

Analysis and Experiment on the Welding Temperature Field of Multi-Layer and Multi-Pass for RHS–RHS Y-Connections



Abstract
1. Introduction
2. Field Welding Test
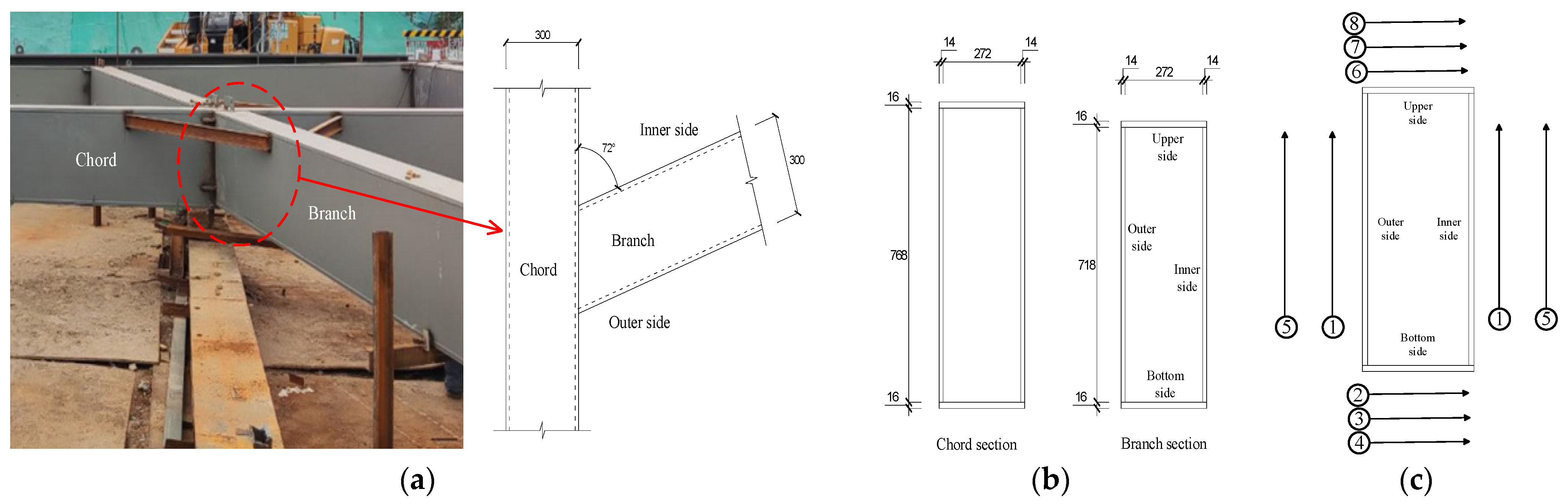
