1. Introduction
Recently, the need to reduce energy consumption as well as environmental pollution has been highlighted, especially in the transport sector, which includes industries such as the aeronautical, aerospace, and automotive industries. This need has led to a constant search for the reduction of the weight of components by using lighter materials, which allow for mass reduction and, therefore, lower consumption of fuel and polluting emissions. In this context, there has been increasing interest in extending the use of materials such as magnesium, which has excellent specific mechanical properties and whose full potential has not yet been reached, due in part to the insufficient knowledge about magnesium compared to other materials such steel and aluminum [
1,
2,
3,
4,
5,
6,
7,
8,
9].
The main advantages of magnesium alloys are their low density, high availability, high recyclability, and good properties for foundry and machining, such as high specific strength and good weldability under a controlled atmosphere. Nevertheless, there are also a few disadvantages such as low creep resistance above 100 °C, low resistance to corrosion, hardness, and they are difficult to form at room temperature [
10,
11]. Magnesium’s high chemical reactivity is another drawback that is closely related to problems during machining [
12].
Magnesium alloys are mainly formed by casting, of which about 70% is processed by casting in permanent molds, producing near net shape parts. After that, machining operations are necessary in most cases [
13,
14]. Magnesium is considered to have excellent machinability. This is due to its low specific cutting strength, low tool wear, excellent surface quality, short and brittle chips due to its hexagonal crystal structure, and high thermal conductivity, which maintains low temperature increases even using dry machining, allowing for high cutting speeds and feed rates [
15,
16]. As a result, all common machining operations such as turning, milling, drilling, threading, reaming, or grinding can be performed with these alloys without major problems. The fundamental difference between magnesium and other structural materials is the ability to use higher feed rates and depths of cuts for magnesium, to give low roughness and closed tolerances [
17].
The published literature shows that research on magnesium alloy machining focuses on cutting speed, feed rates, depth of cut, precision, and quality of the machining surfaces, also on the formation of adhesions, mainly build-up edge (BUE) and build-up layer (BUL) [
18]. In turning and milling processes, researchers pay attention mainly to cutting forces, surface roughness, tool materials, tool wear, lubricant-cooling systems, temperature, chip morphology, and hardness. The cutting conditions for turning used in previous experimental works were as follows: cutting speed from 75 to 2400 m/min; feed rate from 0.05 to 0.65 mm/rev; and depth of cut from 0.2 to 5 mm. For milling, the parameter values were the same order of magnitude [
1,
10,
19,
20,
21,
22].
In the aeronautical industry, the drilling process is key due to the high number of joints by riveting, threaded joints, and mechanical fasteners made in the whole vehicle. In fact, the operation that consumes the most time during the assembly of a plane is the pre-assembly operation in the fuselage. An important cause of problems in the structural integrity of the fuselage is the growth of cracks in the drilled holes. For this reason, effective hole drilling is fundamentally important. In the case of commercial aircraft, the number of drilled holes can reach up to 3 million. Twist drills are used for most metals, using High Speed Steels (HSS) for aluminum and magnesium alloys [
5].
In most studies on the drilling of magnesium alloys, the cutting speeds were around 50 m/min and the feed rates ranged between 0.1 and 0.7 mm/rev. In these studies, the influence of machining conditions on variables such as surface quality, force, torque, and tool wear, among others, was studied. The majority of studies used average roughness (
Ra) to evaluate the surface quality of the obtained surfaces [
3,
23,
24,
25,
26,
27].
Weinert et al. [
28] carried out a study on magnesium drilling using wide cutting parameters, reaching cutting speeds up to 1100 m/min and extending feed rates to 1.2 mm/rev. In that study they found that the surface quality, quantified by the maximum height of the profile,
Rz, remained approximately constant by varying the cutting speed between 100 and 1100 m/min, while keeping the feed rate constant at 0.2 mm/rev; increasing the feed increased the roughness. In addition, the mechanical load on the tool did not vary significantly in the range of cutting speeds from 100 to 700 m/min, being determined by feed rate.
Other studies focused on machining parameters that are not high performance, using average roughness (
Ra) as a variable to quantify the surface quality [
3,
23,
26]. There are potential risks in the machining of magnesium alloys; on the one hand, there is the danger of ignition when the chips reach temperatures of 450 °C, and on the other hand, with the use of water-based lubrication there is danger of a reaction between water and magnesium, which forms a hydrogen atmosphere that is flammable [
20,
29]. Considering these reasons, it was decided to carry out the present study using dry machining.
As discussed above, there are still gaps in our knowledge about magnesium alloys. There are not many scientific works that discuss the problems during solid drilling of these alloys, and we found only one work specifically about re-drilling or core drilling operations in magnesium alloys: Rubio et al. [
30] studied this process, but for hybrid Mg-Ti-Mg components. This type of machining is used in the repair process of damaged holes, which is common in the aeronautical sector where the holes are machined to a larger diameter to insert oversized rivets. These repairs must be carried out with great care to avoid damage to the machined parts [
30]. These types of operations can be framed as low performance operations since productivity is a secondary objective.
In machining plants, drilling operations have traditionally been carried out in two steps: first drilling and then enlarging the diameter of the holes. These operations are executed with a solid base of knowledge of the materials and operations. However, in maintenance and/or repair operations, this is not always the case, especially considering that occasionally a smaller increase in the diameter of the hole is sought in order to not weaken the pieces. In this aspect, there is a certain lack of understanding and, therefore, such drilling operations can be improved to increase the safety and quality of the holes.
The aim of this work is to analyze the feasibility of carrying out repair and maintenance operations on pre-drilled parts used in the aeronautical industry. To do this, a pre-drilled test piece was used to simulate the repair of housings in covers that are joined by elements such as rivets. This joint type is widely used in aeronautics and can be the origin of fatigue cracks, which can lead to catastrophic failures in the pieces if they are not repaired in time.
This paper presents the analysis of the surface roughness, in terms of
Ra, obtained by drilling holes to a slightly larger diameter in magnesium alloys UNS M11917 (AZ91D) at low cutting parameters. In this way, the behavior of these alloys in maintenance and/or repair operations was studied. The use of twist drills in these operations has certain advantages compared to reamers, which have less availability in the machining sections, generally have a higher price, and have a smaller variety in terms of the machined final diameters. The final aim is to establish if it is feasible to carry out such operations under environmentally sustainable conditions, maintaining the surface roughness requirements within a range of values established for the aeronautical industry, that is, from 0.8 to 1.6 μm [
31,
32].
