Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry



Abstract
1. Introduction
2. Methodology
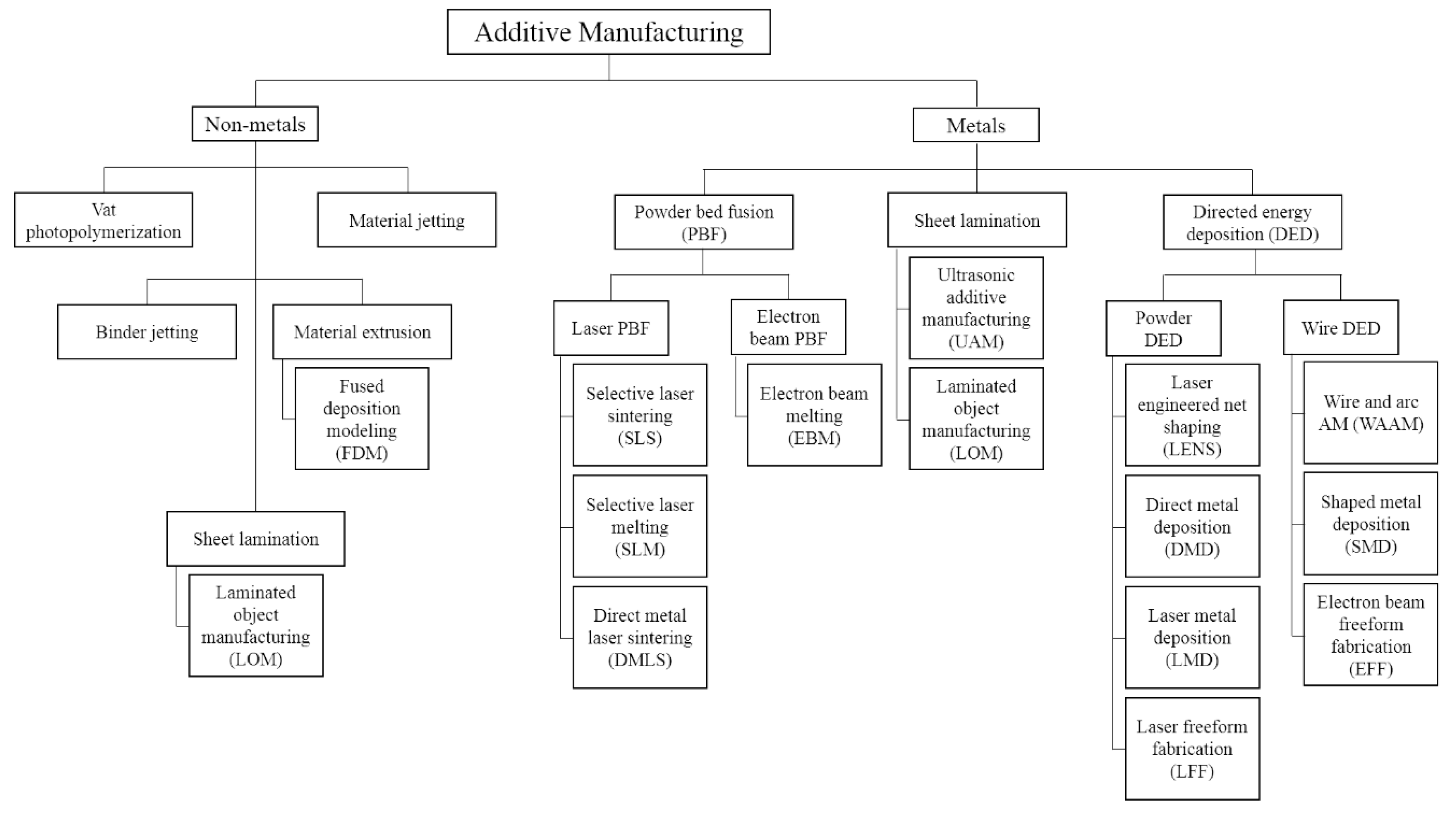
3. Classification of AM for Manufacturing Metallic Components
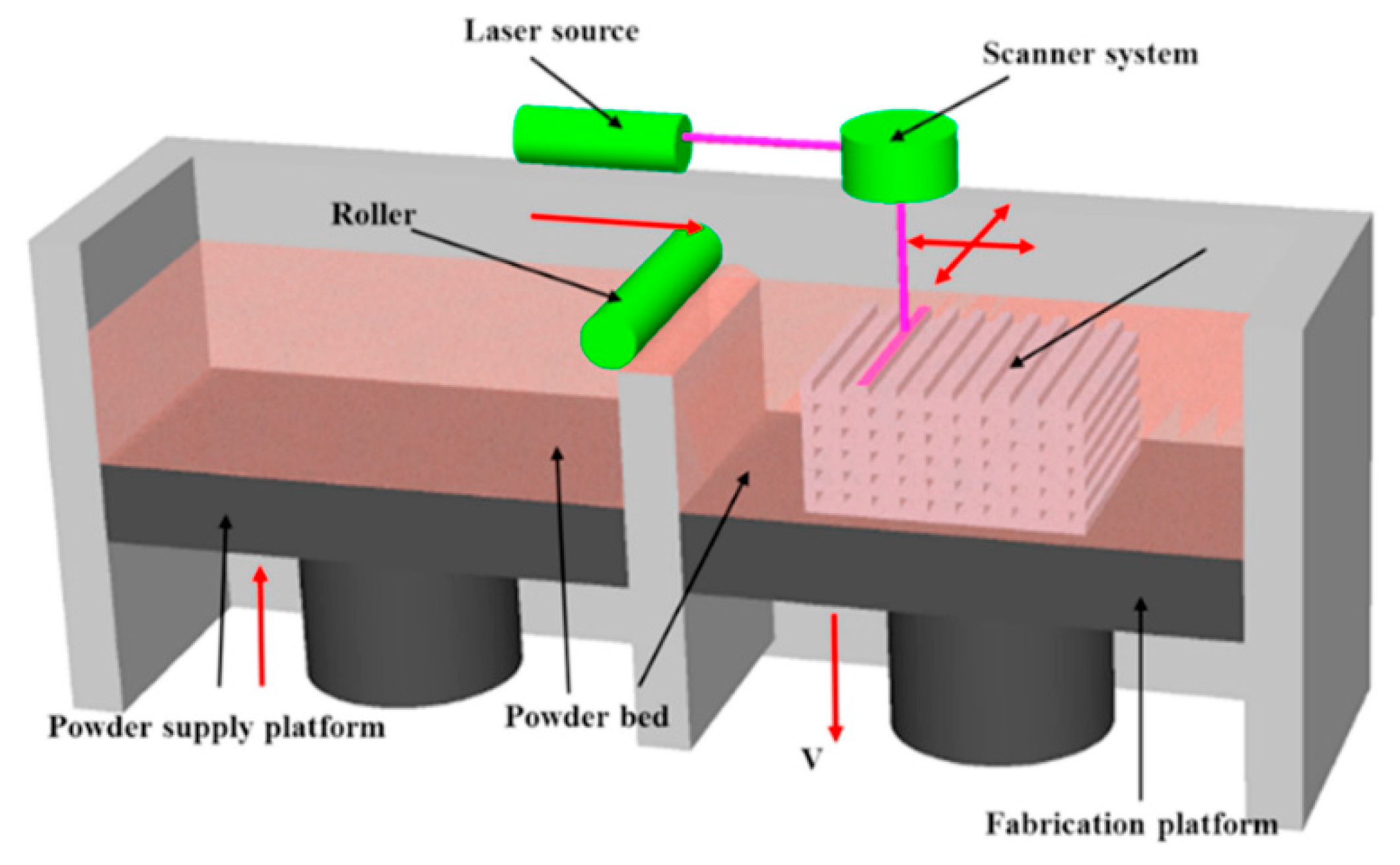
3.1. Powder Bed Fusion
3.1.1. Selective Laser Melting
