An Investigation of Non-Metallic Inclusions in Different Ferroalloys using Electrolytic Extraction


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Inclusions in FeV Alloys
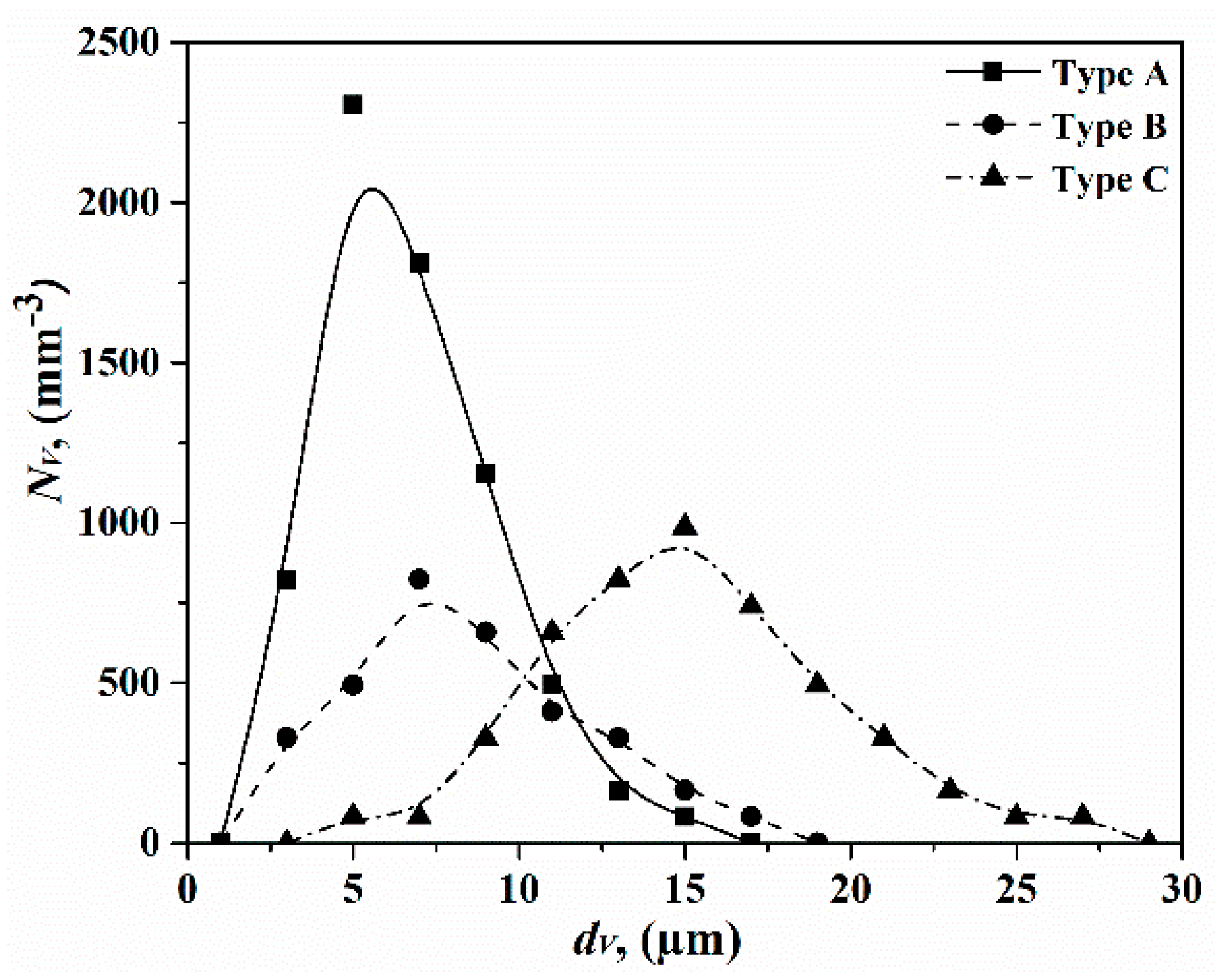
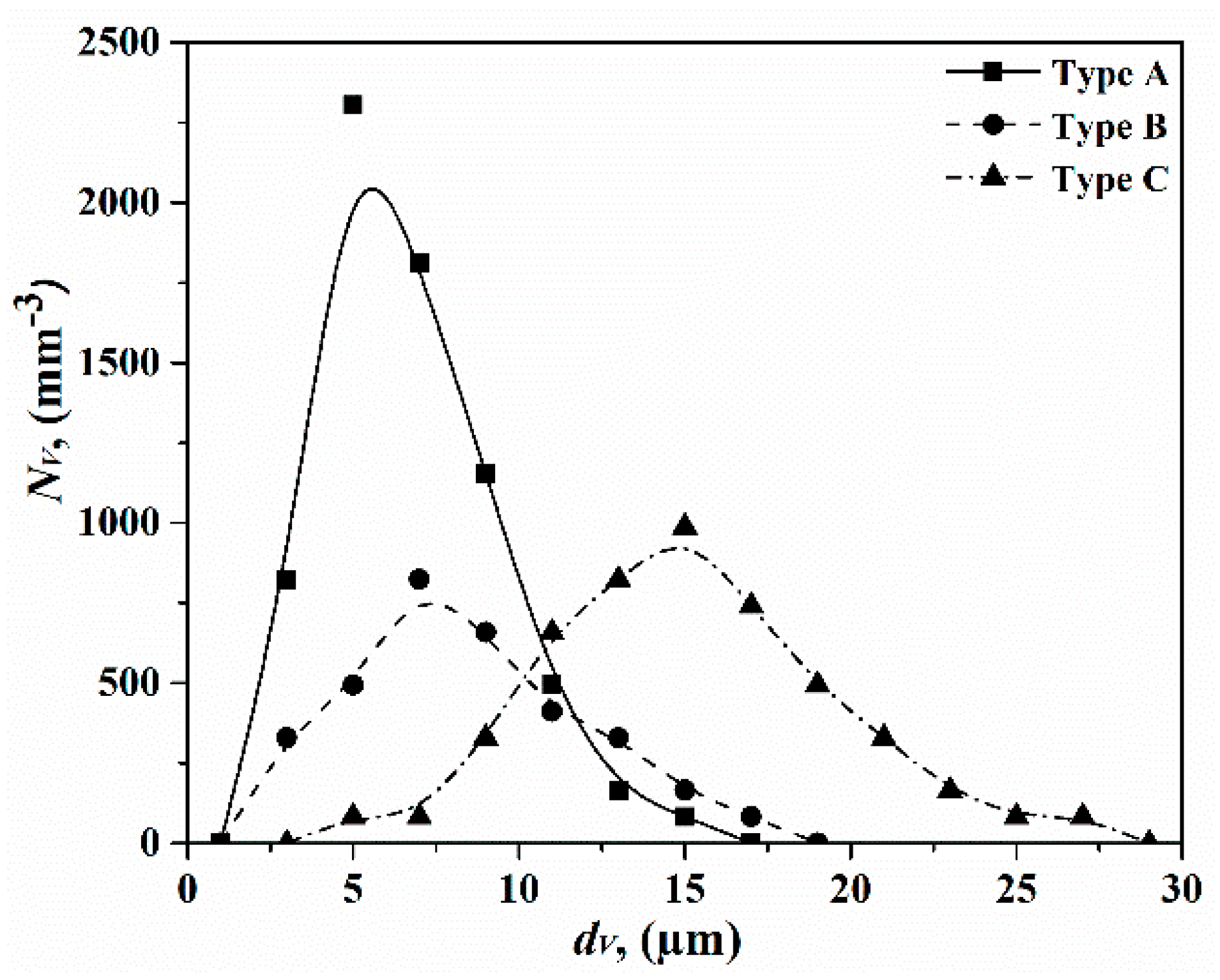
3.2. Inclusions in FeMo Alloys
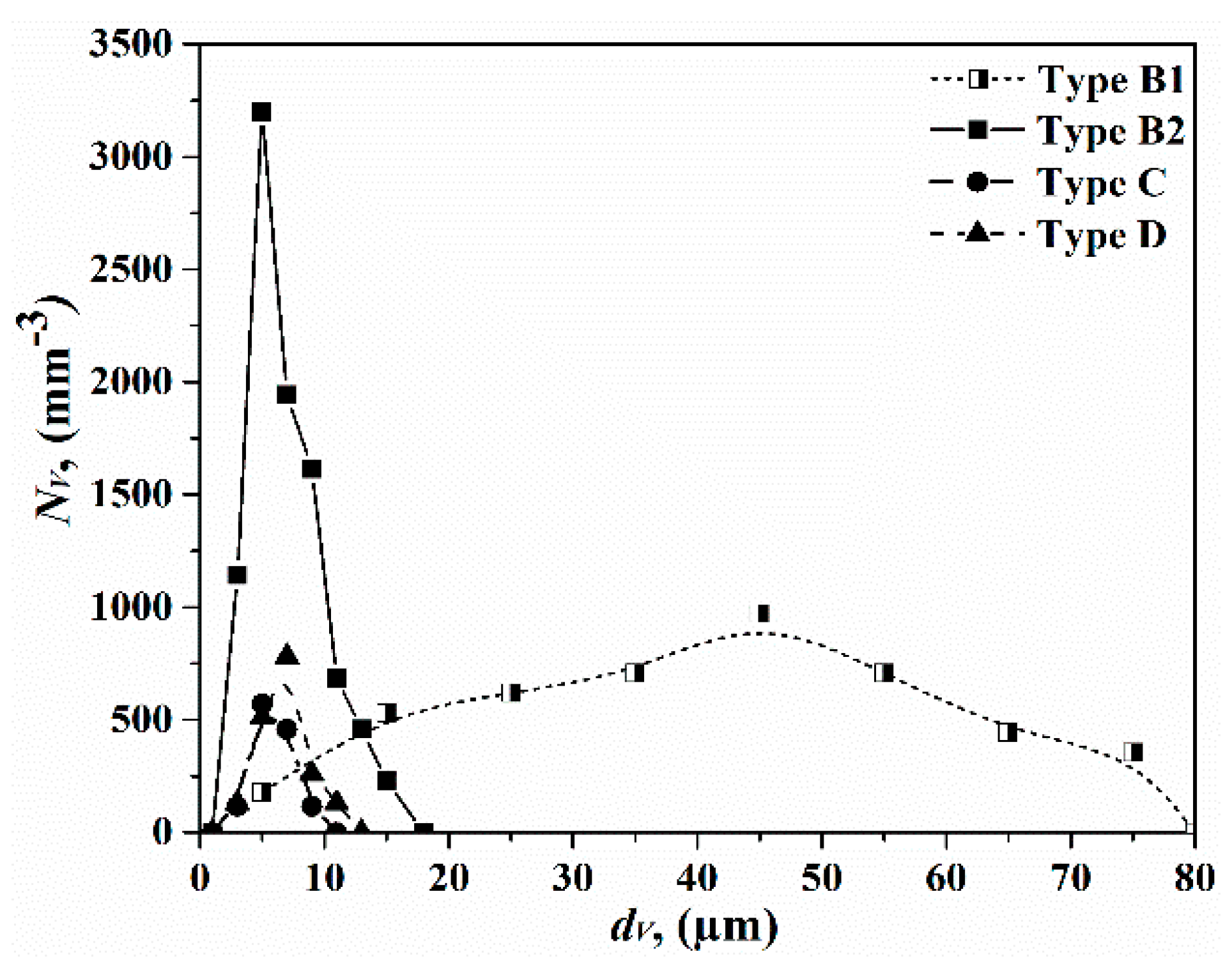
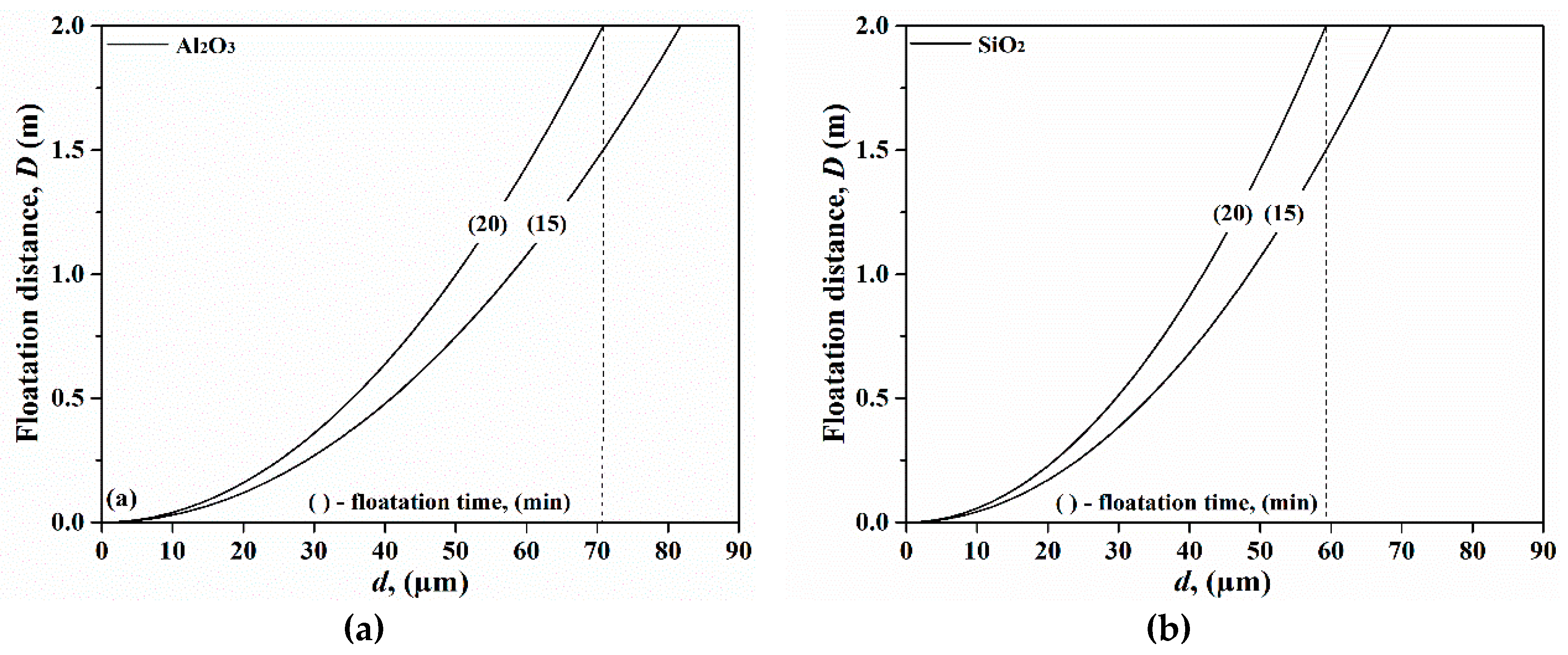
