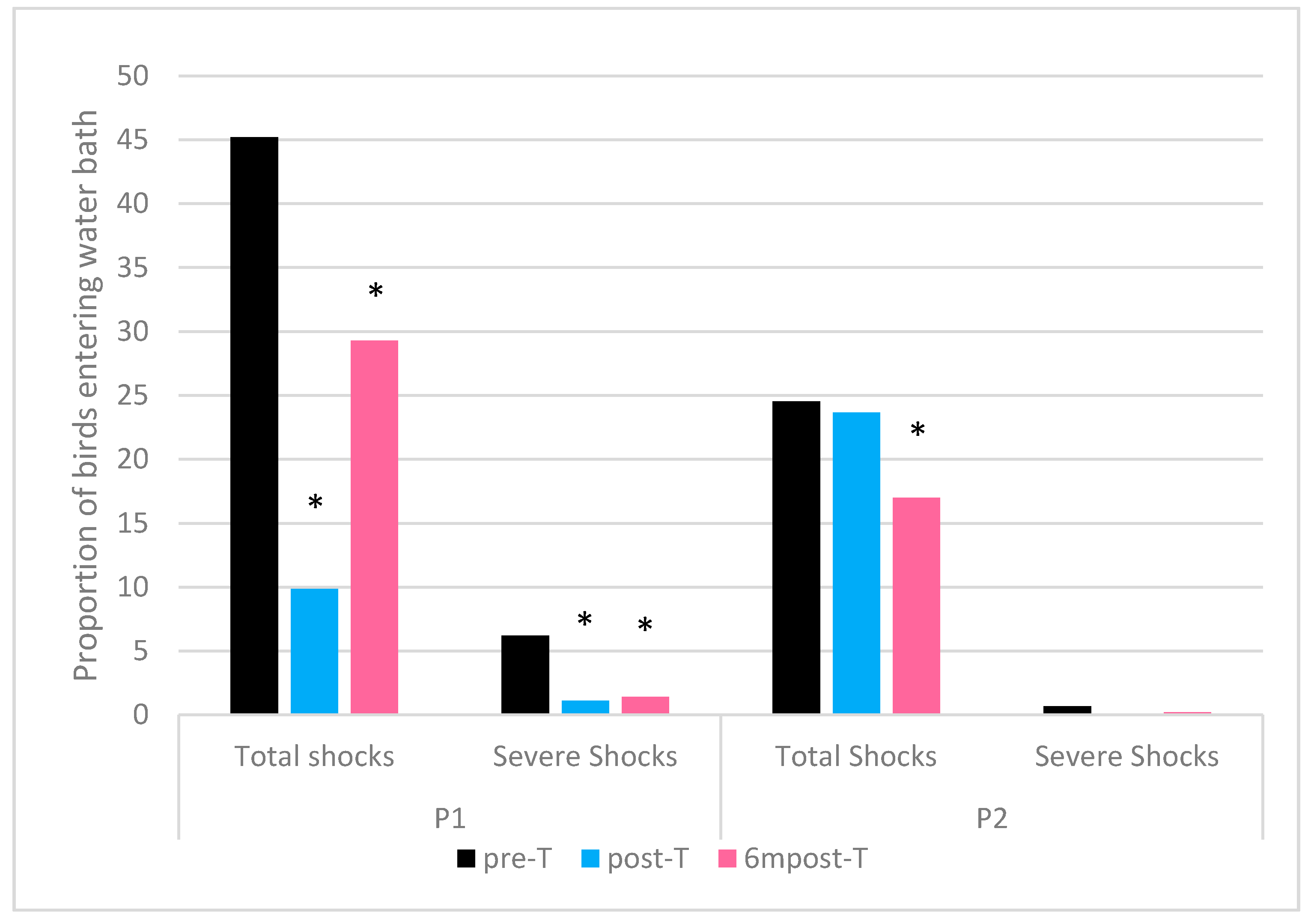
3.1.3. Entering Stun Bath
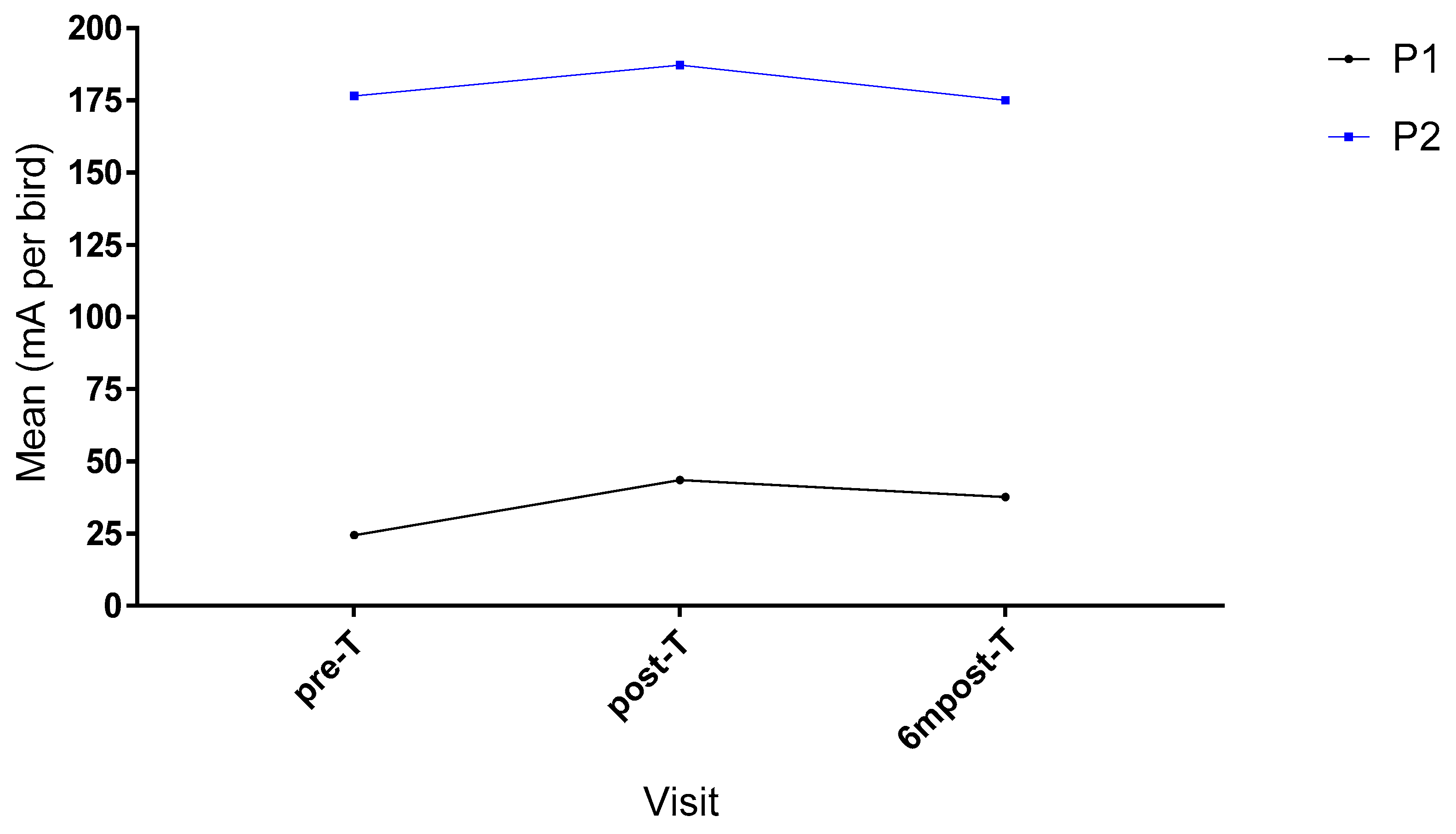
3.1.4. Stun Parameters
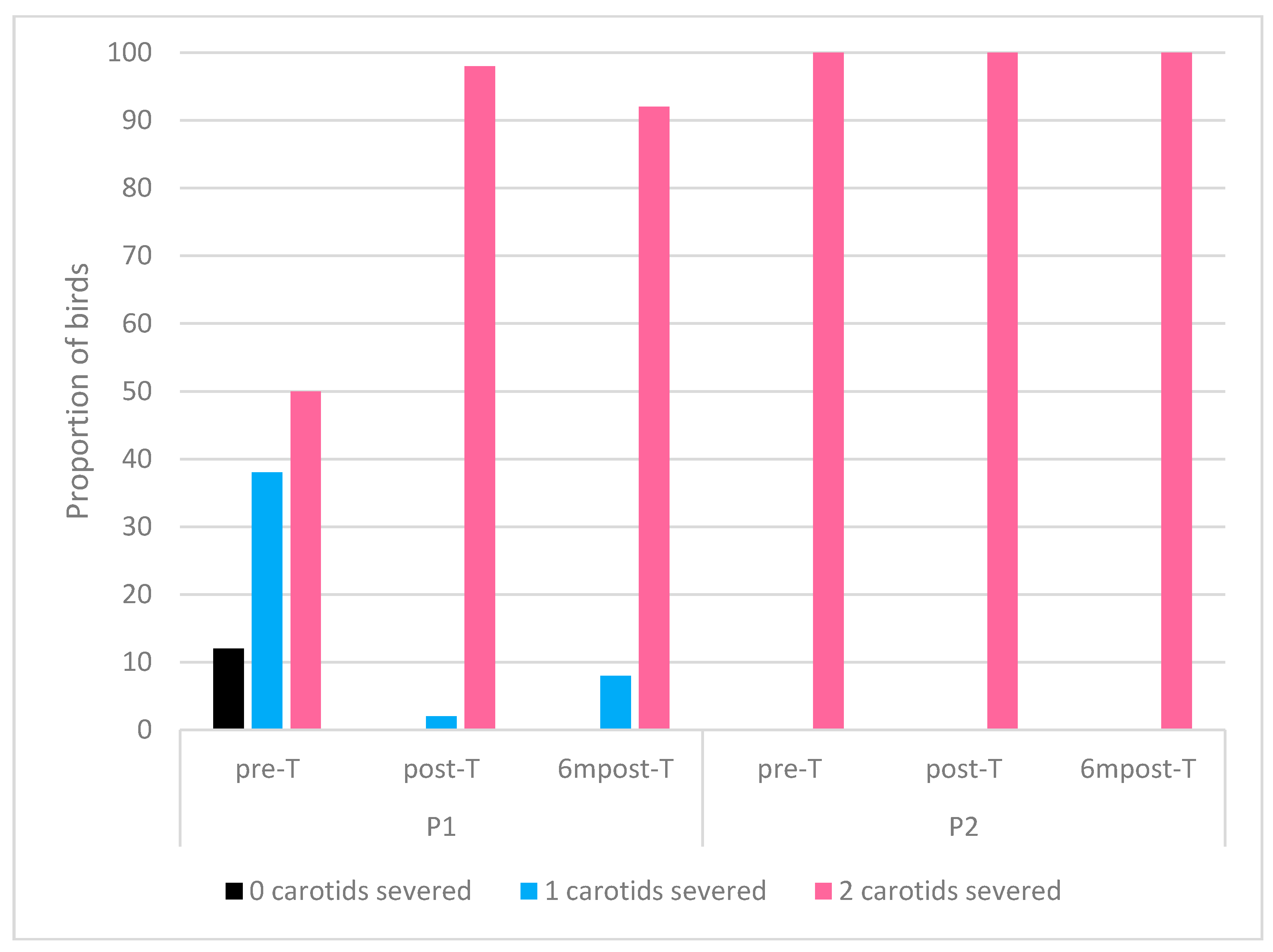
3.1.5. Neck Cut
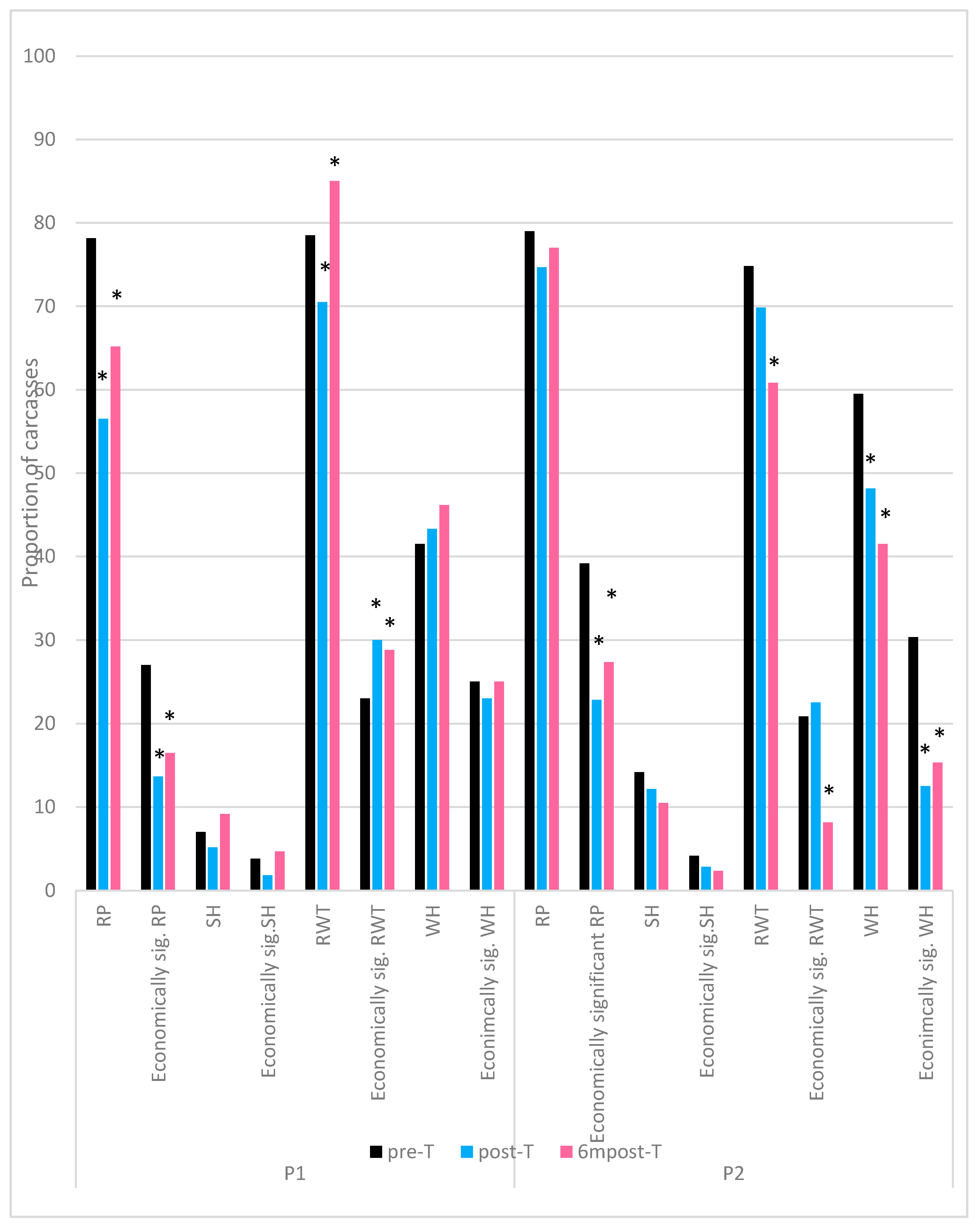
3.2. Product Quality Assessment
4. Discussion
4.1. Welfare Assessment
4.2. Product Quality
4.3. Methodological Considerations
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- FAO. Meat Market Review. October 2018. Available online: http://www.fao.org/3/CA2129EN/ca2129en.pdf (accessed on 3 June 2019).
- Velarde, A.; Dalmau, A. Animal welfare assessment at slaughter in Europe: Moving from inputs to outputs. Meat Sci. 2012, 92, 244–251. [Google Scholar] [CrossRef] [PubMed]
- Mench, J.A. Farm animal welfare in the U.S.A.: Farming practices, research, education, regulation, and assurance programs. Appl. Anim. Behav. Sci. 2008, 113, 298–312. [Google Scholar] [CrossRef]
