Mathematical Model and Verification of Residual Stress Induced by Water Jet Peening



Abstract
:1. Introduction
2. Mathematical Model for Calculating RS after WJP
2.1. Impact Pressure
2.2. Mathematical Model of RS
3. Simulation Model and Experimental Procedures
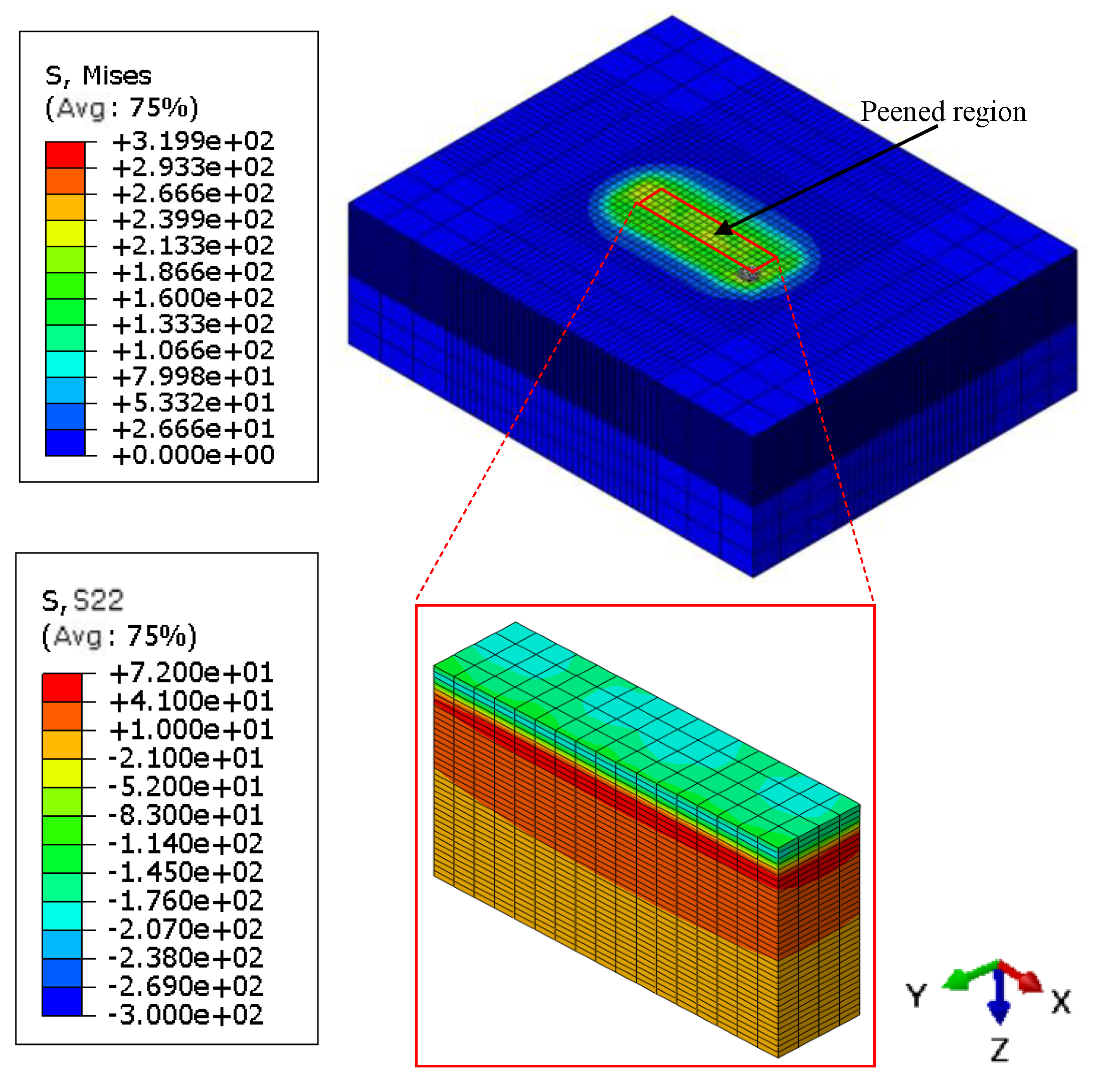
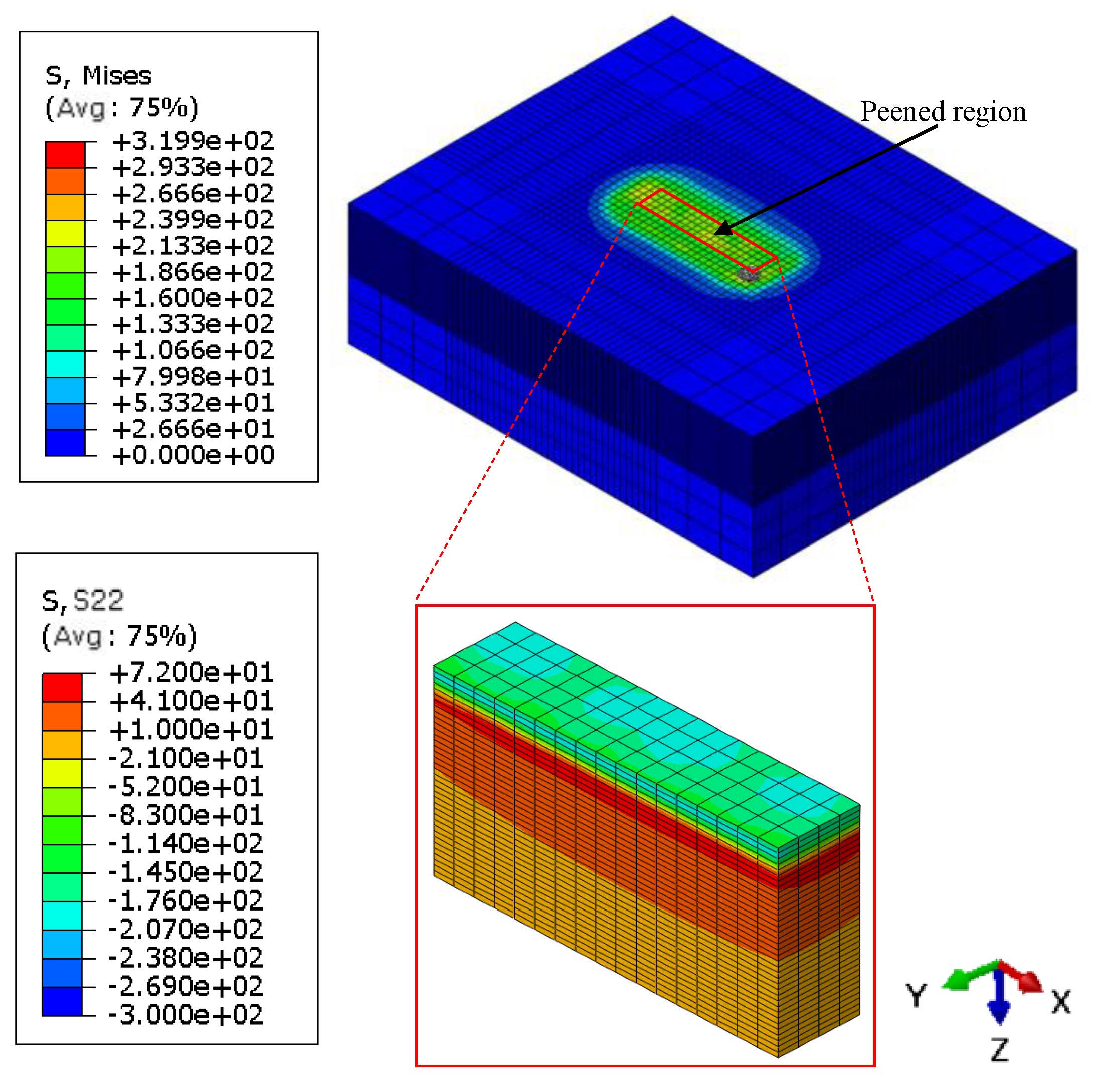
3.1. Finite Element Simulation Model
- The target material is isotropic elastic–plastic.