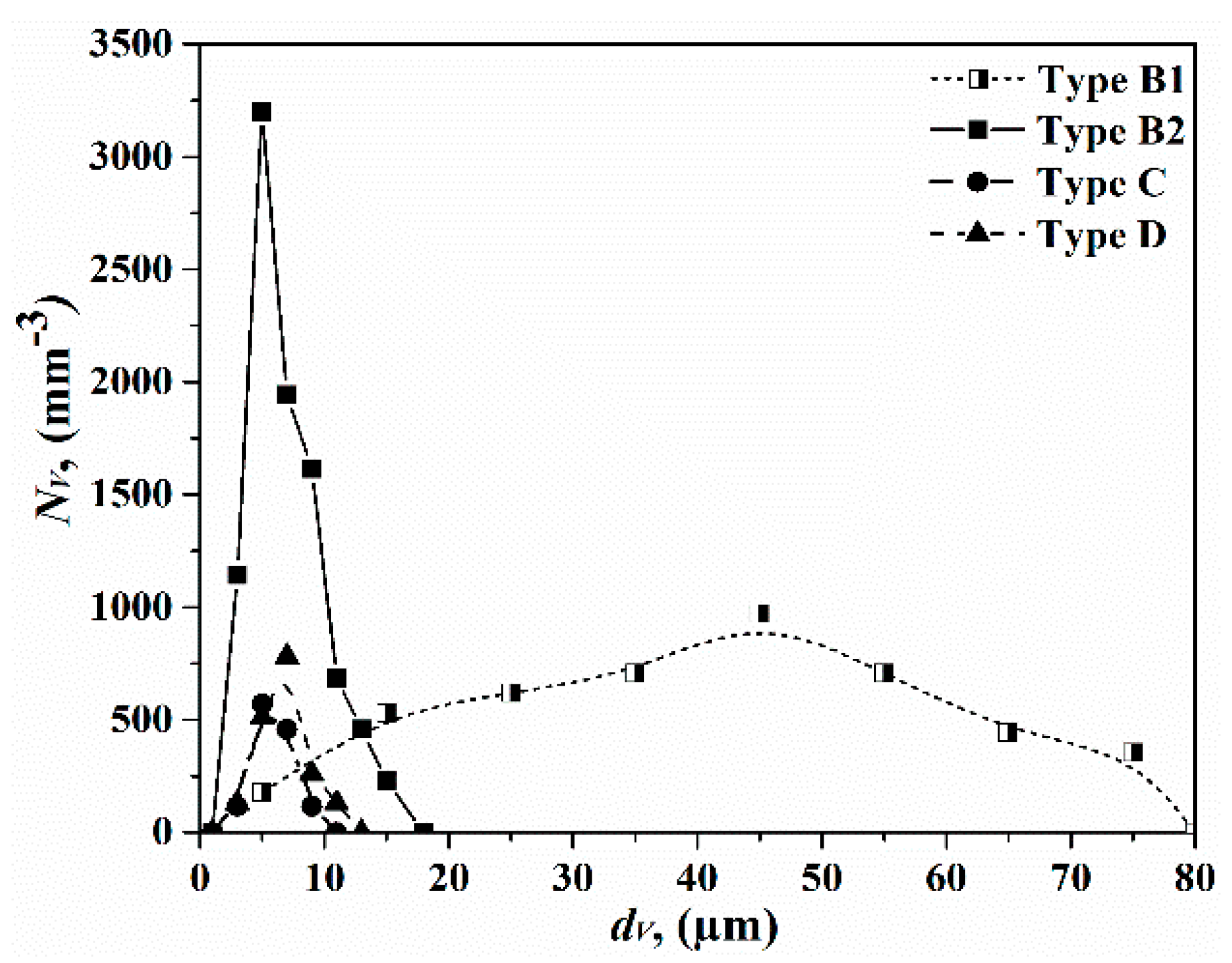
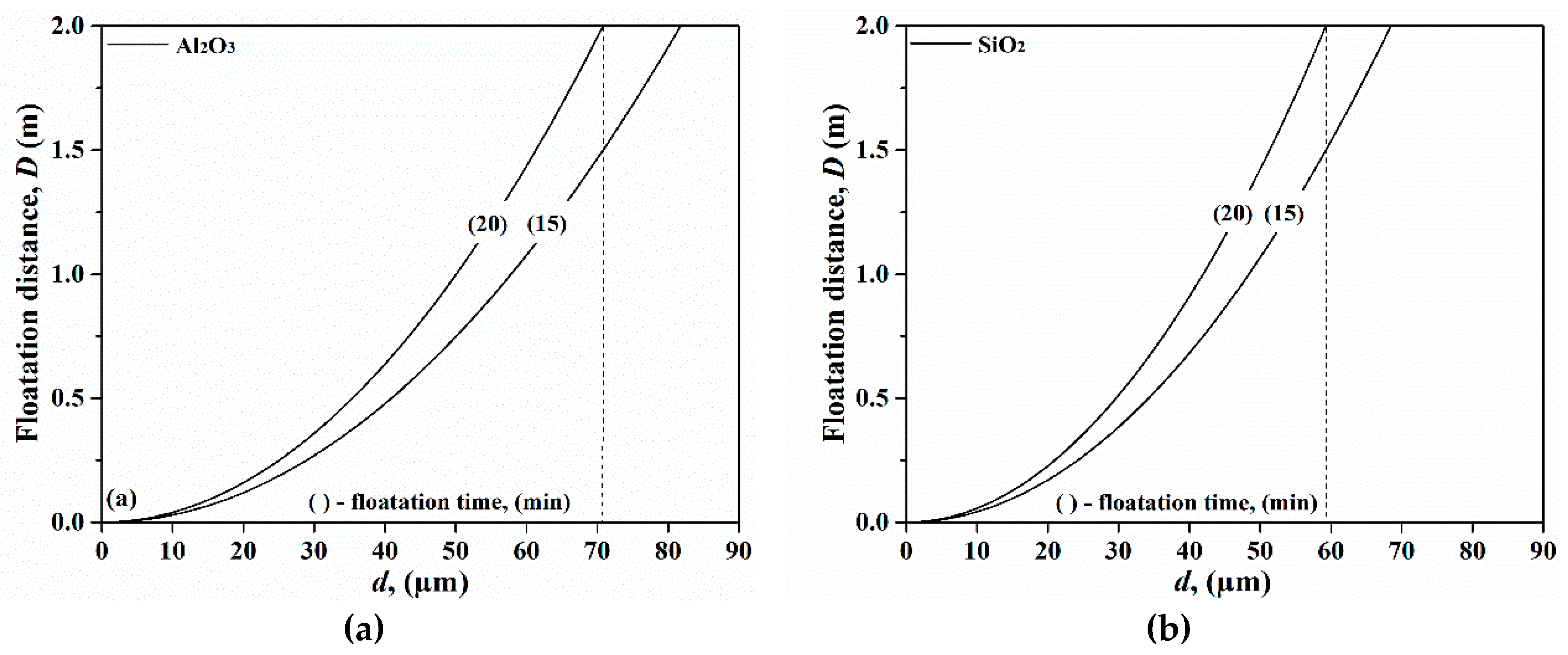
3.3. Inclusions in FeB Alloys
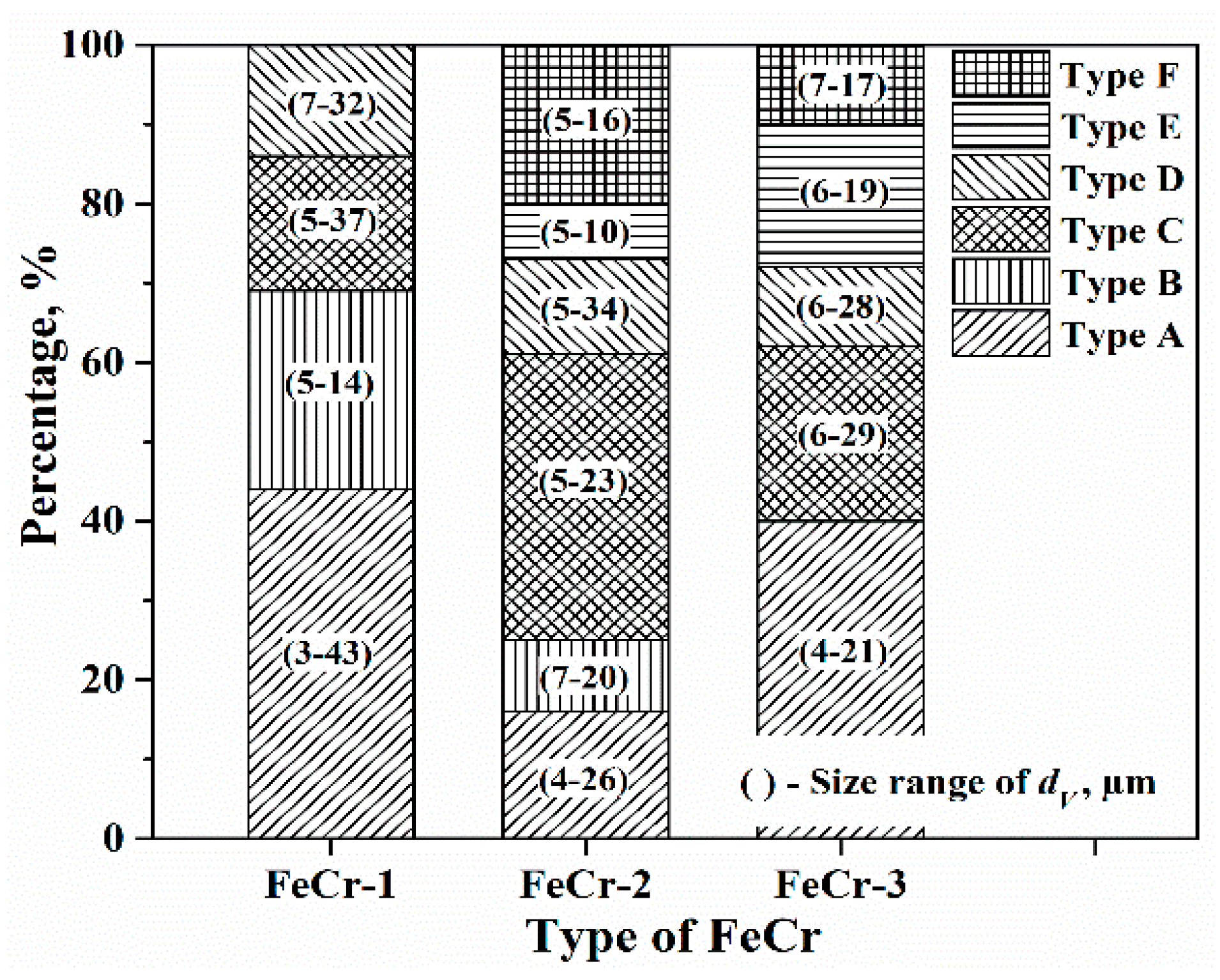
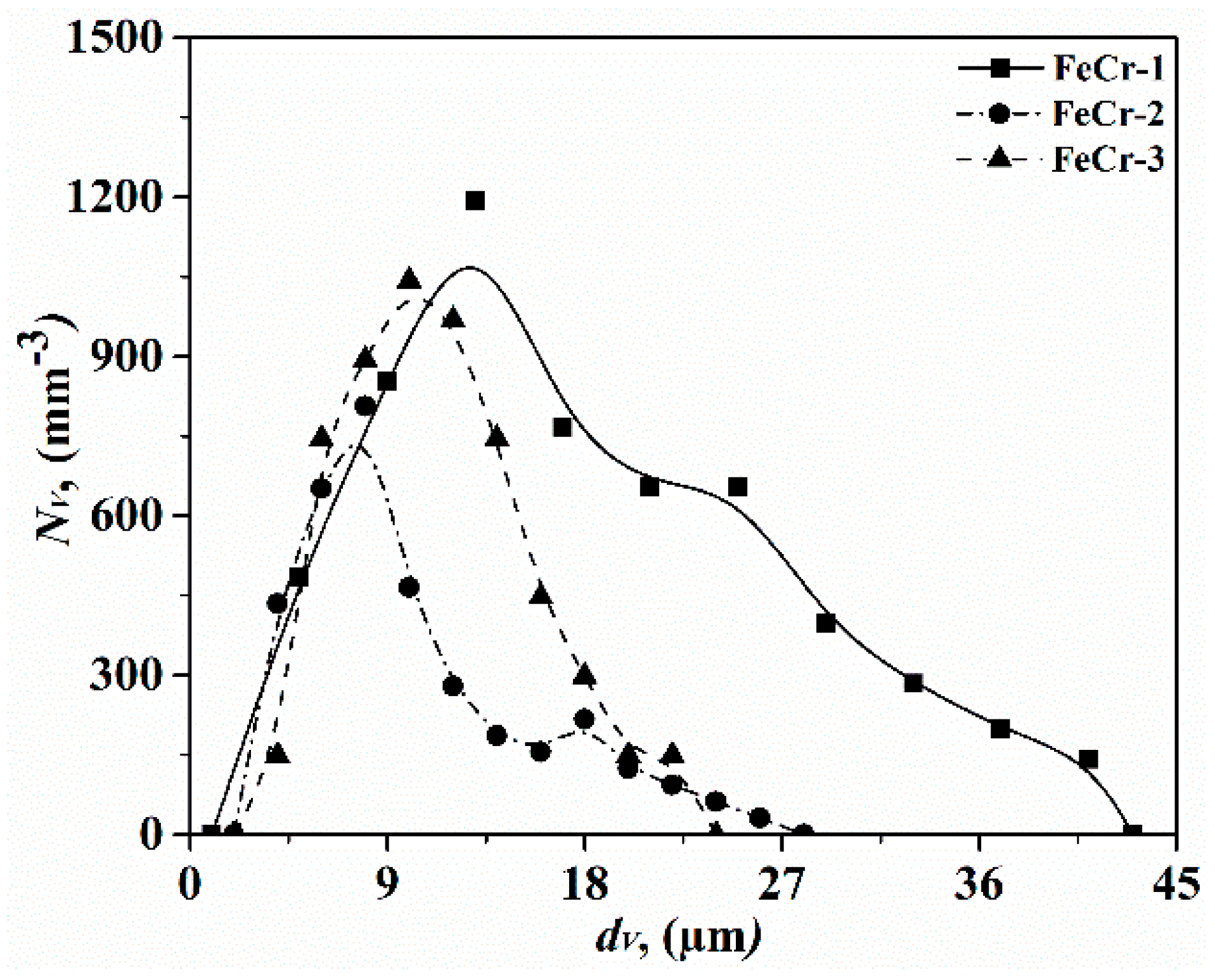
