Evaluation of Extrusion Temperatures, Pelleting Parameters, and Vitamin Forms on Vitamin Stability in Feed


Simple Summary
Abstract
1. Introduction
2. Materials and Methods
2.1. Processing Parameters and Diets
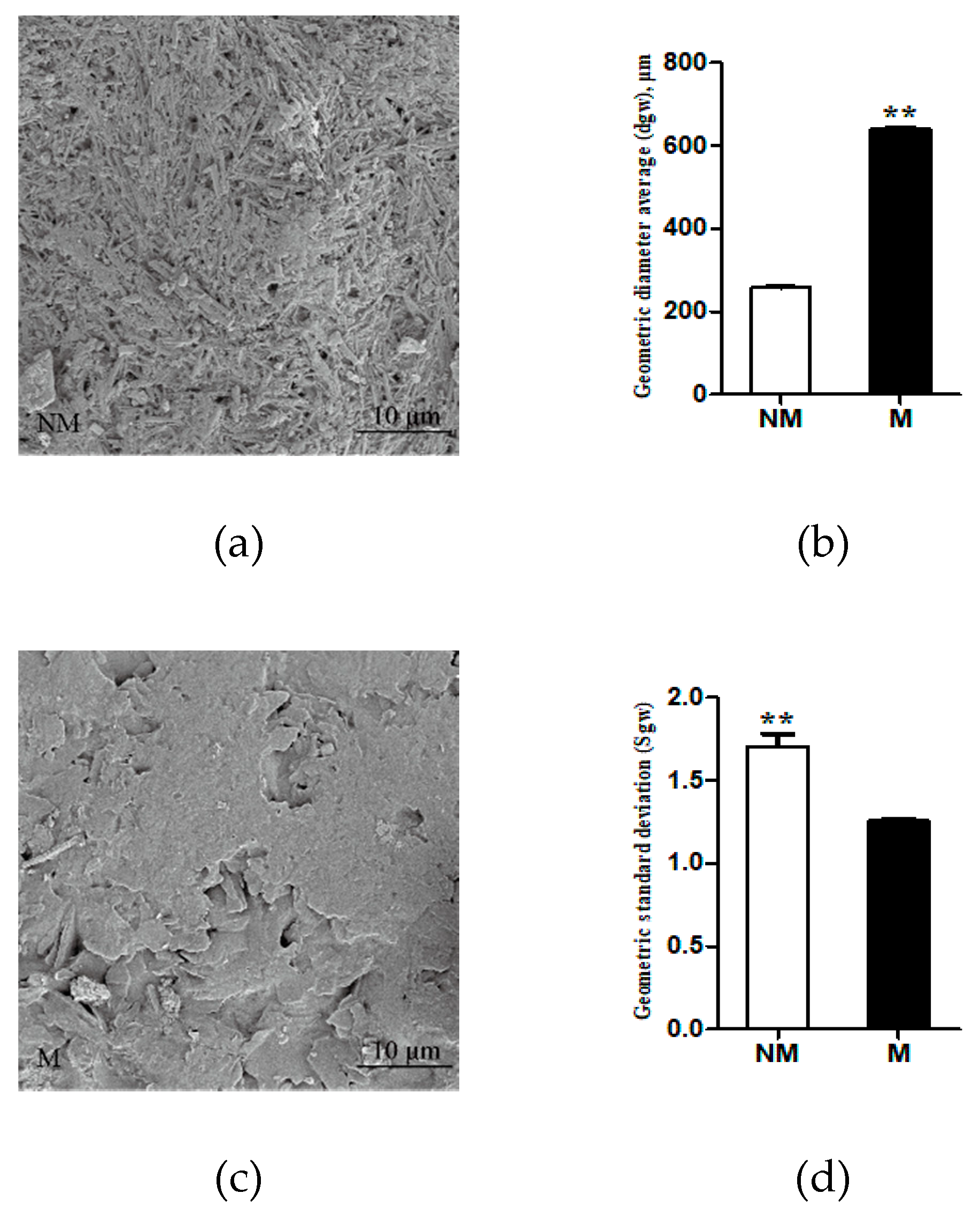
2.2. Characterization of Non-microencapsulated and Microencapsulated Vitamins
2.3. Extrusion Processing
2.4. Pelleting Processing
2.5. Chemical Analyses of Ingredients
2.6. Vitamin Stability Ranking
2.7. Statistical Analysis
3. Results
3.1. Effects of Pelleting on the Stability of Vitamins in Exp. 2
3.2. Ranking of Vitamins
4. Discussion
4.1. Effects of Extrusion on Vitamin Stability
4.2. Effects of Pelleting on the Stability of Vitamins
4.3. Effects of Microencapsulation on Vitamin Stability During Extrusion and Pelleting
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lundblad, K.K.; Issa, S.; Hancock, J.D.; Behnke, K.C.; McKinney, L.J.; Alavi, S.; Prestløkken, E.; Fledderus, J.; Sørensen, M. Effects of Steam Conditioning at Low and High Temperature, Expander Conditioning and Extruder Processing Prior to Pelleting on Growth Performance and Nutrient Digestibility in Nursery Pigs and Broiler Chickens. Anim. Feed Sci. Technol. 2011, 169, 208–217. [Google Scholar] [CrossRef]
- De Vries, S.; Pustjens, A.M.; Schols, H.A.; Hendriks, W.H.; Gerrits, W.J.J. Improving Digestive Utilization of Fiber-Rich Feedstuffs in Pigs and Poultry by Processing and Enzyme Technologies: A Review. Anim. Feed Sci. Technol. 2012, 178, 123–138. [Google Scholar] [CrossRef]
- Vukmirović, Đ.; Čolović, R.; Rakita, S.; Brlek, T.; Đuragić, O.; Solà-Oriol, D. Importance of Feed Structure (Particle Size) and Feed Form (Mash vs. Pellets) in Pig Nutrition—A Review. Anim. Feed Sci. Technol. 2017, 233, 133–144. [Google Scholar] [CrossRef]
- Abdollahi, M.R.; Ravindran, V.; Svihus, B. Pelleting of broiler diets: An overview with emphasis on pellet quality and nutritional value. Anim. Feed Sci. Tech. 2013, 179, 1–23. [Google Scholar] [CrossRef]
- Čolović, R.; Puvača, N.; Cheli, F.; Avantaggiato, G.; Greco, D.; Đuragić, O.; Kos, J.; Pinotti, L. Decontamination of Mycotoxin-Contaminated Feedstuffs and Compound Feed. Toxins 2019, 11, 617. [Google Scholar] [CrossRef]
