A Trade-Off between Mechanical Strength and Erosive Wear Resistance in AlSi12CuMgNi Alloy Used to Manufacture Fan Blades for Underground Mines

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Conclusions
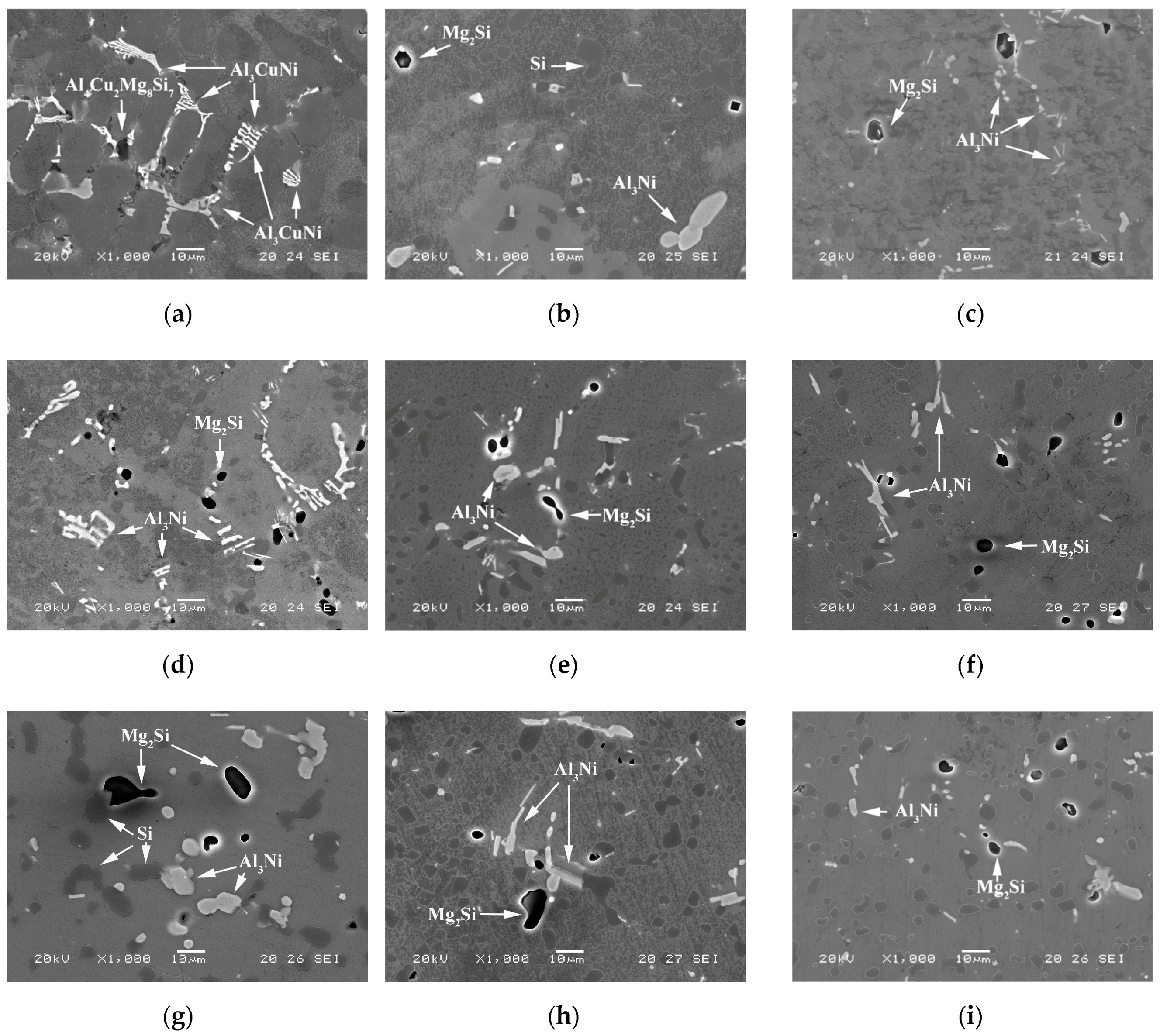
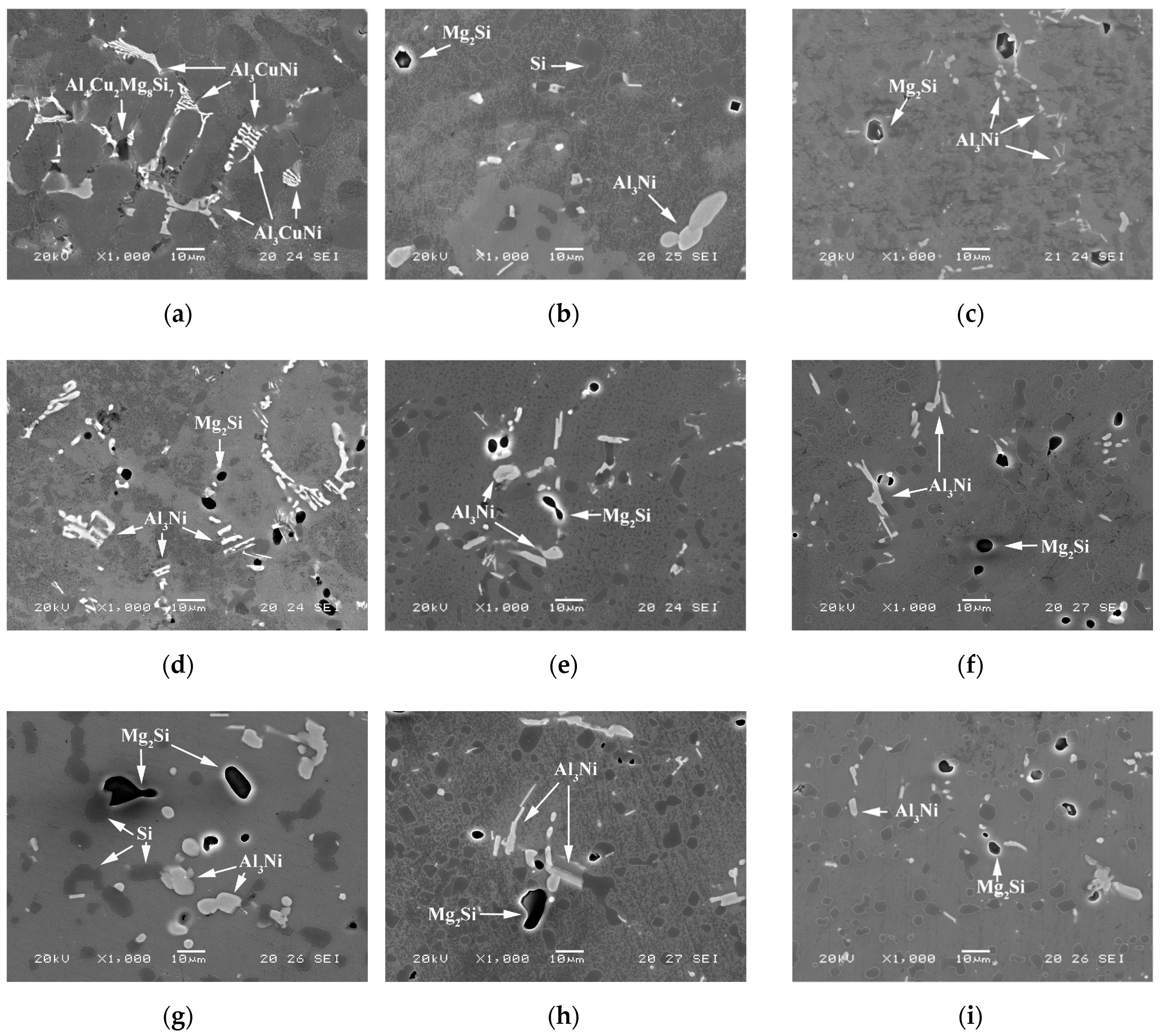
- In the as-cast state, almost all the Mg is found in solid solution in the α phase, while the Cu is found as a precipitate in Al3CuNi and Al4Cu2Mg8Si7 phases. These phases are part of a non-equilibrium eutectic. The solution treatment disaggregates said eutectic constituent, dissolving both phases, and allows for the precipitation of equilibrium phases such as Mg2Si and Al3Ni.
- The main precipitated equilibrium phases are Si, Al3Ni, and Mg2Si. As the ageing times increase, the Al3Ni, Mg2Si and Si phases gradually dissolve by diffusion through the matrix.
