Enhancing the Mechanical Properties of a Hot Rolled High-Strength Steel Produced by Ultra-Fast Cooling and Q&P Process

Abstract
:1. Introduction
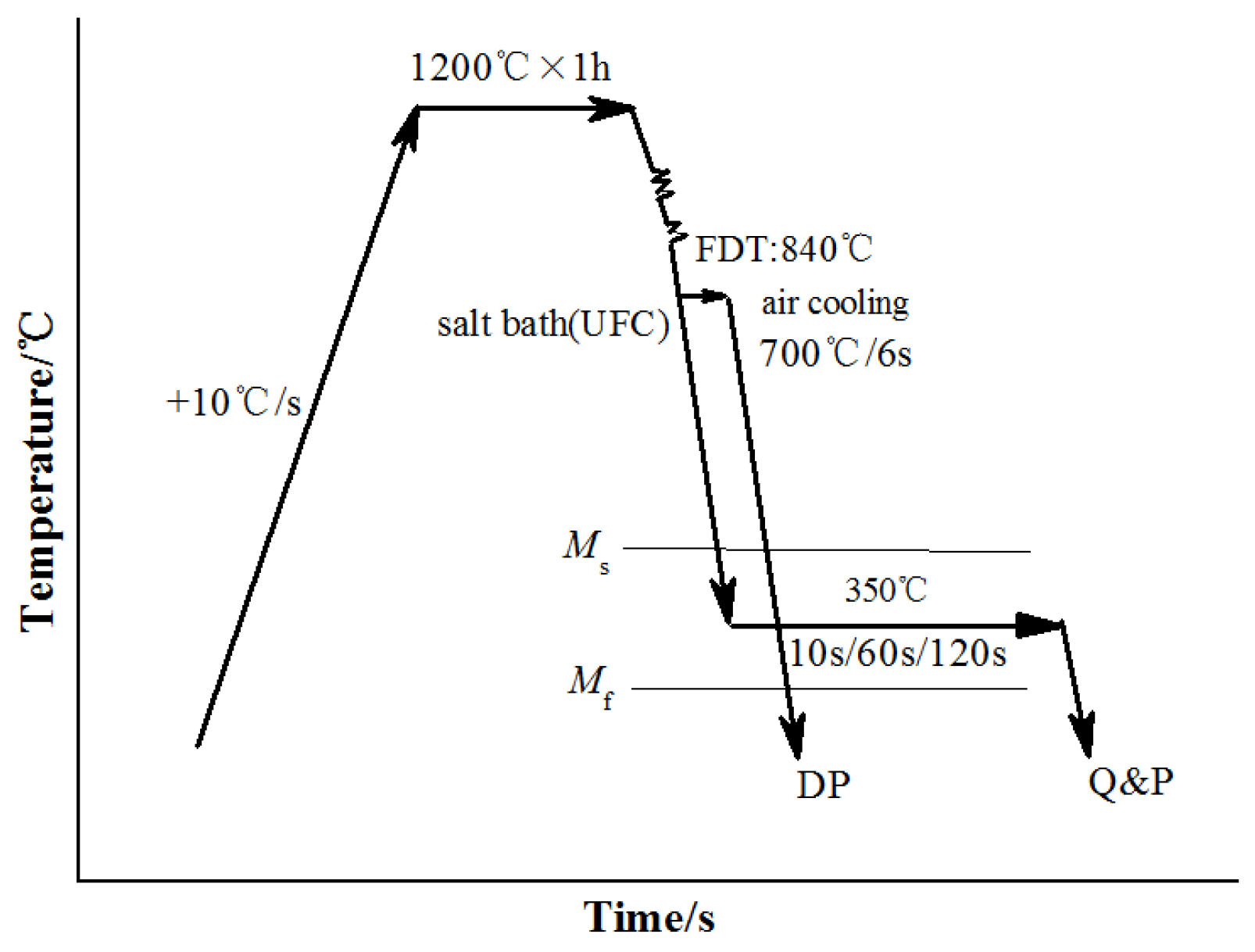
2. Materials and Methods
3. Results and Discussion
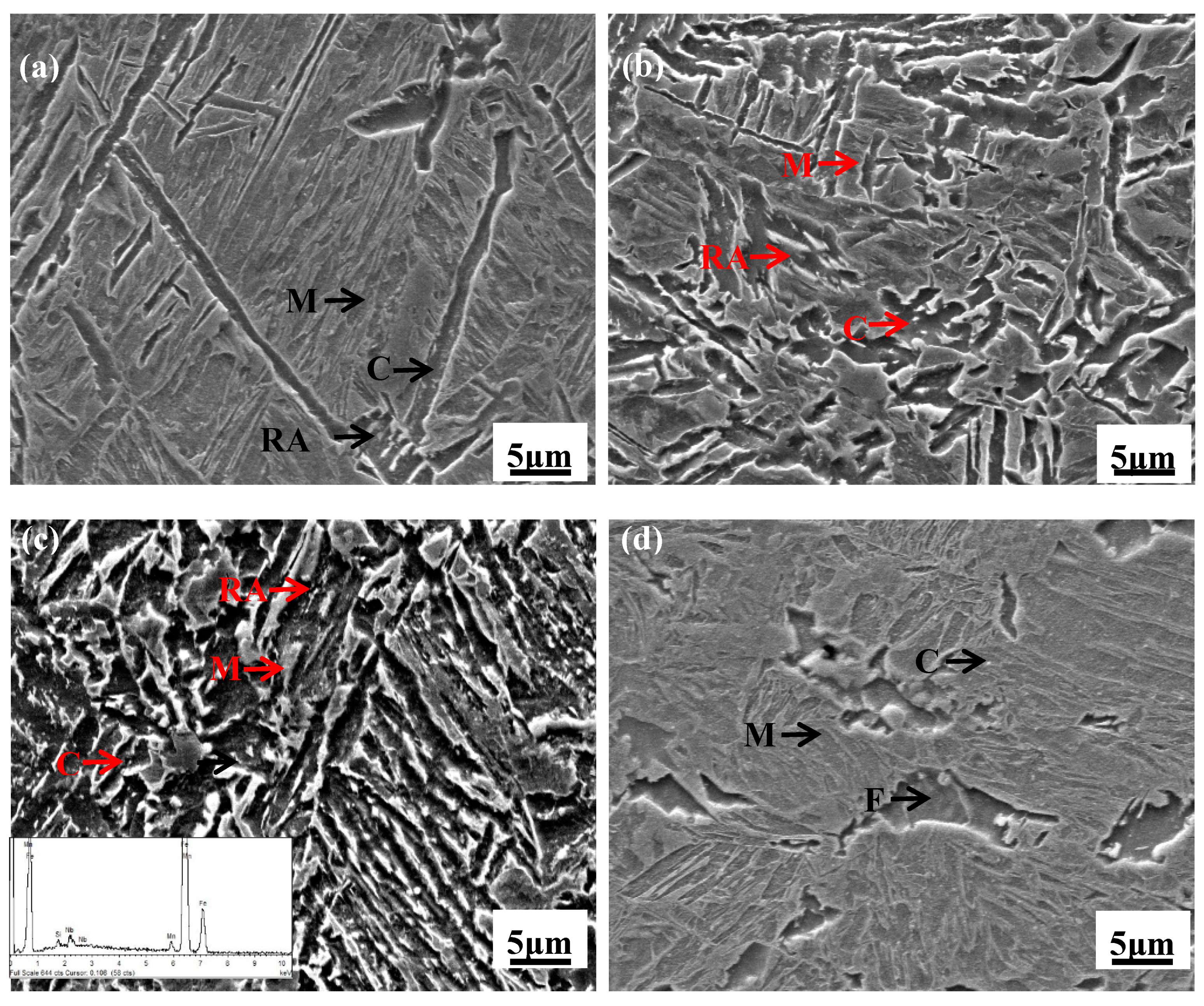
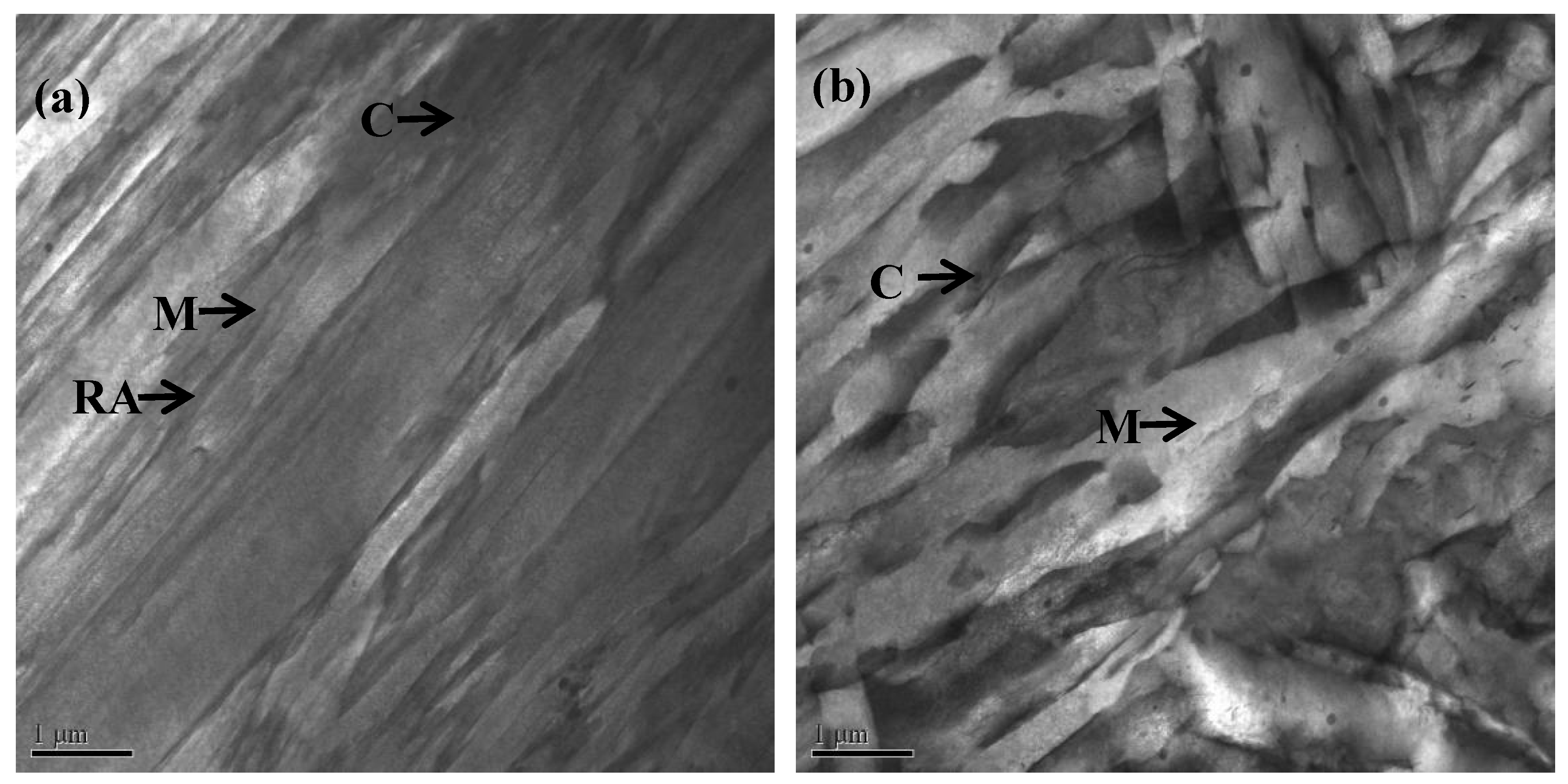
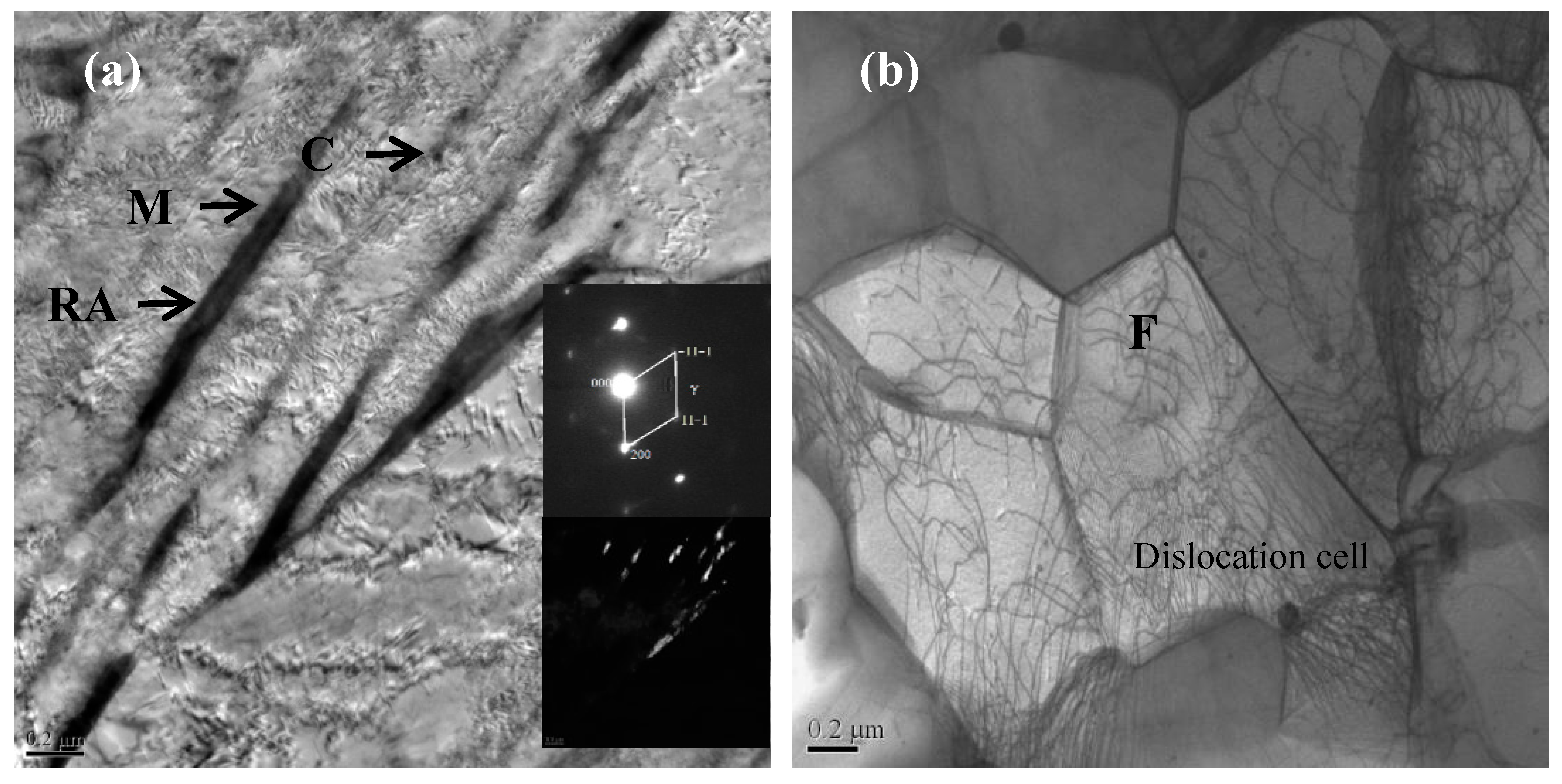
3.1. Microstructure of the Test Steel
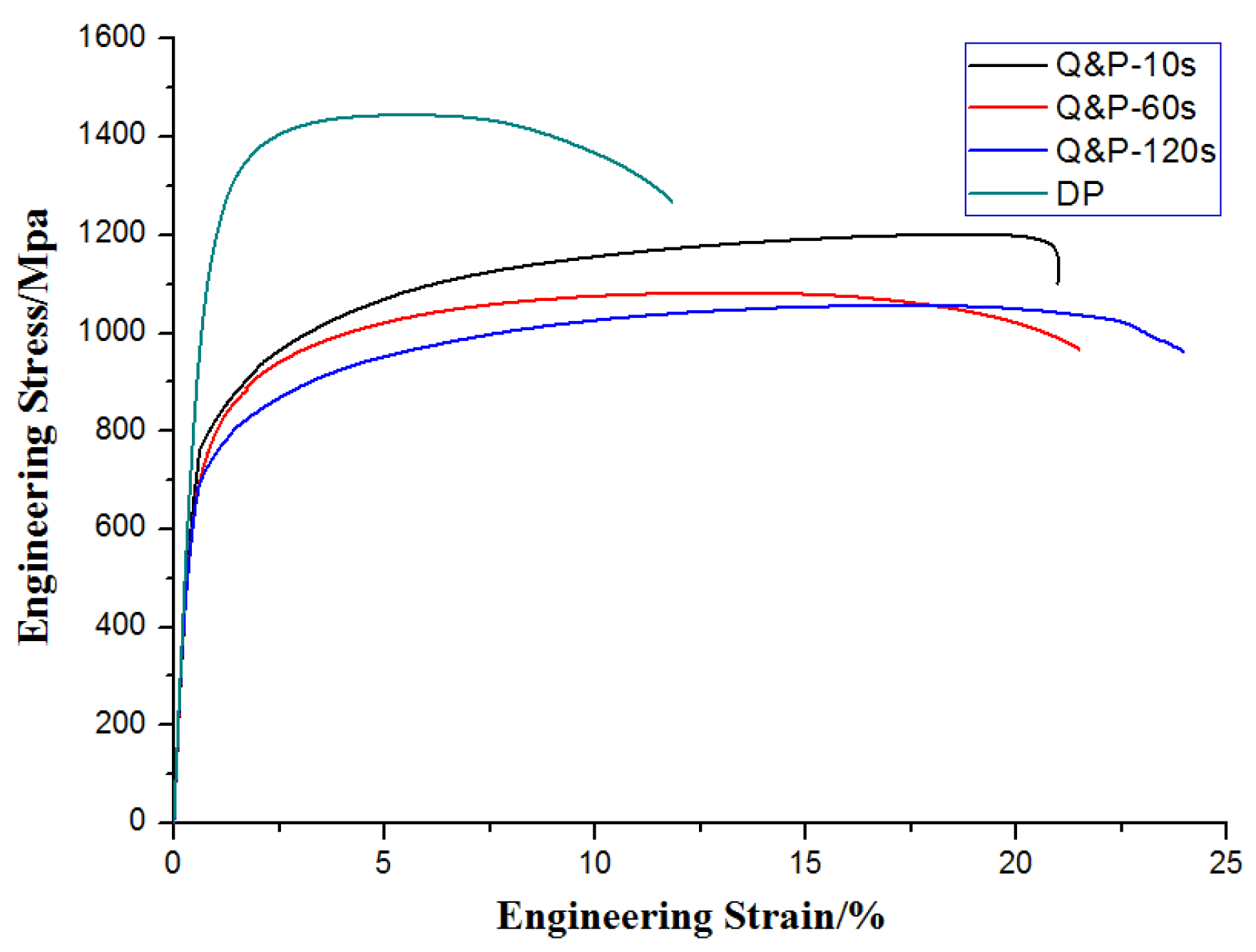
3.2. Mechanical Property
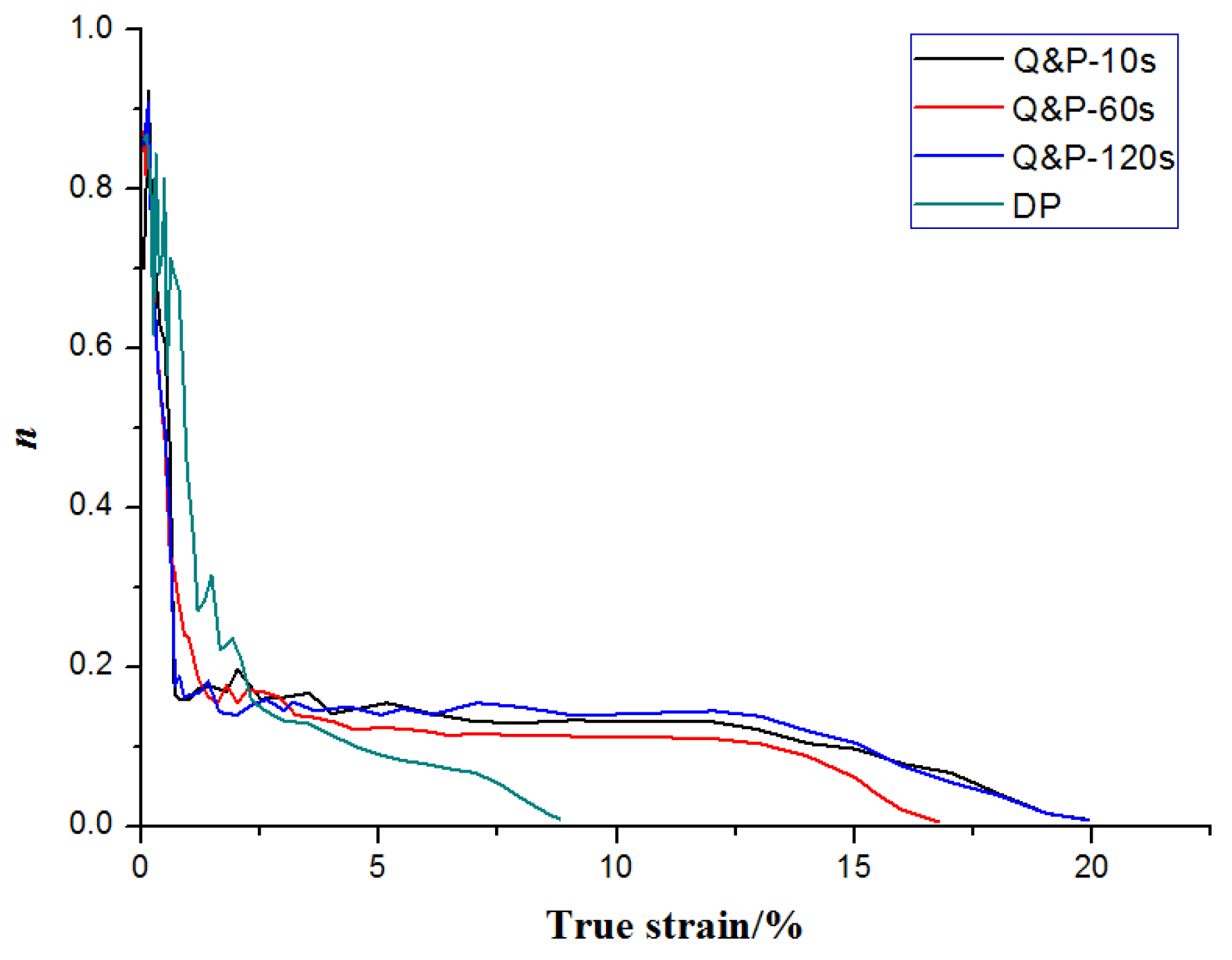
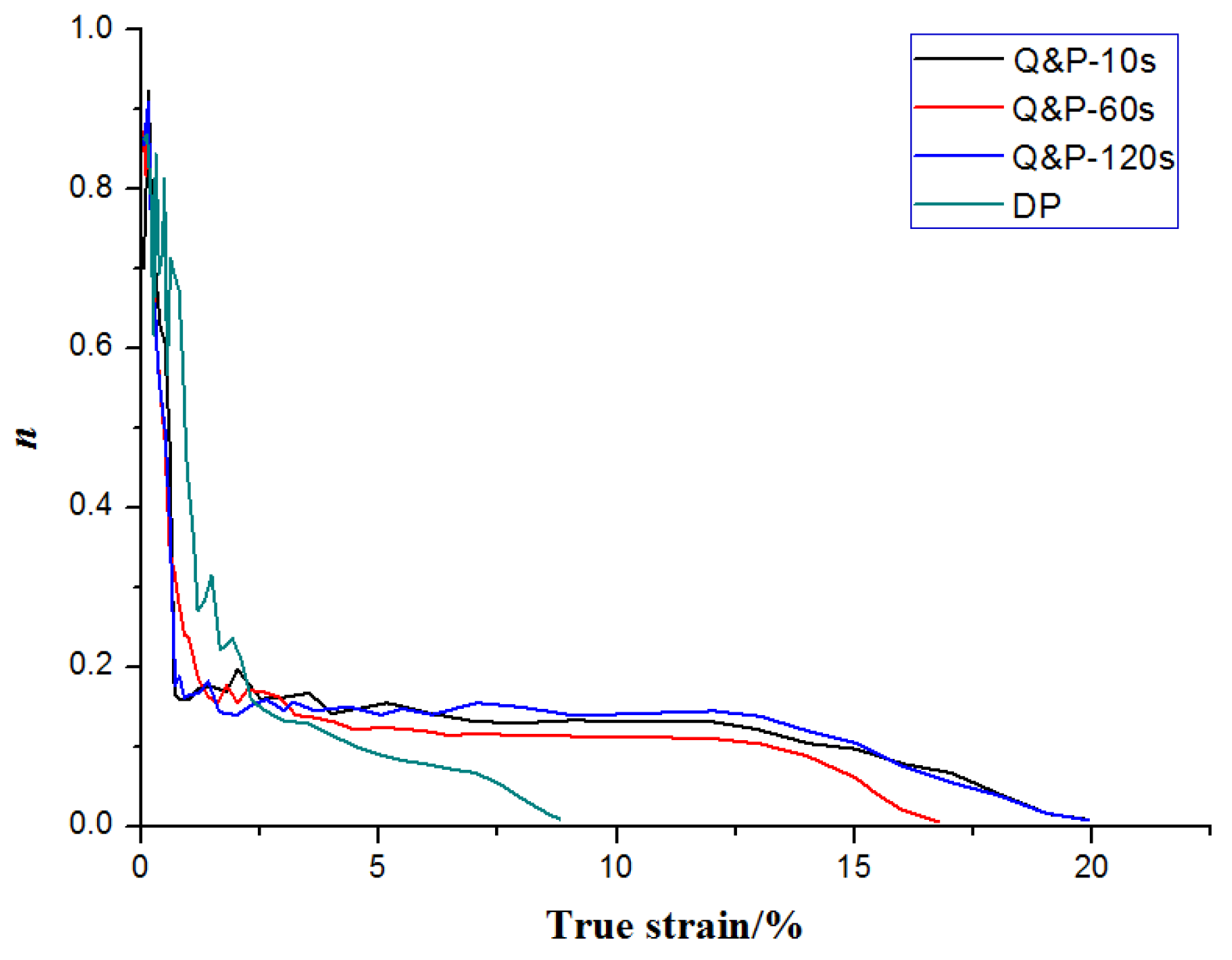
3.3. Formability
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Schmitt, J.H.; Iung, T. New developments of advanced high-strength steels for automotive applications. Comptes Rendus Phys. 2018, 19, 641–656. [Google Scholar] [CrossRef]
- Bouaziz, O.; Zurob, H.; Huang, M. Driving force and logic of development of advanced high strength steels for automotive applications. Steel Res. Int. 2013, 84, 937–947. [Google Scholar] [CrossRef]
- Speer, J.G.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Liu, H.; Lu, X.; Jin, X.; Dong, H.; Shi, J. Enhanced mechanical properties of a hot stamped advanced high-strength steel treated by quenching and partitioning process. Scr. Mater. 2011, 64, 749–752. [Google Scholar] [CrossRef]