- Boroojeni, F.G.; Svihus, B.; von Reichenbach, H.G.; Zentek, J. The Effects of Hydrothermal Processing on Feed Hygiene, Nutrient Availability, Intestinal Microbiota and Morphology in Poultry—A Review. Anim. Feed Sci. Technol. 2016, 220, 187–215. [Google Scholar] [CrossRef]
- Cochrane, R.A.; Schumacher, L.L.; Dritz, S.S.; Woodworth, J.C.; Huss, A.R.; Stark, C.R.; DeRouchey, J.M.; Tokach, M.D.; Goodband, R.D.; Bia, J.; et al. Effect Of Pelleting on Survival of Porcine Epidemic Diarrhea Virus—Contaminated Feed. J. Anim. Sci. 2017, 95, 1170–1178. [Google Scholar] [CrossRef]
- Puvača, N.; Stanaćev, V.; Glamočić, D.; Lević, J.; Stanaćev, V.; Milić, D.; Vukelić, N.; Ljubojević, D. Application of the Process of Extrusion and Micronisation and their Influence on Nutritive Value of Feedstuffs. In Conference Proceeding, International Conference on BioScience: Biotechnology and Biodiversity–Step in the Future-The Forth Joint UNS-PSU Conference, Novi Sad, Serbia, 18–20 June 2012; pp. 197–202. [Google Scholar]
- Vukmirović, D.; Fišteš, A.; Lević, J.; Čolović, R.; Rakić, D.; Brlek, T.; Banjac, V. Possibilities for Preservation of Coarse Particles in Pelleting Process to Improve Feed Quality Characteristics. J. Anim. Physiol. Anim. Nutr. 2017, 101, 857–867. [Google Scholar] [CrossRef]
- Coelho, M. Vitamin Stability in Premixes and Feeds A Practical Approach in Ruminant Diets. In Proceedings of the 13th Annual Florida Ruminant Nutrition Symposium, Gainesville, FL, USA, 10–11 January 2002; pp. 127–145. [Google Scholar]
- McDowell, L. Vitamins in Animal Nutrition: Comparative Aspects to Human Nutrition, 2nd ed.; Academic Press Inc.: San Diego, CA, USA, 2000; pp. 1–812. [Google Scholar]
- Yang, P.; Wang, H.; Zhu, M.; Ma, Y. Effects of Choline Chloride, Copper Sulfate and Zinc Oxide on Long-Term Stabilization of Microencapsulated Vitamins in Premixes for Weanling Piglets. Animals 2019, 9, 122. [Google Scholar] [CrossRef]
- National Research Council. Nutrient Requirements of Swine, 11th ed.; National Research Council of the National Academies: Washington, DC, USA, 2012. [Google Scholar]
- Method of Determining and Expressing Fineness of Feed Materials by Sieving. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.214.2429&rep=rep1&type=pdf (accessed on 8 April 2020).
