Investigation of Geometric Characteristics in Curved Surface Laser Cladding with Curve Path


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
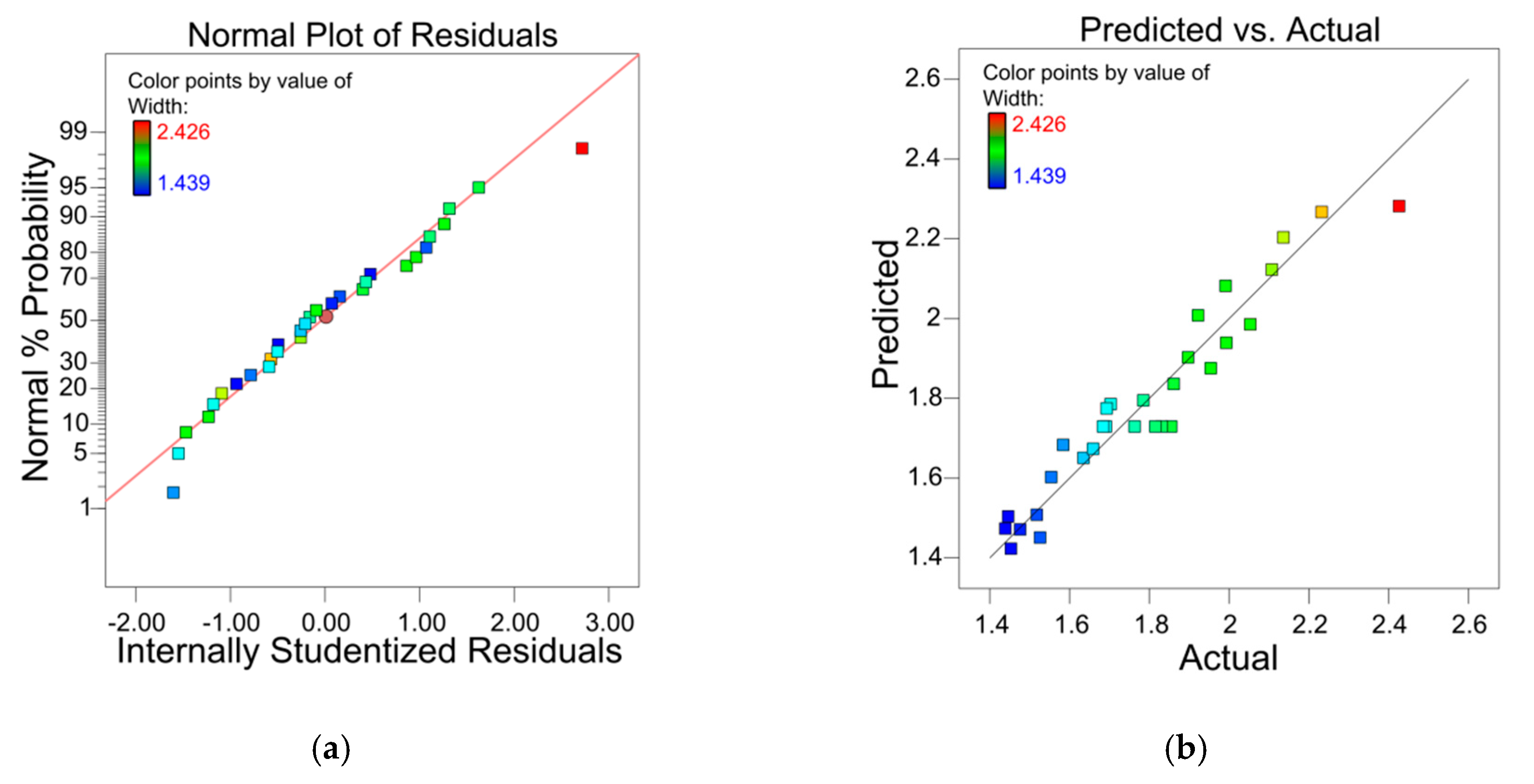
3.1. Analysis of Variance
