
Experimental Investigation of the CFS-PU Composite Wall Panel under Axial Compression



Abstract
1. Introduction
2. Experimental Program
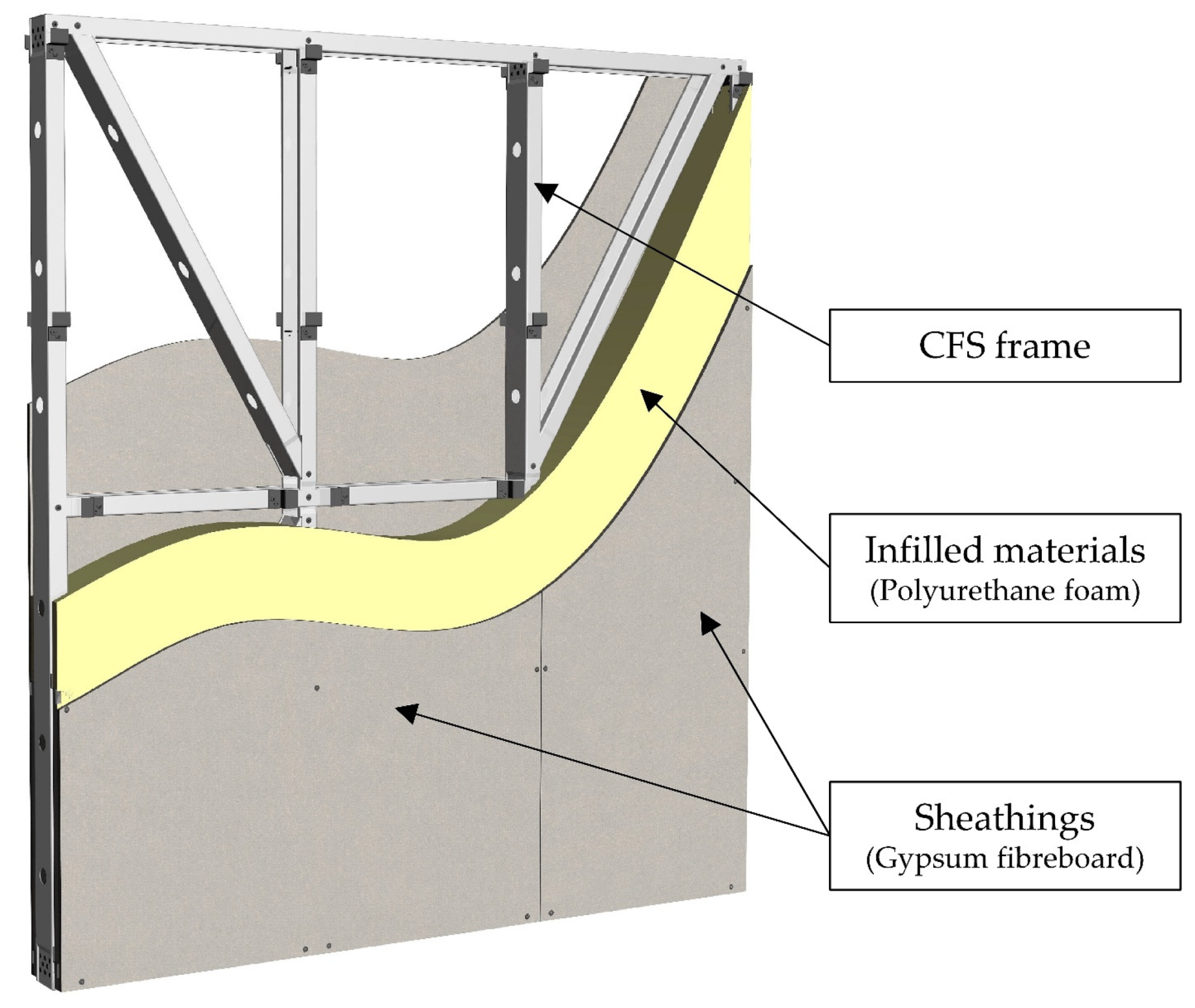
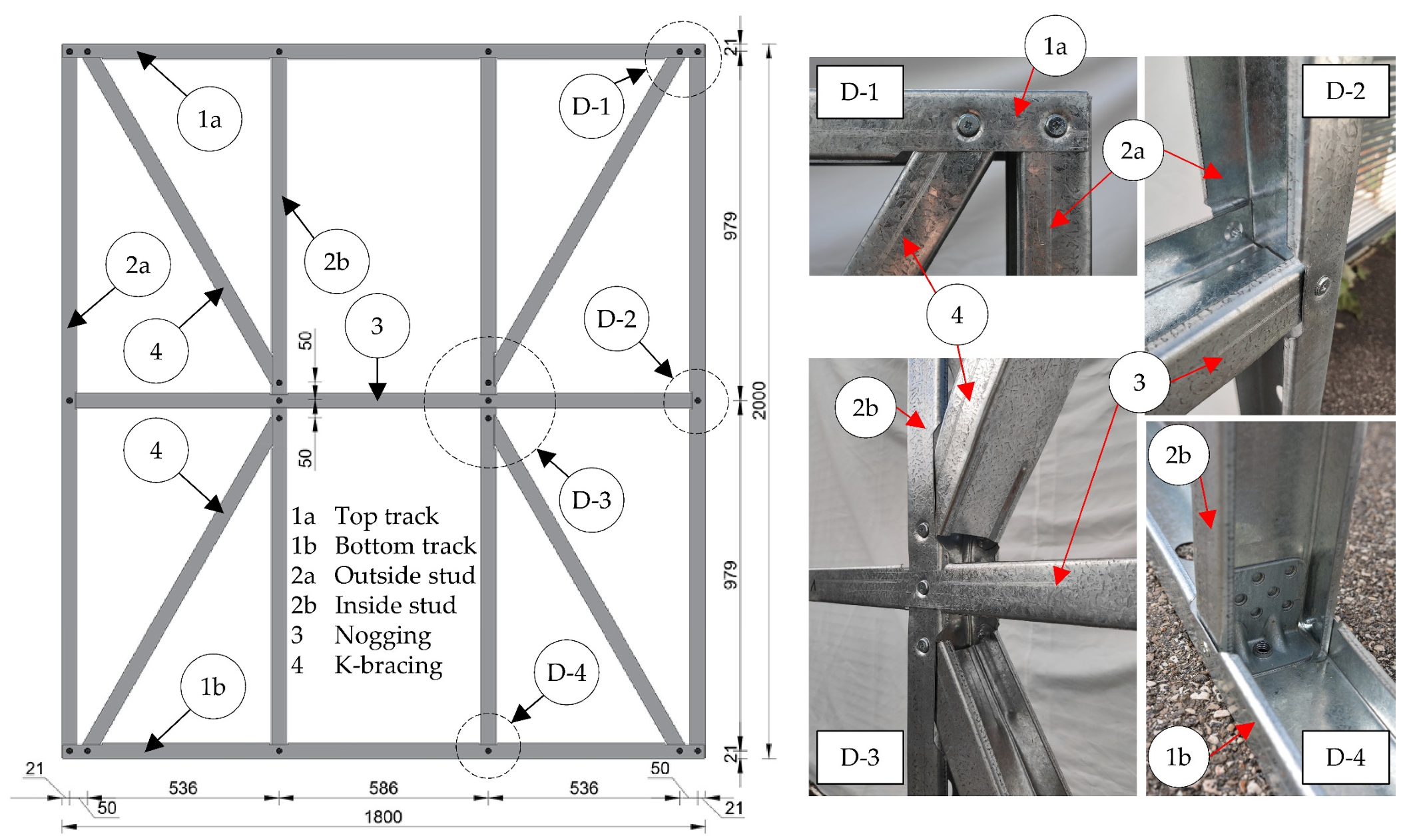
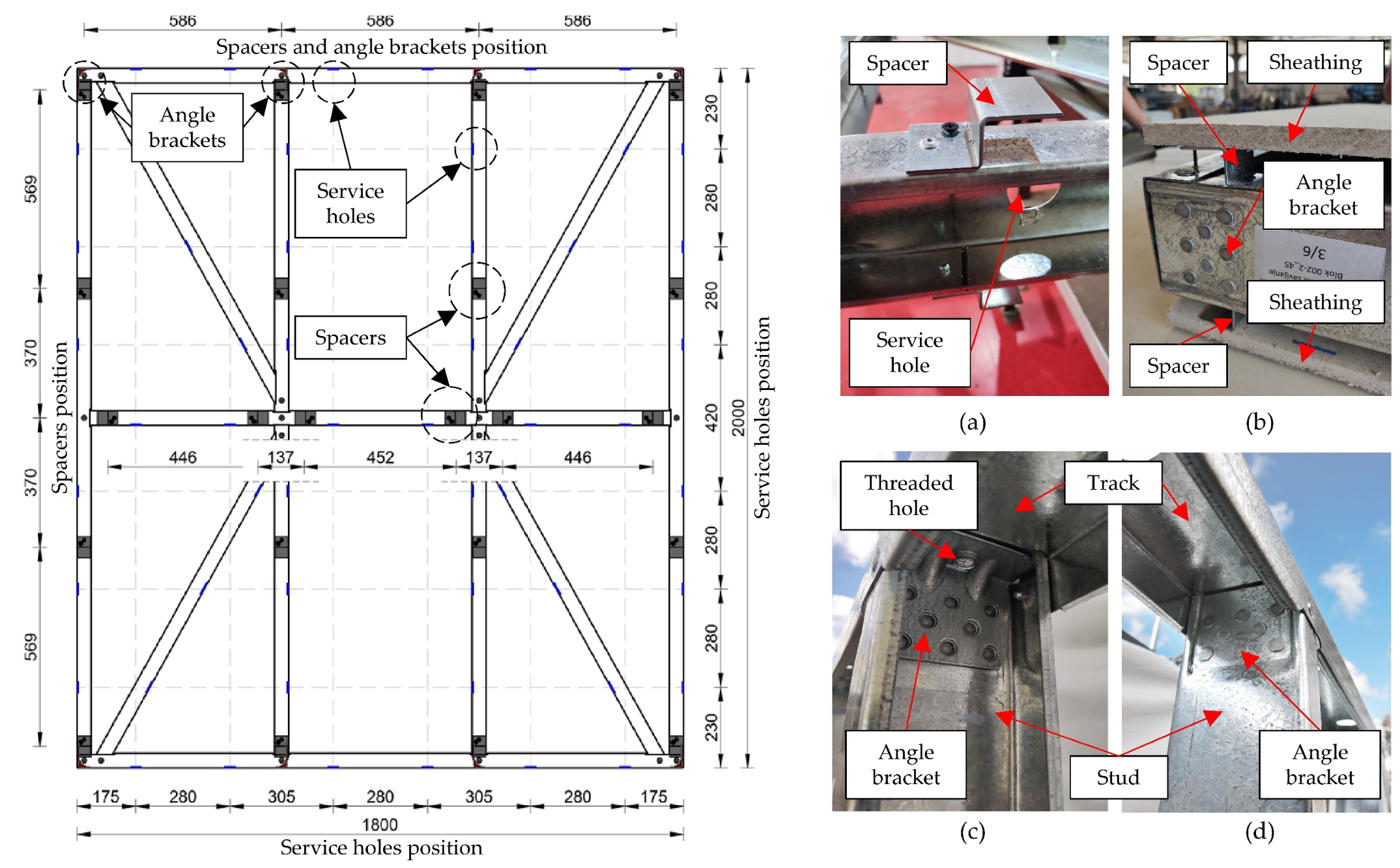
2.1. Specimen Description