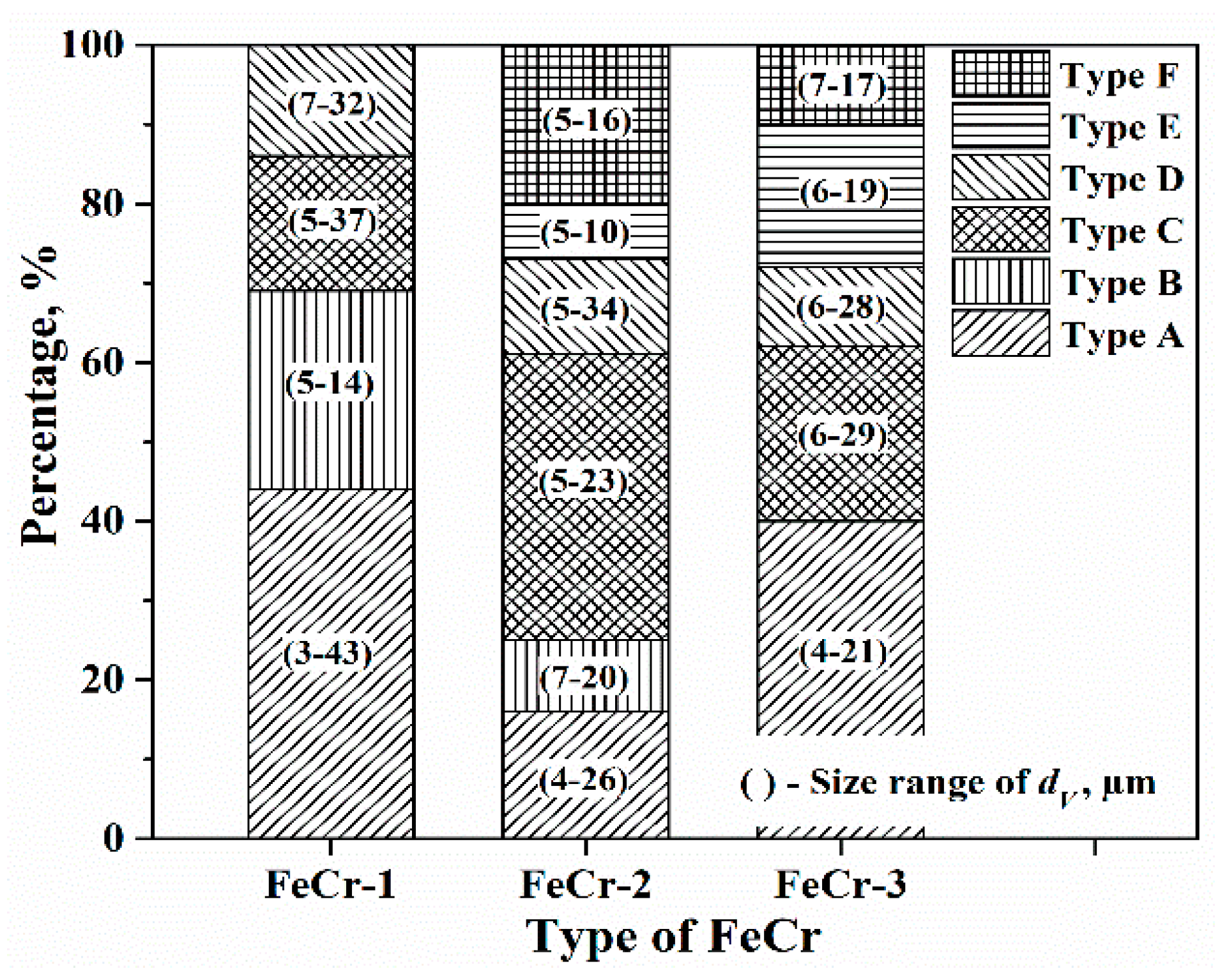
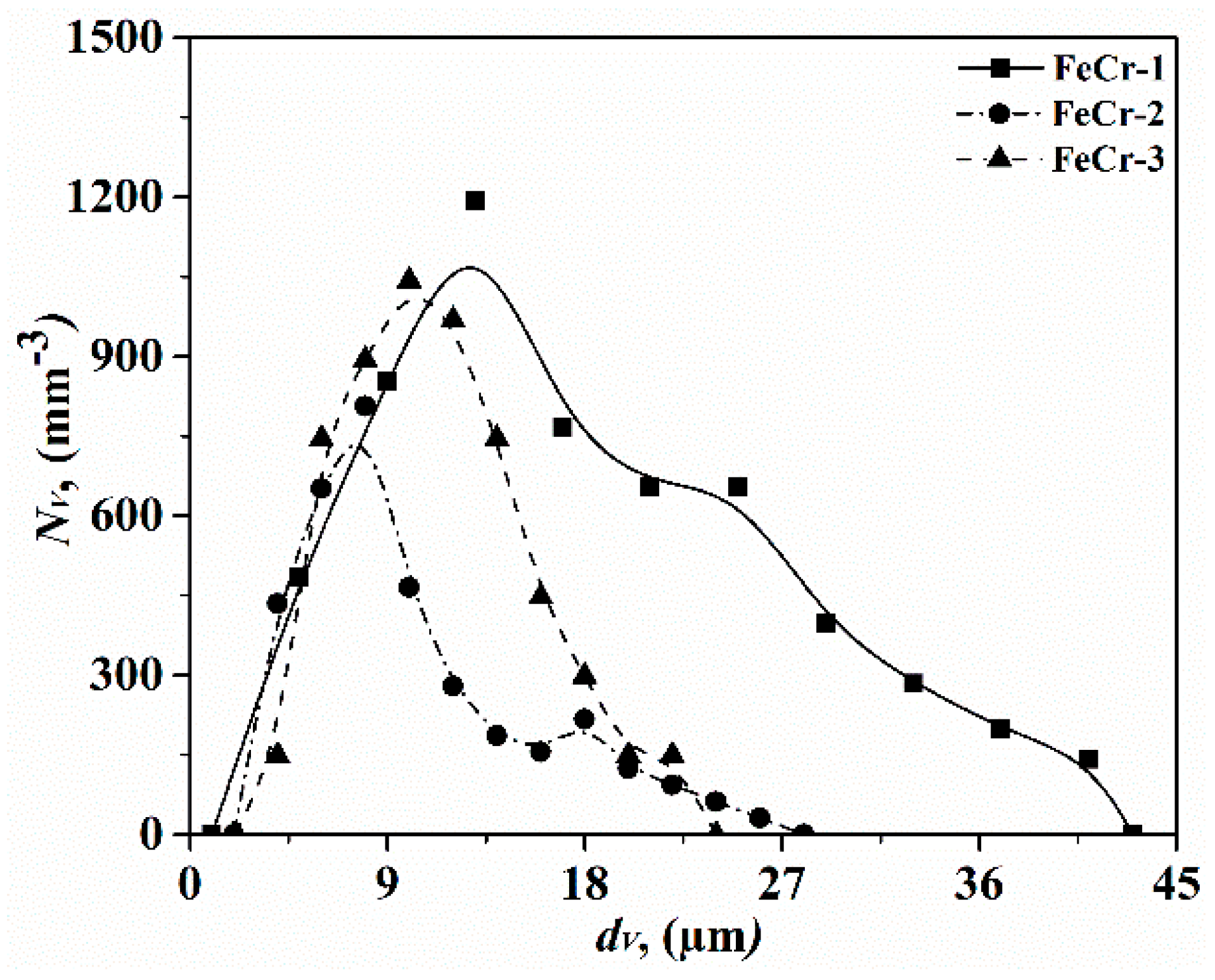
3.4. Inclusions in FeCr Alloys
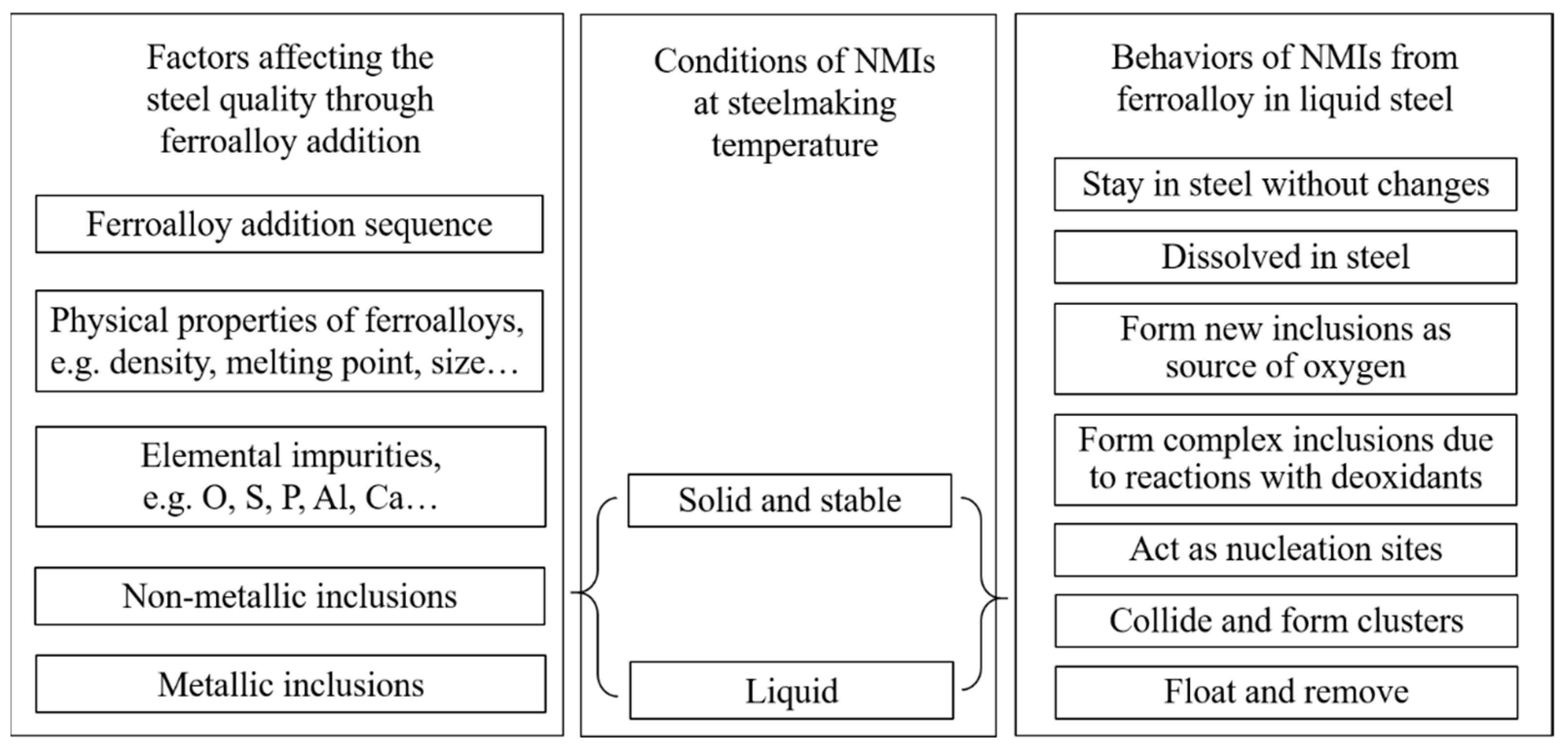
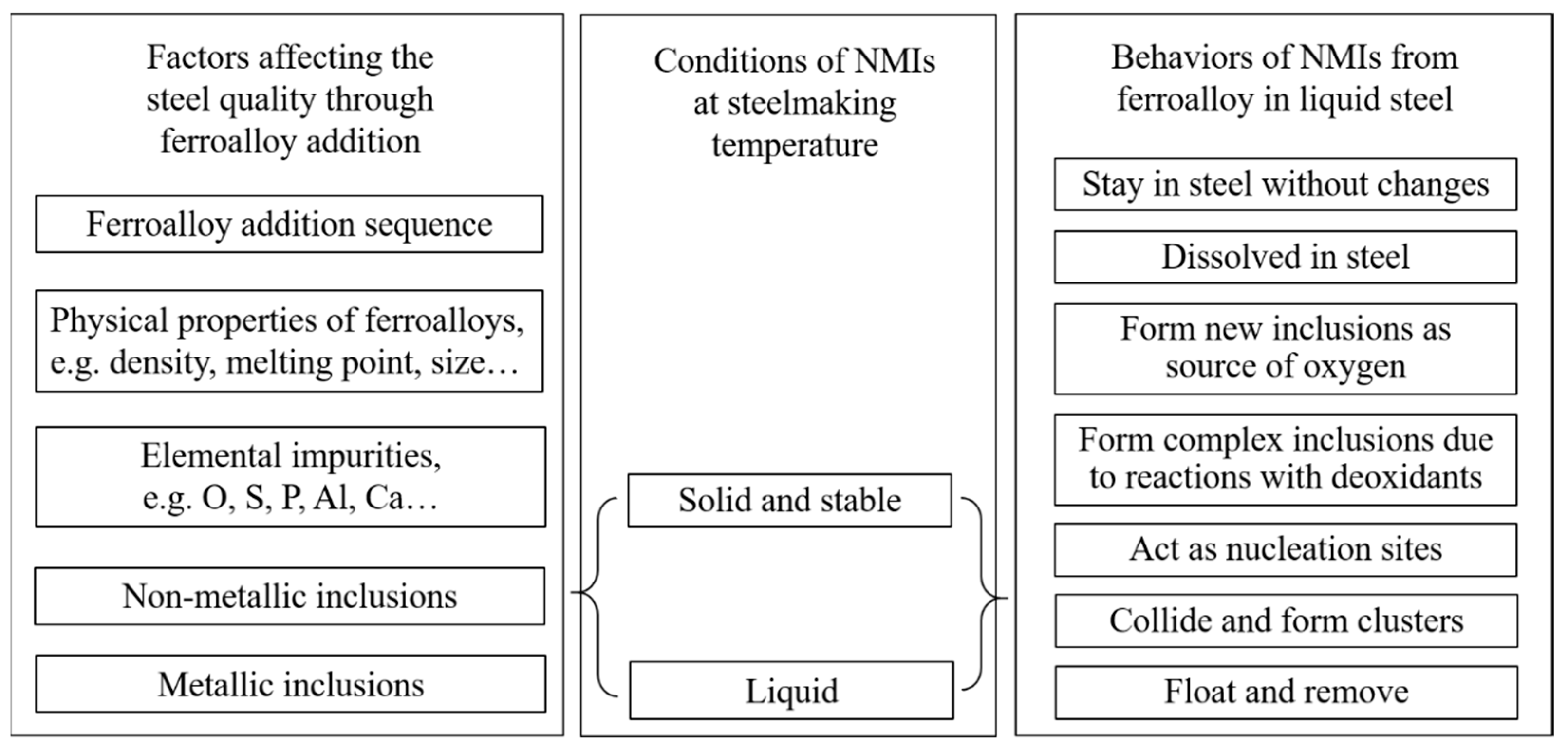
3.5. The Influence of Ferroalloy Addition on the Steel Quality
4. Conclusions
- (1)
- The EE method can successfully be applied to investigate the inclusion characteristics in ferroalloys (FeV, FeMo, FeB and FeCr).