2.1. Dimensions and Material Characteristics of the RHS-to-RHS Y-Shaped Connection
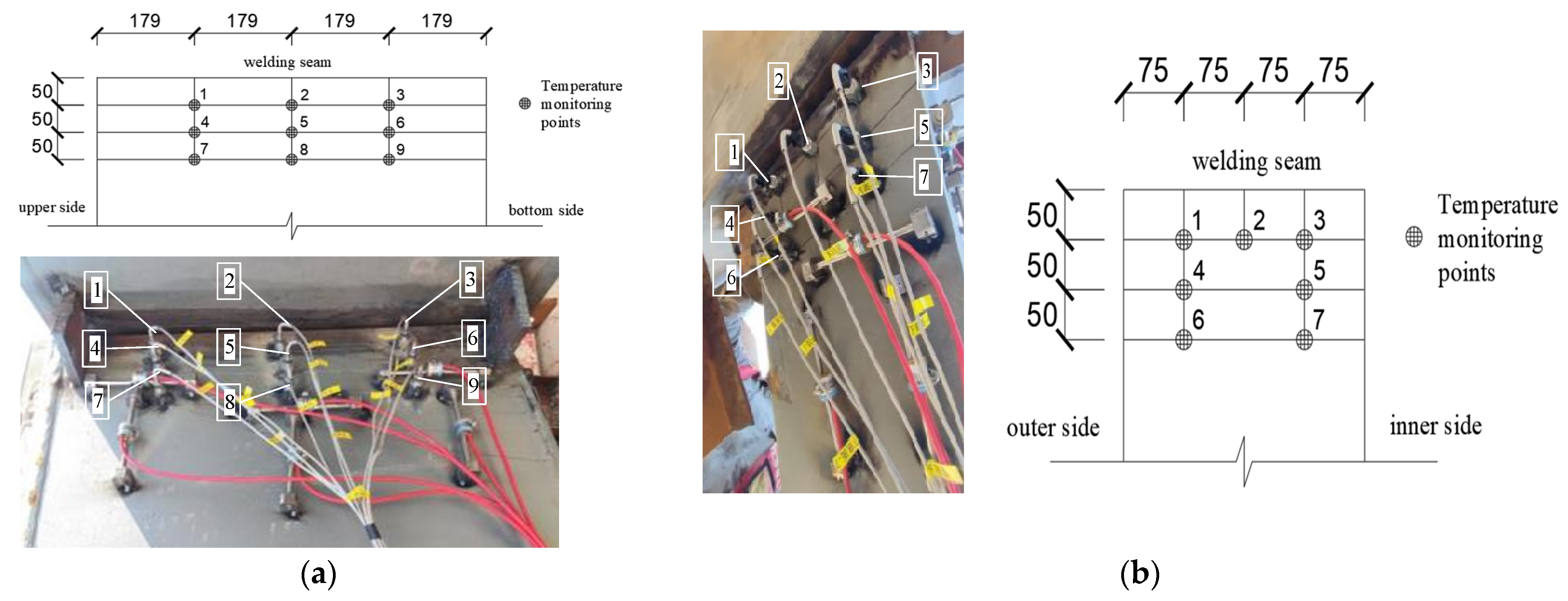
2.2. Field Welding Process and Temperature Monitoring Methods
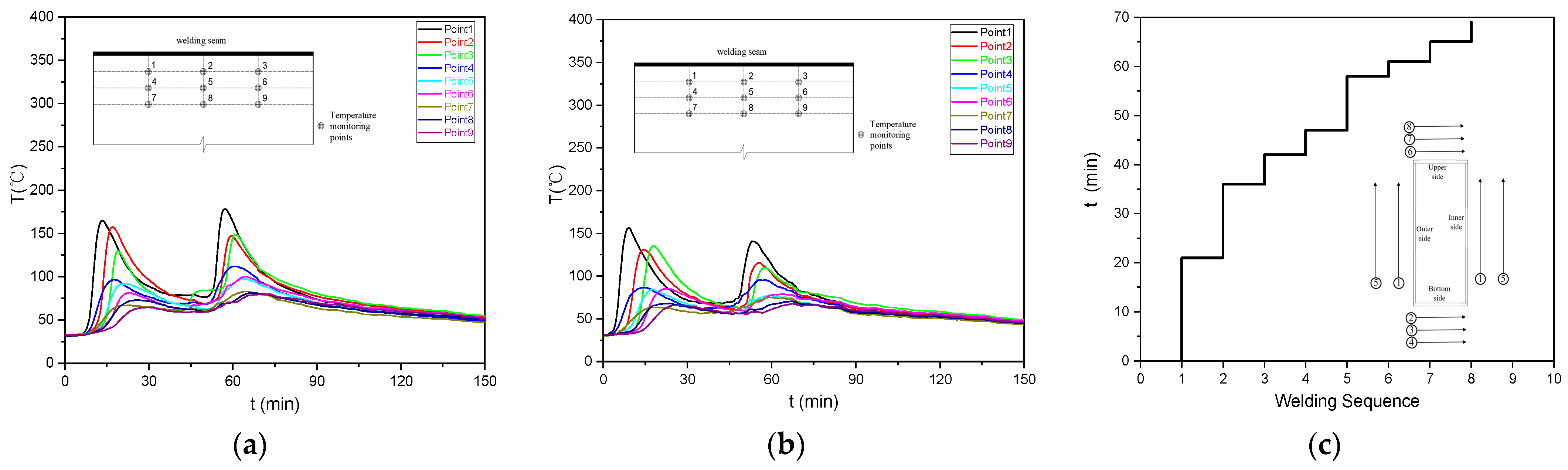
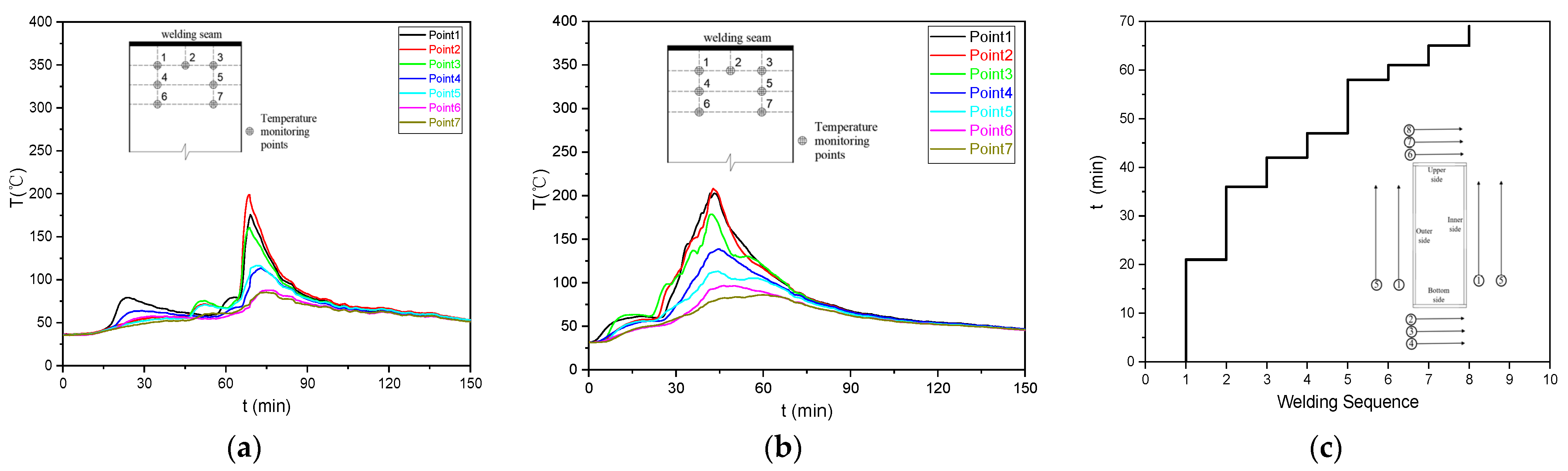
