
Robot Technology for Pork and Beef Meat Slaughtering Process: A Review




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Simple Summary
Abstract
1. Introduction
2. The Robotic Slaughterhouse Processing Line
2.1. The Abdomen and Brisket-Cutting System
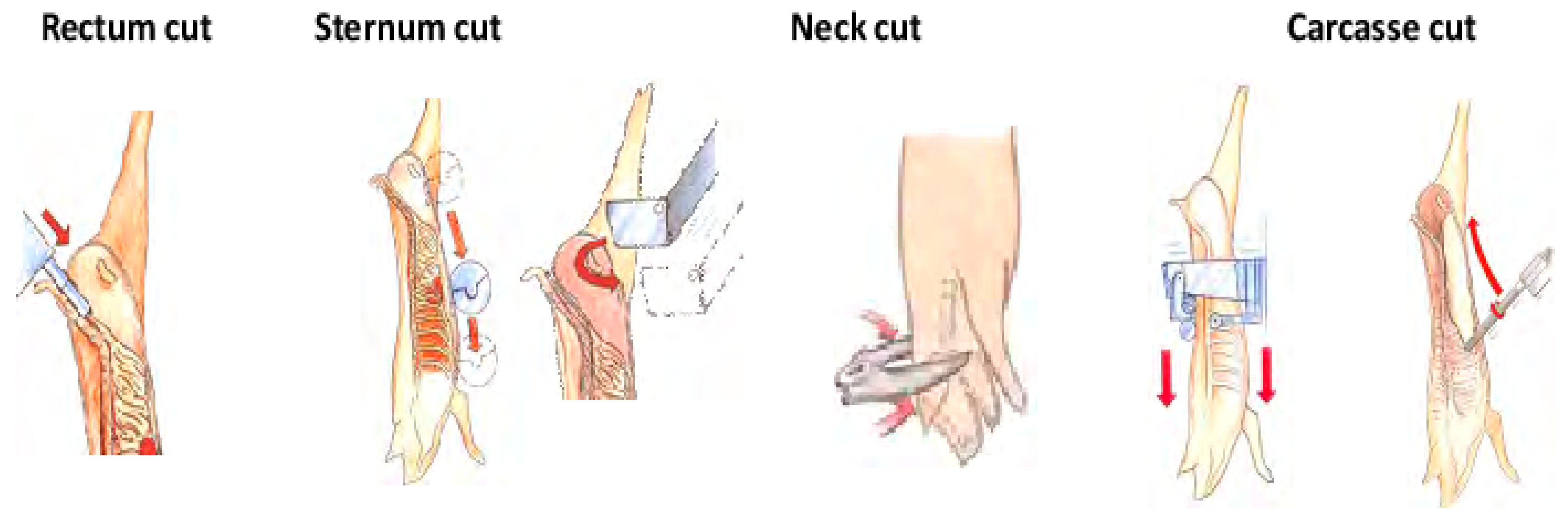
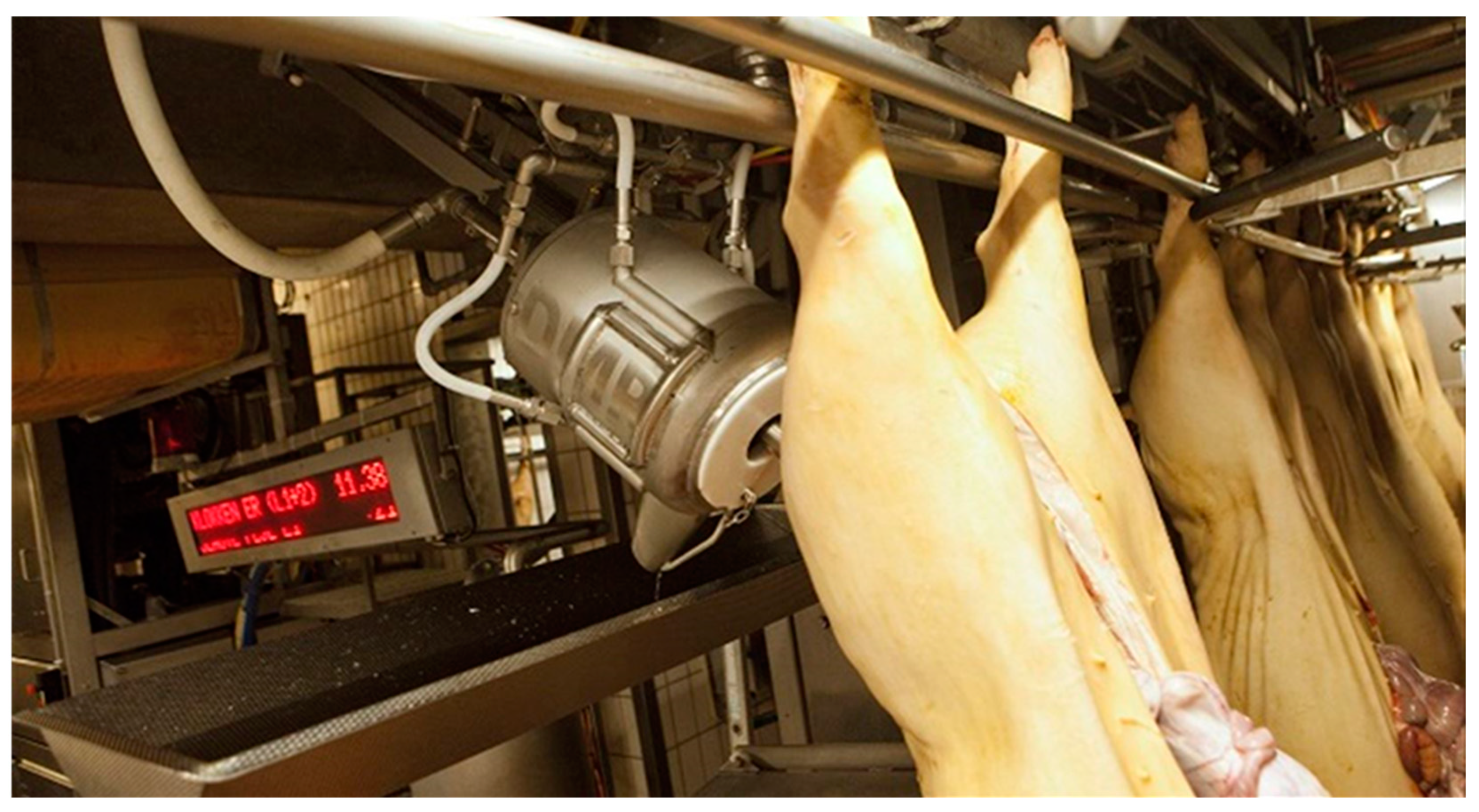
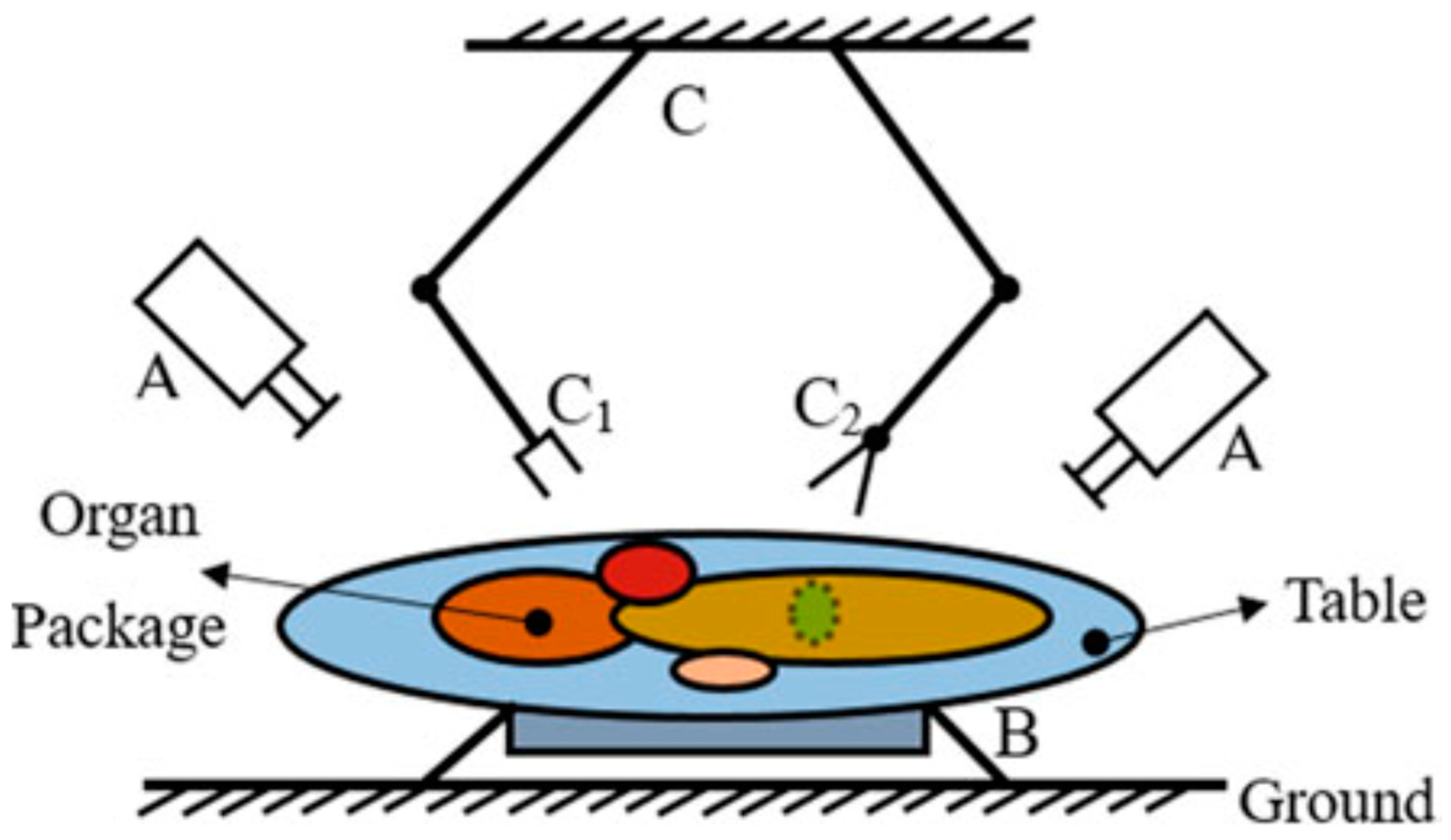
2.1.1. Pork Carcasses Abdomen-Cutting System
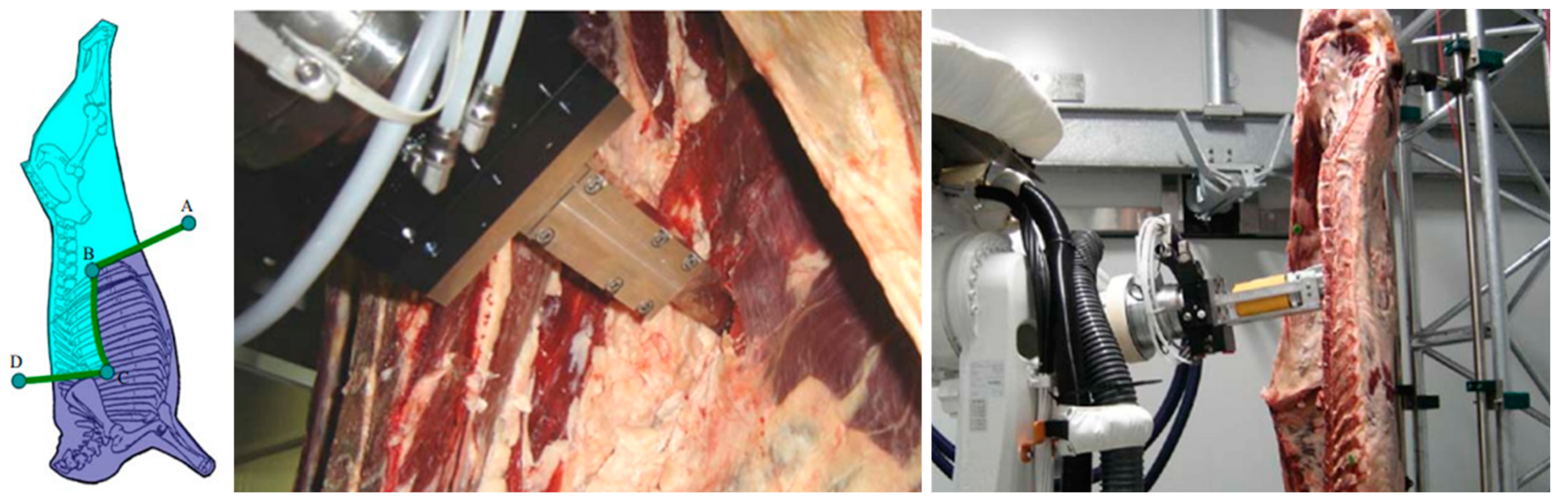
2.1.2. Carcasses Brisket-Cutting System
2.2. The Head and Jowl Cutting System
2.3. Intestine Control
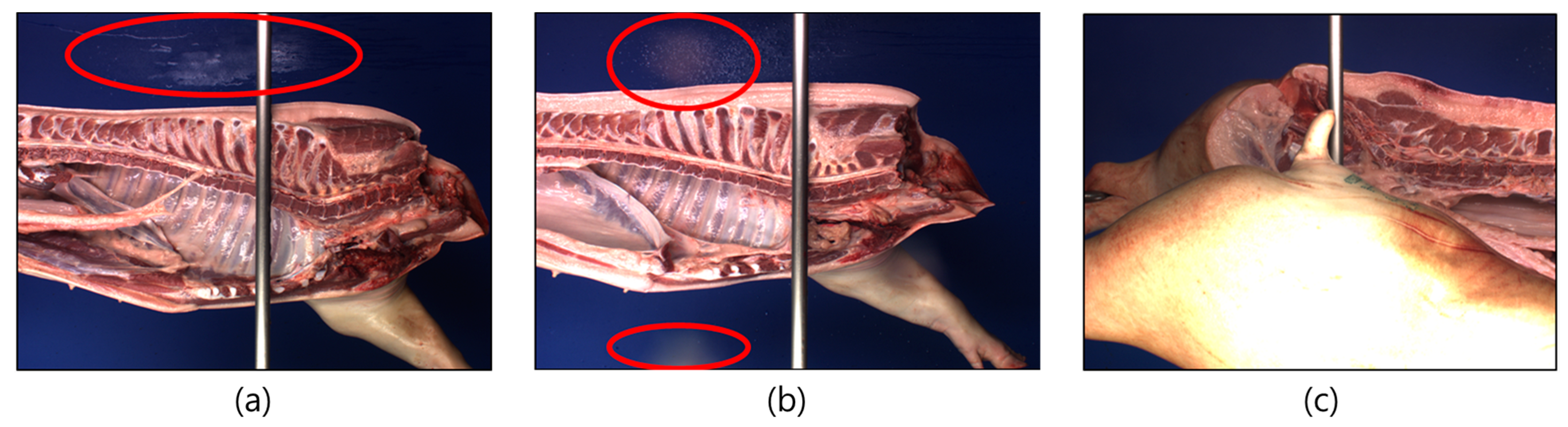