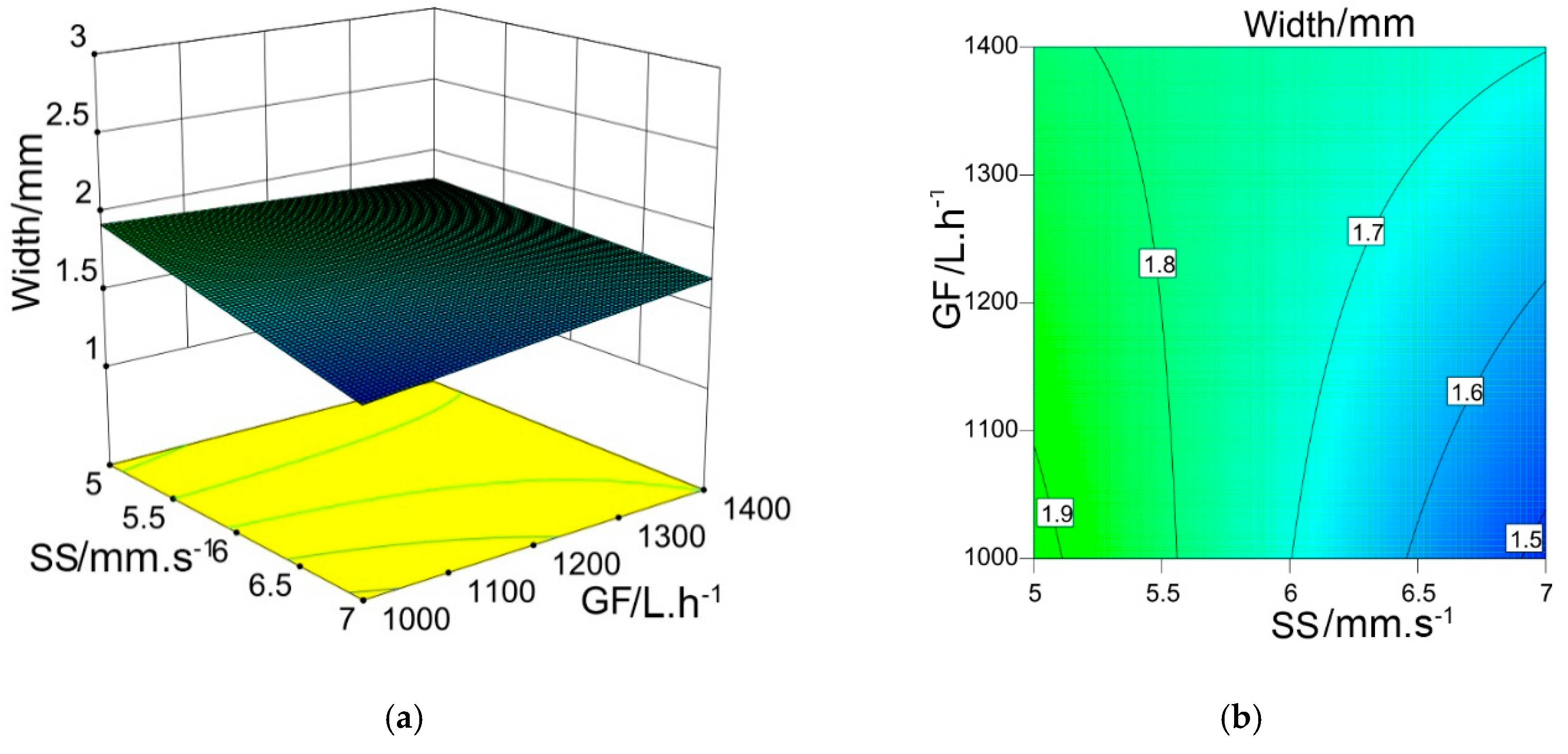
3.2. Analysis of Clad Width
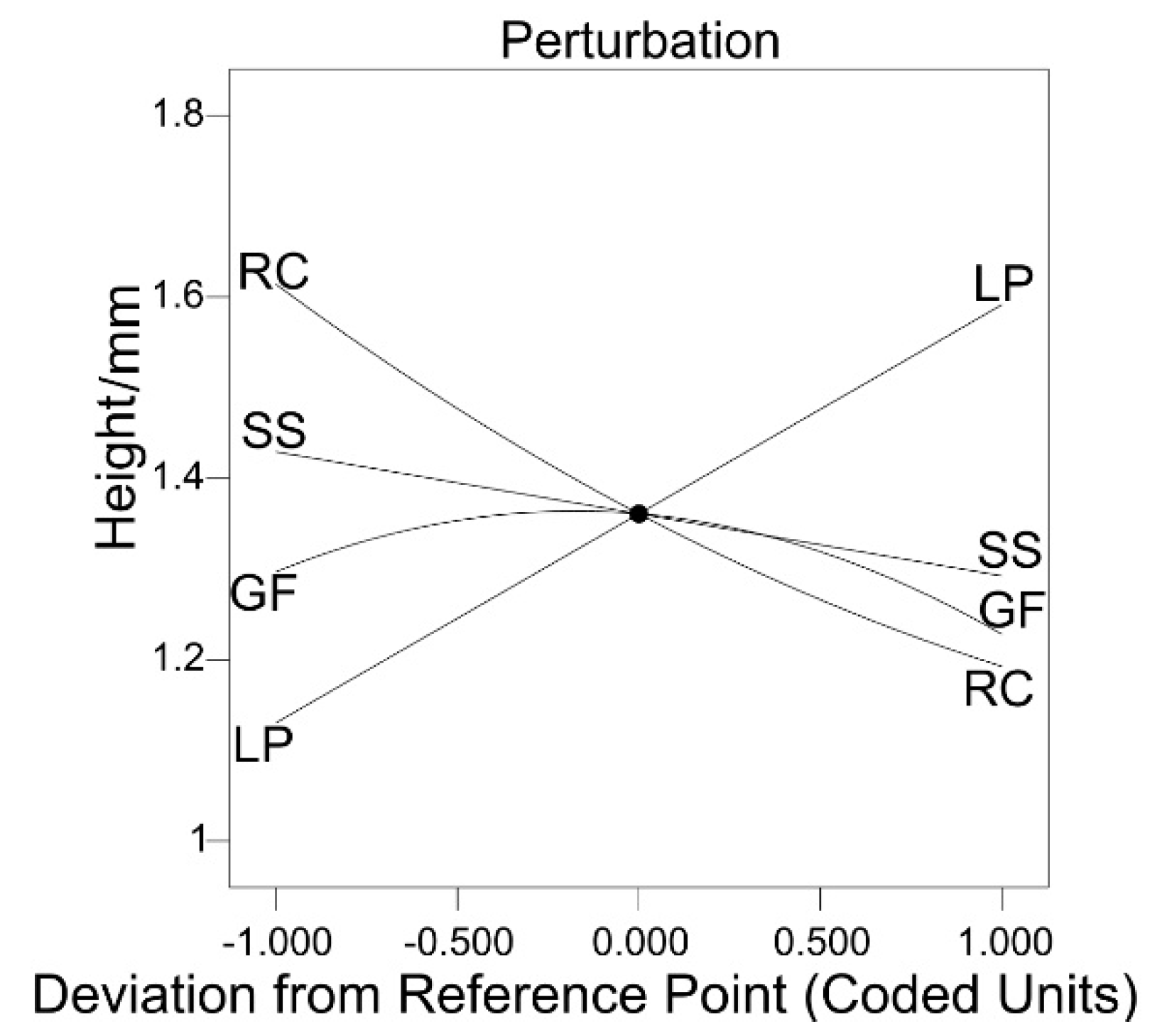
3.3. Analysis of Clad Height
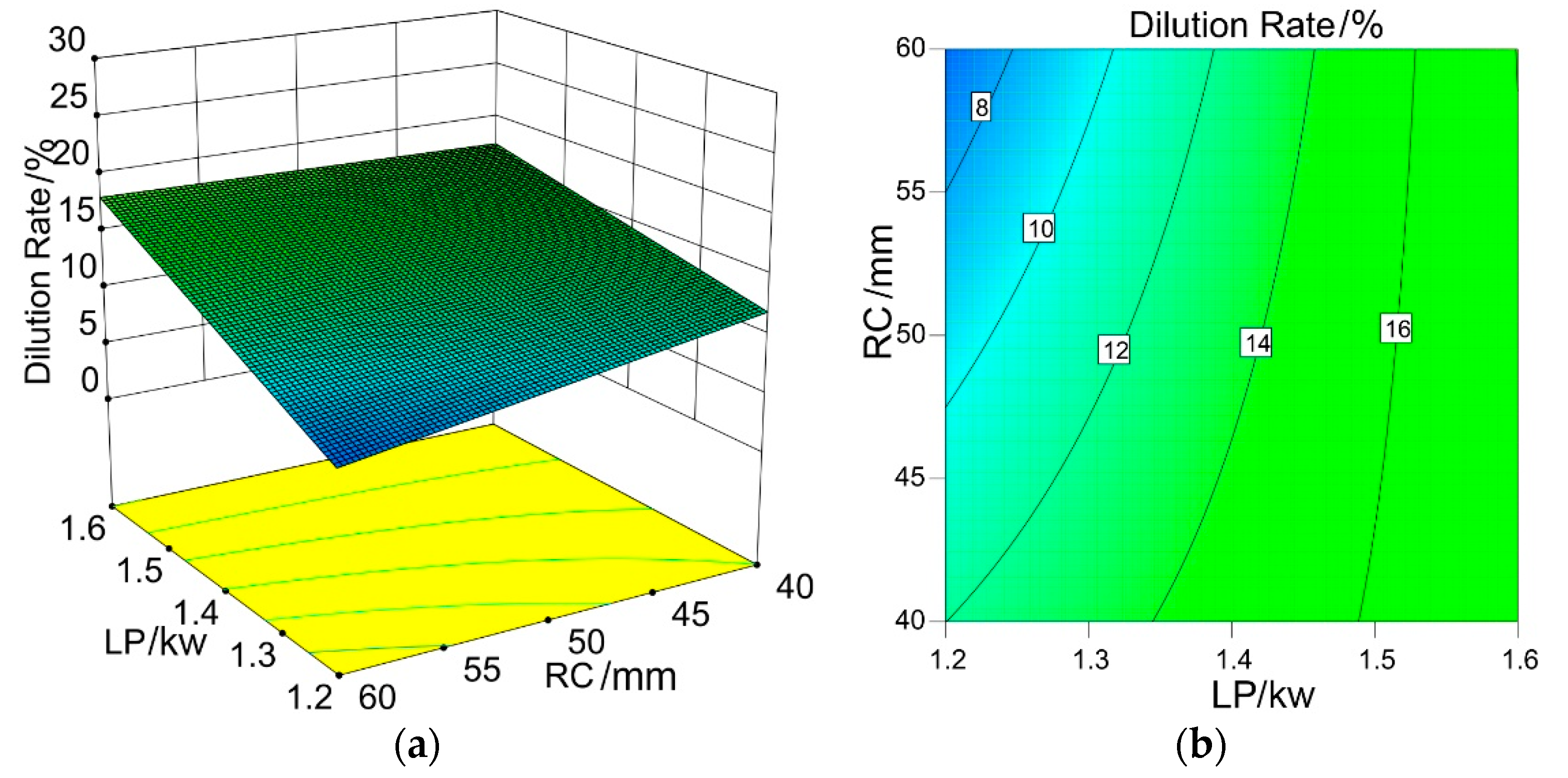
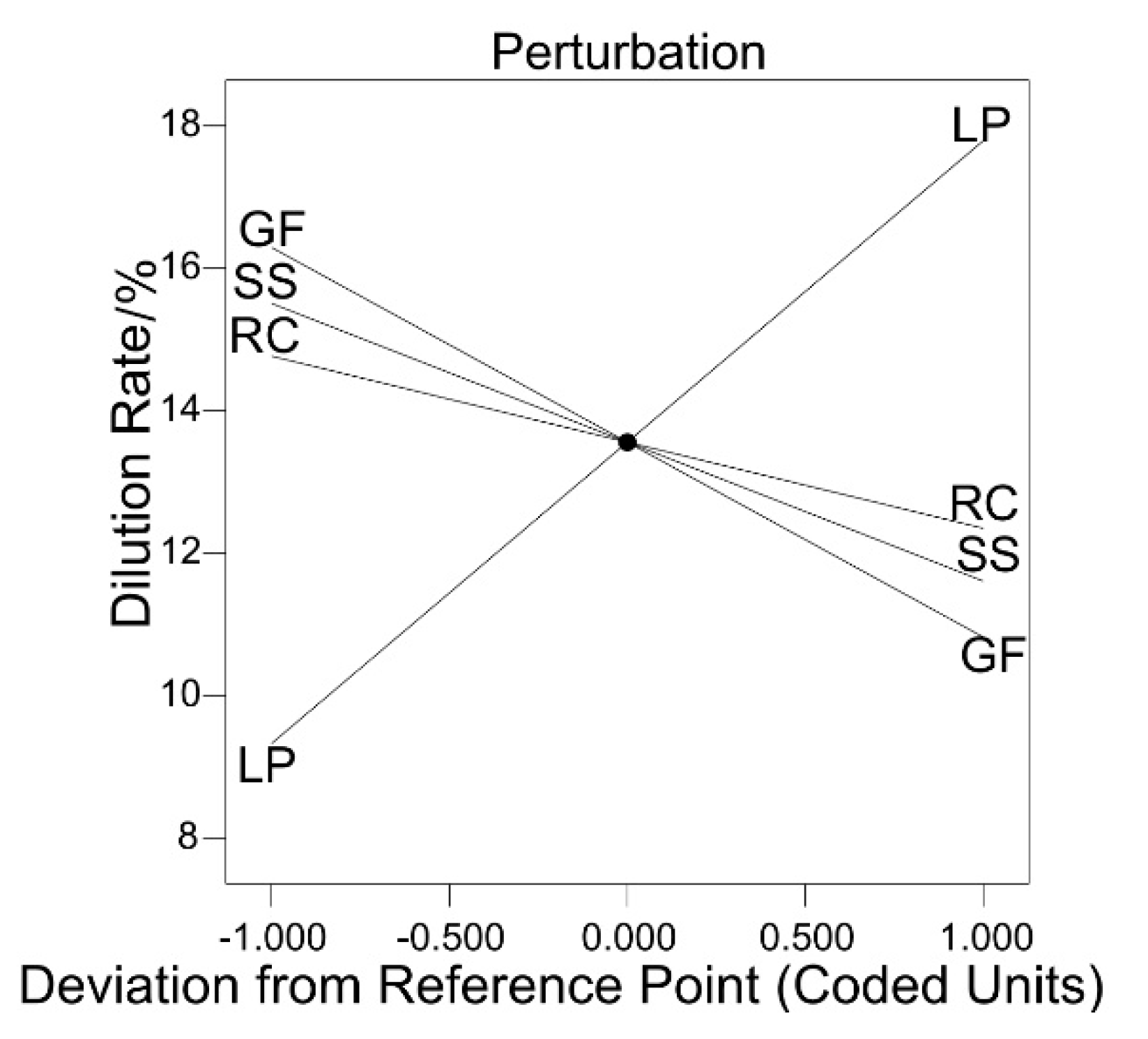
3.4. Analysis of Dilution Rate
3.5. Optimization of Selected Factors and Experimental Validation
4. Conclusions
- A wider clad can be obtained by increasing the laser power and decreasing the scanning speed. Increasing the gas flow is also beneficial to improve the clad width, at a relatively lower level compared to the laser power and scanning speed. An initial increasing outside radius reduces the clad width; the influence was weakened with further increase.
