Green Preparation and Dry Sliding Wear Properties of a Macro-ZTA/Fe Composite Produced by a Two-Step Method

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
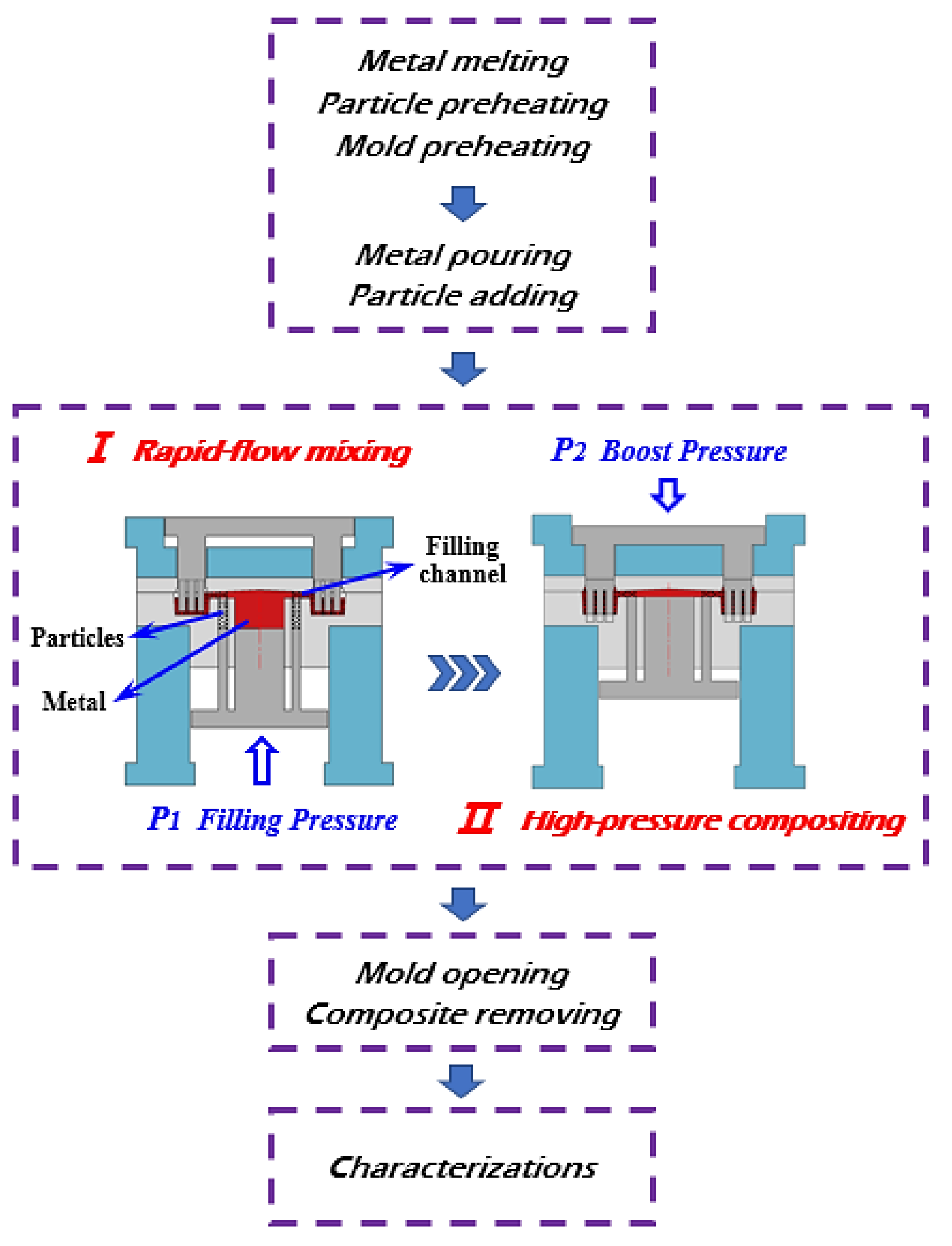
2.2. Preparation of Composite by Two-Step Process
- (1)
- In the first step, the mold was closed and locked at the pressure of 115 MPa, then a filling pressure (P1) of 125 MPa was exerted to push molten iron and particles into the filling channel continuously at a high speed (150 mm/s). Then the particles were in contact with the molten iron and were wrapped by the rapidly flowing molten metal, thus achieving a uniform dispersion during the filling process. Subsequently, the metal-particle mixture was pushed into the workpiece cavities.