- Consistent with the mathematical model in Section 2.2, the impact pressure acting on the target surface is also assumed to be uniformly distributed [9,10,17,22].
- Previous work decreased the erosion to a minimum (i.e., erosion can be almost neglected) by increasing jet traverse velocity and adjusting other parameters [6]. In addition, Rajesh [12], Hsu [14], and Cho [16] et al. neglected erosion when studying WJP; thus, erosion was neglected in the finite element model.
3.1.1. Mesh and Boundary Conditions
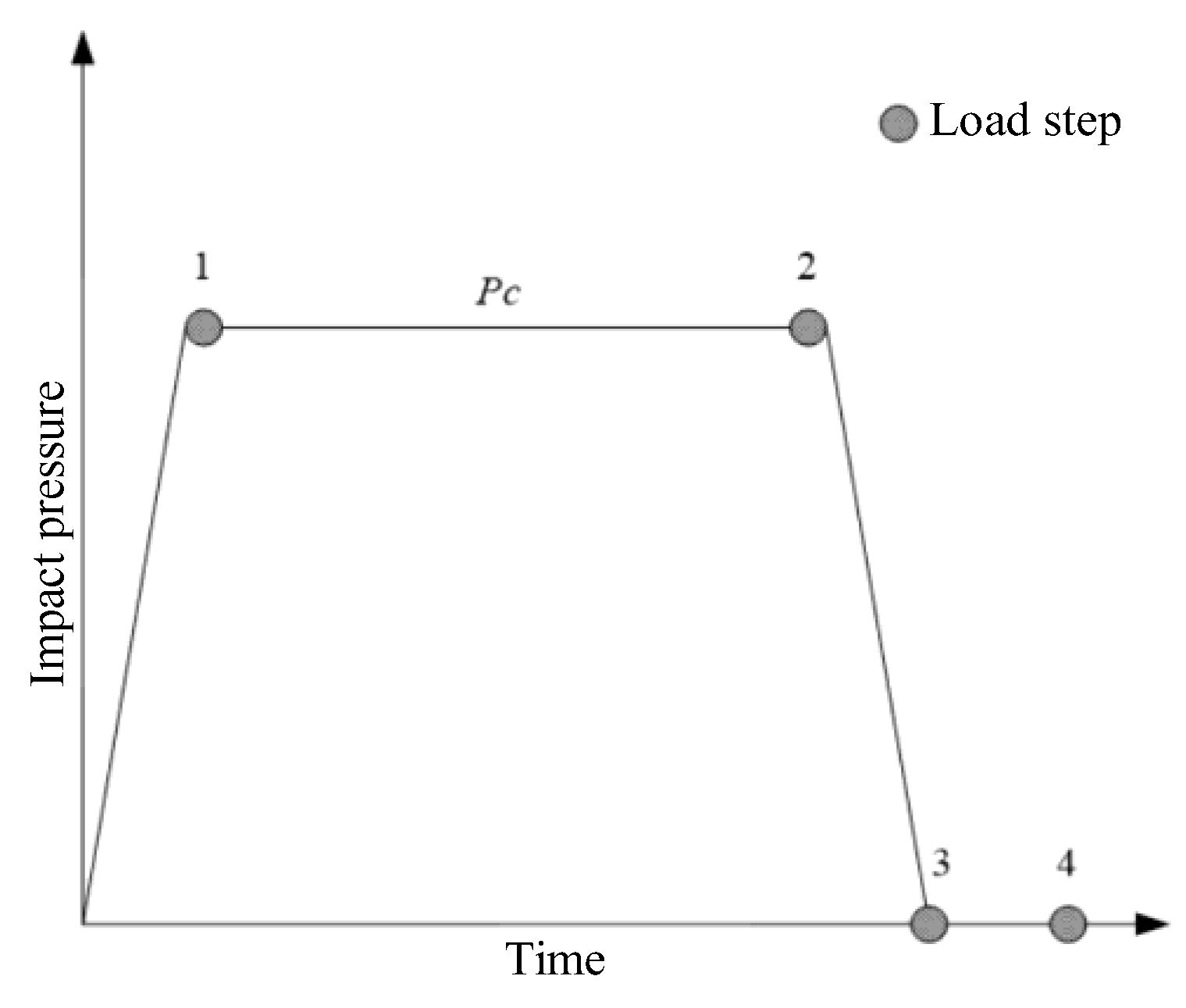
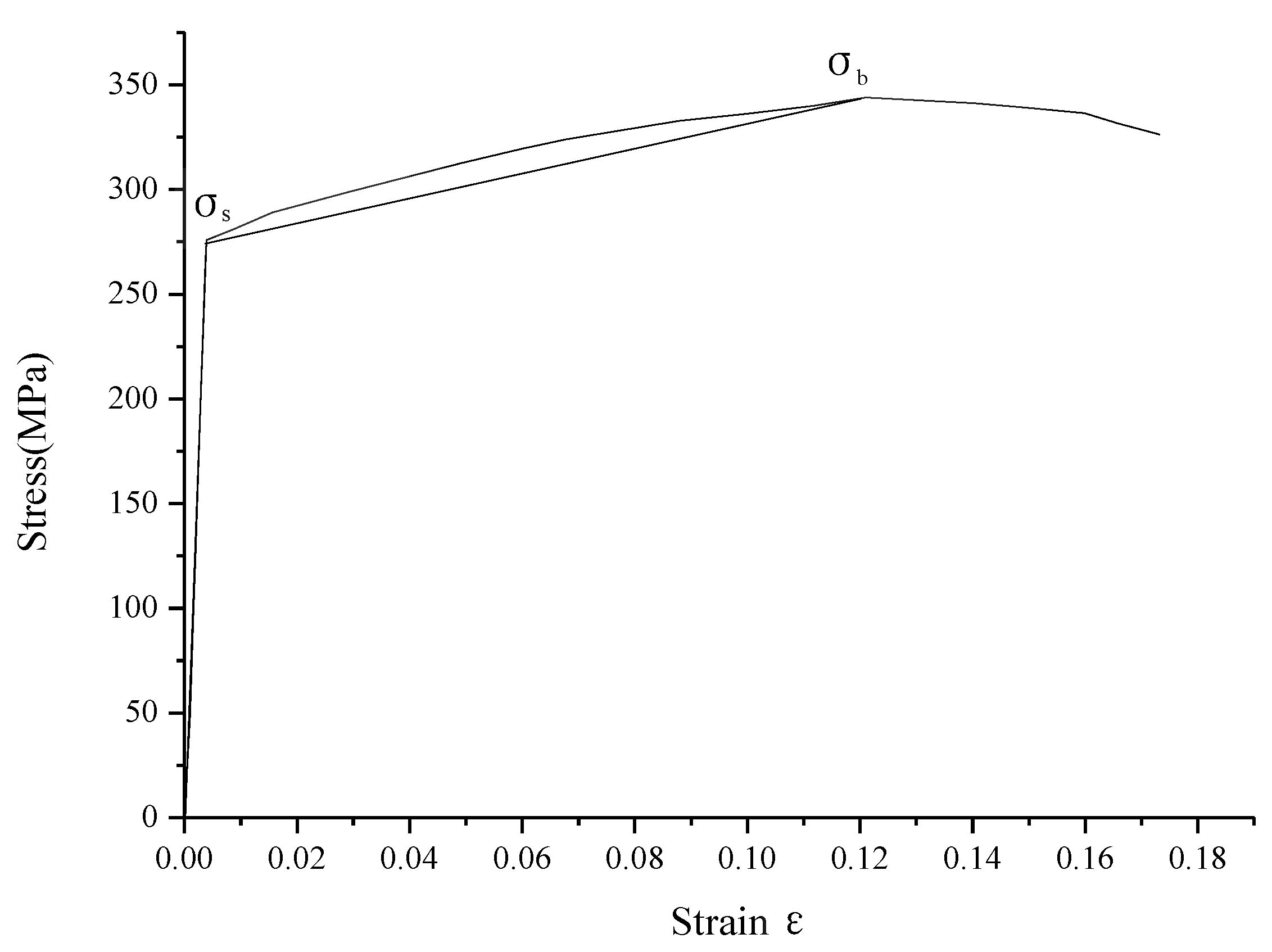
3.1.2. Material and Load
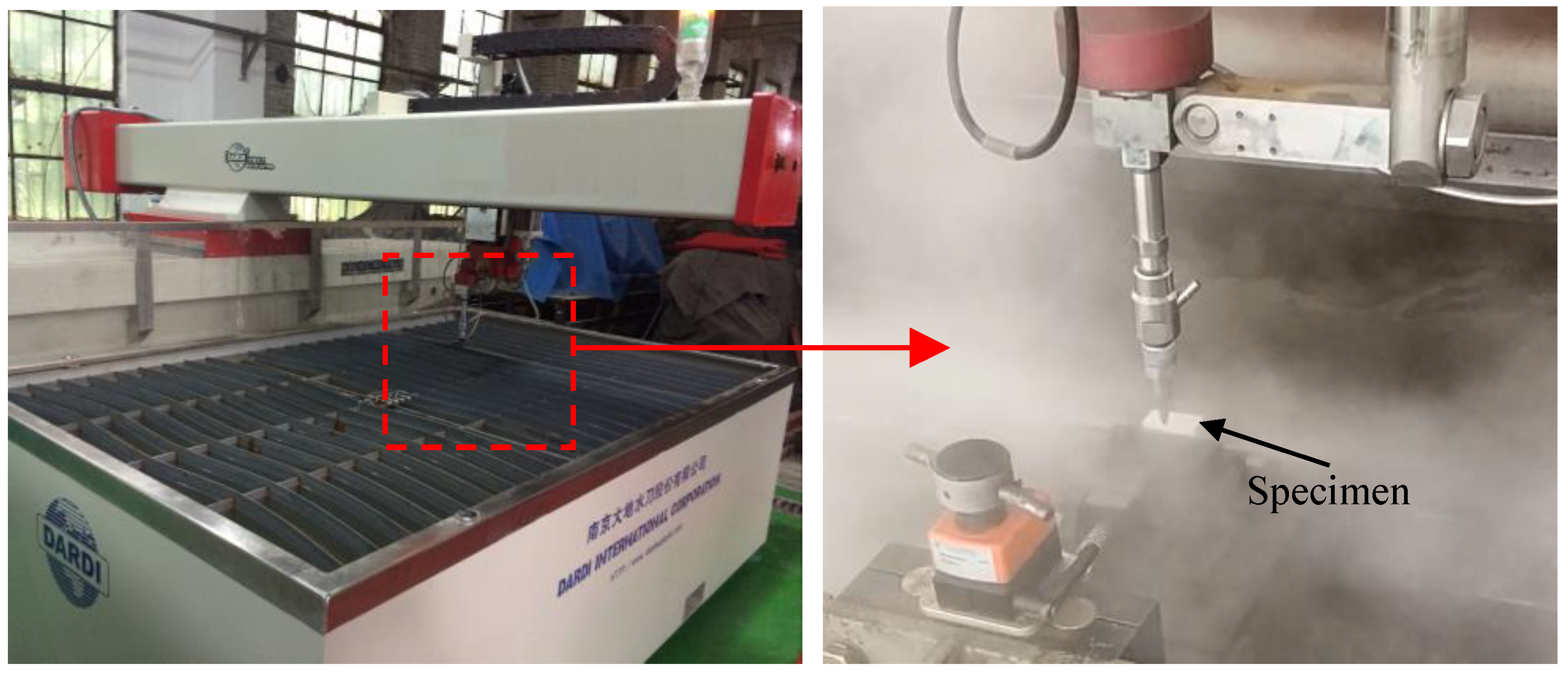
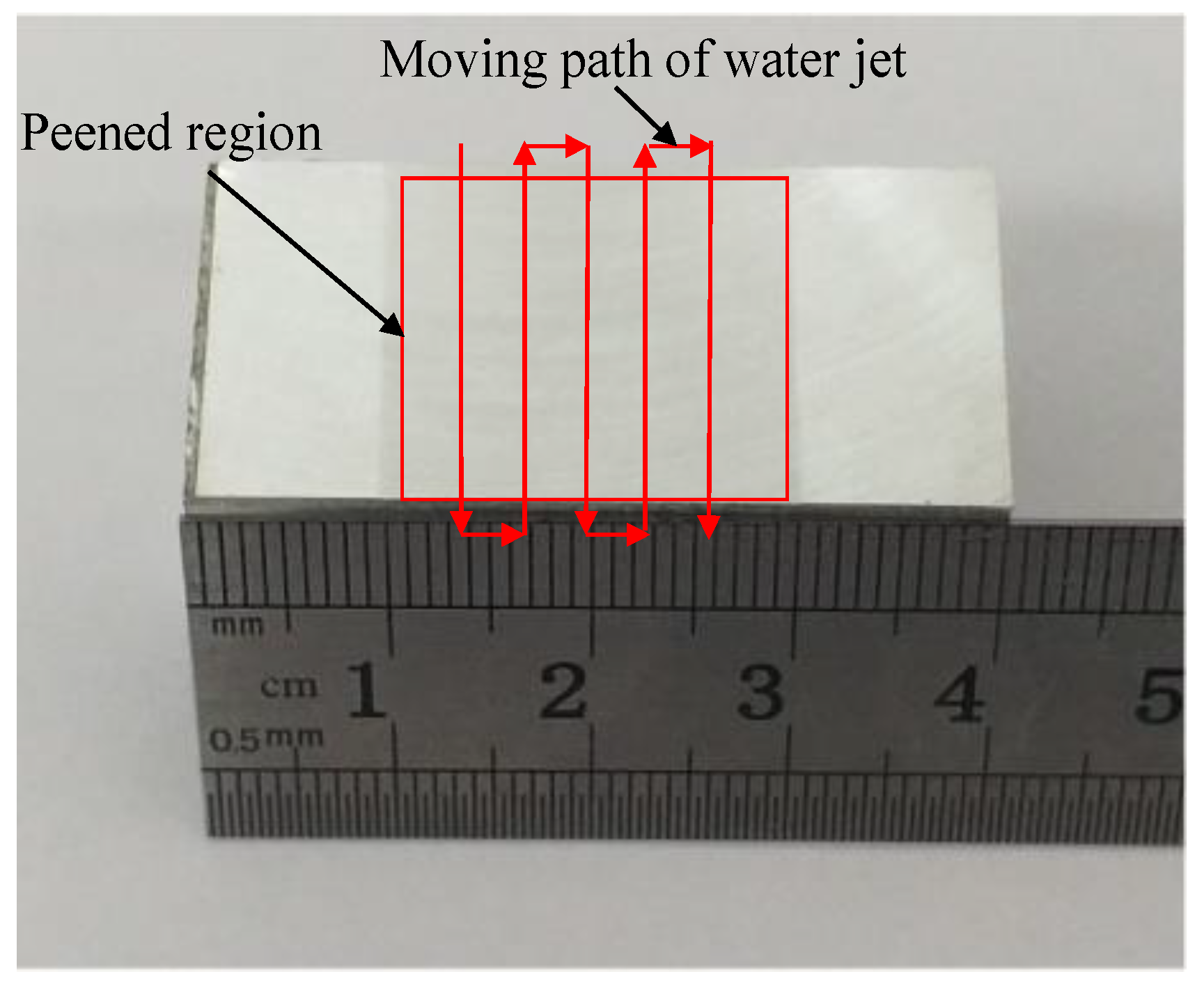
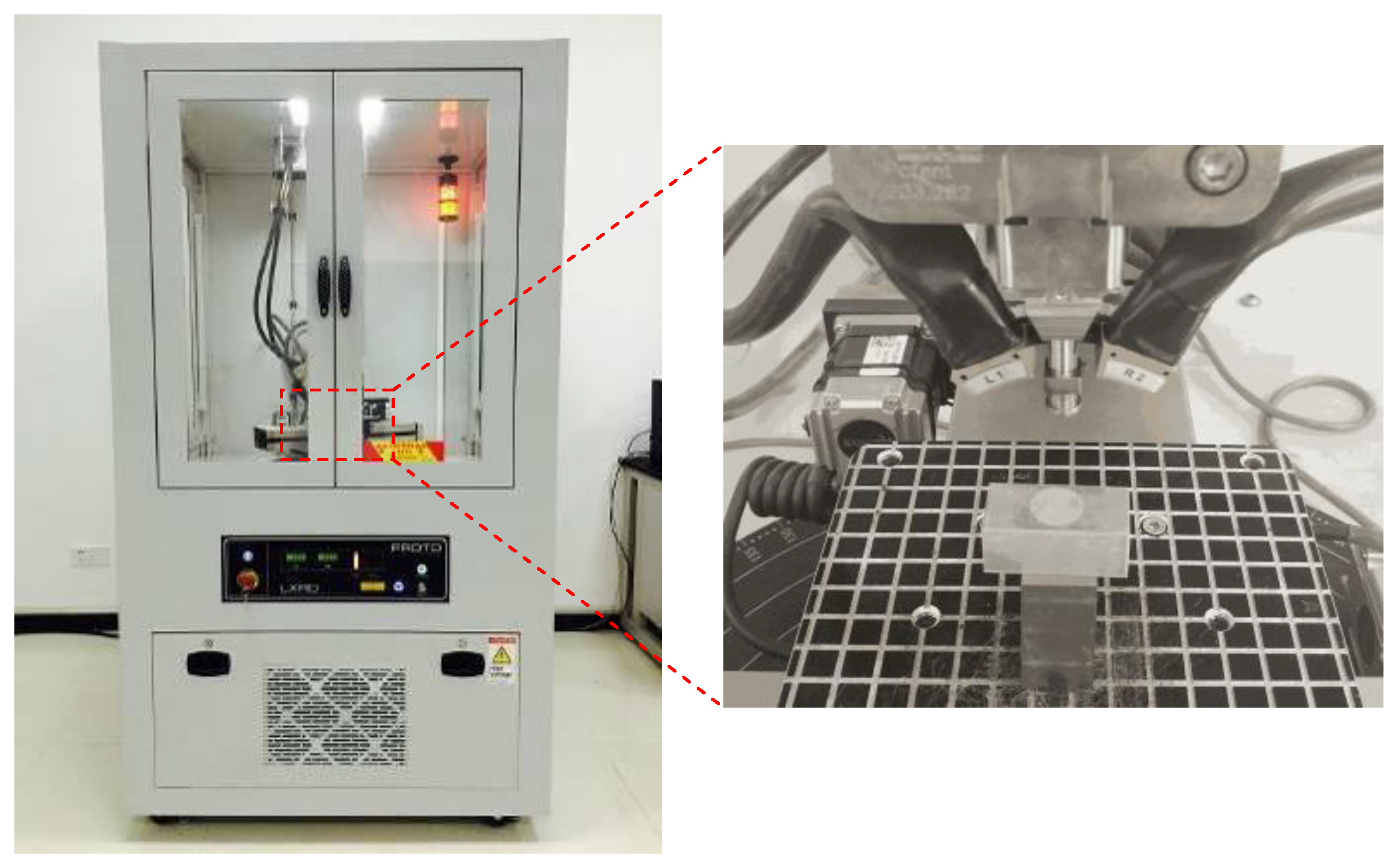
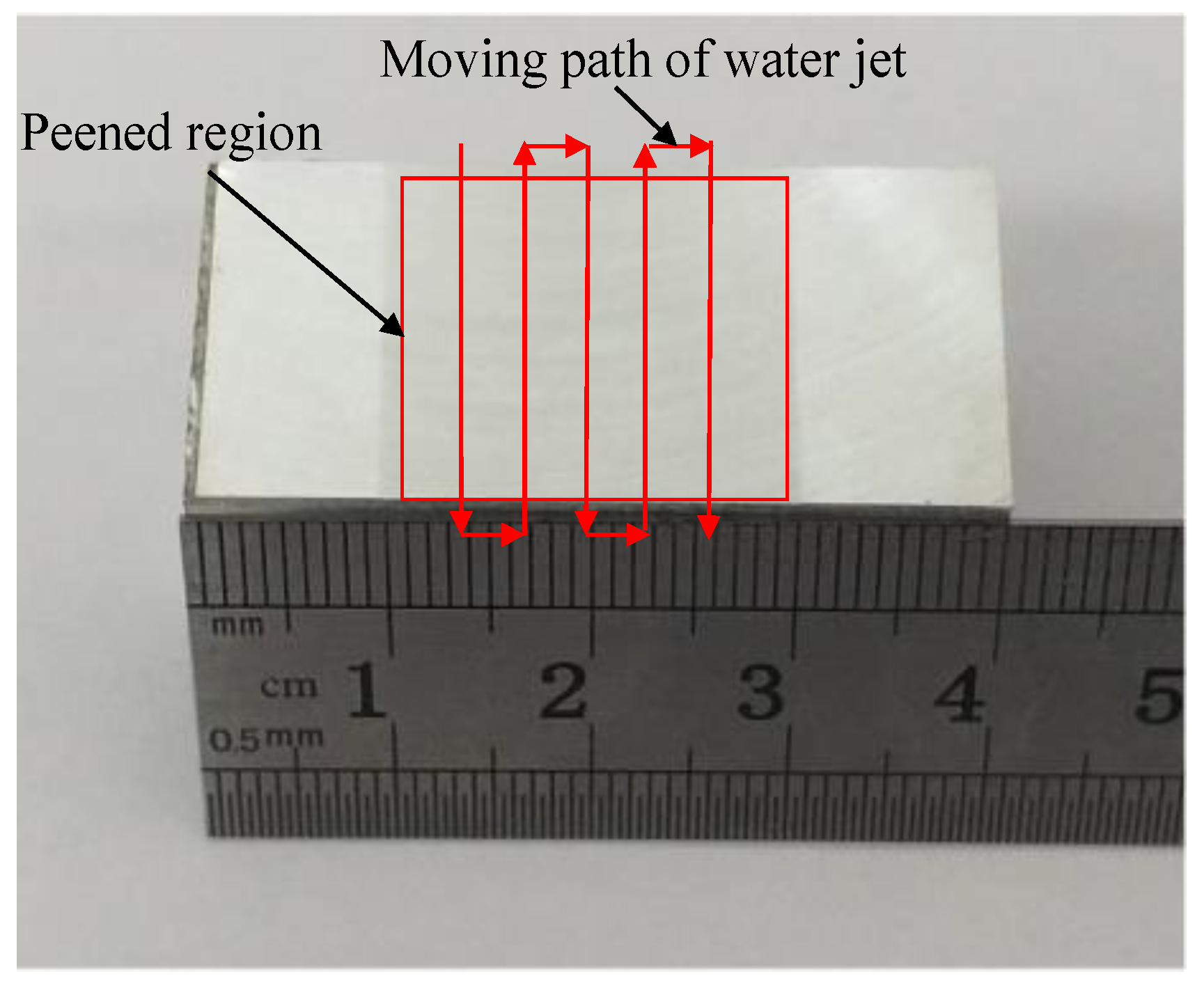
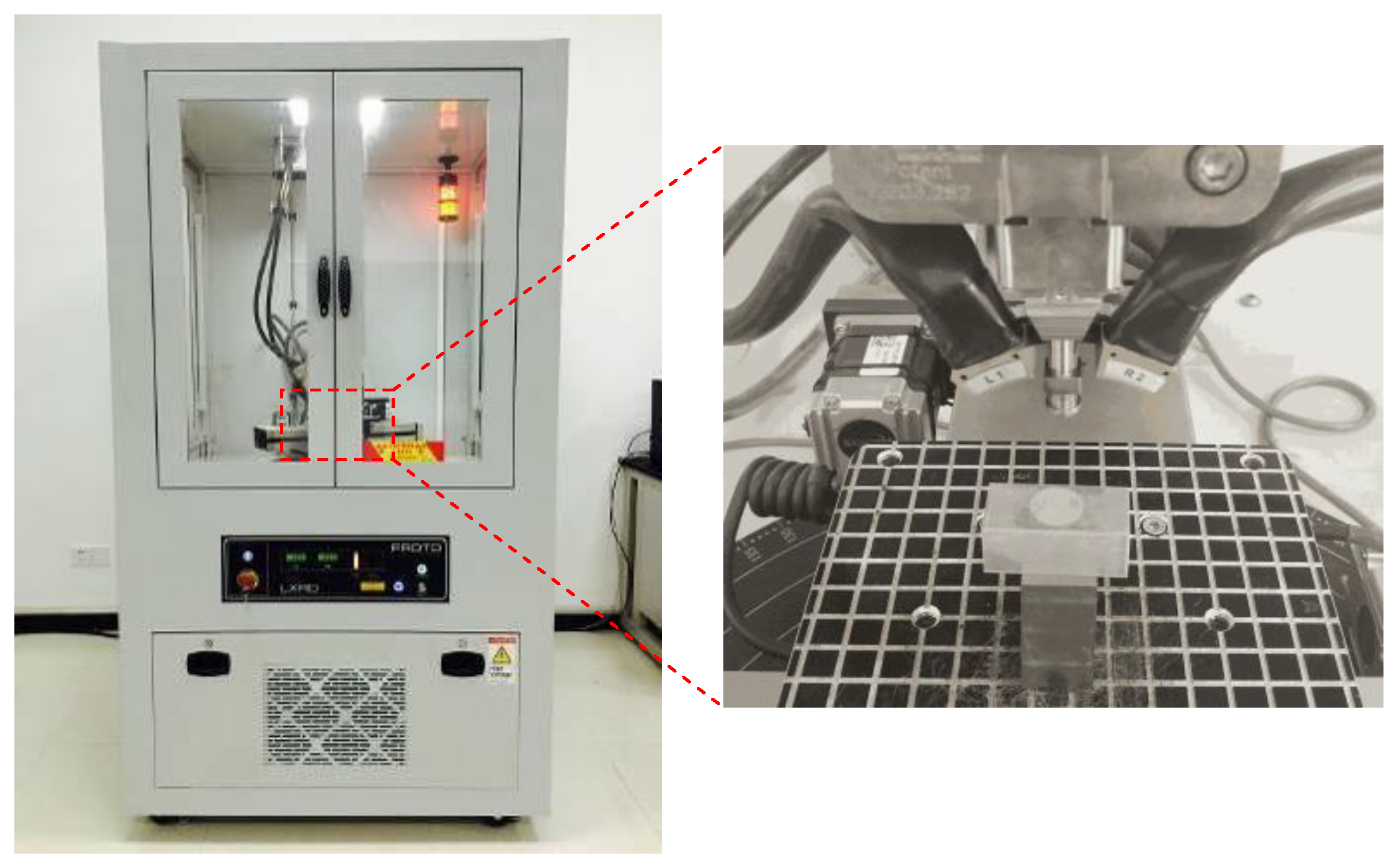
3.2. Experimental Procedure
4. Results and Discussion
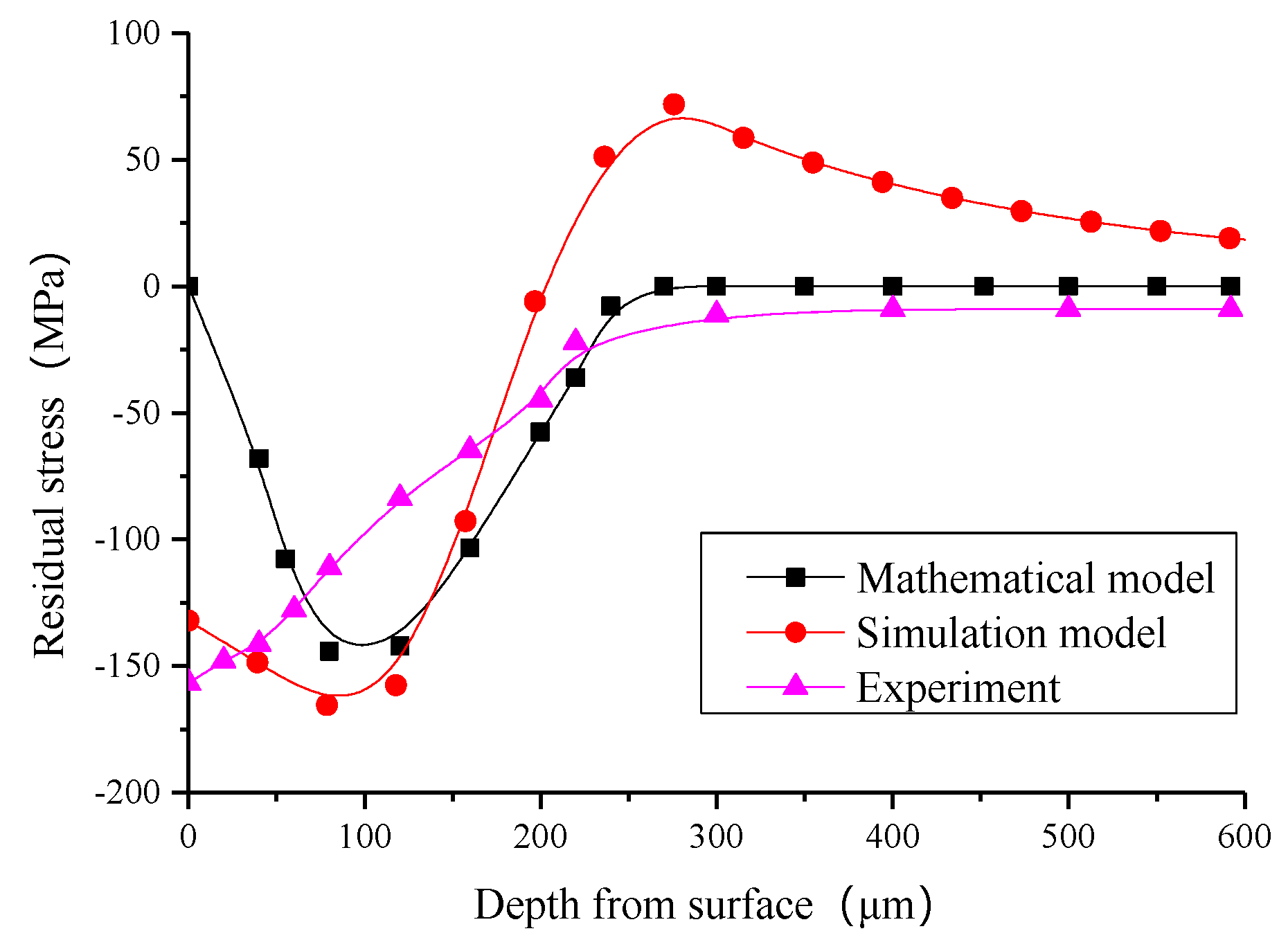
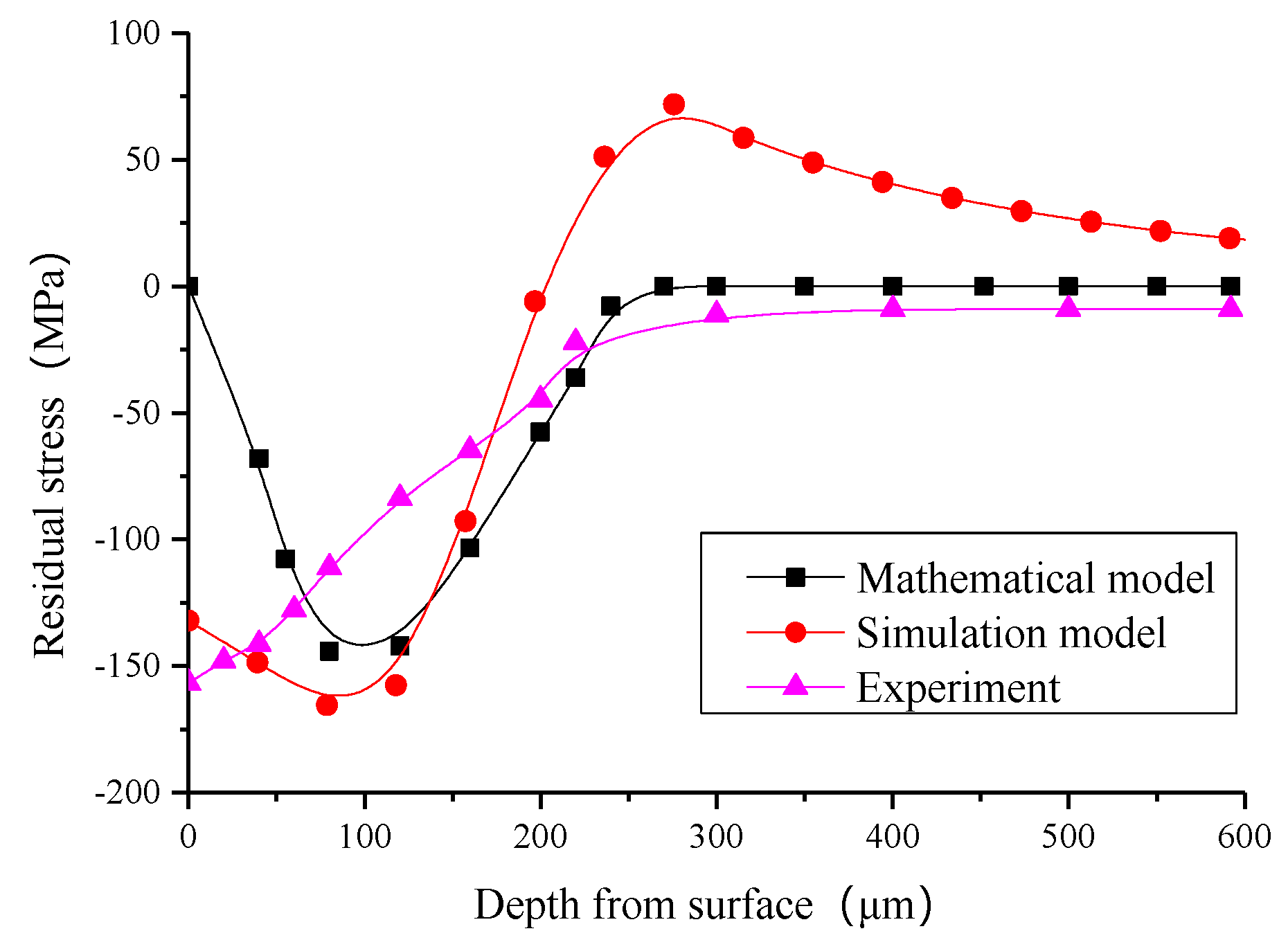
4.1. Comparison of Distribution of RS
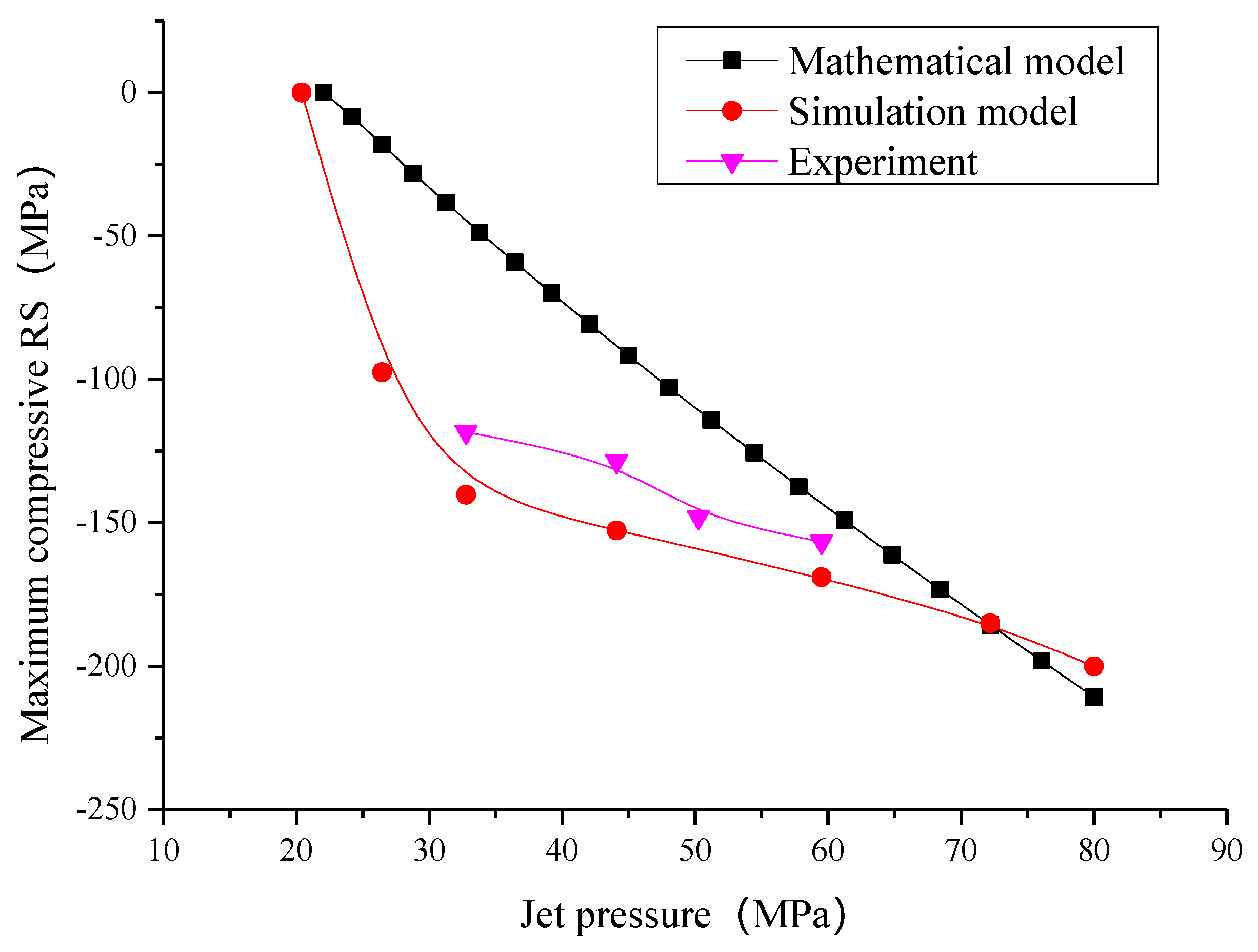
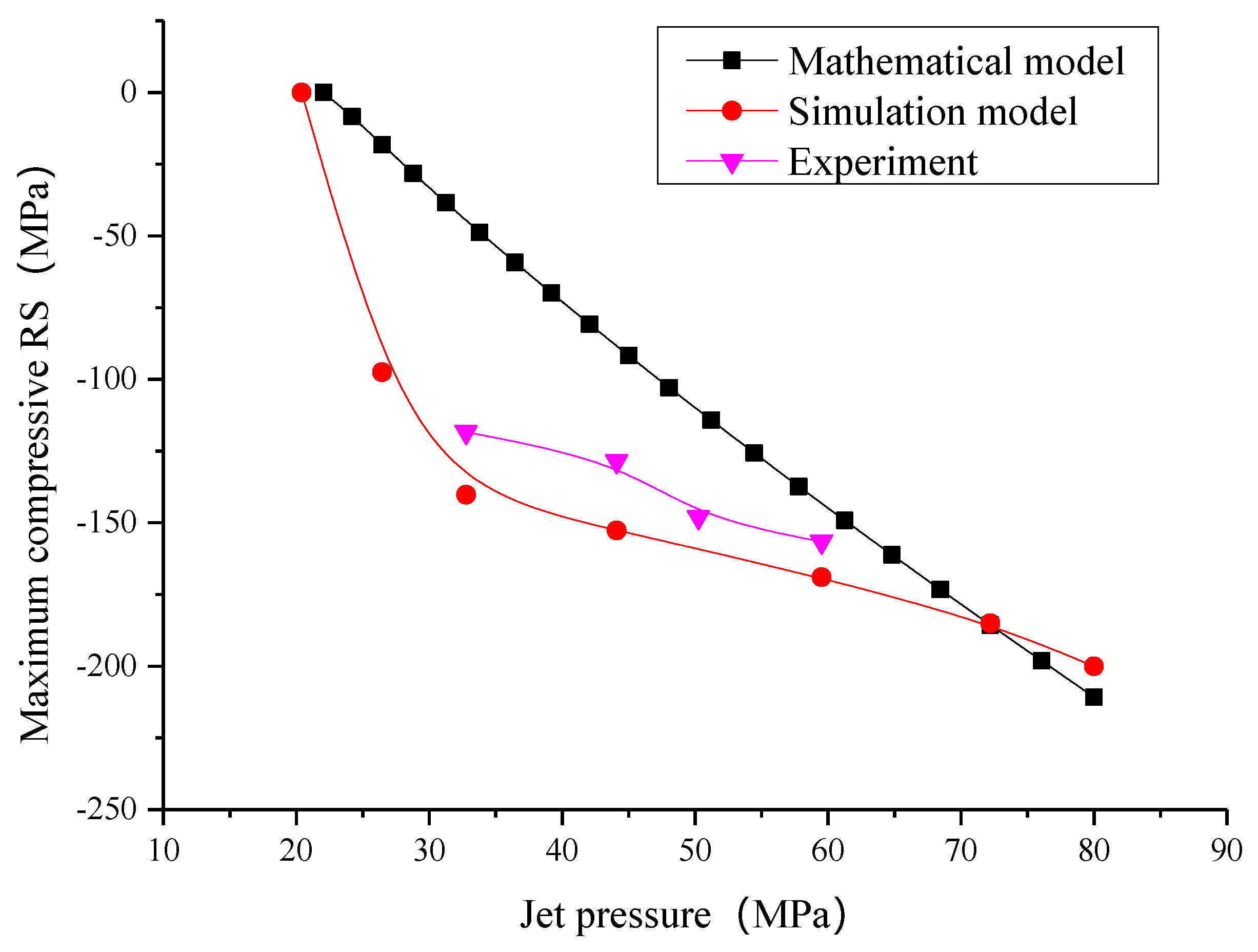
4.2. Maximum Compressive RS under Different Jet Pressures
4.3. Depth of Compressive RS Layer under Different Jet Diameters
