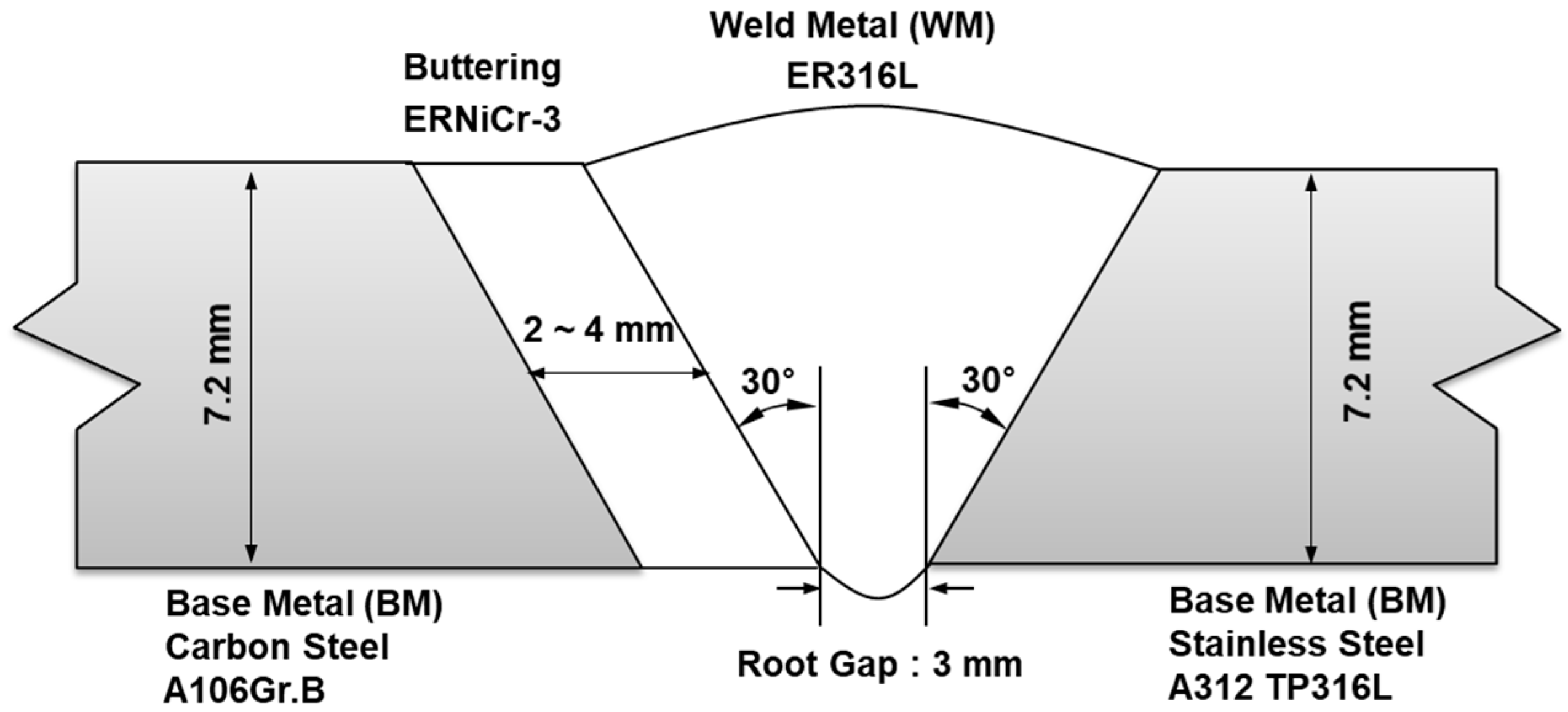
A Hot Cracking on Dissimilar Metal Weld between A106Gr.B and A312 TP316L with Buttering ERNiCr-3


Abstract
:1. Introduction
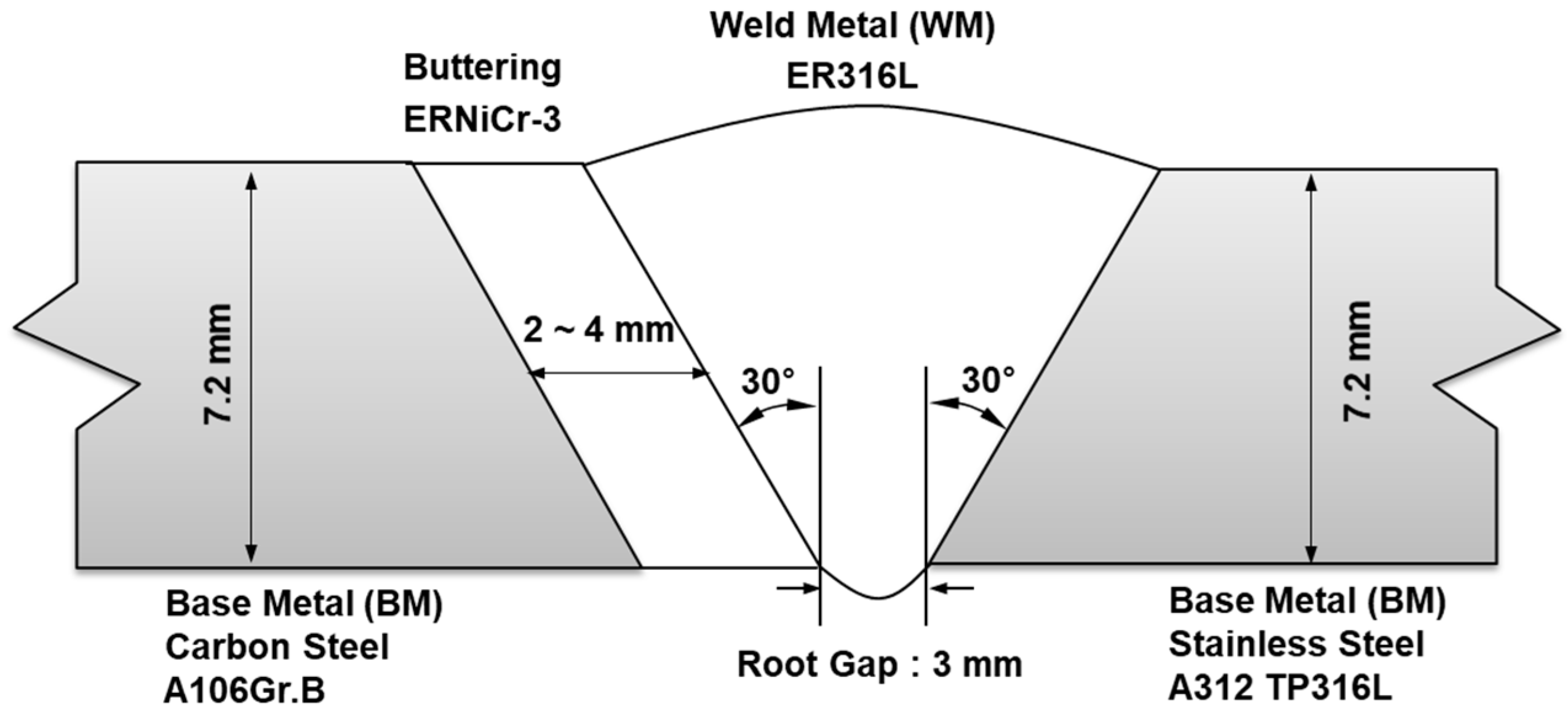
2. Experimental Procedures