- (2)
- In the second step, the metal-particle mixture in the cavities was subjected to a boost pressure (P2) of 130 MPa to realize feeding and solidification and the pressure was maintain a certain time to achieve a tight bonding between the meal and particles.
- (3)
- After the solidification was completed, the boost pressure was removed and the mold was opened to obtain the ZTA/HCCI composite.
2.3. Instruments and Characterizations
3. Results and Discussion
3.1. Distribution and Interface
3.2. Microstructure
3.3. Mechanical Properties
3.4. Wear Property
3.4.1. Wear Resistance of the Composite
3.4.2. Worn Surface of the Composite
3.4.3. Worn Sub-Surface of the Composite
3.4.4. Worn Surface of the Counterpart Ring
4. Conclusions
- (1)
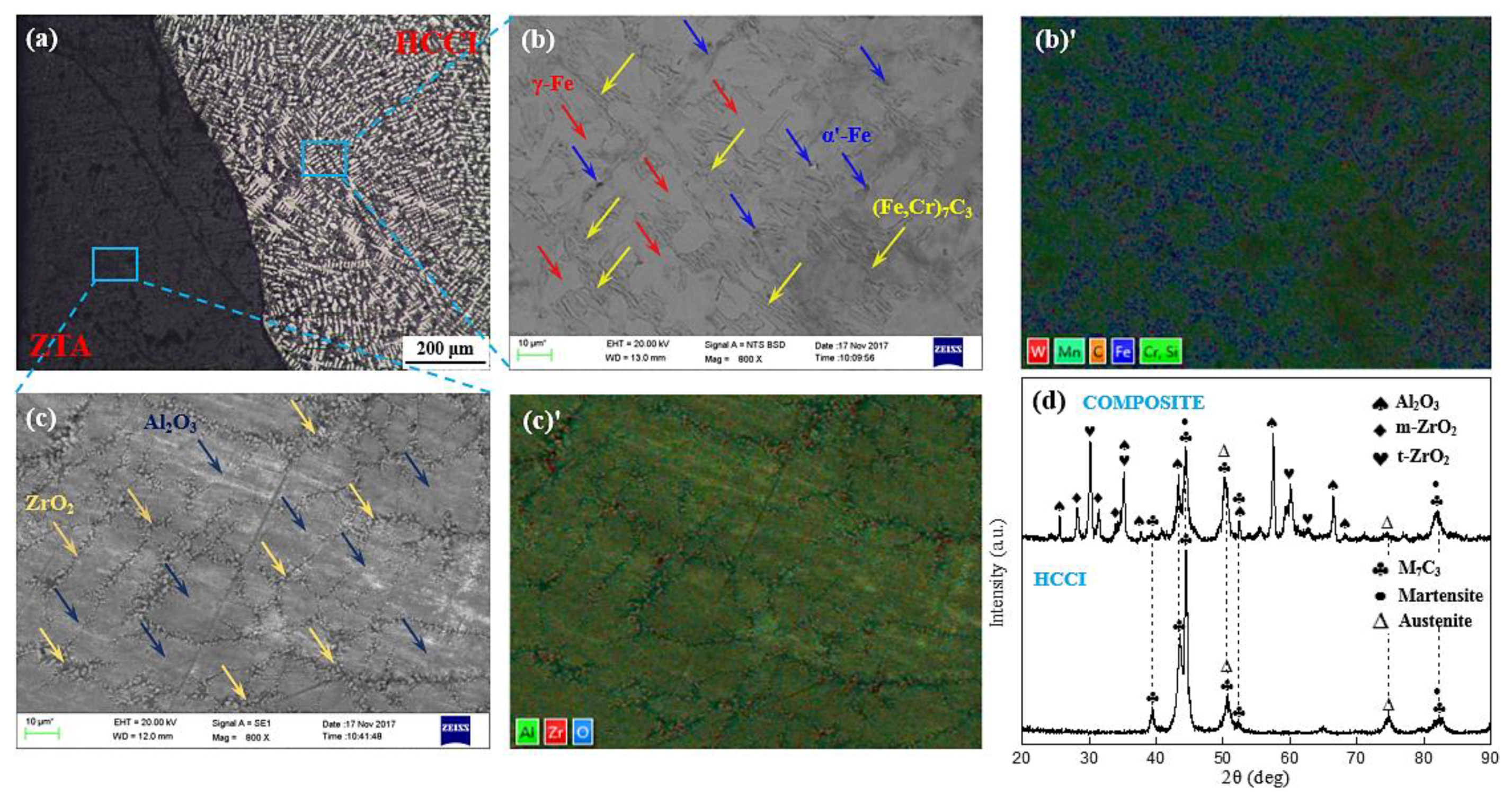
- In the prepared composite, the ZTA particles were distributed homogeneously inside the HCCI matrix, and the interface combined by mechanical bonding was tight, clear and smooth, where no debonding or other defects were observed. The XRD results showed that the composite mainly consists of Al2O3, t–ZrO2, m–ZrO2, M7C3, austenite, and martensite.