- Toji, Y.; Miyamoto, G.; Raabe, D. Carbon partitioning during quenching and partitioning heat treatment accompanied by carbide precipitation. Acta Mater. 2015, 86, 137–147. [Google Scholar] [CrossRef]
- Zhang, K.; Liu, P.; Li, W.; Ma, F.; Guo, Z.; Rong, Y. Enhancement of the strength and ductility of martensitic steels by carbon. Mater. Sci. Eng. A 2018, 716, 87–91. [Google Scholar] [CrossRef]
- Zhong, N.; Wang, X.D.; Wang, L.; Rong, Y.H. Enhancement of the mechanical properties of a Nb-microalloyed advanced high-strength steel treated by quenching–partitioning–tempering process. Mater. Sci. Eng. A 2009, 506, 111–116. [Google Scholar] [CrossRef]
- Hou, Z.R.; Zhao, X.M.; Zhang, W.; Liu, H.L.; Yi, H.L. A medium manganese steel designed for water quenching and partitioning. Mater. Sci. Technol. 2018, 34, 1–8. [Google Scholar] [CrossRef]
- Speer, J.G.; Matlock, D.K. Developments in the quenching and partitioning process. World Iron. Steel. 2009, 9, 31–36. [Google Scholar]
- Tan, X.; Xu, Y.; Yang, X.; Liu, Z.; Wu, D. Effect of partitioning procedure on microstructure and mechanical properties of a hot-rolled directly quenched and partitioned steel. Mater. Sci. Eng. A 2014, 594, 149–160. [Google Scholar] [CrossRef]