- (2)
- The main inclusion types in FeV alloys are Al2O3 and vanadium carbides. Especially, pure Al2O3 and high Al2O3-containing inclusions are harmful to the final steel quality.
- (3)
- The main inclusion types in FeMo alloys are pure SiO2 inclusions. Especially, pure SiO2 and high SiO2-containing inclusions in FeMo alloys are harmful to the final steel quality.
- (4)
- The main inclusion types in FeB alloys are Al2O3 and SiO2-containing inclusions and both are harmful to the final steel quality.
- (5)
- The main inclusion types in FeCr alloys are Cr2O3-MnO and Al2O3-SiO2-CaO-MgO inclusions which are harmful to the final steel quality.
- (6)
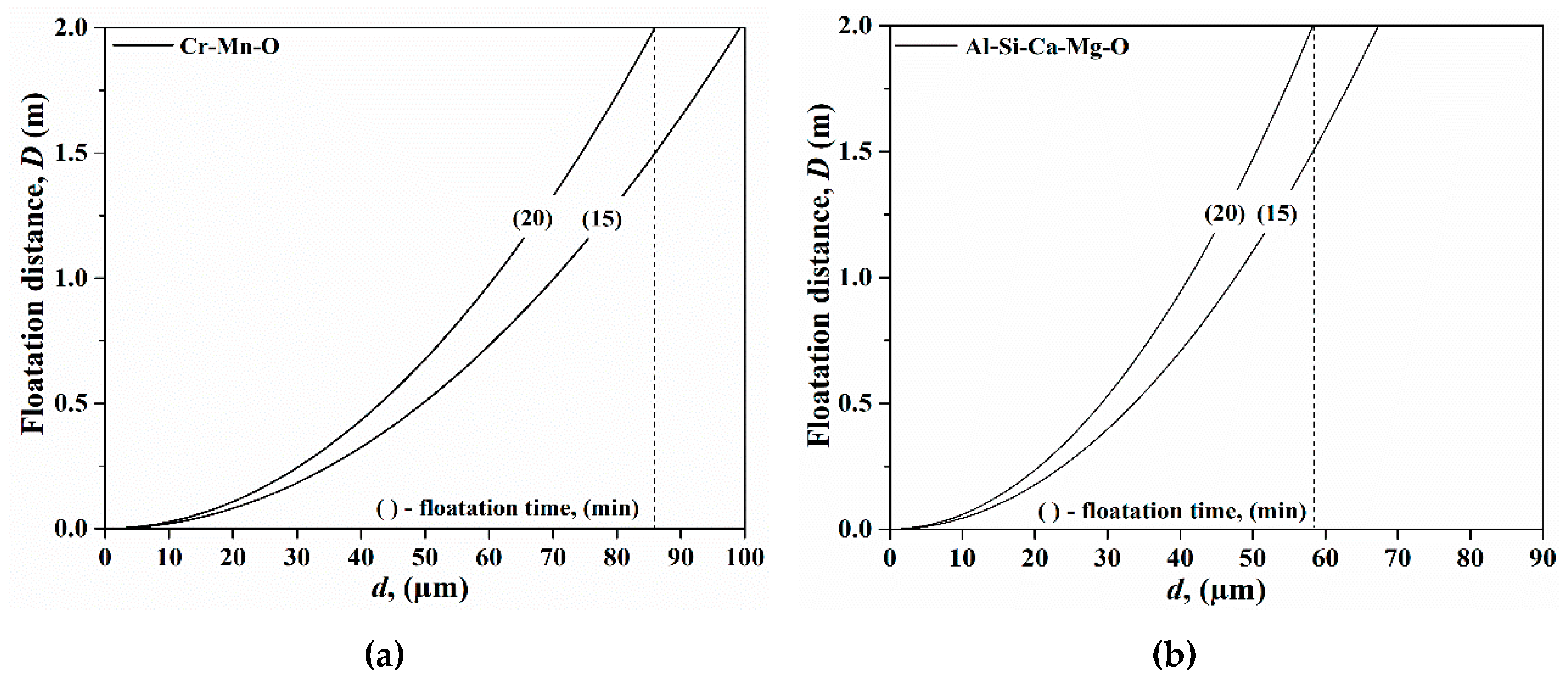
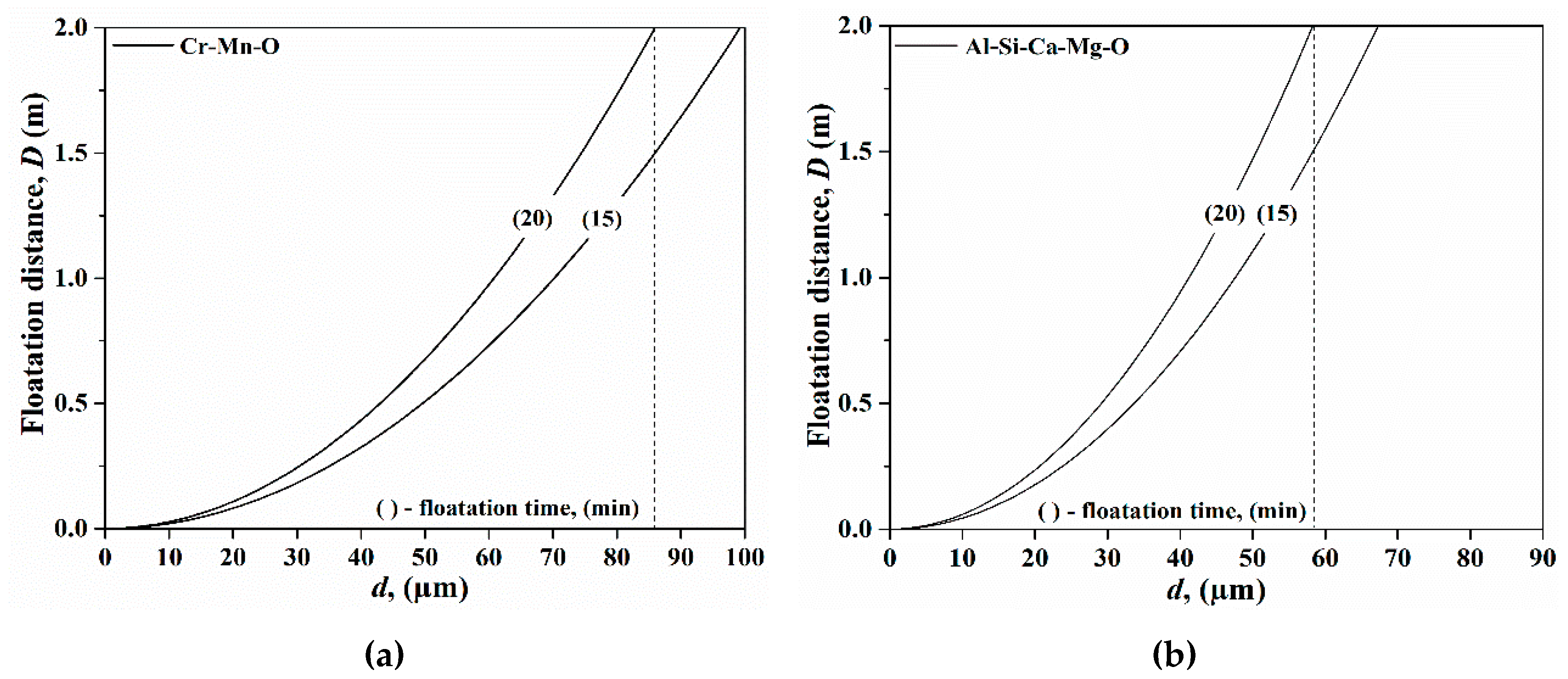
- The behavior of different inclusions after the additions of ferroalloys to the molten steel depends on the cleanliness of the ferroalloys as well as the specific steel grades and steelmaking conditions. Thus, optimizations need to be done for each steel grade.