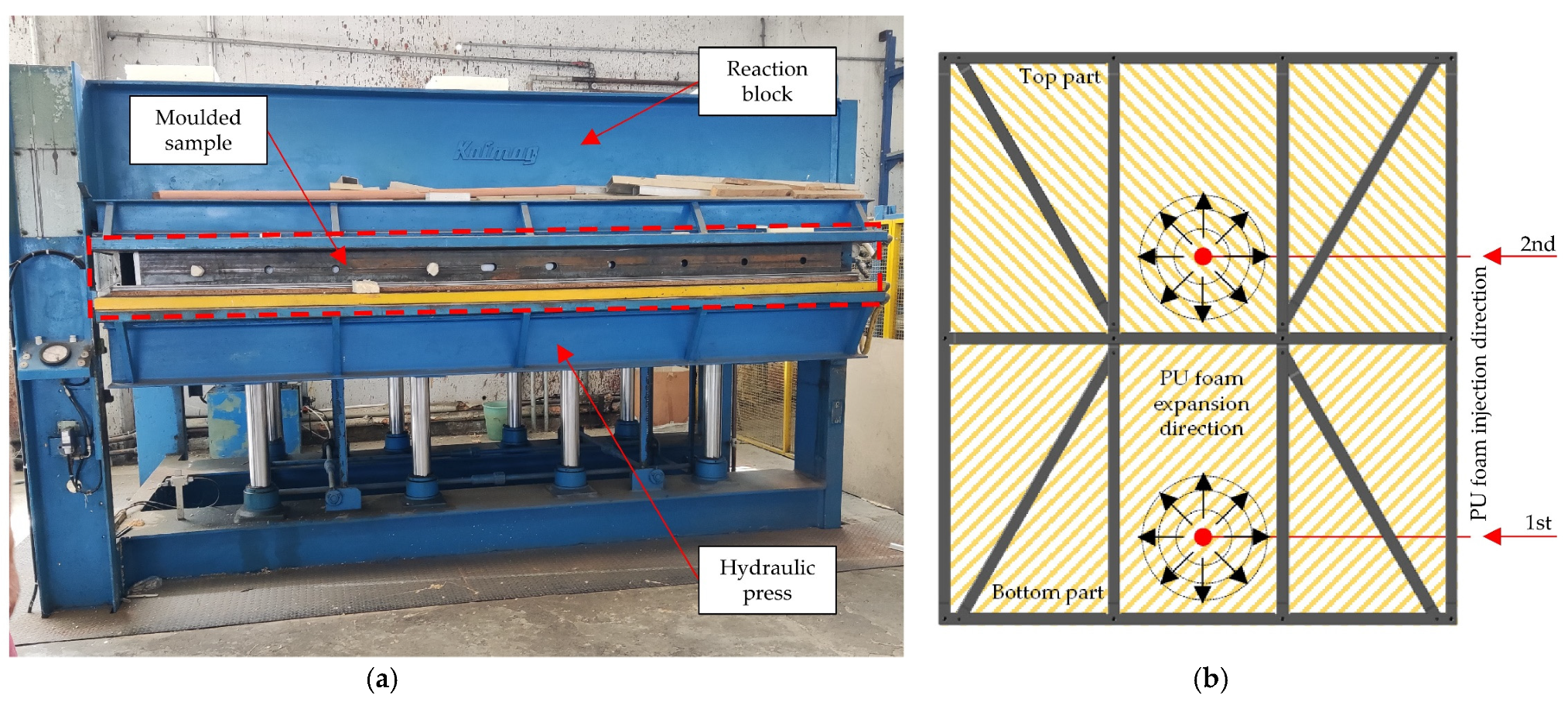
2.2. PU Foam Injection
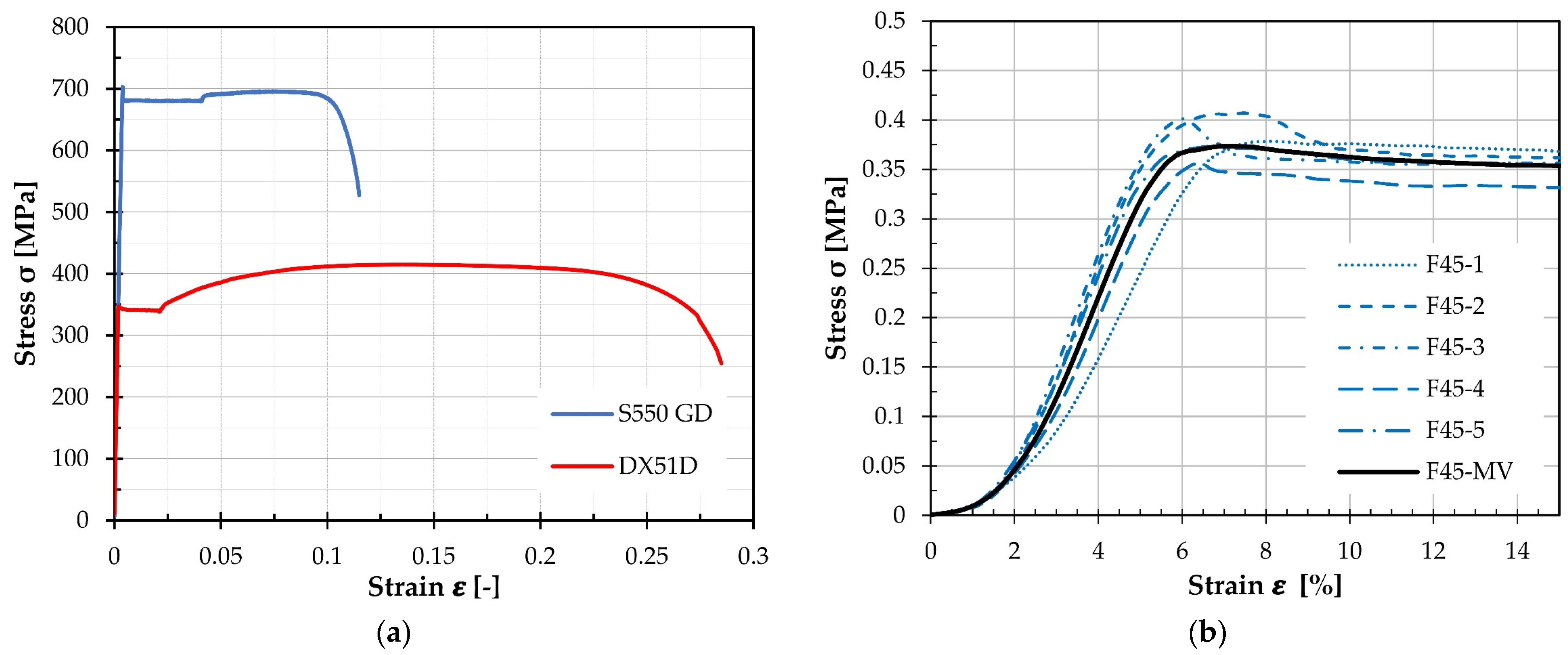
2.3. Material Properties
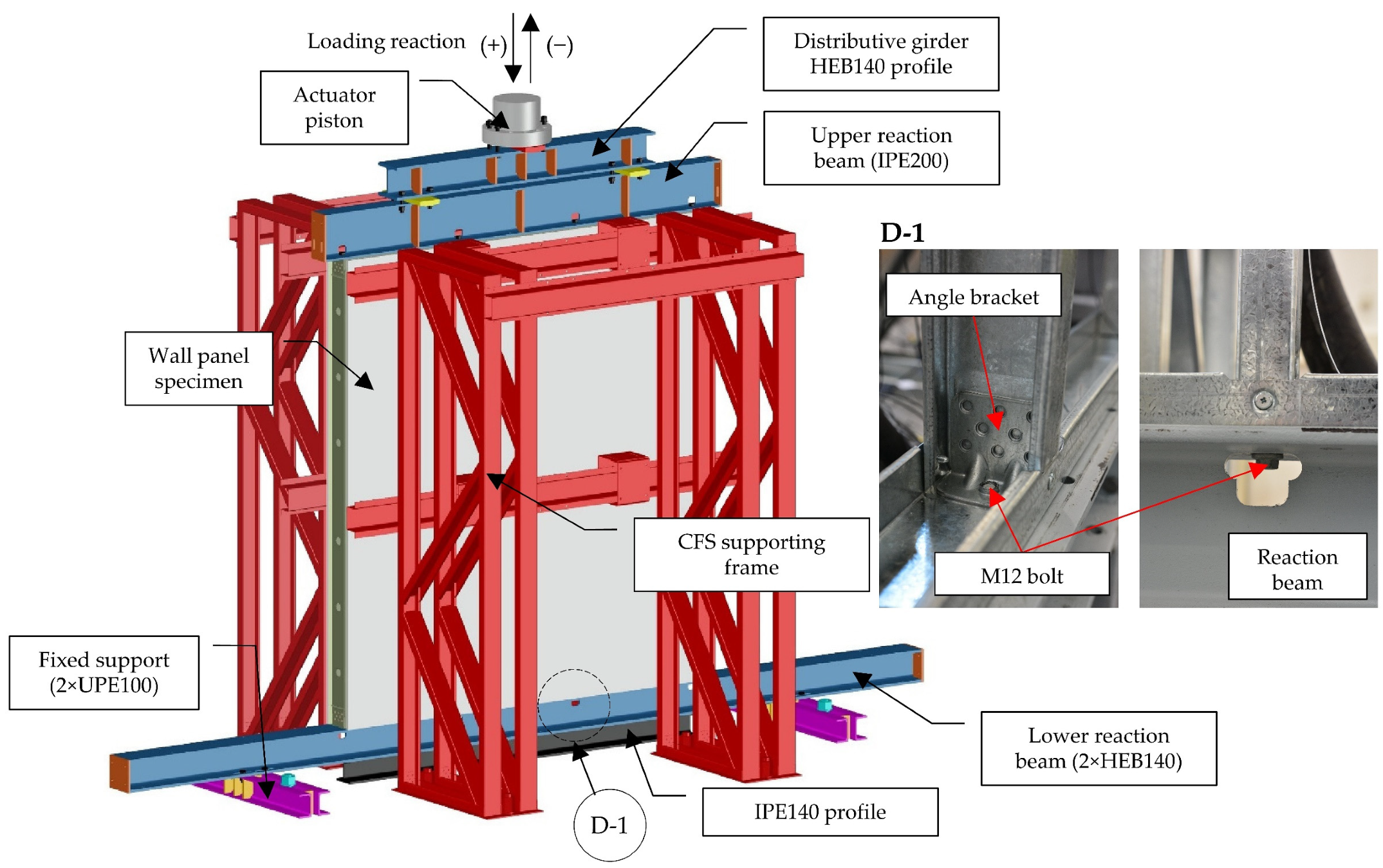
2.4. Test Setup
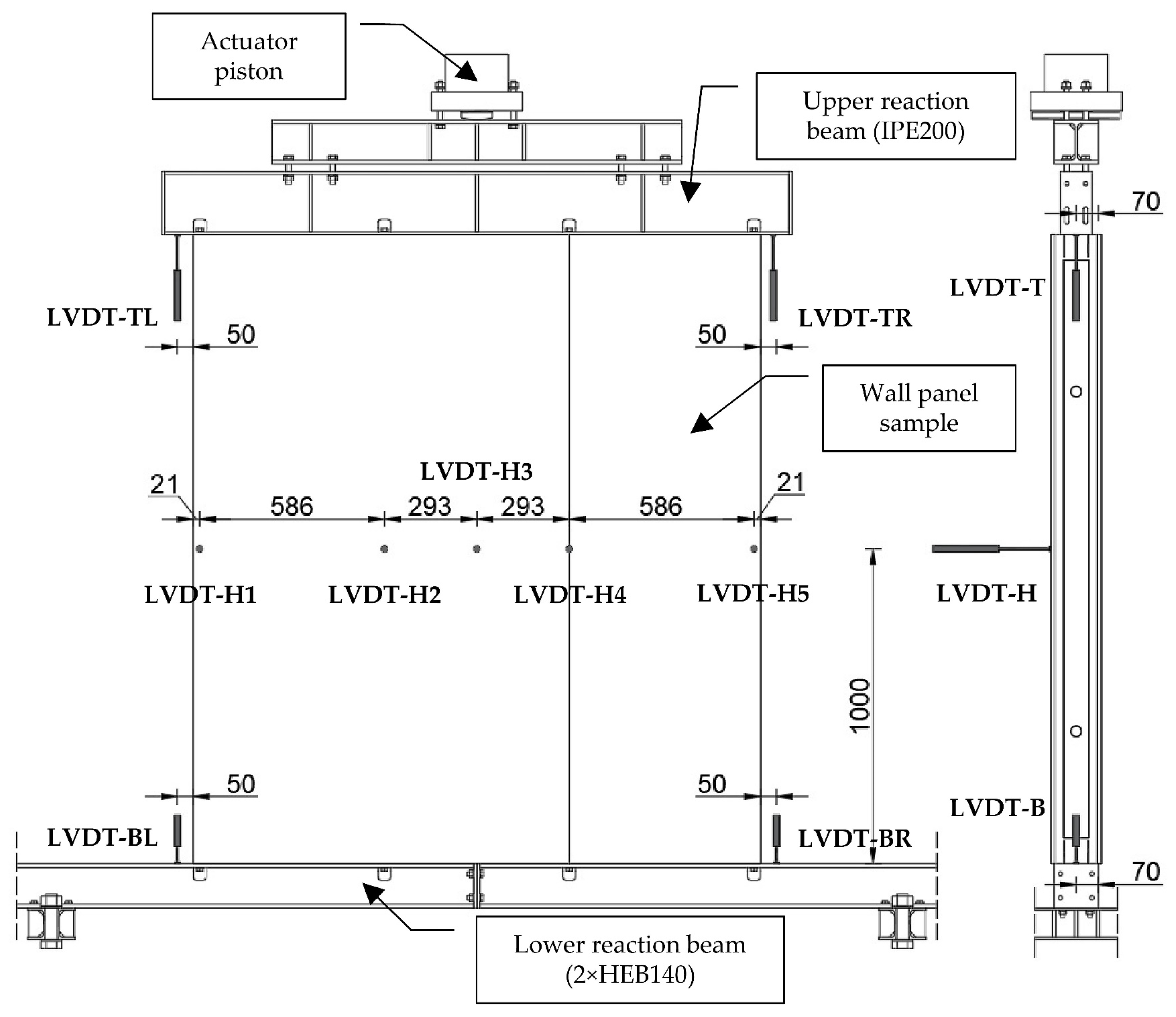
2.5. Instrumentation
3. Test Results and Failure Modes