- Park, J.; Jo, M.C.; Song, T.; Kim, H.S.; Sohn, S.S.; Lee, S. Ultra-high strength and excellent ductility in multi-layer steel sheet of austenitic hadfield and martensitic hot-press-forming steels. Mater. Sci. Eng. A 2019, 759, 320–328. [Google Scholar] [CrossRef]
- Kim, Y.W.; Song, S.W.; Seo, S.J.; Hong, S.-G.; Lee, C.S. Development of Ti and Mo micro-alloyed hot-rolled high strength sheet steel by controlling thermomechanical controlled processing schedule. Mater. Sci. Eng. A 2013, 565, 430–438. [Google Scholar] [CrossRef]
- Cai, X.; Liu, C.B.; Liu, Z.Y. Process design and prediction of mechanical properties of dual phase steels with prepositional ultra fast cooling. Mater. Des. 2014, 53, 998–1004. [Google Scholar] [CrossRef]
- Houyoux, C.; Herman, J.C.; Simon, P.; De Beek, M.; Riche, P. Metallurgical aspects of ultra fast cooling on a hot strip mill, Revue de Metallurgi. Revue De Metall. 1997, 97, 58–59. [Google Scholar]
- Breedis, J. Influence of dislocation substructure on the martensitic transformation in stainless steel. Acta Metall. 1965, 13, 239–250. [Google Scholar] [CrossRef]
