



Hemp FRRP Confined Lightweight Aggregate Concrete (LWAC) Circular Columns: Experimental and Analytical Study

 , ,
, ,  ,
,  , , and
, , and 
Abstract
:1. Introduction
2. Experimental Program
2.1. Test Matrix
2.2. Material Properties
2.3. Construction of Test Specimens
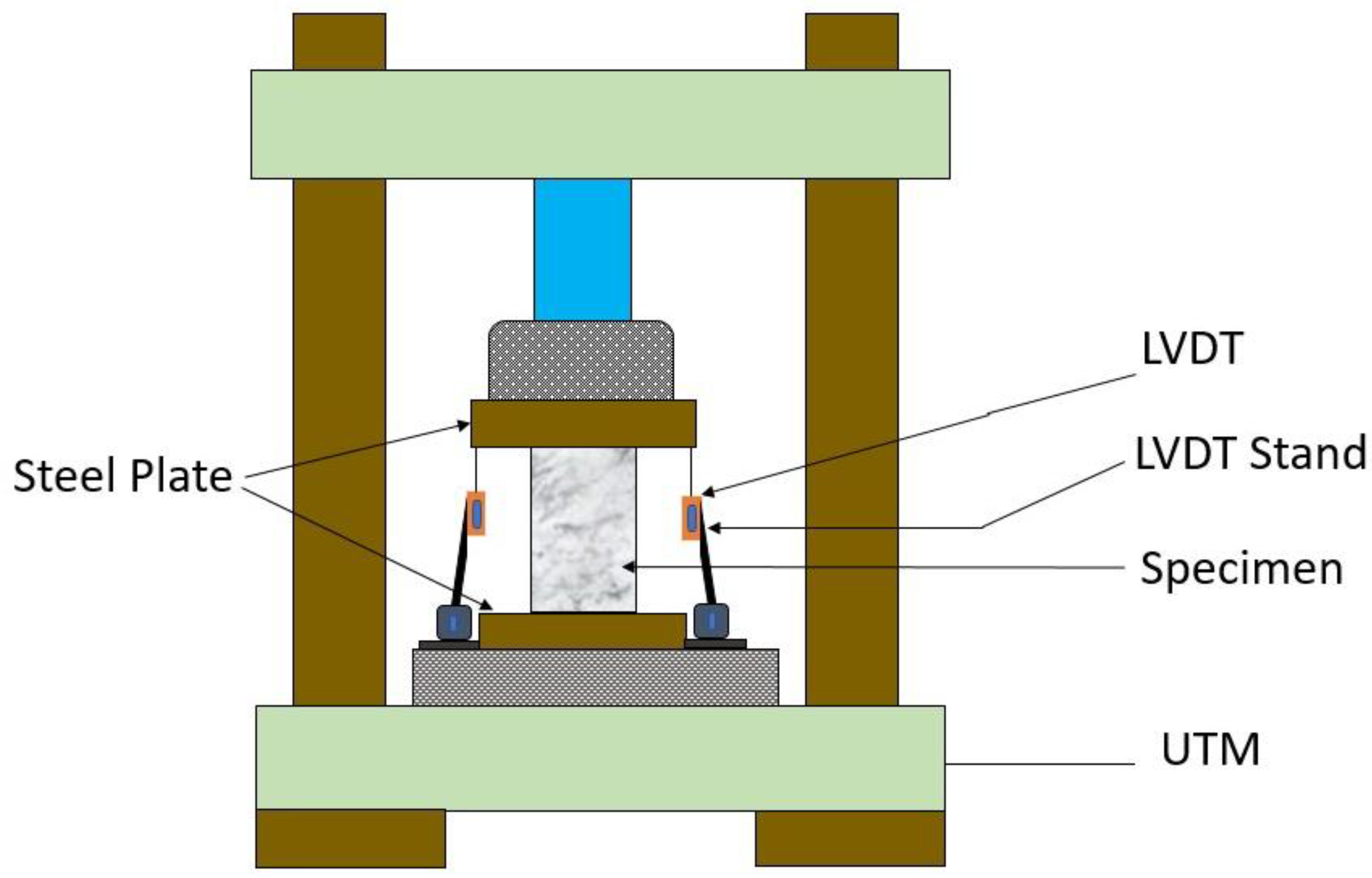
2.4. Load Setup and Instrumentation
3. Experimental Results
3.1. Ultimate Failure Modes
3.2. Ultimate Load and Strain
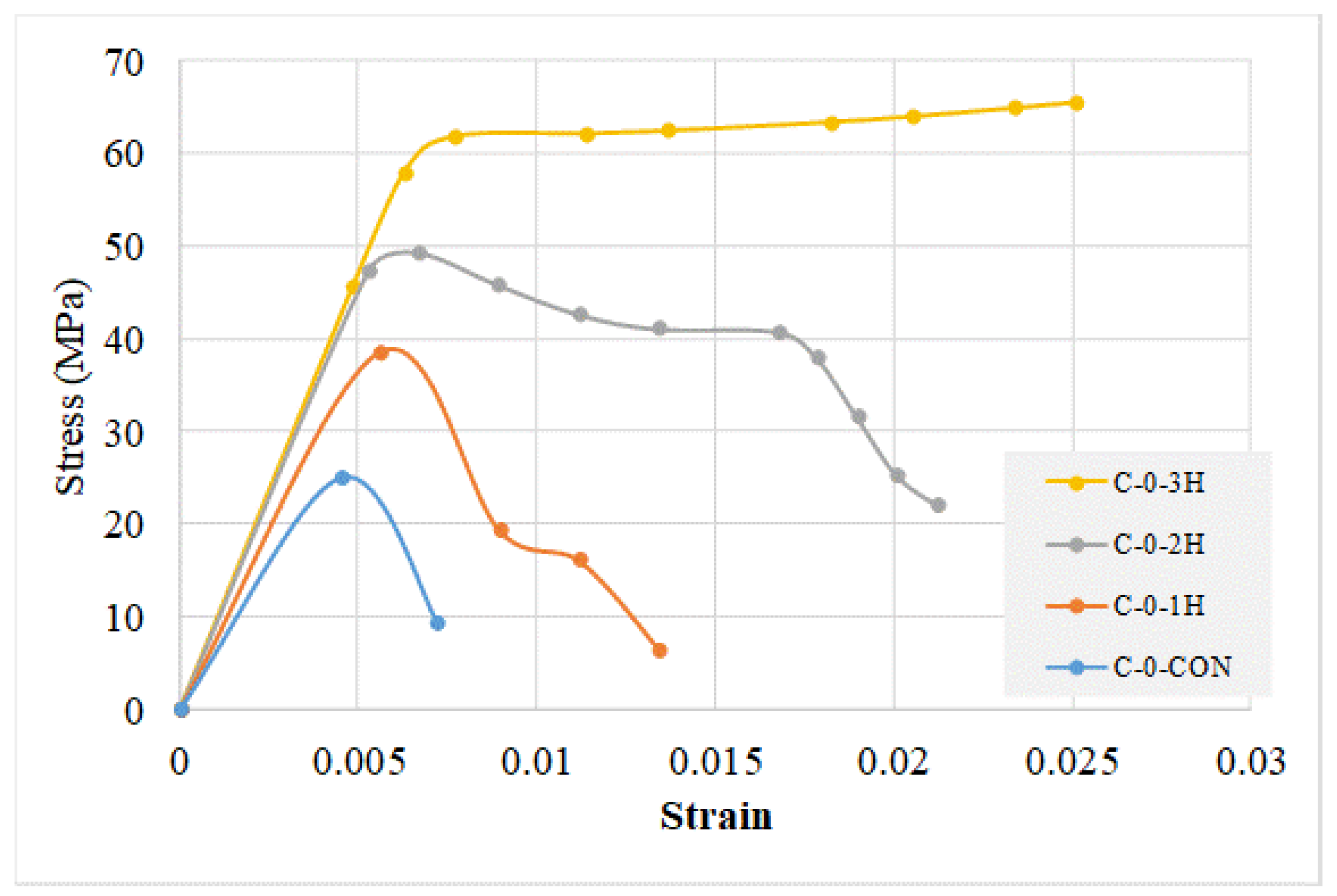
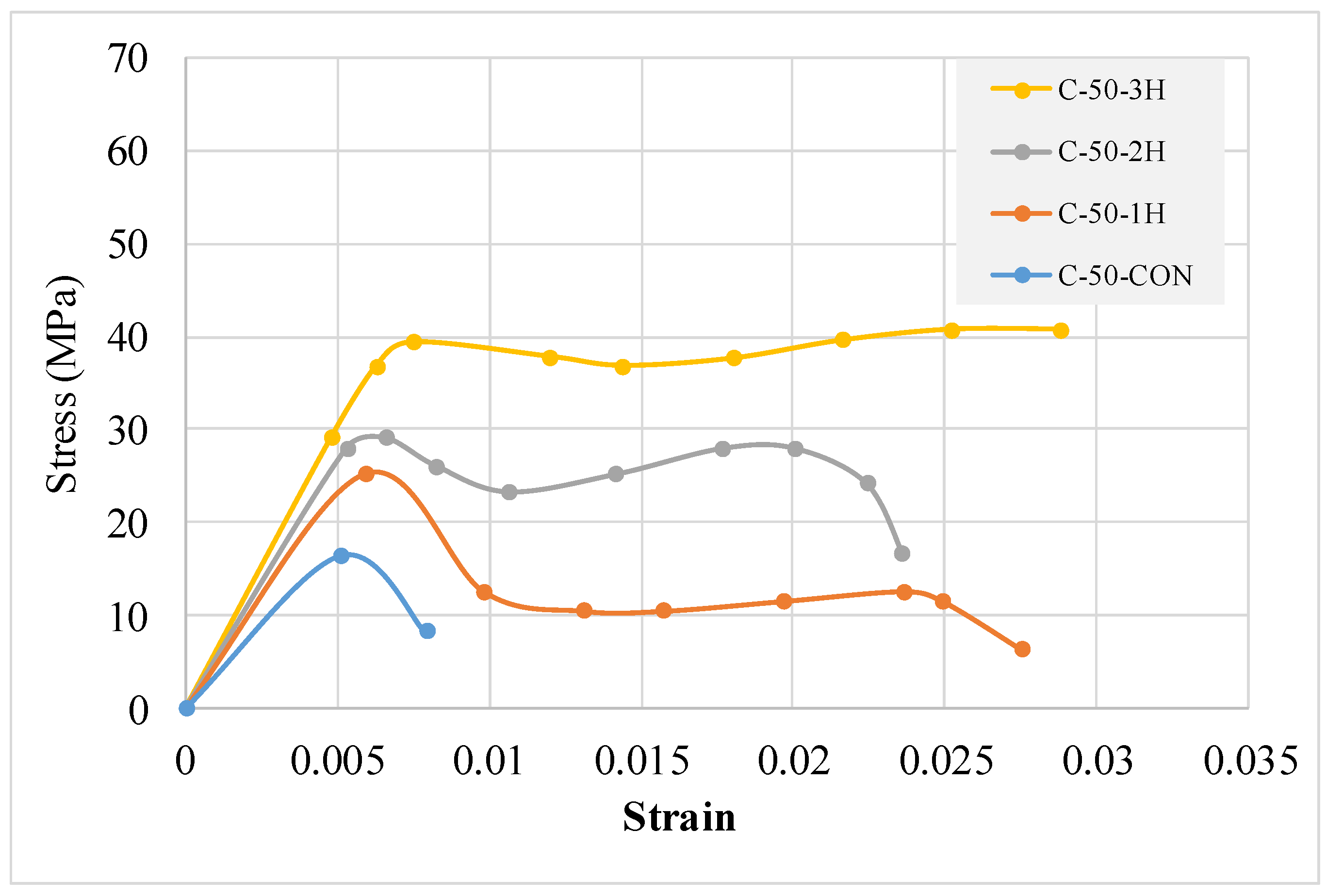
3.3. Stress–Strain Curves
3.4. Effect of Type of Concrete or Strength of Concrete on Hemp FRP Confinement
4. Analytical Investigation
5. Discussion
6. Conclusions
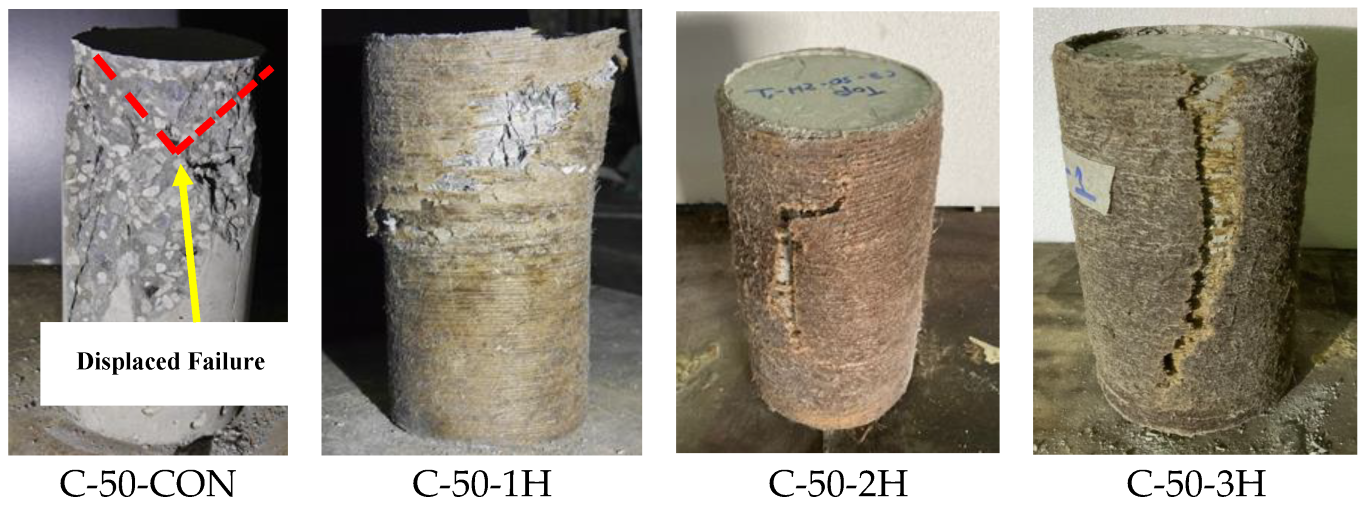
- The ultimate failure mode of control cylinders (i.e., without hemp FRRP confinement) was typical, comprising crushing and splitting. However, the failure cone of the control