3.1. Failure Modes
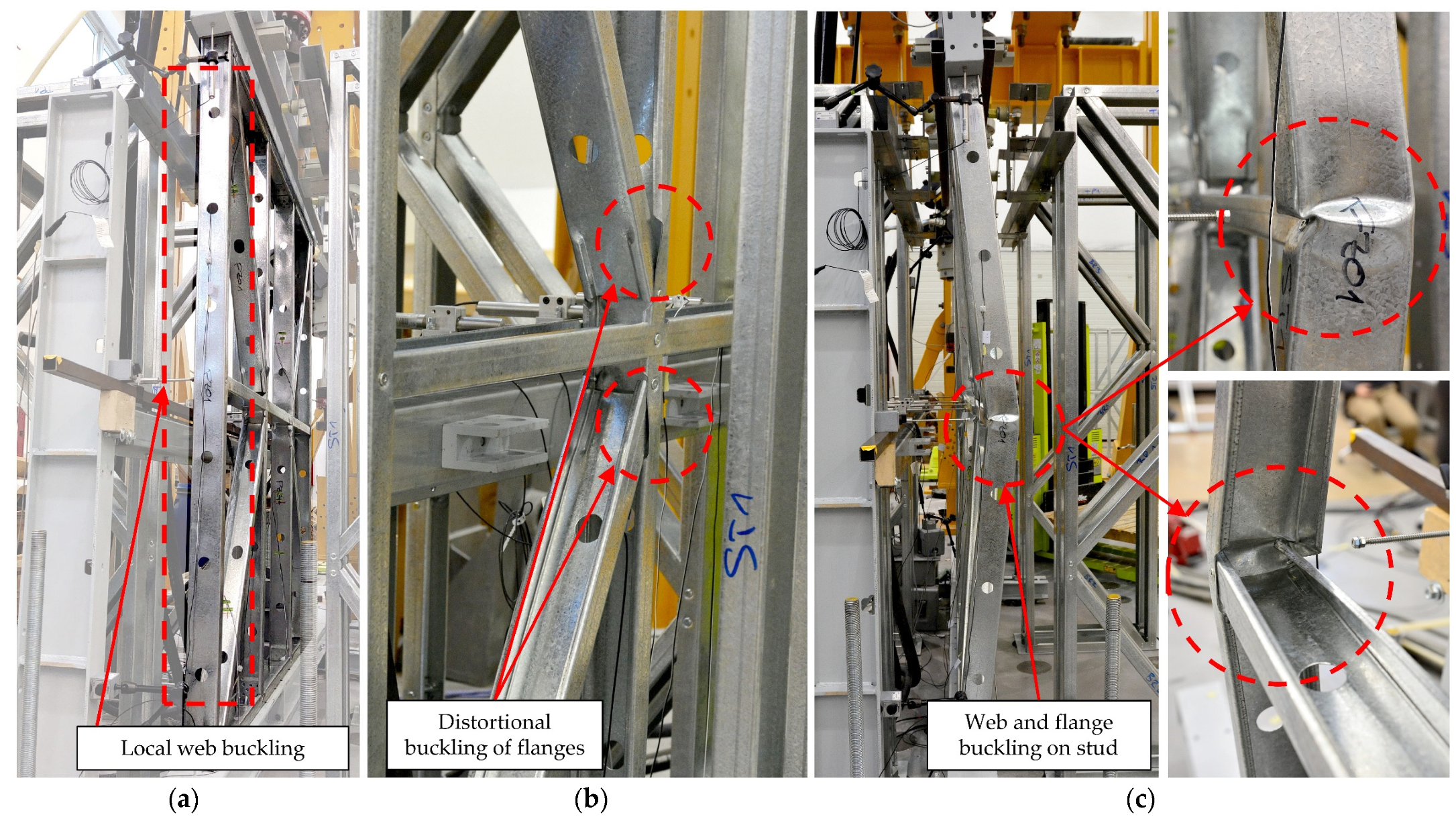
3.1.1. CFS Frame
3.1.2. CFS-PU Composite Wall Panel
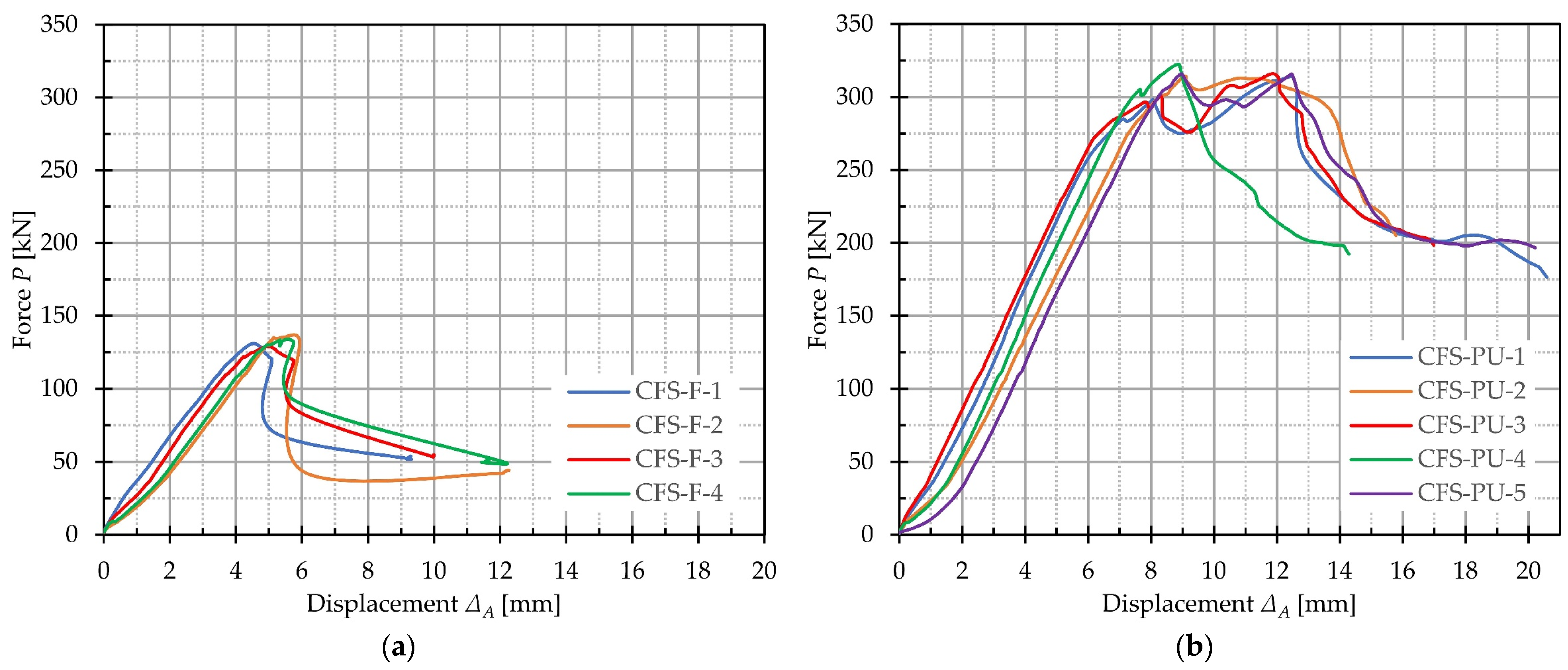
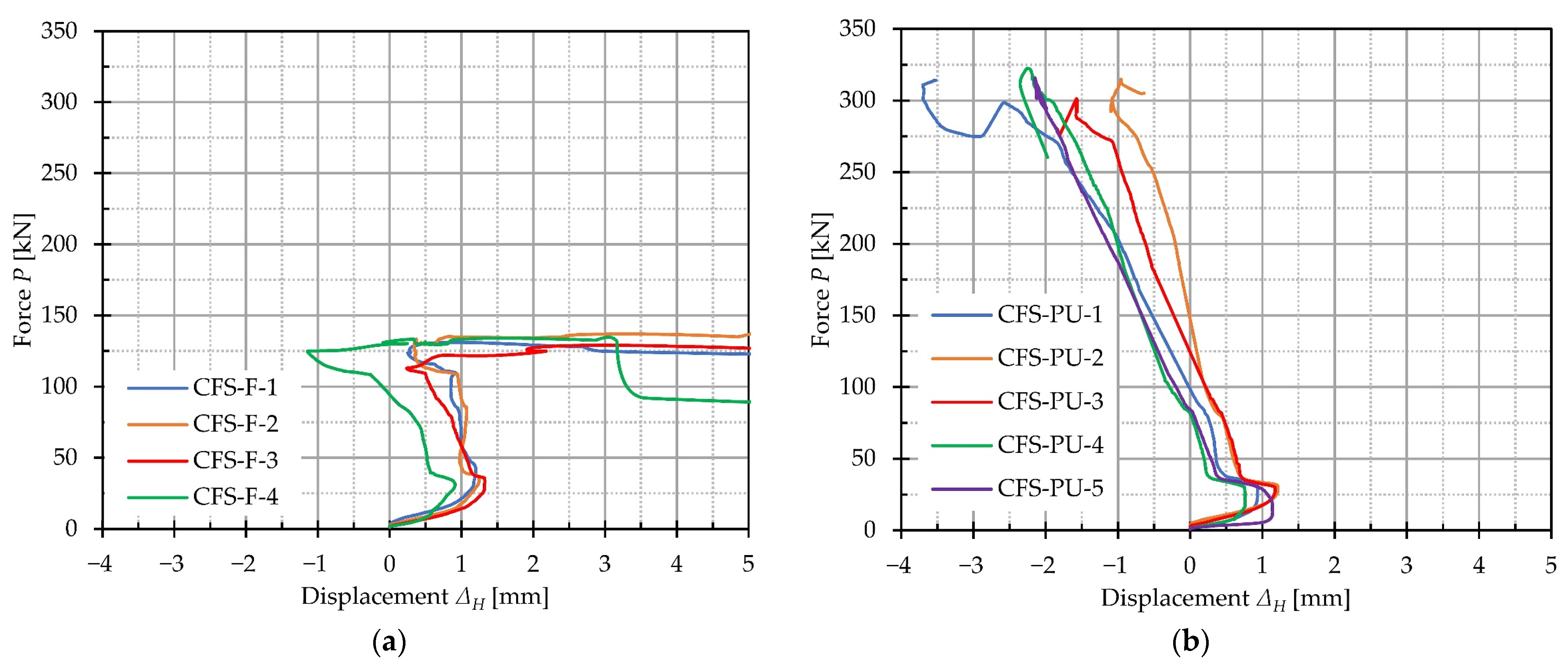
3.2. Load–Displacement Responses
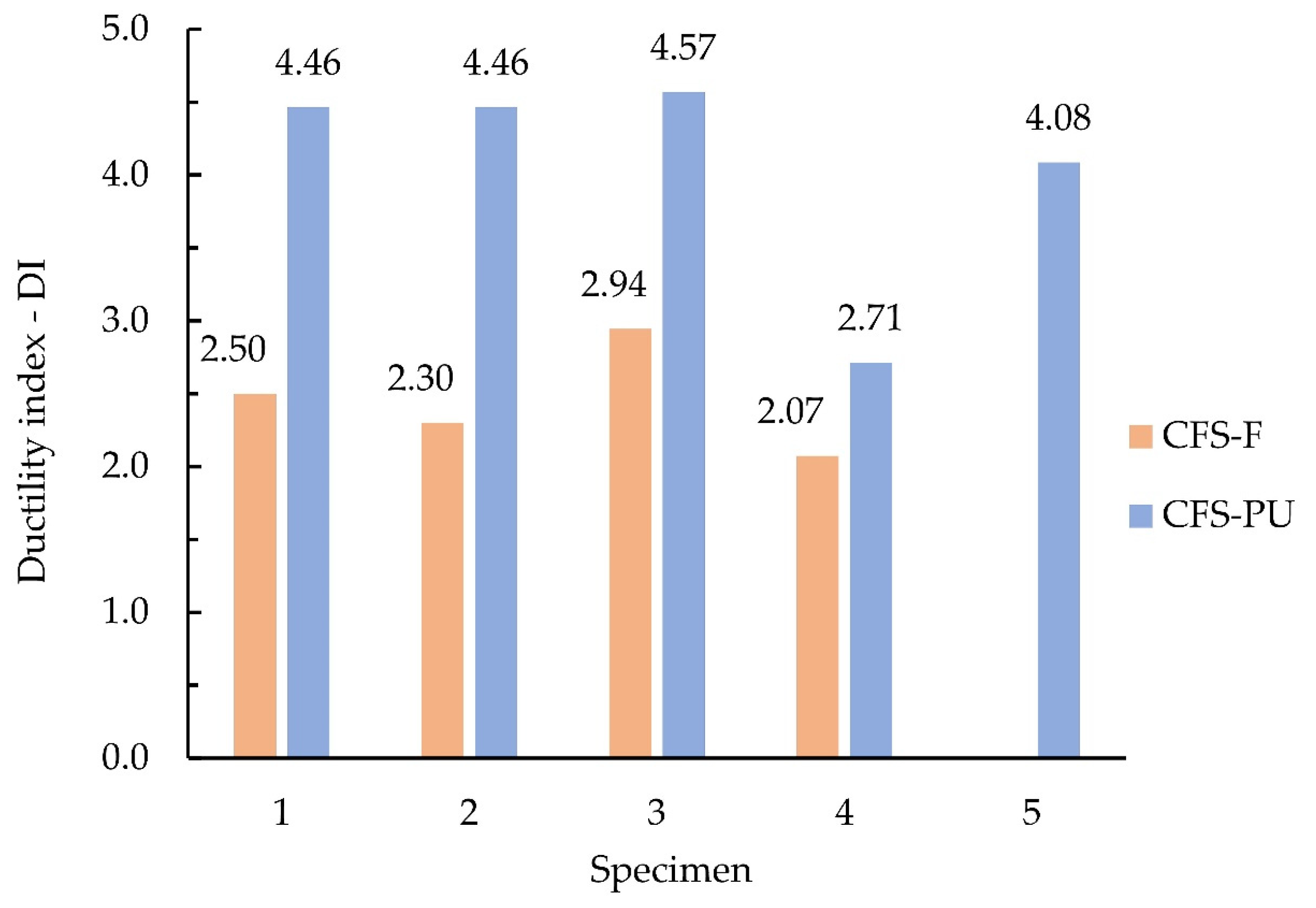