- Yan, S.; Liu, X.; Liu, W.J.; Lan, H.; Wu, H. Comparison on mechanical properties and microstructure of a C–Mn–Si steel treated by quenching and partitioning (Q&P) and quenching and tempering (Q&T) processes. Mater. Sci. Eng. A 2015, 620, 58–66. [Google Scholar]
- Tobata, J.; Ngo-Huynh, K.L.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Role of silicon in quenching and partitioning treatment of low-carbon martensitic stainless steel. ISIJ Int. 2012, 52, 1377–1382. [Google Scholar] [CrossRef]
- Bansal, G.; Pradeep, M.; Ghosh, C.; Rajinikanth, V.; Srivastava, V.C.; Bhagat, V.A.; Kundu, S. Evolution of Microstructure in a Low-Si Micro-alloyed Steel Processed Through One-Step Quenching and Partitioning. Metall. Mater. Trans. A 2019, 50, 547–555. [Google Scholar] [CrossRef]
- Zhang, J.; Ding, H.; Misra, R.; Wang, C. Microstructural evolution and consequent strengthening through niobium-microalloying in a low carbon quenched and partitioned steel. Mater. Sci. Eng. A 2015, 641, 242–248. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Zhao, L.; Petrov, R.; Sietsma, J. Characterization of the microstructure obtained by the quenching and partitioning process in a low-carbon steel. Mater. Charact. 2008, 59, 1758–1764. [Google Scholar] [CrossRef]
