Effect of Normalizing Annealing Temperature on Precipitates and Texture of Nb-Cr-Bearing Decarburized Grain-Oriented Silicon Steels


Abstract
:1. Introduction
2. Materials and Methods
3. Results
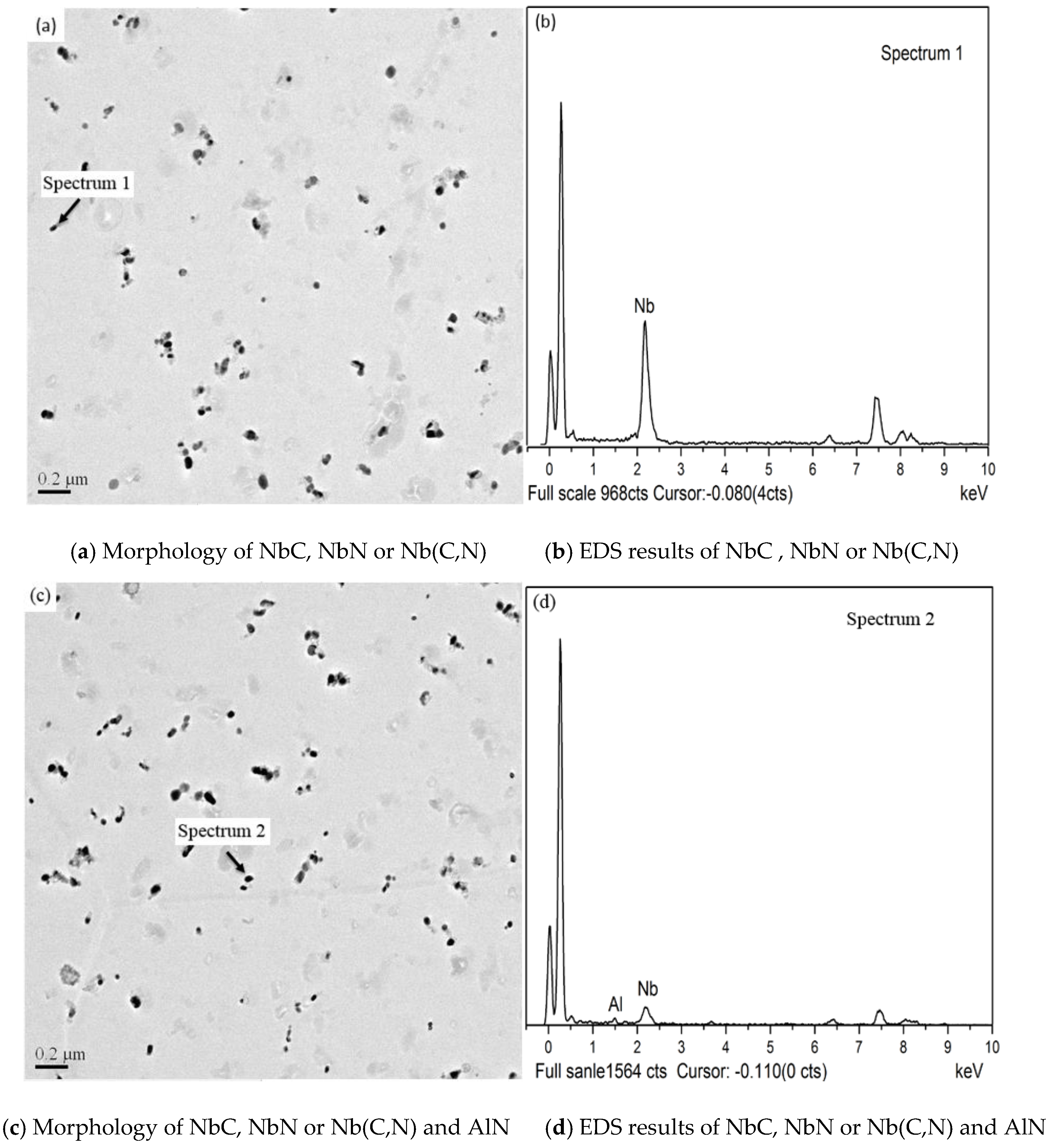
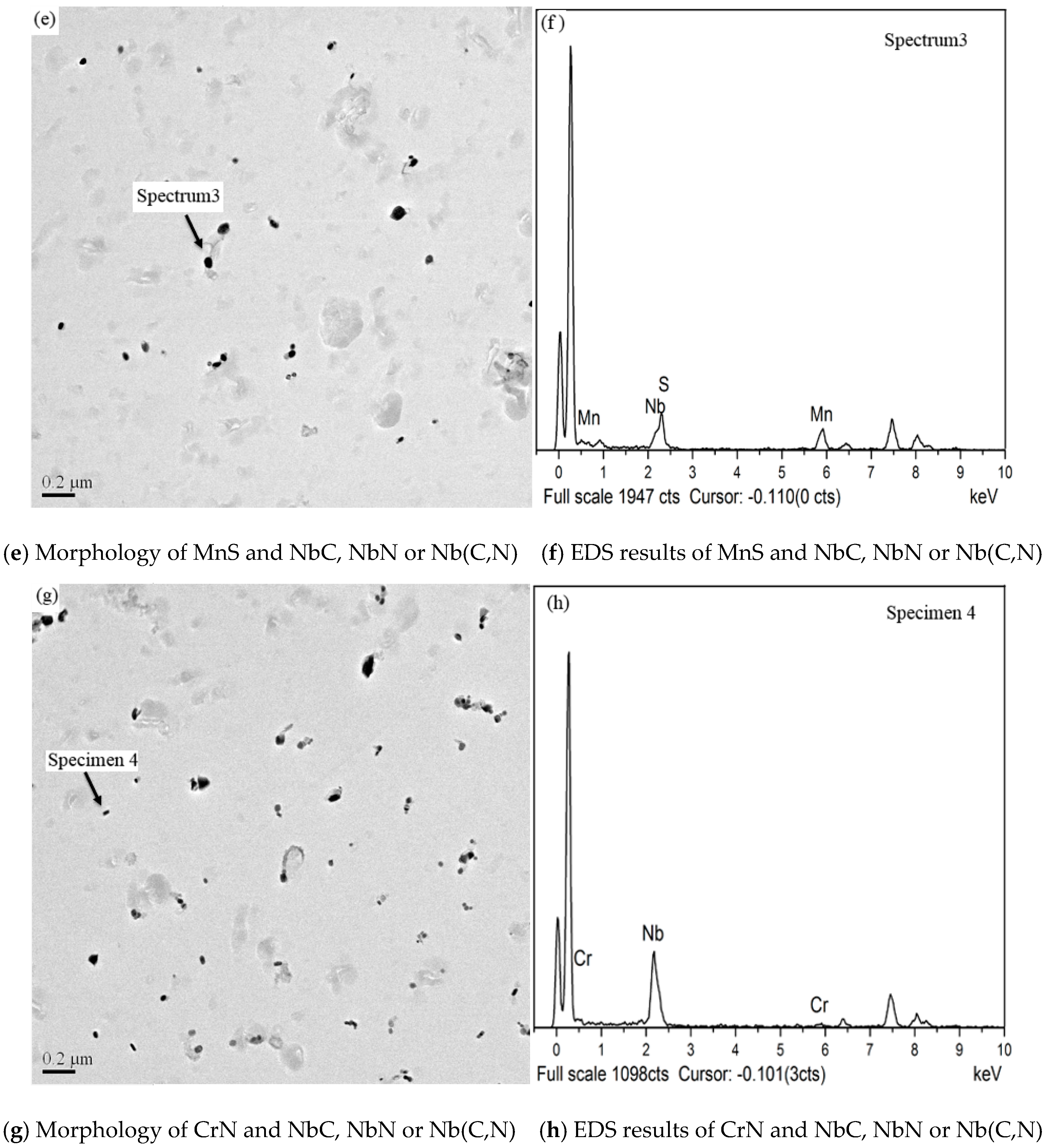
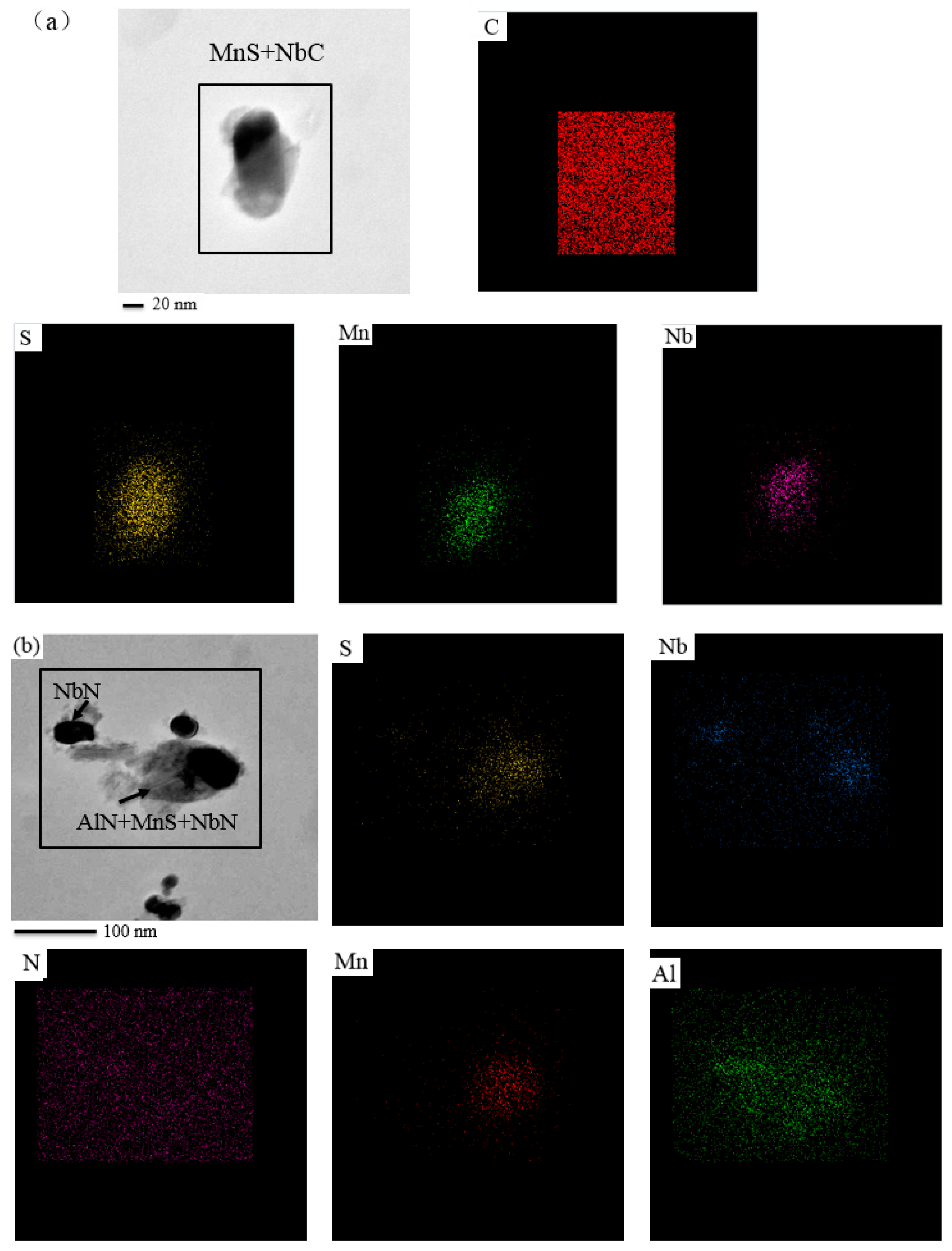
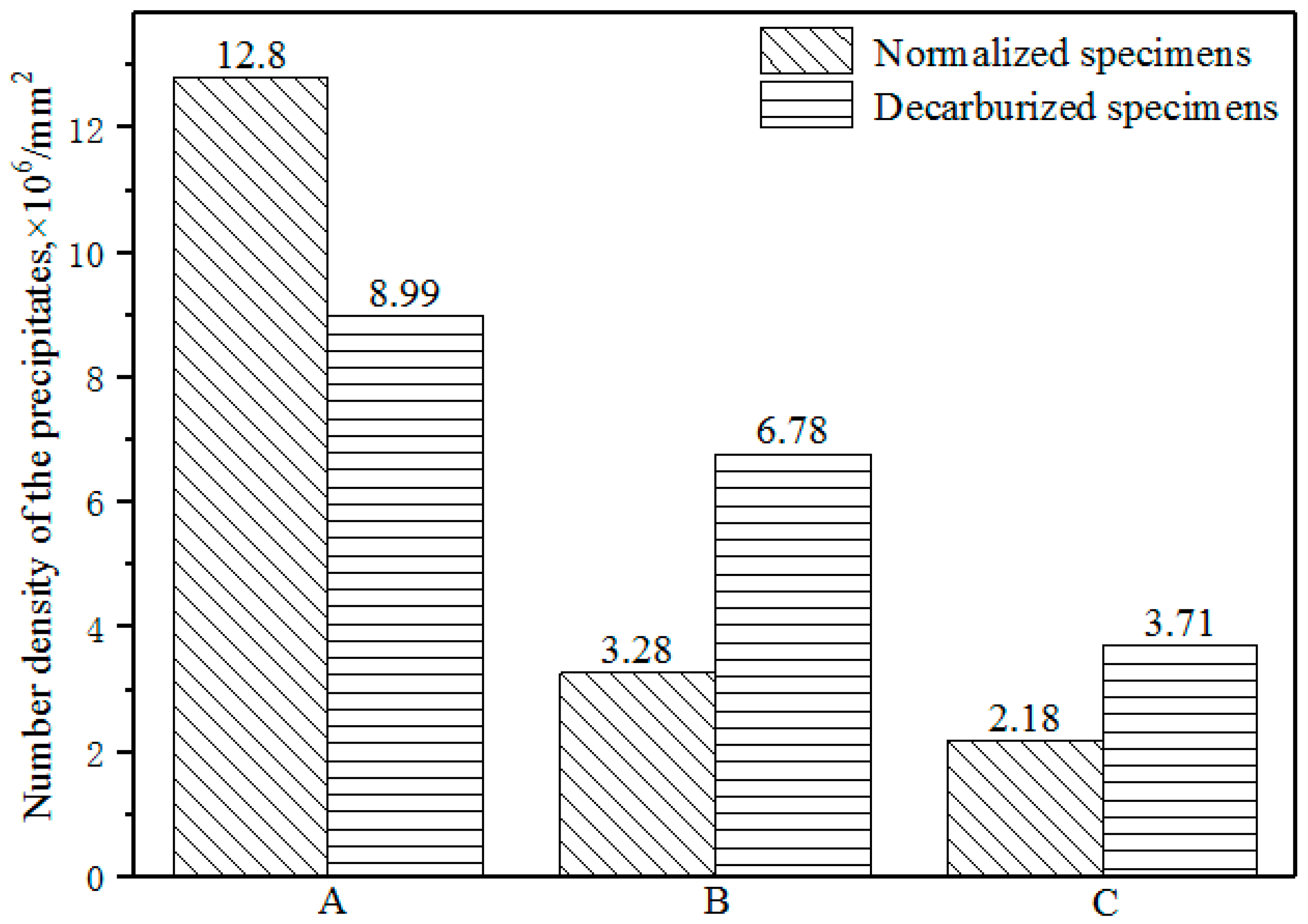
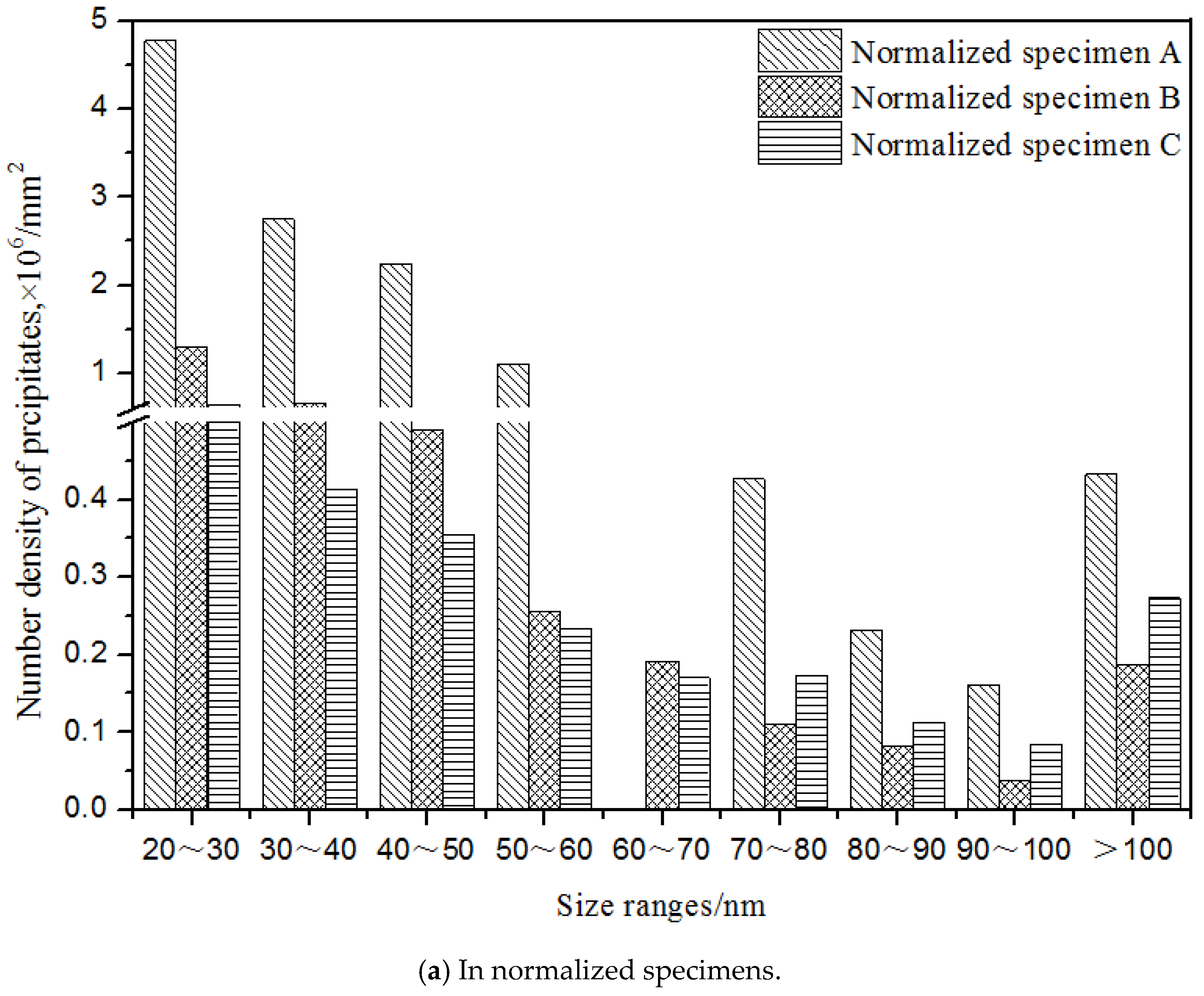
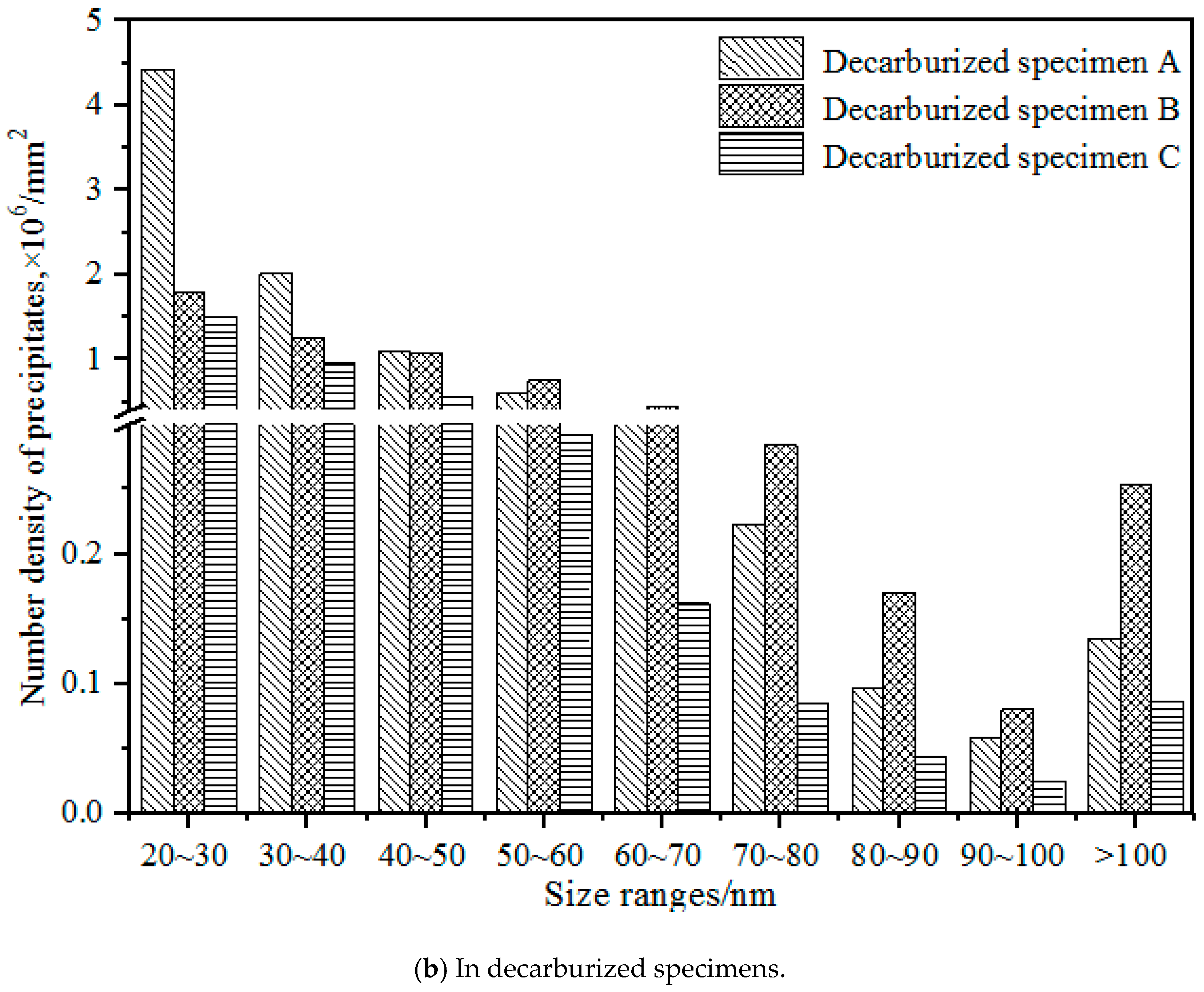
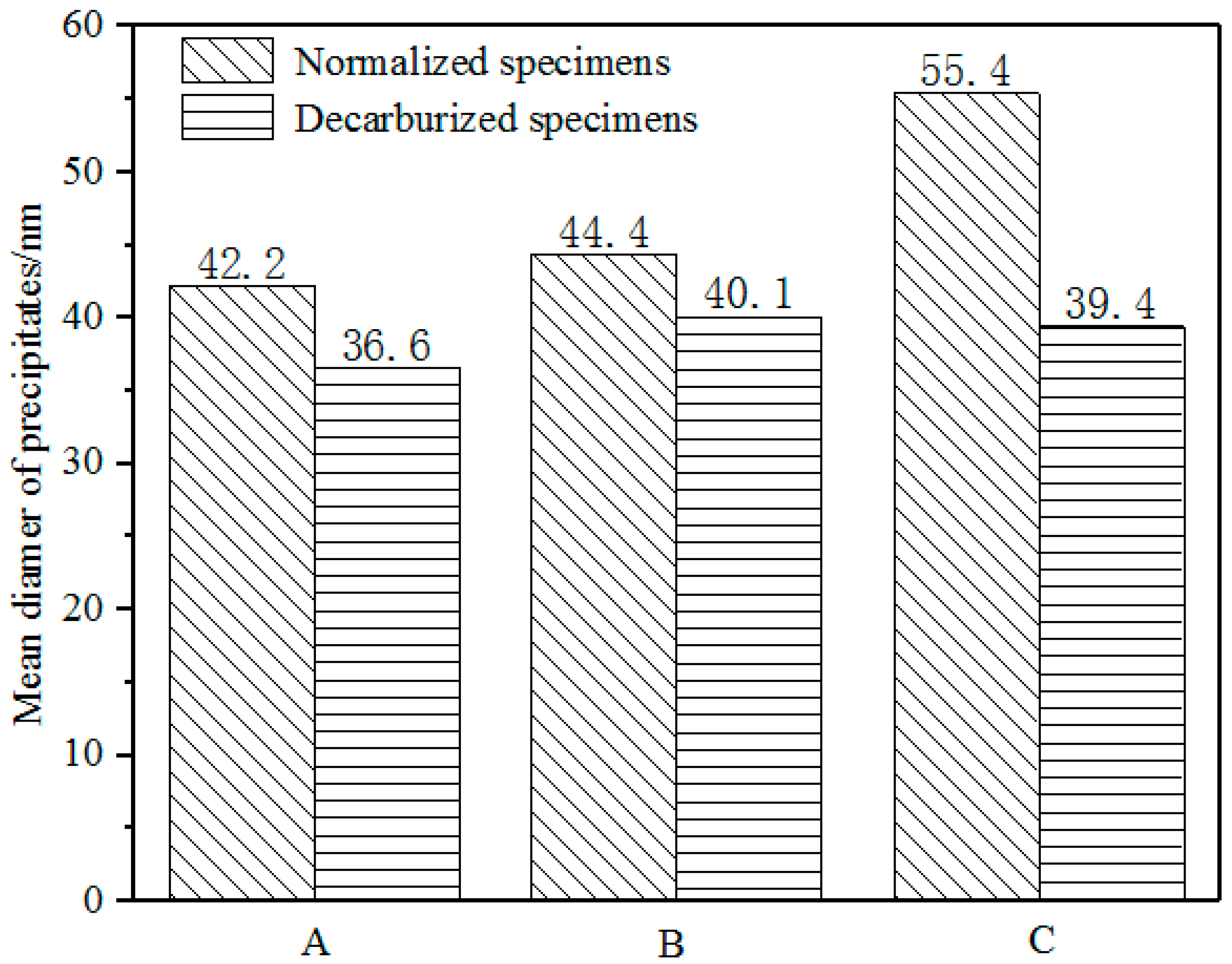
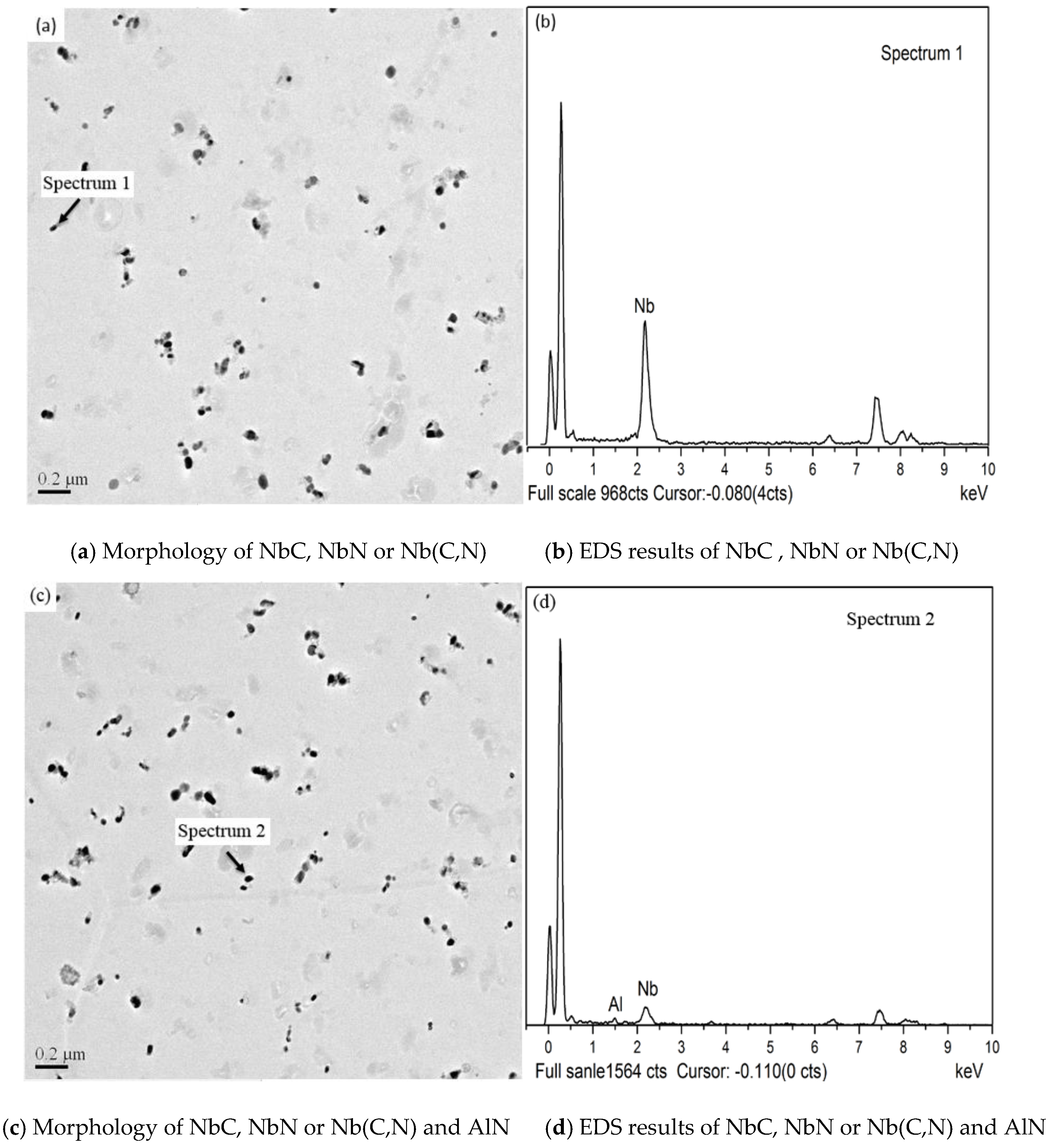
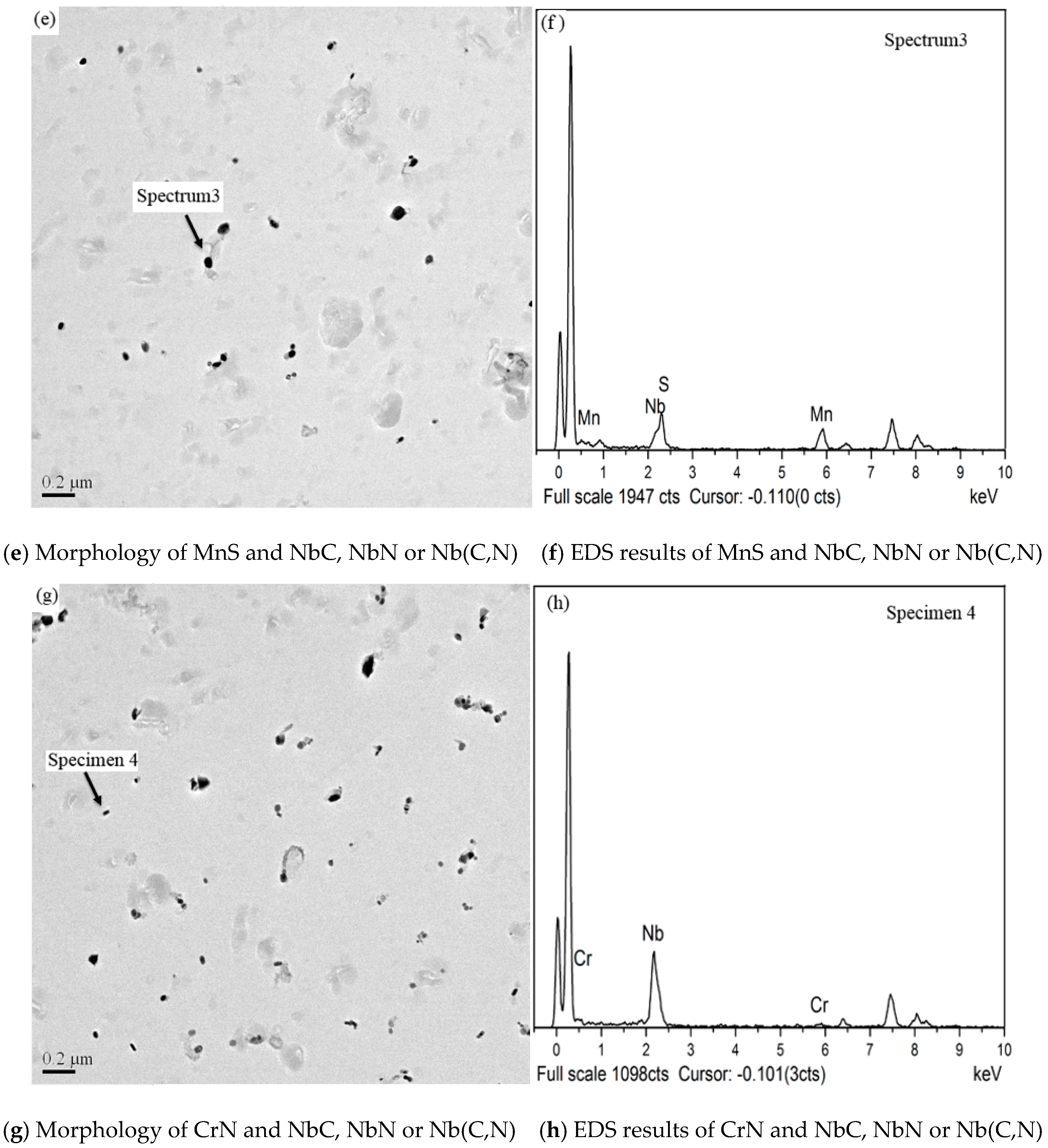
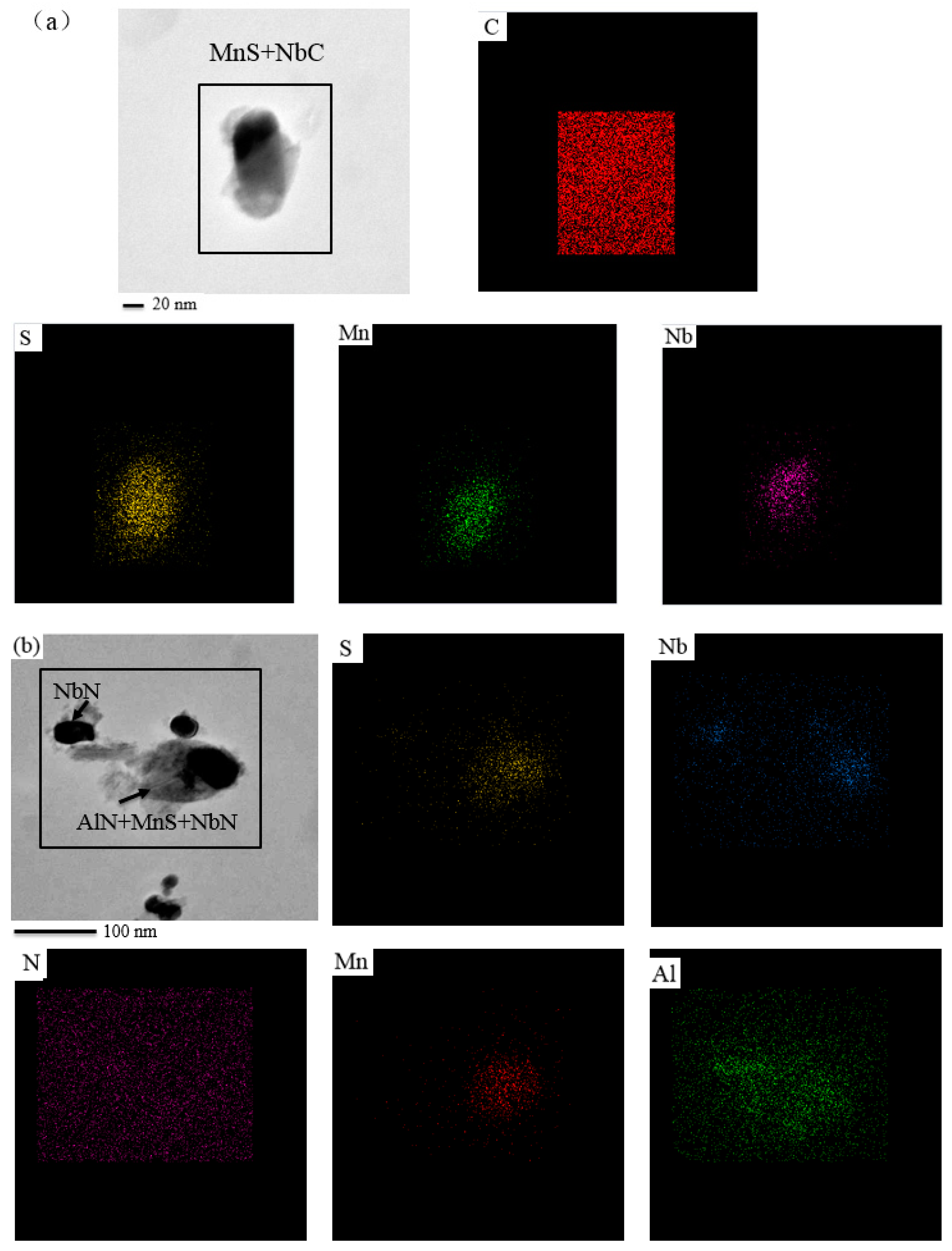
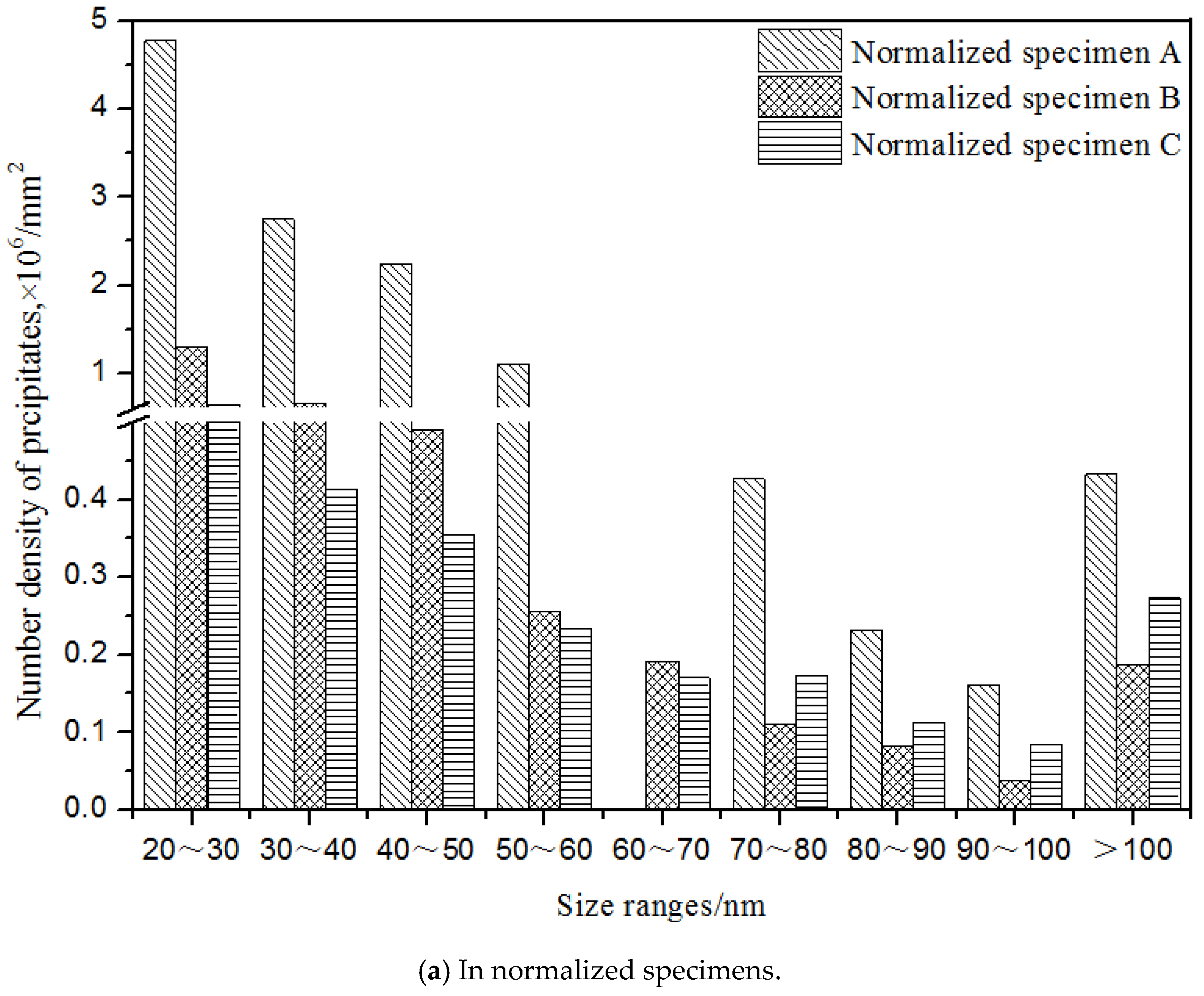
3.1. Precipitation Characteristics of Inhibitors in the Bands
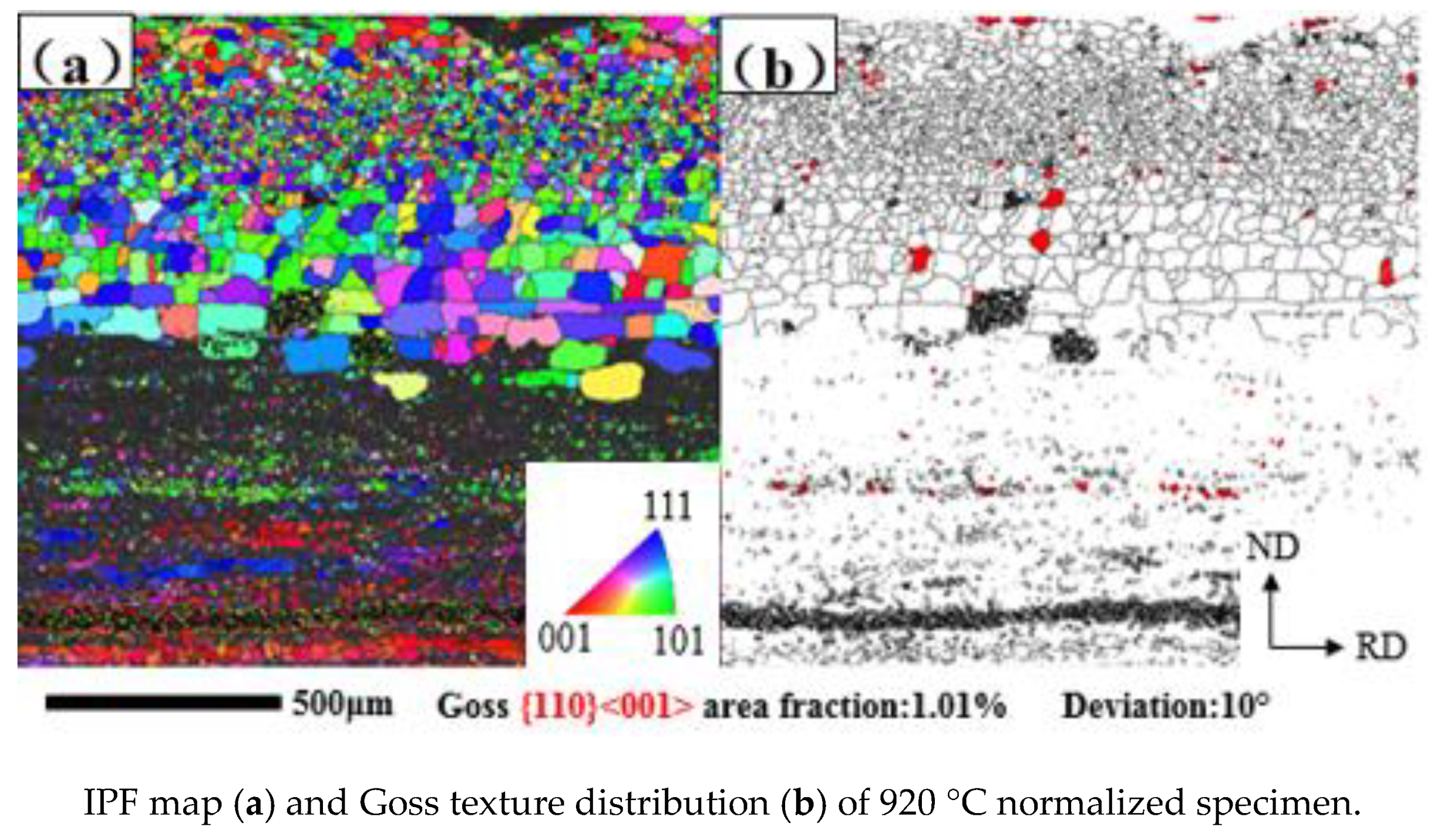
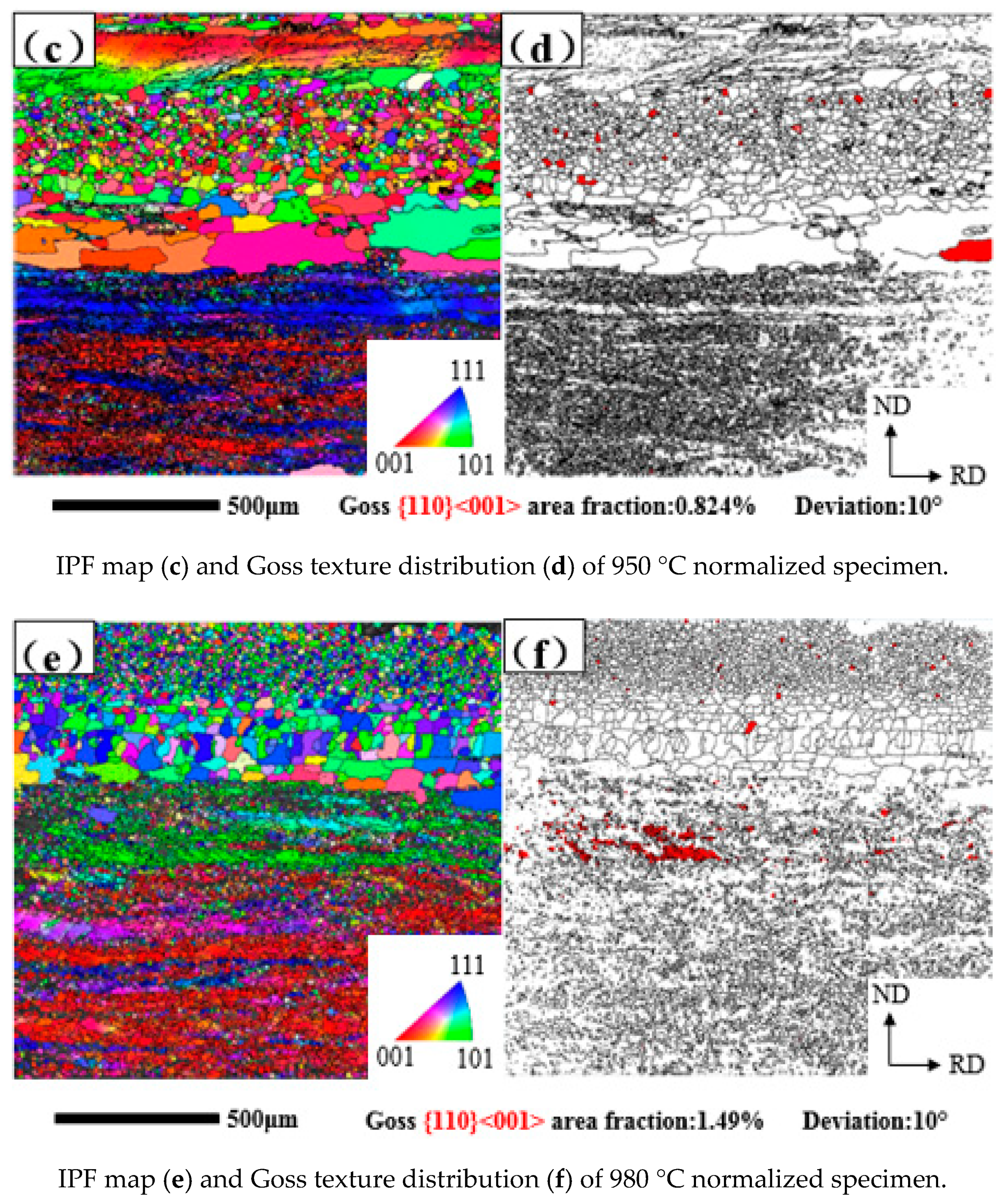
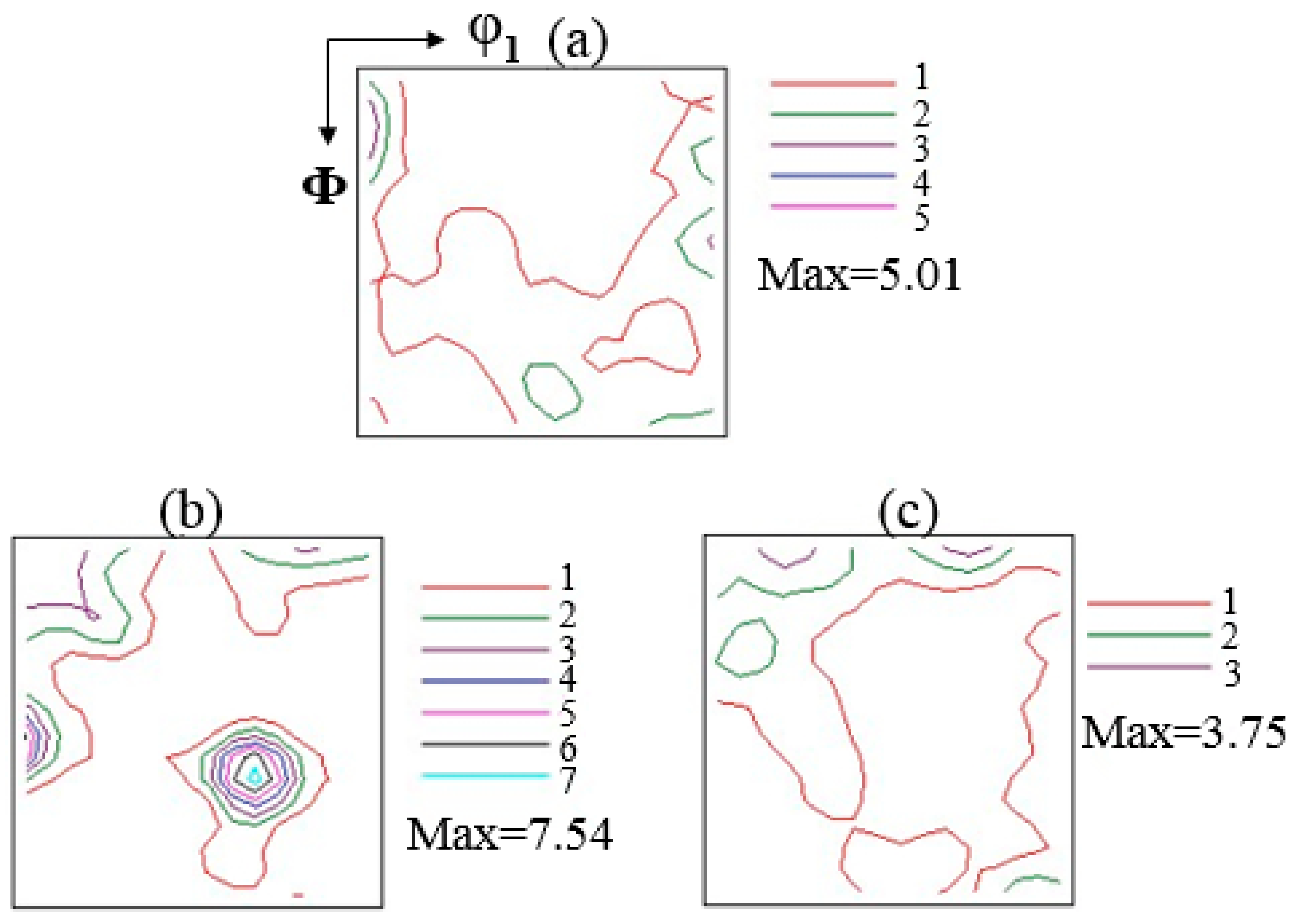
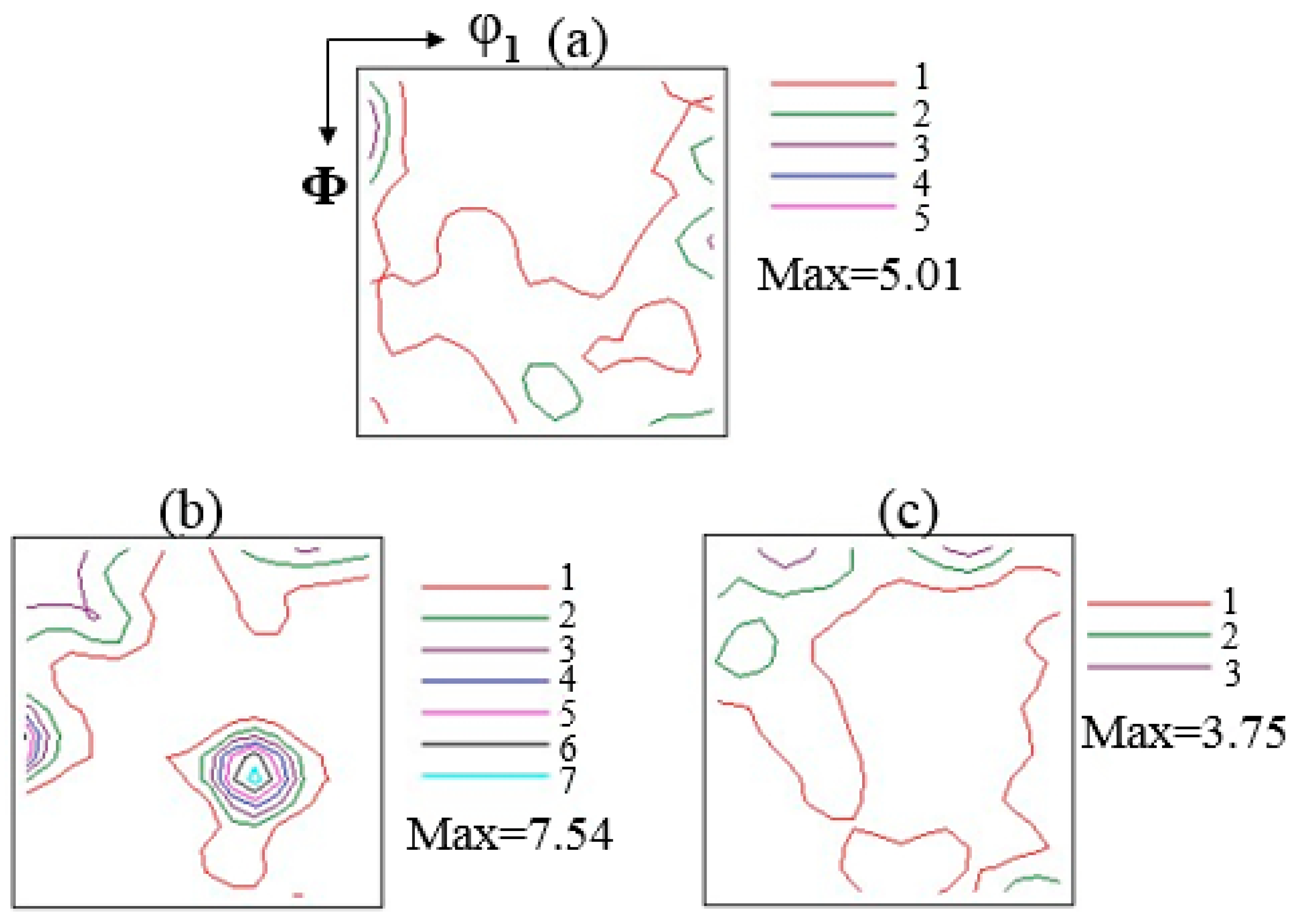
3.2. Microstructure and Texture of the Normalized Bands
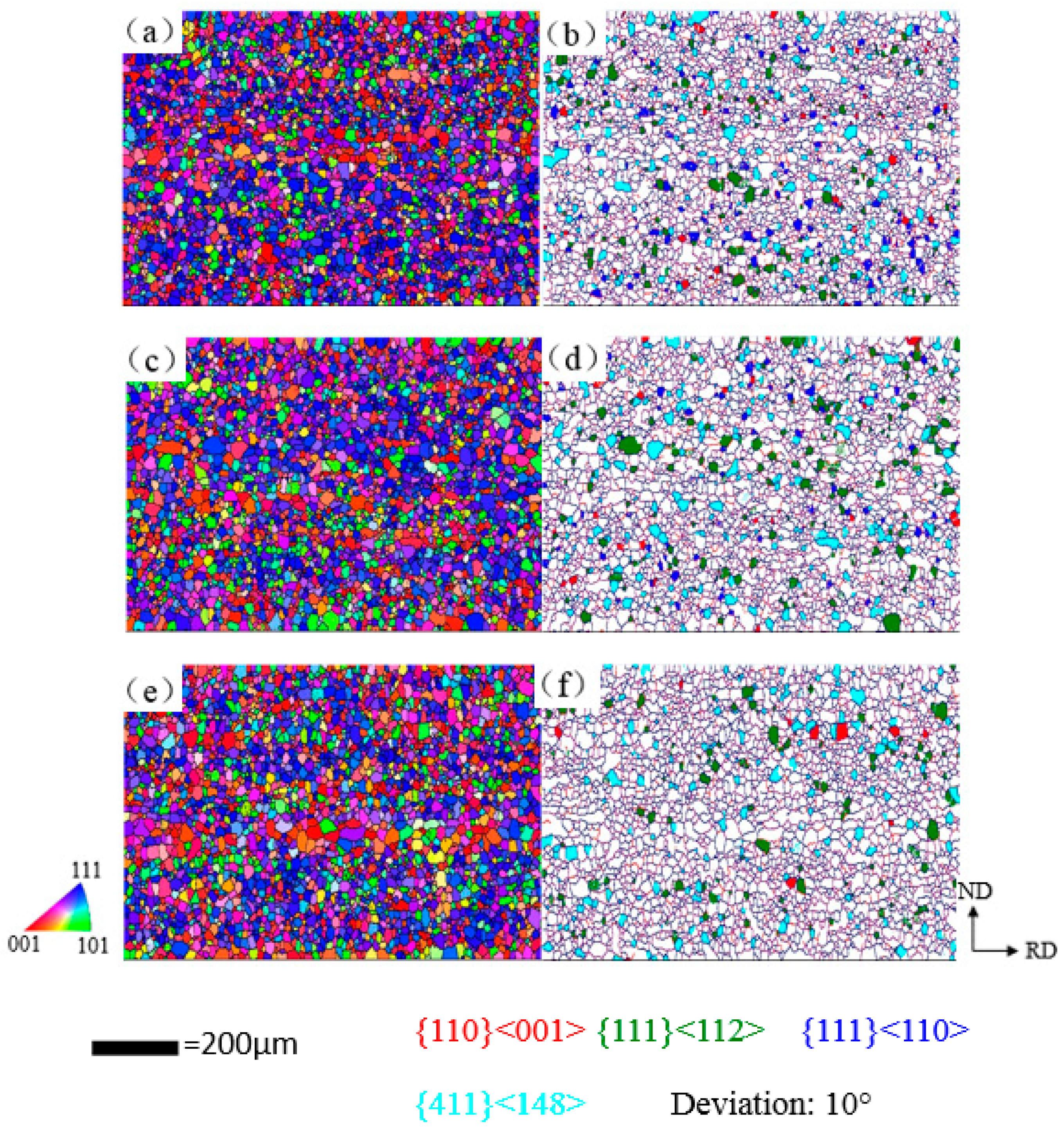
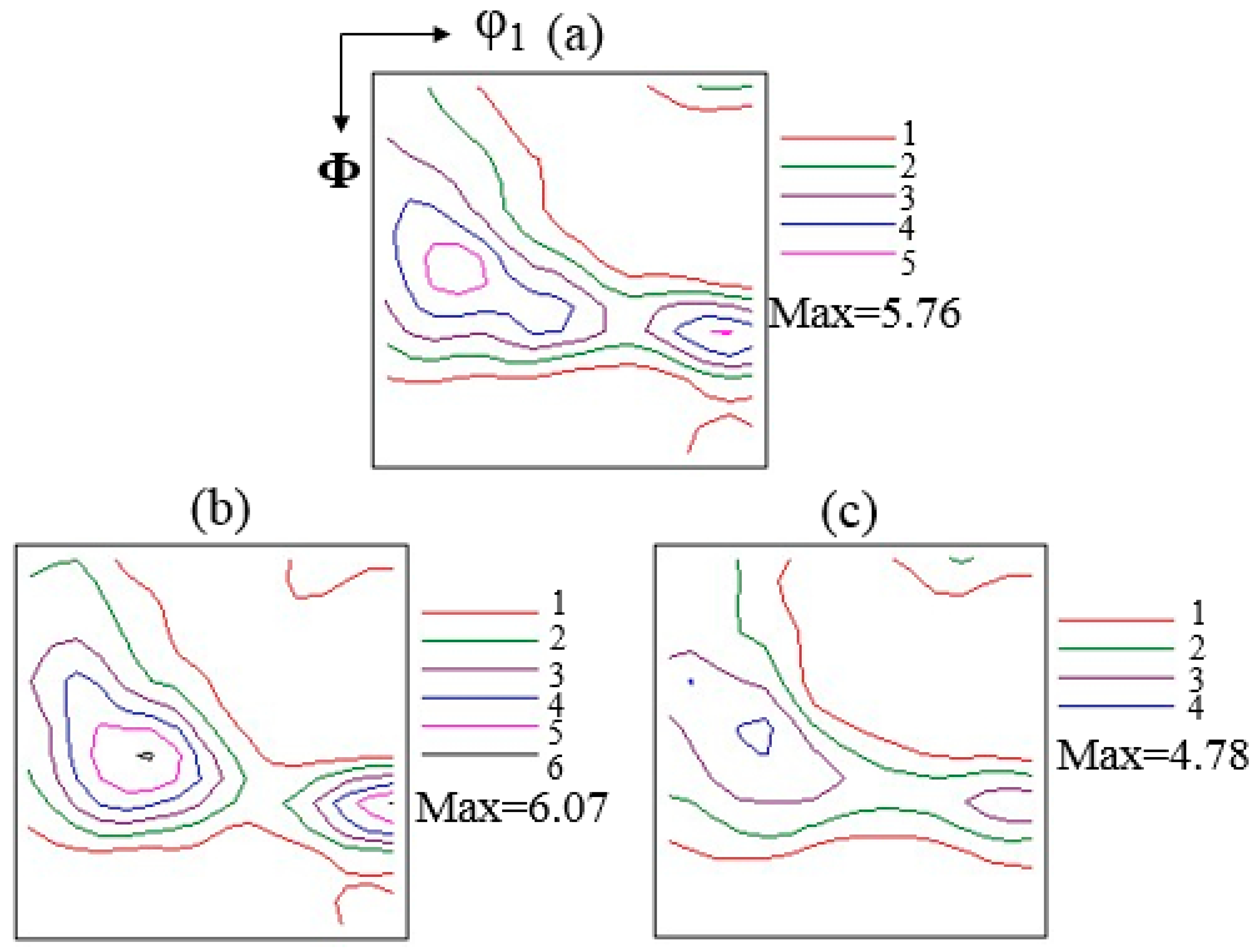
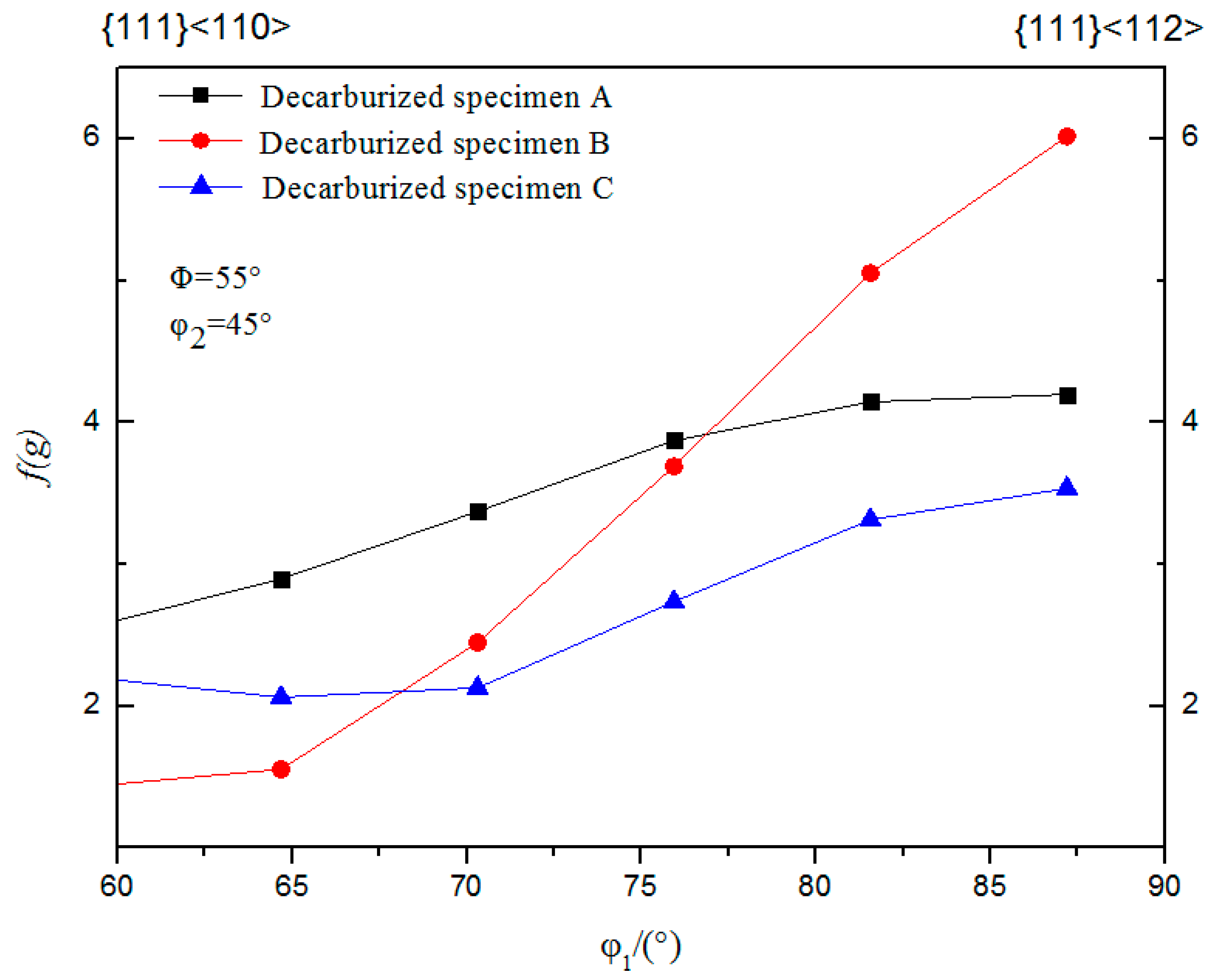
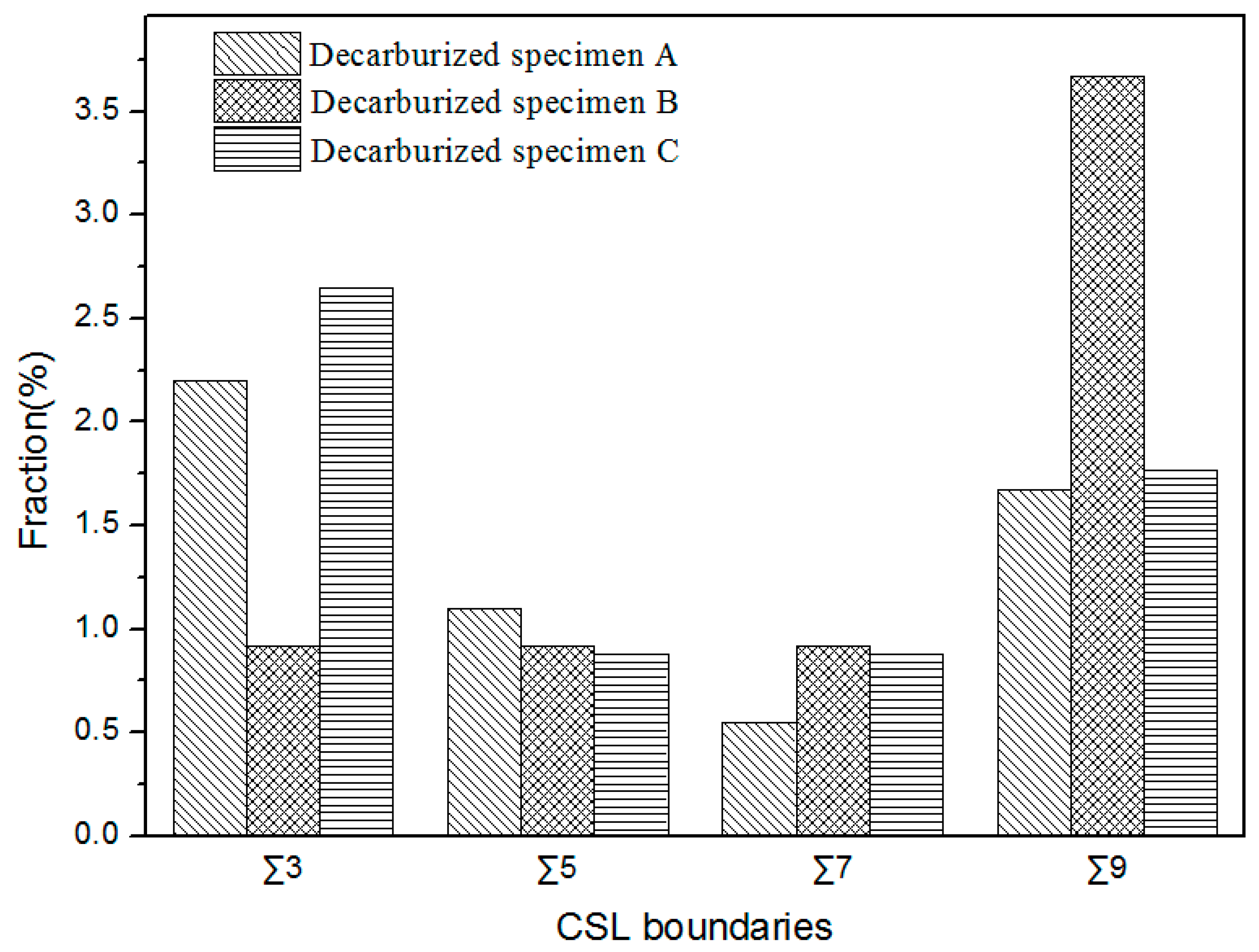
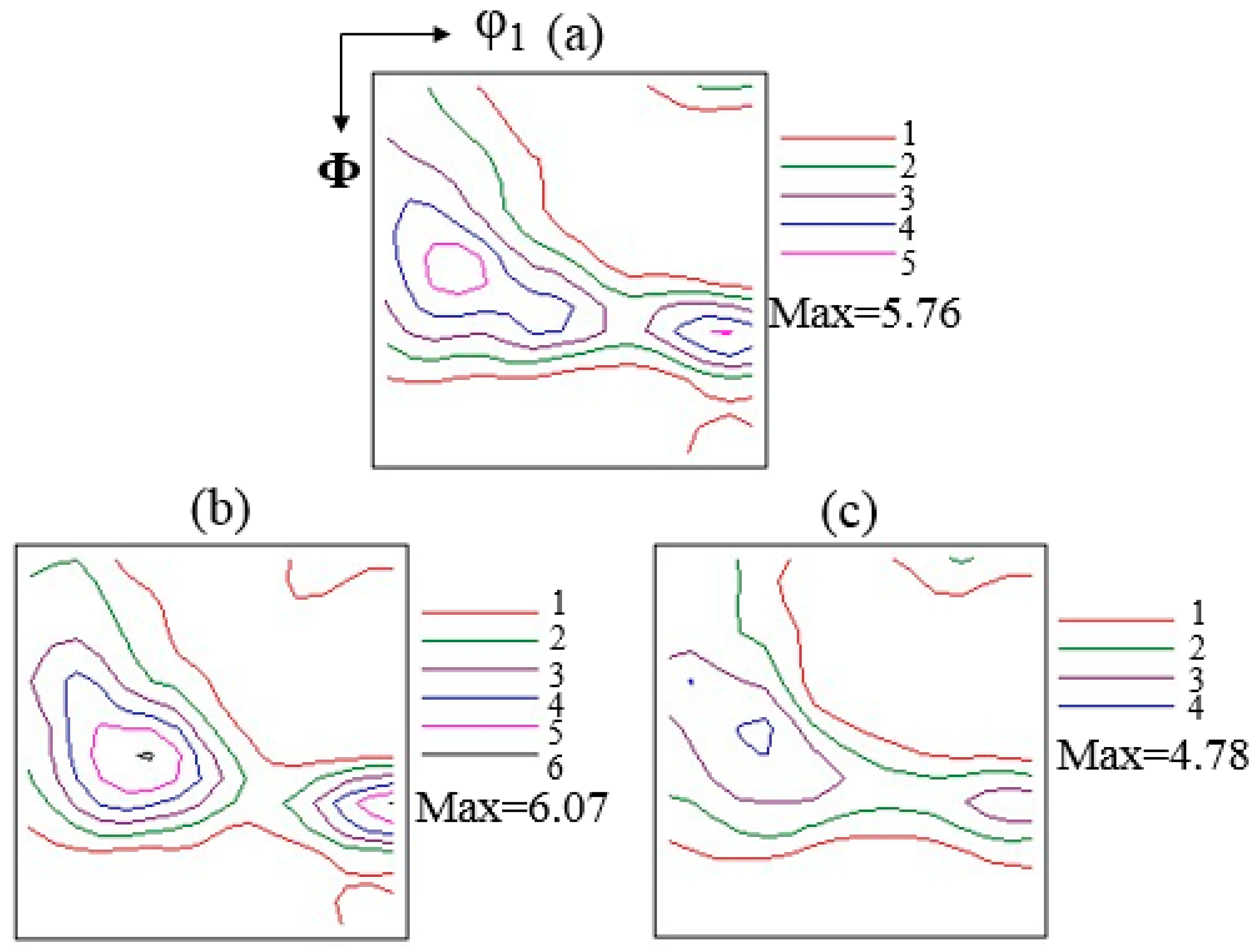
3.3. Microstructure and Texture of the Decarburized Bands