cylinder in Group 2 was found to have its apex shifted towards the top. It was recognized that partial replacement of natural aggregates might have created aggregate density segregation during compaction. The issue of segregation must be accounted for and good care must be taken during the mixing and pouring of the concrete with partial replacement of natural aggregates as it may further deteriorate the mechanical properties of LWAC and undermine the efficacy of hemp FRRP wraps.
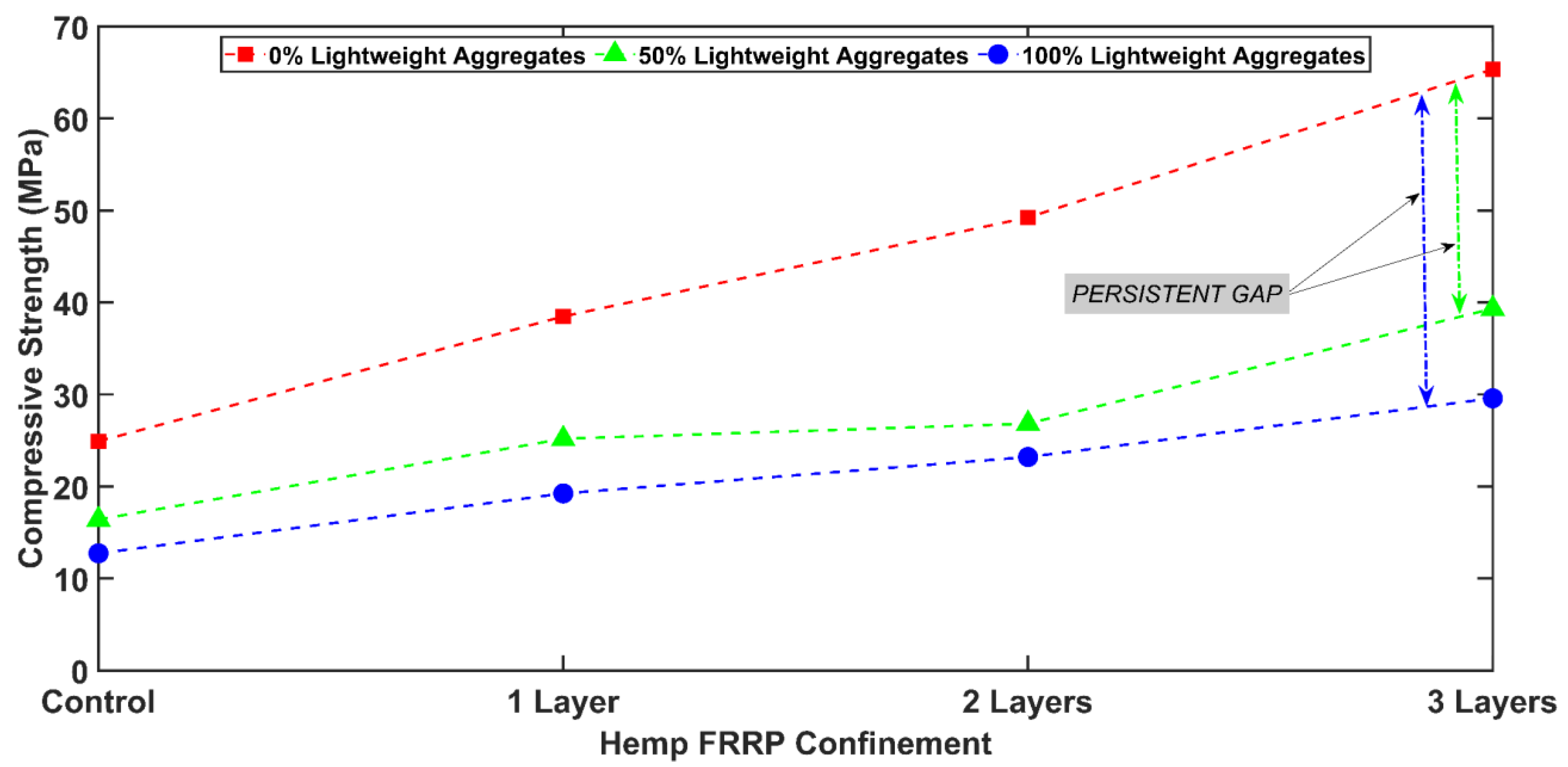
- The peak stress was reduced by 34% and 49% in the presence of 50% and 100% of lightweight aggregates, respectively. The peak stress of cylinders in all three groups was found to have a positive trend with FRRP layers. The peak stress of lightweight aggregate concrete could not achieve the same strength as those of Group 1 cylinders in the presence of hemp FRRP confinement.