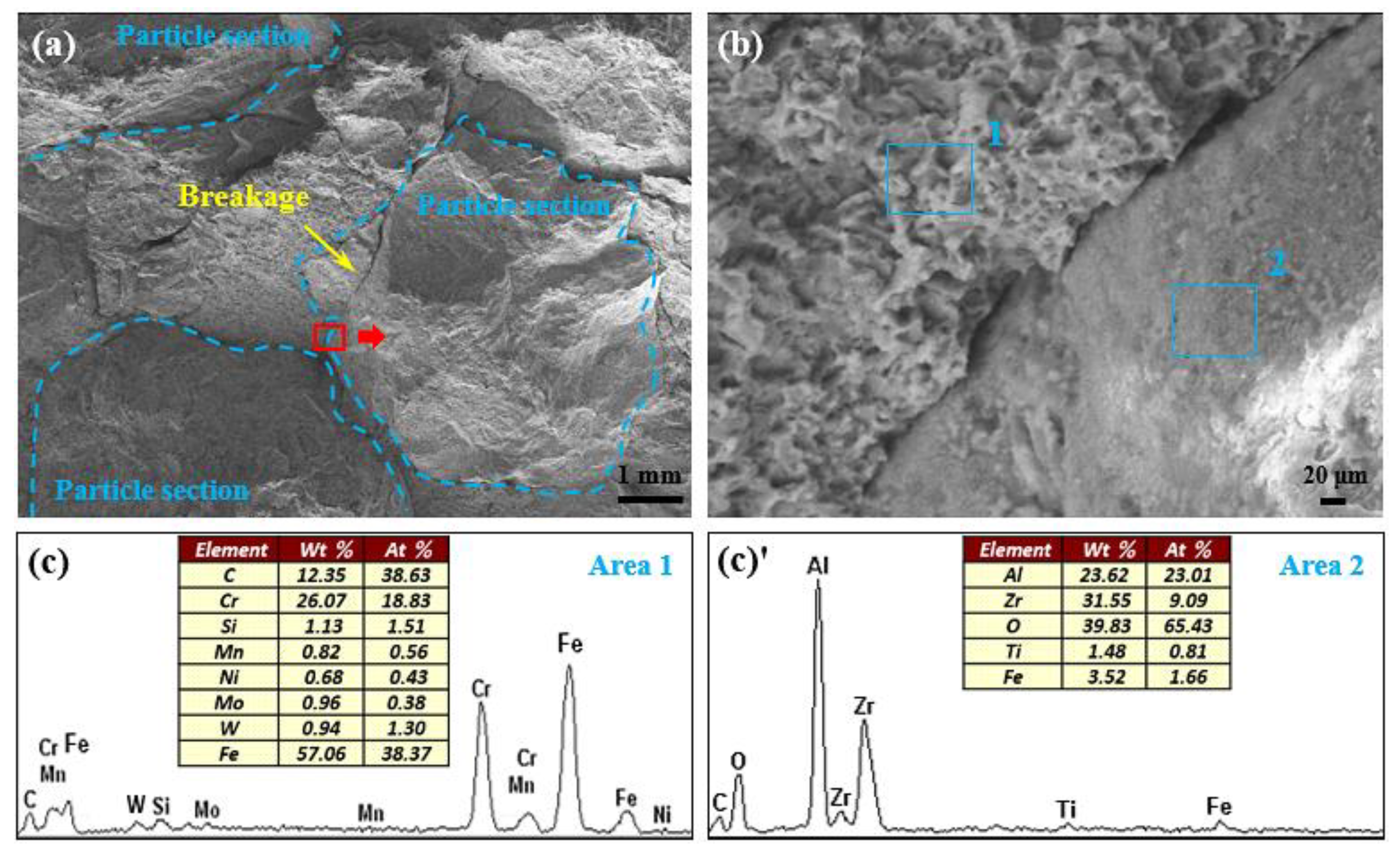
- (2)
- The impact toughness of the composite (6.67 J·cm−2) is significantly lower than that of the HCCI alloy (9.27 J·cm−2). The fracture surface morphology of the composite showed that the fracture appears inside the particles, indicating a relatively strong bonding between the matrix and particles. Moreover, the fracture mode of the matrix is dominated by a ductile fracture.
