
Effect of Chemical Composition of Clay on Physical-Mechanical Properties of Clay Paving Blocks



Abstract
1. Introduction
2. Materials and Methodology
2.1. Raw Materials
2.2. Experimental Methodology
2.2.1. Linear Firing Shrinkage and Deviations
2.2.2. Freeze/Thaw Resistance
2.2.3. Acid Resistance
2.2.4. Tensile Bending Strength
3. Manufacturing of Specimens
3.1. Preparation of Clay Mass
3.2. Extruding and Cutting of Specimens
3.3. Drying and Firing of Specimens
4. Results and Discussion
4.1. Results of Linear Firing Shrinkage and Deviations Tests
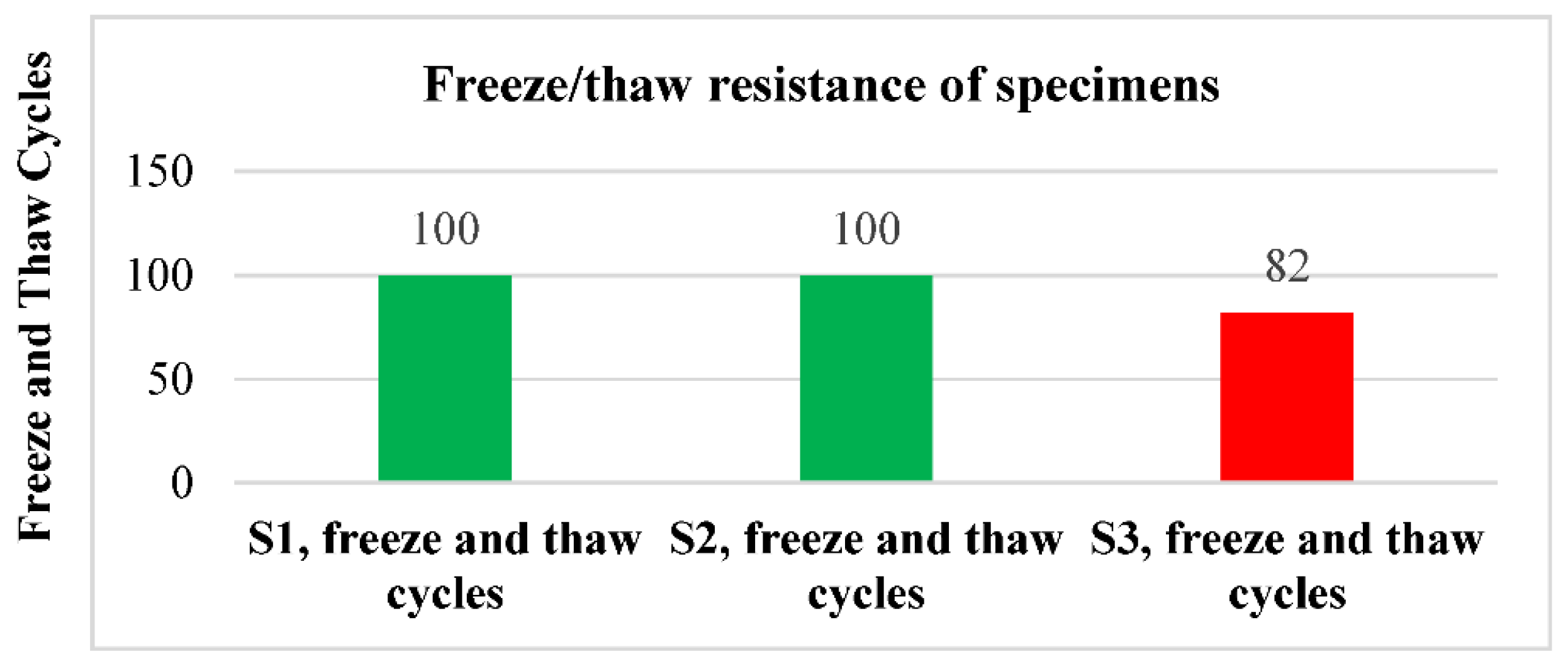
4.2. Results of Freeze/Thaw Resistance Tests
4.3. Results of Acid Resistance Tests
4.4. Results of Tensile Bending Strength Tests
4.5. Summary of Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gencel, O.; Kazmi, S.M.S.; Munir, M.J.; Sutcu, M.; Erdogmus, E.; Yaras, A. Feasibility of using clay-free bricks manufactured from water treatment sludge, glass, and marble wastes: An exploratory study. Constr. Build. Mater. 2021, 298, 123843. [Google Scholar] [CrossRef]
- Bories, C.; Borredon, M.-E.; Vedrenne, E.; Vilarem, G. Development of eco-friendly porous fired clay bricks using pore-forming agents: A review. J. Environ. Manag. 2014, 143, 186–196. [Google Scholar] [CrossRef] [PubMed]
- Ali, M.; Room, S.; Khan, M.I.; Masood, F.; Memon, R.A.; Khan, R.; Memon, A.M. Assessment of local earthen bricks in perspective of physical and mechanical properties using Geographical Information System in Peshawar, Pakistan. Structures 2020, 28, 2549–2561. [Google Scholar] [CrossRef]
- Stary, J.; Jirasek, J.; Pticen, F.; Zahradnik, J.; Sivek, M. Review of production, reserves, and processing of clay (including bentonite) in the Czech Republic. Appl. Clay Sci. 2021, 205, 106049. [Google Scholar] [CrossRef]
- Abbas, S.; Saleem, M.A.; Kazmi, S.M.S.; Munir, M.J. Production of sustainable clay bricks using waste fly ash: Mechanical and durability properties. J. Build. Eng. 2017, 14, 7–14. [Google Scholar] [CrossRef]
- Murugesan, T.; Bahurudeen, A.; Sakthivel, M.; Vijay, R.; Sakthivel, S. Performance evaluation of Burnt Clay-Fly Ash Unburnt Bricks and precast paver blocks. Mater. Today Proc. 2017, 4, 9673–9679. [Google Scholar] [CrossRef]
- Leiva, C.; Arenas, C.; Alonso-farinas, B.; Vilches, L.F.; Peceno, B.; Rodriguez-galan, M. Characteristics of fired bricks with co-combustion fly ashes. J. Build. Eng. 2016, 5, 114–118. [Google Scholar] [CrossRef]
- Djangang, C.N.; Kamseu, E.; Elimbi, A.; Lecomte, G.L.; Blanchart, P. Net-shape clay ceramics with glass waste additive. Mater. Sci. Appl. 2014, 5, 592–602. [Google Scholar] [CrossRef][Green Version]