- A positive, linear correlation existed between laser power and clad height. Scanning speed shows a negative correlation with clad height. The clad height increased initially, then decreased afterwards with a continuously increasing gas flow. Increasing the outside radius causes an initial reduction of clad height, and then this trend becomes flattened.
- The correlation between dilution rate and selected factors appears to be linear. Laser power has a major influence and positively impacts the dilution rate, while all the other factors are negatively correlated.
- The optimized factors were acquired to maximize width and height while minimizing the dilution rate. The error rates of clad width, clad height, and dilution were 3.485%, 3.863%, and 6.566%, respectively.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wirth, F.; Wegener, K. A physical modeling and predictive simulation of the laser cladding process. Addit. Manuf. 2018, 22, 307–319. [Google Scholar] [CrossRef]
- Kovalev, O.; Bedenko, D.; Zaitsev, A. Development and application of laser cladding modeling technique: From coaxial powder feeding to surface deposition and bead formation. Appl. Math. Modell. 2018, 57, 339–359. [Google Scholar] [CrossRef]
- Hongyu, L.; Hui, C.; Ying, W.; Yong, C.; Wei, Y. Prediction of two-dimensional topography of laser cladding based on neural network. Int. J. Mod. Phy. B 2019, 33, 1940034. [Google Scholar] [CrossRef]
- Koruba, P.; Wall, K.; Reiner, J. Influence of processing gases in laser cladding based on simulation analysis and experimental tests. Procedia CIRP 2018, 74, 719–723. [Google Scholar] [CrossRef]
- Li, Y.; Dong, S.; Yan, S.; He, P.; Xu, B. Phase evolution of ductile iron during laser cladding processing. Surf. Coat. Technol. 2018, 339, 37–47. [Google Scholar] [CrossRef]
- Tanigawa, D.; Abe, N.; Tsukamoto, M.; Hayashi, Y.; Yamazaki, H.; Tatsumi, Y.; Yoneyama, M. The effect of particle size on the heat affected zone during laser cladding of Ni–Cr–Si–B alloy on C45 carbon steel. Opt. Lasers Eng. 2018, 101, 23–27. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. An empirical-statistical model for laser cladding of WC-12Co powder on AISI 321 stainless steel. Opt. Laser Technol. 2017, 97, 180–186. [Google Scholar] [CrossRef]
- Yu, T.; Yang, L.; Zhao, Y.; Sun, J.; Li, B. Experimental research and multi-response multi-parameter optimization of laser cladding Fe313. Opt. Laser Technol. 2018, 108, 321–332. [Google Scholar] [CrossRef]
- Farahmand, P.; Kovacevic, R. Parametric study and multi-criteria optimization in laser cladding by a high power direct diode laser. Lasers Manuf. Mater. Process. 2014, 1, 1–20. [Google Scholar] [CrossRef]
- Torims, T.; Pikurs, G.; Ratkus, A.; Logins, A.; Vilcans, J.; Sklariks, S. Development of technological equipment to laboratory test in-situ laser cladding for marine engine crankshaft renovation. Procedia Eng. 2015, 100, 559–568. [Google Scholar] [CrossRef]
- Torims, T.; Bruckner, F.; Ratkus, A.; Fokejevs, A.; Logins, A. The Application of Laser Cladding to Marine Crankshaft Journal Repair and Renovation. In Proceedings of the ASME 2014 12th Biennial Conference on Engineering Systems Design and Analysis, Copenhagen, Denmark, 25–27 June 2015. Paper No: ESDA2014-20001, V001T13A001. [Google Scholar]