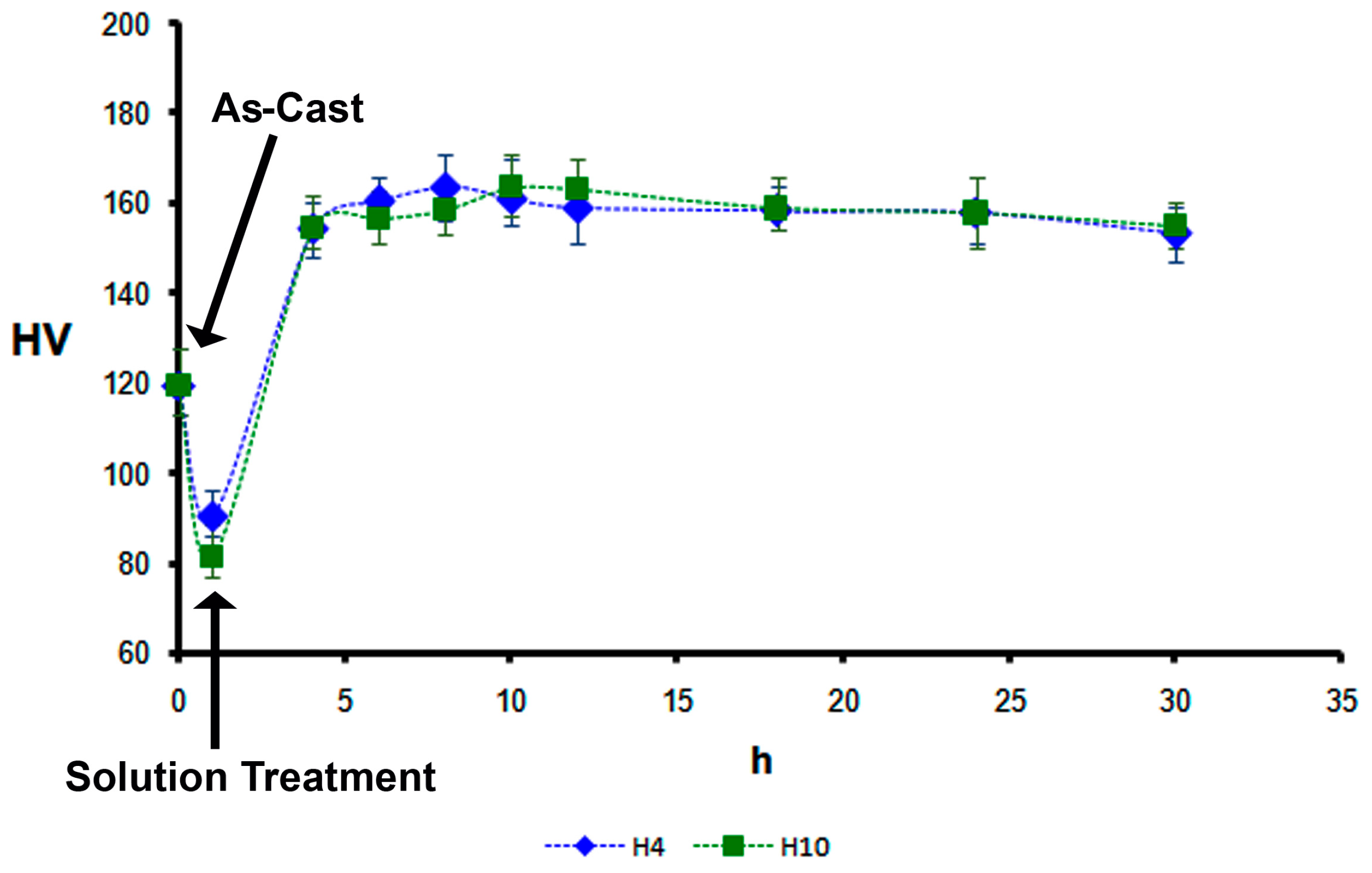
- Following quenching, the formation of crystalline clusters with a high concentration of Cu atoms occurs. These clusters reach their highest weight percentage (0.3%) after 8 h of ageing, and subsequently dissolve with increasing ageing time without the precipitation of intermediate transition phases that include Cu.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kazakov, B.P.; Shalimov, A.V.; Kiryakov, A.S. Energy-saving mine ventilation. J. Min. Sci. 2013, 49, 475–481. [Google Scholar] [CrossRef]
- Pikushchak, E.V.; Minkov, L.L. Method of calculating the aerodynamic efficiency of the axial fan. J. Math. Mech. 2016, 90–101. [Google Scholar] [CrossRef] [PubMed]
- Pezda, J. Effect of the T6 heat treatment on change of mechanical properties of the AlSi12CuNiMg alloy modified with strontium. Arch. Metall. Mater. 2015, 60, 627–632. [Google Scholar] [CrossRef]
- Fernandez-Gutierrez, R.; Requena, G.C. The effect of spheroidisation heat treatment on the creep resistance of a cast AlSi12CuMgNi piston alloy. Mater. Sci. Eng. 2014, 598, 147–153. [Google Scholar] [CrossRef]
- Al Kahtani, S.A.; Doty, H.W.; Samuel, F.H. Combined effect of melt thermal treatment and solution heat treatment on eutectic Si particles in cast Al-Si alloys. Int. J. Cast Met. Res. 2014, 27, 38–48. [Google Scholar] [CrossRef]
- Sjolander, E.; Seifeddine, S. The heat treatment of Al-Si-Cu-Mg casting alloys. J. Mater. Process. Technol. 2010, 210, 1249–1259. [Google Scholar] [CrossRef]
- Eskin, D.G. Decomposition of supersaturated solid solutions in Al-Cu-Mg-Si alloys. J. Mater. Sci. 2003, 38, 279–290. [Google Scholar] [CrossRef]