3. Results
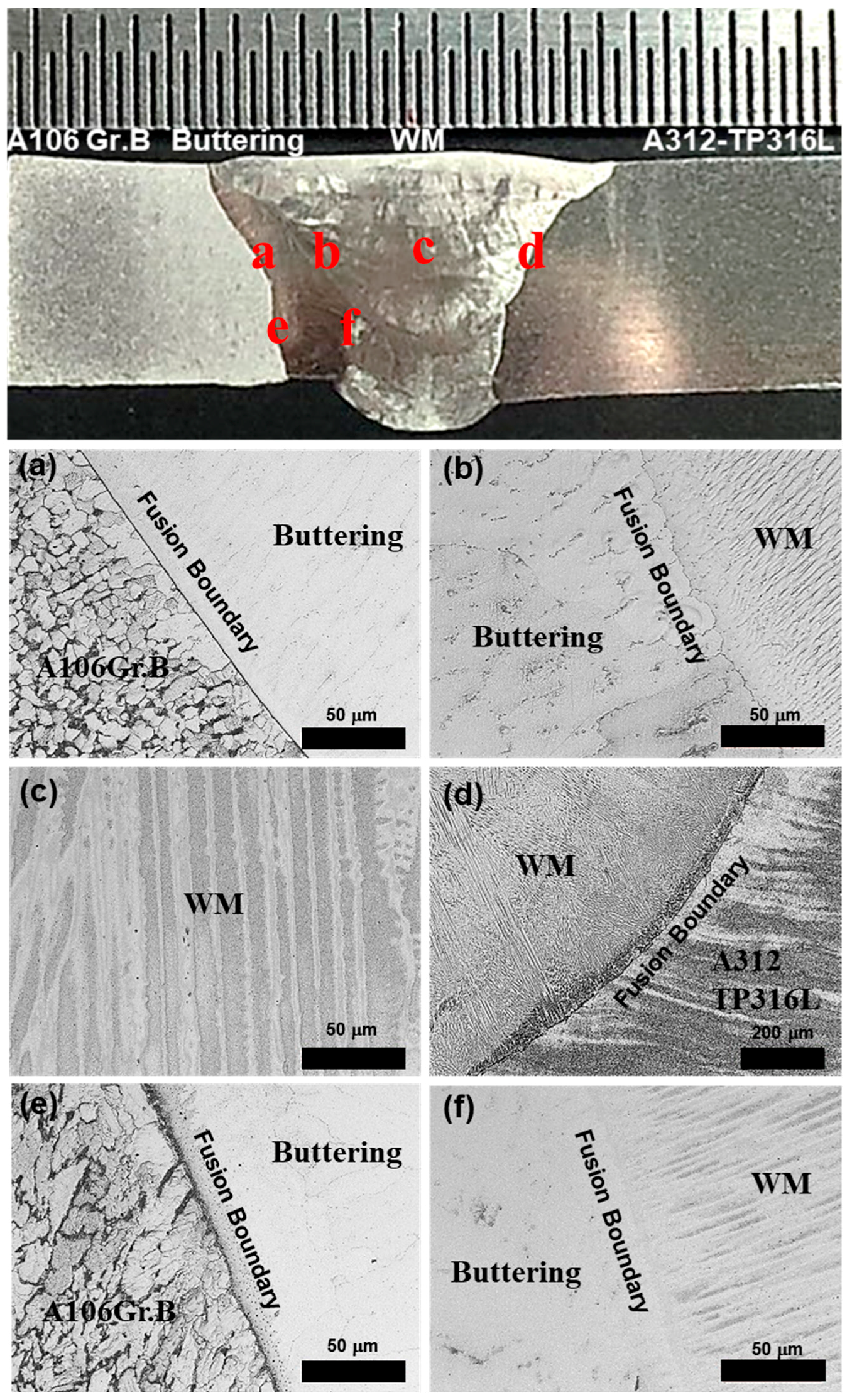
3.1. Microstructural Features
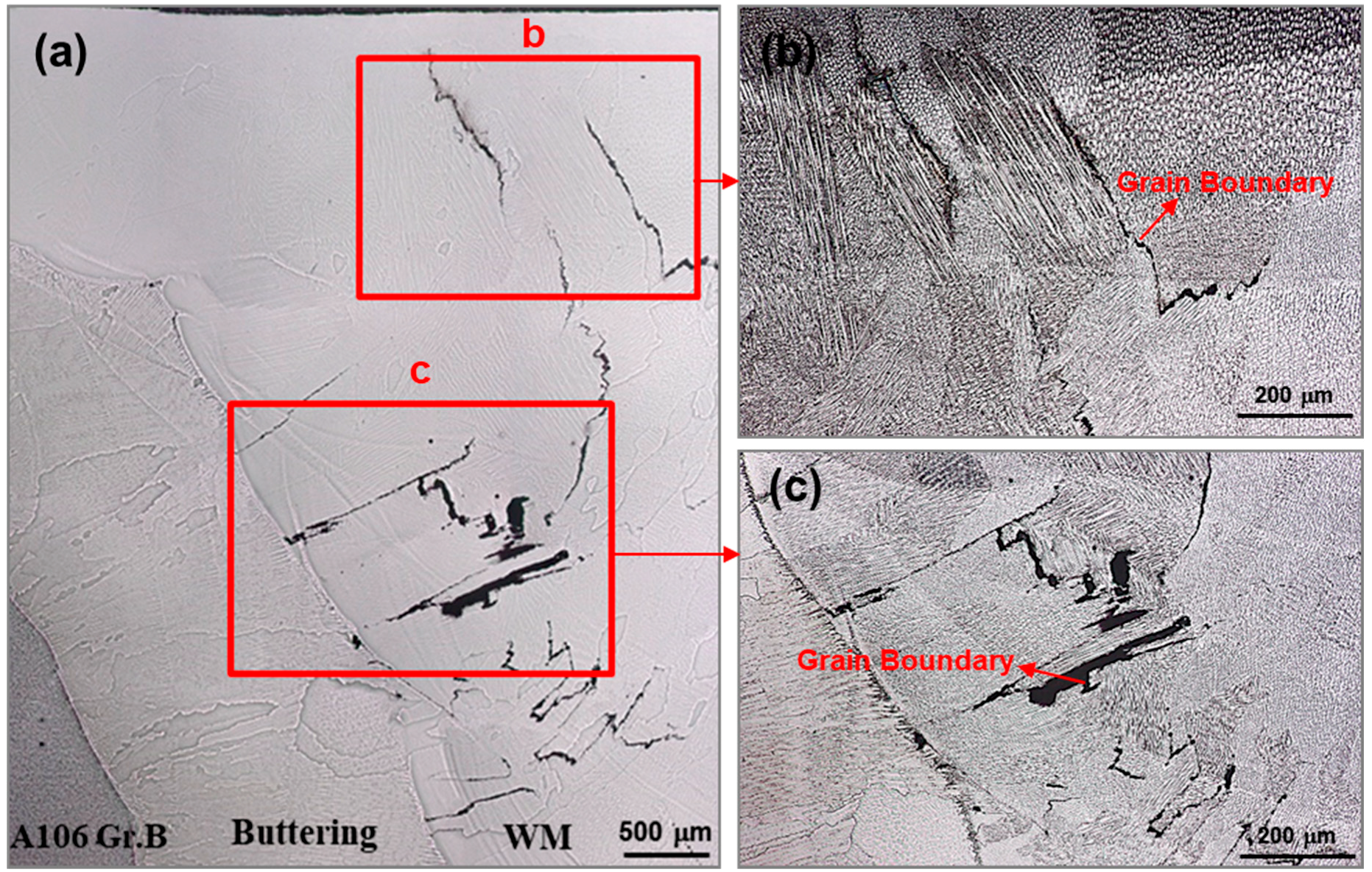
3.2. Characteristics and Mechanism of Cracks in the Dissimilar Welds
3.3. Mechanical Properties
4. Discussion
5. Conclusions