- Wigham, E.E.; Butterworth, A.; Wotton, S. Assessing cattle welfare at slaughter–Why is it important and what challenges are faced? Meat Sci. 2018, 145, 171–177. [Google Scholar] [CrossRef] [PubMed]
- Mellor, D.J.; Littin, K.E. Using science to support ethical decisions promoting humane livestock slaughter and vertebrate pest control. Anim. Welf. 2004, 13, 127–132. [Google Scholar]
- Petracci, M.; Bianchi, M.; Cavani, C. Pre-slaughter handling and slaughtering factors influencing poultry product quality. World’s Poult. Sci. J. 2010, 66, 17–26. [Google Scholar] [CrossRef]
- Solomon, M.; Laack, R.; Eastridge, J. Biophysical basis of pale, soft, exudative (PSE) pork and poultry muscle: A review. J. Muscle Foods 1998, 9, 1–11. [Google Scholar] [CrossRef]
- Mir, N.A.; Rafiq, A.; Kumar, F.; Singh, V.; Shukla, V. Determinants of broiler chicken meat quality and factors affecting them: A review. J. Food Sci. Technol. Mysore 2017, 54, 2997–3009. [Google Scholar] [CrossRef]
- Sparrey, J.; Kettlewell, P. Shackling of poultry: Is it a welfare problem? World’s Poult. Sci. J. 1994, 50, 167–176. [Google Scholar] [CrossRef]
- Gregory, N.; Bell, J. Duration of wing flapping in chickens shackled before slaughter. Vet. Rec. 1987, 121, 567–569. [Google Scholar] [PubMed]
- Terlouw, E.M.C.; Arnould, C.; Auperin, B.; Berri, C.; Le Bihan-Duval, E.; Deiss, V.; Lefèvre, F.; Lensink, B.J.; Mounier, L. Pre-slaughter conditions, animal stress and welfare: Current status and possible future research. Animal 2008, 2, 1501–1517. [Google Scholar] [CrossRef] [PubMed]
- Gregory, N.; Austin, S.; Wilkins, L. Relationship between wing flapping at shackling and red wingtips in chicken carcases. Vet. Rec. 1989, 124, 62. [Google Scholar] [CrossRef] [PubMed]
- Rao, M.A.; Knowles, T.G.; Wotton, S.B. The effect of pre-stun shocks in electrical water-bath stunners on carcase and meat quality in broilers. Anim. Welf. 2013, 22, 79–84. [Google Scholar] [CrossRef]
- Lambooij, E.; Reimert, H.; Hindle, V. Evaluation of head-only electrical stunning for practical application: Assessment of neural and meat quality parameters. Poult. Sci. 2010, 89, 2551–2558. [Google Scholar] [CrossRef] [PubMed]
- Barker, R. The Effect of Waterbath Stunning Current Frequency and Waveform on Carcass and Meat Quality in Broilers. Master’s Dissertation, University of Bristol, Bristol, UK, 2006. [Google Scholar]
- EFSA. Opinion on the Welfare Aspects of Stunning and Killing Methods; European Food Safety Authority (EFSA); EFSA Panel on Animal Health and Welfare (AHAW): Parma, Italy, 2004.