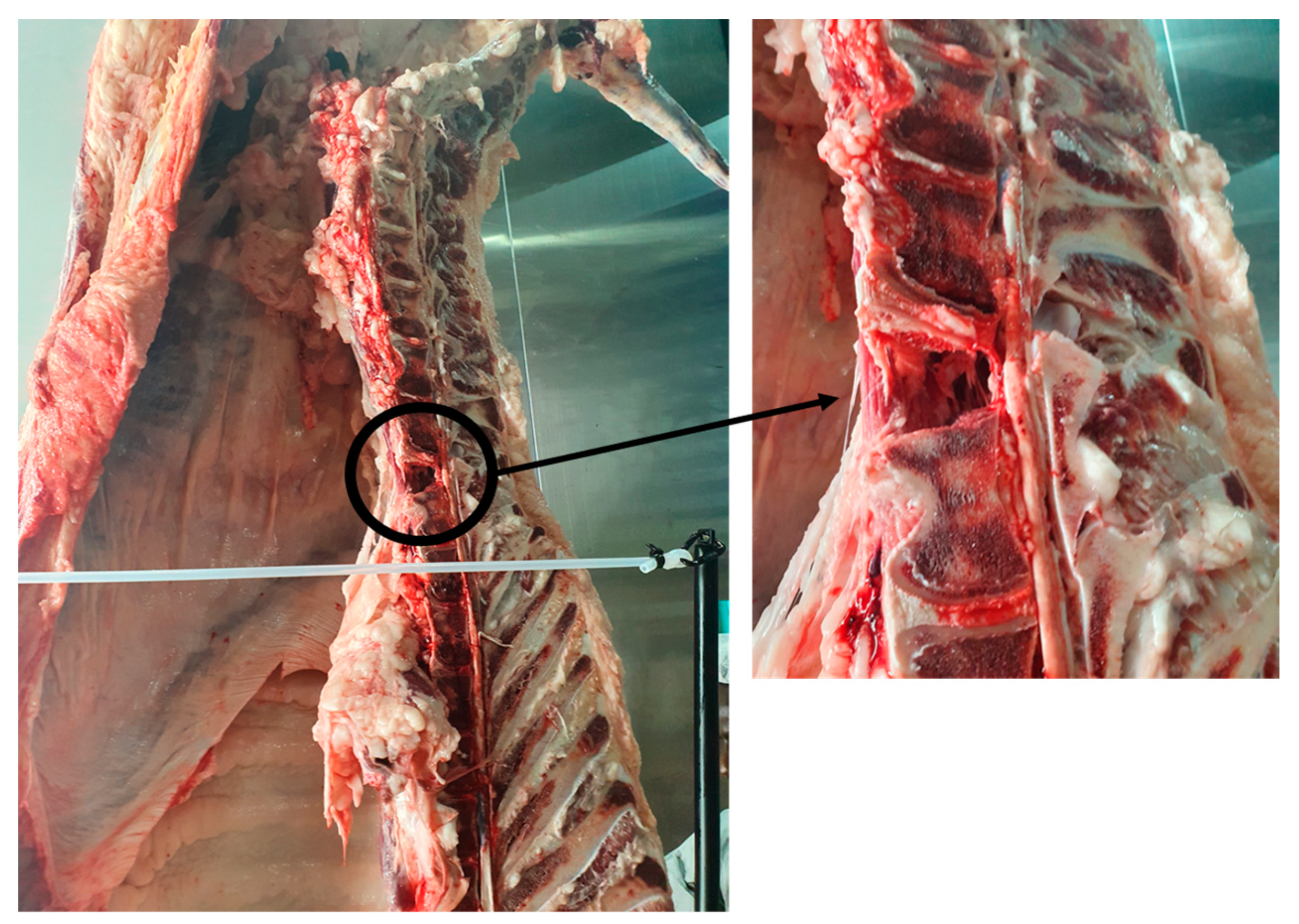
2.4. The Auto-Splitting System
2.5. The Automated Primal Cutting and Deboning System
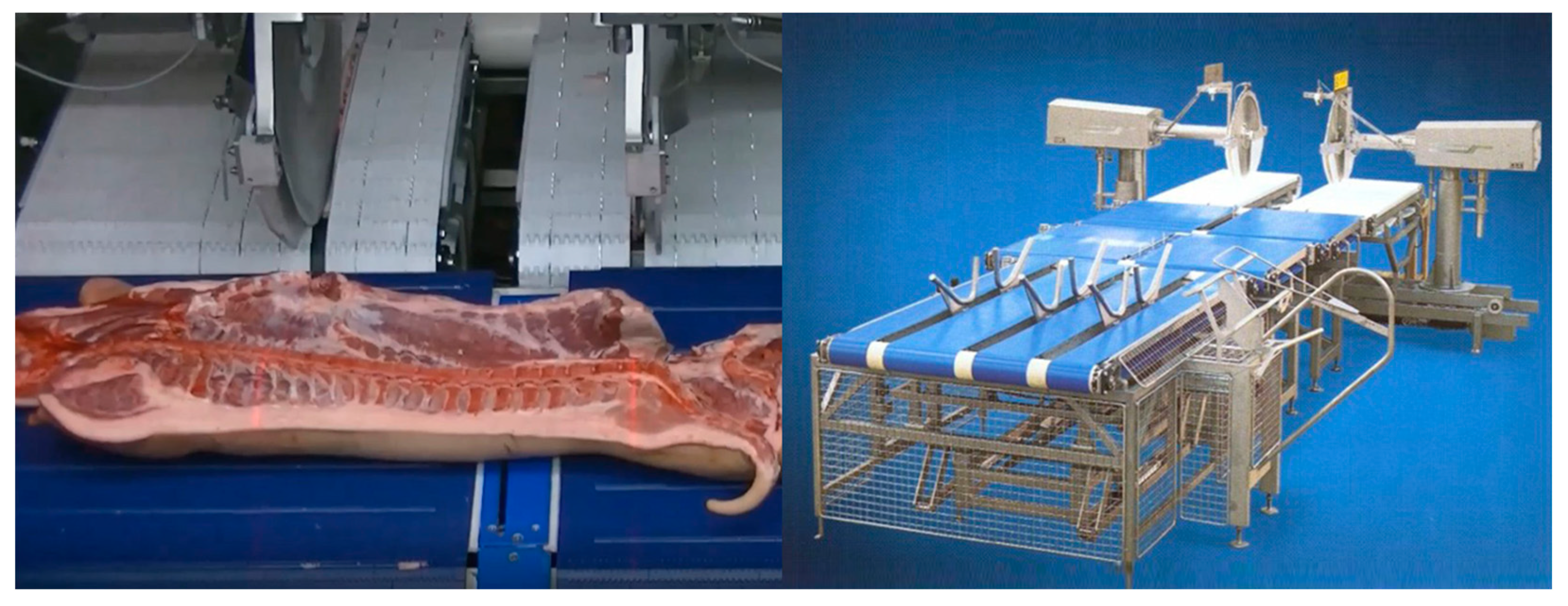
2.5.1. Primal Cutting
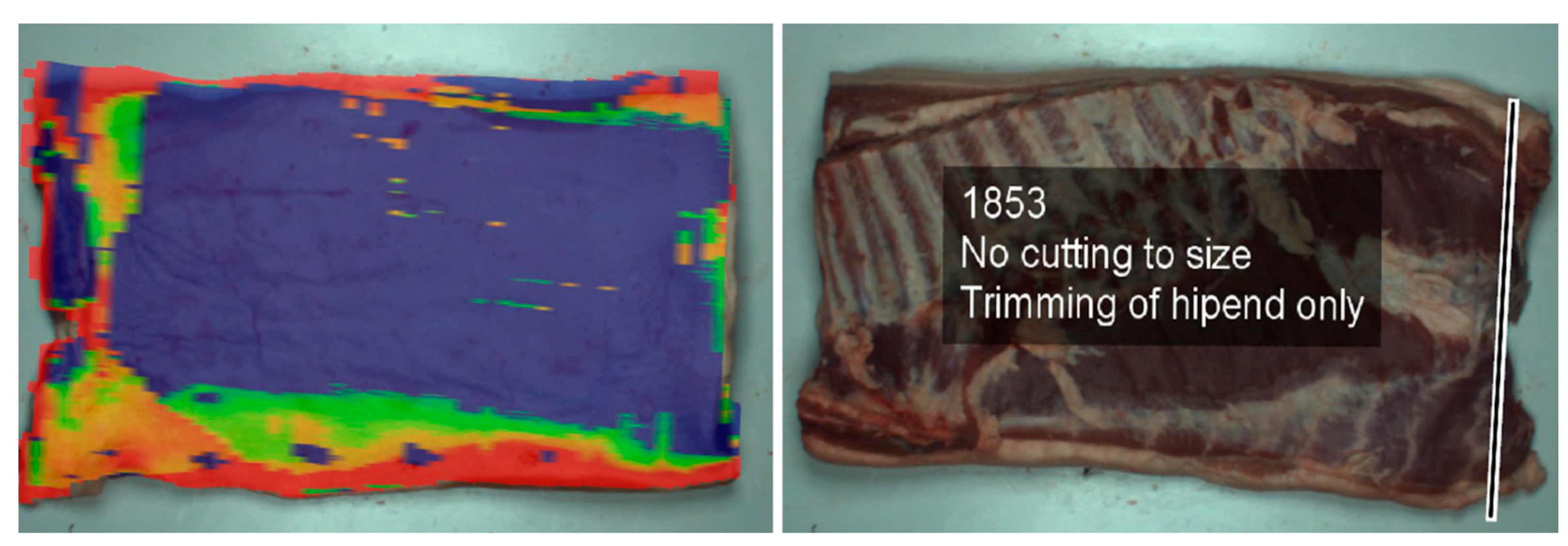
2.5.2. Meat Deboning and Trimming
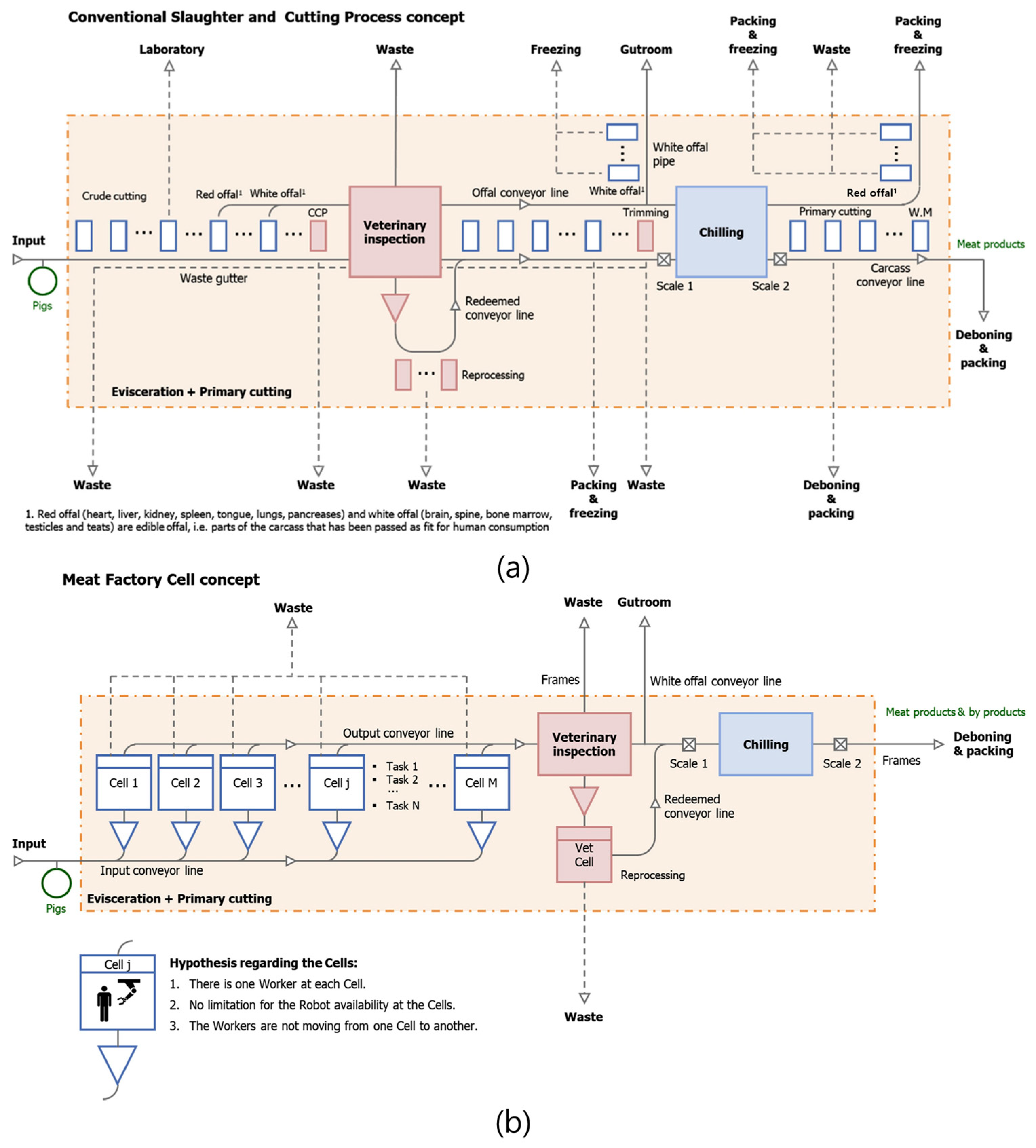
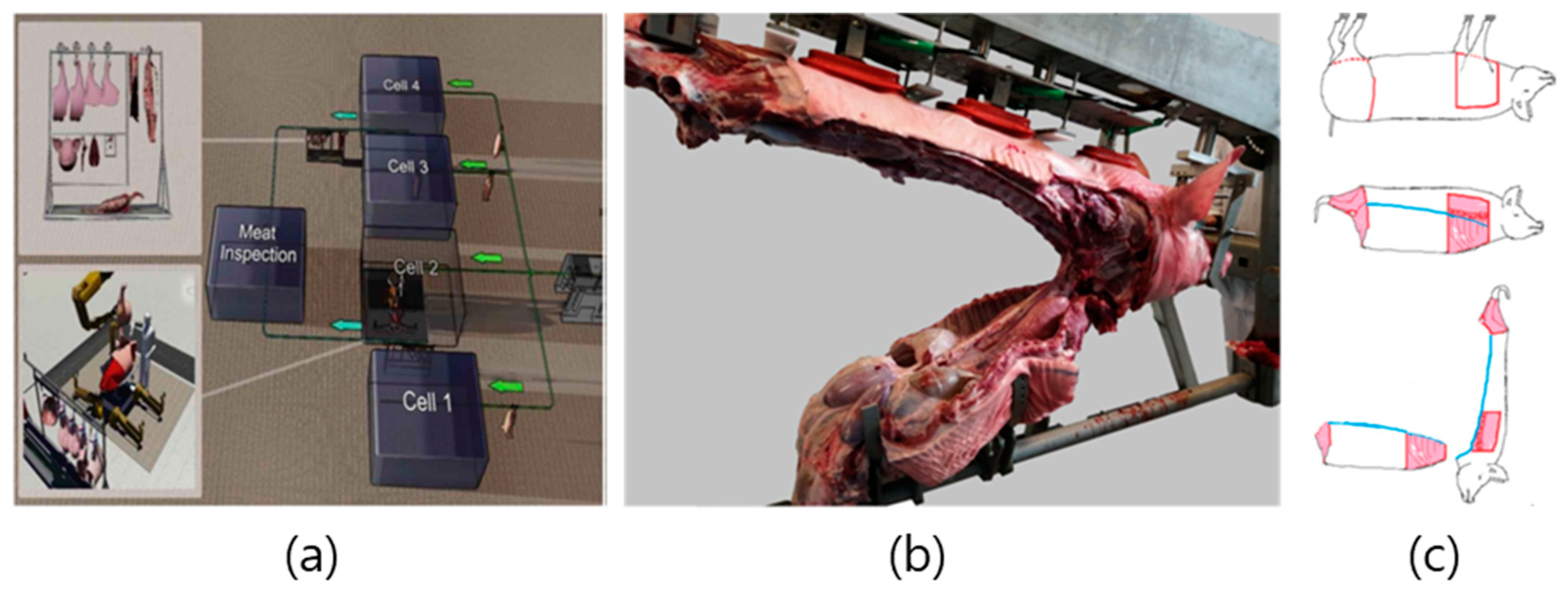
2.6. The Meat Factory Cell (MFC)
3. Robotic Techniques for Slaughterhouses
3.1. Hardware
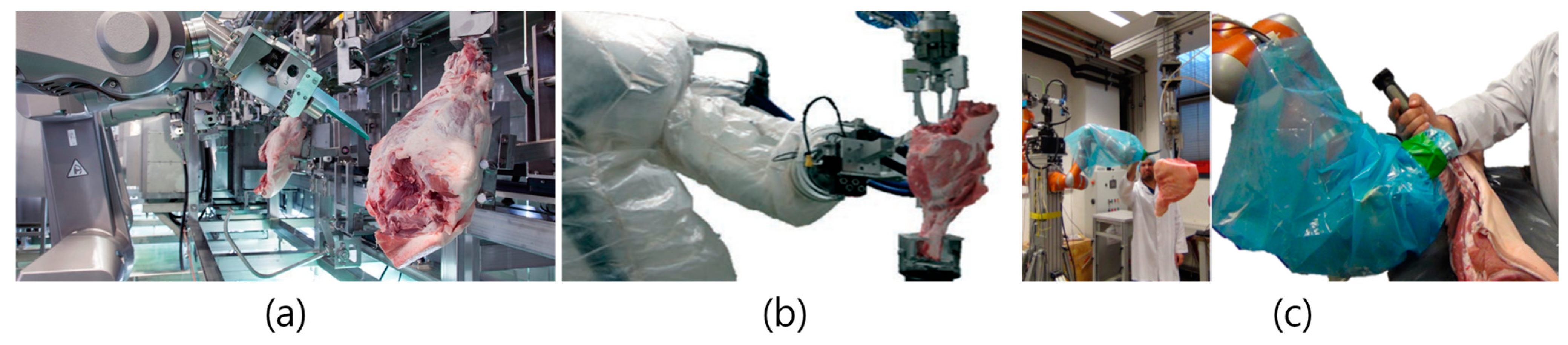
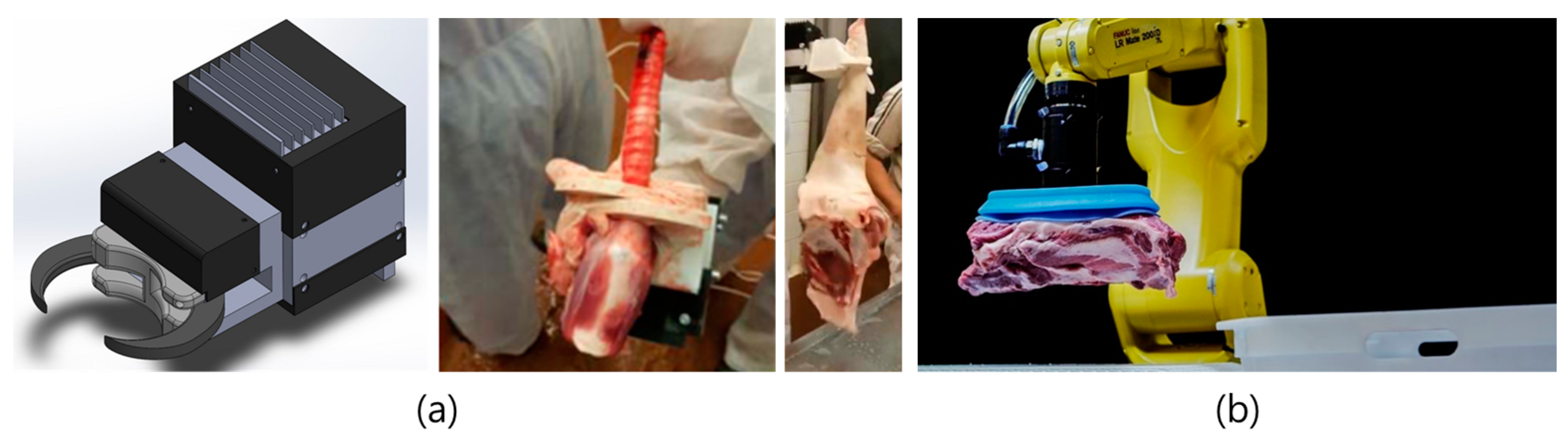
3.1.1. Robotic Grippersand End-Effector Designs
3.1.2. Hygiene and Sanitation
