Ammonia in Fly Ashes from Flue Gas Denitrification Process and its Impact on the Properties of Cement Composites



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Results
3.1. Fly Ash Tests
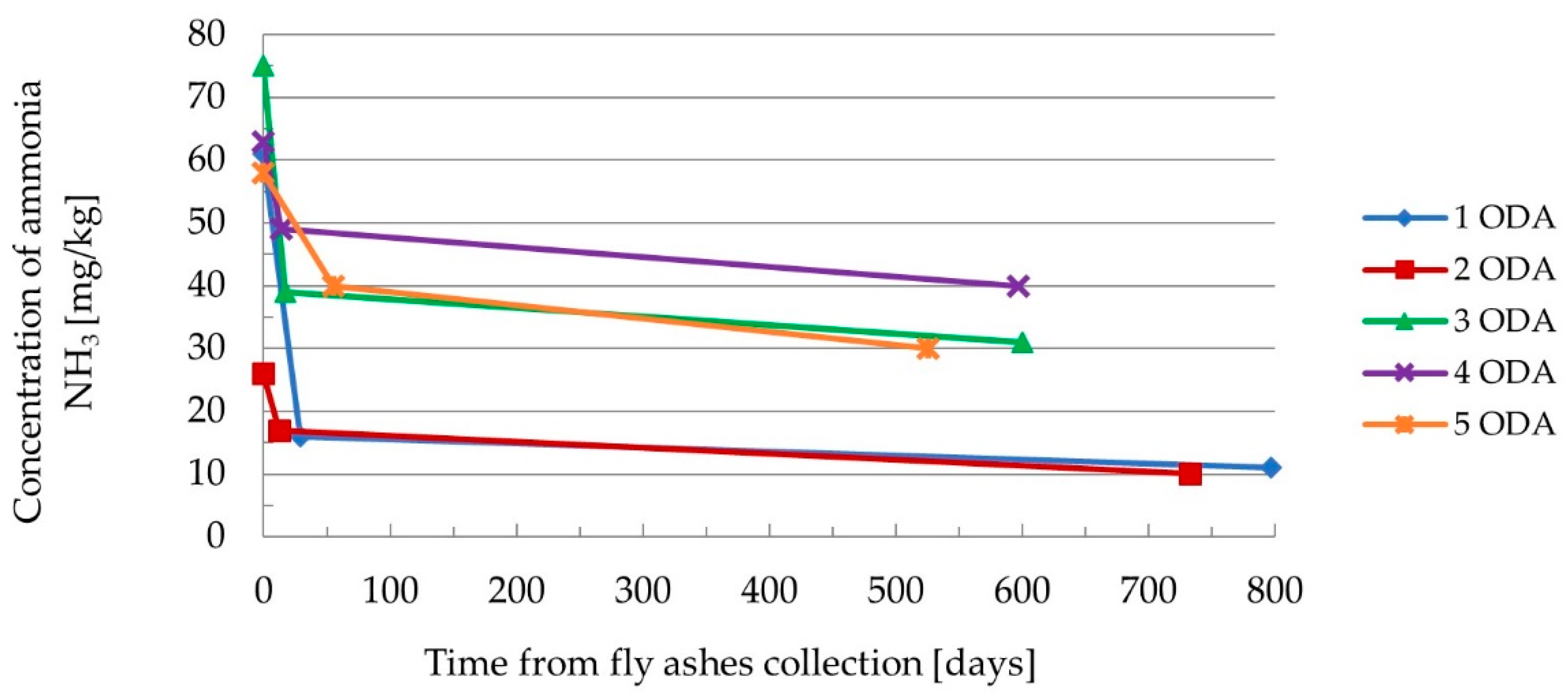
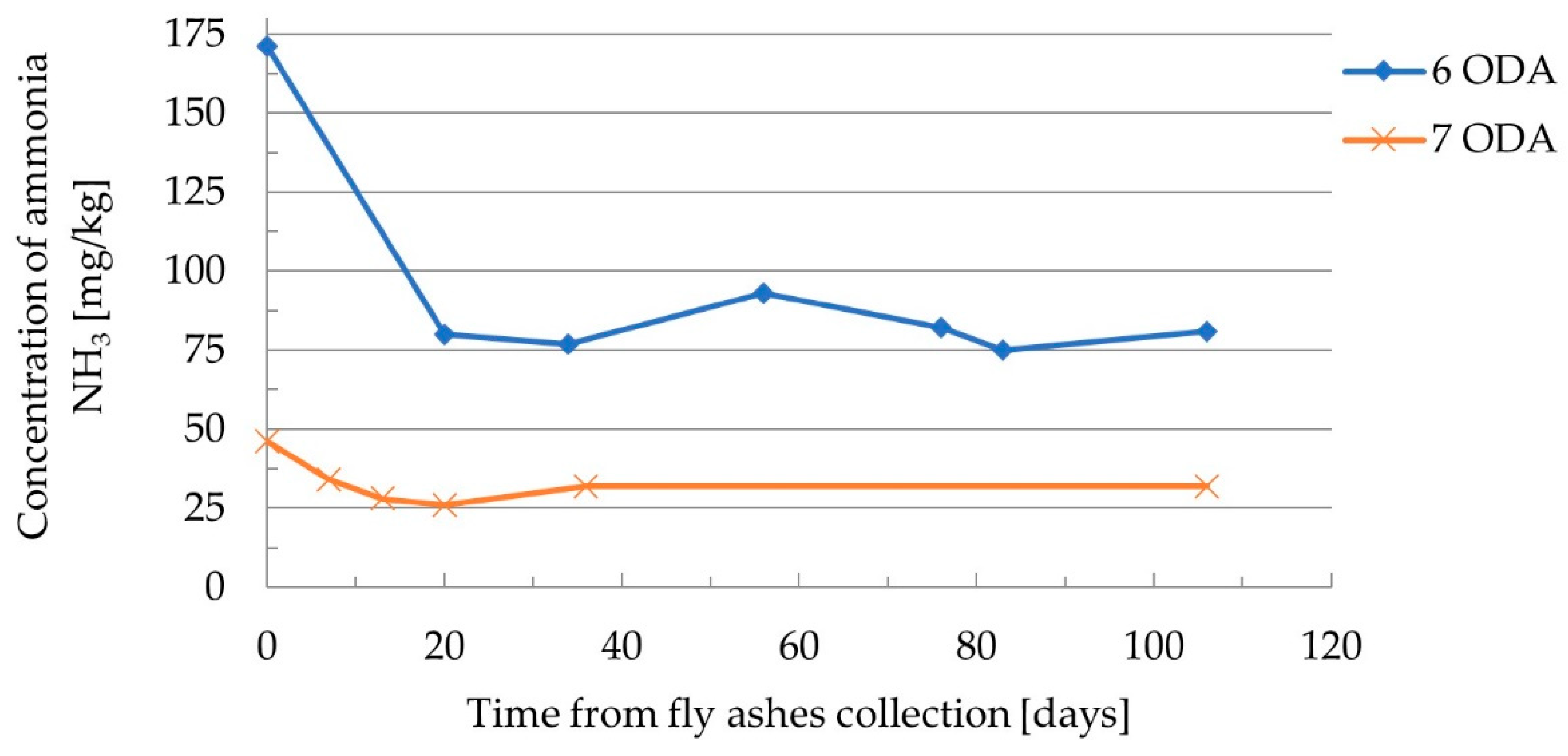
3.1.1. Ammonia Content in Fly Ash
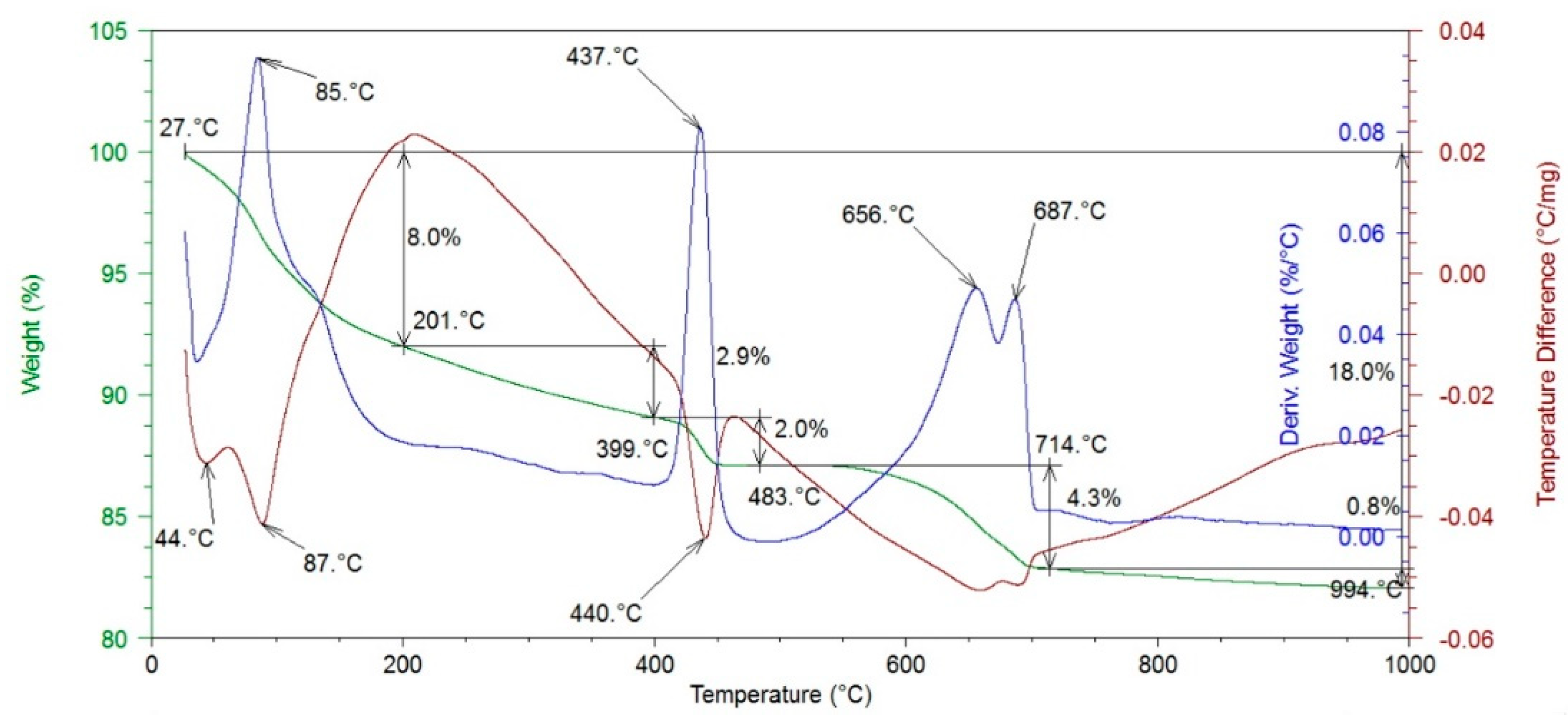
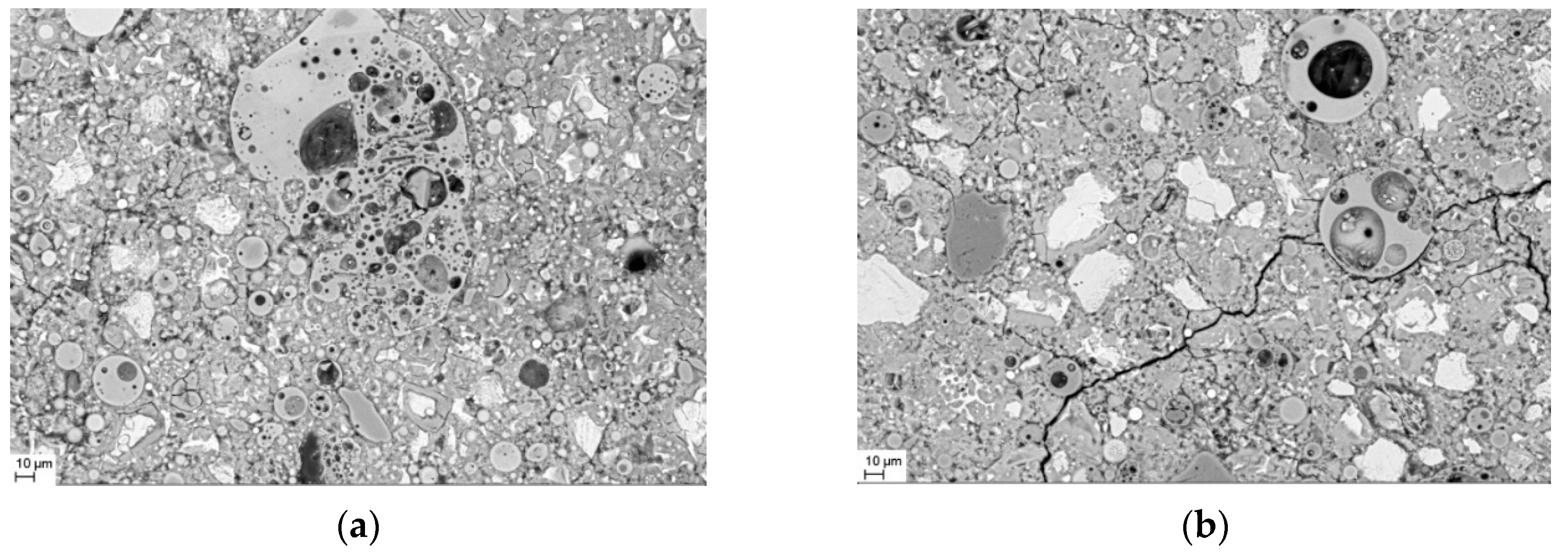
3.1.2. Comparative Ash Testing
3.2. Testing of Cement and Ash Slurries and Mortars
3.2.1. Comparative Testing of Slurries Made from Denitrification Ash and Reference Ash
3.2.2. Comparative Tests of the Performance Characteristics of Cement and Ash Mortars
4. Discussion
5. Conclusions