2.3. Results of Temperature Field Monitoring
3. Finite Element Numerical Analysis
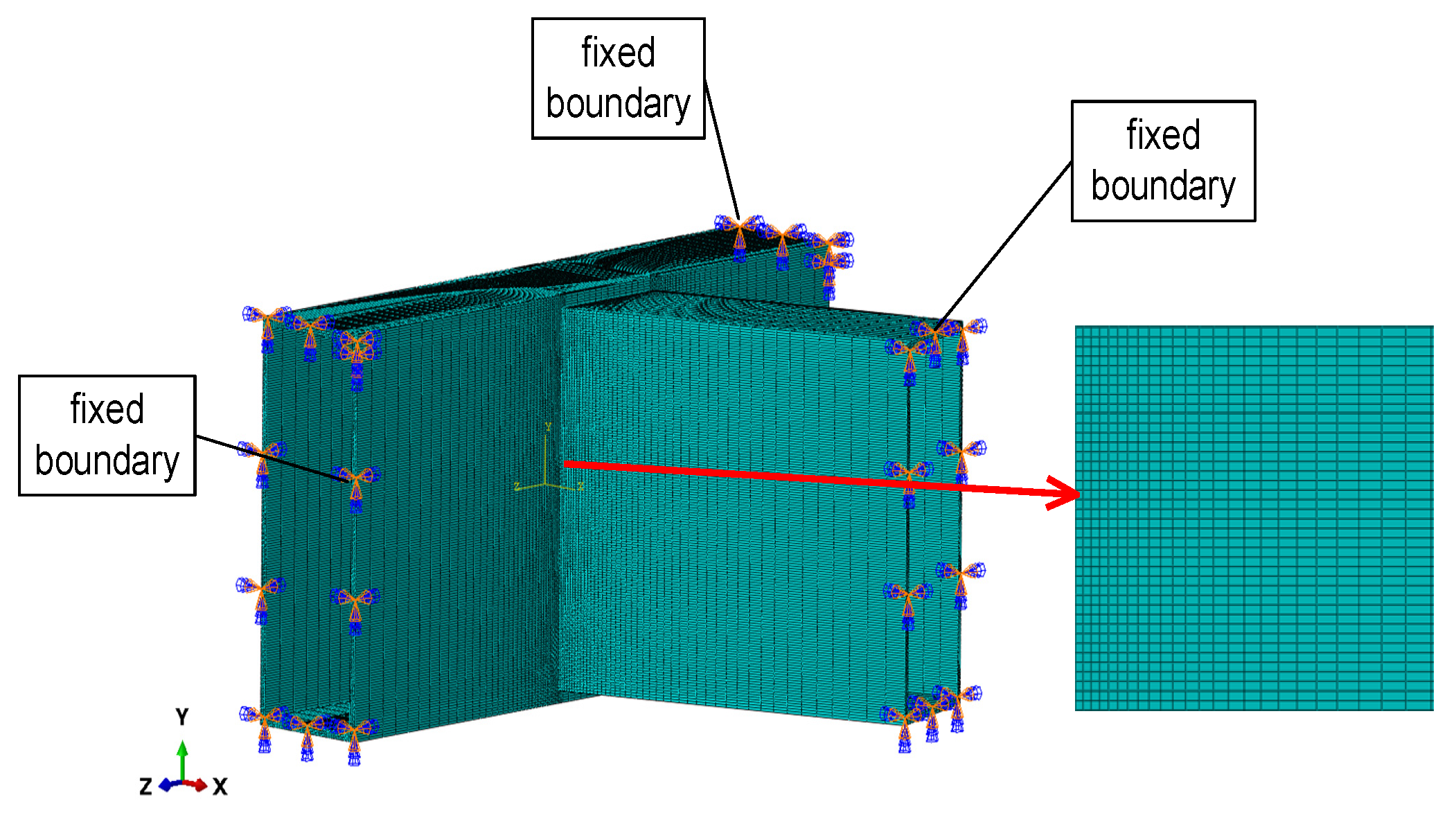
3.1. Finite Element Modeling
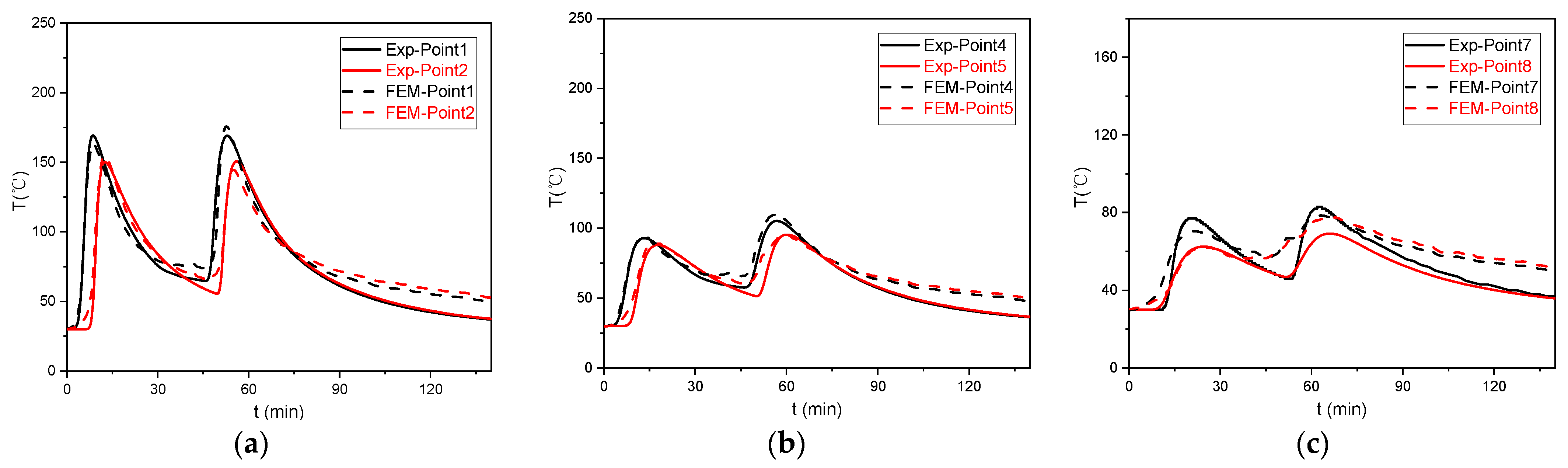
3.2. Temperature Field Simulation
3.3. Simulation of the Welding Residual Stress Field
4. Conclusions
- (1)
- A multi-channel temperature acquisition instrument was adopted to obtain the actual welding temperature–time history curve of RHS-to-RHS Y-shaped connections during the field welding process.