- Wang, X.; Sun, W.; Chen, Y.; Zhang, J.; Huang, Y.; Huang, H. Research on trajectory planning of complex curved surface parts by laser cladding remanufacturing. Int. J. Adv. Manuf. Technol. 2018, 96, 2397–2406. [Google Scholar] [CrossRef]
- Barr, C.; Da Sun, S.; Easton, M.; Orchowski, N.; Matthews, N.; Brandt, M. Influence of macrosegregation on solidification cracking in laser clad ultra-high strength steels. Surf. Coat. Technol. 2018, 340, 126–136. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, J.; Pang, Z.; Wu, W. Investigation into the influence of laser energy input on selective laser melted thin-walled parts by response surface method. Opt. Lasers Eng. 2018, 103, 34–45. [Google Scholar] [CrossRef]
- Vidyarthy, R.S.; Dwivedi, D.K.; Muthukumaran, V. Optimization of A-TIG process parameters using response surface methodology. Mater. Manuf. Process. 2018, 33, 709–717. [Google Scholar] [CrossRef]
- Yaakob, K.; Ishak, M.; Quazi, M.; Salleh, M. Optimizing the pulse wave mode low power fibre laser welding parameters of 22Mnb5 boron steel using response surface methodology. Measurement 2019, 135, 452–466. [Google Scholar] [CrossRef]
- Liu, H.; Hu, Z.; Qin, X.; Wang, Y.; Zhang, J.; Huang, S. Parameter optimization and experimental study of the sprocket repairing using laser cladding. Int. J. Adv. Manuf. Technol. 2017, 91, 3967–3975. [Google Scholar] [CrossRef]
- Li, N.; Xiong, Y.; Xiong, H.; Shi, G.; Blackburn, J.; Liu, W.; Qin, R. Microstructure, formation mechanism and property characterization of Ti+ SiC laser cladded coatings on Ti6Al4V alloy. Mater. Charact. 2019, 148, 43–51. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Duraiselvam, M.; Aditya, S. Numerical modeling of WC-12% Co laser alloyed cast iron in high temperature sliding wear condition using response surface methodology. Surf. Rev. Letters 2018, 25, 1950009. [Google Scholar] [CrossRef]
- Alam, M.K.; Urbanic, R.J.; Nazemi, N.; Edrisy, A. Predictive modeling and the effect of process parameters on the hardness and bead characteristics for laser-cladded stainless steel. Int. J. Adv. Manuf. Technol. 2018, 94, 397–413. [Google Scholar] [CrossRef]
- Sun, Y.; Hao, M. Statistical analysis and optimization of process parameters in Ti6Al4V laser cladding using Nd: YAG laser. Opt. Lasers Eng. 2012, 50, 985–995. [Google Scholar] [CrossRef]
- Atabaki, M.M.; Ma, J.; Liu, W.; Kovacevic, R. Pore formation and its mitigation during hybrid laser/arc welding of advanced high strength steel. Mater. Des. 2015, 67, 509–521. [Google Scholar] [CrossRef]
- Lei, T.; Rong, Y.; Xu, J.; Huang, Y. Experiment study and regression analysis of molten pool in laser welding. Opt. Laser Technol. 2018, 108, 534–541. [Google Scholar] [CrossRef]
- Gopinath, M.; Thota, P.; Nath, A.K. Role of molten pool thermo cycle in laser surface alloying of AISI 1020 steel with in-situ synthesized TiN. Sur. Coat. Technol. 2019, 362, 150–166. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Mo | V | W | Fe |
|---|---|---|---|---|---|---|---|
| 0.8–0.9 | 0.15–0.4 | 0.2–0.45 | 3.8–4.4 | 4.5–5.5 | 1.75–2.2 | 5.5–6.75 | Rest |