- (3)
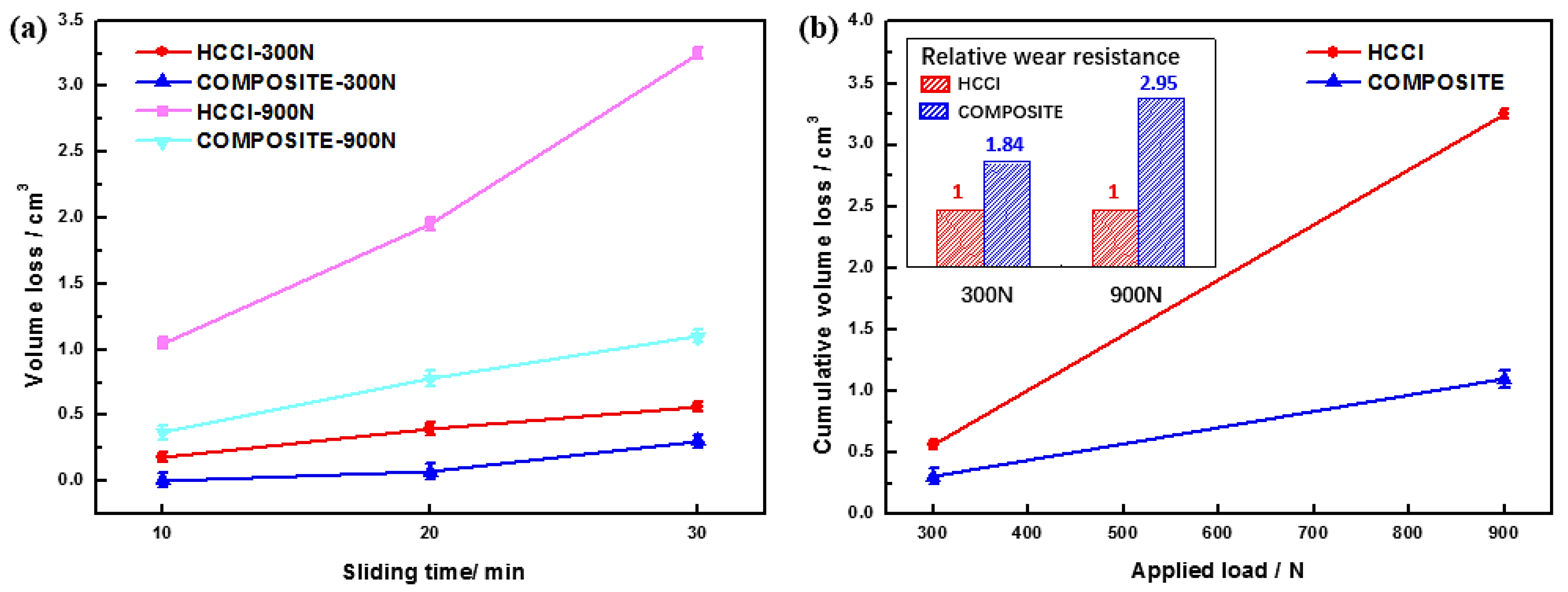
- Under dry sliding wear conditions, the wear resistance of the composite is obviously higher than that of the unreinforced HCCI material, and the relative wear resistance of the composite to HCCI increased from 1.8 to 2.9 times when the applied load varied from 300 to 900 N, which indicated the wear resistance of the composite is much better at higher load.