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Salko, D. Peening by Water. In Proceedings of the Second International Conference on Shot Peening (ICSP), Chicago, IL, USA, 14–17 May 1984; pp. 37–38. [Google Scholar]
- Epp, J.; Zoch, H.W. Comparison of alternative peening methods for the improvement of fatigue properties of case-hardened steel parts. HTM J. Heat Treat. Mater. 2016, 71, 109–116. [Google Scholar] [CrossRef]
- Azhari, A.; Schindler, C.; Godard, C.; Gibmeier, J.; Kerscher, E. Effect of multiple passes treatment in waterjet peening on fatigue performance. Appl. Surf. Sci. 2016, 388, 468–474. [Google Scholar] [CrossRef]
- Lieblich, M.; Barriuso, S.; Ibáñez, J.; Rui-de-Lara, L.; Diaz, M.; Ocaña, J.L.; Alberdi, A.; González-Carrasco, J.L. On the fatigue behavior of medical Ti6Al4V roughened by grit blasting and abrasiveless waterjet peening. J. Mech. Behav. Biomed. Mater. 2016, 63, 390–398. [Google Scholar] [CrossRef] [PubMed]
- Arola, D.; McCain, M.L.; Kunaporn, S.; Ramulu, M. Waterjet and abrasive waterjet surface treatment of titanium: a comparison of surface texture and residual stress. Wear 2001, 249, 943–950. [Google Scholar] [CrossRef]