- Kazmi, S.M.S.; Abbas, S.; Munir, M.J.; Khitab, A. Exploratory study on the effect of waste rice husk and sugarcane bagasse ashes in burnt clay bricks. J. Build. Eng. 2016, 7, 372–378. [Google Scholar] [CrossRef]
- Faria, K.C.P.; Gurgel, R.F.; Holanda, J.N.F. Recycling of sugarcane bagasse ash waste in the production of clay bricks. J. Environ. Manag. 2012, 101, 7–12. [Google Scholar] [CrossRef]
- Demir, I. Effect of organic residues addition on the technological properties of clay bricks. Waste Manag. 2008, 28, 622–627. [Google Scholar] [CrossRef]
- Russ, W.; Mortel, H.; Meyer-Pittroff, R. Application of spent grains to increase porosity in bricks. Constr. Build. Mater. 2005, 19, 117–126. [Google Scholar] [CrossRef]
- Simon, D.; Battistessa, C.P.; Arduzzo, D.C.; Gass, S.; Cristobal, A. Valorization of sludge from the effluent treatment of the dairy industry as clay substitutes in building bricks. Constr. Build. Mater. 2021, 307, 124955. [Google Scholar] [CrossRef]
- Arslan, C.; Gencel, O.; Borazan, I.; Sutcu, M.; Erdogmus, E. Effect of waste-based micro cellulose fiber as pore maker on characteristics of fired clay bricks. Constr. Build. Mater. 2021, 300, 124298. [Google Scholar] [CrossRef]
- Gencel, O.; Munir, M.J.; Kazni, S.M.S.; Sutcu, M.; Erdogmus, E.; Velasco, P.M.; Quesada, D.E. Recycling industrial slags in production of fired clay bricks for sustainable manufacturing. Ceram. Int. 2021, 47, 30425–30438. [Google Scholar] [CrossRef]
- Phonphuak, N.; Thiansem, S. Using charcoal to increase properties and durability of fired test briquettes. Constr. Build. Mater. 2012, 29, 612–618. [Google Scholar] [CrossRef]
- Atan, E.; Sutcu, M.; Cam, A.S. Combined effects of bayer process bauxite waste (red mud) and agricultural waste on technological properties of fired clay bricks. J. Build. Eng. 2021, 43, 103194. [Google Scholar] [CrossRef]
- De Silva, G.H.M.J.S.; Perera, B.V.A. Effect of waste rice husk ash (RHA) on structural, thermal and acoustic properties of fired clay bricks. J. Build. Eng. 2018, 18, 252–259. [Google Scholar] [CrossRef]
- Duppati, S.; Gopi, R. Strength and durability studies on paver blocks with rice straw ash as partial replacement of cement. Mater. Today Proc. 2022, 52, 710–715. [Google Scholar] [CrossRef]
- Heniegal, A.M.; Ramadan, M.A.; Naguib, A.; Agwa, I.S. Study on properties of clay brick incorporating sludge of water treatment plant and agriculture waste. Case Stud. Constr. Mater. 2020, 13, e00397. [Google Scholar] [CrossRef]
- Subashi De Silva, G.H.M.J.; Priyamali, M.W.S. Potential use of waste rice husk ash for concrete paving blocks: Strength, durability, and run-off properties. Int. J. Pavement Eng. 2022, 23, 2265–2277. [Google Scholar] [CrossRef]
- Cusido, J.A.; Cremades, L.V.; Soriano, C.; Devant, M. Incorporation of paper sludge in clay brick formulation: Ten years of industrial experience. Appl. Clay Sci. 2015, 108, 191–198. [Google Scholar] [CrossRef]