4. Discussion
4.1. Effect of Normalizing Temperature on Behaviors of Precipitates in the Bands
4.2. Effect of Normalizing Temperature on Microstructure and Texture of the Annealed Bands
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Etter, A.L.; Baudin, T.; Penelle, R. Influence of the Goss grain environment during secondary recrystallisation of conventional grain oriented Fe–3% Si steels. Scr. Mater. 2002, 47, 725–730. [Google Scholar] [CrossRef]
- Xia, Z.S.; Kang, Y.L.; Wang, Q.L. Developments in the production of grain-oriented electrical steel. Magn. Magn. Mater. 2008, 320, 3229–3233. [Google Scholar] [CrossRef]
- Jenkins, K.; Lindenmo, M. Precipitates in electrical steels. Magn. Magn. Mater. 2008, 320, 2423–2429. [Google Scholar] [CrossRef]
- Lee, C.S.; Han, C.H.; Woo, J.S.; Choi, G.S.; Kim, J.K.; Hong, B.D.; Han, K.S. Manufacturing High Magnetic Flux Denshy Grain Oriented Electrical Steel Sheet Based on Low Temperature Slab Heating Method. U.S. Patent No. 6451128, September 2002. [Google Scholar]
- Jorgebadiola, D.; Gutiérrez, I. Study of the strain reversal effect on the recrystallization and strain-induced precipitation in a Nb-microalloyed steel. Acta Mater. 2004, 52, 333–341. [Google Scholar] [CrossRef]