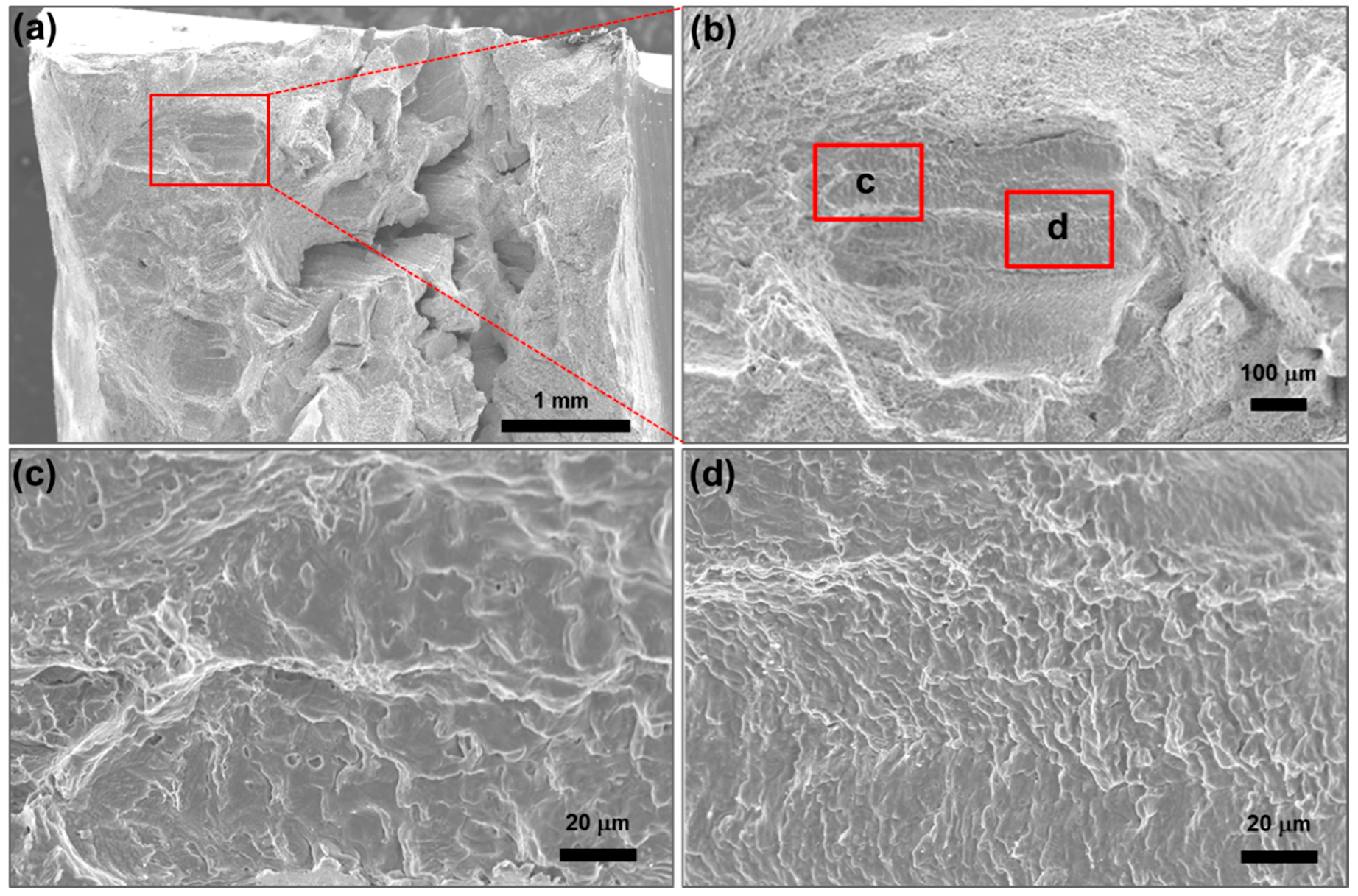
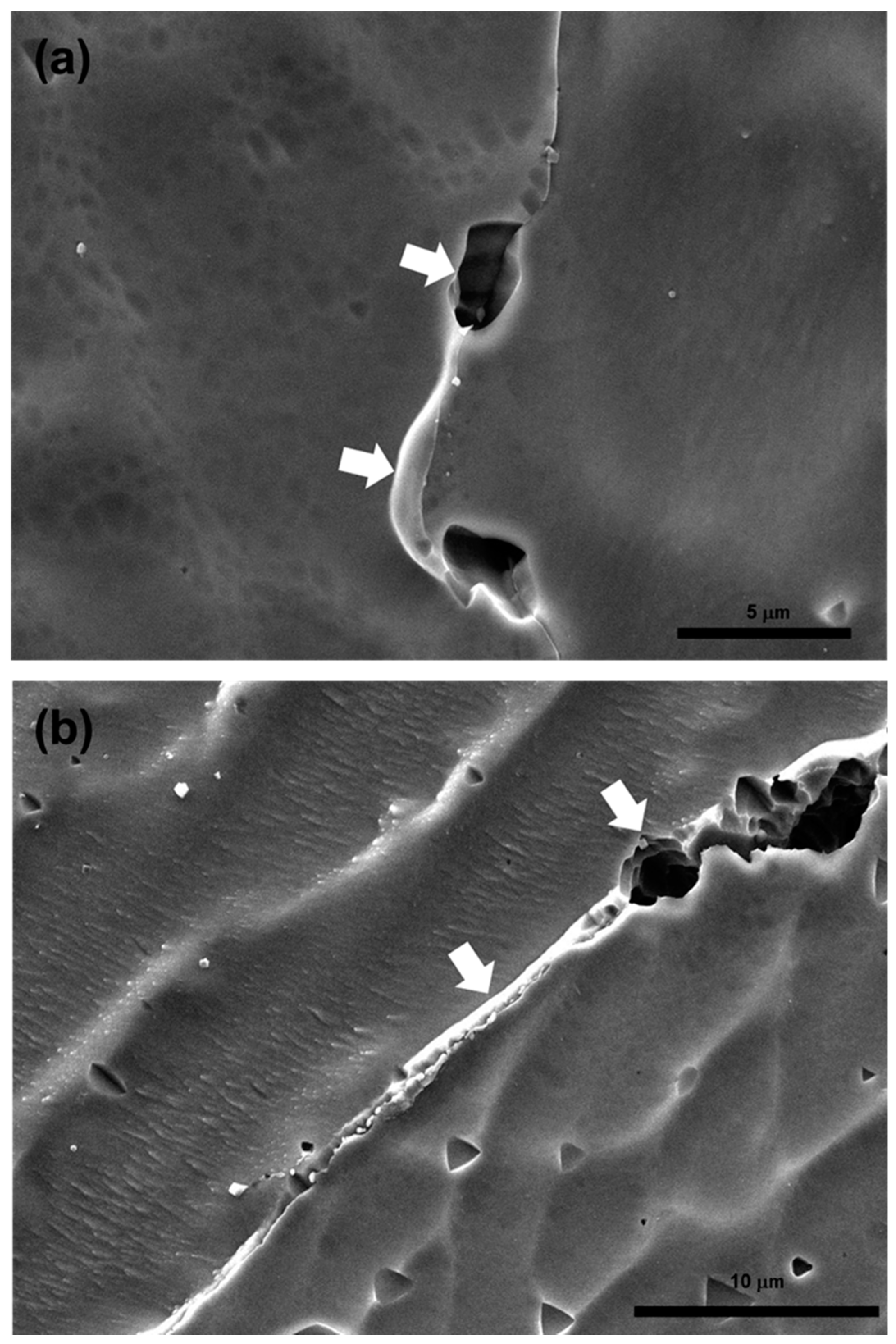
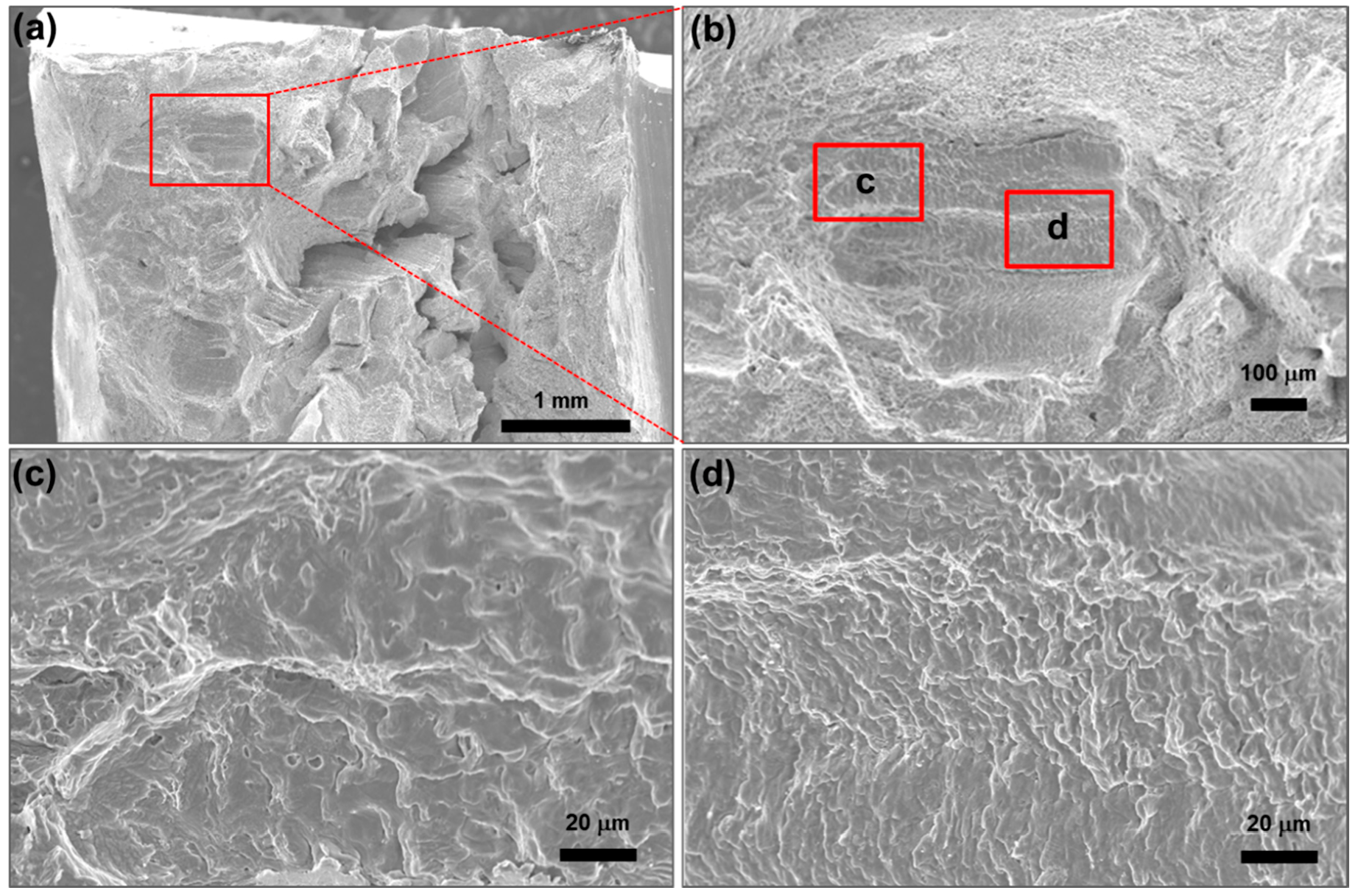
- During the tensile test, a fracture of the dissimilar welds occurred in the WM, while a fracture of joining same materials normally occurs in a HAZ or BM. The fracture was caused by cracks formed in the WM. As cracks and voids were observed in the grain boundaries, the fracture is not a ductile fracture but considered as an intergranular fracture.