- Raj, A.B.M.; O’Callaghan, M.; Knowles, T.G. The effects of amount and frequency of alternating current used in water bath stunning and of slaughter methods on electroencephalograms in broilers. Anim. Welf. 2006, 15, 7–18. [Google Scholar]
- Gregory, N.G.; Wotton, S.B. Effect of slaughter on the spontaneous and evoked activity of the brain. Br. Poult. Sci. 1986, 27, 195–205. [Google Scholar] [CrossRef]
- Gregory, N.; Wilkins, L. Effect of ventricular fibrillation at stunning and ineffective bleeding on carcase quality defects in broiler chickens. Br. Poult. Sci. 1989, 30, 825–829. [Google Scholar] [CrossRef] [PubMed]
- Lambooij, E.; Pieterse, C.; Hillebrand, S.; Dijksterhuis, G.J.P.S. The effects of captive bolt and electrical stunning, and restraining methods on broiler meat quality. Poult. Sci. 1999, 78, 600–607. [Google Scholar] [CrossRef]
- Kannan, G.; Heath, J.; Wabeck, C.; Souza, M.; Howe, J.; Mench, J. Effects of crating and transport on stress and meat quality characteristics in broilers. Poult. Sci. 1997, 76, 523–529. [Google Scholar] [CrossRef]
- Kittelsen, K.E.; Granquist, E.G.; Vasdal, G.; Tolo, E.; Moe, R.O. Effects of catching and transportation versus pre-slaughter handling at the abattoir on the prevalence of wing fractures in broilers. Anim. Welf. 2015, 24, 387–389. [Google Scholar] [CrossRef]
- Raj, A. Stunning and Slaughter of Poultry. In Poultry Meat Processing and Quality; Mead, G., Ed.; CRC Press: New York, NY, USA, 2004. [Google Scholar]
- Coleman, G.J.; Hemsworth, P.H. Training to improve stockperson beliefs and behaviour towards livestock enhances welfare and productivity. Rev. Sci. Tech. Int. Off. Epizoot. 2014, 33, 131–137. [Google Scholar] [CrossRef]
- Grandin, T. Handling methods and facilities to reduce stress on cattle. Vet. Clin. N. Am. Food Anim. Pract. 1998, 14, 325–341. [Google Scholar] [CrossRef]
- Gallo, C.; Altamirano, A.; Uribe, H. Evaluación del bienestar animal durante el manejo de bovinos previo al faenamiento en una planta faenadora de carnes. Libro Resum. Jorn. Chil. Buiatría. Pucón Chile 2003, 107–108. Available online: https://www.researchgate.net/publication/291969496_Evaluacion_del_bienestar_animal_durante_el_manejo_de_bovinos_previo_al_faenamiento_en_una_planta_faenadora_de_carnes (accessed on 21 May 2018).