- He, Z.S.; Zhao, S.S.; Fu, T.; Chen, L.; Zhang, Y.X.; Zhang, M.; Wang, P.Z. Experimental and numerical analysis of water jet peening on 6061 aluminum alloy. J. Pressure Vessel Technol. 2018, 140, 021406. [Google Scholar] [CrossRef]
- Ijiri, M.; Yoshimura, T. Sustainability of compressive residual stress on the processing time of water jet peening using ultrasonic power. Heliyon 2018, 4, e00747. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Srivastava, M.; Hloch, S.; Tripathi, R.; Kozak, D.; Chattopadhyaya, S.; Dixit, A.R.; Foldyna, J.; Hvizdos, P.; Fides, M.; Adamcik, P. Ultrasonically generated pulsed water jet peening of austenitic stainless-steel surfaces. J. Manuf. Processes 2018, 32, 455–468. [Google Scholar] [CrossRef]
- Kunaporn, S.; Ramulu, M.; Jenkins, M.G.; Hashish, M. Residual stress induced by waterjet peening: a finite element analysis. J. Pressure Vessel Technol. 2004, 126, 333–340. [Google Scholar] [CrossRef]
- Kunaporn, S.; Ramulu, M.; Hashish, M. Mathematical modeling of ultra-high-pressure waterjet peening. J. Eng. Mater. Technol. 2005, 127, 186–191. [Google Scholar] [CrossRef]
- Rajesh, N.; Veeraraghavan, S.; Babu, N.R. A novel approach for modeling of water jet peening. Int. J. Mach. Tools Manuf. 2004, 44, 855–863. [Google Scholar] [CrossRef]