- Park, J.S.; Lee, Y.K. Nb(C,N) precipitation kinetics in the bainite region of a low-carbon Nb-microalloyed steel. Scr. Mater. 2007, 57, 109–112. [Google Scholar] [CrossRef]
- Zhang, Y.; Fu, Y.L.; Wang, R.W.; Wu, K.M. Feasibility of Nb(C,N) as an inhibitor in oriented silicon steel. China Metall. 2008, 18, 7. (In Chinese) [Google Scholar]
- Hulka, K.; Vlad, C.; Doniga, A. The role of niobium as microalloying element in electrical sheet. Steel Res. Int. 2002, 73, 453–460. [Google Scholar] [CrossRef]
- Feng, Y.L.; Li, Y.; Guo, J.; Li, J.; Du, T. Effect of slab reheating temperature on recrystallization microstructure, texture andmagnetic properties of Nb-containing grain-oriented silicon steel. Magn. Magn. Mater. 2017, 439, 135–143. [Google Scholar] [CrossRef]
- Fang, F.; Lan, M.F.; Lu, X.; Zhang, Y.X.; Wang, Y.; Yuan, G.; Cao, G.M.; Xu, Y.B.; Misra, R.D.K.; Wang, G.D. The impact of niobium on the microstructure, texture and magnetic properties of strip-cast grain oriented silicon steel. Magn. Magn. Mater. 2017, 442, 1–7. [Google Scholar] [CrossRef]