- Taha, Y.; Benzaazoua, M.; Hakkou, R.; Mansori, M. Natural clay substitution by calamine processing wastes to manufacture fired bricks. J. Clean. Prod. 2016, 135, 847–858. [Google Scholar] [CrossRef]
- Kurmus, H.; Mohajerani, A. Energy savings, thermal conductivity, micro and marco structural analysis of fired clay bricks incorporating cigarette butts. Constr. Build. Mater. 2021, 283, 122755. [Google Scholar] [CrossRef]
- Michot, A.; Smith, D.S.; Degot, S.; Gault, C. Thermal conductivity and specific heat of kaolinite: Evolution with thermal treatment. J. Eur. Ceram. Soc. 2008, 28, 2639–2644. [Google Scholar] [CrossRef]
- Gorhan, G.; Simsek, O. Porous clay bricks manufactured with rice husk. Constr. Build. Mater. 2013, 40, 390–396. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Abbas, S.; Saleem, M.; Munir, M.J.; Khitab, A. Manufacturing of sustainable clay bricks: Utilization of waste sugarcane bagasse and rice husk ashes. Constr. Build. Mater. 2016, 120, 29–41. [Google Scholar] [CrossRef]
- Marrocchino, E.; Zanelli, C.; Guarini, G.; Dondi, M. Recycling mining and construction wastes as temper in clay bricks. Appl. Clay Sci. 2021, 209, 106152. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Srisuwan, A.; Saengthong, C.; Lawanwadeekul, S.; Phonphuak, N. Synergistic effect of fly ash and glass cullet additive on properties of fire clay bricks. J. Build. Eng. 2021, 44, 102942. [Google Scholar] [CrossRef]
- Andic-Cakir, O.; Son, A.E.; Surmelioglu, S.; Tosun, E.; Sarikanat, M. Improvement of traditional clay bricks’ thermal insulation characteristics by using waste materials. Case Stud. Constr. Mater. 2021, 15, e00560. [Google Scholar] [CrossRef]
- Boltakova, N.V.; Faseeva, G.R.; Kabirov, R.R.; Nafikov, R.M.; Zakharov, Y.A. Utilization of inorganic industrial wastes in producing construction ceramics. Review of Russian experience for the years 2000–2015. Waste Manag. 2017, 60, 230–246. [Google Scholar] [CrossRef] [PubMed]
- Vieira, C.M.F.; Monteiro, S.N. Incorporation of Solid Wastes in Red Ceramics—An Updated Review. Rev. Mater. 2009, 14, 881–905. Available online: http://www.materia.coppe.ufrj.br/sarra/artigos/artigo11097 (accessed on 4 March 2022). [CrossRef]
- dos Reis, G.S.; Cazacliu, B.G.; Cothenet, A.; Poullain, P.; Wilhelm, M.; Sampaio, C.H.; Lima, E.C.; Ambros, W.; Torrenti, J.-M. Fabrication, microstructure, and properties of fired clay bricks using construction and demolition waste sludge as the main additive. J. Clean. Prod. 2020, 258, 120733. [Google Scholar] [CrossRef]
- Xin, Y.; Kurmus, H.; Mohajerani, A.; Dallol, Y.; Lao, Y.; Robert, D.; Pramanik, B.; Tran, P. Recycling crushed waste beer bottle glass in fired clay bricks. Buildings 2021, 11, 483. [Google Scholar] [CrossRef]