- AOAC. Official Methods of Analysis of AOAC International, 18th ed.; Rev. 2; Hortwitz, W., Latimer, G.W., Jr., Eds.; AOAC Int.: Gaithersburg, MD, USA, 2007. [Google Scholar]
- AOAC. Official Methods of Analysis of AOAC International, 19th ed.; Rev. 2; Hortwitz, W., Latimer, G.W., Jr., Eds.; AOAC Int.: Gaithersburg, MD, USA, 2012. [Google Scholar]
- National Standard Determination of Vitamin K3 in Feeds- High Performance Liquid Chromatography; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2017; Available online: https://www.gb-standards.com/GB_standard/GB-T%2018872-2017.html (accessed on 20 March 2020).
- Chen, P.; Atkinson, R.; Wolf, W.R. Single-Laboratory Validation of a High-Performance Liquid Chromatographic-Diode Array Detector-Fluorescence Detector/Mass Spectrometric Method for Simultaneous Determination of Water-Soluble Vitamins in Multivitamin Dietary Tablets. J. AOAC Int. 2009, 92, 680–687. [Google Scholar]
- Murphy, E.W.; Criner, P.E.; Gray, B.C. Comparisons of Methods for Calculating Retentions of Nutrients in Cooked Foods. J. Agric. Food Chem. 1975, 23, 1153–1157. [Google Scholar] [CrossRef]
- Shurson, G.C.; Salzer, T.M.; Koehler, D.D.; Whitney, M.H. Effect of metal specific amino acid complexes and inorganic trace minerals on vitamin stability in premixes. Anim. Feed Sci. Technol. 2011, 163, 200–206. [Google Scholar] [CrossRef]
- Mercier, C.; Charbonniere, R.; Grebaut, J.; De la Gueriviere, J.F. Formation of Amylose-Lipid Complexes by Twin-Screw Extrusion Cooking of Manioc Starch. Cereal Chem. 1980, 57, 4–9. [Google Scholar]
- Vranjes, M.V.; Pfirter, H.P.; Wenk, C. Influence of Processing on Dietary Enzyme Effect and Nutritive Value of Diets for Laying Hens. Can. J. Anim. Sci. 1996, 75, 453–460. [Google Scholar] [CrossRef]
- Charlton, S.J.; Ewing, W.N. The Vitamins Directory: Your Easy to Use Guide to Animal Nutrition; Context Products Ltd.: Leicestershire, UK, 2007. [Google Scholar]
- Riaz, M.N.; Asif, M.; Ali, R. Stability of Vitamins during Extrusion. Crit. Rev. Food Sci. Nutr. 2009, 49, 361–368. [Google Scholar] [CrossRef]
- Kostadinović, L.M.; Teodosin, S.J.; Spasevski, N.J.; Đuragić, O.M.; Banjac, V.V.; Vukmirović, Đ.M.; Sredanović, S.A. Effect of Pelleting and Expanding Processes on Stability of Vitamin E in Animal Feeds. Food Feed Res. 2013, 40, 109–114. [Google Scholar]
- Kostadinović, L.; Teodosin, S.; Lević, J.; Čolović, R.; Banjac, V.; Vukmirović, Đ.; Sredanović, S. Effect of Pelleting and Expanding Processes on Vitamin A Stability in Animal Feeds. J. Process. Energy Agric. 2014, 18, 44–46. [Google Scholar]
- Jakobsen, J.; Knuthsen, P. Stability of Vitamin D in Foodstuffs during Cooking. Food Chem. 2014, 148, 170–175. [Google Scholar] [CrossRef]
