Friction Drilling of Difficult-to-Machine Materials: Workpiece Microstructural Alterations and Tool Wear

 , ,
, ,
Abstract
:1. Introduction
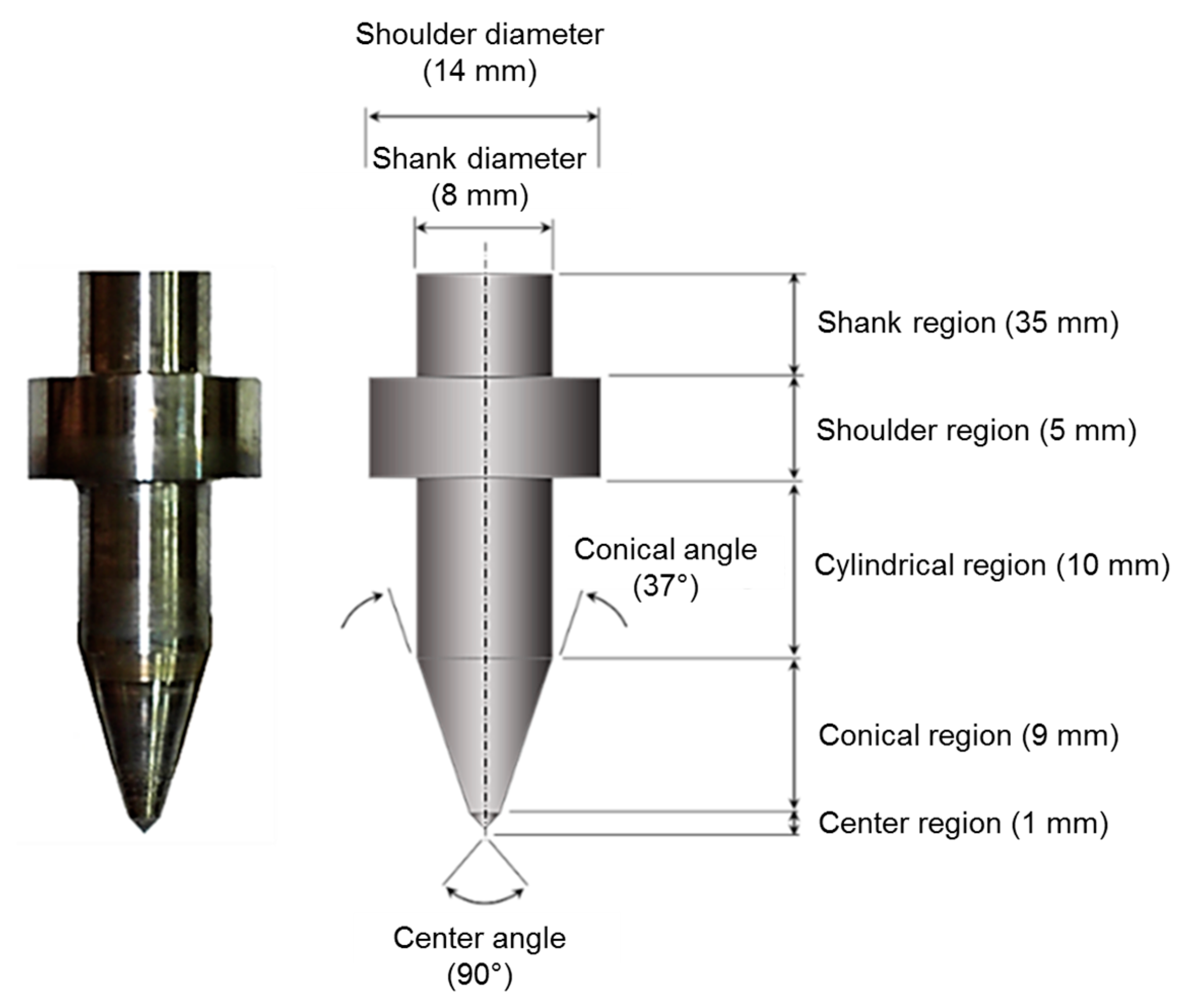
2. Materials and Methods
3. Results and Discussion
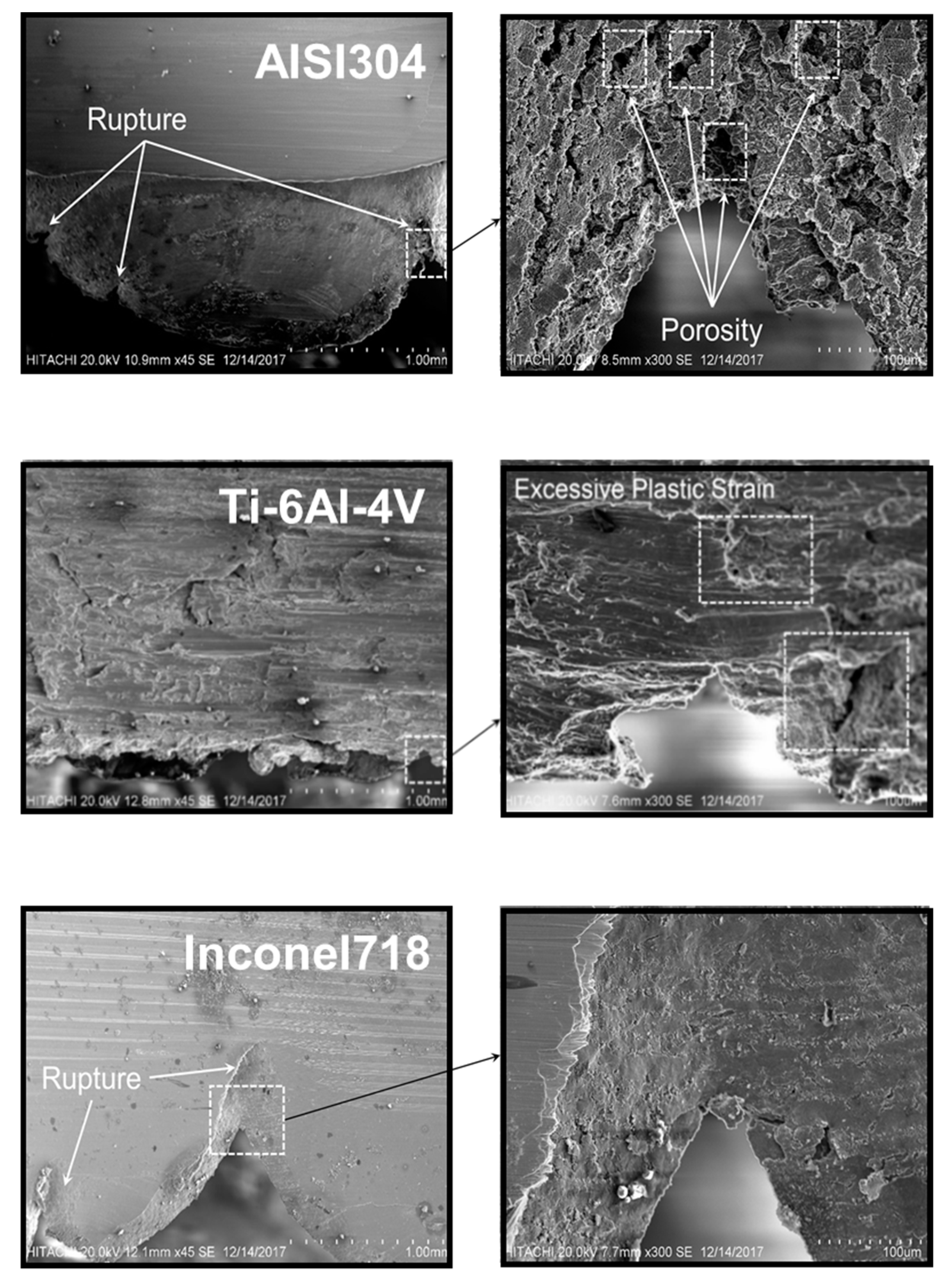
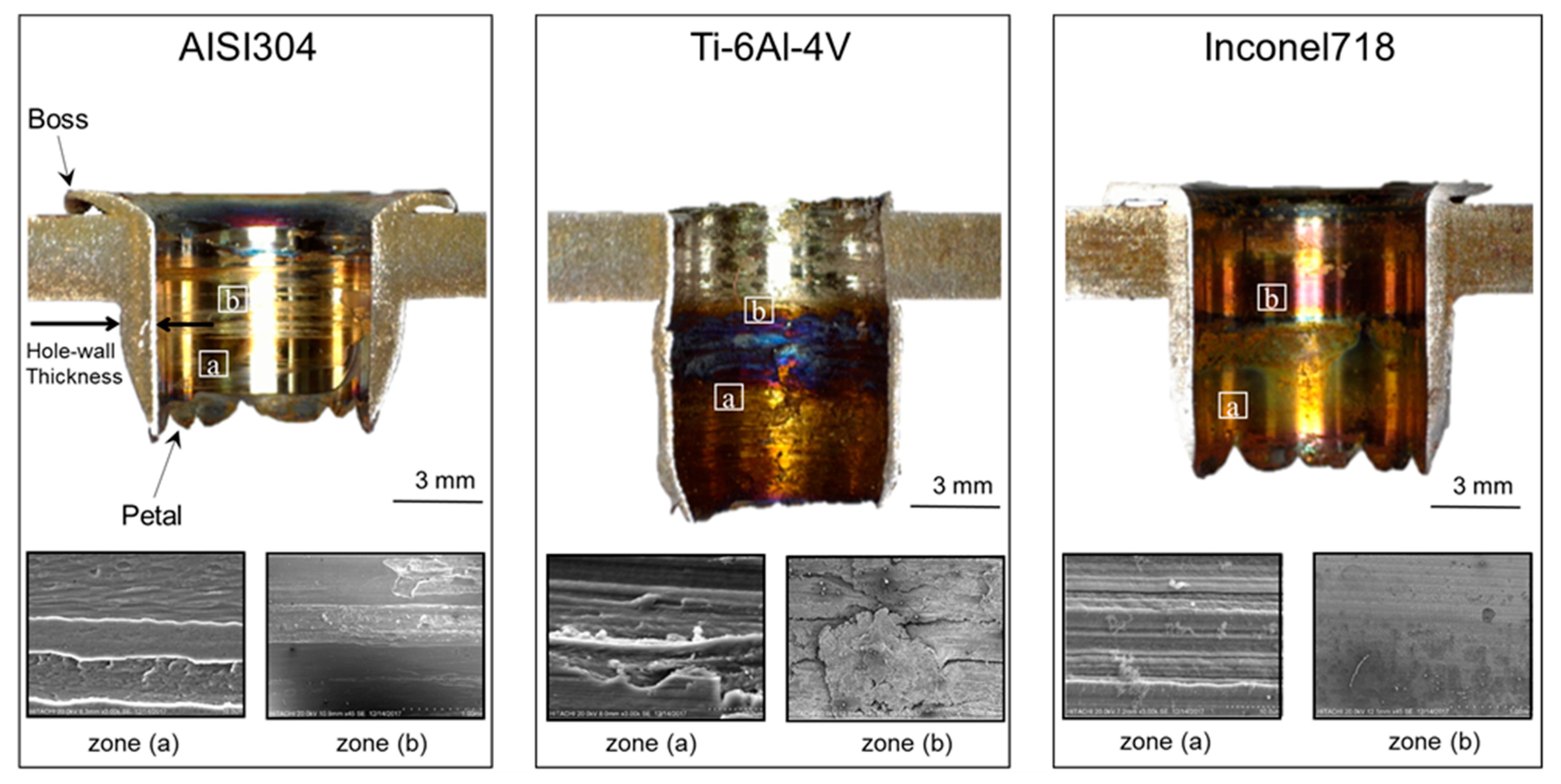
3.1. Workpiece Microstructural Alterations
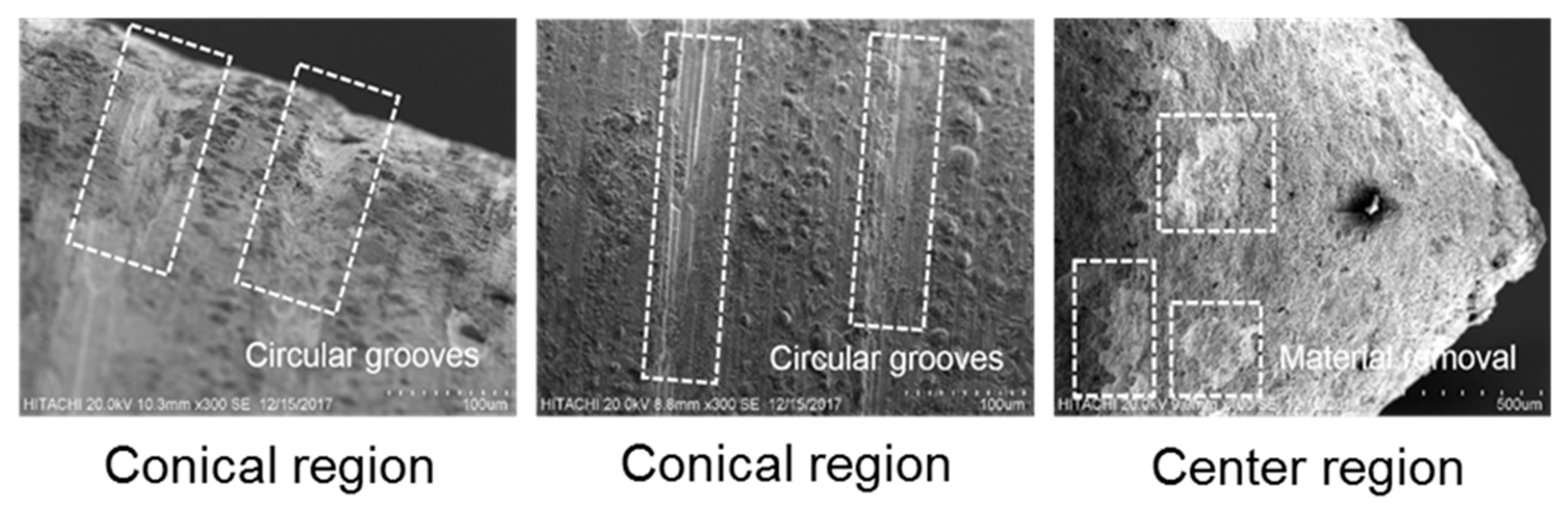
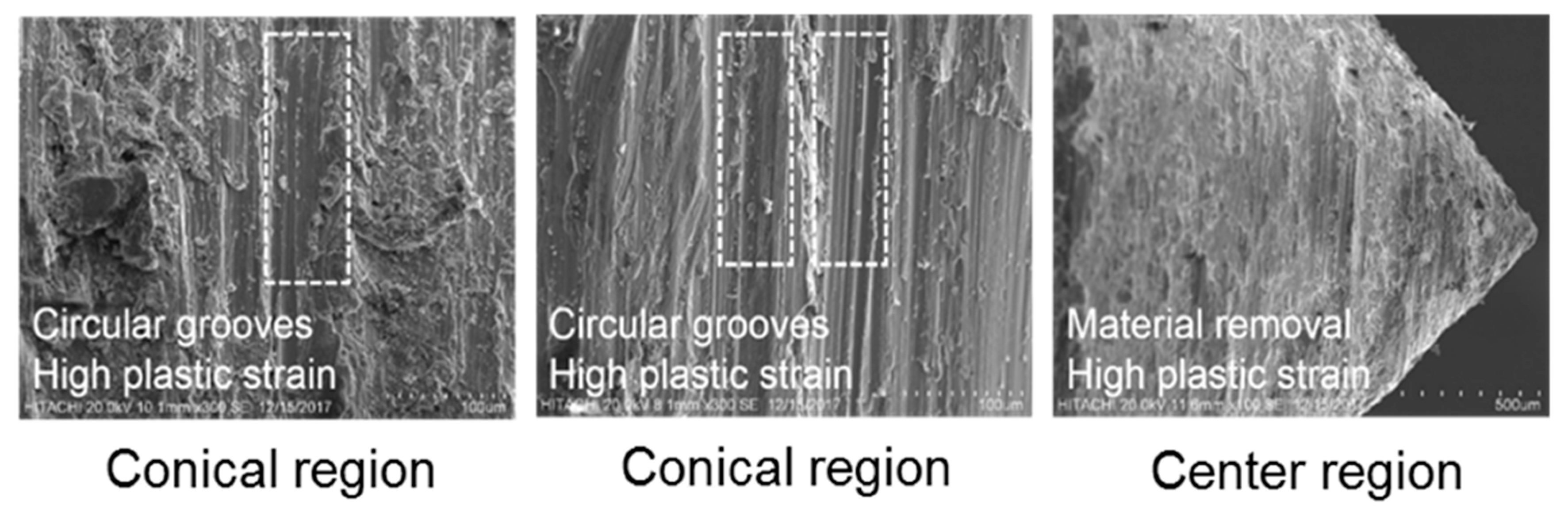
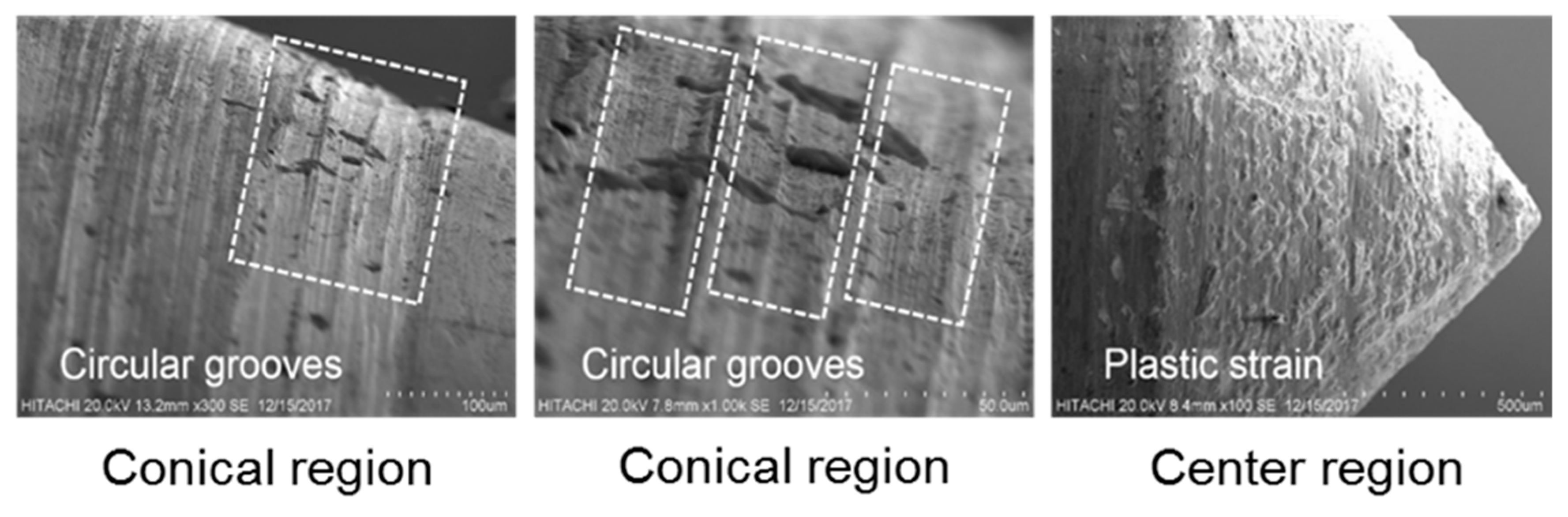
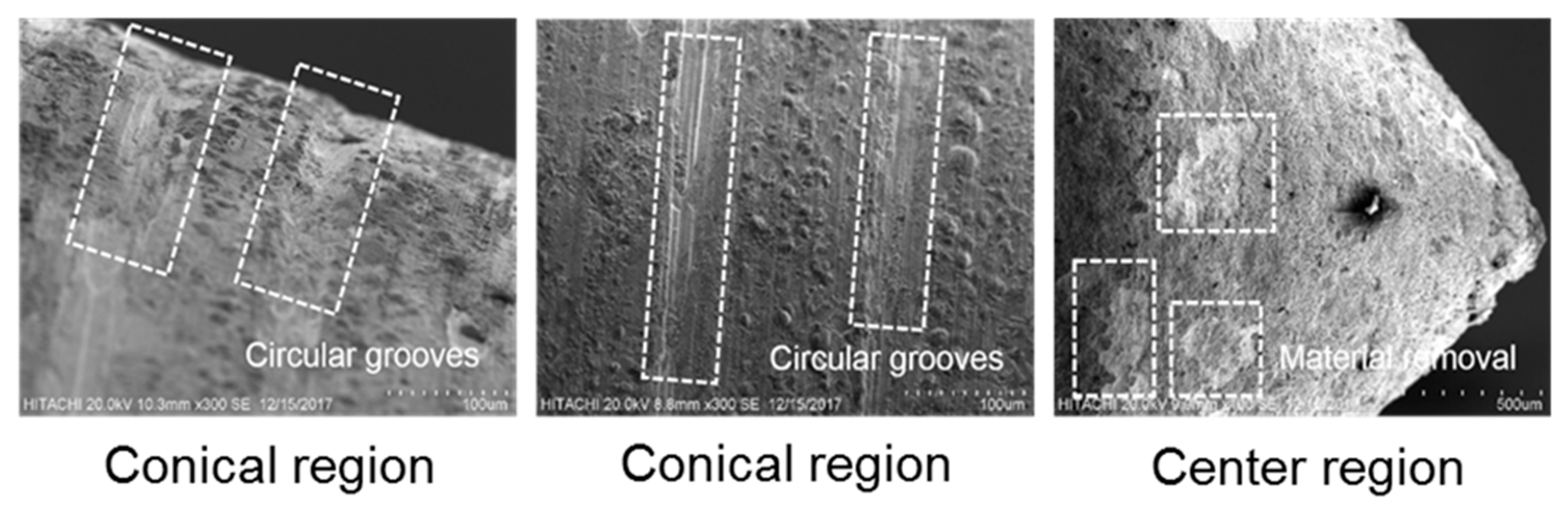
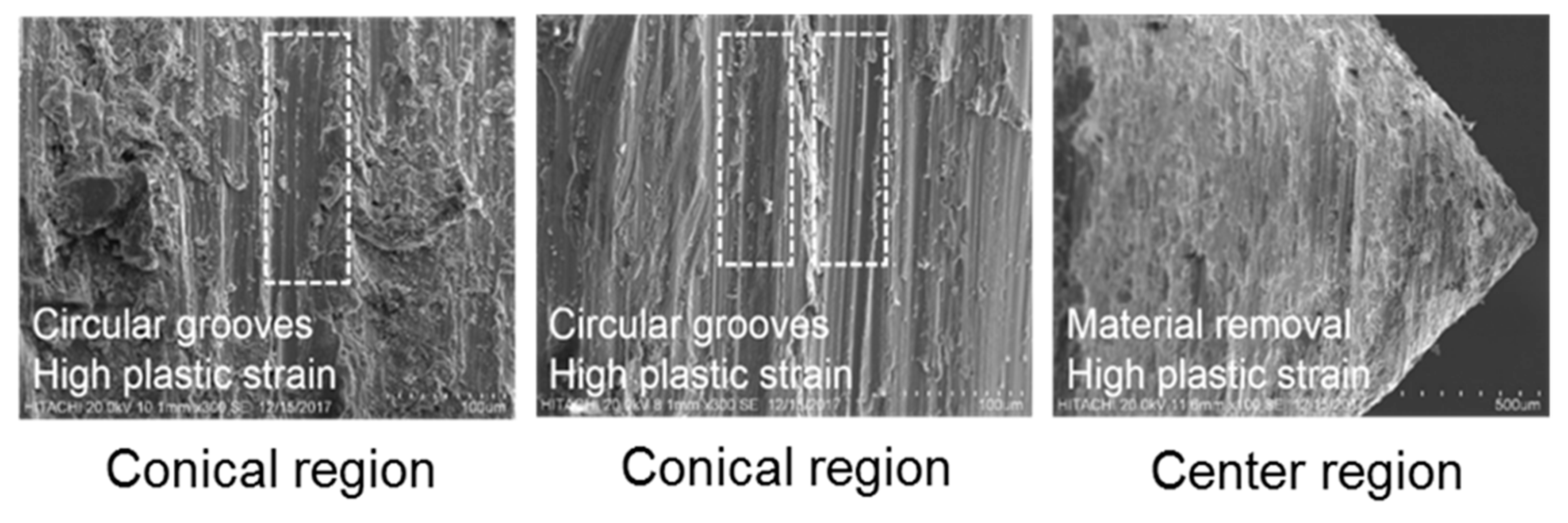
3.2. Tool Wear
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Streppel, A.; Kals, H. Flowdrilling: A Preliminary Analysis of a New Bush-Making Operation. CIRP Ann. 1983, 32, 167–171. [Google Scholar] [CrossRef]