| Variables | Notation | Unit | Levels of Input Variables | ||||
|---|---|---|---|---|---|---|---|
| −2 | −1 | 0 | 1 | 2 | |||
| Laser Power | LP | kW | 1 | 1.2 | 1.4 | 1.6 | 1.8 |
| Scanning Speed | SS | mm/s | 4 | 5 | 6 | 7 | 8 |
| Gas Flow | GF | L/h | 800 | 1000 | 1200 | 1400 | 1600 |
| Outside Radius of Cylindrical substrate | RC | mm | 30 | 40 | 50 | 60 | 70 |
| Run | LP (kW) | SS (mm/s) | GF (L/h) | RC (mm) | Width (mm) | Height (mm) | Dilution Rate (%) |
|---|---|---|---|---|---|---|---|
| 1 | 1.4 | 6 | 1200 | 30 | 2.426 | 1.917 | 15.594 |
| 2 | 1.4 | 8 | 1200 | 50 | 1.526 | 1.052 | 12.064 |
| 3 | 1.2 | 5 | 1000 | 60 | 1.785 | 1.245 | 8.114 |
| 4 | 1.6 | 5 | 1400 | 60 | 1.993 | 1.515 | 17.027 |
| 5 | 1.2 | 7 | 1400 | 40 | 1.635 | 1.353 | 6.510 |
| 6 | 1.4 | 6 | 1200 | 50 | 1.684 | 1.531 | 13.055 |
| 7 | 1.6 | 7 | 1000 | 60 | 1.446 | 1.274 | 14.926 |
| 8 | 1.6 | 5 | 1400 | 40 | 2.232 | 1.964 | 10.677 |
| 9 | 1.2 | 7 | 1000 | 40 | 1.554 | 1.374 | 9.928 |
| 10 | 1.4 | 6 | 1200 | 50 | 1.831 | 1.474 | 12.182 |
| 11 | 1.2 | 7 | 1000 | 60 | 1.453 | 0.888 | 6.458 |
| 12 | 1.2 | 5 | 1000 | 40 | 2.107 | 1.356 | 22.467 |
| 13 | 1.4 | 6 | 800 | 50 | 1.659 | 0.962 | 18.071 |
| 14 | 1.4 | 6 | 1200 | 70 | 1.693 | 1.024 | 10.224 |
| 15 | 1.4 | 6 | 1200 | 50 | 1.855 | 1.267 | 13.846 |
| 16 | 1.4 | 6 | 1600 | 50 | 1.703 | 0.852 | 6.610 |
| 17 | 1 | 6 | 1200 | 50 | 1.439 | 0.869 | 4.594 |
| 18 | 1.6 | 7 | 1000 | 40 | 1.584 | 1.767 | 18.432 |
| 19 | 1.6 | 7 | 1400 | 40 | 1.991 | 1.693 | 12.693 |
| 20 | 1.4 | 6 | 1200 | 50 | 1.691 | 1.210 | 18.113 |
| 21 | 1.4 | 4 | 1200 | 50 | 1.922 | 1.465 | 20.825 |
| 22 | 1.6 | 7 | 1400 | 60 | 1.897 | 1.157 | 18.227 |
| 23 | 1.6 | 5 | 1000 | 60 | 1.954 | 1.323 | 20.657 |
| 24 | 1.4 | 6 | 1200 | 50 | 1.815 | 1.309 | 13.739 |
| 25 | 1.8 | 6 | 1200 | 50 | 2.053 | 1.867 | 22.349 |
| 26 | 1.2 | 5 | 1400 | 60 | 1.518 | 0.876 | 7.264 |
| 27 | 1.2 | 5 | 1400 | 40 | 1.861 | 1.053 | 8.036 |
| 28 | 1.6 | 5 | 1000 | 40 | 2.136 | 1.756 | 26.536 |
| 29 | 1.4 | 6 | 1200 | 50 | 1.763 | 1.324 | 13.205 |
| 30 | 1.2 | 7 | 1400 | 60 | 1.476 | 0.767 | 4.349 |
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F Value | p-Value Prob > F | Comments | |||
|---|---|---|---|---|---|---|---|---|---|
| Model | 1.68 | 8 | 0.21 | 33.4 | <0.0001 | significant | |||
| LP | 0.39 | 1 | 0.39 | 62.48 | <0.0001 | ||||
| SS | 0.47 | 1 | 0.47 | 73.94 | <0.0001 | ||||
| GF | 0.019 | 1 | 0.019 | 2.99 | 0.0985 | ||||
| RC | 0.39 | 1 | 0.39 | 61.34 | <0.0001 | ||||
| LP × GF | 0.12 | 1 | 0.12 | 19.52 | 0.0002 | ||||
| SS × GF | 0.11 | 1 | 0.11 | 17.83 | 0.0004 | ||||
| SS × RC | 0.022 | 1 | 0.022 | 3.50 | 0.0752 | ||||
| RC2 | 0.16 | 1 | 0.16 | 25.56 | <0.0001 | ||||
| Residual | 0.13 | 21 | 6.294 × 10−3 | ||||||
| Lack of Fit | 0.11 | 16 | 6.598 × 10−3 | 1.24 | 0.4382 | nonsignificant | |||
| R-Square | 0.9271 | Pred R-Square | 0.8160 | ||||||
| Adeq Precision | 19.768 | Adj R-Square | 0.8994 | ||||||
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F Value | p-Value Prob > F | Comments | |||
|---|---|---|---|---|---|---|---|---|---|
| Model | 2.96 | 8 | 0.37 | 26.52 | <0.0001 | significant | |||
| LP | 1.28 | 1 | 1.28 | 91.46 | <0.0001 | ||||