- The studies conducted so far to analyze the influence of the selective non-catalytic reduction denitrification process on the quality of fly ashes have shown that differences in the properties of fly ashes from the flue gas denitrification by SNCR as compared to traditional ashes are mainly limited to the increase of loss on ignition of ash and to the ammonia content in the ashes. The observed changes appear to be reasonable, taking into account the modification of the combustion process itself.
- In the tested samples, however, the changes in losses on ignition were not so drastic as to demonstrate any differences in performance characteristics of ash-containing cement mortars, which would be of significance for concrete technology. A completely new issue for fly ash is the presence of ammonia in it. The PN-EN 450-1 [27] standard does not contain any requirements regarding the content of this compound. The tests of change of ammonia content in ash over time showed that in the initial period up to about 20 days, the compound is relatively easily released during activities such as homogenization and periodic mixing. After a long period of passive storage (up to 2 years), the concentration of ammonia decreases slowly and is still around 20–30% of the initial value.
- In this study, volatile ashes from denitrification were investigated, whose ammonia content at the time of sampling was maximum 75 mg/kg. Conclusions can be drawn that the threshold value does not restrict the use of fly ash in cement and concrete, given its physical and chemical properties. Another issue is the emission of ammonia from the finished product [6,16], but such research will be carried out in the topic follow up studies. In some countries, a voluntary system of labeling emissions from construction products, including ammonia emissions, has been introduced [14].
- It should be noted that the tests were carried out on a laboratory scale and that the results were assessed against the relevant requirements. Micro-scale ammonia release studies may not necessarily translate into macro-scale results. The process of releasing ammonia from a large volume of ash may have different dynamics. Also, the results of tests of large-scale use of fly ash from denitrification in construction works (product emissions) may differ.