Author Contributions
Funding
Conflicts of Interest
References
- Habashi, F. Handbook of Extractive Metallurgy; Wiley-VCH: New York, NY, USA, 1997. [Google Scholar]
- Bi, Y.; Karasev, A.; Jönsson, P.G. Three-dimensional investigations of inclusions in ferroalloys. Steel Res. Int. 2014, 85, 659–669. [Google Scholar] [CrossRef]
- Vorob’ev, Y.P. Quantitative phase analysis of exogenous nonmetallic inclusions in steel. Steel Transl. 2008, 38, 69–76. [Google Scholar] [CrossRef]
- Franklin, A.G.; Rule, G.; Widdowson, R. Trace elements in ferro-alloy deoxidants and their influence on non-metallic inclusion compositions. In Proceedings of the Vth International Congress on X-Ray Optics and Microanalysis, Tübingen, Germany, 9–14 September 1968; pp. 474–480. [Google Scholar]
- Pande, M.M.; Guo, M.; Guo, X.; Geysen, D.; Devisscher, S.; Blanpain, B.; Wollants, P. Ferroalloy quality and steel cleanliness. Ironmak. Steelmak. 2013, 37, 502–511. [Google Scholar] [CrossRef]
- Gasik, M.I.; Panchenko, A.I.; Salnikov, A.S. Ferroalloy quality for electric steelmaking with nonmetallic inclusion control. Metall. Min. Indus. 2011, 3, 1–9. [Google Scholar]
- Kaushik, P.; Pielet, H.; Yin, H. Inclusion characterisation—Tool for measurement of steel cleanliness and process control: Part 2. Ironmak. Steelmak. 2009, 36, 572–582. [Google Scholar] [CrossRef]
- Bi, Y.; Karasev, A.; Jönsson, P.G. Investigations of inclusions in ferrochromium alloys. Ironmak. Steelmak. 2014, 41, 756–762. [Google Scholar] [CrossRef]
- Sjöqvist, T.; Jönsson, P.G.; Grong, Ö. Inclusions in commercial low and medium carbon ferromanganese. Metall. Mater. Trans. A 2001, 32, 1049–1056. [Google Scholar] [CrossRef]
- Han, P.W.; Chu, S.J.; Mei, P.; Lin, Y.F. Oxide inclusions in ferromanganese and its influence on the quality of clean steels. J. Iron Steel Res. Int. 2014, 21, 23–27. [Google Scholar] [CrossRef]
- Zhuchkov, V.I.; Sychev, A.V.; Babenko, A.A.; Akberdin, A.A.; Kim, A.S. Search for new compositions of boron-containing ferroalloys, their application and development of appropriate production techniques. In Proceedings of the Fourteenth International Ferroalloys Congress, Kiev, Ukraine, 31 May–4 June 2015. [Google Scholar]
- Janis, D.; Inoue, R.; Karasev, A.; Jönsson, P.G. Application of different extraction methods for investigation of nonmetallic inclusions and clusters in steels and alloys. Adv. Mater. Sci. Eng. 2014, 7, 1–7. [Google Scholar] [CrossRef]
- Inoue, R.; Ueda, S.; Ariyama, T.; Suito, H. Extraction of nonmetallic inclusion particles containing MgO from steel. ISIJ Int. 2011, 51, 2050–2055. [Google Scholar] [CrossRef]
- Kellner, H.; Karasev, A.; Sundqvist, O.; Jönsson, P.G. Estimation of Non-Metallic Inclusions in Industrial Ni Based Alloys 825. Steel Res. Int. 2017, 88, 1600024. [Google Scholar] [CrossRef]
- Xuan, C.J.; Karasev, A.; Jönsson, P.G. Evaluation of agglomeration mechanisms of non-metallic inclusions and cluster characteristics produced by Ti/Al complex deoxidation in Fe-10mass% Ni alloy. ISIJ Int. 2016, 56, 1204–1209. [Google Scholar] [CrossRef]
- Lide, D.R. CRC Handbook of Chemistry and Physics, 86th ed.; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Pierre, V.; Karin, C. MnCr2O4 Crystal Structure: Datasheet from “Pauling File Multinaries Edition—2012” in Springer Materials; Springer: Heidelberg, Germany; Material Phases Data System (MPDS): Vitznau, Switzerland; National Institute for Materials Science (NIMS): Tsukuba, Japan, 2016. [Google Scholar]
- Eisenhüttenleute, V.D. Slag Atlas, 2nd ed.; Verlag Stahleisen GmbH: Düsseldorf, Germany, 1995; pp. 318–441. [Google Scholar]
- Gao, H.; Zhang, X.L.; Bai, R.G.; Zhong, Z.Y.; Tian, P. Application of different vanadium alloys in steel. In Proceedings of the International Conference on Computer Information Systems and Industrial Applications, Bangkok, Thailand, 28–29 June 2015. [Google Scholar]
- Swinbourne, D.R.; Richardson, T.; Cabalteja, F. Understanding ferrovanadium smelting through computational thermodynamics modeling. Min. Proc. Ext. Metall. 2016, 125, 45–55. [Google Scholar] [CrossRef]
- Ferroalloys & Alloying Additives Online Handbook-Vanadium. Available online: http://amg v.com/vanadiumpage.html (accessed on 8 April 2019).
- Gasik, M. Technology of Vanadium Ferroalloys. In Handbook of Ferroalloy; Elsevier: Amsterdam, Nederland, 2013; pp. 397–409. [Google Scholar]
- Herrera, M.; Castro, F.; Castro, M.; Méndez, M.; Solís, H.; Castellá, A.; Barbaro, M. Modification of Al2O3 inclusions in medium carbon aluminum killed steels by AlCaFe additions. Ironmak. Steelmak. 2013, 33, 45–51. [Google Scholar] [CrossRef]
- Zhang, L.F.; Thomas, B.G. State of the art in evaluation and control of steel cleanliness. ISIJ Int. 2003, 43, 271–291. [Google Scholar] [CrossRef]
- Coletti, B.; Blanpain, B.; Vantilt, S.; Sridhar, S. Observation of calcium aluminate inclusions at interfaces between Ca-treated, Al-killed steels and slags. Metall. Mater. Trans. B 2003, 34, 533–538. [Google Scholar] [CrossRef]
- Yin, H.B.; Shibata, H.; Emi, T.; Suzuki, M. Characteristics of agglomeration of various inclusion particles on molten steel surface. ISIJ Int. 1997, 37, 946–955. [Google Scholar] [CrossRef]
- Available online: https://www.imoa.info/molybdenum-uses/molybdenum-grade-alloy-steels-irons/heat-treatable-engineering-steel.php (accessed on 8 April 2019).
- Available online: https://www.imoa.info/molybdenum-uses/molybdenum-grade-stainless-steels/molybdenum-stainless-steels.php (accessed on 8 April 2019).
- Gasik, M. Technology of Molybdenum Ferroalloys. In Handbook of Ferroalloy; Elsevier: Amsterdam, Nederland, 2013; pp. 387–396. [Google Scholar]
- Available online: https://www.imoa.info/molybdenum-uses/molybdenum-grade-alloy-steels-irons/tool-high-speed-steel.php (accessed on 8 April 2019).
- Kong, J.H.; Zhen, L.; Guo, B.; Wang, A.H.; Xie, C.S. Influence of Mo content on microstructure and mechanical properties of high strength pipeline steel. Mater. Des. 2004, 25, 723–728. [Google Scholar]
- Lindborg, U.; Torssell, K. A collision model for the growth and separation of deoxidation products. Trans. Metall. Soc. AIME 1968, 242, 94–102. [Google Scholar]
- Kiessling, R.; Lange, N. Non-Metallic Inclusions in Steel: Part 1: Inclusions Belonging to the Pseudo-Ternary MnO-SiO2-Al2O3 and Related System; The Metals Society: London, UK, 1968; pp. 17–25. [Google Scholar]
- Mao, H.H.; Fabrichnaya, O.; Selleby, M.; Sundman, B. Thermodynamic assessment of the MgO-Al2O3–SiO2 system. J. Mater. Res. 2005, 20, 975–986. [Google Scholar] [CrossRef]
- Wijk, O.; Brabie, V. The purity of ferrosilicon and its influence on inclusion cleanliness of steel. ISIJ Int. 1996, 36, 132–135. [Google Scholar] [CrossRef]
- Reddy, R.G.; Chaubal, P.; Pistorius, P.C.; Pal, U. Advances in Molten Slags, Fluxes, and Salts. In Proceedings of the 10th International Conference on Molten Slags, Fluxes and Salts, Washington, DC, USA, 22–25 May 2016. [Google Scholar]
- Bardelcik, A.; Salisbury, C.P.; Winkler, S.; Wells, M.A.; Worswick, M.J. Effect of cooling rate on the high strain rate properties of boron steel. Int. J. Impact Eng. 2010, 37, 694–702. [Google Scholar] [CrossRef]
- Kapadia, B.M. Effect of boron additions on the toughness of heat-treated low-alloy steels. J. Heat Treat. 1987, 5, 41–53. [Google Scholar] [CrossRef]
- Ghali, S.N.; Elfaramawy, H.S.; Eissa, M.M. Influence of boron additions on mechanical properties of carbon steel. J. Miner. Mater. Char. Eng. 2012, 11, 995–999. [Google Scholar] [CrossRef]
- Zhuchkov, V.I.; Akberdin, A.A.; Vatolin, N.A.; Leont’ev, L.I.; Zayakin, O.V.; Kim, A.S.; Konurov, U.K. Application of boron-containing materials in metallurgy. Russ. Metall. 2011, 12, 1134–1137. [Google Scholar] [CrossRef]
- Titova, T.I.; Shulgan, N.A.; Malykhina, I.Y. Effect of boron microalloying on the structure and hardenability of building steel. Met. Sci. Heat Treat. 2007, 49, 39–44. [Google Scholar] [CrossRef]
- Polyakov, O. Boron Ferroalloys. In Handbook of Ferroalloy; Elsevier: Amsterdam, Nederland, 2013; pp. 449–457. [Google Scholar]
- Manashev, I.R.; Shatokhin, I.M.; Ziatdinov, M.K.; Bigeev, V.A. Microalloying of steel with boron and the development of ferrotitanium boride. Steel Transl. 2010, 39, 896–900. [Google Scholar] [CrossRef]
- Mohrbacher, H. Principal Effects of Mo in HSLA Steels and Cross Effects with Microalloying Elements; International Seminar in Applications of Mo in Steels: Beijing, China, 2010. [Google Scholar]
- Ferroalloys and Alloying Additives Online Handbook-Boron. Available online: https://amg-v.com/boronpage.html (accessed on 8 April 2019).