- (4)
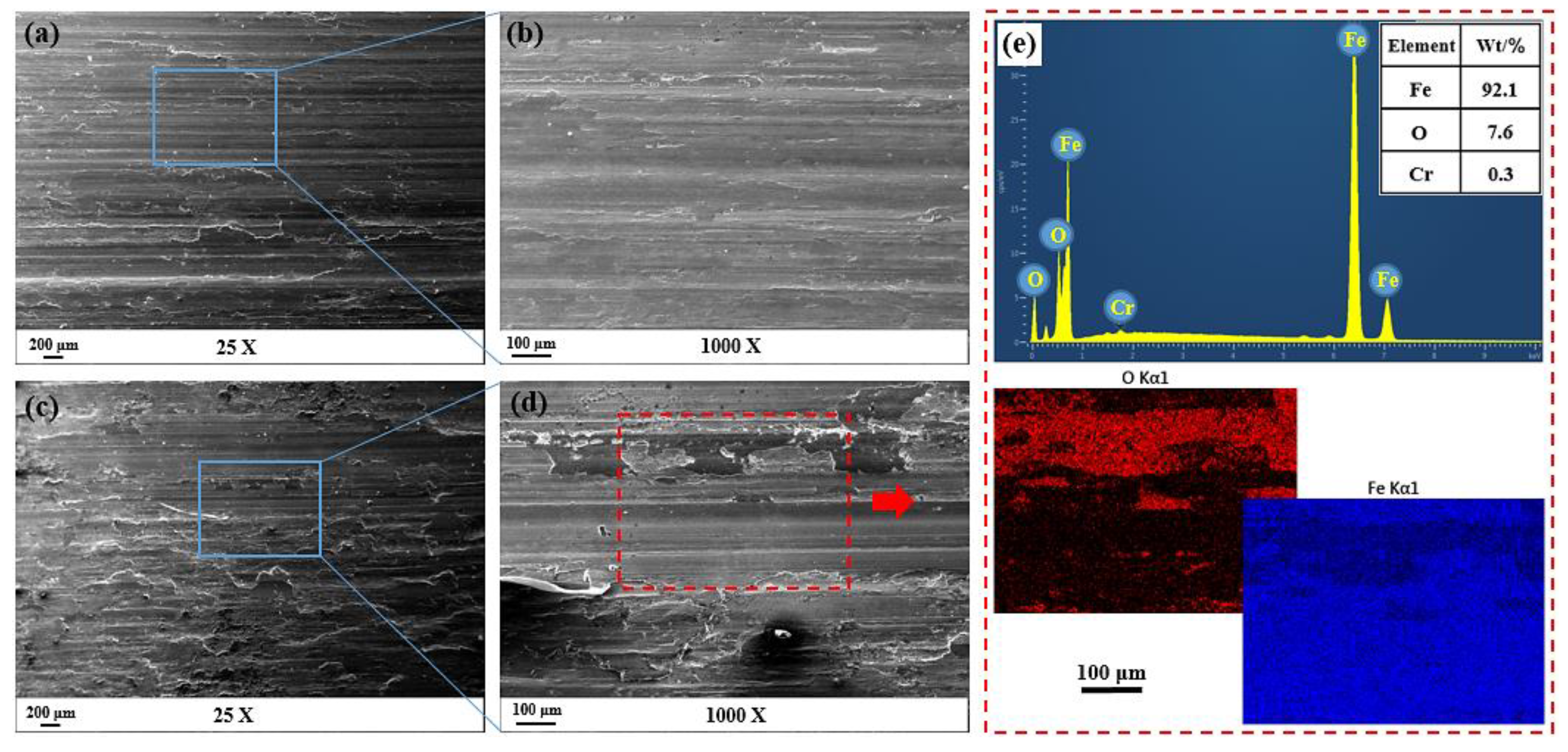
- The wear mechanism of the composite is mainly slight abrasive wear under lower applied load (300 N), which is manifested as relatively shallow and narrow grooves and scratches, while the wear characteristics of fragmentation of particles, transfer layer and interface cracking dominate the wear process when the applied load is higher (900 N).