3.1.3. The Optimization of Sensing
3.2. Software
Robot Calibration
4. Conclusions and Future Research
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Aaslyng, M.D.; Barton, G.P. Low stress pre-slaughter handling: Effect of lairage time on the meat quality of pork. Meat Sci. 2001, 57, 87–92. [Google Scholar] [CrossRef]
- Støier, S.; Aaslyng, M.D.; Olsen, E.V.; Henckel, P. The effect of stress during lairage and stunning on muscle metabolism and drip loss in Danish pork. Meat Sci. 2001, 59, 127–131. [Google Scholar] [CrossRef]
- Vieira, C.; Fernández, A. Effect of ageing time on suckling lamb meat quality resulting from different carcass chilling regimes. Meat Sci. 2014, 96, 682–687. [Google Scholar] [CrossRef]
- Rybarczyk, A.; Karamucki, T.; Pietruszka, A.; Rybak, K.; Matysiak, B. The effects of blast chilling on pork quality. Meat Sci. 2015, 101, 78–82. [Google Scholar] [CrossRef]
- Ji, I.B.; Huh Kim, H.J.; Seo, K.C.; Joo, J.S. Mid to Long-Term Development Strategy for Slaughtering Industry. Korea Rural Economic Institute (KREI). 2015. Available online: https://scienceon.kisti.re.kr/srch/selectPORSrchReport.do?cn=TRKO201600011943 (accessed on 2 February 2023).
- United Nations—Population Division. World Population Prospects. 2017. Available online: https://population.un.org/wpp/ (accessed on 17 February 2019).
- Kim, G.T.; Kang, S.J.; Yoon, Y.G.; Kim, H.S.; Lee, W.Y.; Yoon, S.H. Introduction of automatic grading and classification machine and operation status in Korea. Food Sci. Animal Resour. Ind. 2017, 6, 34–45. [Google Scholar]
- Animal and Plant Quarantine Agency (APQA). Status of Slaughterhouses and Milk Collection Station Sites (Based on 20 March 2020). 2020. Available online: https://www.qia.go.kr/livestock/clean/listwebQiaCom.do?type=slauPlace&clear=1 (accessed on 3 June 2022).