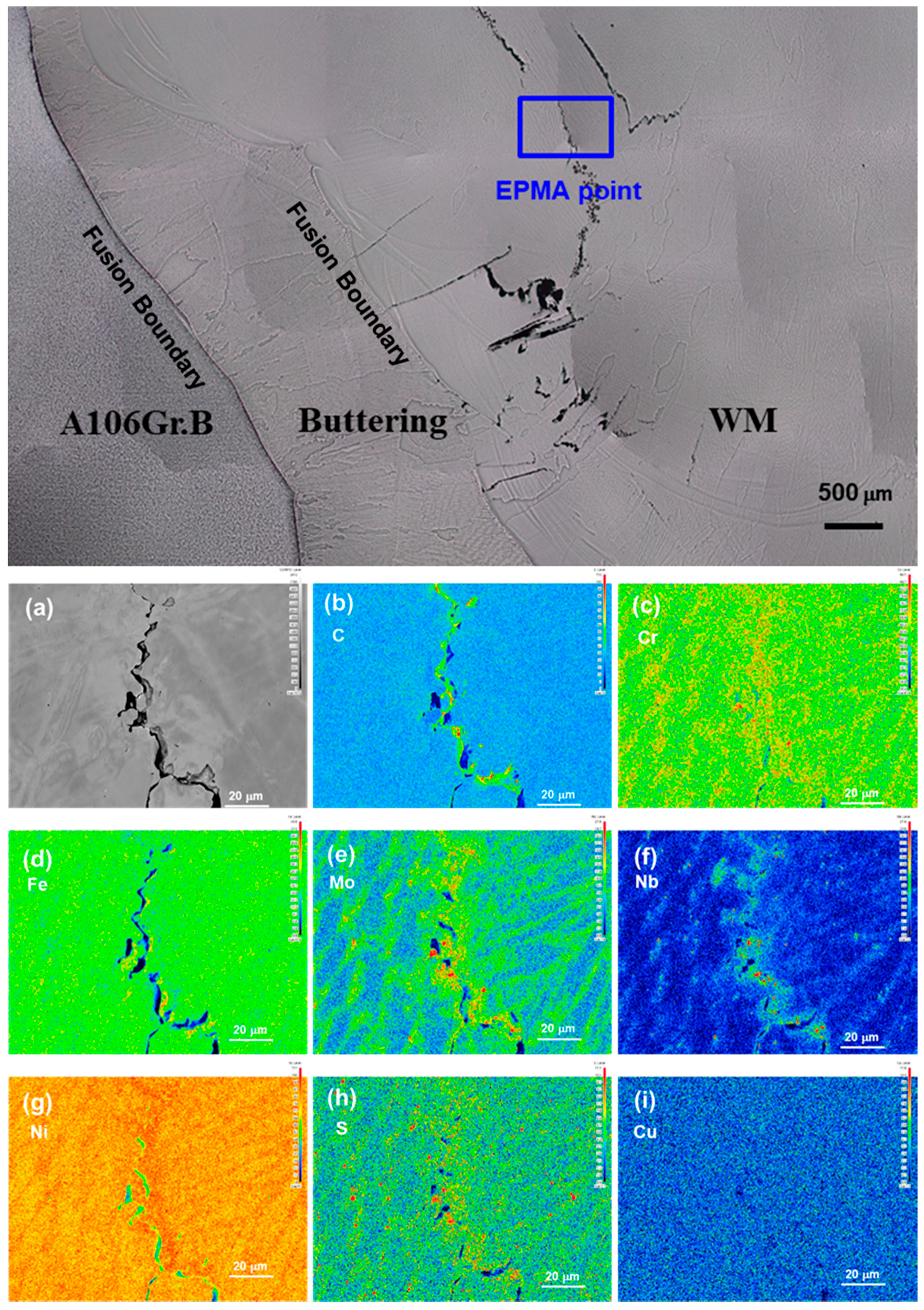
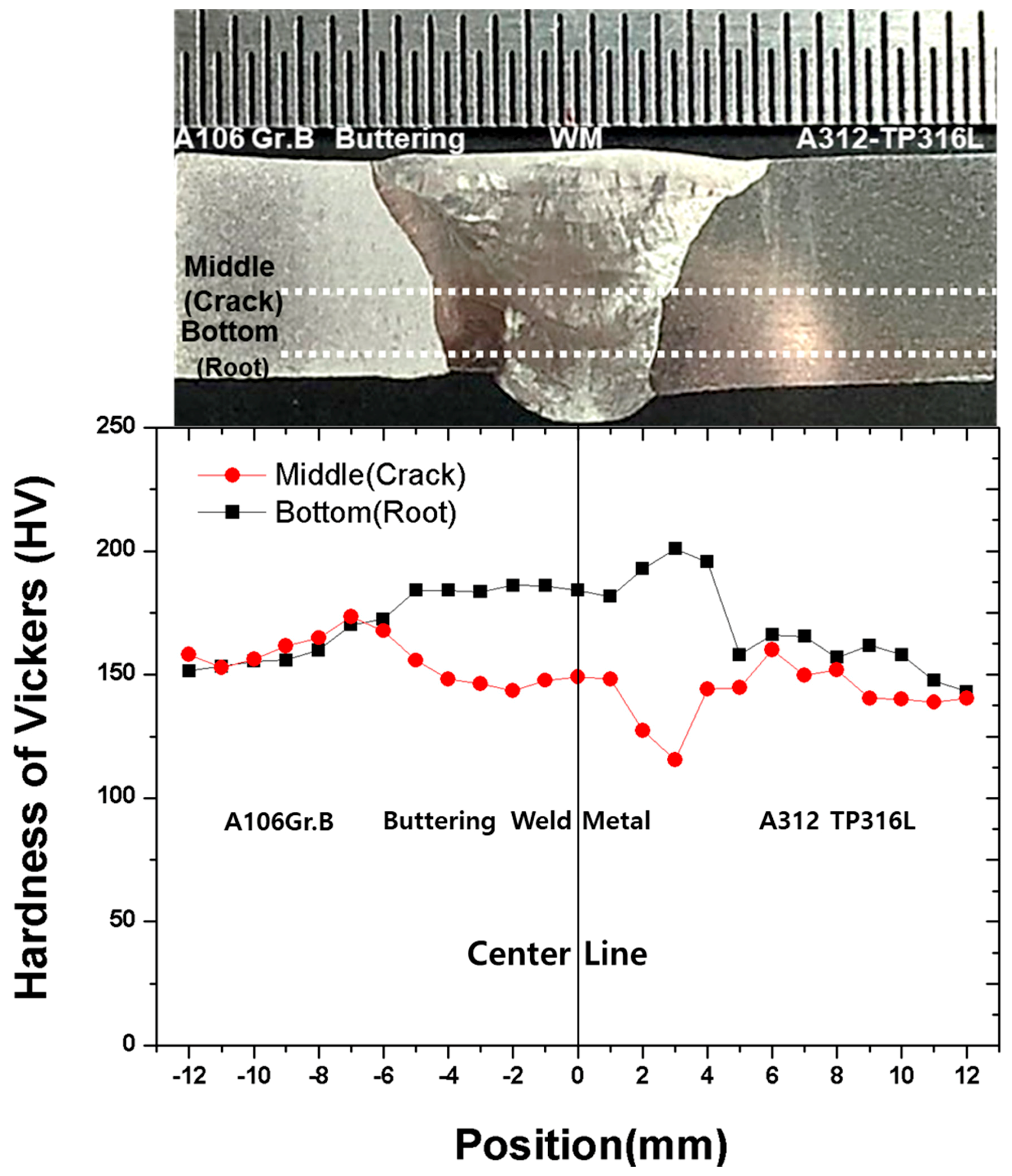
- The cracked area was mainly located in the WM and in vicinity of the fusion boundary between the buttering and the WM. Due to the cracks, the results of the tensile test showed that the weldment has a lower tensile strength than those of base metal and filler metal. In the vicinity of the crack, the hardness was the lowest.