- Pan, X.; Morral, J.E.; Brody, H.D. Predicting the Q-Phase in Al-Cu-Mg-Si Alloys. J. Phase Equilib. Diffus. 2010, 31, 144–148. [Google Scholar] [CrossRef]
- Bastow, T.J.; Hill, A.J. Guinier-Preston and Guinier-Preston-Bagaryatsky zone reversion in Al-Cu-Mg alloys studied by NMR. Res. Innov. Technol. 2006, 519–521, 1385–1390. [Google Scholar] [CrossRef]
- Hayoune, A.; Shabestari, S.G.; Hamana, D. Study on the Structural Evolution During Non Isothermal Aging of an Al-Cu-Mg-Si Alloy by Means of Thermal Analysis. Trans. Indian Inst. Met. 2016, 69, 1529–1535. [Google Scholar] [CrossRef]
- Vishwas, D.K.; Chandrappa, C.N.; Venkatesh, S. Study On Erosion Behaviour Of Hybrid Aluminium Composite. In Proceedings of the 1st International Conference on Design, Materials and Manufacture (ICDEM), Surathkal, India, 29–31 January 2018. [Google Scholar]
- Chung, F.H. Quantitative interpretation of X-Ray-Diffraction patterns of mixtures. Adiabatic principle of X-Ray-Diffraction analysis of mixtures. J. Appl. Crystallogr. 1974, 7, 526–531. [Google Scholar] [CrossRef]
- Davis, B.L. Semiquantitative XRD analysis with the aid of reference intensity ratio estimates. Powder Diffr. 1998, 13, 185–187. [Google Scholar] [CrossRef]
- Pero-Sanz, J.A. Ciencia e Ingeniería de Materiales, 4th ed.; Dossat 2000: Madrid, Spain, 2000; p. 676. [Google Scholar]
- Ashby, M.; Jones, D. Engineering Materials 2, 2nd ed.; Butterworth Heinemann: Oxford, UK, 1998; Volume 2. [Google Scholar]