- Zhang, L.F.; Taniguchi, S.; Cai, K.K. Fluid flow and inclusion removal in continuous casting tundish. Metall. Mater. Trans. B 2000, 31, 253–266. [Google Scholar] [CrossRef]
- Zhang, L.F.; Pluschkell, W. Nucleation and growth kinetics of inclusions during liquid steel deoxidation. Ironmak. Steelmak. 2003, 30, 106–110. [Google Scholar] [CrossRef]
- Brimacombe, J.K.; Kumar, S.; Hlady, C.O.; Samarasekera, I.V. The continuous casting of stainless steels. In INFACON 6, Proceedings of the 1st International Chromium Steel and Alloys Congress, Cape Town, South Africa, 8–11 March 1992; South African Inst. of Mining and Metallurgy: Johannesburg, South Africa, 1992; pp. 7–23. [Google Scholar]
- Weise, J.; Lehmhus, D.; Baumeister, J.; Kun, R.; Bayoumi, M.; Busse, M. Production and properties of 316L stainless steel cellular materials and syntactic foams. Steel Res. Int. 2014, 85, 486–497. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | V | Mo | B | Cr | Al | Mn | Si | Ca | Mg | C | S | P | O |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| FeV | 80.4 | - | - | - | 3 | - | 1.2 | 0.25 | 0.040 | 0.201 | 0.021 | 0.018 | 0.714 |
| FeMo | - | 66.4 | - | - | 0.01 | <0.01 | 0.1 | <0.01 | 0.010 | 0.008 | 0.053 | 0.040 | 0.326 |
| FeB | - | - | 20 | - | <3 | - | 2 | - | - | 0.050 | 0.010 | 0.015 | 0.050 |
| FeCr-1 | - | - | - | 71.8 | 0.05 | 0.25 | 0.41 | 0.04 | 0.006 | 0.025 | 0.002 | 0.009 | 0.078 |
| Type | Type A1 | Type A2 | Type B1 | Type B2 |
| Typical photo |  | 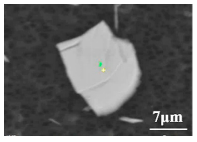 | 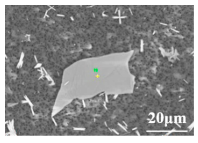 | 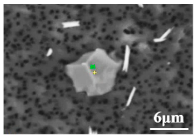 |
| Lmax (μm) | 299 | 21 | 159 | 20 |
| Size range, dV (μm) | 2–166 | 7–18 | 9–77 | 3–18 |
| Average dV (μm) | 50.4 ± 28.2 | 10.6 ± 2.7 | 40.6 ± 18.2 | 6.9 ± 1.7 |
| Composition (mass %) | ∽100% VC | ∽100% VC | ∽100% Al2O3 | ∽100% Al2O3 |
| Frequency (%) | nc * | nc * | 25 | 51 |
| Type | Type C | Type D | Type E | Type F |
| Typical photo | 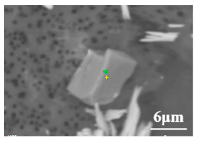 | 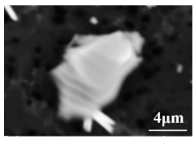 | 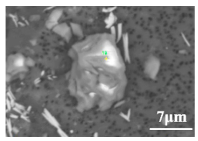 |  |
| Lmax (μm) | 17 | 15 | 26 | 38 |
| Size range dV (μm) | 3–12 | 3–13 | 5–22 | 10–32 |
| Average dV (μm) | 5.9 ± 1.6 | 6.7 ± 2.1 | 13.4 ± 3.7 | 21.6 ± 4.3 |
| Composition (mass %) | 81–92% Al2O3 8–19% CaO | 73–88% Al2O3 12–27% MgO | ∽100% SiO2 | 45–50% Al2O3 50–55% SiO2 |
| Frequency (%) | 7 | 10 | 5 | 2 |
| Type | Type A | Type B | Type C | Type D |
|---|---|---|---|---|
| Typical photo |  | 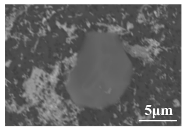 | 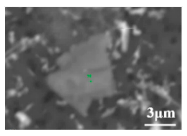 |  |
| Lmax (μm) | 53 | 22 | 25 | 18 |
| Size range dV (μm) | 5–45 | 4–15 | 6–24 | 9–16 |
| Average dV (μm) | 14.3 ± 4.3 | 9.7 ± 3.1 | 11.3 ± 4.3 | 12.1 ± 1.8 |
| Composition (mass %) | ∽100% SiO2 | 71–83% SiO2 15–23% Al2O3 2–6% MgO | 73–77% SiO2 23–27% Al2O3 | 63–65% SiO2 35–37% MgO |
| Frequency (%) | 54 | 21 | 17 | 8 |
| Type | Type A | Type B | Type C | Type D |
|---|---|---|---|---|
| Typical photo | 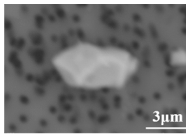 | 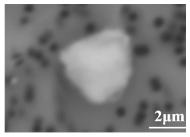 | 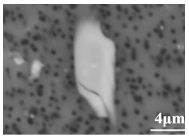 | 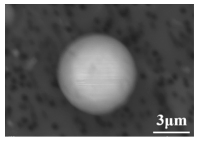 |
| Lmax, (μm) | 18 | 26 | 33 | 14 |
| Size range dV (μm) | 3–15 | 3–20 | 4–28 | 5–13 |
| Average dV (μm) | 6.1 ± 1.9 | 9.3 ± 3.8 | 16.2 ± 4.8 | 8.3 ± 1.3 |
| Composition (mass %) | ∽100% Al2O3 | 52–79% SiO2 21–48% Al2O3 | 93–99% SiO2 1–7% Al2O3 | ∽100% FeO |
| Frequency (%) | 41 | 19 | 26 | 14 |
| Type | Type A | Type B | Type C |
| Typical photo | 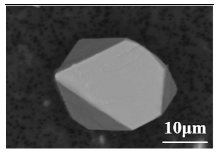 |  |  |
| Lmax (μm) | 60 | 22 | 45 |
| Size range dV (μm) | 3–43 | 5–20 | 5–37 |
| Composition (mass %) | 70–78% Cr2O3 22–30% MnO | ∽100% Al2O3 | 35–44% Al2O3 32–41% SiO2 11–15%CaO 2–6% MgO |
| Frequency (%) | 16–44 | 9–25 | 17–36 |
| Type | Type D | Type E | Type F |
| Typical photo | 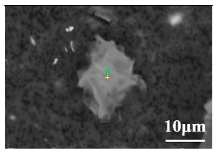 | 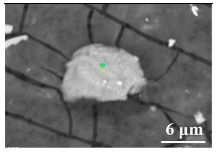 | 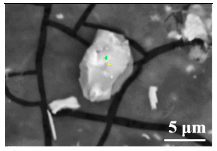 |
| Lmax (μm) | 37 | 20 | 21 |
| Size range dV (μm) | 5–34 | 5–19 | 5–17 |
| Composition (mass %) | ∽100% Cr2O3 | 44–56% Cr2O3 33–46% SiO2 5–8% MnO 1–3% Al2O3 | 51–76% Cr2O3 18–27% MgO 6–26% Al2O3 |
| Frequency (%) | 10–14 | 7–18 | 10–20 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Karasev, A.; Jönsson, P.G. An Investigation of Non-Metallic Inclusions in Different Ferroalloys using Electrolytic Extraction. Metals 2019, 9, 687. https://doi.org/10.3390/met9060687
Wang Y, Karasev A, Jönsson PG. An Investigation of Non-Metallic Inclusions in Different Ferroalloys using Electrolytic Extraction. Metals. 2019; 9(6):687. https://doi.org/10.3390/met9060687
Chicago/Turabian StyleWang, Yong, Andrey Karasev, and Pär G. Jönsson. 2019. "An Investigation of Non-Metallic Inclusions in Different Ferroalloys using Electrolytic Extraction" Metals 9, no. 6: 687. https://doi.org/10.3390/met9060687
APA StyleWang, Y., Karasev, A., & Jönsson, P. G. (2019). An Investigation of Non-Metallic Inclusions in Different Ferroalloys using Electrolytic Extraction. Metals, 9(6), 687. https://doi.org/10.3390/met9060687