| SS | 0.11 | 1 | 0.11 | 8.04 | 0.0099 | ||||
| GF | 0.028 | 1 | 0.028 | 2.03 | 0.1686 | ||||
| RC | 1.07 | 1 | 1.07 | 76.40 | <0.0001 | ||||
| LP × GF | 0.065 | 1 | 0.065 | 4.69 | 0.0420 | ||||
| SS × RC | 0.054 | 1 | 0.054 | 3.88 | 0.0621 | ||||
| GF2 | 0.28 | 1 | 0.28 | 19.75 | 0.0002 | ||||
| RC2 | 0.051 | 1 | 0.051 | 3.68 | 0.0689 | ||||
| Residual | 0.29 | 21 | 0.014 | ||||||
| Lack of Fit | 0.22 | 16 | 0.013 | 0.88 | 0.6204 | nonsignificant | |||
| R-Square | 0.9099 | Pred R-Square | 0.8144 | ||||||
| Adeq Precision | 20.304 | Adj R-Square | 0.8756 | ||||||
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F Value | p-Value Prob > F | Comments | |||
|---|---|---|---|---|---|---|---|---|---|
| Model | 896.01 | 7 | 128.00 | 31.92 | <0.0001 | significant | |||
| LP | 429.76 | 1 | 429.76 | 107.17 | <0.0001 | ||||
| SS | 91.17 | 1 | 91.17 | 22.74 | <0.0001 | ||||
| GF | 179.62 | 1 | 179.62 | 44.79 | <0.0001 | ||||
| RC | 35.03 | 1 | 35.03 | 8.74 | 0.0073 | ||||
| LP × RC | 33.80 | 1 | 33.80 | 8.43 | 0.0082 | ||||
| SS × GF | 44.91 | 1 | 44.91 | 11.20 | 0.0029 | ||||
| GF × RC | 81.72 | 1 | 81.72 | 20.38 | 0.0002 | ||||
| Residual | 88.22 | 22 | 4.01 | ||||||
| Lack of Fit | 66.39 | 17 | 3.91 | 0.89 | 0.6124 | nonsignificant | |||
| R-Square | 0.910 | Pred R-Square | 0.8227 | ||||||
| Adeq Precision | 21.901 | Adj R-Square | 0.8818 | ||||||
| Variables/Responses | Input/Output | Criterion | Limit | Importance | |
|---|---|---|---|---|---|
| Lower | Upper | ||||
| Variable | Laser Power (kW) | In range | 1.2 | 1.6 | 3 |
| Scanning Speed (mm/s) | In range | 5 | 7 | 3 | |
| Gas Flow (L/h) | In range | 1000 | 1400 | 3 | |
| Outside Radius of Cylindrical substrate (mm) | In range | 40 | 60 | 3 | |
| Response | Clad width (mm) | Maximize | 1.439 | 2.426 | 5 |
| Clad height (mm) | Maximize | 0.767 | 1.964 | 5 | |
| Dilution rate (%) | Minimize | 4.349 | 26.536 | 4 | |
| Comparison | LP (kW) | SS (mm/s) | GF (L/h) | RC (mm) | Width (mm) | Height (mm) | Dilution Rate (%) | Desirability | Comments |
|---|---|---|---|---|---|---|---|---|---|
| Prediction | 1.600 | 5.000 | 1400.000 | 40.000 | 2.267 | 1.786 | 12.824 | 0.773 | Selected |
| Validation | 1.600 | 5.000 | 1400.000 | 40.000 | 2.188 | 1.855 | 11.982 | - | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lian, G.; Zhang, H.; Zhang, Y.; Huang, X.; Chen, C.; Jiang, J. Investigation of Geometric Characteristics in Curved Surface Laser Cladding with Curve Path. Metals 2019, 9, 947. https://doi.org/10.3390/met9090947
Lian G, Zhang H, Zhang Y, Huang X, Chen C, Jiang J. Investigation of Geometric Characteristics in Curved Surface Laser Cladding with Curve Path. Metals. 2019; 9(9):947. https://doi.org/10.3390/met9090947
Chicago/Turabian StyleLian, Guofu, Hao Zhang, Yang Zhang, Xu Huang, Changrong Chen, and Jibin Jiang. 2019. "Investigation of Geometric Characteristics in Curved Surface Laser Cladding with Curve Path" Metals 9, no. 9: 947. https://doi.org/10.3390/met9090947
APA StyleLian, G., Zhang, H., Zhang, Y., Huang, X., Chen, C., & Jiang, J. (2019). Investigation of Geometric Characteristics in Curved Surface Laser Cladding with Curve Path. Metals, 9(9), 947. https://doi.org/10.3390/met9090947