3.3. Ductility Index
4. Discussion
5. Conclusions
- (a)
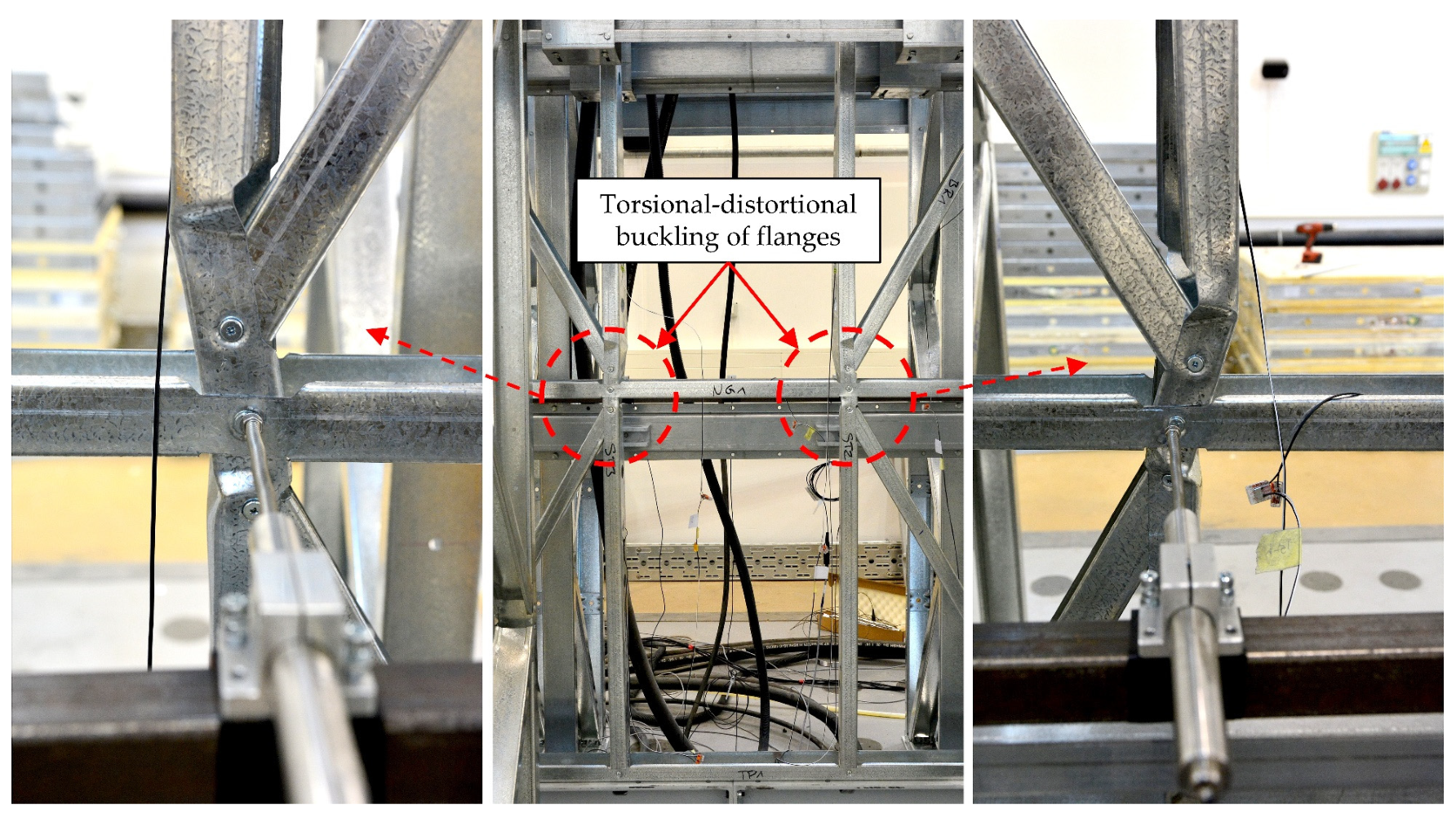
- CFS-F specimens without infill and sheathing failed at the yielding, which was characterised by local buckling at the web of the studs, distortional buckling at the stud flanges, and loss in local stability. After reaching the load-bearing capacity, the CFS-F specimens lost almost all of their load-bearing resistance, resulting in out-of-plane buckling of the entire specimen. This failure mode is unpredictable, sudden, and undesirable as it can lead to serious accidents.