To achieve this goal, the experimental design was established taking into consideration the three most important factors, feed rate, cutting speed, and type of tool, at two and three levels according to the recommendations of the manufacturers and prior knowledge of drilling operations. In addition, the small variations of the diameters to be drilled and the depth of the holes where the roughness measurements were to be taken were considered factors in the experimental design. Blocks were considered for quantification, and if obtained surface roughness was constant along the machined surface, a replicate was performed in order to quantify the error. The statistical method used to study the results obtained was the analysis of variance (ANOVA).
The tests were carried out in two stages by machining a pre-drill and then re-drilling, maintaining a constant depth of 0.125 mm. The final diameters were drilled to 7 and 7.5 mm, in the first and second stages, respectively. The last stage served firstly to corroborate the data obtained initially and secondly to check if small differences in the diameter affected to the variables studied.
2. Materials and Methods
The UNS M11917 magnesium alloy is produced by the die casting method and was supplied as an ingot with a length of approximately 500 mm and a section of 118 × 60 mm. A rectangular parallel-piped block was milled using low machining parameters so as not to raise the temperature of the piece, until reaching the measurements of 110 × 62 × 50 mm, maintaining surface roughness below 2 µm. This alloy has a chemical composition of mass of 90% Mg, 8.30–9.70% Al, 0.35–1% Zn, ≥0.13% Mn, ≤0.1% Si, ≤0.03% Cu, ≤0.005% Fe, and ≤0.002% Ni and presents a microstructure formed by an α-phase matrix and an intermetallic β-phase whose composition is Mg
17Al
12 and is located at the boundaries of the grains [
33]. The main mechanical properties of this alloy are shown in
Table 1.
The block of magnesium was positioned in the hydraulic jaw of the machining center, aligning it so that the upper face was parallel to the plane of the machine table. To do this, a 3D tester (Haimer GmbH, Igenhausen, Hollenbach, Germany) was used. To avoid bias, pre-drills and drills were carried out without moving the specimen of the clamping jaw. The clamping of drills was done by a collet ER25 suitable for the drill diameter.
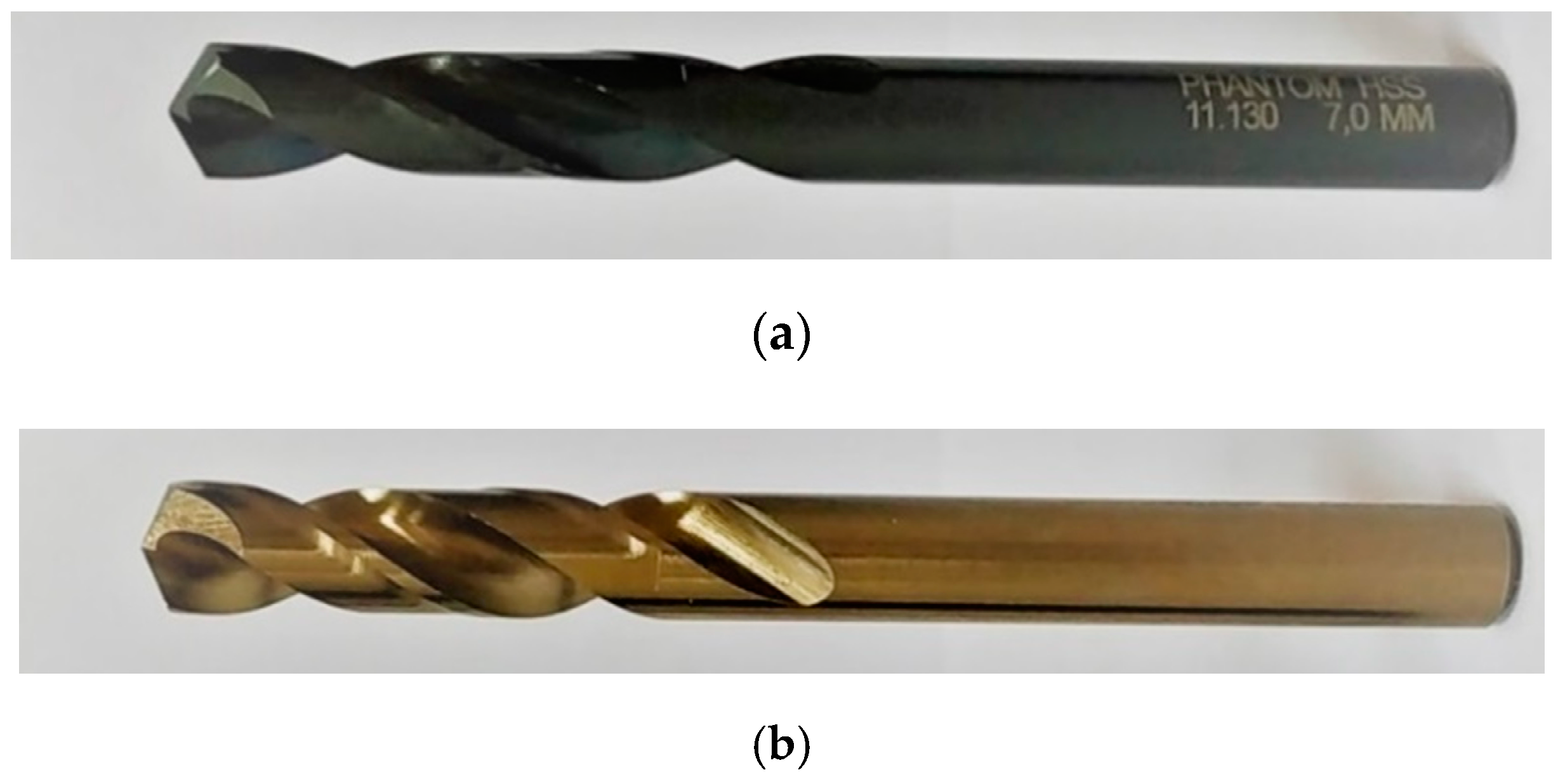
Two types of tool were used for the performance of the tests. They were both manufactured by Phantom (Van Ommen B.V., Beekbergen, Gelderland, Netherlands) in HSS, and are called 11.130 (type A), and 11.160 (type B),
Figure 1.