- Santofimia, M.; Zhao, L.; Petrov, R.; Kwakernaak, C.; Sloof, W.; Sietsma, J. Microstructural development during the quenching and partitioning process in a newly designed low-carbon steel. Acta Mater. 2011, 59, 6059–6068. [Google Scholar] [CrossRef]
- Vuorinen, E.P.; Özügürler, A.G.; Ion, J.C.; Eriksson, K.; Somani, M.C.; Karjalainen, L.P.; Allain, S.; Caballero, F.G. Hot forming of ultra-fine-grained multiphase steel products using press hardening combined with quenching and partitioning process. Metals 2019, 9, 357. [Google Scholar] [CrossRef]
- Epp, J.; Hirsch, T.; Curfs, C. In Situ X-Ray diffraction analysis of carbon partitioning during quenching of low carbon steel. Metall. Mater. Trans. A 2012, 43, 2210–2217. [Google Scholar] [CrossRef]
- HajyAkbary, F.; Sietsma, J.; Miyamoto, G.; Furuhara, T.; Santofimia, M.J. Interaction of carbon partitioning, carbide precipitation and bainite formation during the Q&P process in a low C steel. Acta Mater. 2016, 104, 72–83. [Google Scholar]
- Huyghe, P.; Malet, L.; Caruso, M.; Georges, C.; Godet, S. On the relationship between the multiphase microstructure and the mechanical properties of a 0.2 C quenched and partitioned steel. Mater. Sci. Eng. A 2017, 701, 254–263. [Google Scholar] [CrossRef]