- Further investigations are currently underway into the properties of fly ash from denitrification, but with a much higher ammonia content (at the level of 200 mg/kg and above). Apart from the impact on the physical and chemical properties of cement and ash mortars, the studies will also be carried out with respect to ammonia emission from cement products containing fly ash from denitrification.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bhatt, A.; Priyadarshini, S.; Acharath Mohanakrishnan, A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, Chemical, and Geotechnical Properties of Coal Fly Ash: A Global Review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N. Properties of Concrete Incorporating Coal Fly Ash and Coal Bottom Ash. J. Inst. Eng. Ser. A 2019, 100, 459–469. [Google Scholar] [CrossRef]
- Sevim, Ö.; Demir, İ. Optimization of Fly Ash Particle Size Distribution for Cementitious Systems with High Compactness. Constr. Build. Mater. 2019, 195, 104–114. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete; Longman Scientific & Technical: New York, NY, USA, 1995; Volume 4. [Google Scholar]
- Han, X.; Yang, J.; Feng, J.; Zhou, C.; Wang, X. Research on Hydration Mechanism of Ultrafine Fly Ash and Cement Composite. Constr. Build. Mater. 2019, 227, 116697. [Google Scholar] [CrossRef]
- Panda, B.; Singh, G.B.; Unluer, C.; Tan, M.J. Synthesis and Characterization of One-Part Geopolymers for Extrusion Based 3D Concrete Printing. J. Clean. Prod. 2019, 220, 610–619. [Google Scholar] [CrossRef]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A Comprehensive Review on the Applications of Coal Fly Ash. Earth Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Volli, V.; Shu, C.-M. Progressive Utilisation Prospects of Coal Fly Ash: A Review. Sci. Total Environ. 2019, 672, 951–989. [Google Scholar] [CrossRef] [PubMed]
- Czarnecki, L.; Kapron, M. Sustainable Construction as a Research Area. Int. J. Soc. Mater. Eng. Resour. 2010, 17, 99–106. [Google Scholar] [CrossRef]
- Czarnecki, L.; Justnes, H. Sutainable & Durable Concrete. Cem. Lime Concr. 2012, 17, 341–362. [Google Scholar]
- Directive 2010/75/EU of the European Parliament and of the Council of 24 November 2010 on Industrial Emissions (Integrated Pollution Prevention and Control); Parliament, Council of the European Union; Official Journal of the European Union: Brussels, Belgium, 2010.
- Dvořák, R.; Chlápek, P.; Jecha, D.; Puchýř, R.; Stehlík, P. New Approach to Common Removal of Dioxins and NOx as a Contribution to Environmental Protection. J. Clean. Prod. 2010, 18, 881–888. [Google Scholar] [CrossRef]
- Mazur, M.; Janda, T.; Żukowski, W. Chemical and Thermal Methods for Removing Ammonia from Fly Ashes. Tech. Trans. 2017, 6, 31–50. [Google Scholar] [CrossRef]
- Brendel, G.F.; Bonetti, J.E.; Rathbone, R.F.; Frey, R.N.F., Jr. Investigation of Ammonia Adsorption on Fly Ash Due to the Installation of Selective Catalytic Reduction Systems; U.S. Department of Energy, Office of Scientific and Technical Informatio: Pittsburgh, PA, USA, 2000 1 November. [Google Scholar] [CrossRef]
- Lee, S.; Park, K.; Park, J.W.; Kim, B.H. Characteristics of Reducing NO Using Urea and Alkaline Additives. Combust. Flame 2005, 141, 200–203. [Google Scholar] [CrossRef]