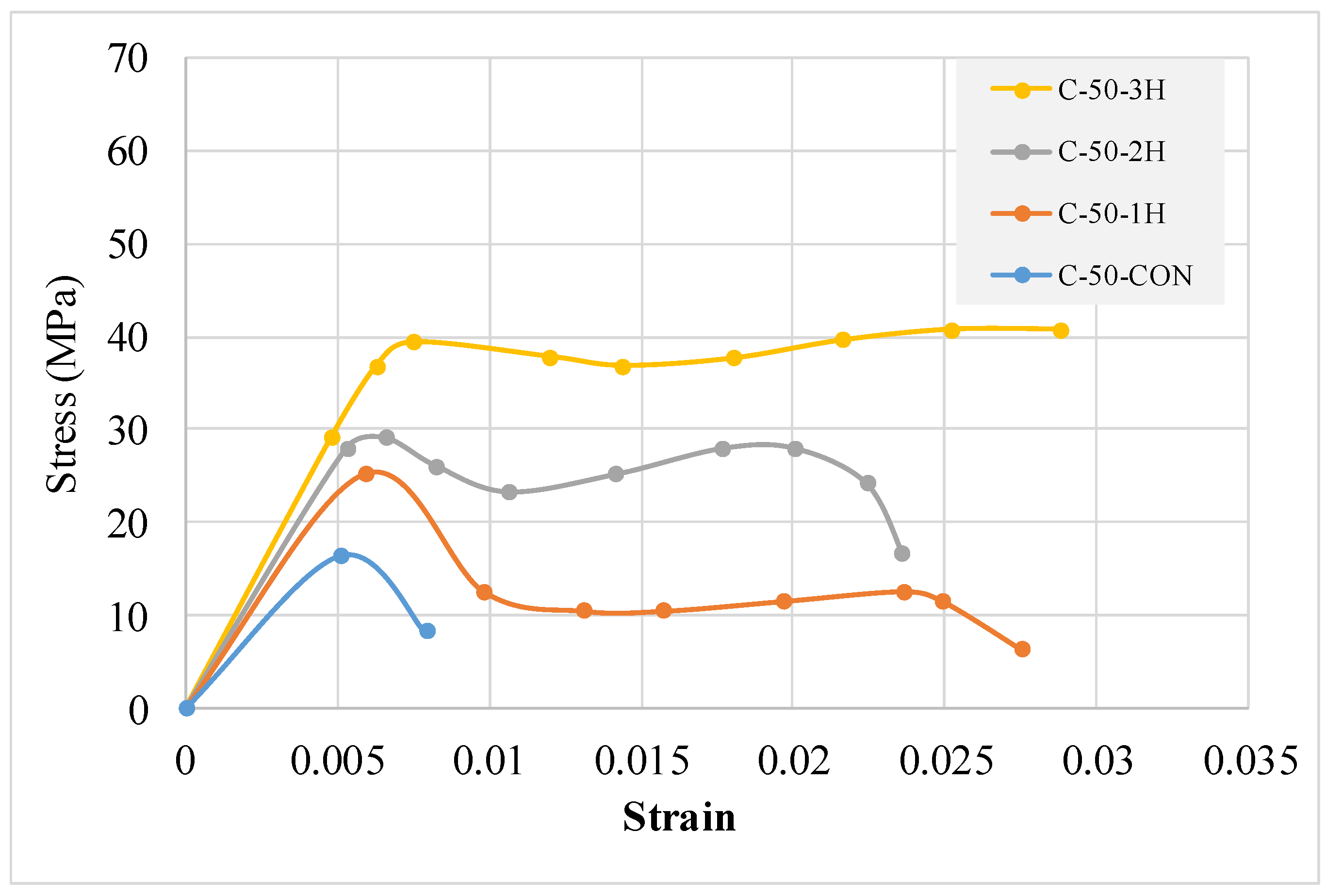
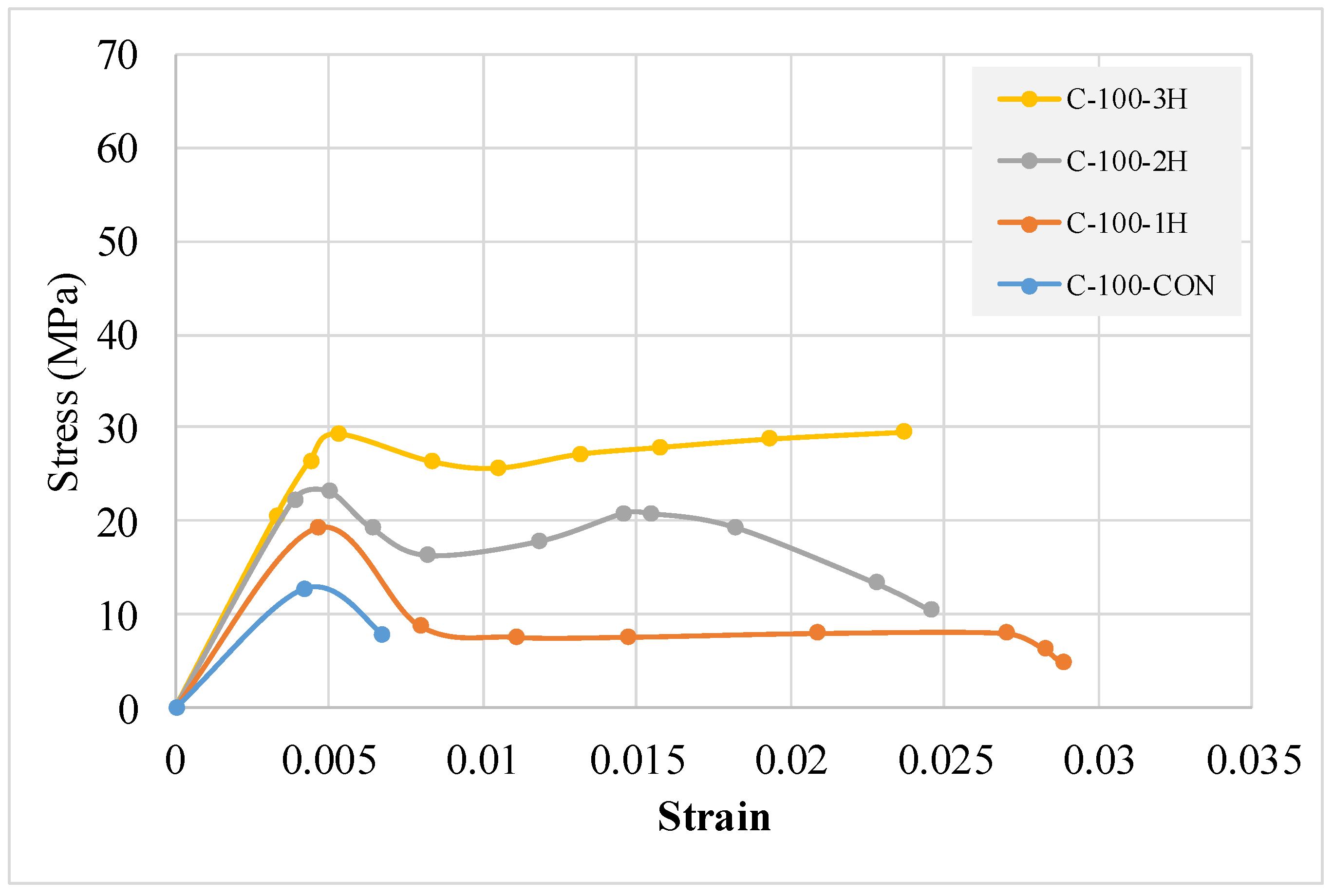
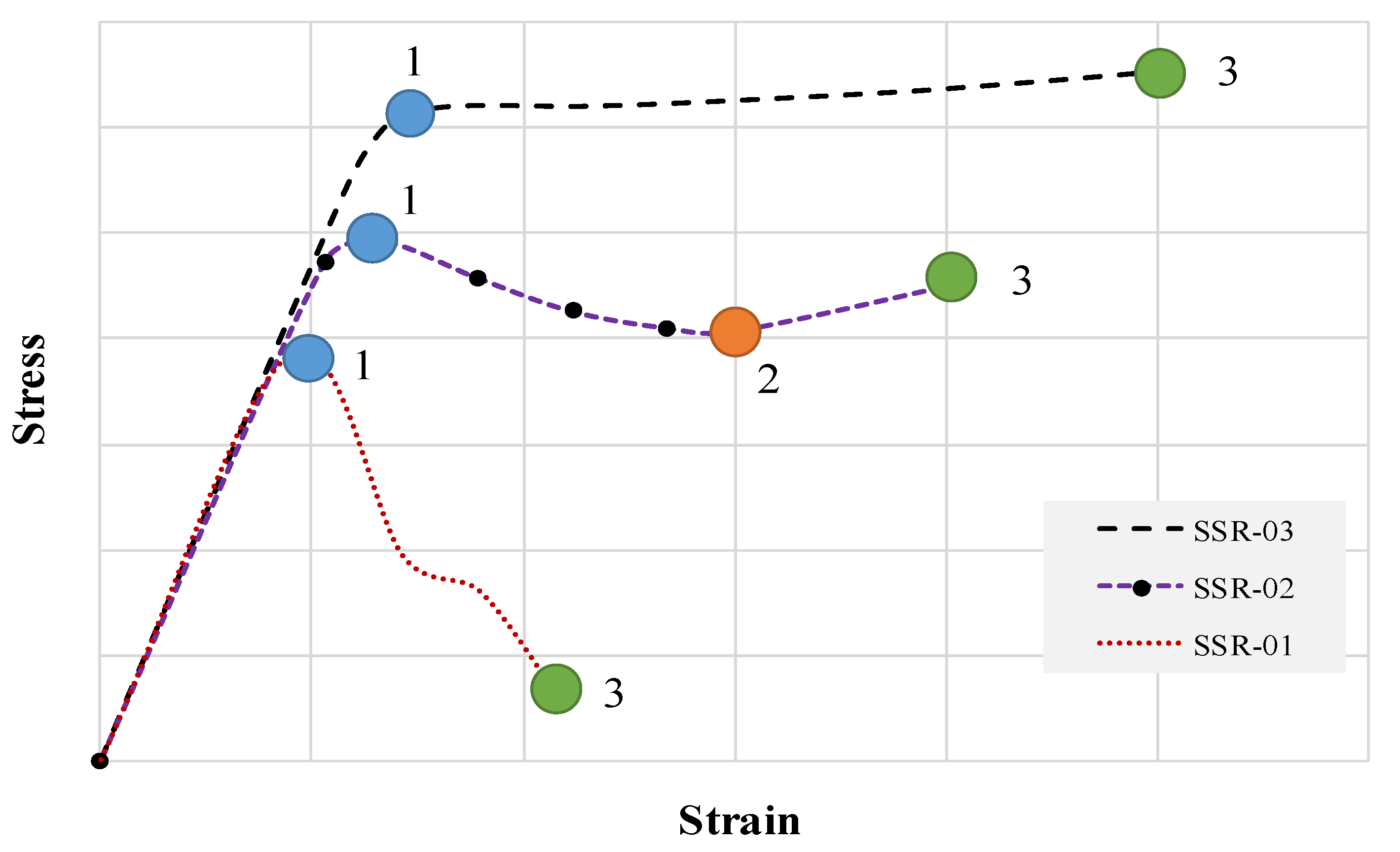
- It was found that cylinders in Groups 2 and 3 demonstrated peak stresses of 25.18 and 23.20 MPa for one and two layers of hemp FRRP confinement. The peak stress of the Group 1 control cylinder was 24.90 MPa. It is interesting to observe that one layer of hemp FRRP on Group 2 cylinders (i.e., 50% aggregate replacement) was sufficient to enhance the peak stress to the same level as that of the control cylinder in Group 1 (i.e., fabricated using natural aggregates only). In contrast, it took two layers of the external FRRP on Group 3 cylinders to achieve the same strength. Therefore, it is recommended to use at least three hemp FRRP layers to obtain the optimal results irrespective of the quantity of lightweight aggregates until further data become available. Further, a three-layer confinement resulted in a bi-linear stress–strain response irrespective of the number of hemp FRRP wraps. Based on the previous studies [32,53], a bi-linear response can be associated with sufficient confinement.
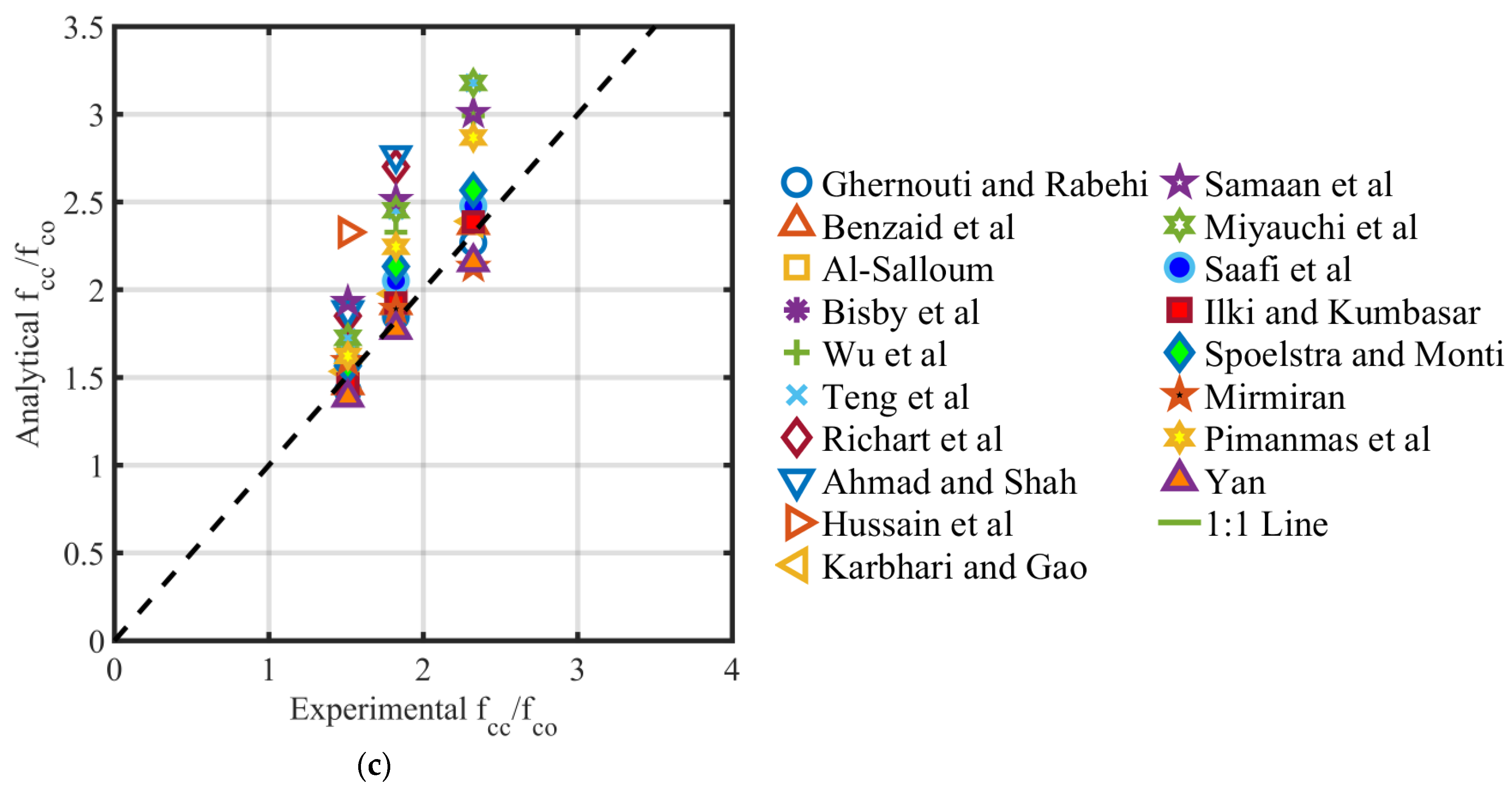
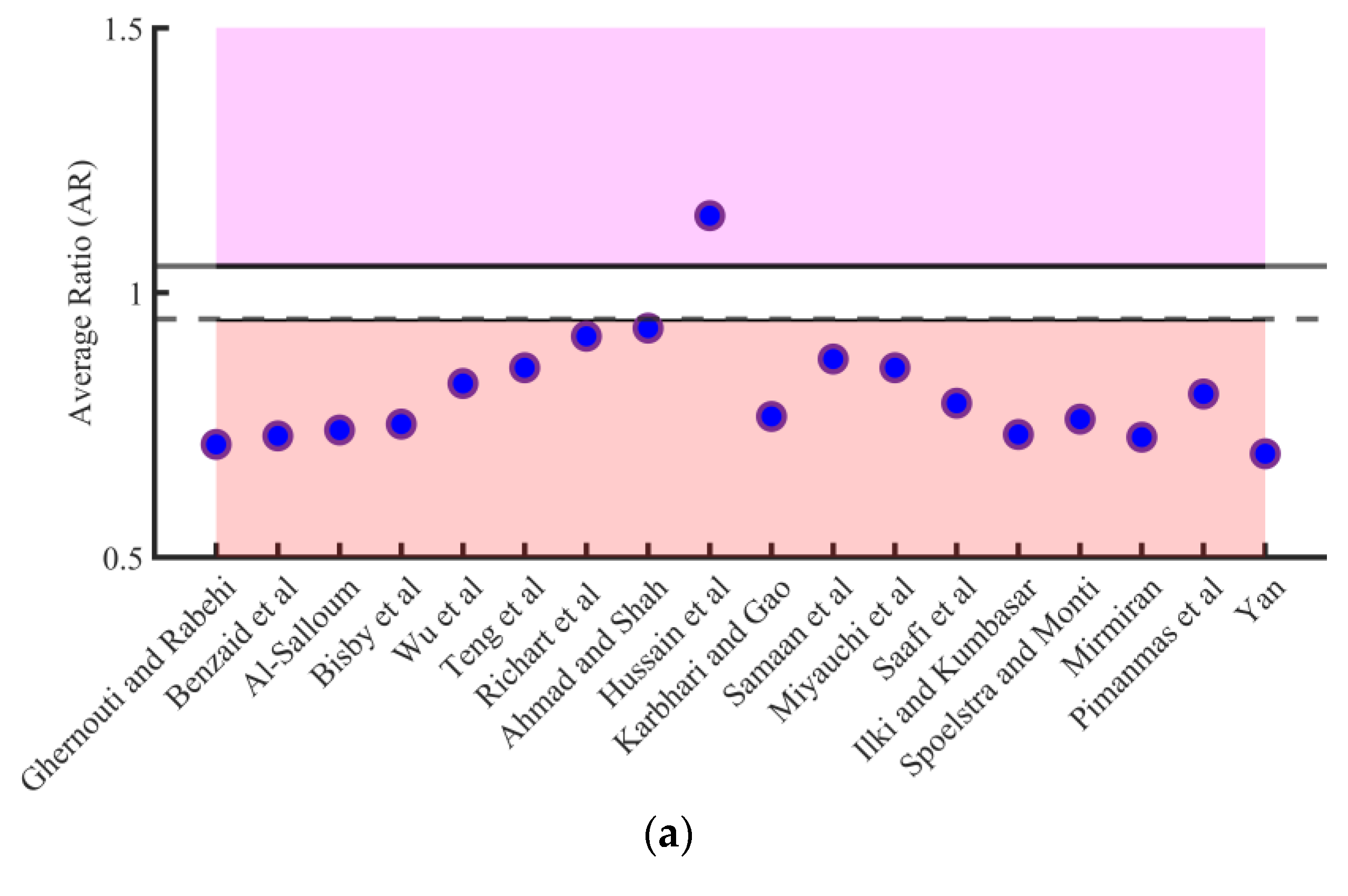
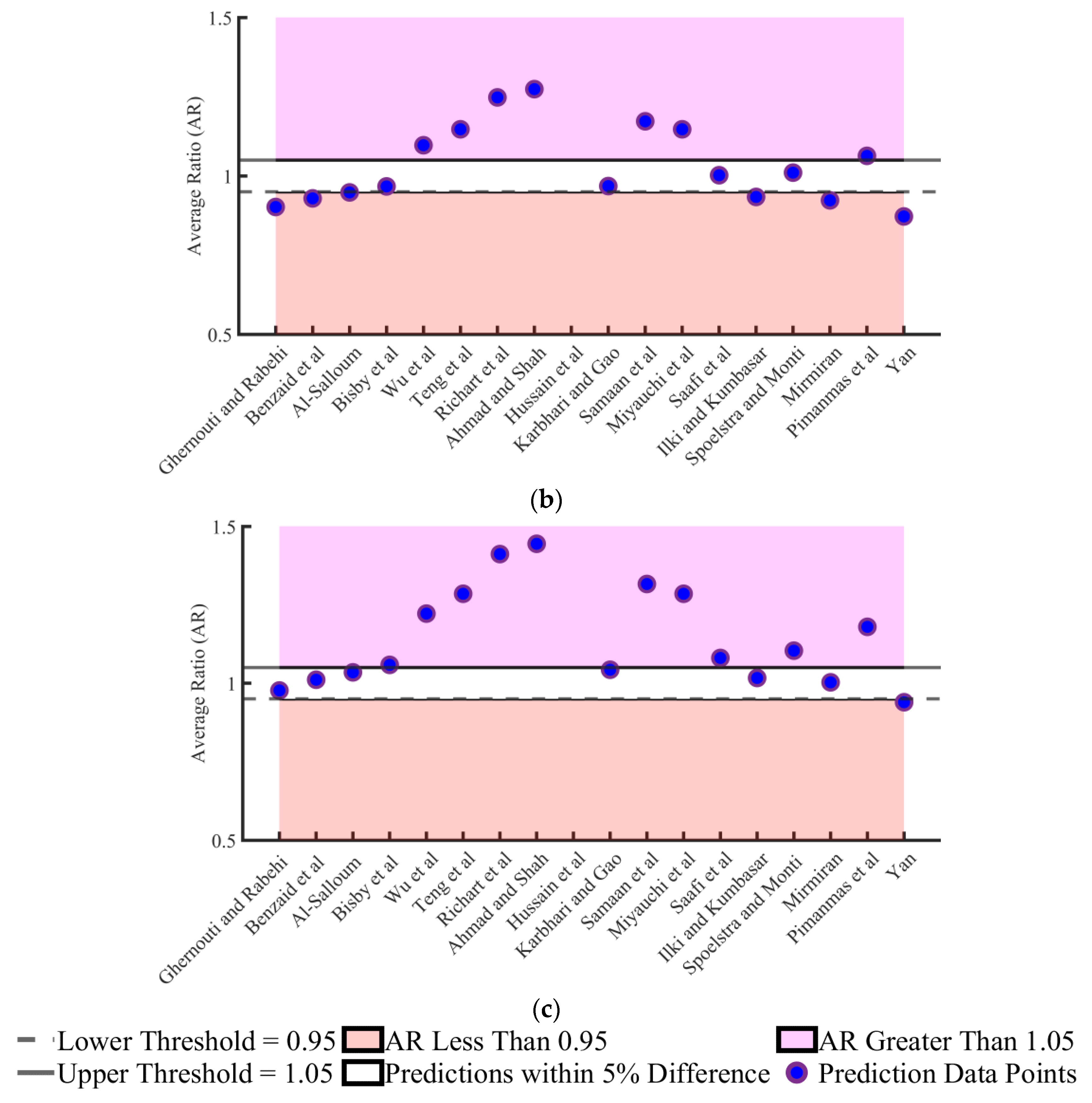
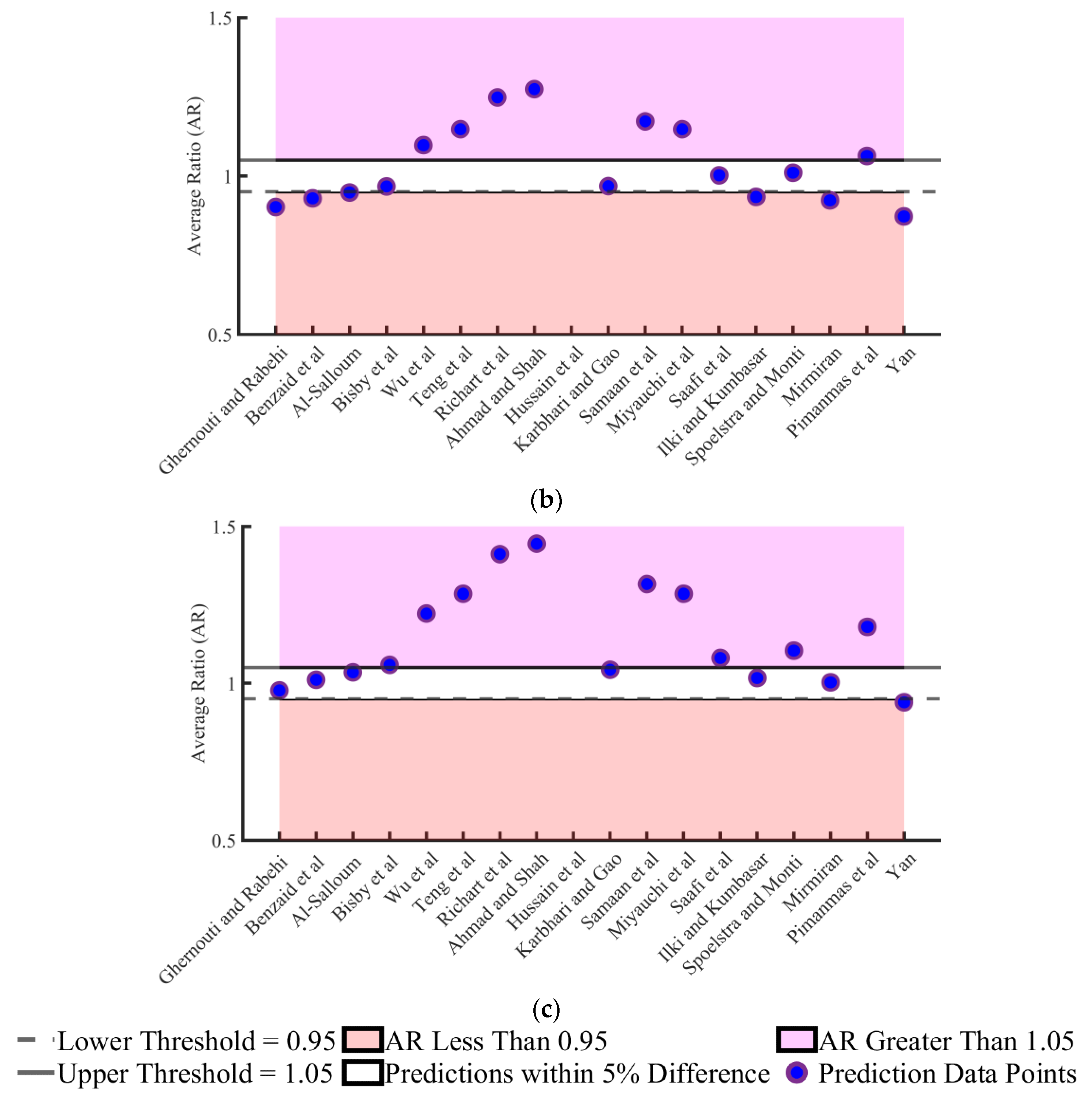
- Several existing models were evaluated to calculate the peak stress of hemp FRRP confined LWAC concrete. Few of those models were able to predict satisfactory estimates of the experimental results. However, their consistency in predicting the peak stress of all three groups was highly questionable. Therefore, further studies are required to increase the database of natural FRRP confined LWAC. With a reasonable sample size, an adequate analytical model can then be proposed in the future research.
- For a similar increase in the peak compressive stress, the cost of hemp FRRP was about 257% lower than the cost of the CFRP sheet. The conclusion was drawn by comparing an existing study on the strengthening of LWAC with similar cylinder dimensions using CFRP sheets.
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AAR | Average absolute error |
| AR | Average ratio |