- (b)
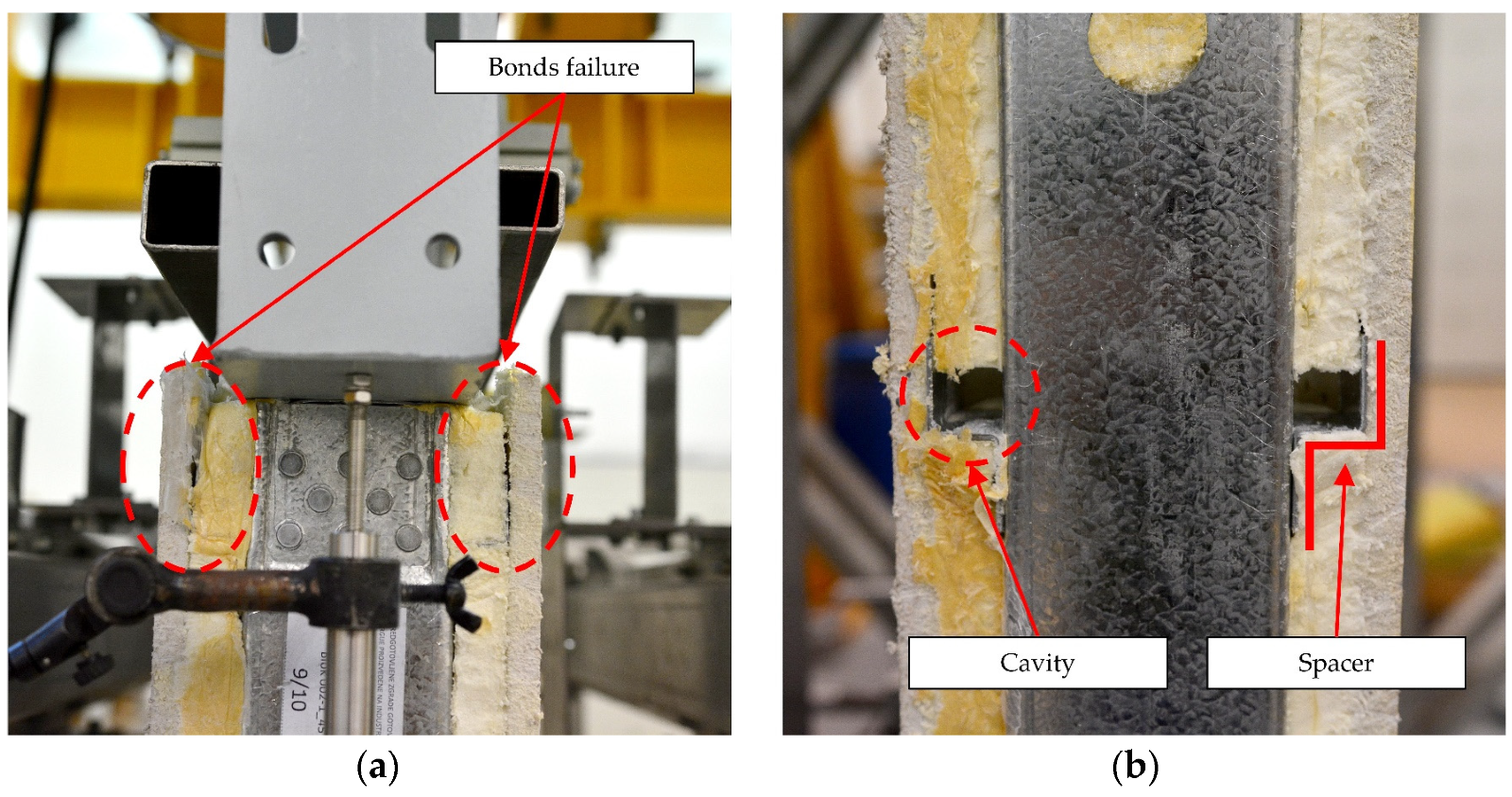
- The incorporation of PU foam and sheathing into the CFS-PU specimens significantly improved their performance and provided additional support to the CFS frame elements. Injection of the foam under pressure provided uniform distribution of the foam throughout the panel, resulting in improved bonding and interaction of all panel components. This additional support from the foam and sheathing prevented out-of-plane buckling and improved the overall stability of the composite wall panels.
- (c)
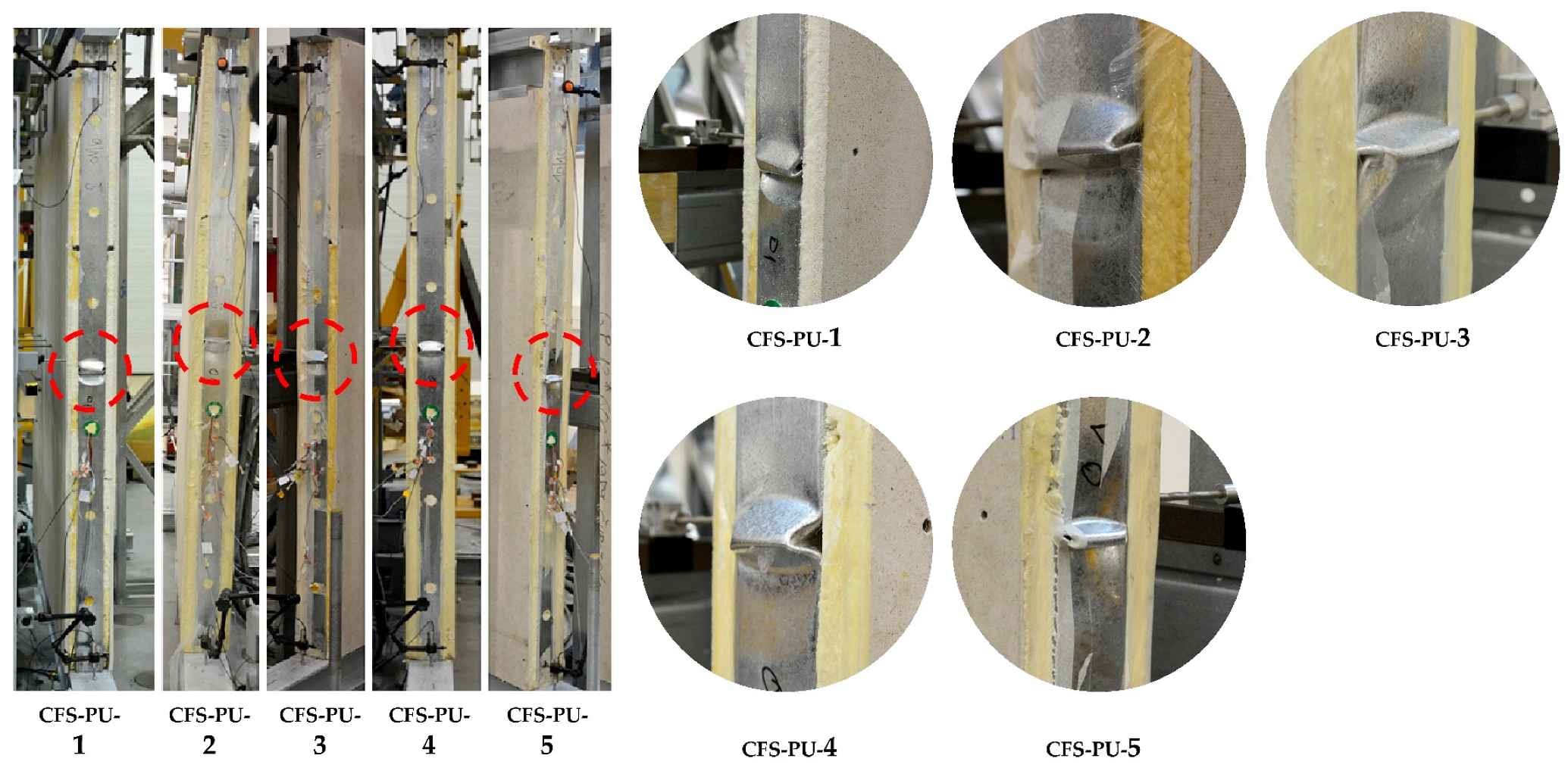
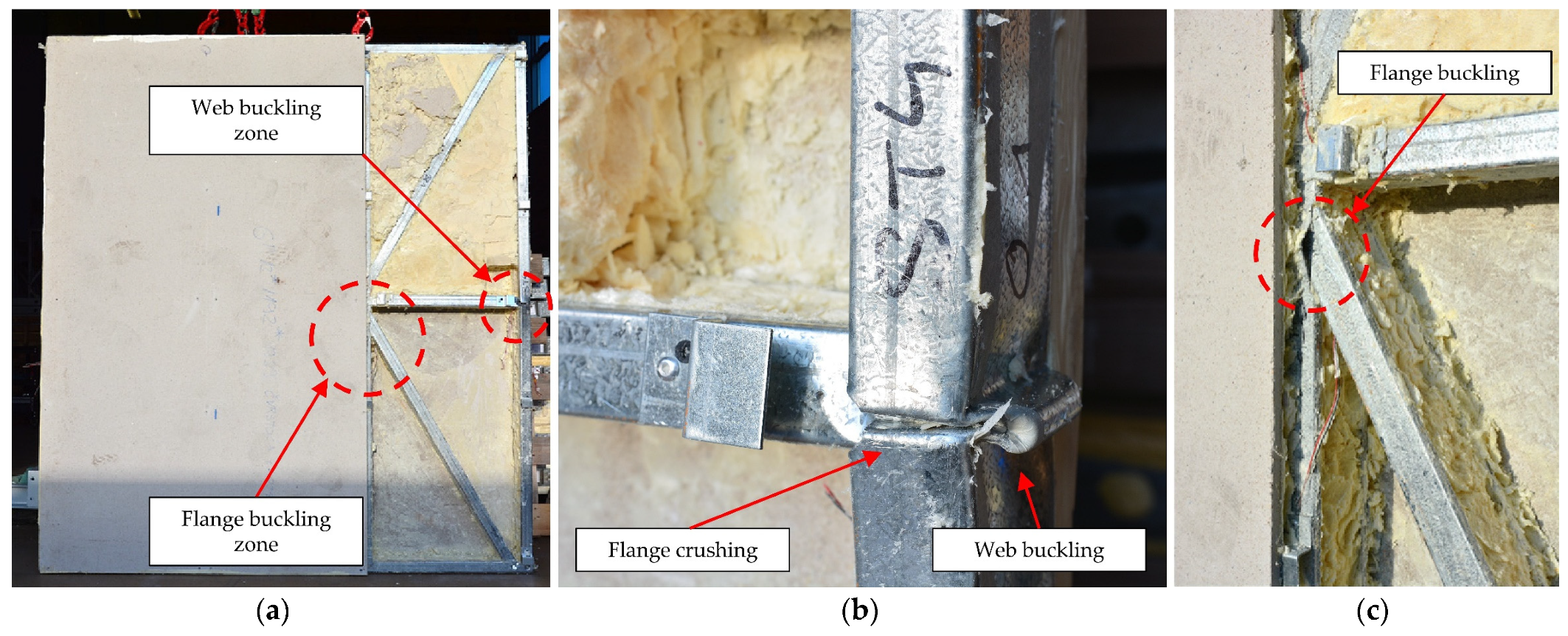
- CFS-PU specimens experienced local buckling of the web at the outer stud and subsequent flange crushing, as the foam support was limited to one side. Despite these localised failures, the CFS-PU specimens exhibited higher load-bearing capacities and stiffness compared to the CFS-F specimens, with the load-bearing capacity increased by 2.34 times and stiffness by 1.47 times. In addition, the CFS-PU specimens reached a higher force at which yielding occured, indicating a larger elastic zone.
- (d)
- CFS-PU specimens showed satisfactory resistance and ductility even after failure. The ductility index was 1.65 times higher for the CFS-PU specimens compared to the CFS-F specimens, indicating their ability to withstand loading and absorb energy.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dubina, D.; Ungureanu, V.; Landolfo, R. Design of Cold-Formed Steel Structures; Wiley: New York, NY, USA, 2012. [Google Scholar] [CrossRef]
- Mousavi, S.A.; Zahrai, S.M.; Bahrami-Rad, A. Quasi-static cyclic tests on super-lightweight EPS concrete shear walls. Eng. Struct. 2014, 65, 62–75. [Google Scholar] [CrossRef]
- Mydin, A.O.; Wang, Y. Structural performance of lightweight steel-foamed concrete–steel composite walling system under compression. Thin-Walled Struct. 2011, 49, 66–76. [Google Scholar] [CrossRef]
- Shannag, M. Characteristics of lightweight concrete containing mineral admixtures. Constr. Build. Mater. 2011, 25, 658–662. [Google Scholar] [CrossRef]
- Xu, Z.; Chen, Z.; Osman, B.H.; Yang, S. Seismic performance of high-strength lightweight foamed concrete-filled cold-formed steel shear walls. J. Constr. Steel Res. 2018, 143, 148–161. [Google Scholar] [CrossRef]
- Wu, H.; Sui, L.; Wang, J.; Zhou, T. Cycle performance tests and numerical modeling of infilled CFS shear walls. J. Constr. Steel Res. 2020, 168, 106010. [Google Scholar] [CrossRef]
- Wang, W.; Wang, J.; Zhao, P.; Ja, L.; Pan, G. Axial compressive experiments and structural behaviour estimation of CFS composite walls sprayed with LPM. J. Build. Eng. 2020, 30, 101305. [Google Scholar] [CrossRef]
- Hegyi, P.; Dunai, L. Experimental study on ultra-lightweight-concrete encased cold-formed steel structures Part I: Stability behaviour of elements subjected to bending. Thin-Walled Struct. 2016, 101, 75–84. [Google Scholar] [CrossRef]
- Hegyi, P.; Dunai, L. Experimental investigations on ultra-lightweight-concrete encased cold-formed steel structures. Thin-Walled Struct. 2016, 101, 100–108. [Google Scholar] [CrossRef]
- Wu, H.; Chao, S.; Zhou, T.; Liu, X. Cold-formed steel framing walls with infilled lightweight FGD gypsum Part I: Cyclic loading tests. Thin-Walled Struct. 2018, 132, 759–770. [Google Scholar] [CrossRef]
- Wu, H.; Chao, S.; Zhou, T.; Liu, Y. Cold-formed steel framing walls with infilled lightweight FGD gypsum Part II: Axial compression tests. Thin-Walled Struct. 2018, 132, 771–782. [Google Scholar] [CrossRef]
- von der Heyden, A.; Lange, J. Buckling behaviour of polyurethane foam-filled cold-formed steel C-sections. In Proceedings of the 20th International Conference on Composite Materials (ICCM20), Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Sagadevan, R.; Rao, B. Experimental and analytical study on structural performance of polyurethane foam-filled built-up galvanized iron members. Thin-Walled Struct. 2020, 146, 106446. [Google Scholar] [CrossRef]