- Speer, J.G.; De Moor, E.; Findley, K.; Matlock, D.; De Cooman, B.; Edmonds, D. Analysis of microstructure evolution in quenching and partitioning automotive sheet steel. Metall. Mater. Trans. A 2011, 42, 3591–3601. [Google Scholar] [CrossRef]
- Bagliani, E.P.; Santofimia, M.; Zhao, L.; Sietsma, J.; Anelli, E. Microstructure, tensile and toughness properties after quenching and partitioning treatments of a medium-carbon steel. Mater. Sci. Eng. A 2013, 559, 486–495. [Google Scholar] [CrossRef]
- Cao, J.; Yan, J.; Zhang, J.; Yu, T. Effects of thermomechanical processing on microstructure and properties of bainitic work hardening steel. Mater. Sci Eng. A 2015, 639, 192–197. [Google Scholar] [CrossRef]
- Findley, K.; Hidalgo, J.; Huizenga, R.; Santofimia, M. Controlling the work hardening of martensite to increase the strength/ductility balance in quenched and partitioned steels. Mater. Des. 2017, 117, 248–256. [Google Scholar] [CrossRef]
- De Moor, E.; Lacroix, S.; Clarke, A.; Penning, J.; Speer, J. Effect of retained austenite stabilized via quench and partitioning on the strain hardening of martensitic steels. Metall. Mater. Trans. A 2008, 39, 2586–2595. [Google Scholar] [CrossRef]