- Rajesh, N.; Babu, N.R. Multidroplet impact model for prediction of residual stresses in water jet peening of materials. Mater. Manuf. Processes 2006, 21, 399–409. [Google Scholar] [CrossRef]
- Dong, X.; Zhang, H.L.; Duan, X. Finite element simulation model of residual stress field with water jet peening strengthening. J. Mech. Eng. 2010, 46, 189–194. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Liang, C.C.; Teng, T.L.; Nguyen, A.T. A numerical study on high-speed water jet impact. Ocean Eng. 2013, 72, 98–106. [Google Scholar] [CrossRef]
- Obara, T.; Bourne, N.K.; Field, J.E. Liquid-jet impact on liquid and solid surfaces. Wear 1995, 186–187, 388–394. [Google Scholar] [CrossRef]
- Cho, J.R. Simulation model of the repeated waterdrop impact onto the AL6061-T6. J. Mech. Sci. Technol. 2015, 29, 3679–3683. [Google Scholar] [CrossRef]
- Kunaporn, S. An experimental and numerical analysis of waterjet peening of 7075-T6 Aluminum Alloy. Ph.D. Thesis, University of Washington, Seattle, WA, USA, 22 August 2002. [Google Scholar]
- Field, J.E. ELSI conference: invited lecture: Liquid impact: theory, experiment, applications. Wear 1999, 233–235, 1–12. [Google Scholar] [CrossRef]