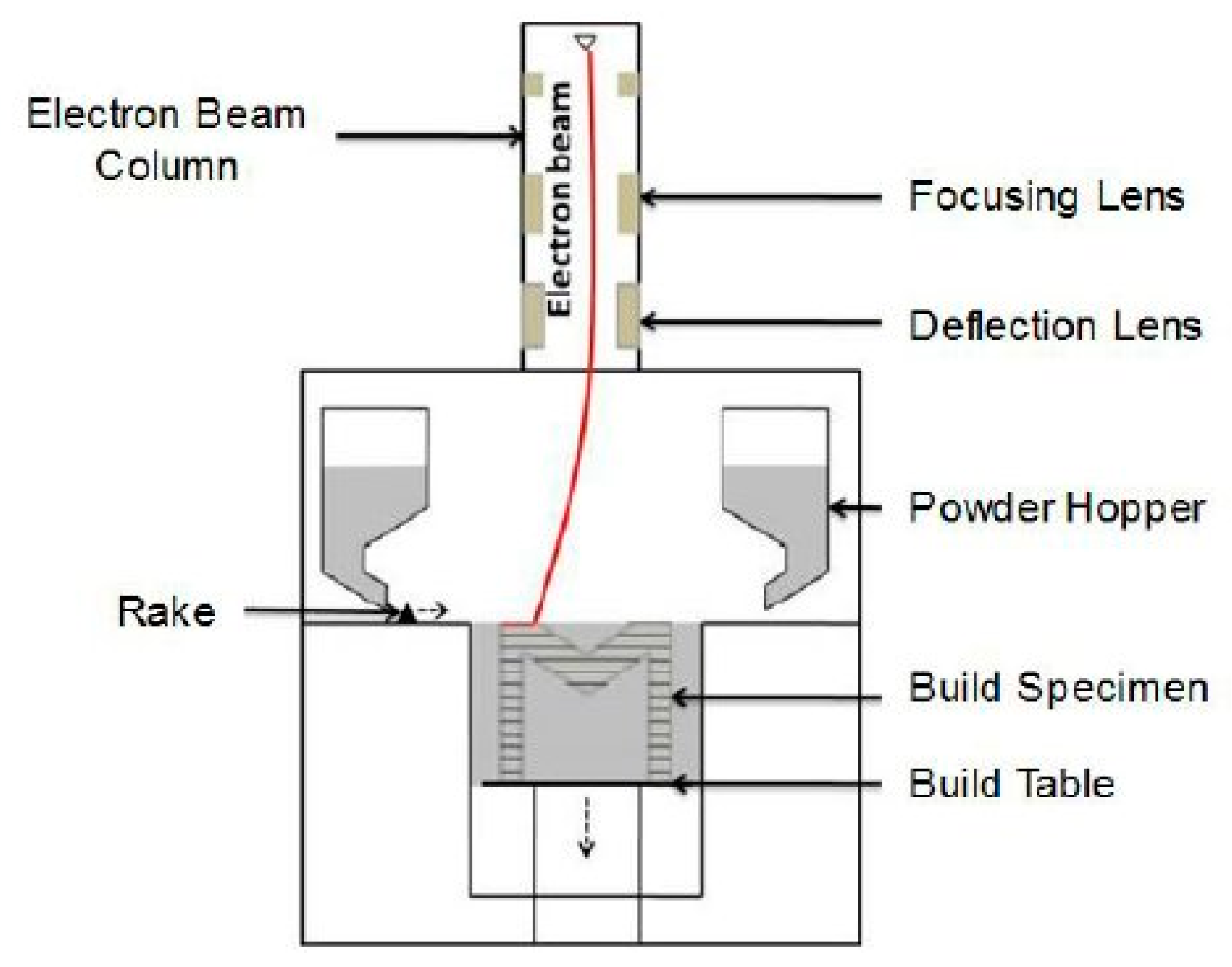
3.1.2. Electron Beam Melting
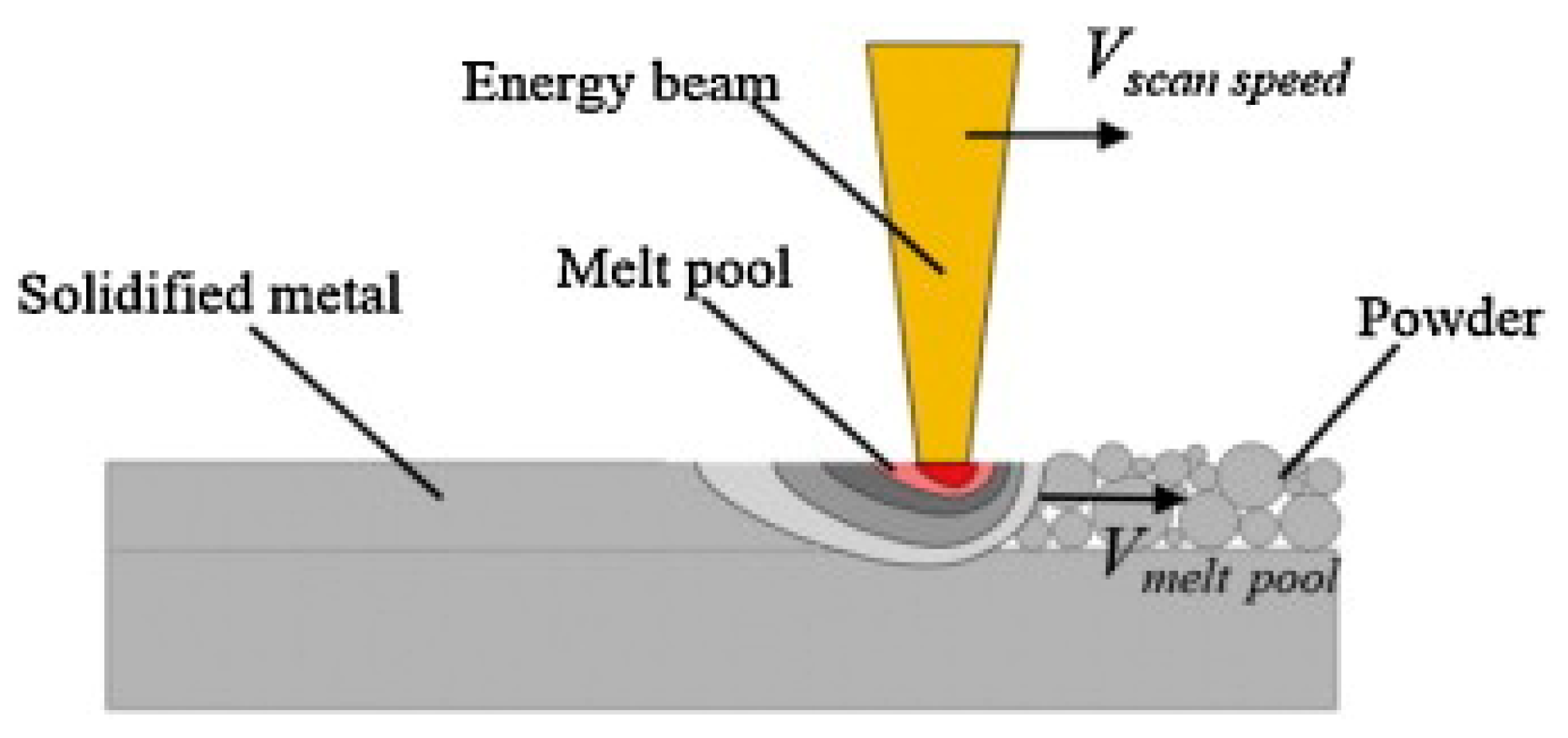
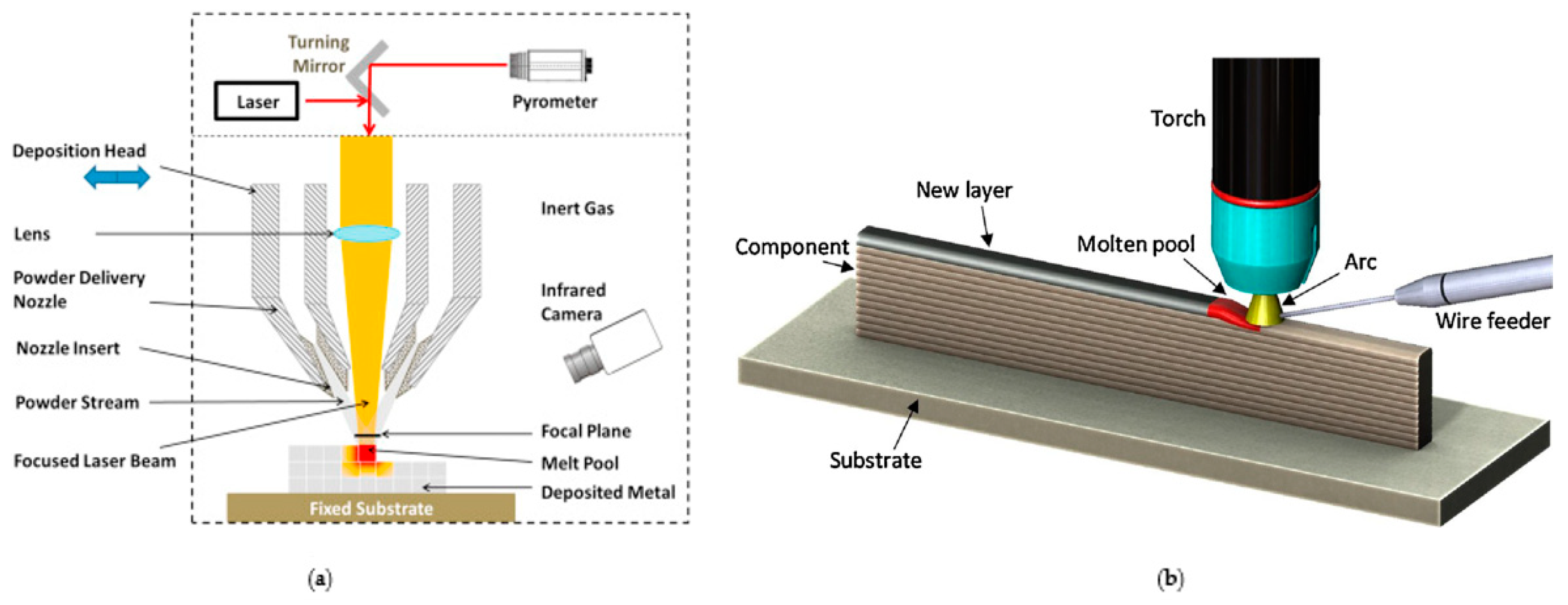
3.2. Directed Energy Deposition
4. Metallic Materials Used for AM in the Aerospace Industry
5. Applications of Metal AM in the Aerospace Industry