- Choi, G.S.; Lee, C.S.; Woo, J.S.; Hong, B.D. Method for Method for Manufacturing Oriented Electrical Steel Sheet By Heating Slab at Low Temperature. U.S. Patent No. 5653821, August 1997. [Google Scholar]
- Gao, Y.; Xu, G.; Guo, X.L.; Li, G. Effect of Cr on Secondary Recrystallization Behaviors in High Permeability Grain Oriented Silicon Steel Manufactured by Low-Temperature Slab Reheating. Magn. Magn. Mater. 2019, 476, 428–436. [Google Scholar] [CrossRef]
- Hong, B.D.; Han, K.S.; Kim, J.K.; Cho, K.M. Effect of hot band annealing on magnetic properties in 3% Si grain-oriented electrical steels. Steel Res. Int. 2005, 76, 448–450. [Google Scholar] [CrossRef]
- Ling, C.; Xiang, L.; Qiu, S.T.; Gan, Y. Effects of normalizing annealing on grain oriented silicon steel. Iron Steel Res. Int. 2014, 21, 690–694. [Google Scholar] [CrossRef]
- Li, H.; Feng, Y.L.; Qi, X.; Cang, D.; Liang, J. Study on microstructure and precipitates at different normalizing in Fe-3.15%Si low temperature oriented silicon steel. Acta Metall. Sin. (Chin. Ed.) 2013, 49, 562–568. [Google Scholar] [CrossRef]
- He, C.X.; Yang, F.Y.; Yan, G.C.; Meng, L.; Ma, G.; Chen, X.; Mao, W. Effect of normalizing on textures of thin-gauge grain oriented silicon steel. Acta Metall. Sin. 2016, 52, 1063–1069. [Google Scholar]