- (2)
- A method for analyzing the temperature field of RHS-to-RHS Y-shaped connection welding has been developed. In this method, the welding process of the Y-shaped joint was simulated using a double ellipsoidal moving heat source. The temperature field obtained from numerical simulation was found to be in good agreement with the curve of the measured temperature field, with the error in the temperature peak at the end of each weld bead being within 10%.
- (3)
- Based on the numerical simulation method proposed in this paper for analyzing the welding temperature field, a comprehensive analysis was carried out on the welding residual stress of the RHS-to-RHS Y-shaped connection. The findings indicate that under the welding process described in this paper, the transverse and longitudinal residual stresses in the short side of the branch pipe are higher compared to those in the long side. Notably, the maximum transverse and longitudinal residual stresses in the middle position of short side of the branch pipe reaches 345 MPa, which is equivalent to the yield strength value of the base material.
- (4)
- The research methodology discussed in this article can be extended to other welding areas. For instance, it can be used to investigate the impact of TPU content on the welding properties of PP and ABS blends, as well as to examine the fatigue strength of welding lines in injection-molded products under varying tensile conditions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Eekhout, M. Tubular Structures in Architecture, 2nd ed.; Delft University of Technology: Delft, The Netherlands, 2011; 127p. [Google Scholar]
- Wardenier, J.; Packer, J.A.; Zhao, X.L.; Van der Vegte, G.J. Hollow Sections in Structural Applications; John Wiley & Sons: Hoboken, NJ, USA, 2010; 232p. [Google Scholar]
- Zhang, C.; Wang, X.; Chang, M.; Wang, H.; Ye, Y.; Deng, D. Effects of Yield Strength of Weld Metal and Material Strain Hardening on Prediction Accuracy of Welding Residual Stress and Deformation in a Q345 Steel Joint. J. Mech. Eng. 2021, 57, 160–168. [Google Scholar]
- Hensel, J.; Nitschke, P.; Ngoula, T.; Beier, H.-T.; Tchuindjang, D.; Zerbst, U. Welding residual stresses as needed for the prediction of fatigue crack propagation and fatigue strength. Eng. Fract. Mech. 2018, 198, 123–141. [Google Scholar] [CrossRef]
- An, G.; Woo, W.; Park, J. Welding residual stress effect in fracture toughness. J. Nanosci. Nanotechnol. 2019, 19, 2323–2328. [Google Scholar] [CrossRef] [PubMed]
- Deng, D.; Zhou, Y.; Bi, T.; Liu, X. Experimental and numerical investigations of welding distortion induced by CO2 gas arc welding in thin-plate bead-on joints. Mater. Des. 2013, 52, 720–729. [Google Scholar] [CrossRef]
- Lindgren, L.E. Computational Welding Mechanics; Woodhead Publishing: Cambridge, UK, 2007. [Google Scholar]
- Seles, K.; Peric, M.; Tonkovic, Z. Numerical simulation of a welding process using a prescribed temperature approach. J. Constr. Steel Res. 2018, 145, 49–57. [Google Scholar] [CrossRef]
- Ueda, Y.; Yamakawa, T. Analysis of thermal elastic-plastic stress and strain during welding by finite element method. Trans. J. Jpn. Weld. Soc. 1971, 2, 90–100. [Google Scholar]