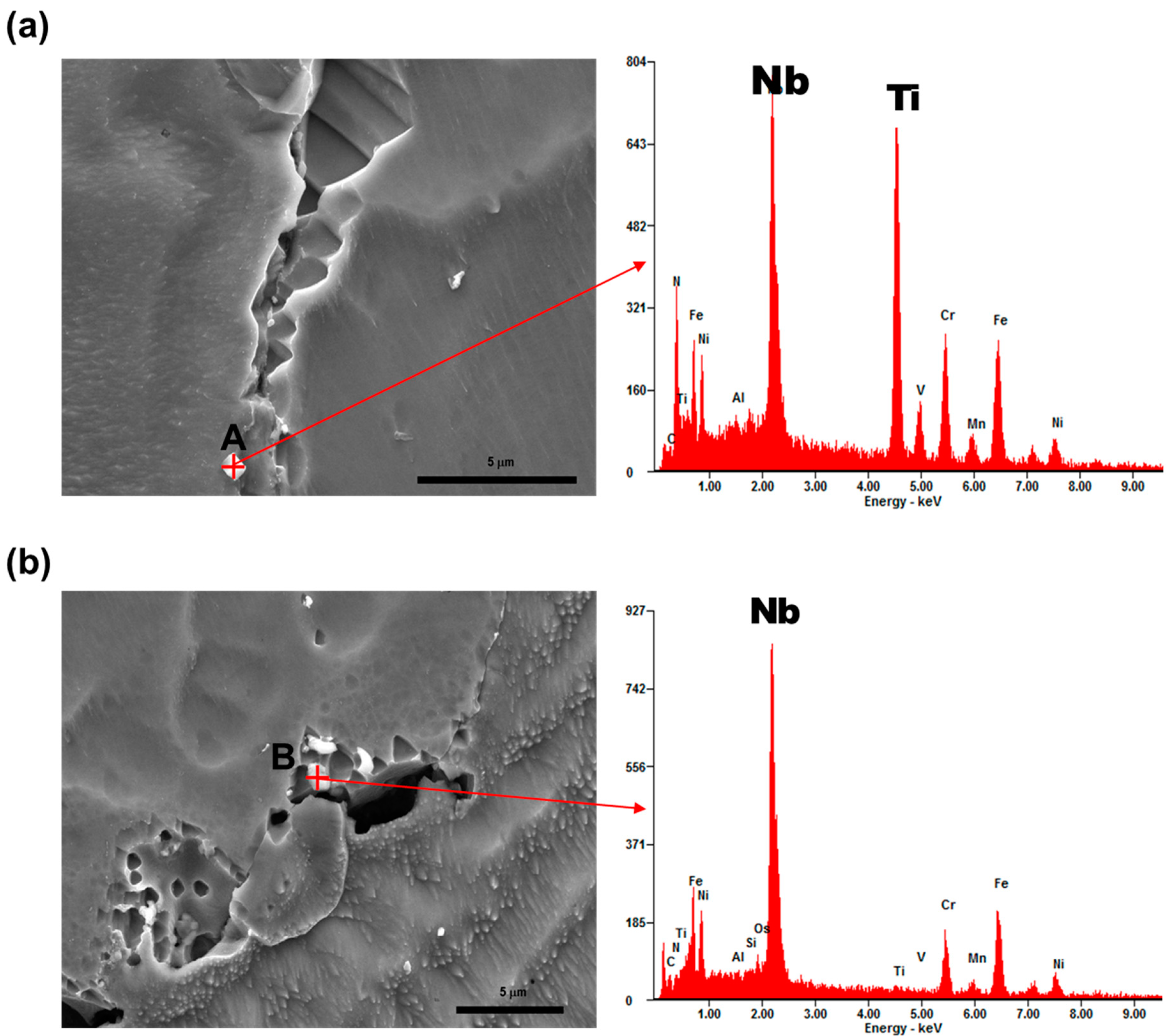
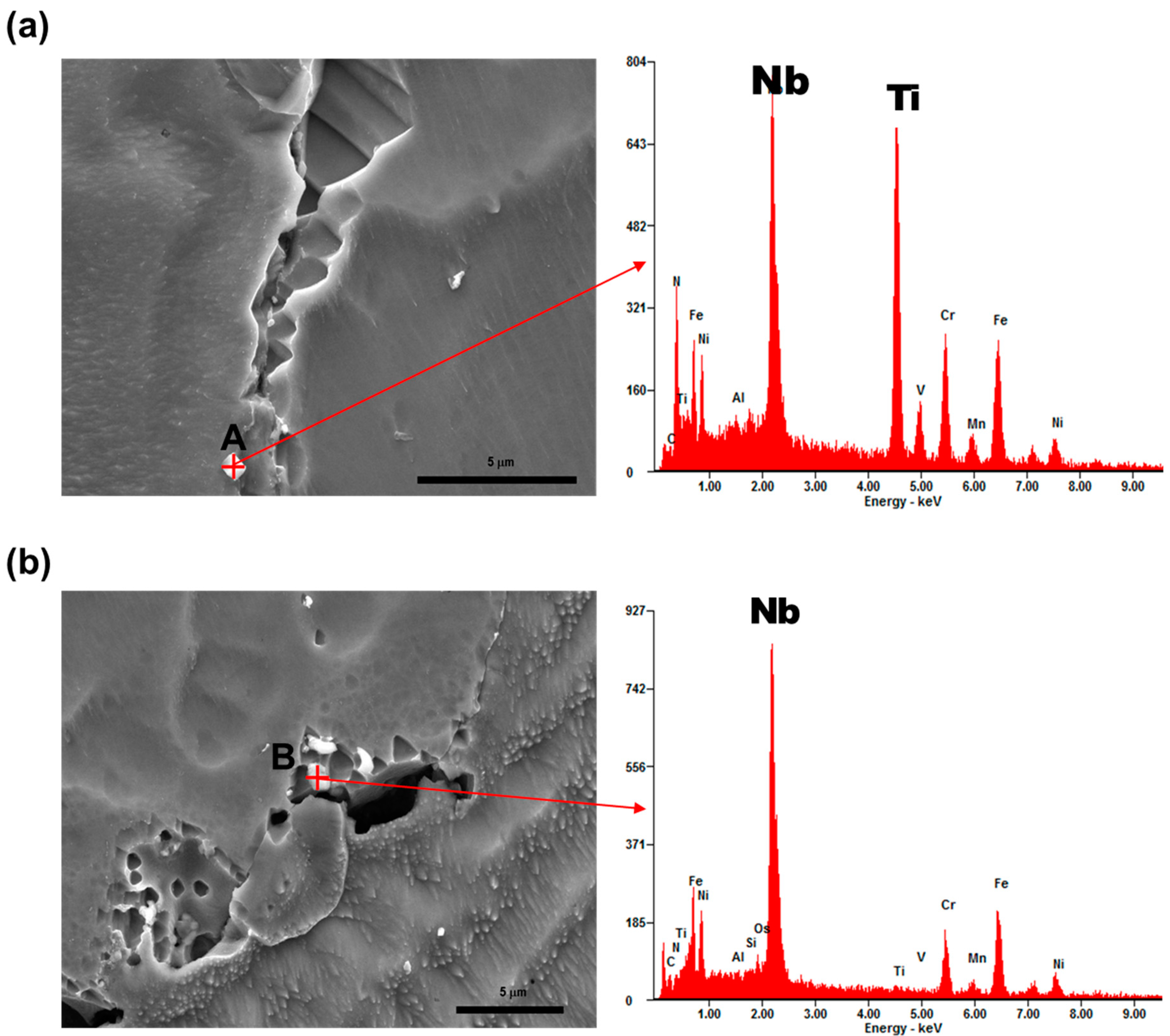
- The secondary phase formed near the cracks was identified as NbC which is the main cause of liquidation cracking. As a result of SEM, SEM-EDS, and FE-EPMA, the complex carbide containing a large amount of Nb or Ti was confirmed on the crack surface. The repeated solidification and constitutional liquation occur in the segregated liquid area during multi-pass welding. In the solidification by the mixed weld pool, NbC or TiC was produced by the eutectic reaction. The tensile stress was produced by the solidification of the mixed weld pool and the constitutional liquation. The voids were formed in the grain boundaries because of the tensile stress. As a result, the continuous formation of the voids caused the cracks.