- Ukwatta, A.; Mohajerani, A.; Eshtiaghi, N.; Setunge, S. Variation in physical and mechanical properties of fired-clay bricks incorporating ETP biosolids. J. Clean. Prod. 2016, 119, 76–85. [Google Scholar] [CrossRef]
- Mohajerani, A.; Ukwatta, A.; Jeffrey-Bailey, T.; Swaney, M.; Ahmed, M.; Rodwell, G.; Bartolo, S.; Eshtiaghi, N.; Setunge, S. A proposal for recycling the world’s unused stockpiles of treated wastewater sludge (biosolids) in fired-clay bricks. Buildings 2019, 9, 14. [Google Scholar] [CrossRef]
- Phonphuak, N.; Kanyakam, S.; Chindaprasirt, P. Utilization of waste glass to enhance physical-mechanical properties of fired clay brick. J. Clean. Prod. 2016, 112, 3057–3062. [Google Scholar] [CrossRef]
- Wang, L.; Wang, J.; Xu, Y.; Chen, P.; Yuan, J.; Qian, X. Novel surface treatment of concrete bricks using acid-resistance mineral precipitation. Constr. Build. Mater. 2018, 162, 265–271. [Google Scholar] [CrossRef]
- Amidi, S.; Wang, J. Surface treatment of concrete bricks using calcium carbonate precipitation. Constr. Build. Mater. 2015, 80, 273–278. [Google Scholar] [CrossRef]
- Wang, S.; Gainey, L.; Marinelli, J.; Deer, B.; Wang, X.; Mackinnon, I.D.R.; Xi, Y. Effects of vermiculite on in-situ thermal behavior, microstructure, physical and mechanical properties of fired clay bricks. Constr. Build. Mater. 2022, 316, 125828. [Google Scholar] [CrossRef]
- Ahmadi, P.F.; Ardeshir, A.; Ramezanianpour, A.M.; Bayat, H. Characteristics of heat insulating clay bricks made from zeolite, waste steel slag and expanded perlite. Ceram. Int. 2018, 44, 7588–7598. [Google Scholar] [CrossRef]
- Saleh, H.M.; Salman, A.A.; Faheim, A.A.; El-Sayed, A.M. Influence of aggressive environmental impacts on clean, lightweight bricks made from cement kiln dust and grated polystyrene. Case Stud. Constr. Mater. 2021, 15, e00759. [Google Scholar] [CrossRef]
- European Standard EN 1344:2013/AC:2015; Clay Pavers—Requirements and Test Methods. European Committee for Standardization: Brussels, Belgium, 2013.
- European Standard EN ISO 17450-1:2011; Geometrical Product Specifications (GPS)—General Concepts—Part 1: Model for Geometrical Specification and Verification. European Committee for Standardization: Brussels, Belgium, 2011.
- European Standard EN 12620:2002+A1:2008; Aggregates for Concrete. European Committee for Standardization: Brussels, Belgium, 2008.
- European Standard SIST EN 1008:2003; Mixing Water for Concrete—Specifications for Sampling, Testing and Assessing the Suitability of Water, Including Water Recovered from Processes in the Concrete Industry, as Mixing Water for Concrete. European Committee for Standardization: Brussels, Belgium, 2003.