- Tiwari, U.; Cummins, E. Nutritional Importance and Effect of Processing on Tocols in Cereals. Trends Food Sci. Tech. 2009, 20, 511–520. [Google Scholar] [CrossRef]
- Zielinski, H.; Michalska, A.; Piskula, M.K.; Kozlowska, H. Antioxidants in Thermally Treated Buckwheat Groats. Mol. Nutr. Food Res. 2006, 50, 824–832. [Google Scholar] [CrossRef]
- Gadient, M.; Fenster, R. Stability of Ascorbic Acid and Other Vitamins in Extruded Fish Feeds. Aquaculture 1994, 124, 207–211. [Google Scholar] [CrossRef]
- Li, M.H.; Rushing, J.B.; Robinson, E.H. Stability of B-complex Vitamins in Extruded Catfish Feeds. J. Appl. Aquac. 1996, 6, 67–71. [Google Scholar] [CrossRef]
- Marchetti, M.; Tossani, N.; Marchetti, S.; Bauce, G. Stability of Crystalline and Coated Vitamins during Manufacture and Storage of Fish Feeds. Aquac. Nutr. 1999, 5, 115–120. [Google Scholar] [CrossRef]
- Combs, G.F., Jr. The Vitamins—Fundamental Aspects in Nutrition and Health, 4th ed.; Academic press: Cambridge, MA, USA, 2016; p. 1570. [Google Scholar]
- Killeit, U. Vitamin Retention in Extrusion Cooking. Food Chem. 1994, 49, 149–155. [Google Scholar] [CrossRef]
- Vukmirović, Đ.; Ivanov, D.; Čolović, R.; Kokić, B.; Lević, J.; Đuragić, O.; & Sredanović, S. Effect of Steam Conditioning on Physical Properties of Pellets and Energy Consumption in Pelleting Process. J. Process. Energy Agri. 2010, 14, 106–108. [Google Scholar]
- Spasevski, N.; Kokić, B.; Bliznikas, S.; Švirmickas, G.; Vukmirović, Ð.; Čolović, R.; Lević, J. Effect of Different Thickness of Die on the Stability of Amino Acids in Pelleting Pig Feed. In Proceedings of the 2nd Workshop Feed-to-Food FP7 REGPOT-3. XIV International Symposium Feed Technology, Proceedings, Novi Sad, Serbia, 19–21 October 2010; pp. 447–453. [Google Scholar]
- Athar, N.; Hardacre, A.; Taylor, G.; Clark, S.; Harding, R.; McLaughlin, J. Vitamin Retention in Extruded Food Products. J. Food Compos. Anal. 2006, 19, 379–383. [Google Scholar] [CrossRef]
- Jones, F.T. Effect of Pelleting on Vitamin A Assay Levels of Poultry Feed. Poult. Sci. 1986, 65, 1421–1422. [Google Scholar] [CrossRef]
- Cutlip, S.E.; Hott, J.M.; Buchanan, N.P.; Rack, A.L.; Latshaw, J.D.; Moritz, J.S. The Effect of Steam-Conditioning Practices on Pellet Quality and Growing Broiler Nutritional Value. J. Appl. Poult. Res. 2008, 17, 249–261. [Google Scholar] [CrossRef]
- Lewis, L.L.; Stark, C.R.; Fahrenholz, A.C.; Bergstrom, J.R.; Jones, C.K. Evaluation of Conditioning Time and Temperature on Gelatinized Starch and Vitamin Retention in a Pelleted Swine Diet. J. Anim. Sci. 2015, 93, 615–619. [Google Scholar] [CrossRef]