- Paranhos da Costa, M.J.R.; Huertas, S.M.; Gallo, C.; Dalla Costa, O.A. Strategies to promote farm animal welfare in Latin America and their effects on carcass and meat quality traits. Meat Sci. 2012, 92, 221–226. [Google Scholar] [CrossRef] [PubMed]
- Jacobs, L.; Delezie, E.; Duchateau, L.; Goethals, K.; Tuyttens, F.A.M. Impact of the separate pre-slaughter stages on broiler chicken welfare. Poult. Sci. 2017, 96, 266–273. [Google Scholar] [CrossRef] [PubMed]
- Lines, J.; Wotton, S.; Barker, R.; Spence, J.; Wilkins, L.; Knowles, T. Broiler carcass quality using head-only electrical stunning in a waterbath. Br. Poult. Sci. 2011, 52, 439–445. [Google Scholar] [CrossRef] [PubMed]
- Quinn, A.D.; Kettlewell, P.J.; Mitchell, M.A.; Knowles, T. Air movement and the thermal microclimates observed in poultry lairages. Br. Poult. Sci. 1998, 39, 469–476. [Google Scholar] [CrossRef]
- Warriss, P.; Knowles, T.; Brown, S.; Edwards, J.; Kettlewell, P.; Mitchell, M.; Baxter, C. Effects of lairage time on body temperature and glycogen reserves of broiler chickens held in transport modules. Vet. Rec. 1999, 145, 218. [Google Scholar] [CrossRef] [PubMed]
- Nijdam, E.; Arens, P.; Lambooij, E.; Decuypere, E.; Stegeman, J.A. Factors influencing bruises and mortality of broilers during catching, transport, and lairage. Poult. Sci. 2004, 83, 1610–1615. [Google Scholar] [CrossRef] [PubMed]
- Kranen, R.; Veerkamp, C.; Lambooy, E.; Van Kuppevelt, T.; Veerkamp, J. Hemorrhages in muscles of broiler chickens: The relationships among blood variables at various rearing temperature regimens. Poult. Sci. 1996, 75, 570–576. [Google Scholar] [CrossRef] [PubMed]
- Wilkins, L.; Gregory, N.; Wotton, S.; Parkman, I. Effectiveness of electrical stunning applied using a variety of waveform-frequencycombinations and consequences for carcase quality in broiler chickens. Br. Poult. Sci. 1998, 39, 511–518. [Google Scholar] [CrossRef]
- Sirri, F.; Petracci, M.; Zampiga, M.; Meluzzi, A. Effect of EU electrical stunning conditions on breast meat quality of broiler chickens. Poult. Sci. 2017, 96, 3000–3004. [Google Scholar] [CrossRef] [PubMed]
- Berg, C.; Raj, M. A Review of Different Stunning Methods for Poultry—Animal Welfare Aspects (Stunning Methods for Poultry). Animals 2015, 5, 1207–1219. [Google Scholar] [CrossRef] [PubMed]
- Villarroel, M.; María, G.A.; Sierra, I.; Sañudo, C.; Garćia-Belenguer, S.; Gebresenbet, G. Critical points in the transport of cattle to slaughter in Spain that may compromise the animals’ welfare. Vet. Rec. 2001, 149, 173–176. [Google Scholar] [CrossRef] [PubMed]
- Koknaroglu, H.; Akunal, T. Animal welfare: An animal science approach. Meat Sci. 2013, 95, 821–827. [Google Scholar] [CrossRef] [PubMed]
- WATOK. The Welfare of Animals at the Time of Killing (England) Regulations 2015, Statutory Instruments. 2015. Available online: http://www.legislation.gov.uk/uksi/2015/1782/contents/made (accessed on 2 May 2018).
- EC. Council Regulation (EC) No. 1099/2009 of 24 September 2009 on the Protection of Animals at the Time of Killing. Available online: http://eur-lex.europa.eu/legal-content/EN/TXT/?uri=uriserv:sa0002 (accessed on 5 January 2019).
- La Gaceta. Reglamento Sanitario y de Inspección Veterinaria de Establecimientos de Sacrificio y Procesadores de Aves. Available online: http://www.gaceta.go.cr/pub/2013/03/06/ALCA43_06_03_2013.pdf (accessed on 5 January 2019).