- International Standard ISO 3310-1:2016; Test Sleves—Technical Requirements and Testing—Part 1: Test Sleves of Metal Wire Cloth. International Organization for Standardization: Geneva, Switzerland, 2016.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Clay | Chemical Oxides (%) | Plasticity | |||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 Silicone Oxides | Al2O3 Aluminum Oxides | TiO2 Titanium Oxides | Fe2O3 Iron III Oxides | CaO Calcium Oxides | MgO Magnesium Oxides | K2O Potassium Oxides | Na2O Sodium Oxides | H2O (%) | |
| S1 | 70.05 | 19.52 | 1.35 | 5.35 | 0.30 | 0.50 | 2.30 | 0.30 | 23.51 |
| S2 | 62.20 | 19.35 | 2.39 | 6.30 | 1.25 | 2.33 | 5.41 | 0.16 | 18.54 |
| S3 | 48.15 | 12.21 | 3.23 | 4.45 | 7.50 | 4.01 | 4.23 | 4.82 | 20.42 |
| Dimension’s Deviation Test | Total Samples: 30 Units | Standard: EN 1344:2013/AC:2015 | ||
|---|---|---|---|---|
| Type of Clay | No. | Length d (mm) | Width d (mm) | Thickness d (mm) |
| 200 | 100 | 52 | ||
| Measuring Point: Middle of the Area | ||||
| S1 | 1 | 201.4 | 100.5 | 52.1 |
| 2 | 201.0 | 100.6 | 52.2 | |
| 3 | 200.1 | 99.6 | 52.0 | |
| 4 | 201.6 | 100.7 | 51.4 | |
| 5 | 201.6 | 100.9 | 51.8 | |
| 6 | 201.7 | 100.9 | 52.4 | |
| 7 | 201.8 | 100.8 | 51.7 | |
| 8 | 201.1 | 100.5 | 52.2 | |
| 9 | 201.8 | 100.8 | 52.0 | |
| 10 | 200.1 | 99.5 | 52.1 | |
| Average value: | 201 | 100 | 52 | |
)) | 194 to 206 | 96 to 104 | 49 to 55 | |
| Smallest value: | 200 | 100 | 51 | |
| Greatest value: | 202 | 101 | 52 | |
| Class R0 | No requirement | No requirement | No requirement | |
| 8 | 6 | 4 | ||
| Result: | Assigned to class | R1 | ||
| S2 | 1 | 197.2 | 99.0 | 50.2 |
| 2 | 198.5 | 98.4 | 51.5 | |
| 3 | 200.5 | 99.3 | 50.6 | |
| 4 | 198.3 | 98.4 | 52.3 | |
| 5 | 199.2 | 97.9 | 50.3 | |
| 6 | 198.2 | 98.2 | 49.9 | |
| 7 | 198.6 | 97.8 | 50.3 | |
| 8 | 199.1 | 98.5 | 51.6 | |
| 9 | 197.8 | 99.1 | 50.8 | |
| 10 | 198.5 | 97.3 | 52.2 | |
| Average value: | 199 | 98 | 51 | |
)) | 194 to 206 | 96 to 104 | 49 to 55 | |
| Smallest value: | 197 | 97 | 50 | |
| Greatest value: | 200 | 99 | 52 | |
| Class R0 | No requirement | No requirement | No requirement | |
| 8 | 6 | 4 | ||
| Result: | Assigned to class | R1 | ||
| S3 | 1 | 195.8 | 97.3 | 50.1 |
| 2 | 196.2 | 96.8 | 50.3 | |
| 3 | 196.5 | 96.3 | 50.6 | |
| 4 | 195.1 | 97.1 | 50.0 | |
| 5 | 197.4 | 97.3 | 49.3 | |
| 6 | 196.7 | 96.4 | 49.7 | |
| 7 | 195.1 | 96.1 | 49.9 | |
| 8 | 196.4 | 96.3 | 50.6 | |
| 9 | 196.7 | 97.1 | 50.4 | |
| 10 | 196.6 | 96.8 | 49.2 | |
| Average value: | 196 | 97 | 50 | |
)) | 194 to 206 | 96 to 104 | 49 to 55 | |
| Smallest value: | 195 | 96 | 49 | |
| Greatest value: | 197 | 97 | 51 | |
| Class R0 | No requirement | No requirement | No requirement | |
| 8 | 6 | 4 | ||
| Result: | Assigned to class | R1 | ||
| Type of Clay | No. | Mass after Drying at 105 ± 5 (°C) | Loss of Mass < 0.2% | |||
|---|---|---|---|---|---|---|
| After 24 h | After 48 h | |||||
| 1 (kg) | 2 (kg) | 3 (kg) | After 24 h | After 24 h More | ||
| S1 | 1 | 2.308 | 2.300 | 2.300 | 0.35 | 0.0 |