Acknowledgments
Conflicts of Interest
References
- Javadi, Y.; Ashoori, M. Sub-surface stress measurement of cross welds in a dissimilar welded pressure vessel. Mater. Des. 2015, 85, 82–90. [Google Scholar] [CrossRef]
- Cao, J.; Gong, Y.; Zhu, K.; Yang, Z.-G.; Luo, X.-M.; Gu, F.-M. Microstructure and mechanical properties of dissimilar materials joints between T92 martensitic and S304H austenitic steels. Mater. Des. 2011, 32, 2763–2770. [Google Scholar] [CrossRef]
- Rossini, M.; Spena, P.R.; Cortese, L.; Matteis, P.; Firrao, D. Investigation on dissimilar laser welding of advanced high strength steel sheets for the automotive industry. Mater. Sci. Eng. A Struct. Mater. 2015, 628, 288–296. [Google Scholar] [CrossRef]
- Rathod, D.W.; Singh, P.K.; Pandey, S.; Aravindan, S. Effect of buffer-layered buttering on microstructure and mechanical properties of dissimilar metal weld joints for nuclear plant application. Mater. Sci. Eng. A Struct. Mater. 2016, 666, 100–113. [Google Scholar] [CrossRef]
- Lundin, C. Dissimilar Metal Welds-Transition Joint Literature Review. Weld. J. 1982, 61, 58–63. [Google Scholar]
- Hall, E.L.; Briant, C.L. Chromium depletion in the vicinity of carbides in sensitized austenitic stainless steels. Metall. Mater. Trans. A 1984, 15, 793–811. [Google Scholar] [CrossRef]
- Tedmon, C.S.; Vermilyea, D.A.; Rosolowski, J.H. Intergranular Corrosion of Austenitic Stainless Steel. J. Electrochem. Soc. 1971, 118, 192–202. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; A John Wiley & Sons Inc.: Hoboken, NJ, USA, 2003. [Google Scholar]
- Sireesha, M.; Shankar, V.; Albert, S.K.; Sundaresan, S. Microstructural features of dissimilar welds between 316LN austenitic stainless steel and alloy 800. Mater. Sci. Eng. A Struct. Mater. 2000, 292, 74–82. [Google Scholar] [CrossRef]
- Chen, Z.R.; Lu, Y.H.; Ding, X.F.; Shoji, T. Microstructural and hardness investigations on a dissimilar metal weld between low alloy steel and Alloy 82 weld metal. Mater. Charact. 2016, 121, 166–174. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Kumar, B.M.; Krishnan, M.G.; Dev, S.; Bhalodi, A.J.; Arivazhagan, N.; Narayanan, S. Studies on the weldability, microstructure and mechanical properties of activated flux TIG weldments of Inconel 718. Mater. Sci. Eng. A Struct. Mater. 2015, 639, 234–244. [Google Scholar] [CrossRef]
- Vidyarthy, R.S.; Kulkarni, A.; Dwivedi, D.K. Study of microstructure and mechanical property relationships of A-TIG welded P91–316L dissimilar steel joint. Mater. Sci. Eng. A Struct. Mater. 2017, 695, 249–257. [Google Scholar] [CrossRef]
- Kwon, S.I.; Bae, S.H.; Do, J.H.; Jo, C.Y.; Hong, H.U. Characterization of the Microstructures and the Cryogenic Mechanical Properties of Electron Beam Welded Inconel 718. Metall. Mater. Trans. A 2015, 47, 777–787. [Google Scholar] [CrossRef]
- Torkamany, M.J.; Tahamtan, S.; Sabbaghzadeh, J. Dissimilar welding of carbon steel to 5754 aluminum alloy by Nd:YAG pulsed laser. Mater. Des. 2010, 31, 458–465. [Google Scholar] [CrossRef]
- Pereira, A.; Cabrinha, A.; Rocha, F.; Fernandes, F.; Alves de Sousa, R.; Marques, P. metals Dissimilar Metals Laser Welding between DP1000 Steel and Aluminum Alloy 1050. Metals 2019, 9, 102. [Google Scholar] [CrossRef]
- Song, J.L.; Lin, S.B.; Yang, C.L.; Ma, G.C.; Liu, H. Spreading behavior and microstructure characteristics of dissimilar metals TIG welding–brazing of aluminum alloy to stainless steel. Mater. Sci. Eng. A. Struct. Mater. 2009, 509, 31–40. [Google Scholar] [CrossRef]
- Chung, W.-C.; Huang, J.-Y.; Tsay, L.-W.; Chen, C. Microstructure and Stress Corrosion Cracking Behavior of the Weld Metal in Alloy 52-A508 Dissimilar Welds. Mater. Trans. 2011, 52, 12–19. [Google Scholar] [CrossRef]
- Li, G.F.; Yuan, Y.F.; Lu, X. Microstructure and Stress Corrosion Cracking of Dissimilar Metal Weld 16MND5/309L/308L/Z2CND18-12N Used for Connecting Reactor Pressure Vessel to Piping in Nuclear Power Plants. Procedia. Eng. 2015, 130, 1572–1579. [Google Scholar] [CrossRef]
- Shin, K.Y.; Lee, J.W.; Han, J.M.; Lee, K.W.; Kong, B.O.; Hong, H.U. Microstructure and Creep Fracture Characteristics of Dissimilar SMA Welds between Inconel 740H Ni-Based Superalloy and TP316H Austenitic Stainless Steel. Sci. Technol. Weld. Join. 2016, 34, 33–40. [Google Scholar] [CrossRef]
- Shin, K.-Y.; Lee, J.-W.; Han, J.-M.; Lee, K.-W.; Kong, B.-O.; Hong, H.-U. Transition of creep damage region in dissimilar welds between Inconel 740H Ni-based superalloy and P92 ferritic/martensitic steel. Mater. Charact. 2018, 139, 144–152. [Google Scholar] [CrossRef]
- Wu, W.; Tsai, C.H. Hot cracking susceptibility of fillers 52 and 82 in alloy 690 welding. Metall. Mater. Trans. A 1999, 30, 417–426. [Google Scholar] [CrossRef]