- Abul Hossain, K.; Nazri Mohd Jaafar, M.; Mustafa, A.; Babu Appalanidu, K.; Nasir Ani, F. Application of Selective Non-Catalytic Reduction of NO x in Small-Scale Combustion Systems. Atmos. Environ. 2004, 38, 6823–6828. [Google Scholar] [CrossRef]
- Goo, J.H.; Irfan, M.F.; Kim, S.D.; Hong, S.C. Effects of NO2 and SO2 on Selective Catalytic Reduction of Nitrogen Oxides by Ammonia. Chemosphere 2007, 67, 718–723. [Google Scholar] [CrossRef] [PubMed]
- Xuan, X.; Yue, C.; Li, S.; Yao, Q. Selective Catalytic Reduction of NO by Ammonia with Fly Ash Catalyst. Fuel 2003, 82, 575–579. [Google Scholar] [CrossRef]
- Pedersen, K.H.; Jensen, A.D.; Berg, M.; Olsen, L.H.; Dam-Johansen, K. The Effect of Combustion Conditions in a Full-Scale Low-NOx Coal Fired Unit on Fly Ash Properties for Its Application in Concrete Mixtures. Fuel Process. Technol. 2009, 90, 180–185. [Google Scholar] [CrossRef]
- Ahmaruzzaman, M. A Review on the Utilization of Fly Ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Vejmelková, E.; Pavlíková, M.; Keppert, M.; Keršner, Z.; Rovnaníková, P.; Ondráček, M.; Sedlmajer, M.; Černý, R. Fly Ash Influence on the Properties of High Performance Concrete. Cem. Lime Concr. 2009, 37, 189–204. [Google Scholar]
- Saarela, K.; Tirkkonen, T.; Björkroth, M.; Kukkonen, E.; Seppänen, O.; Tuomainen, M. M1, Emission Classification of Building Materials: Protocol for Chemical and Sensory Testing of Building Materials. The Building Information Foundation RTS: Helsinki, Finland, 2004. [Google Scholar]
- Bai, Z.; Dong, Y.; Wang, Z.; Zhu, T. Emission of Ammonia from Indoor Concrete Wall and Assessment of Human Exposure. Environ. Int. 2006, 32, 303–311. [Google Scholar] [CrossRef] [PubMed]
- O’Connor, D. Behavior of Ammoniated Fly Ash: Effects of Ammonia on Fly Ash Handling, Disposal, and End-Use; Technical Report no. 1003981; EPRI: Palo Alto, CA, USA, 2002. [Google Scholar]
- Beranová, D.; Opravil, T.; Ptáček, P.; Snop, R. Release of Ammonia from Conventional Power Plant Fly Ash after the Introduction of SNCR Process. IOP Conf. Ser. Mater. Sci. Eng. 2018, 379, 012031. [Google Scholar] [CrossRef]
- EN 196-1:2016. Methods of Testing Cement. Part 1: Determination of Strength; European Committee for Standardization: Brussels, Belgium, 2016. [Google Scholar]
- EN 450-1:2012. Fly Ash for Concrete. Part 1: Definition, Specifications and Conformity Criteria; European Committee for Standardization: Brussels, Belgium, 2012. [Google Scholar]
- EN 12457-4:2003. Characterisation of Waste—Leaching—Compliance Test for Leaching of Granular Waste Materials and Sludges—Part 1: One Stage Batch Test at a Liquid to Solid Ratio of 2 l/Kg for Materials with High Solid Content and with Particle Size B; European Committee for Standardization: Brussels, Belgium, 2003. [Google Scholar]
- EN 1015-3:1999. Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table); European Committee for Standardization: Brussels, Belgium, 1999. [Google Scholar]
- EN 1015-7:1998. Methods of Test for Mortar for Masonry—Part 7: Determination of Air Content of Fresh Mortar; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- EN 1015-6:1998. Methods of Test for Mortar for Masonry—Part 6: Determination of Bulk Density of Fresh Mortar; European Committee for Standardization: Brussels, Belgium, 1998. [Google Scholar]