- Dorovskikh, A. Killing for a Living: Psychological and Physiological Effects of Alienation of Food Production on Slaughterhouse Workers. Undergraduate. Honors Thesis, University of Colorado Boulder, Boulder, CO, USA, 2015. [Google Scholar]
- Makori, C.M.; Warutere, P.N.; Nguhiu, P.N. Factors associated with the injuries inflicted to workers in slaughterhouses and meat processing plants in Nairobi, Kenya. Int J. Cur. Res. Life Sci. 2018, 7, 2020–2023. [Google Scholar]
- de Medeiros Esper, I.; Form, P.J.; Mason, A. Robotisation and intelligent systems in abattoirs. Trends Food Sci Technol 2021, 108, 214–222. [Google Scholar] [CrossRef]
- Aaslyng, M.D.; Hviid, M. Meat quality in the Danish pig population anno 2018. Meat Sci. 2019, 163, 108034. [Google Scholar] [CrossRef]
- Barbut, S. Review: Automation and meat quality-global challenges. Meat Sci. 2014, 96, 335–345. [Google Scholar] [CrossRef]
- Misimi, E.; Øye, E.R.; Eilertsen, A.; Mathiassen, J.R.; Åsebø, O.B.; Gjerstad, T.; Bulijo, J.; Skotheim, Ø. GRIBBOT-Robotic 3D vi-sion-guided harvesting of chicken fillets. Comput. Electron. Agric. 2016, 121, 84–100. [Google Scholar] [CrossRef]
- Barbar, C.; Bass, P.D.; Barbar, R.; Bader, J.; Wondercheck, B. Artificial intelligence-driven automation is how we achieve the next level of efficiency in meat processing. Anim. Front. 2022, 12, 56–63. [Google Scholar] [CrossRef]
- Alvseike, O.; Mason, A. Automasjon-Trender, Strategier og Rele- Vans for Kjøttbransjen. Kjøttets tilstand. 2018. Available online: https://www.animalia.no/contentassets/ea773e1d55294823802670cac747a264/kjottets-tilstand-2018.pdf (accessed on 27 January 2023).
- Aday, S.; Aday, M.S. Impact of COVID-19 on the food supply chain. Food Qual. Saf. 2020, 4, 167–180. [Google Scholar] [CrossRef]
- Hobbs, J.E. Food supply chains during the COVID-19 pandemic. Can. J. Agric. Econ. Rev. Can. d’agroeconomie 2020, 68, 171–176. [Google Scholar] [CrossRef]
- Hobbs, J.E. The COVID-19 pandemic and meat supply chains. Meat Sci. 2021, 181, 108459. [Google Scholar] [CrossRef]
- Luckstead, J.; Nayga, R.M., Jr.; Snell, H.A. Labor issues in the food supply chain amid the COVID-19 pandemic. Appl. Econ. Perspect. Policy 2021, 43, 382–400. [Google Scholar] [CrossRef]
- Tonsor, G.T.; Schulz, L.L. Will an incentive-compatible indemnity policy please stand up? Livestock producer willingness to self-protect. Transbound. Emerg. Dis. 2020, 67, 2713–2730. [Google Scholar] [CrossRef]
- Weersink, A.; von Massow, M.; Bannon, N.; Ifft, J.; Maples, J.; McEwan, K.; McKendree, M.G.; Nicholson, C.; Novakovic, A.; Rangarajan, A.; et al. COVID-19 and the agri-food system in the United States and Canada. Agric. Syst. 2020, 188, 103039. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.N.; Kim, I.S.; Nam, K.C.; Min, B.R.; Lee, M.; Lim, D.G.; Jang, A.; Jo, C. Meat Science 4.0., 1st ed.; Chapter 2-2. Muscle-to-meat conversion: Meat production; Yu Han Mun Wha Sa: Goyang-si, Korea, 2018; pp. 84–110. ISBN 978-89-7722-937-2. [Google Scholar]
- Matthieu, A.; Franck, S.; Laurent, S.; Kévin, S.; Grigore, G.; Youcef, M. Robotic solutions for meat cutting and handling. In European Workshop on Deformable Object Manipulation; Innorobo: Lyon, France, 2014. [Google Scholar]
- Chen, Y.; Feng, K.; Lu, J.; Hu, Z. Machine vision on the positioning accuracy evaluation of poultry viscera in the automatic evisceration robot system. Int. J. Food Prop. 2021, 24, 933–943. [Google Scholar] [CrossRef]
- Wadie, I.; Purnell, G.; Khodabandehloo, K. Two-dimensional modelling of pig carcass spines for robotic evisceration. Math. Comput. Simul. 1996, 41, 571–578. [Google Scholar] [CrossRef]
- Khodabandehloo, K. Achieving robotic meat cutting. Anim. Front. 2022, 12, 7–17. [Google Scholar] [CrossRef]
- Ming, C.; He, W.; Xiang, R.; Yu, D.; Dong, L. Design of Porcine Abdomen Cutting Robot System Based on Binocular Vision. In Proceedings of the 2014 International Conference on Computer Science & Education, Toronto, ON, Canada, 10–12 January 2014; pp. 188–193. [Google Scholar] [CrossRef]
- Wadie, I.; Khodabandehloo, K. Path generation for robotic cutting of carcasses. Comput. Electron. Agric. 1995, 12, 65–80. [Google Scholar] [CrossRef]
- Condie, P.; MacRae, K.; Ring, P.; Boyce, P. Automated sheep brisket cutting. Food Science Australia (CSIRO). In Proceedings of the Australian Conference on Robotics & Automation (paper 188), Cannon Hill, QL, Australia, 16 November 2007. [Google Scholar]
- Singh, J.; Potgieter, J.; Xu, W. Ovine automation: Robotic brisket cutting. Ind. Robot. Int. J. Robot. Res. Appl. 2012, 39, 191–196. [Google Scholar] [CrossRef]
- Purnell, G.; Loeffen, M. Automation for the modern slaughterhouse. In Advanced Technologies for Meat Processing; Toldra, F., Nollet, L.M.L., Eds.; CRC Press: Boca Raton, FL, USA, 2006; pp. 43–72. [Google Scholar]
- Australian Meat Processor Corporation (AMPC). Automatic Equipment for Handling the Bung in the Lamb Slaughter Process. 2017. Available online: https://www.ampc.com.au/getmedia/6da390c3-deb2-4b95-a2d7-4ec1a04f93f4/AMPC_AutomaticEquipmentForHandlingTheBungInTheLambSlaughter_FinalReport.pdf?ext=.pdf (accessed on 1 February 2022).
- Danish Meat Research Institute (DMRI). Automatic Handling of the Bung. 2017. Available online: https://www.dti.dk/specialists/automatic-handling-of-the-bung/35305 (accessed on 1 February 2022).
- Templer, R.; Osborn, A.; Nanu Am Blenkinsopp, K.; Friedrich, W. Innovative robotic applications for beef processing. In Proceedings of the 2002 Australasian Conference on Robotics and Automation, Auckland, New Zealand, 27–29 November 2002; pp. 43–47. [Google Scholar]
- Craig, J.J. Introduction to Robotics Mechanics and Control, Manipulator-Mechanism Design, 3rd ed.; Pearson Education International: London, UK, 2005; Chapter 8; pp. 230–261. ISBN 978-02-0154-361-2. [Google Scholar]
- Siciliano, B.; Khatib, O. Handbook of Robotics, Robotic systems architectures and programming, 1st ed.; Springer: Berlin/Heidelberg, Germany, 2008; Chapter 8; pp. 187–206. ISBN 978-3-540-23957-4. [Google Scholar]
- Choi, S.; Zhang, G.; Fuhlbrigge, T.; Watson, T.; Tallian, R. Applications and requirements of industrial robots in meat pro-cessing. In Proceedings of the 2013 IEEE International Conference on Automation Science and Engineering (CASE), Madison, WI, USA, 17–20 August 2013; pp. 1107–1112. [Google Scholar]
- Hassan, S.I.; Stommel, M.; Lowe, A.; Zhang, Q.; Xu, W. Semantic segmentation of sheep organs by convolutional neural networks. In Proceedings of the 2019 International Conference on Image and Vision Computing New Zealand, Dunedin, New Zealand, 2–4 December 2019; pp. 1–5. [Google Scholar]
- Zhang, Q.; Xu, Z.; Zhang, Z.; Stommel, M.; Verl, A. Discussion of soft tissue manipulation for the harvesting of ovine offal. In Mechatronics and Machine Vision in Practice 4; Billingsley, J., Brett, P., Eds.; Springer: Manhattan, NY, USA, 2020; pp. 105–115. [Google Scholar]
- Stommel, M.; Xu, W.; Lim, P.; Kadmiry, B. Robotic Sorting of Ovine Offal: Discussion of a Soft Peristaltic Approach. Soft Robot. 2014, 1, 246–254. [Google Scholar] [CrossRef]
- Purnell, G. Robotics and automation in meat processing. In Robotics and Automation in the Food Industry Current and Future Technologies; Caldwell, D.G., Ed.; Woodhead: Sawston, UK, 2013; pp. 304–328. [Google Scholar]
- Australian Meat Processor Corporation Limited (AMPC). Cost Benefit Analysis for Combined Splitting and Spinal Cord Removal. 2017. Available online: https://www.ampc.com.au/getmedia/d10ca59f-3ccc-4d46-9aa1-4ef1e7a6ac71/AMPC_CostBenefitAnalysisForCombinedSplitting_FinalReport.pdf?ext=.pdf (accessed on 3 December 2022).