| FRP | Fiber-reinforced polymer |
| FRRP | Fiber reinforced rope polymer |
| LVDT | Linear variable differential transducer |
| LWAC | Lightweight aggregate concrete |
| NAC | Natural aggregate concrete |
| RAC | Recycled aggregate concrete |
| UTM | Universal testing machine |
| Diameter of cylinder | |
| Peak compressive stress of confined concrete | |
| Unconfined concrete compressive strength | |
| Lateral confinement pressure | |
| Tensile strength of hemp FRRP sheet | |
| Constant of regression for peak compressive stress | |
| Number of FRRP sheets | |
| Thickness of FRRP sheet |
References
- Kucharczyková, B.; Keršner, Z.; Pospíchal, O.; Misák, P.; Vymazal, T. Influence of freeze—Thaw cycles on fracture parameters values of lightweight concrete. Procedia Eng. 2010, 2, 959–966. [Google Scholar] [CrossRef]
- Dabbagh, H.; Delshad, M.; Amoorezaei, K. Design-Oriented Stress-Strain Model for FRP-Confined Lightweight Aggregate Concrete. KSCE J. Civ. Eng. 2021, 25, 219–234. [Google Scholar] [CrossRef]
- Lim, J.C.; Ozbakkaloglu, T. Stress–strain model for normal-and light-weight concretes under uniaxial and triaxial compression. Constr. Build. Mater. 2014, 71, 492–509. [Google Scholar] [CrossRef]
- Melby, K.; Jordet, E.A.; Hansvold, C. Long-span bridges in Norway constructed in high-strength LWA concrete. Eng. Struct. 1996, 18, 845–849. [Google Scholar] [CrossRef]
- Haug, A.K.; Fjeld, S. A floating concrete platform hull made of lightweight aggregate concrete. Eng. Struct. 1996, 18, 831–836. [Google Scholar] [CrossRef]
- Rossignolo, J.A.; Agnesini, M.V.C.; Morais, J.A. Properties of high-performance LWAC for precast structures with Brazilian lightweight aggregates. Cem. Concr. Compos. 2003, 25, 77–82. [Google Scholar] [CrossRef]
- Yasar, E.; Atis, C.D.; Kilic, A.; Gulsen, H. Strength properties of lightweight concrete made with basaltic pumice and fly ash. Mater. Lett. 2003, 57, 2267–2270. [Google Scholar] [CrossRef]
- Zhou, Y.; Liu, X.; Xing, F.; Cui, H.; Sui, L. Axial compressive behavior of FRP-confined lightweight aggregate concrete: An experimental study and stress-strain relation model. Constr. Build. Mater. 2016, 119, 1–15. [Google Scholar] [CrossRef]