These drills are suitable for drilling depths up to three times the diameter. They are manufactured according to DIN 1897 [
34], with a straight shank and two flutes of 34 mm. They have a helix shape normal type N according to DIN 1836 [
35], and both drill points are sharpened using split form C point in accordance with DIN 1412 [
36].
Drilling tests were carried out using a computer numerical control (CNC) controlled vertical machining center Lagun L650 (Lagun Machinery S.L.L., Legutio, Álava, Spain) under dry conditions. The cutting parameters were selected based on solid drilling operations, taking into consideration the values given by the manufacturer for the group of non-ferrous materials and those used in the previous published studies. Keeping in mind that the present work was focused on repair and/or maintenance, we selected the following test values: cutting speed (S): 60 and 120 m/min; and feed rate (f): 0.2, 0.4, and 0.8 mm/rev; the cutting depth was kept constant at 0.125 mm. All blind holes were drilled to a depth of 20 mm from the top face of the specimen.
In the first stage, drilling tests were performed to enlarge holes from a diameter of 6.75 mm to a diameter of 7 mm, for all the combination of cutting conditions pointed out above, whereupon the machined surface roughness was measured. In a second stage, drilling tests were carried out under the same combination of cutting conditions, in this case from a diameter of 7.25 mm to a diameter 7.50 mm, in order to also evaluate the influence of the diameter of the drill on the surface roughness.
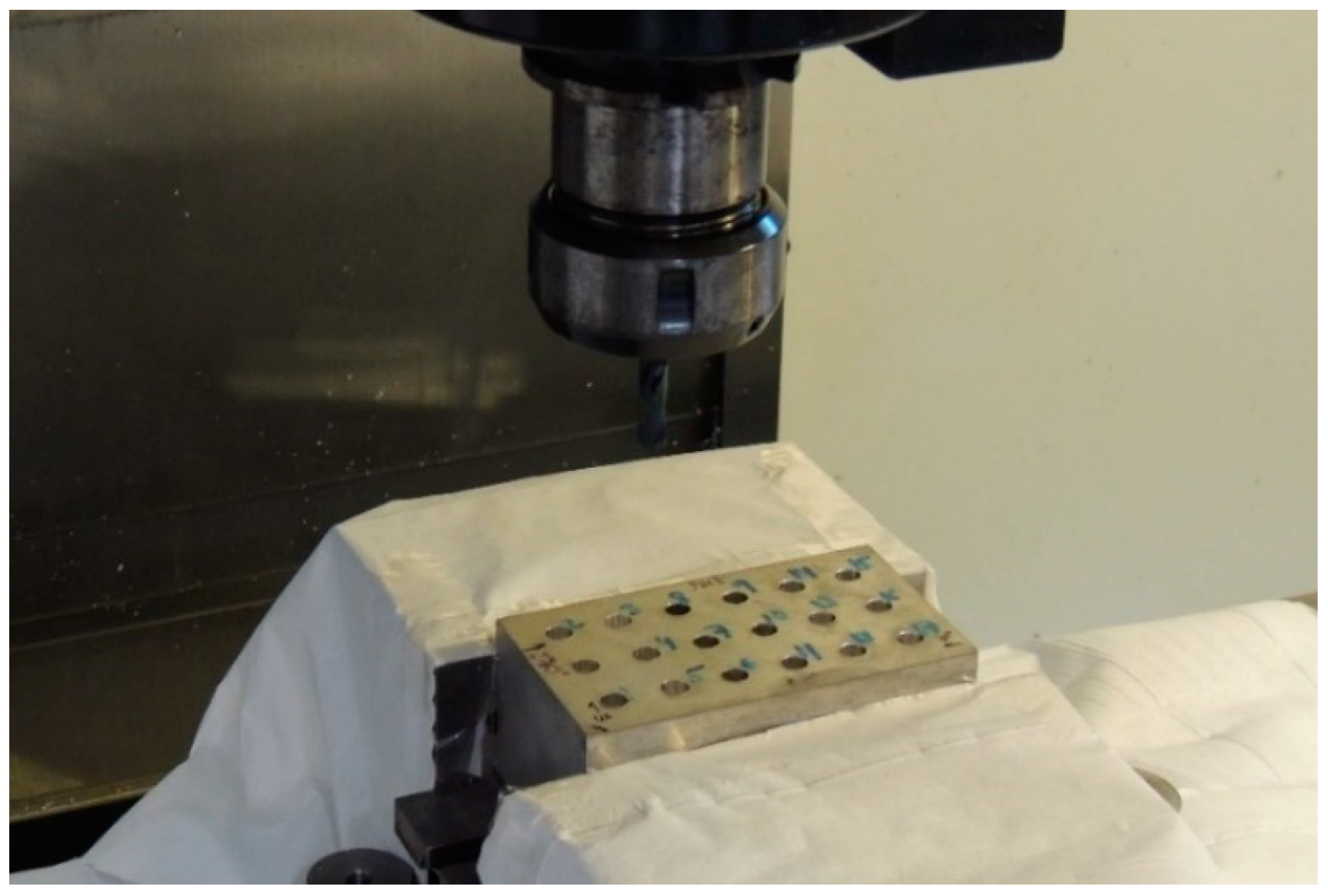
Between each drilling operation, the upper surface of the specimen and its surroundings were cleaned using a brush and pressurized air. Before carrying out the drilling, the periphery of the block was covered with paper, with the purpose of collecting samples of the fragile chips produced in the machining, as shown in the
Figure 2. Once the process was finished, the hole and the used drill were marked with a number, and a photographic record of the obtained chips was taken using a Nikon Coolpix P510 digital camera (Nikon, Tokyo, Japan).
The arithmetical mean deviation of the assessed profile,
Ra, was used as a response variable to quantify the surface roughness of the machined surface, which according to the standard ISO 4287:1997 [
37] is defined as the “arithmetical mean of the absolute ordinate values
Z(
x) within a sampling length”. The range, that a priori would be expected to be the value of the measured
Ra, should be between 0.1 and 2 µm according to ISO 4288:1996 [
38], which also established the sampling length (
lr) at 0.8 mm and the evaluation length (
ln) at 4 mm. Subsequently, after the measurements of the roughness were made, these assumptions were confirmed.
In each of the drilled holes, the roughness was measured on eight different lines. That is, measurements of the
Ra were taken along four lines equi-angularly separated by 90° in two cylindrical zones at different distances from the upper surface of the specimen. The first one, named the top plane (TP), was at a distance of 5.5 mm from top face and the second one, named the bottom plane (BP), was at a distance of 15 mm from top face, as can been seen in
Figure 3. The measurement length along each one of the eight lines was of 4 mm.