- Kantanen, P.; Somani, M.; Kaijalainen, A.; Haiko, O.; Porter, D.; Kömi, J. Microstructural Characterization and Mechanical Properties of Direct Quenched and Partitioned High-Aluminum and High-Silicon Steels. Metals 2019, 9, 256. [Google Scholar] [CrossRef]
- Pozuelo, M.; Stremfel, J.W.; Yang, J.M.; Marian, J. Strengthening to softening transition in lath martensite. Materialia 2019, 5, 100254. [Google Scholar] [CrossRef]
- Peng, F.; Xu, Y.; Li, J.; Gu, X.; Wang, X. Interaction of martensite and bainite transformations and its dependence on quenching temperature in intercritical quenching and partitioning steel. Mater. Des. 2019, 181, 107921. [Google Scholar] [CrossRef]
- Wang, M.M.; Hell, J.C.; Tasan, C.C. Martensite size effects on damage in quenching and partitioning steels. Scr. Mater. 2017, 138, 1–5. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, W.H.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | RT(s) | PT(s) | RA (vol%) | Rp0.2(MPa) | Rm/MPa | Rp0.2/Rm | A50(%) | PSE (GPa%) | n |
|---|---|---|---|---|---|---|---|---|---|
| Q&P | 0 | 10 | 9.2 ± 1 | 765 ± 4 | 1201 ± 8 | 0.637 | 21.0 ± 1 | 25.225 | 0.13 |