- Wang, H.T.; Wang, L.C. Experimental study on static and dynamic mechanical properties of steel fiber reinforced lightweight aggregate concrete. Constr. Build. Mater. 2013, 38, 1146–1151. [Google Scholar] [CrossRef]
- Holm, T.A.; Bremner, T.W. Durability of Structural Lightweight Concrete. Spec. Publ. 1991, 126, 1119–1134. [Google Scholar] [CrossRef]
- Wei, H.; Wu, T.; Liu, X.; Zhang, R. Investigation of stress-strain relationship for confined lightweight aggregate concrete. Constr. Build. Mater. 2020, 256, 119432. [Google Scholar] [CrossRef]
- Khaloo, A.R.; El-Dash, K.M.; Ahmad, S.H. Model for Lightweight Concrete Columns Confined by Either Single Hoops or Interlocking Double Spirals. Struct. J. 1999, 96, 883–890. [Google Scholar] [CrossRef]
- Jiang, J.; Zhang, Z.; Fu, J.; Ramakrishnan, K.R.; Wang, C.; Wang, H. Impact damage behavior of lightweight CFRP protection suspender on railway vehicles. Mater. Des. 2022, 213, 110332. [Google Scholar] [CrossRef]
- Dai, J.-G.; Bai, Y.-L.; Teng, J.G. Behavior and Modeling of Concrete Confined with FRP Composites of Large Deformability. J. Compos. Constr. 2011, 15, 963–973. [Google Scholar] [CrossRef]
- Wenchen, M. Simulate Initiation and Formation of Cracks and Potholes. Master’s Thesis, Northeastern University, Boston, MA, USA, 2016. [Google Scholar]
- Wenchen, M. Behavior of Aged Reinforced Concrete Columns Under High Sustained Concentric and Eccentric Loads. Ph.D. Thesis, University of Nevada, Reno, NV, USA, 2021. [Google Scholar]
- Li, P.; Wu, Y.F.; Gravina, R. Cyclic response of FRP-confined concrete with post-peak strain softening behavior. Constr. Build. Mater. 2016, 123, 814–828. [Google Scholar] [CrossRef]
- Li, P.; Wu, Y.F. Stress–strain behavior of actively and passively confined concrete under cyclic axial load. Compos. Struct. 2016, 149, 369–384. [Google Scholar] [CrossRef]
- Li, P.; Wu, Y.F. Stress–strain model of FRP confined concrete under cyclic loading. Compos. Struct. 2015, 134, 60–71. [Google Scholar] [CrossRef]
- Triantafillou, T.C.; Papanicolaou, C.G.; Zissimopoulos, P.; Laourdekis, T. Concrete Confinement with Textile-Reinforced Mortar Jackets. Struct. J. 2006, 103, 28–37. [Google Scholar] [CrossRef]