- Li, Z.; Ring, P.; MacRae, K.; Hinsch, A. Control of Industrial Robots for Meat Processing Applications. In Proceedings of the 2003 Australasian Conference on Robotics and Automation, Brisbane, Australia, 1–3 December 2003. [Google Scholar]
- Joshi, K.; Norton, T.; Frías, J.M.; Tiwari, B.K. Robotics in meat processing. In Emerging Technologies in Meat Processing: Production, Processing and Technology, 1st ed.; Cummins, E.J., Lyng, J.G., Eds.; Wiley Blackwell: Hoboken, NJ, USA, 2017; pp. 211–229. [Google Scholar]
- Meat and Livestock Australia (MLA). Robotic Beef Splitting–Cutting Trials. 2009. Available online: https://www.mla.com.au/research-and-development/reports/2009/robotic-beef-splitting/ (accessed on 15 December 2022).
- O’Brien, W.H.; Malloy, J. Method and Apparatus for Automatically Segmenting Animal Carcasses. U.S. Patent 05,205,779, 27 April 1993. [Google Scholar]
- Li, Z.; Hinsch, A. A new approach to detect the cutting positions for a robotic beef carcass scribing system. In Proceedings of the 2003 Australasian Conference on Robotics and Automation, Brisbane, Australia, 1–3 December 2003; pp. 1–3. [Google Scholar]
- Australian Meat Processor Corporation (AMPC). Beef Scribing Program-Optimising Each Carcase. 2021. Available online: https://www.ampc.com.au/news-events/news/beef-scribing-program-optimising-each-carcase (accessed on 16 December 2022).
- Guire, G.; Stephan, F.; Lemoine, E.; Sabourin, L.; Gogu, G. Strategies for robotization of beef carcass primal cutting. In Proceedings of the 55th International Congress of Meat Science and Technology (ICOMST 2009), Copenhagen, Denmark, 16–21 August 2009; pp. 16–21. [Google Scholar]
- Guire, G.; Sabourin, L.; Gogu, G.; Lemoine, E. Robotic cell for beef carcass primal cutting and pork ham boning in meat industry. Ind. Robot. Int. J. Robot. Res. Appl. 2010, 37, 532–541. [Google Scholar] [CrossRef]
- Subrin, K.; Sabourin, L.; Stephan, F.; Gogu, G.; Alric, M.; Mezouar, Y. Analysis of the human arm gesture for optimizing cutting process in ham deboning with a redundant robotic cell. Ind. Robot. Int. J. Robot. Res. Appl. 2014, 41, 190–202. [Google Scholar] [CrossRef]
- Botti, L.; Mora, C.; Regattieri, A. Improving Ergonomics in the Meat Industry: A Case Study of an Italian Ham Processing Company. IFAC-PapersOnLine 2015, 48, 598–603. [Google Scholar] [CrossRef]
- Subrin, K.; Alric, M.; Sabourin, L.; Gogu, G. A robotic cell for pork legs deboning. In Proceedings of the 57th International Congress of Meat Science and Technology (ICOMST 2011), Helsinki, Finland, 7–12 August 2011; pp. 1–5. [Google Scholar]
- Maithani, H.; Ramon, J.A.C.; Lequievre, L.; Mezouar, Y.; Alric, M. Exoscarne: Assistive Strategies for an Industrial Meat Cutting System Based on Physical Human-Robot Interaction. Appl. Sci. 2021, 11, 3907. [Google Scholar] [CrossRef]
- Mason, A.; Romanov, D.; Cordova-Lopez, L.E.; Ross, S.; Korostynska, O. Smart knife: Technological advances towards smart cutting tools in meat industry automation. Sens. Rev. 2022, 42, 155–163. [Google Scholar] [CrossRef]
- Mason, A.; Romanov, D.; Cordova-Lopez, L.E.; Korostynska, O. Smart Knife: Integrated Intelligence for Robotic Meat Cutting. IEEE Sens. J. 2022, 22, 20475–20483. [Google Scholar] [CrossRef]
- Chitra, D.R. Augmented reality changing the food and beverage industries. In Innovating with Augmented Reality: Application in Education and Industry; Kaliraj, P., Devi, T., Eds.; CRC Press: Boca Raton, FL, USA, 2022; pp. 53–69. [Google Scholar]
- Christensen, L.B.; Engell-Norregard, M.P. Augmented reality in the slaughterhouse–A future operation facility? Food Sci Technol. 2016, 2, 1188678. [Google Scholar] [CrossRef]
- Sonne, M.R.; Andriollo, T.; Hattel, J.H. Grand Solutions–Augmented Cellular Meat Production (Acmp). Poster Session Presented at Institutkonference-DTU Food, Denmark. 2018. Available online: https://backend.orbit.dtu.dk/ws/portalfiles/portal/148895882/acmp.pdf (accessed on 11 December 2022).
- Dass, N.; Kim, J.; Ford, S.; Agarwal, S.; Chau, D.H. Augmenting coding: Augmented reality for learning programming. In Proceedings of the 6th International Symposium of Chinese CHI, New York, NY, USA, 20–28 August 2018; pp. 156–159. [Google Scholar]
- Khodabandehloo, K. Opportunities and challenges in food automation– shaping the future. In Proceedings of the 64th International Congress on Meat Science and Technology, Melbourne, Australia, 12–17 August 2018. [Google Scholar]
- Alvseike, O.; Prieto, M.; Torkveen, K.; Ruud, C.; Nesbakken, T. Meat inspection and hygiene in a meat factory cell–An alternative concept. Food Cont. 2018, 90, 32–39. [Google Scholar] [CrossRef]
- Mason, A.; Esper, I.; Korostynska, O.; Haiddegger, T.; Popov, A.; Christensen, L.B.; Alvseike, O. The meat factory cell: A new way of thinking for meat producers. In Proceedings of the 21st International Symposium on Computational Intelligence and Informatics, Budapest, Hungary, 18–20 November 2021; pp. 000091–000096. [Google Scholar]
- Siles, J. Economic Performance & Benchmarking-Cell Model Simulation 1; Danish Meat Research Institute (DMRI): Granada, Spain, 2018. [Google Scholar]
- Alvseike, O.; Sverdvik, H.; O’Farrell, M.; Berg, P. Meat factory cell–A concept for the future. In Proceedings of the 63rd International Congress of Meat Science and Technology (ICOMST 2017), Cork, Ireland, 13–18 August 2017. [Google Scholar]
- Alvseike, O.; Prieto, M.; Bjørnstad, P.H.; Mason, A. Intact gastro-intestinal tract removal from pig carcasses in a novel Meat Factory Cell approach. Acta Veter Scand. 2020, 62, 1–5. [Google Scholar] [CrossRef] [PubMed]
- RoBUTCHER. RoBUTCHER Meat Factory Cell Completes Its First Cuts! 2022. Available online: https://www.robutcher.eu/robutcher-meat-factory-cell-completes-its-first-cuts/ (accessed on 2 February 2023).