Author Contributions
Funding
Conflicts of Interest
References
- Alejandro, G.P.; Florentino, A.A.; Juan, A.L. Erosive Wear Resistance Regarding Different Destabilization Heat Treatments of Austenite in High Chromium White Cast Iron, Alloyed with Mo. Metals 2019, 9, 522. [Google Scholar] [Green Version]
- Christian, H.; Luis, A.B.M. From High-Manganese Steels to Advanced High-Entropy Alloys. Metals 2019, 9, 726. [Google Scholar] [Green Version]
- Song, B.; Dong, S.J.; Coddet, P.; Zhou, G.S.; Ouyang, S.; Liao, H.L.; Coddet, C. Microstructure and tensile behavior of hybrid nano–micro SiC reinforced iron matrix composites produced by selective laser melting. J. Alloy. Compd. 2013, 579, 415–421. [Google Scholar] [CrossRef]
- Li, J.; Zong, B.Y.; Wang, Y.M.; Zhuang, W.B. Experiment and modeling of mechanical properties on iron matrix composites reinforced by different types of ceramic particles. Mat. Sci. Eng. A 2010, 527, 7545–7551. [Google Scholar] [CrossRef]
- Zhao, Z.Y.; Li, J.; Bai, P.K.; Qu, H.Q.; Liang, M.J.; Liao, H.H.; Wu, L.Y.; Huo, P.C.; Liu, H.; Zhang, J.X. Microstructure and Mechanical Properties of TiC–Reinforced 316L Stainless Steel Composites Fabricated Using Selective Laser Melting. Metals 2019, 9, 267. [Google Scholar] [CrossRef]
- Chukwuma, O.; Zhila, R.; Georges, K.; Zoheir, F.; Kevin, P. The Aqueous Electrochemical Response of TiC–Stainless Steel Cermets. Metals 2018, 8, 398. [Google Scholar]
- Zhang, Z.Z.; Chen, Y.B.; Zhang, Y.; Gao, K.W.; Zuo, L.L.; Qi, Y.S.; Wei, Y. Tribology characteristics of ex-situ and in situ tungsten carbide particles reinforced iron matrix composites produced by spark plasma sintering. J. Alloy. Compd. 2017, 704, 260–268. [Google Scholar] [CrossRef]
- Li, Z.L.; Jiang, Y.H.; Zhou, R.; Lu, D.H.; Zhou, R.F. Dry three–body abrasive wear behavior of WC reinforced iron matrix surface composites produced by V–EPC infiltration casting process. Wear 2007, 262, 649–654. [Google Scholar] [CrossRef]
- Zhou, M.J.; Sui, Y.D.; Chong, X.Y.; Jiang, Y.H. Wear Resistance Mechanism of ZTAp/HCCI Composites with a Honeycomb Structure. Metals 2018, 8, 588. [Google Scholar] [CrossRef]
- Armelle, P.; Bernard, H.L.; Jérôme, C.; Laurent, G.; Bruno, R.; Frédéric, F.; Jiunn–Der, L.; Jean, G. Ageing, Shocks and Wear Mechanisms in ZTA and the Long-Term Performance of Hip Joint Materials. Materials 2017, 10, 569. [Google Scholar] [Green Version]
- Chen, X.D.; Betke, U.; Rannabauer, S.; Peters, P.C.; Söffker, G.M.; Scheffler, M. Improving the Strength of ZTA Foams with Different Strategies: Immersion Infiltration and Recoating. Materials 2017, 10, 735. [Google Scholar] [CrossRef]
- Zheng, K.H.; Gao, Y.M.; Li, Y.F.; Zhao, S.M.; Wang, J. Three-body abrasive wear resistance of iron matrix composites reinforced with ceramic particles. Proc. Inst. Mech. Eng. 2014, 228, 3–10. [Google Scholar] [CrossRef]
- Ru, J.J.; He, H.; Jiang, Y.H.; Zhou, R.; Hua, Y.X. Wettability and interaction mechanism for Ni-modified ZTA particles reinforced iron matrix composites. J. Alloy. Compd. 2019, 786, 321–329. [Google Scholar] [CrossRef]
- Fan, L.; Wang, Q.; Yang, P.; Chen, H.H.; Hong, H.P.; Zhang, W.T.; Ren, J. Preparation of nickel coating on ZTA particles by electroless plating. Ceram. Int. 2018, 44, 11013–11021. [Google Scholar] [CrossRef]