- Yang, C.W.; Chang, Y.H.; Lui, T.S.; Chen, L.H. Effects of friction stir processing and artificial peak aging on erosion resistance of Al-11Si-4Cu-2Ni-0.7Mg cast alloy. Mater. Des. 2012, 40, 163–170. [Google Scholar] [CrossRef]
- Farkoosh, A.R.; Javidani, M.; Hoseini, M.; Larouche, D.; Pekguleryuz, M. Phase formation in as-solidified and heat-treated Al-Si-Cu-Mg-Ni alloys: Thermodynamic assessment and experimental investigation for alloy design. J. Alloy. Comp. 2013, 551, 596–606. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| %Si | %Fe | %Cu | %Mn | %Mg | %Ni | %Zn | %Ti |
|---|---|---|---|---|---|---|---|
| 11.67 | 0.14 | 1.12 | 0.01 | 1.3 | 0.93 | 0.02 | 0.12 |
| State | Ageing | %Si | Mg2Si | Al3CuNi | Al3Ni | (Cu) | Al4Cu2Mg8Si7 | Fe5Si3 | Hardness |
|---|---|---|---|---|---|---|---|---|---|
| As-Cast | - | 8.6 | - | 3.1 | - | - | 2.1 | - | 120 |
| ST 4 h | - | 9.7 | 1.5 | - | 6.4 | 0.2 | - | 1.3 | 91 |
| 8 h | 10.2 | 2.3 | - | 5.2 | 0.3 | - | 0.3 | 164 | |
| 12 h | 9.2 | 1.9 | - | 4.1 | 0.2 | - | 0.2 | 159 | |
| 24 h | 6.8 | 1.3 | - | 2.9 | 0.1 | - | 0.1 | 158 | |
| ST 10 h | - | 9.4 | 1.1 | - | 6.7 | 0.2 | - | 0.2 | 82 |
| 8 h | 9.9 | 2.8 | - | 6.2 | 0.3 | - | 0.4 | 158 | |
| 12 h | 9.1 | 1.5 | - | 5.7 | 0.2 | - | 0.2 | 164 | |
| 24 h | 6.3 | 1.2 | - | 2.3 | 0.1 | - | 0.1 | 158 |
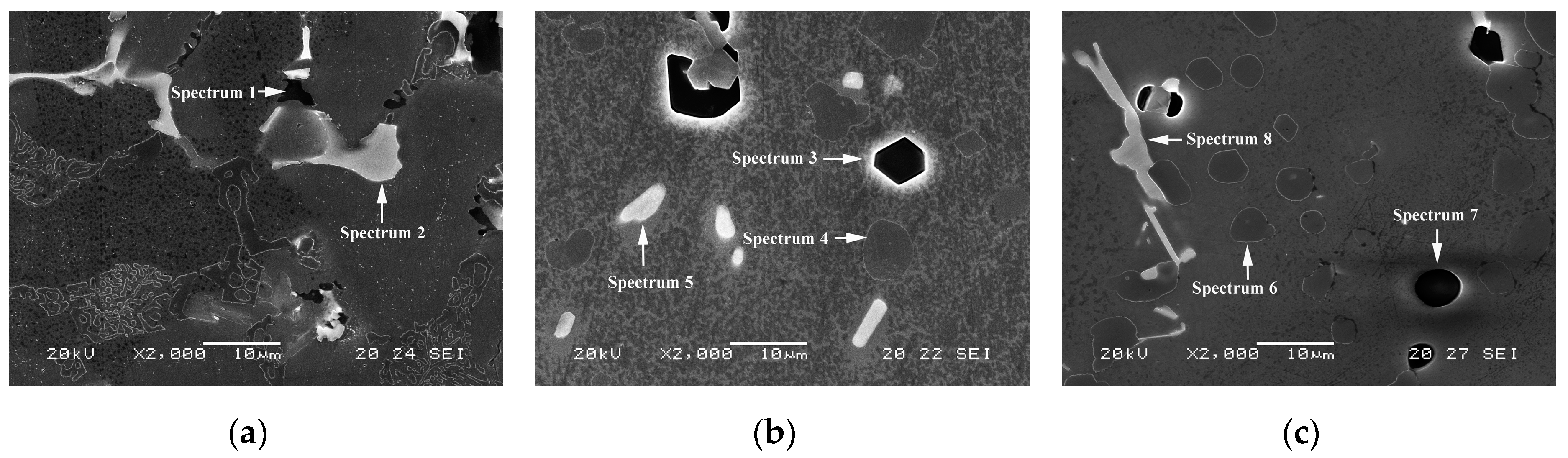
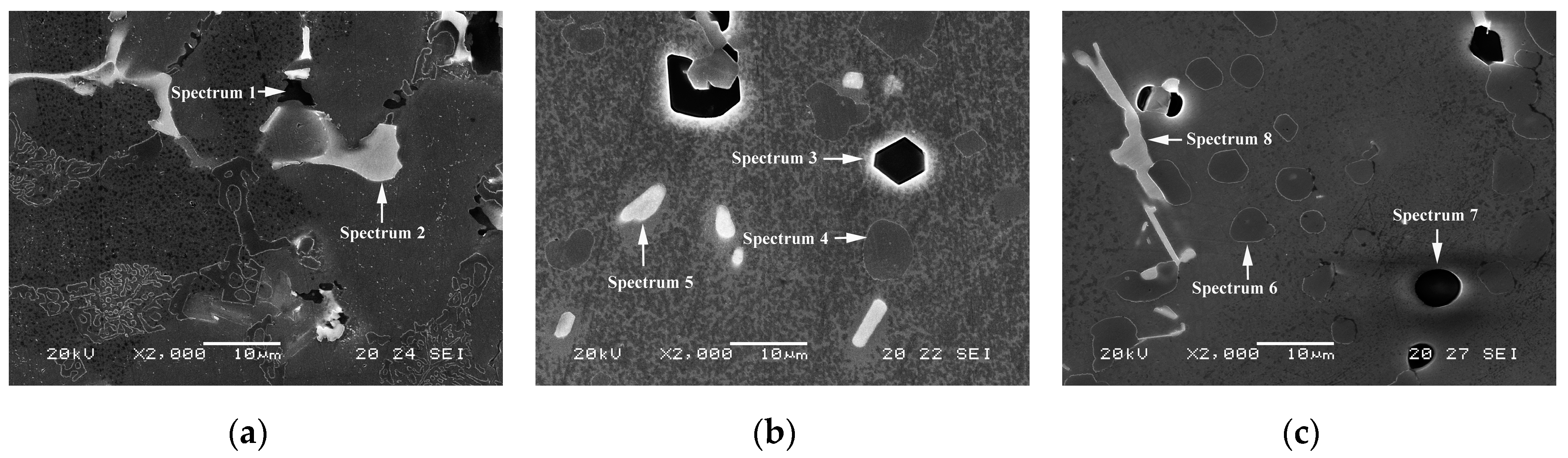
| Spectrum | %Mg | %Al | %Si | %Fe | %Ni | %Cu | State | Possible Phases |
|---|---|---|---|---|---|---|---|---|
| 1 | 13.09 | 56.18 | 16.84 | -- | -- | 13.89 | As-cast | Al4Cu2Mg8Si7 |
| 2 | -- | 59.85 | -- | -- | 36.04 | 4.10 | Al3CuNi | |
| 3 | 12.32 | 39.20 | 48.47 | -- | -- | -- | ST(525°C) 4 h | Mg2Si |