- Miller, H.T.; Pekoz, T. Behavior of Cold-Formed Steel Wall Stud Assemblies. J. Struct. Eng. 1993, 119, 641–651. [Google Scholar] [CrossRef]
- Miller, H.T.; Pekoz, T. Behavior of Gypsum-Sheathed Cold-Formed Steel Wall Studs. J. Struct. Eng. 1994, 120, 1644–1650. [Google Scholar] [CrossRef]
- Tian, Y.; Wang, J.; Lu, T.; Barlow, C. An experimental study on the axial behaviour of cold-formed steel wall studs and panels. Thin-Walled Struct. 2004, 42, 557–573. [Google Scholar] [CrossRef]
- Tian, Y.; Wang, J.; Lu, T. Axial load capacity of cold-formed steel wall stud with sheathing. Thin-Walled Struct. 2007, 45, 537–551. [Google Scholar] [CrossRef]
- Wang, J.; Tian, Y.; Lu, T. The role of frame members and sheathing in partition wall panels subjected to compression. Thin-Walled Struct. 2005, 43, 983–1002. [Google Scholar] [CrossRef]
- Vieira, L.; Shifferaw, Y.; Schafer, B. Experiments on sheathed cold-formed steel studs in compression. J. Constr. Steel Res. 2011, 67, 1554–1566. [Google Scholar] [CrossRef]
- Vieira, L.C.; Schafer, B.W. Lateral stiffness and strength of sheathing braced cold-formed steel stud walls. Eng. Struct. 2012, 37, 205–213. [Google Scholar] [CrossRef]
- Vieira, L.C.M.; Shifferaw, Y. Behavior and Design of Sheathed Cold-Formed Steel Stud Walls under Compression. J. Struct. Eng. 2013, 139, 772–786. [Google Scholar] [CrossRef]
- Ye, J.; Feng, R.; Chen, W.; Liu, W. Behavior of cold-formed steel wall stud with sheathing subjected to compression. J. Constr. Steel Res. 2016, 116, 79–91. [Google Scholar] [CrossRef]
- Sonkar, C.; Mittal, A.K.; Bhattacharyya, S.K. Comparative Study on Cold-Formed Steel Single-Stud and Multiple-Studs Wall Panels with Magnesium Oxide Sheathing under Axial Loading: Experimental and Analytical. J. Struct. Eng. 2020, 146, 04020224. [Google Scholar] [CrossRef]
- Sani, M.S.H.M.; Muftah, F.; Tan, C.S. Experimental Analysis of Cold-Formed Steel C-Sections with the Notch Subjected to Axial Compression. KSCE J. Civ. Eng. 2020, 24, 1228–1239. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, E.; Li, C. Study on axial compression mechanical behavior of cold-formed thin-walled C-shaped steel composite wall sheathed with straw board on both sides. Structures 2021, 33, 3746–3756. [Google Scholar] [CrossRef]
- Sonkar, C.; Bhattacharyya, S.K.; Mittal, A.K. Investigations on cold-formed steel wall panels with different sheathing boards under axial loading: Experimental and analytical/semi-analytical studies. J. Build. Eng. 2021, 44, 102924. [Google Scholar] [CrossRef]
- Mowrtage, W.; Yel, N.H.; Pekmezci, B.; Atahan, H.N. Load carrying capacity enhancement of cold formed steel walls using shotcreted steel sheets. Thin-Walled Struct. 2012, 60, 145–153. [Google Scholar] [CrossRef]
- Lukačević, L.; Krolo, P.; Bakran, A. Experimental Investigation of Face-to-Core Bond Strength between Gypsum Fibreboard and PU Rigid Foam. In Proceedings of the 10th International Congress of Croatian Society of Mechanics, Pula, Croatia, 28–30 September 2022; pp. 197–198. [Google Scholar]
- Lukačević, L.; Krolo, P.; Čeh, N. Ispitivanje kompozitnog panela na savijanje s ciljem utvrđivanja svojstva prionjivosti obloge i jezgre panela (eng. Bending test on a composite panel with the aim of determining the adhesion properties of the sheathing and the core). In Proceedings of the 11th Congress of Croatian Society of Mechanics, Pula, Croatia, 27–29 September 2021; pp. 165–171. [Google Scholar]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. The International Organization for Standardization: Geneva, Switzerland, 2019.