- Kimura, M.; Itokawa, Y.; Fujiwara, M. Cooking Losses of Thiamin in Food and its Nutritional Significance. J. Nutr. Sci. Vitaminol. 1990, 36, 17–24. [Google Scholar] [CrossRef]
- Lešková, E.; Kubíková, J.; Kováčiková, E.; Košická, M.; Porubská, J.; Holčíková, K. Vitamin Losses: Retention during Heat Treatment and Continual Changes Expressed by Mathematical Models. J. Food Compos. Anal. 2006, 19, 252–276. [Google Scholar] [CrossRef]
- Dawson, K.R.; Unklesbay, N.F.; Hedrick, H.B. HPLC Determination of Riboflavin, Niacin and Thiamin in Beef, Pork, and Lamb after Alternate Heat-Processing Methods. J. Agric. Food Chem. 1988, 36, 1176–1179. [Google Scholar] [CrossRef]
- Mahan, L.; Escott, S.; Stump, S. Krause’s Food Nutrition and Diet Therapy, 14th ed.; Elsevier Health Sciences: London, UK, 2016; pp. 1–1152. [Google Scholar]
- Chatterjee, N.S.; Anandan, R.; Navitha, M.; Asha, K.K.; Kumar, K.A.; Mathew, S.; Ravishankar, C.N. Development of Thiamine and Pyridoxine Loaded Ferulic Acid-Grafted Chitosan Microspheres for Dietary Supplementation. J. Food Sci. Technol. 2016, 53, 551–560. [Google Scholar] [CrossRef]


{kind=link}
| Ingredient | Diets 1 | |
|---|---|---|
| NM | M | |
| Corn | 68.81 | 68.81 |
| Soybean meal | 24.00 | 24.00 |
| Monocalcium phosphate | 1.60 | 1.60 |
| Limestone | 0.80 | 0.80 |
| Salt | 0.30 | 0.30 |
| Soybean oil | 2.75 | 2.75 |
| L-lysine HCl | 0.53 | 0.53 |
| DL-methionine | 0.13 | 0.13 |
| L-threonine | 0.24 | 0.24 |
| Tryptophan | 0.04 | 0.04 |
| NMVP 2 | 0.30 | - |
| MVP 3 | - | 0.30 |
| Trace mineral premix 4 | 0.50 | 0.50 |
| Total | 100.00 | 100.00 |
| Calculated values | ||
| SID Lysine | 1.23 | 1.23 |
| SID Methionine | 0.36 | 0.36 |
| SID Threonine | 0.74 | 0.74 |
| SID Tryptophan | 0.20 | 0.20 |
| ME, kcal/kg | 3383.56 | 3383.56 |
| CP | 17.1 | 17.1 |
| Ca | 0.72 | 0.72 |
| P | 0.60 | 0.60 |
| Available P | 0.41 | 0.41 |
| Parameters | Extrusion | Pelleting | |||||
|---|---|---|---|---|---|---|---|
| 100 °C | 140 °C | 180 °C | LTLR | LTHR | HTLR | HTHR | |
| Machine type | DSE-25 1 | DSE-25 | DSE-25 | MUZL 180 2 | MUZL 180 | MUZL 180 | MUZL 180 |
| Feeding rate, rpm | 40 | 40 | 40 | 30 | 30 | 30 | 30 |
| Screw speed, rpm | 160 | 160 | 160 | - | - | - | - |
| Condition time, s | - | - | - | 60 | 60 | 60 | 60 |
| Temperature intake, °C | 100 | 140 | 180 | 65 | 65 | 85 | 85 |
| Barrel pressure, MPa | 5 | 2 | 1 | ND | ND | ND | ND |
| Stream pressure, MPa | - | - | - | 0.3 | 0.3 | 0.3 | 0.3 |
| Diameter, mm | 25 | 25 | 25 | 2.5 | 2.5 | 2.5 | 2.5 |
| L:D ratio | 20:1 | 20:1 | 20:1 | 6:1 | 8:1 | 6:1 | 8:1 |
| Moisture content, % | 25 | 25 | 25 | 12 | 12 | 12 | 12 |