- Ceballos, M.C.; Sant’Anna, A.C.; Boivin, X.; de Oliveira Costa, F.; Monique, V.D.L.; da Costa, M.J.P. Impact of good practices of handling training on beef cattle welfare and stockpeople attitudes and behaviors. Livest. Sci. 2018, 216, 24–31. [Google Scholar] [CrossRef]
- Grandin, T. Welfare Problems in Cattle, Pigs, and Sheep that Persist Even Though Scientific Research Clearly Shows How to Prevent Them. Animals 2018, 8, 124. [Google Scholar] [CrossRef] [PubMed]
- Cockram, M.S.; Dulal, K.J. Injury and mortality in broilers during handling and transport to slaughter. Can. J. Anim. Sci. 2018, 98, 416–432. [Google Scholar] [CrossRef]
- Hamdy, M.K.; May, K.N.; Flanagan, W.P.; Powers, J.J. Determination of the Age of Bruises in Chicken Broilers. Poult. Sci. 1961, 40, 787–789. [Google Scholar] [CrossRef]
- Dulal, K.J. Risk Factors Affecting Wing Injuries of Broiler Chickens at a Slaughter Plant in New Brunswick, Canada. Master’s Thesis, University of Prince Edward Island, Charlottetown, NB, Canada, 2017. [Google Scholar]
- Pilecco, M.; Almeida Paz, I.; Tabaldi, L.; Nääs, I.; Garcia, R.; Caldara, F.; Francisco, N. Training of catching teams and reduction of back scratches in broilers. Braz. J. Poult. Sci. 2013, 15, 283–286. [Google Scholar]
- Mayes, F.J. The incidence of bruising in broiler flocks. Br. Poult. Sci. 1980, 21, 505–509. [Google Scholar] [CrossRef]
- Bianchi, M.; Petracci, M.; Cavani, C. Effects of transport and lairage on mortality, liveweight loss and carcass quality in broiler chickens. Ital. J. Anim. Sci. 2005, 4, 516–518. [Google Scholar] [CrossRef]
- Vinco, L.J.; Archetti, I.L.; Giacomelli, S.; Lombardi, G. Influence of crate height on the welfare of broilers during transport. J. Vet. Behav. 2016, 14, 28–33. [Google Scholar] [CrossRef]
- Asif, M. The Effects of Pre-Stun Shocks in Electrical Waterbath Stunners on Carcass and Meat Quality in Broilers. Master’s Dissertation, University of Bristol, Bristol, UK, 2009. [Google Scholar]
- Grandin, T. Auditing animal welfare at slaughter plants. Meat Sci. 2010, 86, 56–65. [Google Scholar] [CrossRef] [PubMed]
- Butterworth, A.; Whittington, P.; Hammond-Seaman, A. Applying welfare training in global commercial settings. Anim. Welf. 2012, 21, 373–377. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plant | P1 | P2 |
|---|---|---|
| Processing speed (birds per hour) | 10,500 | 10,400 |
| Processing times | 7:00 p.m.–10:00 a.m. | 6:00 a.m.–4:00 p.m. |
| Weight of birds slaughtered (kg) | 1.3–3 | 1.2–2.9 |
| Breed of birds slaughtered | Ross/Cobb mix | Ross |
| Maximum bird transport time | 4 h | 3 h |
| Birds containment | Crates | Drawers |
| Neck cut method | Simmonds automatic neck cutter | Simmonds automatic neck cutter |
| Certified Halal | No | Yes |
| Temp °C/Relative Humidity% | ||||
|---|---|---|---|---|
| Processing Plant | Visit | Day 1 | Day 2 | Day 3 |
| P1 | pre-T | 24.7/76.2 | 23.8/73 | 24.6/67.4 |
| P1 | post-T | 25.2/56.5 | 23.6/58.9 | 24.7/61.9 |
| P1 | 6mpost-T | 32/94.2 | 23.2/89.6 | 25/72.8 |
| P2 | pre-T | 25/66.5 | 23.3/64.9 | 24.3/74.9 |
| P2 | post-T | 22.6/54.5 | 20.9/72.6 | 22.2/58 |
| P2 | 6mpost-T | 13.8/77.5 | 15.8/64.2 | 11.3/62.3 |
| Visit | Processing Plant P1 | Processing Plant P2 |
|---|---|---|
| pre-T–post-T | τb = −0.388, p < 0.005 | τb = −0.009, p = 0.605 |
| pre-T–6m-postT | τb = −0.172, p < 0.005 | τb = −0.091, p < 0.005 |
| post-T–6m-postT | τb = 0.24, p < 0.005 | τb = −0.082, p < 0.005 |
| Visit | Broken Wings (n = 600) | % Birds with Red Pygostyles (n = 600) | % Birds with Shoulder Haemorrhage (n = 600) | ||||||
| % | 0 | 1 | 2 | 0 | 1 | 2 | 3 | ||