5.1. Propulsion System in Aircraft and Space Transportation
5.2. Structural Components for Aircraft and Spacecraft
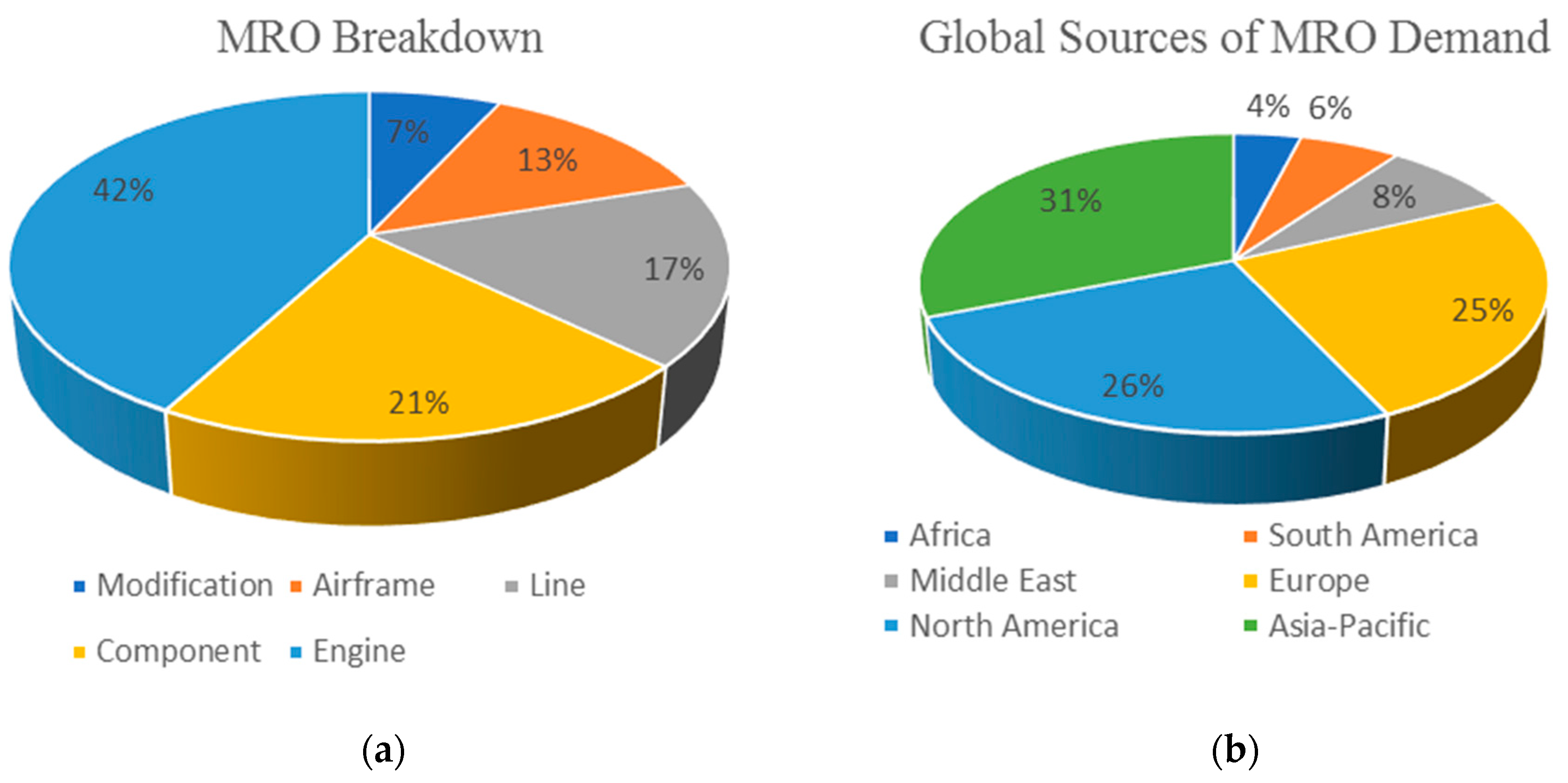
5.3. Maintenance and Repair of Aircraft Components
5.3.1. Repairs Using Directed Energy Deposition AM
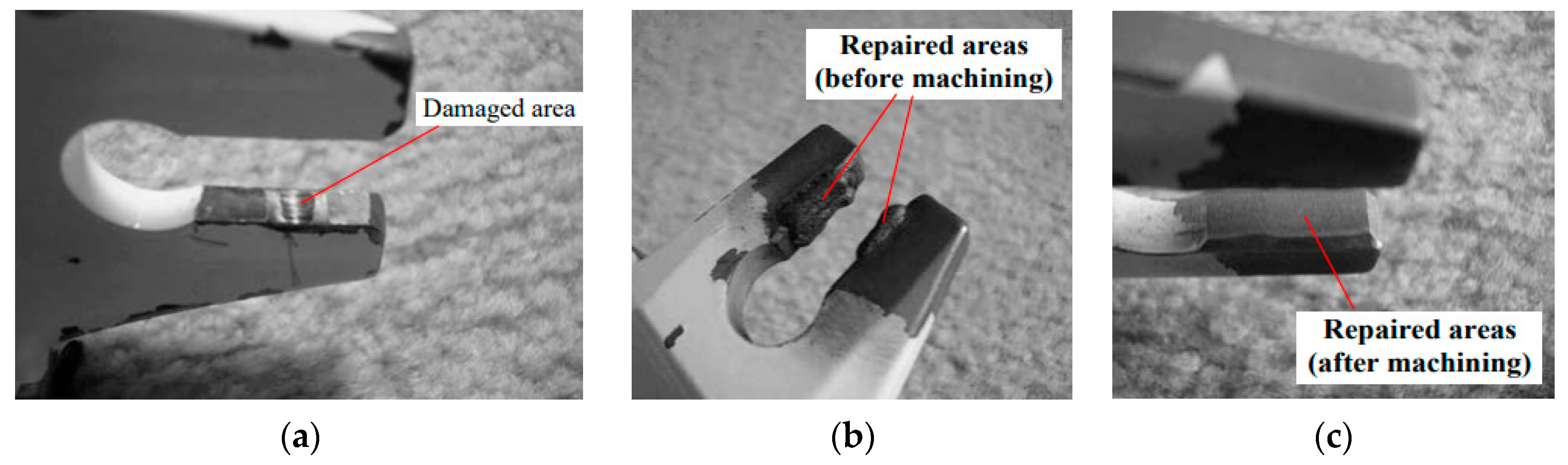