| Items 2 | NM Diet 2 | M Diet 3 | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Extrusion | Pelleting | Extrusion | Pelleting | |||||||||||||||
| Mash | Temperature, °C | Mash | 65 °C | 85 °C | Mash | Temperature, °C | Mash | 65 °C | 85 °C | |||||||||
| 100 | 140 | 180 | 6:01 | 8:01 | 6:01 | 8:01 | 100 | 140 | 180 | 6:01 | 8:01 | 6:01 | 8:01 | |||||
| DM | 88.24 | 88.70 | 88.74 | 88.05 | 88.51 | 88.45 | 88.72 | 88.07 | 88.23 | 88.15 | 88.55 | 88.23 | 88.67 | 88.47 | 88.81 | 88.49 | 88.03 | 88.20 |
| CP | 17.13 | 17.19 | 17.38 | 17.03 | 16.96 | 17.11 | 17.36 | 17.09 | 17.28 | 17.16 | 16.93 | 17.38 | 17.52 | 16.93 | 17.39 | 16.97 | 17.26 | 17.20 |
| CF | 4.25 | 4.38 | 3.99 | 4.11 | 4.03 | 4.06 | 4.21 | 3.95 | 4.02 | 4.27 | 3.93 | 4.29 | 4.20 | 4.17 | 4.09 | 3.98 | 4.14 | 4.08 |
| EE | 6.41 | 2.63 | 2.77 | 2.90 | 6.37 | 6.41 | 6.58 | 6.49 | 6.41 | 6.32 | 2.79 | 2.98 | 3.17 | 6.41 | 6.22 | 6.79 | 6.82 | 6.45 |
| Ash | 4.72 | 4.31 | 4.40 | 4.59 | 4.99 | 4.61 | 4.73 | 4.51 | 4.61 | 4.83 | 4.80 | 4.53 | 4.27 | 4.81 | 4.85 | 4.57 | 4.6 | 4.49 |
| Item 2 | NM Diet | M Diet | ||||
|---|---|---|---|---|---|---|
| Calculated 3 | Analyzed | Ratio 4 | Calculated | Analyzed | Ratio | |
| Vitamin A, IU/kg | 13,500 | 13,660.08 | 101.19 | 13,500 | 13,784.01 | 102.10 |
| Vitamin D3, IU/kg | 3000 | 3084.27 | 102.81 | 3000 | 3115.35 | 103.85 |
| Vitamin E, mg/kg | 30 | 32.12 | 107.09 | 30 | 31.10 | 103.68 |
| Vitamin K3, mg/kg | 3 | 3.12 | 104.10 | 3 | 3.19 | 106.20 |
| Vitamin B1, mg/kg | 3 | 3.05 | 101.57 | 3 | 3.02 | 100.80 |
| Vitamin B2, mg/kg | 6 | 6.12 | 102.05 | 6 | 6.11 | 101.80 |
| Vitamin B3, mg/kg | 30 | 30.41 | 101.38 | 30 | 30.86 | 102.87 |
| Vitamin B5, mg/kg | 18 | 18.42 | 102.31 | 18 | 18.30 | 101.68 |
| Vitamin B6, mg/kg | 3 | 3.10 | 103.43 | 3 | 3.15 | 105.00 |
| Form | Temp. | VA | VD3 | VE | VK3 | VB1 | VB2 | VB3 | VB5 | VB6 |
|---|---|---|---|---|---|---|---|---|---|---|
| NM | 100 °C | 46.34 | 73.94 | 47.34 | 7.17 | 94.91 | 98.71 | 102.59 | 99.19 | 74.35 |
| 140 °C | 34.75 | 53.14 | 42.23 | 6.12 | 79.24 | 87.77 | 89.75 | 84.32 | 78.12 | |
| 180 °C | 30.76 | 40.26 | 45.17 | 11.64 | 78.31 | 90.16 | 87.18 | 85.51 | 71.82 | |
| M | 100 °C | 56.41 | 75.73 | 49.17 | 48.04 | 100.71 | 105.16 | 104.81 | 100.83 | 101.88 |
| 140 °C | 40.25 | 56.86 | 43.09 | 35.20 | 83.81 | 91.39 | 90.59 | 87.47 | 92.46 | |
| 180 °C | 41.80 | 60.74 | 46.41 | 38.55 | 83.60 | 90.76 | 90.20 | 84.41 | 89.25 | |
| SEM | 0.74 | 3.40 | 1.10 | 1.81 | 0.68 | 1.28 | 1.14 | 1.75 | 3.16 | |
| Main effects | ||||||||||
| Form | NM | 37.28 | 55.78 | 44.91 | 8.31 | 84.15 y | 92.21 y | 93.18 y | 89.67 | 74.76 y |