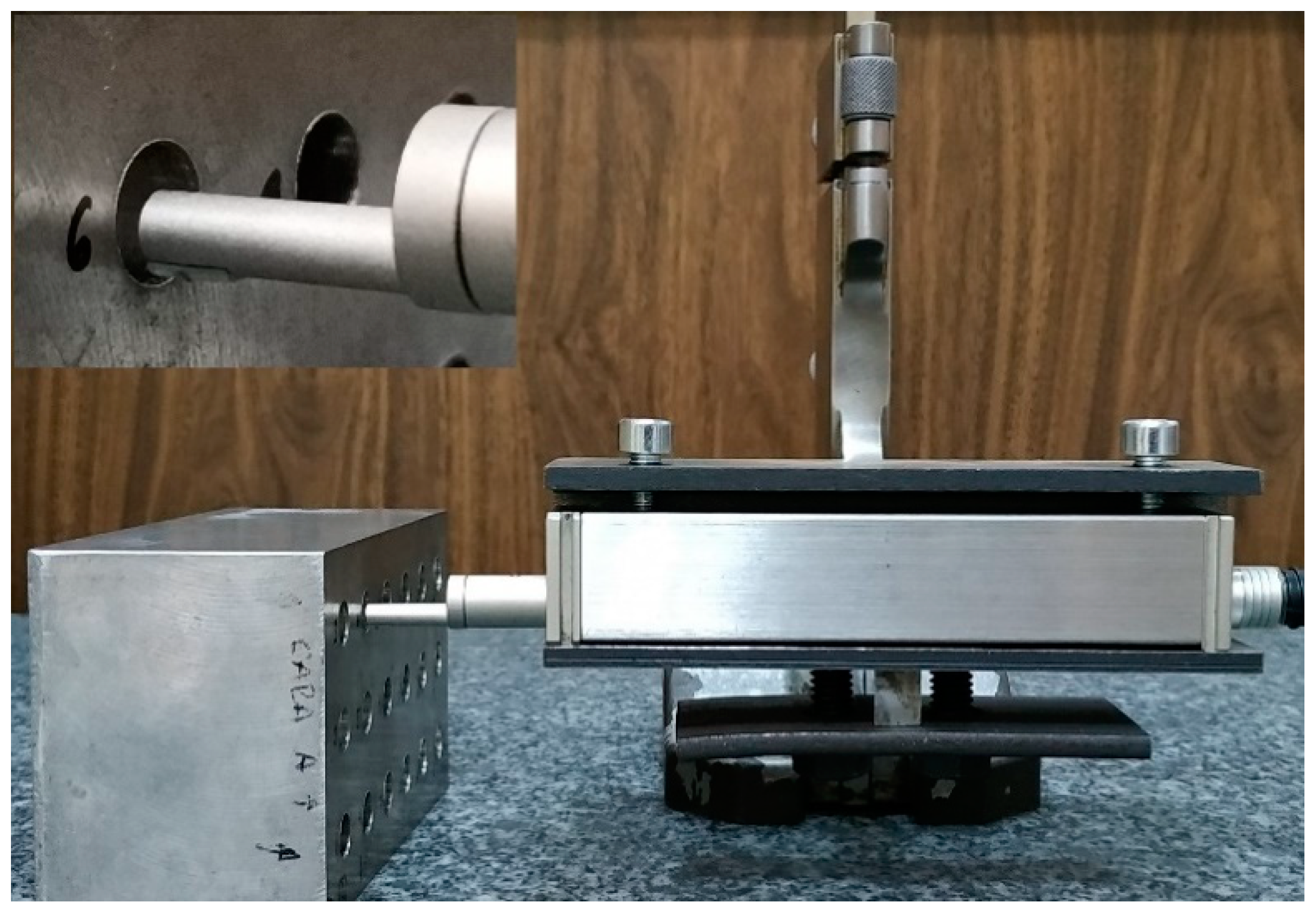
Ra was measured using a contact roughness surface tester Zeiss Handysurf E-35A (Carl Zeiss AG, Oberkochen, Baden-Wurtemberg, Germany). This model has the possibility of exporting the measured data to a computer or displaying it directly on a display panel; it includes several types of parameters of roughness, among them the
Ra. To carry out the measurements, the roughness meter and the test block were placed on a surface plate. The probe of the roughness tester is portable, so to perform the eight measurements in each hole, the probe was placed in a tool coupled to a height gauge, allowing for vertical positioning at the desired height, then rotation of the specimen four times to measure the equi-angularly located points, and then positioning of the probe tip at the two established depths.
Figure 4 shows the surface tester, probe tip, and positioning system.
Based on all of this, the experimental design was determined, and its objective was to determine the influence of the factors considered in the response variable, that is, the surface roughness studied by the
Ra. The experimental design selected was a full factorial design with three factors at two levels, one factor at three levels, and a block at two levels, which is the measurement depth from the upper face of the block, including the performance of a replica, which supposes a total of 96 experimental runs. The considered factors and their levels are included in
Table 2.