- EN 1015-11:1999. Methods of Test for Mortar for Masonary—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar; European Committee for Standardization: Brussels, Belgium, 1999. [Google Scholar]
- PN-B-04500: 1985. Building Mortars. Testing of Physical and Mechanical Properties; Polish Committee for Standardization: Warsaw, Poland, 1985. (In Polish) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample * | NH3 (t0) (g/kg) | Time t1 (days) | NH3 (t1) (mg/kg) | Time (t2) (days) | NH3 (t2) (mg/kg) |
|---|---|---|---|---|---|
| 1 ODA | 61 | 29 | 16 | 797 | 11 |
| 2 ODA | 26 | 12 | 17 | 733 | 10 |
| 3 ODA | 75 | 17 | 39 | 660 | 31 |
| 4 ODA | 63 | 14 | 49 | 597 | 40 |
| 5 ODA | 58 | 55 | 40 | 526 | 30 |
| Designation | 1 WZ | 1 ODA | 2 WZ | 2 ODA | 3 WZ | 3 ODA | 4 WZ | 4 ODA | 5 WZ | 5 ODA |
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 [%] | 49.87 | 49.52 | 51.51 | 50.97 | 49.89 | 49.90 | 51.58 | 50.01 | 50.10 | 49.36 |
| TiO2 [%] | 1.162 | 1.115 | 1.086 | 1.063 | 1.106 | 1.079 | 1.084 | 1.117 | 1.116 | 1.124 |
| A12O3 [%] | 27.02 | 25.93 | 25.71 | 25.23 | 26.34 | 25.96 | 24.98 | 25.05 | 27.82 | 28.12 |
| Fe2O3 [%] | 8.84 | 8.35 | 8.51 | 8.70 | 8.68 | 8.98 | 8.67 | 8.99 | 7.50 | 7.55 |
| MnO [%] | 0.069 | 0.080 | 0.096 | 0.093 | 0.082 | 0.085 | 0.088 | 0.085 | 0.083 | 0.082 |
| MgO [%] | 2.39 | 2.45 | 2.53 | 2.43 | 2.48 | 2.32 | 2.36 | 2.25 | 2.50 | 2.42 |
| CaO [%] | 3.50 | 3.51 | 3.82 | 3.78 | 3.94 | 3.73 | 4.34 | 4.57 | 3.56 | 3.44 |
| Na2O [%] | 1.61 | 1.33 | 1.37 | 1.39 | 1.72 | 1.41 | 1.48 | 1.45 | 1.30 | 1.50 |
| K2O [%} | 2.59 | 2.56 | 2.73 | 2.55 | 2.52 | 2.43 | 2.72 | 2.53 | 2.85 | 2.76 |
| P2O5 [%] | 0.296 | 0.290 | 0.312 | 0.270 | 0.296 | 0.279 | 0.268 | 0.269 | 0.520 | 0.457 |
| (SO3) [%] | 0.50 | 0.29 | 0.48 | 0.39 | 0.55 | 0.49 | 0.46 | 0.63 | 0.29 | 0.22 |
| (Cl) [%] | 0.015 | 0.016 | 0.015 | 0.017 | 0.033 | 0.021 | 0.020 | 0.022 | 0.020 | 0.019 |
| (F) [%] | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 | <0.01 |
| LOI [%] 1) | 1.72 | 4.08 | 1.37 | 2.72 | 1.96 | 2.91 | 1.53 | 2.52 | 2.0 | 2.6 |
| SUM [%] | 99.58 | 99.52 | 99.54 | 99.60 | 99.60 | 99.59 | 99.58 | 99.49 | 99.66 | 99.65 |
| Feature | 1 WZ | 1 ODA | 2 WZ | 2 ODA | 3 WZ | 3 ODA | 4 WZ | 4 ODA |
|---|---|---|---|---|---|---|---|---|
| Loss on ignition [%]1) | 1.85 | 4.05 | 1.27 | 2.88 | 1.92 | 3.02 | 1.43 | 2.28 |
| Chloride [%] | 0.01 | 0.01 | 0.01 | 0.01 | 0 | 0.01 | 0.01 | 0.01 |
| Sulphates (SO3) [%] | 1.07 | 0.87 | 0.72 | 0.66 | 0.69 | 0.67 | 0.64 | 0.77 |
| Free calcium oxide CaO [%] | 0.1 | 0.1 | 0 | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 |
| Total calcium [%] | 3.60 | 3.64 | 4.32 | 4.23 | 4.57 | 4.16 | 4.14 | 5.02 |
| Reactive calcium oxide CaO [%] | 6.44 | 6.51 | 7.01 | 6.88 | 7.19 | 6.64 | 6.83 | 7.48 |
| Reactive silicon dioxide SiO2 [%] | 35.25 | 34.37 | 38 | 36.88 | 37.32 | 35.76 | 35.55 | 34.26 |
| Sum of SiO2, Al2O3, Fe2O3 [%] | 81.67 | 79.32 | 80.27 | 81.49 | 82.63 | 82.99 | 81.29 | 80.94 |
| Total content of alkalis (as Na2Oeq) [%] | 3.97 | 3.85 | 3.54 | 3.44 | 3.44 | 3.26 | 3.47 | 3.32 |
| Magnesium oxide MgO [%] | 2.50 | 2.55 | 2.83 | 2.70 | 2.17 | 2.57 | 2.53 | 2.53 |