| Q&P | 0 | 60 | 10.6 ± 1 | 680 ± 4 | 1083 ± 8 | 0.628 | 21.5 ± 1 | 23.282 | 0.12 |
| Q&P | 0 | 120 | 11.3 ± 1 | 666 ± 4 | 1056 ± 8 | 0.631 | 24.0 ± 1 | 25.359 | 0.14 |
| DP | 6 | 0 | <3 | 1077 ± 5 | 1446 ± 10 | 0.745 | 12.0 ± 1 | 17.347 | 0.07 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, T.; Wu, R.; Liu, B.; Liang, W.; Ke, D. Enhancing the Mechanical Properties of a Hot Rolled High-Strength Steel Produced by Ultra-Fast Cooling and Q&P Process. Metals 2019, 9, 958. https://doi.org/10.3390/met9090958
Wu T, Wu R, Liu B, Liang W, Ke D. Enhancing the Mechanical Properties of a Hot Rolled High-Strength Steel Produced by Ultra-Fast Cooling and Q&P Process. Metals. 2019; 9(9):958. https://doi.org/10.3390/met9090958
Chicago/Turabian StyleWu, Teng, Run Wu, Bin Liu, Wen Liang, and Deqing Ke. 2019. "Enhancing the Mechanical Properties of a Hot Rolled High-Strength Steel Produced by Ultra-Fast Cooling and Q&P Process" Metals 9, no. 9: 958. https://doi.org/10.3390/met9090958
APA StyleWu, T., Wu, R., Liu, B., Liang, W., & Ke, D. (2019). Enhancing the Mechanical Properties of a Hot Rolled High-Strength Steel Produced by Ultra-Fast Cooling and Q&P Process. Metals, 9(9), 958. https://doi.org/10.3390/met9090958