| pre-T | 5.83 | 21.8 | 51.1 | 27 | 93 | 3.17 | 1.33 | 2.5 | |
| post-T | 3.17 | 43.5 | 42.8 | 13.67 | 94.83 | 3.33 | 1.5 | 0.33 | |
| 6mpost-T | 3.17 | 34.8 | 48.6 | 16.5 | 90.83 | 4.5 | 2.5 | 2.17 | |
| Visit | Bruised Legs (n = 1200) | % Birds with Red Wing Tips (n = 600) | % Birds with Wing Haemorrhage (n = 600) | ||||||
| % | 0 | 1 | 2 | 3 | 0 | 1 | 2 | 3 | |
| pre-T | 5.33 | 20.5 | 56.5 | 16.83 | 6.17 | 58.5 | 16.5 | 12.67 | 12.33 |
| post-T | 9.25 | 29.5 | 40.5 | 19 | 11 | 56.67 | 20.33 | 14.17 | 8.83 |
| 6mpost-T | 17 | 15 | 56.17 | 19 | 9.8 | 53.83 | 21.17 | 18 | 7 |
| Visit | Broken Wings (n = 600) | % Birds with Red Pygostyles (n = 600) | % Birds with Shoulder Haemorrhage (n = 600) | ||||||
| % | 0 | 1 | 2 | 0 | 1 | 2 | 3 | ||
| pre-T | 8.5 | 21 | 39.83 | 39.17 | 85.83 | 10 | 3.17 | 1 | |
| post-T | 4.33 | 25.33 | 50.17 | 22.83 | 87.83 | 9.33 | 2 | 0.83 | |
| 6mpost-T | 2.5 | 23 | 49.67 | 27.33 | 89.5 | 8.17 | 1.67 | 0.67 | |
| Visit | Bruised Legs (n = 1200) | % Birds with Red Wing Tips (n = 600) | % Birds with Wing Haemorrhage (n = 600) | ||||||
| % | 0 | 1 | 2 | 3 | 0 | 1 | 2 | 3 | |
| pre-T | 12.83 | 25.17 | 54 | 15.33 | 5.5 | 40.5 | 29.17 | 19.83 | 10.5 |
| post-T | 5.08 | 30.17 | 47.33 | 16.5 | 6 | 51.83 | 35.67 | 9.83 | 2.67 |
| 6mpost-T | 16.67 | 39.17 | 52.67 | 7 | 1.17 | 58.5 | 26.17 | 11.5 | 3.83 |
| Visit | Broken Wings | Red Pygostyles | Shoulder Haemorrhage | |||
| P1 | P2 | P1 | P2 | P1 | P2 | |
| pre-T–post-T | χ2(1) = 4.964, p = 0.036 | χ2(1) = 8.673, p = 0.004 | τb = −0.234, p < 0.0005 | τb = −0.137, p < 0.0005 | τb = −0.04, p = 0.161 | τb = −0.031, p = 0.283 |
| pre-T–6m-postT | χ2(1) = 4.964, p = 0.036 | χ2(1) = 20.779, p ≤ 0.0005 | τb = −0.159, p < 0.0005 | τb = −0.93, p = 0.001 | τb = 0.038, p = 0.181 | τb = −0.056, p = 0.48 |
| post-T–6m-postT | χ2(1) = 0, p = 1.0 | χ2(1) = 3.056, p = 0.111 | τb = 0.082, p = 0.003 | τb = 0.046, p = 0.092 | τb = 0.079, p = 0.006 | τb = −0.026, p = 0.359 |
| Visit | Bruised Legs | Red Wing Tips | Wing Haemorrhage | |||
| P1 | P2 | P1 | P2 | P1 | P2 | |
| pre-T–post-T | χ2(1) = 13.616, p < 0.0005 | χ2(1) = 44.186, p < 0.0005 | τb = −0.147, p < 0.0005 | τb = −0.006, p = 0.825 | τb = −0.001, p = 0.978 | τb = −0.166, p < 0.0005 |
| pre-T–6m-postT | χ2(1) = 82.328, p < 0.0005 | χ2(1) = 7.012, p = 0.01 | τb = −0.19, p < 0.0005 | τb = 0.058, p = 0.002 | τb = 0.02, p = 0.471 | τb = −0.192, p < 0.0005 |
| post-T–6m-postT | χ2(1) = 31.605, p < 0.0005 | χ2(1) = 83.060, p < 0.0005 | τb = −0.155, p < 0.0005 | τb = 0.079, p = 0.003 | τb = 0.022, p = 0.417 | τb = −0.041, p = 0.141 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wigham, E.; Grist, A.; Mullan, S.; Wotton, S.; Butterworth, A. The Influence of Welfare Training on Bird Welfare and Carcass Quality in Two Commercial Poultry Primary Processing Plants. Animals 2019, 9, 584. https://doi.org/10.3390/ani9080584
Wigham E, Grist A, Mullan S, Wotton S, Butterworth A. The Influence of Welfare Training on Bird Welfare and Carcass Quality in Two Commercial Poultry Primary Processing Plants. Animals. 2019; 9(8):584. https://doi.org/10.3390/ani9080584
Chicago/Turabian StyleWigham, Ellie, Andrew Grist, Siobhan Mullan, Stephen Wotton, and Andrew Butterworth. 2019. "The Influence of Welfare Training on Bird Welfare and Carcass Quality in Two Commercial Poultry Primary Processing Plants" Animals 9, no. 8: 584. https://doi.org/10.3390/ani9080584
APA StyleWigham, E., Grist, A., Mullan, S., Wotton, S., & Butterworth, A. (2019). The Influence of Welfare Training on Bird Welfare and Carcass Quality in Two Commercial Poultry Primary Processing Plants. Animals, 9(8), 584. https://doi.org/10.3390/ani9080584