- Chang, L.; Hwang, Y.S. Effect of vanadium content and annealing temperature on recrystallisation, grain growth, and magnetic properties in 0–3% Si electrical steels. Mater. Sci. Technol. 1998, 14, 608–618. [Google Scholar] [CrossRef]
- Tsai, M.C.; Hwang, Y.S. The quenching effects of hot band annealing on grain-oriented electrical steel. Magn. Magn. Mater. 2010, 322, 2690–2695. [Google Scholar] [CrossRef]
- Yan, M.Q.; Qian, H.; Yang, P.; Mao, W.; Jian, Q.; Jin, W. Analysis of Micro-texture during Secondary Recrystallization in a Hi-B Electrical Steel. J. Mater. Sci. Technol. (Shenyang China) 2011, 27, 1065–1071. [Google Scholar] [CrossRef]
- Homma, H.; Hutchinson, B. Orientation dependence of secondary recrystallization in silicon–iron. Acta Mater. 2003, 51, 3795–3805. [Google Scholar] [CrossRef]
- Wriedt, H.A. Solubility product of aluminum nitride in 3 percent silicon iron. Metall. Trans. A 1980, 11, 1731–1736. [Google Scholar] [CrossRef]
- Darken, L.S.; Smith, R.P.; Filer, E.W. Solubility of Gaseous Nitrogen in Gamma Iron and the Effect of Alloying Constituents—Aluminum Nitride Precipitation. JOM 1951, 3, 1174–1179. [Google Scholar] [CrossRef]