- Pereira, O.; Urbikaín, G.; Rodríguez, A.; Calleja, A.; Ayesta, I. Process performance and life cycle assessment of friction drilling on dual-phase steel. J. Clean. Prod. 2019, 213, 1147–1156. [Google Scholar] [CrossRef]
- Miller, S.F. Experimental Analysis and Numerical Modeling of the Friction Drilling Process. Ph.D. Thesis, University of Michigan, Ann Arbor, MI, USA, 2006. [Google Scholar]
- Chow, H.M.; Lee, S.M.; Yang, L.D. Machining characteristic study of friction drilling on AISI 304 stainless steel. J. Mater. Process. Technol. 2008, 207, 180–186. [Google Scholar] [CrossRef]
- Elkobbah, K. Thermal friction drilling: A Review. In Proceedings of the 15th International Conference on Aerospace Sciences & Aviation Technology, Cairo, Egypt, 28–30 May 2013. [Google Scholar]
- Skovron, J.D.; Prasad, R.R.; Ulutan, D.; Mears, L.; Detwiler, D.; Paolini, D.; Baeumler, B.; Claus, L. Effect of Thermal Assistance on the Joint Quality of Al6063-T5A During Flow Drill Screwdriving. J. Manuf. Sci. Eng. 2015, 137, 051019. [Google Scholar] [CrossRef]
- Urbikain, G.; Perez, J.M.; De Lacalle, L.N.L.; Andueza, A.; Pelayo, G.U. Combination of friction drilling and form tapping processes on dissimilar materials for making nutless joints. Proc. Inst. Mech. Eng. Part. B J. Eng. Manuf. 2016, 232, 1007–1020. [Google Scholar] [CrossRef]
- Miller, S.F.; Blau, P.J.; Shih, A.J. Microstructural Alterations Associated with Friction Drilling of Steel, Aluminum, and Titanium. J. Mater. Eng. Perform. 2005, 14, 647–653. [Google Scholar] [CrossRef]
- Miller, S.F.; Blau, P.J.; Shih, A.J. Tool wear in friction drilling. Int. J. Mach. Tools Manuf. 2007, 47, 1636–1645. [Google Scholar] [CrossRef]