- Minamoto, K.; Nagano, M.; Inaoka, T.; Kitano, T.; Ushijima, K.; Fukuda, Y.; Futatsuka, M. Skin problems among fiber-glass reinforced plastics factory workers in Japan. Ind. Health 2002, 40, 42–50. [Google Scholar] [CrossRef]
- Tarvainen, K.; Jolanki, R.; Forsman-Grönholm, L.; Estlander, T.; Pfäffli, P.; Juntunen, J.; Kanerva, L. Exposure, skin protection and occupational skin diseases in the glass-fibre-reinforced plastics industry. Contact Dermat. 1993, 29, 119–127. [Google Scholar] [CrossRef]
- Tarvainen, K.; Jolanki, R.; Estlander, T. Occupational contact allergy to unsaturated polyester resin cements. Contact Dermat. 1993, 28, 220–224. [Google Scholar] [CrossRef] [PubMed]
- Wahlberg, J.E.; Wrangsjö, K. Is cobalt naphthenate an allergen? Contact Dermat. 1985, 12, 225. [Google Scholar] [CrossRef] [PubMed]
- Shalabi, F.I.; Mazher, J.; Khan, K.; Alsuliman, M.; Almustafa, I.; Mahmoud, W.; Alomran, N. Cement-stabilized waste sand as sustainable construction materials for foundations and highway roads. Materials 2019, 12, 600. [Google Scholar] [CrossRef] [PubMed]
- Hussain, Q.; Ruangrassamee, A.; Tangtermsirikul, S.; Joyklad, P. Behavior of concrete confined with epoxy bonded fiber ropes under axial load. Constr. Build. Mater. 2020, 263, 120093. [Google Scholar] [CrossRef]
- Suparp, S.; Ali, N.; al Zand, A.W.; Chaiyasarn, K.; Rashid, M.U.; Yooprasertchai, E.; Hussain, Q.; Joyklad, P. Axial Load Enhancement of Lightweight Aggregate Concrete (LAC) Using Environmentally Sustainable Composites. Buildings 2022, 12, 851. [Google Scholar] [CrossRef]
- Hussain, Q.; Ruangrassamee, A.; Joyklad, P.; Wijeyewickrema, A.C. Shear Enhancement of RC Beams Using Low-Cost Natural Fiber Rope Reinforced Polymer Composites. Buildings 2022, 12, 602. [Google Scholar] [CrossRef]
- Joyklad, P.; Yooprasertchai, E.; Rahim, A.; Ali, N.; Chaiyasarn, K.; Hussain, Q. Sustainable and Low-Cost Hemp FRP Composite Confinement of B-Waste Concrete. Sustainability 2022, 14, 7673. [Google Scholar] [CrossRef]