- Wriedt, H.A.; Hu, H. The solubility product of manganese sulfide in 3 pct silicon-iron at 1270 to 1670 K. Metall. Trans. A 1976, 7, 711–718. [Google Scholar] [CrossRef]
- Iwayama, K.; Haratani, T. The dissolution and precipitation behavior of ain and MnS in grain-oriented 3% silicon-steel with high permeability. Magn. Magn. Mater. 1980, 19, 15–17. [Google Scholar] [CrossRef]
- Akamatsu, S.; Hasebe, M.; Senuma, T.; Matsumura, Y.; Kisue, O. Thermodynamic calculation of solute carbon and nitrogen in Nb and Ti added extra-low carbon steels. ISIJ Int. 1994, 34, 9–16. [Google Scholar] [CrossRef]
- Chen, J.X. Manual of Chart and Data in Common Use of Steel Making; Metallurgical Industry Press: Beijing, China, 2010; p. 704. [Google Scholar]
- Perrard, F.; Deschamps, A.; Bley, F.; Donnadieu, P.; Maugis, P. A small-angle neutron scattering study of fine-scale NbC precipitation kinetics in the α-Fe–Nb–C system. Appl. Crystallogr. 2006, 39, 473–482. [Google Scholar] [CrossRef]
- Hillert, M. Inhibition of grain growth by second-phase particles. Acta Metall. 1988, 36, 3177–3181. [Google Scholar] [CrossRef]