- Muruganandhan, R.; Mugilvalavan, M.; Thirumavalavan, K.; Yuvaraj, N. Investigation of water jet peening process parameters on AL6061-T6. Surf. Eng. 2018, 34, 330–340. [Google Scholar] [CrossRef]
- Li, J.K.; Yao, M.; Wang, D.; Wang, R.Z. Mechanical approach to the residual stress field induced by shot peening. Mater. Sci. Eng. A 1991, 147, 167–173. [Google Scholar] [CrossRef]
- Miao, H.Y.; Larose, S.; Perron, C.; Lévesque, M. An analytical approach to relate shot peening parameters to Almen intensity. Surf. Coat. Technol. 2010, 205, 2055–2066. [Google Scholar] [CrossRef]
- Han, Y.Q.; Xie, Y.H.; Zhang, D. Numerical study on high-speed impact between a water droplet and a deformable solid surface. In Proceedings of the ASME Turbo Expo 2012, Copenhagen, Denmark, 11–15 June 2012. GT2012-69700. [Google Scholar]
- Zhang, M.; He, Z.S.; Zhang, Y.X.; Wang, X.D.; Zhao, S.S.; Fu, T.; Chen, L. Theoretical and finite element analysis of residual stress field for different geometrical features after abrasive waterjet peening. J. Pressure Vessel Technol. 2019, 141, 011401-4. [Google Scholar] [CrossRef]