- Hussain, Q.; Ruangrassamee, A.; Tangtermsirikul, S.; Joyklad, P.; Wijeyewickrema, A.C. Low-Cost Fiber Rope Reinforced Polymer (FRRP) Confinement of Square Columns with Different Corner Radii. Buildings 2021, 11, 355. [Google Scholar] [CrossRef]
- EIHA. The European Hemp Industry Association. In Proceedings of the 17th Hemp Conference, Duesseldorf, Germany, 16–17 June 2021. [Google Scholar]
- Sadeghian, P.; Rahai, A.R.; Ehsani, M.R. Numerical Modeling of Concrete Cylinders Confined with CFRP Composites. J. Reinf. Plast. Compos. 2008, 27, 1309–1321. [Google Scholar] [CrossRef]
- Richart, F.E.; Brandtzæg, A.; Brown, R.L. A Study of the Failure of Concrete under Combined Compressive Stresses; Bulletins—Engineering Experiment Station: Bryan, TX, USA, 1928; Available online: http://hdl.handle.net/2142/4277 (accessed on 6 March 2022).
- Ghernouti, Y.; Rabehi, B. FRP-confined short concrete columns under compressive loading: Experimental and modeling investigation. J. Reinf. Plast. Compos. 2010, 30, 241–255. [Google Scholar] [CrossRef]
- Karbhari, V.M.; Gao, Y. Composite Jacketed Concrete under Uniaxial Compression—Verification of Simple Design Equations. J. Mater. Civ. Eng. 1997, 9, 185–193. [Google Scholar] [CrossRef]
- Benzaid, R.; Mesbah, H. Nasr Eddine Chikh, FRP-confined Concrete Cylinders: Axial Compression Experiments and Strength Model. J. Reinf. Plast. Compos. 2010, 29, 2469–2488. [Google Scholar] [CrossRef]
- Samaan, M.; Mirmiran, A.; Shahawy, M. Model of Concrete Confined by Fiber Composites. J. Struct. Eng. 1998, 124, 1025–1031. [Google Scholar] [CrossRef]
- Al-Salloum, Y.A. Compressive strength models of FRP-confined concrete. In Proceedings of the 1st Asia-Pacific Conference on FRP in Structures: APFIS 2007, Hong Kong, China, 12–14 December 2007; ePublications@SCU: Lismore, Australia, 2007; Volume 1, pp. 175–180. [Google Scholar]
- Miyauchi, K. Estimation of Strengthening Effects with Crbon Feber Sheet for Concrete Column. In Proceedings of the 3rd International Symposium on Non-Metallic (FRP) Reinforcement for Concrete Structures, Sapporo, Japan, 14–16 October 1997; Japan Concrete Institute: Tokyo, Japan; pp. 217–224. Available online: https://ci.nii.ac.jp/naid/80009963999/ (accessed on 6 March 2022).