| Total phosphates (P2O5) [%] | 0.3 | 0.29 | 0.31 | 0.27 | 0.3 | 0.28 | 0.27 | 0.27 |
| Fineness (sieved on 0,045 mm) [%] 1) | 31.4 | 38.2 | 34.5 | 37.0 | 32.0 | 37.6 | 36.4 | 30.5 |
| Activity index [%] after 28 days 1) | 83.5 | 80.5 | 80.3 | 79.0 | 84.4 | 77.8 | 77.4 | 82.8 |
| Activity index [%] after 90 days 1) | 99.0 | 85.6 | 98.5 | 97.3 | 96.7 | 86.5 | 93.3 | 100.7 |
| Soundness [mm] | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 |
| Particle density [g/cm3] | 2.15 | 2.15 | 2.29 | 2.24 | 2.20 | 2.17 | 2.20 | 2.23 |
| Initial setting time [%] | 124 | 103 | 127 | 130 | 112 | 115 | 112 | 136 |
| Water requirement [%]1) | 95 | 98 | 95 | 97 | 95 | 97 | 94 | 96 |
| Feature | 1 WZ | 1 ODA | 2 WZ | 2 ODA | 3 WZ | 3 ODA | 4 WZ | 4 ODA | Uncertainty 2) | |
|---|---|---|---|---|---|---|---|---|---|---|
| Consistency (flow table) [mm] | 223 | 200 | 213 | 205 | 223 | 224 | 216 | 218 | ± 10 | |
| Air content [%] | 3.0 | 3.0 | 2.5 | 3.0 | 3.0 | 3.0 | 3.0 | 2.5 | ± 0.5 | |
| Fresh mortar volume density [kg/m3] | 2195 | 2180 | 2215 | 2210 | 2195 | 2220 | 2220 | 2210 | ± 15 | |
| Shrinkage [%] | 3 days | 0.009 | 0.011 | 0.012 | 0.007 | 0.006 | 0.006 | 0.008 | 0.008 | ± 0.003 |
| 7 days | 0.030 | 0.028 | 0.029 | 0.024 | 0.023 | 0.023 | 0.024 | 0.024 | ||
| 14 days | 0.041 | 0.041 | 0.042 | 0.037 | 0.035 | 0.035 | 0.039 | 0.039 | ||
| 28 days | 0.048 | 0.047 | 0.048 | 0.045 | 0.044 | 0.044 | 0.047 | 0.047 | ||
| 90 days | 0.054 | 0.054 | 0.053 | 0.053 | 0.055 | 0.055 | 0.056 | 0.056 | ||
| Water absorption [%] | 8.8 | 9.0 | 8.8 | 9.1 | 8.7 | 8.9 | 8.9 | 8.9 | ± 0.2 | |
| Flexural strength [MPa] | 7 days | 5.4 | 5.4 | 5.4 | 5.3 | 5.7 | 4.9 | 6.6 | 6.0 | ± 0.5 |
| 28 days | 7.2 | 7.3 | 7.4 | 7.9 | 8.1 | 7.5 | 8.0 | 8.6 | ||
| 90 days | 9.4 | 9.1 | 8.8 | 8.4 | 10.1 | 9.1 | 10.1 | 10.4 | ||
| 180 days | 10.8 | 10.4 | 9.0 | 9.5 | 10.6 | 10.1 | 10.3 | 10.1 | ||
| Compressive strength [MPa] | 7 days | 30.5 | 29.7 | 29.5 | 29.8 | 30.5 | 30.0 | 40.1 | 40.0 | ± 2.0 |
| 28 days | 44.0 | 42.7 | 42.9 | 43.6 | 46.2 | 42.1 | 50.3 | 52.8 | ||
| 90 days | 56.3 | 55.7 | 56.9 | 60.1 | 64.1 | 58.6 | 69.3 | 67.7 | ||
| 180 days | 67.9 | 66.8 | 67.9 | 67.3 | 70.3 | 67.5 | 74.8 | 76.3 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Michalik, A.; Babińska, J.; Chyliński, F.; Piekarczuk, A. Ammonia in Fly Ashes from Flue Gas Denitrification Process and its Impact on the Properties of Cement Composites. Buildings 2019, 9, 225. https://doi.org/10.3390/buildings9110225
Michalik A, Babińska J, Chyliński F, Piekarczuk A. Ammonia in Fly Ashes from Flue Gas Denitrification Process and its Impact on the Properties of Cement Composites. Buildings. 2019; 9(11):225. https://doi.org/10.3390/buildings9110225
Chicago/Turabian StyleMichalik, Agnieszka, Joanna Babińska, Filip Chyliński, and Artur Piekarczuk. 2019. "Ammonia in Fly Ashes from Flue Gas Denitrification Process and its Impact on the Properties of Cement Composites" Buildings 9, no. 11: 225. https://doi.org/10.3390/buildings9110225
APA StyleMichalik, A., Babińska, J., Chyliński, F., & Piekarczuk, A. (2019). Ammonia in Fly Ashes from Flue Gas Denitrification Process and its Impact on the Properties of Cement Composites. Buildings, 9(11), 225. https://doi.org/10.3390/buildings9110225