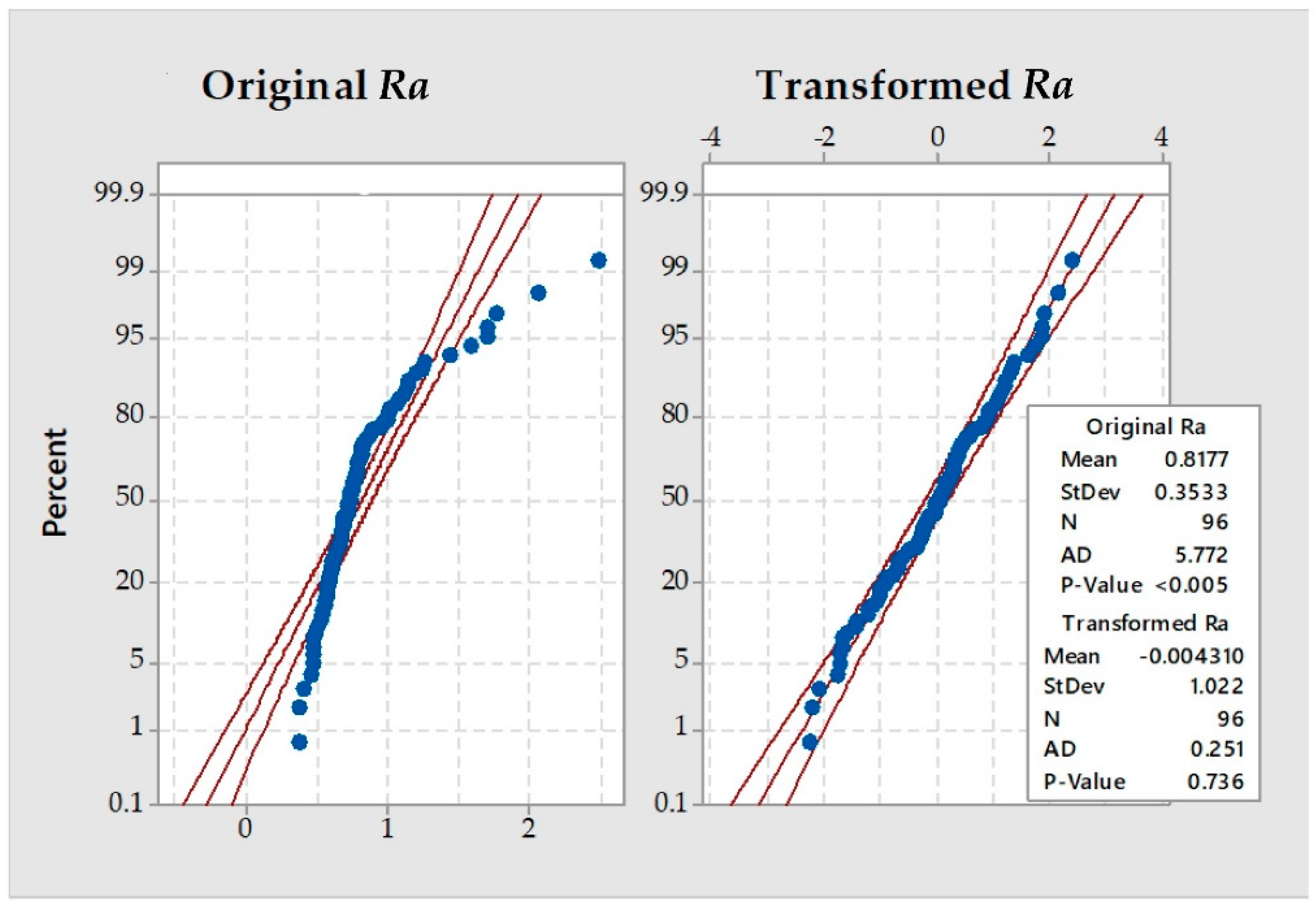
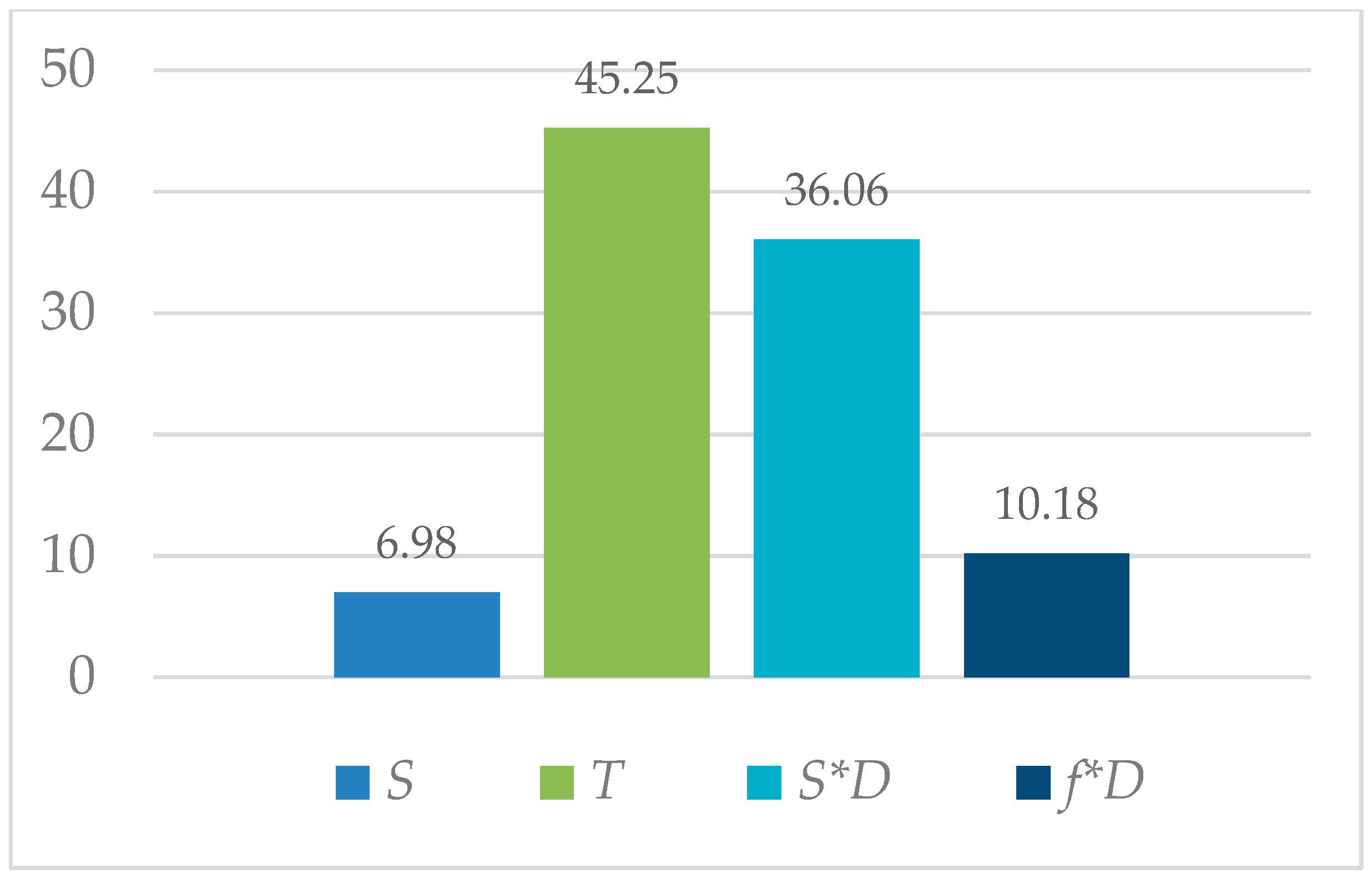
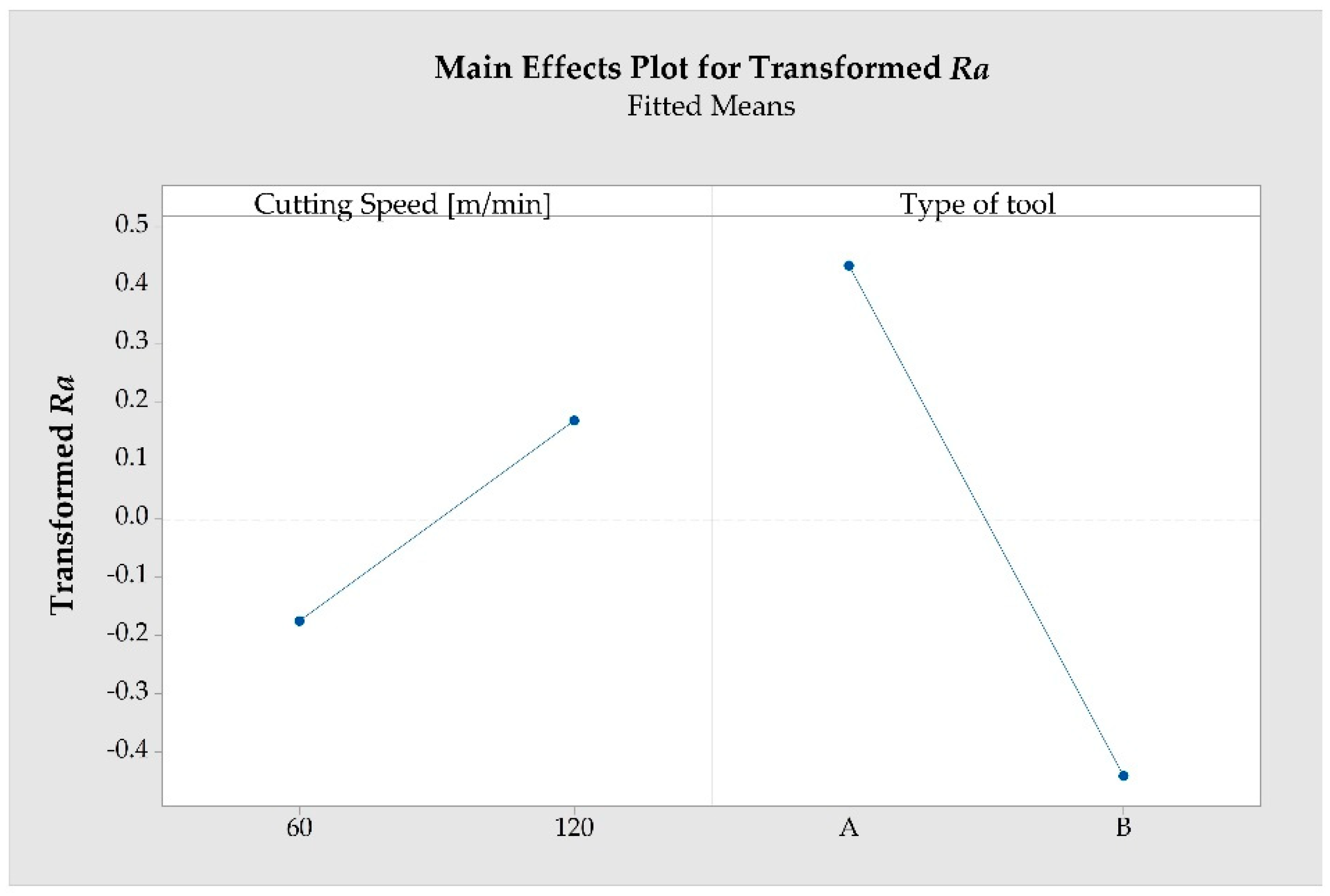
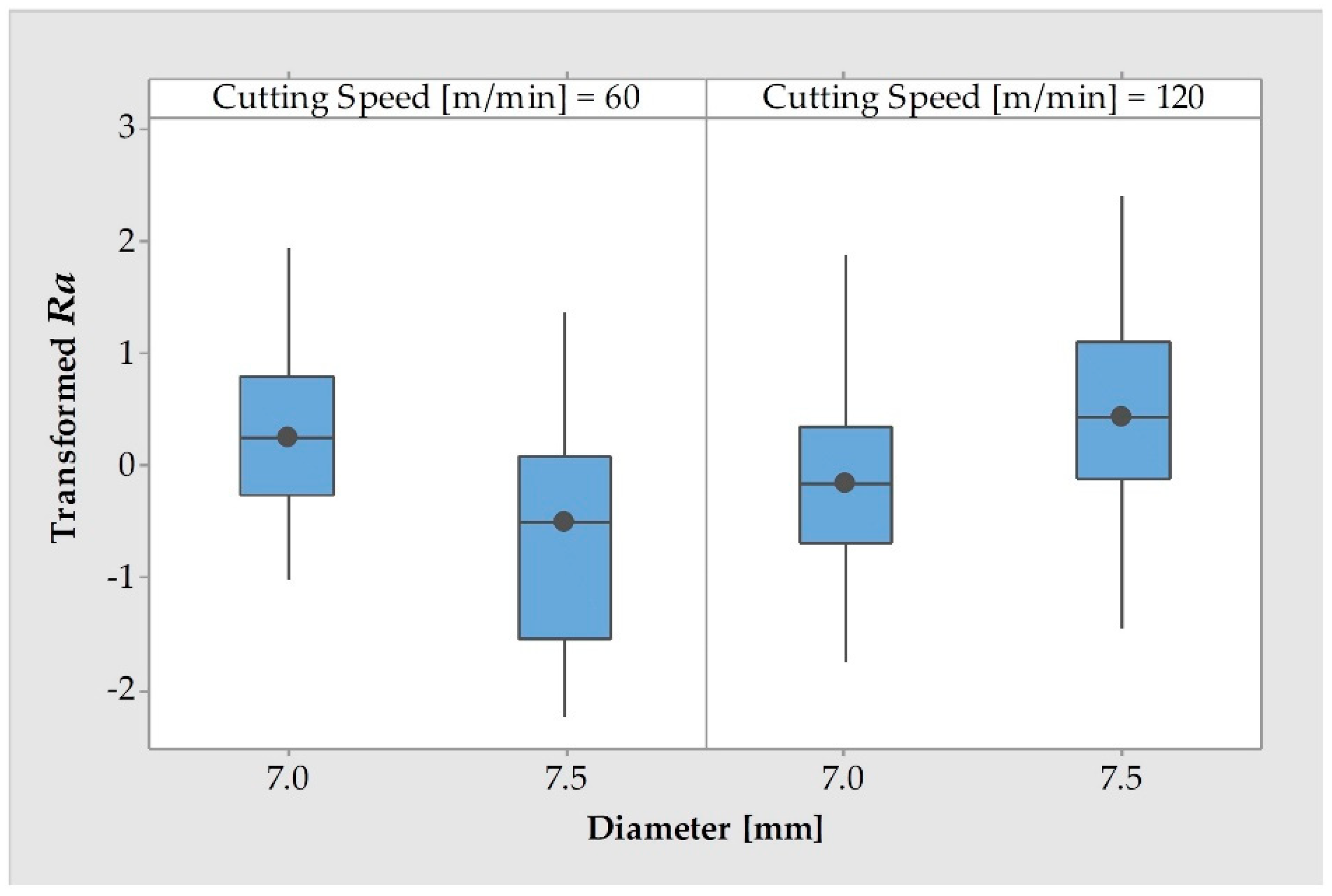
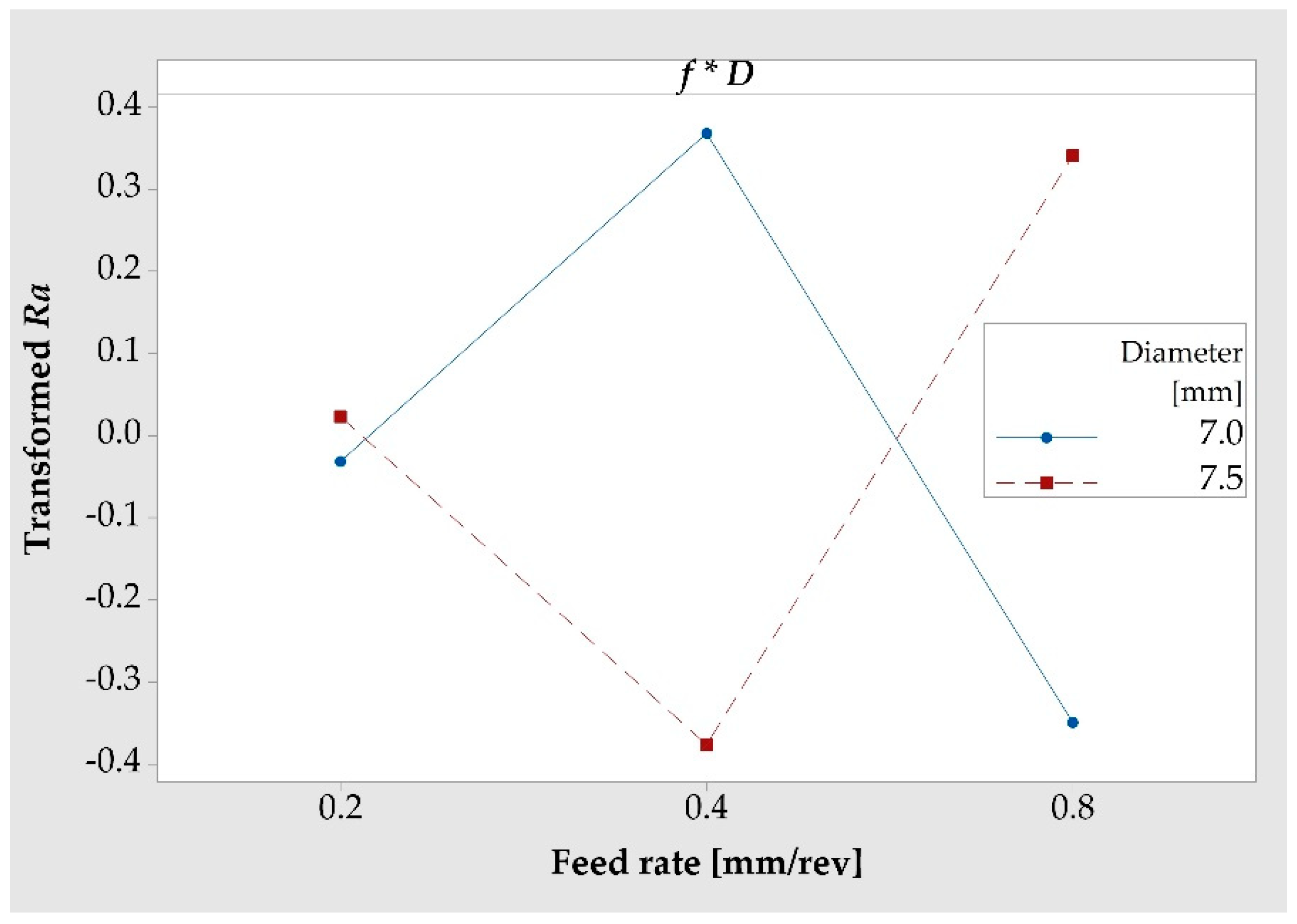