- Zhang, M.; Liu, Z.H.; Deng, J.; Yang, M.J.; Dai, Q.L.; Zhang, T.Z. Optimum design of compressive residual stress field caused by ultrasonic surface rolling with a mathematical model. Appl. Math. Modell. 2019, 76, 800–831. [Google Scholar] [CrossRef]
- Liu, X.L.; Xie, P.; Wimpory, R.; Li, W.Y.; Lai, R.L.; Li, M.J.; Chen, D.F.; Liu, Y.T.; Zhao, H.Y. Residual stress, microstructure and mechanical properties in thick 6005A-T6 Aluminium alloy friction stir welds. Metals 2019, 9, 803. [Google Scholar] [CrossRef]
- Salimianrizi, A.; Foroozmehr, E.; Badrossamay, M.; Farrokhpour, H. Effect of laser shock peening on surface properties and residual stress of Al6061-T6. Opt. Lasers Eng. 2016, 77, 112–117. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Jet Diameter d (mm) | Water-Hammer Pressure PC (MPa) | Jet Traverse Velocity vf (mm/min) |
|---|---|---|
| 0.3/0.45/0.6/0.75/1 | 403/450/515/622/676/755/859/920 | 4000 [6] |
| Material | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Al6061-T6 | 0.4–0.8 | 0.7 | 0.15–0.4 | 0.15 | 0.8–0.12 | 0.004–0.3 | 0.25 | 0.15 | Allowance |
| Material | Al6061-T6 Alloy |
|---|---|
| Destiny (kg/m3) | 2900 |
| Elastic Modulus E (GPa) | 69 |
| Poisson’s ratio μ | 0.33 |
| Yield stress (MPa) | 265 |
| Yield strain | 0.38% |
| Ultimate tensile stress (MPa) | 345 |
| Plastic strain corresponding to | 0.2 |