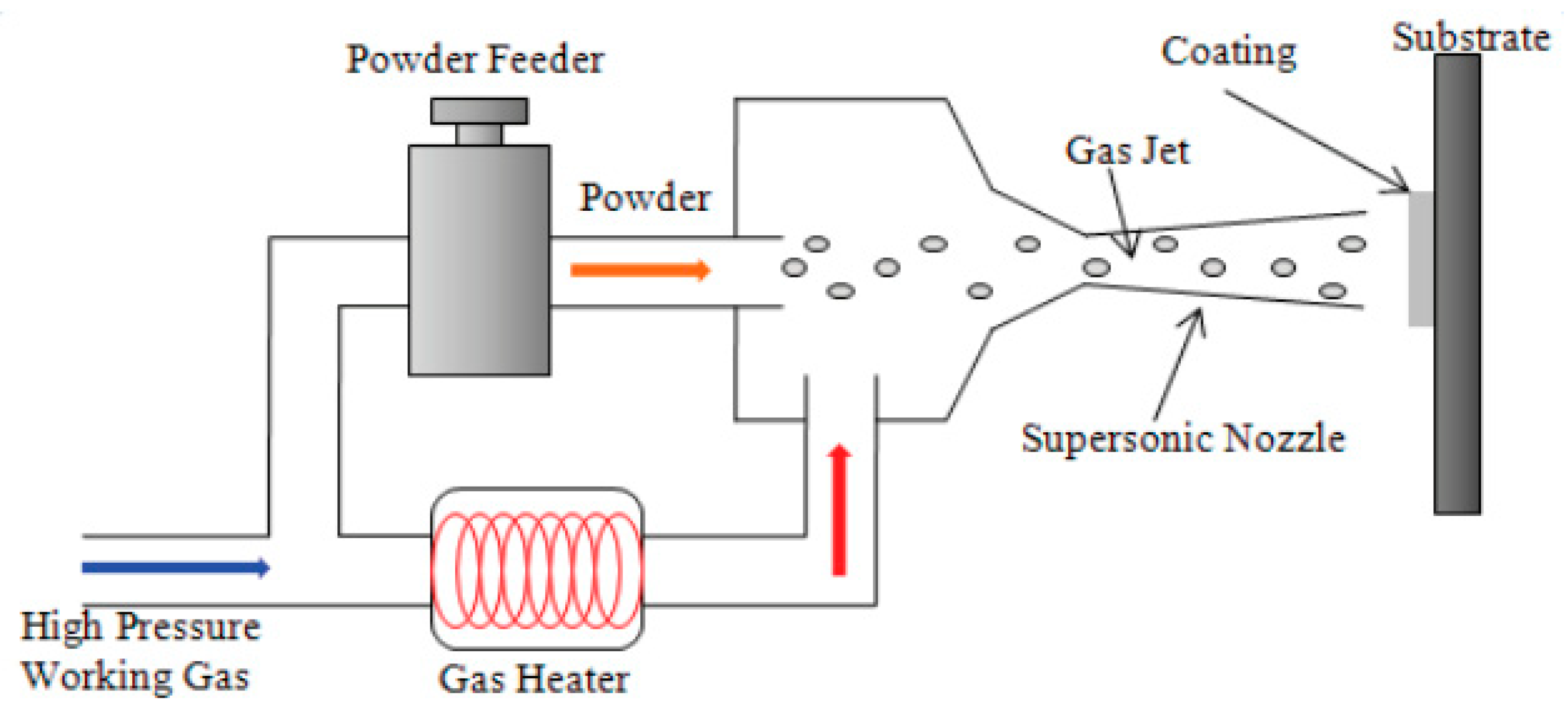
5.3.2. Repairs Using Supersonic Particle Deposition AM
5.4. Manufacturing Spare Parts for Legacy Aircraft
6. Current Outstanding Issues for Metal AM in the Aerospace Industry
6.1. Standards and Certification Qualifications
6.1.1. Barriers, Challenges, and Opportunities
Fatigue Properties of AM-Fabricated Aerospace Components
Non-Destructive Testing, Evaluation, and In-Situ Process Monitoring
Hybrid AM/SM Approach
Topology Optimization and Design for Additive Manufacturing
6.1.2. Current Standards and Certification Developments
6.2. Sustainability of Metal AM for Aerospace Applications
- An average improvement of aircraft fuel efficiency of 1.5% per year from 2009–2020.
- A cap on net aviation CO2 emissions from 2020 (also known as carbon-neutral growth).
- A reduction in net aviation CO2 emissions of 50% by 2050 relative to 2005 levels.