- Shah Hosseini, H.; Shamanian, M.; Kermanpur, A. Characterization of microstructures and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Mater. Charact. 2011, 62, 425–431. [Google Scholar] [CrossRef]
- Ko, G.; Seo, K.M.; Kim, H.J.; Hong, H. Characteristics of hot cracking in dissimilar joint of A690 overlay and stainless steel clad. Weld. J. 2017, 61. [Google Scholar] [CrossRef]
- Xu, X.; Mi, G.; Luo, Y.; Jiang, P.; Shao, X.; Wang, C. Morphologies, microstructures, and mechanical properties of samples produced using laser metal deposition with 316L stainless steel wire. Opt. Lasers Eng. 2017, 94, 1–11. [Google Scholar] [CrossRef]
- Shankar, V.; Gill, T.P.; Mannan, S.L.; Sundaresan, S. Solidification cracking in austenitic stainless steel welds. Sadhana 2003, 28, 359–382. [Google Scholar] [CrossRef]
- Vincent, R. Precipitation around welds in the nickel-base superalloy, Inconel 718. Acta Metall. 1985, 33, 1205–1216. [Google Scholar] [CrossRef]
- Thompson, R.; Genculu, S. Microstructural evolution in the HAZ of Inconel 718 and correlation with the hot ductility test. Weld. J. 1984, 62, 337s–345s. [Google Scholar]
- Sun, S.-B.; Zheng, L.-J.; Liu, J.-H.; Zhang, H. Microstructure, cracking behavior and control of Al–Fe–V–Si alloy produced by selective laser melting. Rare Metals 2017, 1–10. [Google Scholar] [CrossRef]
- DuPont, J.N.; Marder, A.R.; Notis, M.R.; Robino, C.V. Solidification of Nb-bearing superalloys: Part II. Pseudoternary solidification surfaces. Metall. Mater. Trans. A 1998, 29, 2797–2806. [Google Scholar] [CrossRef]
- Sivaprasad, K.; Raman, S.G. Influence of Weld Cooling Rate on Microstructure and Mechanical Properties of Alloy 718 Weldments. Metall. Mater. Trans. A 2008, 39, 2115–2127. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Some aspects of the precipitation of metastable intermetallic phases in INCONEL 718. Metall. Mater. Trans. A 1992, 23, 2015–2028. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | P | S | Si | Cr | Cu | Mo | Ni | V | Ti | Fe | Nb+Ta |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A106Gr.B | 0.3 | 0.97 | 0.035 | 0.035 | 0.10 | 0.40 | 0.40 | 0.15 | 0.40 | 0.08 | - | Bal. | - |
| A312 TP316L | 0.035 | 2.00 | 0.045 | 0.030 | 1.00 | 16.81 | - | 2.040 | 11.12 | - | - | Bal. | - |
| ER316L | 0.01 | 1.92 | 0.018 | 0.009 | 0.38 | 18.38 | 0.02 | 2.62 | 12.9 | - | - | Bal. | - |
| ERNiCr-3 | 0.04 | 3.1 | 0.004 | 0.001 | 0.10 | 19.9 | 0.01 | - | Bal. | - | 0.37 | 1.3 | 2.41 |
| Pass | Current (A) | Voltage (V) | Speed (cm/min) | Interpass Temperature (°C) | Heat Input (kJ/cm) |
|---|---|---|---|---|---|
| 1 | 98–105 | 17–19 | 11 | 22 | 22.1–23 |
| 2 | 98–105 | 17–19 | 11 | 80 | 22.1–23 |
| 3 | 103–104 | 17–19 | 13 | 48 | 24.2–25.1 |
| 4 | 103–104 | 20 | 14 | 116 | 23.2–24.3 |
| 5 | 105 | 20 | 12 | 73 | 22.3 |
| Pass | Current (A) | Voltage (V) | Speed (cm/min) | Interpass Temperature (°C) | Heat Input (kJ/cm) |
|---|---|---|---|---|---|
| 1 | 103 | 13 | 8 | 17 | 16.3 |
| 2 | 114 | 14 | 11 | 78 | 17.2 |
| 3 | 110 | 14 | 13 | 48 | 17.5 |
| 4 | 130 | 24 | 12 | 75 | 21.3 |
| 5 | 130 | 15 | 12 | 80 | 24.3 |
| 6 | 130 | 15 | 14 | 86 | 24.8 |
| Element | wt% | at% |
|---|---|---|
| C | 0.88 | 3.43 |
| Nb | 20.45 | 10.27 |
| Ti | 25.36 | 24.7 |
| Cr | 13.52 | 12.14 |
| Mn | 1.52 | 1.29 |
| Fe | 22.34 | 18.67 |
| Ni | 8.42 | 6.7 |
| Others | 7.51 | 22.8 |
| Element | wt% | at% |
|---|---|---|
| C | 3.01 | 14.59 |
| Nb | 39.85 | 25.01 |
| Ti | 0.78 | 0.95 |
| Cr | 11.96 | 13.42 |
| Mn | 2.04 | 2.16 |
| Fe | 28.52 | 29.77 |
| Ni | 12.01 | 11.92 |
| Others | 1.83 | 2.18 |
| Materials | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|
| A106Gr.B | 505 | 40 |
| A312 TP316L | 580 | 49 |
| ER316L | 570 | 44 |
| ERNiCr-3 | 660 | 35 |
| Specimen No. | Tensile Strength (MPa) | Rupture Position |
|---|---|---|
| 1 | 415 | Weldment |
| 2 | 438 | Weldment |
| Specimen No. | Maximum Crack Size (mm) | Position |
|---|---|---|
| 1 (Face) | 5 | Weldment |
| 2 (Face) | No defect | - |
| 1 (Root) | 10 | Weldment |
| 2 (Root) | No defect | - |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, S.H. A Hot Cracking on Dissimilar Metal Weld between A106Gr.B and A312 TP316L with Buttering ERNiCr-3. Metals 2019, 9, 533. https://doi.org/10.3390/met9050533
Lee SH. A Hot Cracking on Dissimilar Metal Weld between A106Gr.B and A312 TP316L with Buttering ERNiCr-3. Metals. 2019; 9(5):533. https://doi.org/10.3390/met9050533
Chicago/Turabian StyleLee, Seung Hwan. 2019. "A Hot Cracking on Dissimilar Metal Weld between A106Gr.B and A312 TP316L with Buttering ERNiCr-3" Metals 9, no. 5: 533. https://doi.org/10.3390/met9050533
APA StyleLee, S. H. (2019). A Hot Cracking on Dissimilar Metal Weld between A106Gr.B and A312 TP316L with Buttering ERNiCr-3. Metals, 9(5), 533. https://doi.org/10.3390/met9050533