- Zhou, M.J.; Jiang, Y.H.; Chong, X.Y. Interface transition layer interaction mechanism for ZTAp/HCCI composites. Sci. Eng. Compos. Mater. 2018, 25, 881–890. [Google Scholar] [CrossRef]
- Chen, Z.H.; Xiong, H.; Sun, G.X.; Lu, Y.Q. A preliminary study on casting infiltration technology of wear-resistant castings. Cem. Guide New Epoch 2015, 2, 10–15. (In Chinese) [Google Scholar]
- Francois, H. Composite wear component. US Patent US00RE39998E, 8 January 2008. [Google Scholar]
- Tang, S.L.; Gao, Y.M.; Li, Y.F. Recent developments in fabrication of ceramic particle reinforced iron matrix wear resistant surface composite using infiltration casting technology. Ironmak. Steelmak. 2014, 41, 633–640. [Google Scholar] [CrossRef]
- Qiu, B.; Xing, S.M.; Dong, Q. Fabrication and wear behavior of ZTA particles reinforced iron matrix composite produced by flow mixing and pressure compositing. Wear 2019, 428, 167–177. [Google Scholar] [CrossRef]
- ASTM-G99–05, Standard Test Method for Wear Testing with A Pin–on–Disc Apparatus; ASTM International: West Conshohocken, PA, USA, 1997.
- Khodaverdizadeh, H.; Niroumand, B. Effects of applied pressure on microstructure and mechanical properties of squeeze cast ductile iron. Mater. Des. 2011, 32, 4747–4755. [Google Scholar] [CrossRef]
- Tabrett, C.P.; Sare, I.R.; Ghomashchi, M.R. Microstructure-property relationships in high chromium white iron alloys. Int. Mater. Rev. 1996, 41, 59–82. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A. Microstructure of vanadium-, niobium- and titanium-alloyed high-chromium white cast irons. Int. J. Cast. Metal. Res. 2001, 13, 343–361. [Google Scholar] [CrossRef]
- Rosso, M. Ceramic and metal matrix composites: Routes and properties. J. Mater. Process. Technol. 2006, 175, 364–375. [Google Scholar] [CrossRef]
- Ye, F.X.; Hojamberdiev, M.; Xu, Y.H.; Zhong, L.S.; Zhao, N.N.; Li, Y.P.; Huang, X. Microstructure, microhardness and wear resistance of VCp/Fe surface composites fabricated in situ. Appl. Surf. Sci. 2013, 280, 297–303. [Google Scholar] [CrossRef]
- Singh, J.; Chauhan, A. Characterization of hybrid aluminum matrix composites for advanced applications—A review. J. Mater. Res. Technol. 2016, 5, 159–169. [Google Scholar] [CrossRef]
- Barmouz, M.; Asadi, P.; Besharati Givi, M.K.; Taherishargh, M. Investigation of mechanical properties of Cu/SiC composite fabricated by FSP: Effect of SiC particles’ size and volume fraction. Mat. Sci. Eng. A 2011, 528, 1740–1749. [Google Scholar] [CrossRef]
- Tao, Y.Y.; Ge, X.L.; Xu, X.J.; Jiang, Z. Influences of SiC Particle Size and Content on the Mechanical Properties and Wear Resistance of the Composites with Al Matrix. Key Eng. Mater. 2008, 375, 430–434. [Google Scholar] [CrossRef]
- Carvalho, O.; Madeira, S.; Buciumeanu, M.; Soares, D.; Silva, F.S.; Miranda, G. Pressure and sintering temperature influence on the interface reaction of SiCp/410L stainless steel composites. J. Compos. Mater. 2015, 50, 4491–4503. [Google Scholar] [CrossRef]