- Dehghan, S.; Ismail, M.I.S.; Ariffin, M.K.A.; Baharudin, B.T.H.T. Experimental investigation on friction drilling of titanium alloy. Eng. Solid Mech. 2018, 6, 135–142. [Google Scholar] [CrossRef]
- Lee, S.M.; Chow, H.M.; Huang, F.Y.; Yan, B.H. Friction drilling of austenitic stainless steel by uncoated and PVD AlCrN- and TiAlN-coated tungsten carbide tools. Int. J. Mach. Tools Manuf. 2009, 49, 81–88. [Google Scholar] [CrossRef]
- Yang, L.D.; Ku, W.L.; Chow, H.M.; Wang, D.A.; Lin, Y.C. Mar-M247, Haynes-230 and Inconel-718 Study of Machining Characteristics for Ni-Based Superalloys on Friction Drilling. Adv. Mater. Res. 2012, 459, 632–637. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S.; Newman, S. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Z.; Sui, S.; Sun, J.; Li, J. Investigation on performance characteristics in drilling of Ti6Al4V alloy. Int. J. Adv. Manuf. Technol. 2017, 93, 651–660. [Google Scholar] [CrossRef]
- Dehghan, S.; Ismail, M.I.S.; Ariffin, M.K.A.; Baharudin, B.T.H.T.; Sulaiman, S.; Ismail, M.I.S. Numerical simulation on friction drilling of aluminum alloy. Materwiss Werksttech 2017, 48, 241–248. [Google Scholar] [CrossRef]
- Mutalib, M.Z.A.; Ismail, M.I.S.; Jalil, N.A.A.; As’arry, A. Characterization of tool wear in friction drilling. J. Tribol. 2018, 17, 93–103. [Google Scholar]
- Eliseev, A.; Fortuna, S.; Kolubaev, E.; Kalashnikova, T. Microstructure modification of 2024 aluminum alloy produced by friction drilling. Mater. Sci. Eng. A 2017, 691, 121–125. [Google Scholar] [CrossRef]
- Özek, C.; Demir, Z. Investigate the effect of tool conical angle on the bushing height, wall thickness and forming in friction drilling of A7075-T651 aluminum alloy. Usak Univ. J. Mater. Sci. 2013, 2, 61–74. [Google Scholar]