| 2 | 2.319 | 2.313 | 2.313 | 0.26 | 0.0 | |
| 3 | 2.312 | 2.308 | 2.308 | 0.17 | 0.0 | |
| 4 | 2.293 | 2.284 | 2.284 | 0.39 | 0.0 | |
| 5 | 2.301 | 2.292 | 2.292 | 0.39 | 0.0 | |
| 6 | 2.321 | 2.312 | 2.312 | 0.39 | 0.0 | |
| 7 | 2.312 | 2.303 | 2.303 | 0.39 | 0.0 | |
| 8 | 2.297 | 2.284 | 2.284 | 0.57 | 0.0 | |
| 9 | 2.305 | 2.296 | 2.296 | 0.39 | 0.0 | |
| 10 | 2.315 | 2.309 | 2.309 | 0.26 | 0.0 | |
| Constancy of mass achieved | Not achieved | Achieved | ||||
| S2 | 1 | 2.301 | 2.279 | 2.279 | 0.97 | 0.0 |
| 2 | 2.311 | 2.281 | 2.281 | 1.32 | 0.0 | |
| 3 | 2.321 | 2.295 | 2.295 | 1.13 | 0.0 | |
| 4 | 2.305 | 2.286 | 2.286 | 0.83 | 0.0 | |
| 5 | 2.322 | 2.302 | 2.302 | 0.87 | 0.0 | |
| 6 | 2.326 | 2.315 | 2.315 | 0.48 | 0.0 | |
| 7 | 2.300 | 2.278 | 2.278 | 0.97 | 0.0 | |
| 8 | 2.304 | 2.295 | 2.295 | 0.39 | 0.0 | |
| 9 | 2.321 | 2.315 | 2.315 | 0.26 | 0.0 | |
| 10 | 2.299 | 2.272 | 2.272 | 1.19 | 0.0 | |
| Constancy of mass achieved | Not achieved | Achieved | ||||
| S3 | 1 | 2.193 | 2.189 | 2.189 | 0.18 | 0.0 |
| 2 | 2.201 | 2.198 | 2.198 | 0.14 | 0.0 | |
| 3 | 2.185 | 2.183 | 2.183 | 0.09 | 0.0 | |
| 4 | 2.198 | 2.195 | 2.195 | 0.14 | 0.0 | |
| 5 | 2.188 | 2.187 | 2.187 | 0.05 | 0.0 | |
| 6 | 2.190 | 2.186 | 2.186 | 0.16 | 0.0 | |
| 7 | 2.205 | 2.201 | 2.201 | 0.18 | 0.0 | |
| 8 | 2.210 | 2.209 | 2.209 | 0.07 | 0.0 | |
| 9 | 2.197 | 2.195 | 2.195 | 0.11 | 0.0 | |
| 10 | 2.206 | 2.204 | 2.204 | 0.10 | 0.0 | |
| Constancy of mass achieved | Achieved | Achieved | ||||
| Type of Clay | No. | Mass in Air after Immersion in Water (g) | Mass under the Water (g) | Specimen Density (kg/m3) | Specimen Mass after Drying (g) | Water Absorption (%) |
|---|---|---|---|---|---|---|
| S1 | 1 | 2308.2 | 1274.9 | 2.23 | 2300 | 0.36 |
| 2 | 2320.8 | 1282.4 | 2.23 | 2313 | 0.34 | |
| 3 | 2314.7 | 1298.7 | 2.27 | 2308 | 0.29 | |
| 4 | 2292.0 | 1264.8 | 2.22 | 2284 | 0.35 | |
| 5 | 2300.0 | 1269.0 | 2.22 | 2292 | 0.35 | |
| 6 | 2321.5 | 1281.4 | 2.22 | 2312 | 0.41 | |
| 7 | 2310.6 | 1276.6 | 2.23 | 2303 | 0.33 | |
| 8 | 2293.0 | 1259.5 | 2.21 | 2284 | 0.39 | |
| 9 | 2303.8 | 1269.2 | 2.22 | 2296 | 0.34 | |
| 10 | 2316.4 | 1304.1 | 2.28 | 2309 | 0.32 | |
| Average value: | 2.23 | 0.35 | ||||
| S2 | 1 | 2325.3 | 1273.9 | 2.15 | 2279 | 2.03 |
| 2 | 2331.5 | 1280.6 | 2.18 | 2281 | 2.21 | |
| 3 | 2353.3 | 1285.6 | 2.14 | 2295 | 2.54 | |
| 4 | 2364.2 | 1275.4 | 2.15 | 2286 | 3.42 | |
| 5 | 2348.5 | 1284.2 | 2.14 | 2302 | 2.02 | |
| 2338.7 | 1290.9 | 2.13 | 2315 | 1.02 | ||
| 7 | 2348.1 | 1280.7 | 2.14 | 2278 | 3.08 | |
| 8 | 2345.5 | 1270.2 | 2.12 | 2295 | 2.20 | |
| 2366.3 | 1283.2 | 2.15 | 2315 | 2.22 | ||
| 10 | 2337.6 | 1286.0 | 2.13 | 2272 | 2.89 | |
| Average value: | 2.14 | 2.36 | ||||
| S3 | 1 | 2356.3 | 1298.5 | 1.95 | 2189 | 7.64 |
| 2 | 2361.1 | 1302.3 | 2.02 | 2198 | 7.42 | |
| 3 | 2335.2 | 1295.4 | 1.96 | 2183 | 6.97 | |
| 4 | 2388.6 | 1318.6 | 1.95 | 2195 | 8.82 | |
| 5 | 2345.5 | 1294.3 | 1.95 | 2187 | 7.25 | |
| 6 | 2335.5 | 1292.3 | 1.96 | 2186 | 6.84 | |
| 7 | 2362.8 | 1301.1 | 1.95 | 2201 | 7.35 | |