| 4 | -- | 6.13 | 93.87 | -- | -- | -- | Si | |
| 5 | -- | 57.29 | 2.32 | 4.63 | 32.29 | 3.47 | Al3Ni | |
| 6 | -- | 20.59 | 79.41 | -- | -- | -- | ST(525°C) 10 h | Si |
| 7 | 14.11 | 26.99 | 58.90 | -- | -- | -- | Mg2Si | |
| 8 | -- | 50.27 | 2.81 | 5.74 | 36.60 | 4.58 | Al3Ni |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alvarez-Antolin, F.; Segurado-Frutos, E.; González-Pociño, A.; Cofiño-Villar, A.; Asensio-Lozano, J. A Trade-Off between Mechanical Strength and Erosive Wear Resistance in AlSi12CuMgNi Alloy Used to Manufacture Fan Blades for Underground Mines. Metals 2019, 9, 313. https://doi.org/10.3390/met9030313
Alvarez-Antolin F, Segurado-Frutos E, González-Pociño A, Cofiño-Villar A, Asensio-Lozano J. A Trade-Off between Mechanical Strength and Erosive Wear Resistance in AlSi12CuMgNi Alloy Used to Manufacture Fan Blades for Underground Mines. Metals. 2019; 9(3):313. https://doi.org/10.3390/met9030313
Chicago/Turabian StyleAlvarez-Antolin, Florentino, Elvira Segurado-Frutos, Alejandro González-Pociño, Alberto Cofiño-Villar, and Juan Asensio-Lozano. 2019. "A Trade-Off between Mechanical Strength and Erosive Wear Resistance in AlSi12CuMgNi Alloy Used to Manufacture Fan Blades for Underground Mines" Metals 9, no. 3: 313. https://doi.org/10.3390/met9030313
APA StyleAlvarez-Antolin, F., Segurado-Frutos, E., González-Pociño, A., Cofiño-Villar, A., & Asensio-Lozano, J. (2019). A Trade-Off between Mechanical Strength and Erosive Wear Resistance in AlSi12CuMgNi Alloy Used to Manufacture Fan Blades for Underground Mines. Metals, 9(3), 313. https://doi.org/10.3390/met9030313