- Lukačević, L.; Krolo, P.; Bakran, A. Experimental Investigation of Novel Angle Bracket Connection in Cold-Formed Steel Structures. Buildings 2022, 12, 1115. [Google Scholar] [CrossRef]
- ISO 844:2021; Rigid Cellular Plastics—Determination of Compression Properties. The International Organization for Standardization: Brussels, Belgium, 2014.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Width (mm) | Height (mm) | Thickness (mm) | Weight (kg) | PU Foam Density (kg/m3) | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| wT | wB | hL | hR | tT | tB | tL | tR | |||
| CFS frame | ||||||||||
| CFS-F-1 | 1800 | 1799 | 2000 | 2000 | 89 | 30.06 | - | |||
| CFS-F-2 | 1801 | 1800 | 2000 | 1999 | 30.02 | - | ||||
| CFS-F-3 | 1799 | 1798 | 1999 | 2000 | 30.02 | - | ||||
| CFS-F-4 | 1799 | 1800 | 1997 | 2000 | 29.98 | - | ||||
| CFS-PU composite wall panel | ||||||||||
| CFS-PU-1 | 1796 | 1796 | 2003 | 2001 | 156 | 159 | 160 | 157 | 165.83 | 46.08 |
| CFS-PU-2 | 1798 | 1803 | 1996 | 2005 | 158 | 158 | 158 | 158 | 165.07 | 44.38 |
| CFS-PU-3 | 1800 | 1799 | 2003 | 2002 | 156 | 158 | 156 | 158 | 165.01 | 44.57 |
| CFS-PU-4 | 1798 | 1799 | 2004 | 2003 | 156 | 157 | 158 | 159 | 164.10 | 42.49 |
| CFS-PU-5 | 1799 | 1804 | 2003 | 2000 | 160 | 158 | 159 | 158 | 166.50 | 47.06 |
| Material | ||||||
|---|---|---|---|---|---|---|
| S550 GD | 183,737 | 697.22 | 704.98 | 0.39 | 7.41 | 8.89 |
| DX51D | 194,295 | 375.78 | 414.07 | 0.19 | 13.33 | 26.44 |
| Specimen | ||||||
|---|---|---|---|---|---|---|
| F45-1 | 9945 | 50 | 49.55 | 0.378 | 6.060 | 8.536 |
| F45-2 | 9958 | 49 | 49.18 | 0.407 | 5.624 | 8.575 |
| F45-3 | 9913 | 50 | 49.48 | 0.401 | 4.343 | 11.716 |
| F45-4 | 9937 | 50 | 49.27 | 0.356 | 4.385 | 11.438 |
| F45-5 | 9902 | 50 | 49.49 | 0.373 | 5.094 | 9.884 |
| F45-MV (Average) | 9931 | 50 | 49.39 | 0.38 | 5.10 | 10.03 |
| Relative Standard Deviation | 0.23% | 0.85% | 0.33% | 5.46% | 14.80% | 15.11% |
| Specimen | ||||
|---|---|---|---|---|
| CFS-F-1 | 131.07 | 4.53 | 32.24 | 333.91 |
| CFS-F-2 | 136.97 | 5.76 | 30.29 | 404.52 |
| CFS-F-3 | 129.10 | 4.98 | 33.05 | 356.94 |
| CFS-F-4 | 134.07 | 5.56 | 31.35 | 391.67 |
| CFS-F (Average) | 132.80 | 5.21 | 31.73 | 371.76 |
| Relative Standard Deviation | 2.60% | 10.70% | 3.74% | 8.68% |
| Specimen | Web Buckling | Flange Crushing | |||||
|---|---|---|---|---|---|---|---|
| CFS-PU-1 | 298.18 | 8.07 | 1320.84 | 314.27 | 12.49 | 2616.87 | 50.83 |
| CFS-PU-2 | 315.04 | 9.11 | 1450.17 | 313.04 | 10.92 | 2009.56 | 43.10 |
| CFS-PU-3 | 301.35 | 8.29 | 1448.67 | 316.05 | 11.91 | 2522.50 | 46.18 |
| CFS-PU-4 | 322.37 | 8.87 | 1487.79 | 322.37 | 8.87 | 1487.79 | 48.37 |
| CFS-PU-5 | 315.82 | 8.99 | 1310.28 | 315.65 | 12.49 | 2363.86 | 45.36 |
| CFS-PU (Average) | 310.55 | 8.66 | 1403.55 | 314.75 | 11.95 | 2378.20 | 46.77 |
| Relative Standard Deviation | 3.32% | 5.28% | 5.84% | 0.44% | 6.20% | 11.23% | 6.31% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bakran, A.; Krolo, P.; Lukačević, L.; Palijan, I. Experimental Investigation of the CFS-PU Composite Wall Panel under Axial Compression. Buildings 2023, 13, 1897. https://doi.org/10.3390/buildings13081897
Bakran A, Krolo P, Lukačević L, Palijan I. Experimental Investigation of the CFS-PU Composite Wall Panel under Axial Compression. Buildings. 2023; 13(8):1897. https://doi.org/10.3390/buildings13081897
Chicago/Turabian StyleBakran, Antonio, Paulina Krolo, Lazar Lukačević, and Ivan Palijan. 2023. "Experimental Investigation of the CFS-PU Composite Wall Panel under Axial Compression" Buildings 13, no. 8: 1897. https://doi.org/10.3390/buildings13081897
APA StyleBakran, A., Krolo, P., Lukačević, L., & Palijan, I. (2023). Experimental Investigation of the CFS-PU Composite Wall Panel under Axial Compression. Buildings, 13(8), 1897. https://doi.org/10.3390/buildings13081897