- Tan, H.; Luo, Z.; Li, Y.; Yan, F.; Duan, R.; Huang, Y. Effect of strengthening particles on the dry sliding wear behavior of Al2O3–M7C3/Fe metal matrix composite coatings produced by laser cladding. Wear 2015, 324–325, 36–44. [Google Scholar] [CrossRef]
- Ashby, M.F.; Abulawi, J.; Kong, H.S. Temperature Maps for Frictional Heating in Dry Sliding. Tribol. Trans. 1991, 34, 577–587. [Google Scholar] [CrossRef]
- Gou, J.F.; Wang, Y.; Sun, Z.; Li, X.W. Study of work function and dry sliding wear behavior of Fe-based hardfacing alloys with and without nano rare earth oxides. J. Alloy. Compd. 2017, 713, 255–265. [Google Scholar] [CrossRef]
- Subramaniam, C. Some considerations towards the design of a wear resistant aluminium alloy. Wear 1992, 155, 193–205. [Google Scholar] [CrossRef]
- Jacuinde, A.B.; Rainforth, W.M. The wear behaviour of high-chromium white cast irons as a function of silicon and Mischmetal content. Wear 2001, 250, 449–461. [Google Scholar] [CrossRef]
- Pan, R.; Ren, R.M.; Zhao, X.J.; Chen, C.H. Influence of microstructure evolution during the sliding wear of CL65 steel. Wear 2018, 400, 169–176. [Google Scholar] [CrossRef]
- Zhang, Q.; Jiang, Z.Y.; Wei, D.B.; Zhu, H.T.; Chen, Z.X.; Han, J.T.; Xie, G.L. Interface adhesion during sliding wear in cast iron after hot deformation. Wear 2013, 301, 598–607. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Abdollah-Zadeh, A.; Assadi, H. Effect of applied load on the dry sliding wear behaviour and the subsurface deformation on hybrid metal matrix composite. Wear 2013, 305, 291–298. [Google Scholar] [CrossRef]
- Suresha, S.; Sridhara, B.K. Effect of addition of graphite particulates on the wear behaviour in aluminium–silicon carbide–graphite composites. Mater. Des. 2010, 31, 1804–1812. [Google Scholar] [CrossRef]
- Liu, J.; Yang, S.; Xia, W.S.; Jiang, X.; Gui, C.B. Microstructure and wear resistance performance of Cu–Ni–Mn alloy-based hardfacing coatings reinforced by WC particles. J. Alloy. Compd. 2016, 654, 63–70. [Google Scholar] [CrossRef]
- Maire, E.; Wilkinson, D.S.; Embury, J.D.; Fougeres, R. Role of damage on the flow and fracture of particulate reinforced alloys and metal matrix composites. Acta Mater. 1997, 45, 5261–5274. [Google Scholar] [CrossRef]
- Chawla, N.; Shen, Y.L. Mechanical Behavior of Particle Reinforced Metal Matrix Composites. Adv Eng Mater. 2001, 3, 357–370. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (vol.%) | Particle Size (mm) | Density (g·cm−3) | Melting Point (°C) | Hardness (HV) | Fracture Toughness (MPa·m1/2) |
|---|---|---|---|---|---|
| Al2O3–60% ZrO2–40% | 2–3 | 4.0 | 1900 | 1700–1900 | 7.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, B.; Xing, S.; Dong, Q. Green Preparation and Dry Sliding Wear Properties of a Macro-ZTA/Fe Composite Produced by a Two-Step Method. Metals 2019, 9, 986. https://doi.org/10.3390/met9090986
Qiu B, Xing S, Dong Q. Green Preparation and Dry Sliding Wear Properties of a Macro-ZTA/Fe Composite Produced by a Two-Step Method. Metals. 2019; 9(9):986. https://doi.org/10.3390/met9090986
Chicago/Turabian StyleQiu, Bo, Shuming Xing, and Qi Dong. 2019. "Green Preparation and Dry Sliding Wear Properties of a Macro-ZTA/Fe Composite Produced by a Two-Step Method" Metals 9, no. 9: 986. https://doi.org/10.3390/met9090986