| 8 | 2375.5 | 1304.1 | 1.97 | 2209 | 7.54 | |
| 9 | 2361.2 | 1296.8 | 2.01 | 2195 | 7.57 | |
| 10 | 2375.2 | 1312.6 | 2.03 | 2204 | 7.77 | |
| Average value: | 1.98 | 7.52 | ||||
| Type of Clay | Description of Damage | Type | No. | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||
| S1 | Changes or damages | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Chalking crater | 0 | − | − | − | − | − | − | − | − | − | − | |
| Hairline crack ≤ 0.15 (mm) | 0 | − | − | − | − | − | − | − | − | − | − | |
| Crack | 0 | − | − | − | − | − | − | − | − | − | − | |
| Surface crack > 0.15 (mm) | 0 | − | − | − | − | − | − | − | − | − | − | |
| Continuous crack | 0 | − | − | − | − | − | − | − | − | − | − | |
| Chipping | 0 | − | − | − | − | − | − | − | − | − | − | |
| Shuttering | 0 | − | − | − | − | − | − | − | − | − | − | |
| Flake off | 0 | − | − | − | − | − | − | − | − | − | − | |
| Fracture | 0 | − | − | − | − | − | − | − | − | − | − | |
| Flaking | 0 | − | − | − | − | − | − | − | − | − | − | |
| Result: | Assigned to class | FP 100 | Freeze/thaw resistant | |||||||||
| S2 | Changes or damages | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Chalking crater | 0 | − | − | − | − | − | − | − | − | − | − | |
| Hairline crack ≤ 0.15 (mm) | 0 | − | − | − | − | − | − | − | − | − | − | |
| Crack | 0 | − | − | − | − | − | − | − | − | − | − | |
| Surface crack > 0.15 (mm) | 0 | − | − | − | − | − | − | − | − | − | − | |
| Continuous crack | 0 | − | − | − | − | − | − | − | − | − | − | |
| Chipping | 0 | − | − | − | − | − | − | − | − | − | − | |
| Shuttering | 0 | − | − | − | − | − | − | − | − | − | − | |
| Flake off | 0 | − | − | − | − | − | − | − | − | − | − | |
| Fracture | 0 | − | − | − | − | − | − | − | − | − | − | |
| Flaking | 0 | − | − | − | − | − | − | − | − | − | − | |
| Result: | Assigned to class | FP 100 | Freeze/thaw resistant | |||||||||
| S3 | Changes or damages (units) | 6 | 0 | 0 | 0 | 0 | 0 | 2 | 0 | 3 | 1 | 0 |
| Chalking crater | 1 | − | − | − | − | − | − | − | − | + | − | |
| Hairline crack ≤ 0.15 (mm) | 1 | − | − | − | − | − | − | − | + | − | − | |
| Crack | 0 | − | − | − | − | − | − | − | − | − | − | |
| Surface crack > 0.15 (mm) | 0 | − | − | − | − | − | − | − | − | − | − | |
| Continuous crack | 0 | − | − | − | − | − | − | − | − | − | − | |
| Chipping | 0 | − | − | − | − | − | − | − | − | − | − | |
| Shuttering | 0 | − | − | − | − | − | − | − | − | − | ||
| Flake off | 1 | − | − | − | − | − | + | − | − | − | − | |
| Fracture | 1 | − | − | − | − | − | − | − | + | − | − | |
| Flaking | 2 | − | − | − | − | − | + | − | + | − | − | |
| Result: | Assigned to class | FP 0 | No requirement | |||||||||
| Type of Clay | No. | Width (mm) | Thickness (mm) | Distance between End Supports (mm) | Breaking Load (N) | Transverse Breaking Load (N/mm) | Tensile Bending Strength (N/mm2) |
|---|---|---|---|---|---|---|---|
| S1 | 1 | 100.5 | 52.1 | 170 | 12,582 | 132 | 13 |
| 2 | 100.6 | 52.2 | 170 | 10,306 | 107 | 10 | |
| 3 | 99.6 | 52.0 | 170 | 12,062 | 126 | 12 | |