| M | 46.15 | 64.44 | 46.22 | 40.60 | 89.37 x | 95.77 x | 95.20 x | 90.90 | 94.53 x | |
| Temp. | 100 °C | 51.37 | 74.83 | 48.26 a | 27.60 | 97.81a | 101.93 a | 103.70 a | 100.00 a | 88.11 |
| 140 °C | 37.50 | 55.00 | 42.66 b | 20.66 | 81.52 b | 90.46 b | 90.17 b | 85.90 b | 85.29 | |
| 180 °C | 36.28 | 50.50 | 45.79 a | 25.10 | 80.96 b | 89.58 b | 88.69 b | 84.96 b | 80.54 | |
| p-value | ||||||||||
| Form | <0.001 | 0.015 | 0.154 | <0.001 | <0.001 | 0.002 | 0.038 | 0.397 | <0.001 | |
| Temp. | <0.001 | <0.001 | < 0.001 | 0.002 | <0.001 | <0.001 | <0.001 | <0.001 | 0.069 | |
| Form × temp. | <0.001 | 0.035 | 0.905 | 0.001 | 0.667 | 0.09 | 0.110 | 0.478 | 0.110 | |
| Significant p-values for contrasts | ||||||||||
| NM 100 °C vs. M 100 °C | <0.001 | - | - | <0.001 | - | - | - | - | - | |
| NM 140 °C vs. M 140 °C | <0.001 | - | - | <0.001 | - | - | - | - | - | |
| NM 180 °C vs. M 180 °C | <0.001 | <0.001 | - | <0.001 | - | - | - | - | - | |
| NM 100 °C vs. NM 140 °C | <0.001 | <0.001 | - | - | - | - | - | - | - | |
| NM. 100 °C vs. NM 180 °C | <0.001 | <0.001 | - | - | - | - | - | - | - | |
| NM 140 °C vs. NM 18 0 °C | <0.001 | 0.013 | - | 0.039 | - | - | - | - | - | |
| M 100 °C vs. M 140 °C | <0.001 | 0.011 | - | <0.001 | - | - | - | - | - | |
| M 100 °C vs. M. 180 °C | <0.001 | 0.037 | - | <0.001 | - | - | - | - | - | |
| M 140 °C vs. M 180 °C | - | - | - | - | - | - | - | - | ||
| Form | Processing | VA | VD3 | VE | VK3 | VB1 | VB2 | VB3 | VB5 | VB6 |
|---|---|---|---|---|---|---|---|---|---|---|
| NM | LTLR | 94.29 | 90.03 | 97.38 | 31.74 | 78.58 | 96.27 | 94.19 | 97.77 | 91.01 |
| LTHR | 93.25 | 84.42 | 95.15 | 27.74 | 76.05 | 94.69 | 92.92 | 95.54 | 96.92 | |
| HTLR | 92.57 | 87.81 | 97.54 | 29.69 | 82.21 | 96.48 | 96.80 | 97.22 | 96.61 | |
| HTHR | 88.57 | 88.71 | 95.76 | 23.49 | 81.52 | 96.78 | 96.13 | 95.30 | 96.56 | |
| M | LTLR | 98.11 | 89.90 | 97.61 | 38.43 | 90.04 | 96.03 | 94.54 | 97.06 | 90.70 |
| LTHR | 96.12 | 91.62 | 97.28 | 32.91 | 89.59 | 96.27 | 94.13 | 98.61 | 89.69 | |
| HTLR | 96.48 | 88.87 | 96.18 | 39.44 | 85.60 | 98.00 | 95.75 | 95.96 | 94.97 | |
| HTHR | 95.42 | 87.53 | 95.95 | 30.95 | 92.39 | 96.66 | 94.65 | 95.96 | 95.16 | |
| SEM | 1.76 | 4.64 | 2.43 | 1.32 | 1.73 | 0.73 | 1.15 | 2.07 | 2.69 | |
| Main effects | ||||||||||
| Form | NM | 92.17 y | 87.74 | 96.46 | 28.16 y | 79.59 y | 96.05 | 95.01 | 96.46 | 95.27 |
| M | 96.53 x | 89.48 | 96.75 | 35.43 x | 89.41 x | 96.74 | 94.77 | 96.90 | 92.63 | |
| Processing | LTLR | 96.20 | 89.97 | 97.50 | 35.08 a | 84.31 | 96.15 | 94.37 | 97.41 | 90.85 |
| LTHR | 94.69 | 88.02 | 96.86 | 30.33 b | 82.82 | 95.48 | 93.52 | 97.07 | 93.30 | |