6.2.1. Economic Sustainability
6.2.2. Energy Consumption and Savings Consideration
6.2.3. Health and Safety Risks and Environmental Considerations
6.3. Development of the Supply Chain for the Aerospace Industry
7. Discussion
8. Conclusions
Author Contributions
Funding
Conflicts of Interest
Appendix A. Additive Manufacturing Standards
| 1. Government Documents [1,23] | ||
| Title | Description | |
| MSFC-STD-3716 | Standard for Additively Manufactured Spaceflight Hardware by Laser Powder Bed Fusion in Metals | |
| NPR 7120.5 | NASA Space Flight Program and Project Management Requirements | |
| NASA-STD-5001 | Structural Design and Test Factors of Safety for Spaceflight Hardware | |
| NASA-STD-5017 | Design and Development Requirements for Mechanisms | |
| NASA-STD-5019 | Fracture Control Requirements for Spaceflight Hardware | |
| NASA-STD-6016 | Standard Materials and Processes Requirements for Spacecraft | |
| JSC 65828 | Structural Design Requirements and Factors of Safety for Spaceflight Hardware | |
| MSFC-SPEC-3717 | Specification for Control and Qualification of Laser Powder Bed Fusion Metallurgical Processes | |
| 2. Non-Government Documents [1,23] | ||
| Title | Description | |
| ASTM E8/E8M | Standard Test Methods for Tension Testing of Metallic Materials | |
| ASTM E21 | Standard Test Methods for Elevated Temperature Tension Tests of Metallic Materials | |
| ASTM E399 | Standard Test Method for Linear-Elastic Plane-Strain Fracture Toughness KIc of Metallic Materials | |
| ASTM E466 | Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials | |
| ASTM E606/E606M | Standard Test Method for Strain-Controlled Fatigue Testing ASTM | |
| ASTM E1450 | Standard Test Method for Tension Testing of Structural Alloys in Liquid Helium | |
| ASTM E1820 ISO/ASTM | Standard Test Method for Measurement of Fracture Toughness | |
| ISO/ASTM 52921 | Standard Terminology for Additive Manufacturing-Coordinate Systems and Test Methodologies | |
| SAE AS9100 | Quality Management Systems – Requirements for Aviation, Space and Defence Organizations | |
| 3. ASTM technology standards for Additive manufacturing [211] | ||
| Title | Description | |
| Design | ISO/ASTM52915-16 | Standard Specification for Additive Manufacturing File Format (AMF) Version 1.2 |
| ISO/ASTM52910-18 | Additive manufacturing—Design—Requirements, guidelines and recommendations | |
| Materials and Processes | F2924-14 | Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium with Powder Bed Fusion |
| F3001-14 | Standard Specification for Additive Manufacturing Titanium-6 Aluminum-4 Vanadium ELI (Extra Low Interstitial) with Powder Bed Fusion | |
| F3049-14 | Standard Guide for Characterizing Properties of Metal Powders Used for Additive Manufacturing Processes | |
| F3055-14a | Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion | |
| F3056-14e1 | Standard Specification for Additive Manufacturing Nickel Alloy (UNS N06625) with Powder Bed Fusion | |
| F3091/F3091M-14 | Standard Specification for Powder Bed Fusion of Plastic Materials | |
| F3184-16 | Standard Specification for Additive Manufacturing Stainless Steel Alloy (UNS S31603) with Powder Bed Fusion | |
| F2924-14 | Standard Guide for Directed Energy Deposition of Metals | |
| F3213-17 | Standard for Additive Manufacturing—Finished Part Properties—Standard Specification for Cobalt-28 Chromium-6 Molybdenum via Powder Bed Fusion | |
| F3301-18a | Standard for Additive Manufacturing—Post Processing Methods—Standard Specification for Thermal Post-Processing Metal Parts Made Via Powder Bed Fusion | |
| F3302-18 | Standard for Additive Manufacturing—Finished Part Properties—Standard Specification for Titanium Alloys via Powder Bed Fusion | |
| F3303-18 | Standard for Additive Manufacturing–Process Characteristics and Performance: Practice for Metal Powder Bed Fusion Process to Meet Critical Applications | |
| F3318-18 | Standard for Additive Manufacturing—Finished Part Properties—Specification for AlSi10Mg with Powder Bed Fusion—Laser Beam | |
| ISO/ASTM52901-16 | Standard Guide for Additive Manufacturing—General Principles—Requirements for Purchased AM Parts | |
| Terminology | ISO/ASTM52900-15 | Standard Terminology for Additive Manufacturing—General Principles—Terminology |
| Test Methods | F2971-13 | Standard Practice for Reporting Data for Test Specimens Prepared by Additive Manufacturing |
| F3122-14 | Standard Guide for Evaluating Mechanical Properties of Metal Materials Made via Additive Manufacturing Processes | |
| ISO/ASTM52921-13 | Standard Terminology for Additive Manufacturing-Coordinate Systems and Test | |
References
- George, C. Specification for Control and Qualification of Laser Powder Bed Fusion Metallurgical Processes; NASA Marshall Space Flight Center: Huntsville, AL, USA, 2017. [Google Scholar]
- Hart, J. An Introduction to Additive Manufacturing, Mechanosynthesis Group, MIT. Available online: https://www.youtube.com/watch?v=ICjQ0UzE2Ao (accessed on 23 March 2019).
- Wohlers, T. Early Research & Development. 2005. Available online: http://www.wohlersassociates.com/history.pdf (accessed on 9 February 2019).
- Wohlers, T.; Gornet, T. History of Additive Manufacturing. 2016. Available online: http://www.wohlersassociates.com/history2016.pdf (accessed on 9 February 2019).
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Coykendall, J.; Cotteleer, M.; Holdowsky, J.; Mahto, M. 3D Opportunity in Aerospace and Defense: Additive Manufacturing Takes Flight; Deloitte University Press: New York, NY, USA, 2014; Volume 1, pp. 1–28. [Google Scholar]
- Ford, S.; Despeisse, M. Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. J. Clean. Prod. 2016, 137, 1573–1587. [Google Scholar] [CrossRef]
- Process Steps in the Metal Additive Manufacturing Workflow, Digit. Alloy. Available online: https://www.digitalalloys.com/blog/process-steps-metal-additive-manufacturing-workflow/ (accessed on 23 March 2019).