- Ku, W.L.; Hung, C.L.; Lee, S.M.; Chow, H.M. Optimization in thermal friction drilling for SUS 304 stainless steel. Int. J. Adv. Manuf. Technol. 2011, 53, 935–944. [Google Scholar] [CrossRef]
- Lee, S.M.; Chow, H.M.; Yan, B.H. Friction Drilling of IN-713LC Cast Superalloy. Mater. Manuf. Process. 2007, 22, 893–897. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Cr | Fe | Mn | Ni | Si | Al | Ti | V | Co | Mo | Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|
| AISI304 | 18~20 | 66~74 | 2 | 80~10.5 | 1 | - | - | - | - | - | - |
| Ti-6Al-4V | - | - | - | - | - | 6 | 90 | 4 | - | - | - |
| Inconel718 | 17~21 | 17 | - | 50~55 | - | - | - | - | 1 | 2.8~3.3 | 4.8~5.5 |
| Mechanical and Thermal Properties | AISI304 | Ti-6Al-4V | Inconel718 |
|---|---|---|---|
| Ultimate tensile strength, | 505 | 950 | 1375 |
| Yield strength, | 215 | 880 | 1100 |
| Young’s modulus, | 198 | 123 | 298 |
| Thermal conductivity, | 16.2 | 5.8 | 11.4 |
| Melting point, °C | 1400~1455 | 1604~1660 | 1260~1336 |
| Materials | Cr | Ni | C | Si | Ti | Fe | Ta | W | Co |
|---|---|---|---|---|---|---|---|---|---|
| WC (Tungsten carbide) | 0.10 | 0.13 | 9~12 | 0.15 | 1.96 | 1.93 | 5.02 | 57~67 | 7~12 |
| Workpiece-Materials | Tested Points | Hardness, HV |
|---|---|---|
| AISI304 | 1st point | 239 |
| 2nd point | 233 | |
| 3rd point | 228 | |
| Ti-6Al-4V | 1st point | 379 |
| 2nd point | 396 | |
| 3rd point | 410 | |
| Inconel718 | 1st point | 283 |
| 2nd point | 341 | |
| 3rd point | 459 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dehghan, S.; Ismail, M.I.S.b.; Ariffin, M.K.A.b.M.; Baharudin, B.T.H.T.b. Friction Drilling of Difficult-to-Machine Materials: Workpiece Microstructural Alterations and Tool Wear. Metals 2019, 9, 945. https://doi.org/10.3390/met9090945
Dehghan S, Ismail MISb, Ariffin MKAbM, Baharudin BTHTb. Friction Drilling of Difficult-to-Machine Materials: Workpiece Microstructural Alterations and Tool Wear. Metals. 2019; 9(9):945. https://doi.org/10.3390/met9090945
Chicago/Turabian StyleDehghan, Shayan, Mohd Idris Shah b. Ismail, Mohd Khairol Anuar b. Mohd Ariffin, and B. T. Hang Tuah b. Baharudin. 2019. "Friction Drilling of Difficult-to-Machine Materials: Workpiece Microstructural Alterations and Tool Wear" Metals 9, no. 9: 945. https://doi.org/10.3390/met9090945
APA StyleDehghan, S., Ismail, M. I. S. b., Ariffin, M. K. A. b. M., & Baharudin, B. T. H. T. b. (2019). Friction Drilling of Difficult-to-Machine Materials: Workpiece Microstructural Alterations and Tool Wear. Metals, 9(9), 945. https://doi.org/10.3390/met9090945