| HTLR | 94.53 | 88.34 | 96.21 | 34.57 a | 83.91 | 97.24 | 96.28 | 96.59 | 95.79 | |
| HTHR | 92.00 | 88.12 | 95.85 | 27.22 b | 86.96 | 96.72 | 95.39 | 95.63 | 95.86 | |
| p-value | ||||||||||
| Form | 0.001 | 0.599 | 0.864 | < 0.001 | < 0.001 | 0.231 | 0.778 | 0.766 | 0.592 | |
| Processing | 0.135 | 0.972 | 0.911 | < 0.001 | 0.164 | 0.169 | 0.111 | 0.839 | 0.105 | |
| Form × processing | 0.697 | 0.806 | 0.914 | 0.386 | 0.135 | 0.495 | 0.672 | 0.729 | 0.440 | |
| Item | Extrusion | Overall Rank in Extrusion | Pelleting 2 | Overall Rank in Pelleting | Overall Rank | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 100 °C | 140 °C | 180 °C | LTLR | LTHR | HTLR | HTHR | ||||
| VA | 2 | 2 | 2 | 2 | 6 | 5 | 4 | 3 | 4 | 2 |
| VD3 | 4 | 4 | 4 | 4 | 3 | 3 | 3 | 4 | 3 | 3 |
| VE | 3 | 3 | 3 | 3 | 8 | 7 | 8 | 6 | 7 | 5 |
| VK3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| VB1 | 6 | 6 | 6 | 6 | 2 | 2 | 2 | 2 | 2 | 4 |
| VB2 | 7 | 8 | 8 | 8 | 7 | 6 | 9 | 9 | 8 | 8 |
| VB3 | 9 | 9 | 9 | 9 | 5 | 4 | 6 | 7 | 5 | 7 |
| VB5 | 8 | 7 | 7 | 7 | 9 | 8 | 7 | 5 | 7 | 7 |
| VB6 | 5 | 5 | 5 | 5 | 4 | 9 | 5 | 8 | 6 | 6 |
| Item | Extrusion | Overall Rank in Extrusion | Pelleting 2 | Overall Rank in Pelleting | Overall Rank | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| 100 °C | 140 °C | 180 °C | LTLR | LTHR | HTLR | HTHR | ||||
| VA | 3 | 2 | 2 | 2 | 9 | 6 | 8 | 6 | 6 | 3 |
| VD3 | 4 | 4 | 4 | 4 | 3 | 4 | 3 | 2 | 3 | 2 |
| VE | 2 | 3 | 3 | 3 | 8 | 8 | 7 | 7 | 7 | 4 |
| VK3 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| VB1 | 5 | 5 | 5 | 5 | 2 | 2 | 2 | 3 | 2 | 2 |
| VB2 | 9 | 8 | 9 | 8 | 6 | 7 | 9 | 9 | 9 | 8 |
| VB3 | 8 | 7 | 8 | 7 | 5 | 5 | 5 | 4 | 5 | 6 |
| VB5 | 6 | 6 | 6 | 6 | 7 | 9 | 6 | 8 | 8 | 7 |
| VB6 | 7 | 9 | 7 | 7 | 4 | 3 | 4 | 5 | 4 | 5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, P.; Wang, H.; Zhu, M.; Ma, Y. Evaluation of Extrusion Temperatures, Pelleting Parameters, and Vitamin Forms on Vitamin Stability in Feed. Animals 2020, 10, 894. https://doi.org/10.3390/ani10050894
Yang P, Wang H, Zhu M, Ma Y. Evaluation of Extrusion Temperatures, Pelleting Parameters, and Vitamin Forms on Vitamin Stability in Feed. Animals. 2020; 10(5):894. https://doi.org/10.3390/ani10050894
Chicago/Turabian StyleYang, Pan, Huakai Wang, Min Zhu, and Yongxi Ma. 2020. "Evaluation of Extrusion Temperatures, Pelleting Parameters, and Vitamin Forms on Vitamin Stability in Feed" Animals 10, no. 5: 894. https://doi.org/10.3390/ani10050894
APA StyleYang, P., Wang, H., Zhu, M., & Ma, Y. (2020). Evaluation of Extrusion Temperatures, Pelleting Parameters, and Vitamin Forms on Vitamin Stability in Feed. Animals, 10(5), 894. https://doi.org/10.3390/ani10050894