- Bisby, L.A.; Dent, A.J.S.; Green, M.F. Comparison of confinement models for fiber-reinforced polymer-wrapped concrete. ACI Struct. J. 2005, 102, 62–72. [Google Scholar] [CrossRef]
- Saafi, M.; Toutanji, H.A.; Li, Z. Behavior of concrete columns confined with fiber reinforced polymer tubes. ACI Mater. J. 1999, 96, 500–509. [Google Scholar] [CrossRef]
- Wu, H.-L.; Wang, Y.-F.; Yu, L.; Li, X.-R. Experimental and Computational Studies on High-Strength Concrete Circular Columns Confined by Aramid Fiber-Reinforced Polymer Sheets. J. Compos. Constr. 2009, 13, 125–134. [Google Scholar] [CrossRef]
- Ilki, A.; Kumbasar, N. Behavior of damaged and un-damaged concrete strengthened by carbon fiber composite sheets. Int. J. Struct. Eng. Mech 2002, 13, 75–90. [Google Scholar] [CrossRef]
- Teng, J.G.; Huang, Y.L.; Lam, L.; Ye, L.P. Theoretical Model for Fiber-Reinforced Polymer-Confined Concrete. J. Compos. Constr. 2007, 11, 201–210. [Google Scholar] [CrossRef]
- Spoelstra, M.R.; Monti, G. FRP-Confined Concrete Model. J. Compos. Constr. 1999, 3, 143–150. [Google Scholar] [CrossRef]
- Mirmiran, A.; Shahawy, M. Behavior of Concrete Columns Confined by Fiber Composites. J. Struct. Eng. 1997, 123, 583–590. [Google Scholar] [CrossRef]
- Ahmad, S.H.; Shah, S.P. Complete Triaxial Stress-Strain Curves for Concrete. J. Struct. Div. 1982, 108, 728–742. [Google Scholar] [CrossRef]
- Pimanmas, A.; Hussain, Q.; Panyasirikhunawut, A.; Rattanapitikon, W. Axial strength and deformability of concrete confined with natural fibre-reinforced polymers. Mag. Concr. Res. 2018, 71, 55–70. [Google Scholar] [CrossRef]
- Hussain, Q.; Rattanapitikon, W.; Pimanmas, A. Axial load behavior of circular and square concrete columns confined with sprayed fiber-reinforced polymer composites. Polym. Compos. 2016, 37, 2557–2567. [Google Scholar] [CrossRef]
- Yan, L. Plain concrete cylinders and beams externally strengthened with natural flax fabric reinforced epoxy composites. Mater. Struct. /Mater. Et Constr. 2016, 49, 2083–2095. [Google Scholar] [CrossRef]
- Pimanmas, A.; Saleem, S. Evaluation of Existing Stress–Strain Models and Modeling of PET FRP–Confined Concrete. J. Mater. Civ. Eng. 2019, 31, 04019303. [Google Scholar] [CrossRef]
- Mumtaz, Y.; Nasiri, A.; Tetsuhiro, S. A comparative study on retrofitting concrete column by FRP-Wrapping and RC-Jacketing methods: A feasibility study for Afghanistan. Indian J. Sci. Technol. 2021, 14, 652–664. [Google Scholar] [CrossRef]
- Harajli, M.H. Axial stress–strain relationship for FRP confined circular and rectangular concrete columns. Cem. Concr. Compos. 2006, 28, 938–948. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Specimen | Quantity of Lightweight Aggregates (%) | Number of Layers of Hemp FRP | Number of Specimens |
|---|---|---|---|---|
| 1 | C-0-CON | 0 | 0 | 2 |
| C-0-1H | 0 | 1 | 2 | |
| C-0-2H | 0 | 2 | 2 | |
| C-0-3H | 0 | 3 | 2 | |
| 2 | C-50-CON | 50 | 0 | 2 |
| C-50-1H | 50 | 1 | 2 | |
| C-50-2H | 50 | 2 | 2 | |
| C-50-3H | 50 | 3 | 2 | |
| 3 | C-100-CON | 100 | 0 | 2 |
| C-100-1H | 100 | 1 | 2 | |
| C-100-2H | 100 | 2 | 2 | |
| C-100-3H | 100 | 3 | 2 |
| Group-1 | Group-2 | Group-3 | |
|---|---|---|---|
| Cement | 600 | 600 | 600 |
| Fine aggregates | 600 | 600 | 600 |
| Natural coarse aggregates | 900 | 450 | 0.0 |
| Lightweight aggregates | 0.0 | 450 | 900 |
| Water | 300 | 300 | 300 |
| Slump (cm) | 8 | 8 | 8 |
| Group | Specimen | Peak Stress (MPa) | Increase in Peak Stress (%) | Ultimate Strain | Ultimate Strain (%) |
|---|---|---|---|---|---|
| 1 | C-0-CON | 24.90 | - | 0.0045 | - |
| C-0-1H | 38.48 | 55 | 0.0056 | 24 | |
| C-0-2H | 49.24 | 98 | 0.0067 | 49 | |
| C-0-3H | 65.34 | 162 | 0.0251 | 458 | |
| 2 | C-50-CON | 16.41 | - | 0.0051 | - |
| C-50-1H | 25.18 | 53 | 0.0059 | 16 | |
| C-50-2H | 26.83 | 63 | 0.0066 | 29 | |
| C-50-3H | 39.33 | 140 | 0.0288 | 465 | |
| 3 | C-100-CON | 12.73 | - | 0.0042 | - |
| C-100-1H | 19.24 | 51 | 0.0046 | 10 | |
| C-100-2H | 23.20 | 82 | 0.0050 | 19 | |
| C-100-3H | 29.58 | 131 | 0.0236 | 463 |
| Model | Expression | Model | Expression |
|---|---|---|---|
| Ghernouti and Rabehi [34] | Karbhari and Gao [35] | ||
| Benzaid et al. [36] | Samaan et al. [37] | ||
| Al-Salloum [38] | Miyauchi et al. [39] | ||
| Bisby et al. [40] | Saafi et al. [41] | ||
| Wu et al. [42] | Ilki and Kumbasar [43] | ||
| Teng et al. [44] | Spoelstra and Monti [45] | ||
| Richart et al. [33] | Mirmiran [46] | ||
| Ahmad and Shah [47] | Pimanmas et al. [48] | ||
| Hussain et al. [49] | Yan [50] |
| Model | 0% Light-Weight Aggregates | 50% Light-Weight Aggregates | 100% Light-Weight Aggregates | |||
|---|---|---|---|---|---|---|
| AAE (%) | AR | AAE (%) | AR | AAE (%) | AR | |
| Ghernouti and Rabehi [34] | 29 | 0.71 | 11 | 0.90 | 4 | 0.97 |
| Benzaid et al. [36] | 27 | 0.72 | 10 | 0.93 | 4 | 1.01 |
| Al-Salloum [38] | 26 | 0.74 | 10 | 0.95 | 5 | 1.03 |
| Bisby et al. [40] | 25 | 0.75 | 9 | 0.97 | 6 | 1.05 |
| Wu et al. [42] | 30 | 0.83 | 11 | 1.10 | 22 | 1.22 |
| Teng et al. [44] | 14 | 0.86 | 15 | 1.15 | 29 | 1.28 |
| Richart et al. [33] | 8 | 0.92 | 25 | 1.25 | 41 | 1.41 |
| Ahmad and Shah [47] | 7 | 0.93 | 27 | 1.27 | 45 | 1.44 |
| Hussain et al. [49] | 15 | 1.14 | 64 | 1.64 | 90 | 1.90 |
| Karbhari and Gao [35] | 23 | 0.77 | 9 | 0.97 | 4 | 1.04 |
| Samaan et al. [37] | 13 | 0.87 | 17 | 1.17 | 31 | 1.31 |
| Miyauchi et al. [39] | 14 | 0.86 | 15 | 1.15 | 29 | 1.29 |
| Saafi et al. [41] | 21 | 0.79 | 9 | 1.00 | 8 | 1.08 |
| Ilki and Kumbasar [43] | 27 | 0.73 | 10 | 0.93 | 4 | 1.02 |
| Spoelstra and Monti [45] | 24 | 0.76 | 10 | 1.01 | 10 | 1.10 |
| Mirmiran [46] | 27 | 0.72 | 10 | 0.92 | 6 | 1.00 |
| Pimanmas et al. [48] | 19 | 0.81 | 9 | 1.06 | 18 | 1.18 |
| Yan [50] | 31 | 0.69 | 13 | 0.87 | 6 | 0.93 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suparp, S.; Chaiyasarn, K.; Ali, N.; Gadagamma, C.K.; Al Zand, A.W.; Yooprasertchai, E.; Hussain, Q.; Joyklad, P.; Javid, M.A. Hemp FRRP Confined Lightweight Aggregate Concrete (LWAC) Circular Columns: Experimental and Analytical Study. Buildings 2022, 12, 1357. https://doi.org/10.3390/buildings12091357
Suparp S, Chaiyasarn K, Ali N, Gadagamma CK, Al Zand AW, Yooprasertchai E, Hussain Q, Joyklad P, Javid MA. Hemp FRRP Confined Lightweight Aggregate Concrete (LWAC) Circular Columns: Experimental and Analytical Study. Buildings. 2022; 12(9):1357. https://doi.org/10.3390/buildings12091357
Chicago/Turabian StyleSuparp, Suniti, Krisada Chaiyasarn, Nazam Ali, Chaitanya Krishna Gadagamma, Ahmed W. Al Zand, Ekkachai Yooprasertchai, Qudeer Hussain, Panuwat Joyklad, and Muhammad Ashraf Javid. 2022. "Hemp FRRP Confined Lightweight Aggregate Concrete (LWAC) Circular Columns: Experimental and Analytical Study" Buildings 12, no. 9: 1357. https://doi.org/10.3390/buildings12091357
APA StyleSuparp, S., Chaiyasarn, K., Ali, N., Gadagamma, C. K., Al Zand, A. W., Yooprasertchai, E., Hussain, Q., Joyklad, P., & Javid, M. A. (2022). Hemp FRRP Confined Lightweight Aggregate Concrete (LWAC) Circular Columns: Experimental and Analytical Study. Buildings, 12(9), 1357. https://doi.org/10.3390/buildings12091357