- Gao, Z.; Guo, Y. Analysis on influence of welding residual stress on ultimate bearing capacity of Y-joints. J. Architect. Civil Eng. 2016, 33, 11. [Google Scholar]
- Cao, Y.; Meng, Z.; Zhang, S.; Tian, H. FEM study on the stress concentration factors of K-joints with welding residual stress. Appl. Ocean Res. 2013, 43, 195–205. [Google Scholar] [CrossRef]
- Wang, J.; Ma, N.; Murakawa, H. An efficient FE computation for predicting welding induced buckling in production of ship panel structure. Mar. Struct. 2015, 41, 20–52. [Google Scholar] [CrossRef]
- Garifullin, M.; Launert, B.; Heinisuo, M.; Pasternak, H.; Mela, K.; Pajunen, S. Effect of welding residual stresses on local behavior of rectangular hollow section joints. Part 1–Development of numerical model. Bauing. Z. Fuer Das Gesamte Bauwes. 2018, 93, 152–159. [Google Scholar]
- Garifullin, M.; Launert, B.; Heinisuo, M.; Pasternak, H.; Mela, K.; Pajunen, S. Effect of welding residual stresses on local behavior of rectangular hollow section joints. Part 2–Parametric studies. Bauing. Z. Fuer Das Gesamte Bauwes. 2018, 93, 207–213. [Google Scholar]
- Gadallah, R.; Tsutsumi, S.; Tanaka, S.; Osawa, N. Accurate evaluation of fracture parameters for a surface-cracked tubular T-joint taking welding residual stress into account. Mar. Struct. 2020, 71, 102733. [Google Scholar] [CrossRef]
- Jin, D.; Hou, C.; Shen, L. Effect of welding residual stress on the performance of CFST tubular joints. J. Constr. Steel Res. 2021, 184, 106827. [Google Scholar] [CrossRef]
- Wu, J.; Qiang, B.; Liao, X.; Kang, L.; Yao, C.; Li, Y. Experimental investigation and numerical simulation of welding residual stress in orthotropic steel deck with diaphragm considering solid-state phase transformation. Eng. Struct. 2022, 250, 113415. [Google Scholar] [CrossRef]
- Krishna Murthy, K.R.; Akyel, F.; Reisgen, U.; Olschok, S. Simulation of transient heat transfer and phase transformation in laser beam welding for low alloy steel and studying its influences on the welding residual stresses. J. Adv. Join. Process. 2022, 5, 100080. [Google Scholar] [CrossRef]
- Hashemzadeh, M.; Garbatov, Y.; Guedes Soares, C. Hybrid-laser welding-induced distortions and residual stresses analysis of large-scale stiffener panel. Ocean Eng. 2022, 245, 110411. [Google Scholar] [CrossRef]
- Zhang, H.; Ouyang, Z.; Li, L.; Ma, W.; Liu, Y.; Chen, F. Numerical study on welding residual stress distribution of corrugated steel webs. Metals 2022, 12, 1831. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Coefficient of Thermal Expansion (105 °C−1) | Yield Stress (108 Pa) | Modulus of Elasticity (1011 Pa) | Poisson’s Ratio | Thermal Conductivity (10 W·m−1·°C−1) | Specific Heat Capacity (102 J·kg−1·°C−1) | Quality (103 Kg·m−3) |
|---|---|---|---|---|---|---|---|
| 30 | 1.1 | 3.45 | 2.05 | 0.3 | 5 | 4.65 | 7.85 |
| 250 | 1.22 | 2.95 | 1.87 | 0.3 | 4.7 | 4.8 | 7.85 |
| 500 | 1.39 | 2.5 | 1.5 | 0.3 | 4 | 5.3 | 7.85 |
| 750 | 1.48 | 1.6 | 0.7 | 0.3 | 2.7 | 6.75 | 7.85 |
| 1000 | 1.34 | 1.45 | 0.2 | 0.3 | 3.1 | 6.7 | 7.85 |
| 1500 | 1.33 | 1.22 | 0.19 | 0.3 | 3.5 | 6.6 | 7.85 |
| 2500 | 1.31 | 0.1 | 0.12 | 0.3 | 14.2 | 8.2 | 7.85 |
| Weld Bead | Welding Time (s) | Weld Length (mm) | Welding Voltage (V) | Welding Current (A) |
|---|---|---|---|---|
| No. 1 | 1260 | 718 | 26.8 | 120 |