- Zener, C. Theory of growth of spherical precipitates from solid solution. J. Appl. Phys. 1949, 20, 950–953. [Google Scholar] [CrossRef]
- Cui, Z.X.; Tan, Y.C. Metallographic and Heat Treatment; China Machine Press: Beijing, China, 2007; p. 202. [Google Scholar]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004; p. 527. [Google Scholar]
- Feng, S.; Wang, L.J.; Cui, W.F.; Yang, Q.; Liu, C.M. Aging precipitation and recrystallization in high-nitrogen austenitic stainless steel. Trans. Nonferrous Met. Soc. China 2009, 19, 569–572. [Google Scholar]
- Nakashima, S.; Takashima, K.; Harase, J. Effect of Cold Rolling Reduction on Secondary Recrystallization in Grain-oriented Electrical Steel Produced by Single-stage Rolling Process. ISIJ Int. 1991, 31, 1013–1019. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Al | Cr | Nb | N | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.049 | 3.104 | 0.080 | 0.008 | 0.006 | 0.027 | 0.268 | 0.086 | 0.007 | Balance |
| Inhibitor | AlN | MnS | NbC | NbN | Cr7C3 | CrN |
|---|---|---|---|---|---|---|
| In ferrite (α) | 1360 | 1156 | 1023 | 1123 | 485 | 800 |
| In austenite (γ) | 1031 | 1192 | 789 | 1086 | 405 | 652 |
| Texture | Sample A | Sample B | Sample C |
|---|---|---|---|