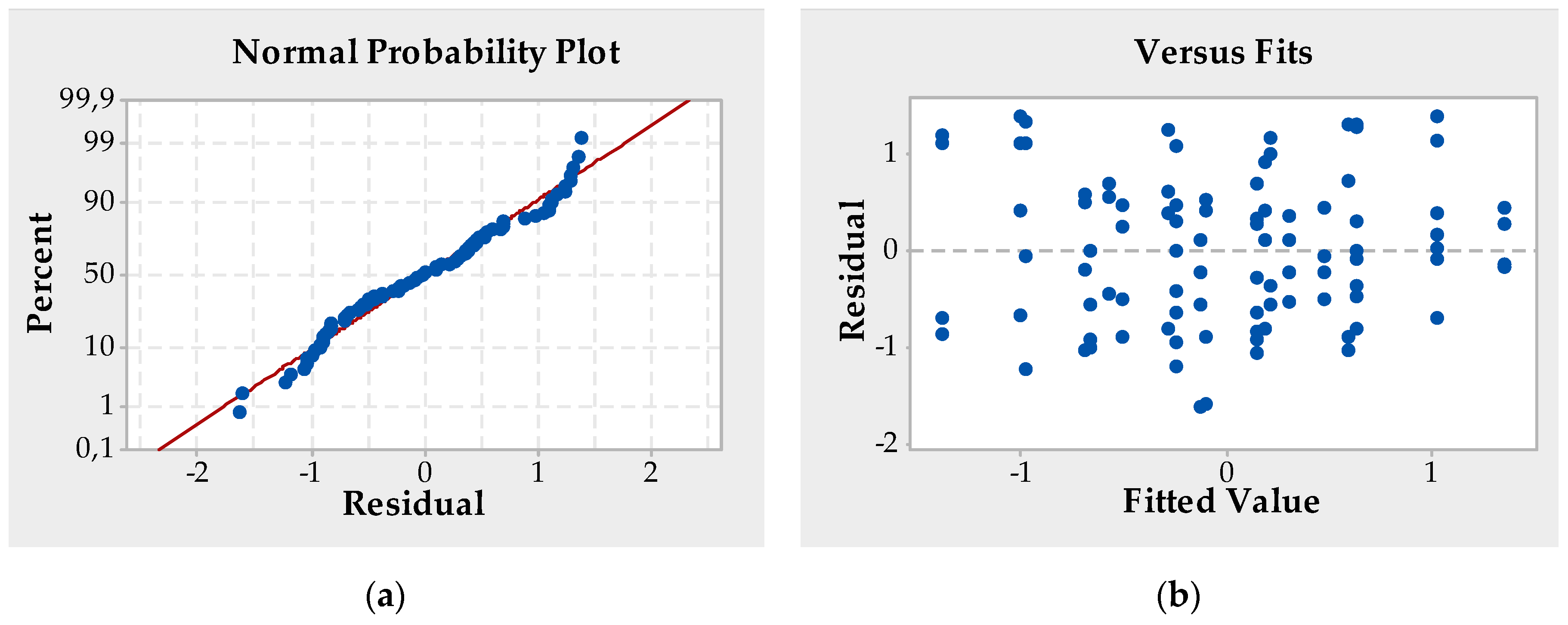
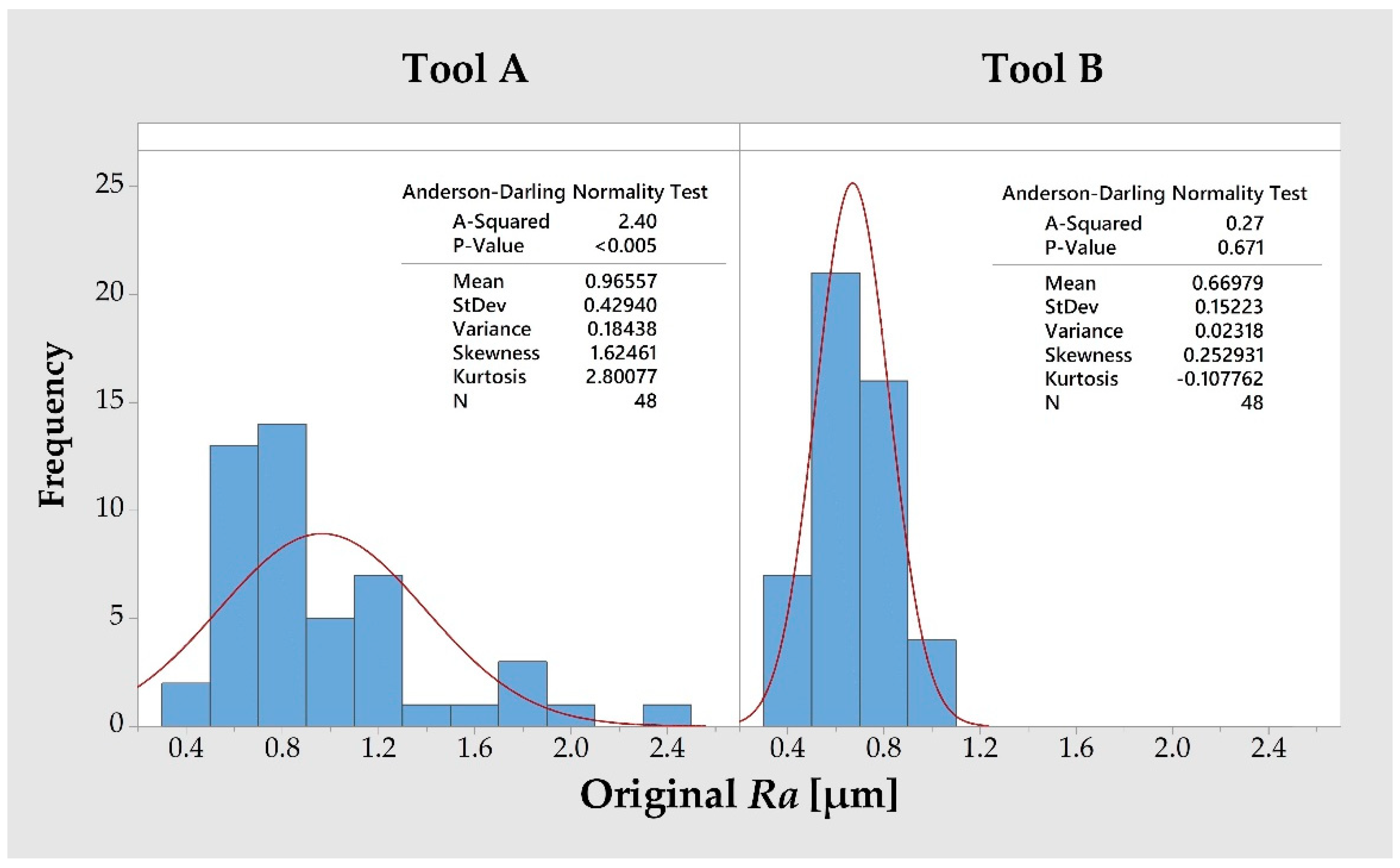
Before carrying out the statistical analysis, the assumption of normality was checked; an Anderson–Darling and Kolmogorov-Smirnov tests data were carried out, which was not overcome, hence a Johnson transformation was carried out. Once the normal data was obtained, the next step was the statistical analysis in order to study the influential factors and interactions on the surface quality measured by Ra. This analysis was performed by the ANOVA.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}