| No. 2 | 900 | 316 | 26.8 | 120 |
| No. 3 | 360 | 316 | 26.8 | 120 |
| No. 4 | 300 | 316 | 26.8 | 120 |
| No. 5 | 660 | 718 | 26.8 | 120 |
| No. 6 | 180 | 316 | 26.8 | 120 |
| No. 7 | 240 | 316 | 26.8 | 120 |
| No. 8 | 240 | 316 | 26.8 | 120 |
| The Side of the Branch | Weld Bead | Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Point 6 | Point 7 | Point 8 | Point 9 |
|---|---|---|---|---|---|---|---|---|---|---|
| Inner side | No. 1 | 164.8 | 157.4 | 129.8 | 96.4 | 91.7 | 81.6 | 67.1 | 73 | 64.6 |
| Inner side | No. 5 | 178.2 | 147 | 148.9 | 112 | 97.4 | 99.9 | 83 | 81.1 | 80.1 |
| Outer side | No. 1 | 156.4 | 131 | 135.3 | 86.7 | 84.4 | 85.3 | 63.5 | 68 | 65.9 |
| Outer side | No. 5 | 140.7 | 115.7 | 109.6 | 95.6 | 77.7 | 79.3 | 75 | 70.6 | 67.7 |
| Upper side | No. 4 | 175.5 | 199 | 160.6 | 113.4 | 116.6 | 87.8 | 85.3 | / | / |
| Bottom side | No. 8 | 202.8 | 208 | 178.7 | 138.9 | 113.1 | 96.7 | 86.1 | / | / |
| The Side of the Branch | Weld Bead | Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Point 6 | Point 7 | Point 8 | Point 9 |
|---|---|---|---|---|---|---|---|---|---|---|
| Inner side | No. 1 | 169.2 | 150.3 | 136.1 | 92.9 | 88.0 | 80.8 | 77.0 | 62.2 | 59.0 |
| Inner side | No. 5 | 169.0 | 150.6 | 137.6 | 108.0 | 95.3 | 95.0 | 83.8 | 68.8 | 73.0 |
| Outer side | No. 1 | 163.5 | 141.0 | 141.8 | 88.6 | 86.4 | 80.9 | 61.3 | 62.0 | 61.0 |
| Outer side | No. 5 | 137.4 | 124.2 | 117.0 | 94.6 | 81.0 | 78.7 | 71.9 | 64.9 | 61.2 |
| Upper side | No. 4 | 172.2 | 185.0 | 161.2 | 108.8 | 112.0 | 83.0 | 77.0 | / | / |
| Bottom side | No. 8 | 202.1 | 197.3 | 179.2 | 133.0 | 116.9 | 91.6 | 84.0 | / | / |
| The Side of the Branch | Weld Bead | Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Point 6 | Point 7 | Point 8 | Point 9 |
|---|---|---|---|---|---|---|---|---|---|---|
| Inner side | No. 1 | 2.7% | 4.5% | 4.9% | 3.7% | 4.1% | 1.0% | 5.3% | 1.2% | 8.7% |
| Inner side | No. 5 | 5.1% | 2.4% | 7.6% | 3.6% | 2.2% | 4.9% | 4.6% | 5.3% | 8.9% |
| Outer side | No. 1 | 4.5% | 7.6% | 4.8% | 2.2% | 2.4% | 5.2% | 3.5% | 8.9% | 7.4% |
| Outer side | No. 5 | 2.4% | 7.3% | 6.8% | 1.1% | 4.2% | 0.8% | 4.1% | 8.1% | 9.6% |
| Upper side | No. 4 | 1.9% | 7.0% | 0.3% | 4.1% | 3.9% | 5.5% | 9.7% | / | / |
| Bottom side | No. 8 | 0.3% | 5.2% | 0.3% | 4.2% | 3.3% | 5.3% | 2.4% | / | / |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, Z.; Zheng, F.; Ju, J. Analysis and Experiment on the Welding Temperature Field of Multi-Layer and Multi-Pass for RHS–RHS Y-Connections. Buildings 2024, 14, 157. https://doi.org/10.3390/buildings14010157
Yan Z, Zheng F, Ju J. Analysis and Experiment on the Welding Temperature Field of Multi-Layer and Multi-Pass for RHS–RHS Y-Connections. Buildings. 2024; 14(1):157. https://doi.org/10.3390/buildings14010157
Chicago/Turabian StyleYan, Zhaoru, Feihong Zheng, and Jinsan Ju. 2024. "Analysis and Experiment on the Welding Temperature Field of Multi-Layer and Multi-Pass for RHS–RHS Y-Connections" Buildings 14, no. 1: 157. https://doi.org/10.3390/buildings14010157
APA StyleYan, Z., Zheng, F., & Ju, J. (2024). Analysis and Experiment on the Welding Temperature Field of Multi-Layer and Multi-Pass for RHS–RHS Y-Connections. Buildings, 14(1), 157. https://doi.org/10.3390/buildings14010157