| {110}<001> | 0.77 | 0.75 | 0.78 |
| {411}<148> | 0.75 | 0.72 | 0.73 |
| {111}<112> | 0.78 | 0.77 | 0.77 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Zhu, C.; Jia, J.; Wang, Y.; Liu, Y.; Li, G. Effect of Normalizing Annealing Temperature on Precipitates and Texture of Nb-Cr-Bearing Decarburized Grain-Oriented Silicon Steels. Metals 2019, 9, 457. https://doi.org/10.3390/met9040457
Liu Y, Zhu C, Jia J, Wang Y, Liu Y, Li G. Effect of Normalizing Annealing Temperature on Precipitates and Texture of Nb-Cr-Bearing Decarburized Grain-Oriented Silicon Steels. Metals. 2019; 9(4):457. https://doi.org/10.3390/met9040457
Chicago/Turabian StyleLiu, Yulong, Chengyi Zhu, Juan Jia, Yong Wang, Yu Liu, and Guangqiang Li. 2019. "Effect of Normalizing Annealing Temperature on Precipitates and Texture of Nb-Cr-Bearing Decarburized Grain-Oriented Silicon Steels" Metals 9, no. 4: 457. https://doi.org/10.3390/met9040457
APA StyleLiu, Y., Zhu, C., Jia, J., Wang, Y., Liu, Y., & Li, G. (2019). Effect of Normalizing Annealing Temperature on Precipitates and Texture of Nb-Cr-Bearing Decarburized Grain-Oriented Silicon Steels. Metals, 9(4), 457. https://doi.org/10.3390/met9040457