| 4 | 100.7 | 51.4 | 170 | 12,474 | 133 | 13 | |
| 5 | 100.9 | 51.8 | 170 | 11,549 | 119 | 12 | |
| 6 | 100.9 | 52.4 | 170 | 13,088 | 138 | 13 | |
| 7 | 100.8 | 51.7 | 170 | 12,513 | 132 | 12 | |
| 8 | 100.5 | 52.2 | 170 | 12,551 | 133 | 12 | |
| 9 | 100.8 | 52.0 | 170 | 12,216 | 128 | 12 | |
| 10 | 99.5 | 52.1 | 170 | 12,967 | 137 | 13 | |
| Average value: | 129 | 12 | |||||
| Minimum value: | 107 | 10 | |||||
| Assigned to class: | T4 | ||||||
| S2 | 1 | 99.2 | 50.6 | 170 | 8685 | 88 | 9 |
| 2 | 98.1 | 51.3 | 170 | 8253 | 84 | 8 | |
| 3 | 99.5 | 50.7 | 170 | 9253 | 93 | 9 | |
| 4 | 98.7 | 52.4 | 170 | 8173 | 83 | 8 | |
| 5 | 97.5 | 50.2 | 170 | 8789 | 90 | 9 | |
| 6 | 98.6 | 49.4 | 170 | 8078 | 82 | 9 | |
| 7 | 97.9 | 50.5 | 170 | 7987 | 82 | 8 | |
| 8 | 98.4 | 51.7 | 170 | 8347 | 85 | 8 | |
| 9 | 99.5 | 50.9 | 170 | 8574 | 86 | 9 | |
| 10 | 97.4 | 52.6 | 170 | 8465 | 87 | 8 | |
| Average value: | 86 | 9 | |||||
| Minimum value: | 82 | 8 | |||||
| Assigned to class: | T4 | ||||||
| S3 | 1 | 97.3 | 50.1 | 170 | 4568 | 47 | 5 |
| 2 | 96.8 | 50.3 | 170 | 3864 | 40 | 4 | |
| 3 | 96.3 | 50.6 | 170 | 3989 | 41 | 4 | |
| 4 | 97.1 | 50.0 | 170 | 4130 | 43 | 4 | |
| 5 | 97.3 | 49.3 | 170 | 4677 | 48 | 5 | |
| 6 | 96.4 | 49.7 | 170 | 4324 | 45 | 5 | |
| 7 | 96.1 | 49.9 | 170 | 4257 | 44 | 5 | |
| 8 | 96.3 | 50.6 | 170 | 3745 | 39 | 4 | |
| 9 | 97.1 | 50.4 | 170 | 3961 | 41 | 4 | |
| 10 | 96.8 | 49.2 | 170 | 4337 | 45 | 5 | |
| Average value: | 43 | 5 | |||||
| Minimum value: | 39 | 4 | |||||
| Assigned to class: | T2 | ||||||
| Summary of Results | Content | ||
|---|---|---|---|
 | |||
| Chemical oxide | Clay type S1 | Clay type S2 | Clay type S3 |
| SiO2 | High | 7.85% lower | 21.95% lower |
| Al2O3 | High | 0.17% lower | 7.31% lower |
| Properties | |||
| Freeze and thaw resistance | High resistance | High resistance | 18.0% lower from minimum value |
| Acid resistance | High resistance | 61.15% higher in loss of mass | 98.8% higher in loss of mass |
| Transverse breaking load [N/mm] | High | 31.2% lower | 65.6% lower |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Avizovas, R.; Baskutis, S.; Navickas, V.; Tamándl, L. Effect of Chemical Composition of Clay on Physical-Mechanical Properties of Clay Paving Blocks. Buildings 2022, 12, 943. https://doi.org/10.3390/buildings12070943
Avizovas R, Baskutis S, Navickas V, Tamándl L. Effect of Chemical Composition of Clay on Physical-Mechanical Properties of Clay Paving Blocks. Buildings. 2022; 12(7):943. https://doi.org/10.3390/buildings12070943
Chicago/Turabian StyleAvizovas, Rolandas, Saulius Baskutis, Valentinas Navickas, and László Tamándl. 2022. "Effect of Chemical Composition of Clay on Physical-Mechanical Properties of Clay Paving Blocks" Buildings 12, no. 7: 943. https://doi.org/10.3390/buildings12070943
APA StyleAvizovas, R., Baskutis, S., Navickas, V., & Tamándl, L. (2022). Effect of Chemical Composition of Clay on Physical-Mechanical Properties of Clay Paving Blocks. Buildings, 12(7), 943. https://doi.org/10.3390/buildings12070943