| Hardening parameter | 283 |
| Jet Pressure P (m/s) | Jet Center Distance DC (mm) | Jet Traverse Velocity vf (mm/min) | Jet Passes n | Nozzle Diameter dn (mm) | Standoff Distance (mm) |
|---|---|---|---|---|---|
| 33/44/50/60 | 0.15 | 4000 | 5 | 0.3 | 3 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Z.; Li, C.; Zhao, S.; Cui, B.; Li, D.; Yu, H.; Chen, L.; Fu, T. Mathematical Model and Verification of Residual Stress Induced by Water Jet Peening. Metals 2019, 9, 936. https://doi.org/10.3390/met9090936
He Z, Li C, Zhao S, Cui B, Li D, Yu H, Chen L, Fu T. Mathematical Model and Verification of Residual Stress Induced by Water Jet Peening. Metals. 2019; 9(9):936. https://doi.org/10.3390/met9090936
Chicago/Turabian StyleHe, Zhanshu, Chao Li, Shusen Zhao, Beibei Cui, Dalei Li, Huixin Yu, Lei Chen, and Ting Fu. 2019. "Mathematical Model and Verification of Residual Stress Induced by Water Jet Peening" Metals 9, no. 9: 936. https://doi.org/10.3390/met9090936
APA StyleHe, Z., Li, C., Zhao, S., Cui, B., Li, D., Yu, H., Chen, L., & Fu, T. (2019). Mathematical Model and Verification of Residual Stress Induced by Water Jet Peening. Metals, 9(9), 936. https://doi.org/10.3390/met9090936