- Valente, C.; Møller, H.; Johnsen, F.M.; Saxegård, S.; Brunsdon, E.R.; Alvseike, O.A. Life cycle sustainability assessment of a novel slaughter concept. J. Clean. Prod. 2020, 272, 122651. [Google Scholar] [CrossRef]
- de Medeiros Esper, I.; Cordova-Lopez, L.E.; Romanov, D.; Alvseike, O.; From, P.J.; Mason, A. Pigs: A stepwise RGB-D novel pig carcass cutting dataset. Data in Brief 2022, 41, 107945. [Google Scholar] [CrossRef]
- de Medeiros Esper, I.; Smolkin, O.; Manko, M.; Popov, A.; From, P.J.; Mason, A. Evaluation of RGB-D multi-camera pose estimation for 3D reconstruction. Appl Sci 2022, 12, 4134. [Google Scholar] [CrossRef]
- Manko, M.; Smolkin, O.; Esper, I.D.M.; Popov, A.; Mason, A. Estimation of the pig’s limb orientation and gripping points based on the pose estimation deep neural networks. In Proceedings of the 10th Jubilee International Conference on Computational Cybernetics and Cyber-Medical Systems, Reykjavík, Iceland, 6–9 July 2022; pp. 000245–000250. [Google Scholar] [CrossRef]
- Mason, A.; Korostynska, O.; Cordova-Lopez, L.E.; Esper, I.; Romanov, D.; Ross, S.; Takacs, K.; Haidegger, T. Meat Factory Cell: Assisting meat processors address sustainability in meat production. In Proceedings of the 21st International Symposium on Computational Intelligence and Informatics, Budapest, Hungary, 6–9 July 2021; pp. 000103–000108. [Google Scholar] [CrossRef]
- Sødring, M.; Håseth, T.T.; Brunsdon, E.R.; Bjørnstad, P.H.; Sandnes, R.; Røtterud, O.J.; Mason, A.; Esper, I.D.M.; Hallenstvedt, E.; Agerup, P.; et al. Effects of Meat Factory Cell on pork qualities, sensory characteristics and carcass hygiene: An exploratory study. Acta Agric. Scand. Sect. A Anim. Sci. 2022, 1–16. [Google Scholar] [CrossRef]
- Takacs, B.; Takacs, K.; Garamvolgyi, T.; Haidegger, T. Inner Organ Manipulation During Automated Pig Slaughtering—Smart Gripping Approaches. In Proceedings of the 2021st International Symposium on Computational Intelligence and Informatics, Budapest, Hungary, 18–20 November 2021; pp. 000097–000102. [Google Scholar] [CrossRef]
- Wu, H.; Andersen, T.T.; Andersen, N.A.; Ravn, O. Visual servoing for object manipulation: A case study in slaughterhouse. In Proceedings of the 14th International Conference on Control, Automation, Robotics and Vision, Phuket, Thailand, 13–15 November 2016; pp. 1–6. [Google Scholar] [CrossRef]
- Jørgensen, T.B.; Krüger, N.; Pedersen, M.M.; Hansen, N.W.; Hansen, B.R. Designing a Flexible Grasp Tool and Associated Grasping Strategies for Handling Multiple Meat Products in an Industrial Setting. Int. J. Mech. Eng. Robot. Res. 2019, 8, 220–227. [Google Scholar] [CrossRef]
- Ross, S.; Korostynska, O.; Cordova-Lopez, L.; Mason, A. A review of unilateral grippers for meat industry automation. Trends Food Sci. Technol. 2021, 119, 309–319. [Google Scholar] [CrossRef]
- Danish Meat Research Institute (DMRI). Generic Meat Moving Robot. 2019. Available online: https://www.dti.dk/specialists/generic-meat-moving-robot/39317 (accessed on 27 December 2022).
- Smid, J.; Heres, L.; Havelaar, A.; Pielaat, A. A Biotracing Model of Salmonella in the Pork Production Chain. J. Food Prot. 2012, 75, 270–281. [Google Scholar] [CrossRef]
- Korean Law Translation Center (KLT). Enforcement Decree of the Livestock Products Sanitary Control Act: Article 29 (Facility Standards by Type of Business). 2010. Available online: https://elaw.klri.re.kr/kor_service/lawView.do?hseq=55303&lang=ENG (accessed on 27 December 2022).
- Nagel-Alne, G.E.; Murphy, E.; McCauslin, B.; Hauge, S.J.; Schrøder-Petersen, D.L.; Holthe, J.; Alvseike, O. Meat safety legislation and its opportunities and hurdles for innovative approaches: A review. Food Control. 2022, 141, 109160. [Google Scholar] [CrossRef] [PubMed]
- ISO 14159; Safety of Machinery-Hygiene Requirements for the Design of Machinery. Beuth: Berlin, Germany, 2002. Available online: https://www.iso.org/standard/23748.html (accessed on 19 December 2022).
- EHEDG Doc 8. Hygienic Equipment Design Criteria. Frankfurt: European Hygienic Engineering and Design Group. 2004. Available online: https://www.goudsmitmagnets.com/dam/jcr:d4e308c4-8376-4402-88ef-172dd5d5bd96/EHEDG_DOC_08_English.pdf (accessed on 12 December 2022).
- Panda, B.K.; Panigrahi, S.S.; Mishra, G.; Kumar, V. Robotics for general material handling machines in food plants. In Transporting Operations of Food Materials Within Food Factories, 1st ed.; Woodhead Publishing: Cambridge, UK, 2023; pp. 341–372. [Google Scholar]
- Müller, M.; Kuhlenkoetter, B.; Nassmacher, R. Robots in food industry challenges and chances. In Proceedings of the 41st International Symposium on Robotics, Munich, Germany, 2–3 June 2014; pp. 1–7. [Google Scholar]
- Keller, M.; Baum, G.; Schweizer, M.; Bürger, F.; Gommel, U.; Bauernhansl, T. Optimized Robot Systems for Future Aseptic Personalized Mass Production. Procedia CIRP 2018, 72, 303. [Google Scholar] [CrossRef]
- Barbut, S. Automation. In The Science of Poultry and Meat Processing; University of Guelph: Guelph, ON, Canada, 2015; pp. 1–22. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Kwon, Y.-K.; Kim, H.-W.; Seol, K.-H.; Cho, B.-K. Robot Technology for Pork and Beef Meat Slaughtering Process: A Review. Animals 2023, 13, 651. https://doi.org/10.3390/ani13040651
Kim J, Kwon Y-K, Kim H-W, Seol K-H, Cho B-K. Robot Technology for Pork and Beef Meat Slaughtering Process: A Review. Animals. 2023; 13(4):651. https://doi.org/10.3390/ani13040651
Chicago/Turabian StyleKim, Juntae, Yun-Kil Kwon, Hyoun-Wook Kim, Kuk-Hwan Seol, and Byoung-Kwan Cho. 2023. "Robot Technology for Pork and Beef Meat Slaughtering Process: A Review" Animals 13, no. 4: 651. https://doi.org/10.3390/ani13040651
APA StyleKim, J., Kwon, Y.-K., Kim, H.-W., Seol, K.-H., & Cho, B.-K. (2023). Robot Technology for Pork and Beef Meat Slaughtering Process: A Review. Animals, 13(4), 651. https://doi.org/10.3390/ani13040651