- Wohlers, T.T.; Campbell, R.I.; Caffrey, T. 3D Printing and Additive Manufacturing State of the Industry: Annual Worldwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2016. [Google Scholar]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier Inc.: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar]
- Oliveira, J.P.; Santos, T.G.; Miranda, R.M. Revisiting fundamental welding concepts to improve additive manufacturing: From theory to practice. Prog. Mater. Sci. 2019, 107, 100590. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current status and perspectives on wire and arc additive manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef]
- DebRoy, T.; Mukherjee, T.; Milewski, J.O.; Elmer, J.W.; Ribic, B.; Blecher, J.J.; Zhang, W. Scientific, technological and economic issues in metal printing and their solutions. Nat. Mater. 2019, 18, 1026–1032. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2017; pp. 351–371. [Google Scholar]
- Arcam. EBM in Aerospace—Additive Manufacturing Taken to Unseen Heights, Arcam AB. Available online: http://www.arcam.com/solutions/aerospace-ebm/ (accessed on 26 March 2019).
- INSIGHT_08, Additive Manufacturing—Applications in Aerospace. Aerosp. Inst. Technol. Available online: https://www.ati.org.uk/resource/insight_08-additive-manufacturing/insight08-additive-manufacturing/ (accessed on 17 September 2018).
- Brien, M.O.; Alues, A.L.V. Existing Standards as the Framework to Qualify Additive Manufacturing of Metals. In Proceedings of the 2018 IEEE Aerospace Conference, Big Sky, MT, USA, 3–10 March 2018; pp. 1–10. [Google Scholar]
- Mies, D.; Marsden, W.; Warde, S. Overview of additive manufacturing informatics: “A digital thread”. Integr. Mater. Manuf. Innov. 2016, 5, 114–142. [Google Scholar] [CrossRef]
- Uriondo, A.; Esperon-Miguez, M.; Perinpanayagam, S. The present and future of additive manufacturing in the aerospace sector: A review of important aspects. Part G J. Aerosp. Eng. 2015, 229, 2132–2147. [Google Scholar] [CrossRef]
- George, C. Marshall Space Flight Center. Standard for Additively Manufactured Spaceflight Hardware by Laser Powder Bed Fusion in Metals; NASA Marshall Space Flight Center: Huntsville, AL, USA, 2017. [Google Scholar]
- Frazier, W.E. Metal additive manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Beyer, C. Strategic implications of current trends in additive manufacturing. J. Manuf. Sci. Eng. 2014, 136, 064701. [Google Scholar] [CrossRef]
- Seifi, M.; Gorelik, M.; Waller, J.; Hrabe, N.; Shamsaei, N.; Daniewicz, S.; Lewandowski, J.J. Progress towards metal additive manufacturing standardization to support qualification and certification. Jom 2017, 69, 439–455. [Google Scholar] [CrossRef]
- Seifi, M.; Salem, A.; Beuth, J.; Harrysson, O.; Lewandowski, J.J. Overview of Materials qualification needs for metal additive manufacturing. Jom 2016, 68, 747–764. [Google Scholar] [CrossRef]
- Kinsella, M.E. Additive Manufacturing of Superalloys for Aerospace Applications; United States Air Force: Green and Montgomery, OH, USA, 2008; pp. 1–4. [Google Scholar]
- Nickels, L. AM and aerospace: An ideal combination. Met. Powder Rep. 2015, 70, 300–303. [Google Scholar] [CrossRef]
- The 7 categories of Additive Manufacturing, Loughbrgh. Univ. -Addit. Manuf. Res. Gr. Available online: https://www.lboro.ac.uk/research/amrg/about/the7categoriesofadditivemanufacturing/ (accessed on 21 March 2019).
- Gu, D. Laser Additive Manufacturing of High-Performance Materials; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Oerlikon Metro. Frequently Asked Questions—Laser Cladding; Oerlikon Metco: Houston, TX, USA, 2019. [Google Scholar]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Gu, D.D.; Meiners, W.; Wissenbach, K.; Poprawe, R. Laser additive manufacturing of metallic components: Materials, processes and mechanisms. Int. Mater. Rev. 2012, 57, 133–164. [Google Scholar] [CrossRef]
- Gao, W.; Zhang, Y.; Ramanujan, D.; Ramani, K.; Chen, Y.; Williams, C.B.; Wang, C.C.L.; Shin, Y.C.; Zhang, S.; Zavattieri, P.D. The status, challenges, and future of additive manufacturing in engineering. Comput. Des. 2015, 69, 65–89. [Google Scholar] [CrossRef]
- ASTM F2792—12a Standard Terminology for Additive Manufacturing Technologies; ASTM International: West Conshohocken, PA, USA, 2015.
- Gong, H.; Rafi, K.; Gu, H.; Starr, T.; Stucker, B. Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit. Manuf. 2014, 1, 87–98. [Google Scholar] [CrossRef]
- Romero, C.; Yang, F.; Bolzoni, L. Fatigue and fracture properties of Ti alloys from powder-based processes—A review. Int. J. Fatigue 2018, 117, 407–419. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.-J. Lasers in additive manufacturing: A review. Int. J. Precis. Eng. Manuf. Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Watson, J.K.; Taminger, K.M.B. A decision-support model for selecting additive manufacturing versus subtractive manufacturing based on energy consumption. J. Clean. Prod. 2018, 176, 1316–1322. [Google Scholar] [CrossRef] [PubMed]
- Suard, M.; Lhuissier, P.; Dendievel, R.; Blandin, J.-J.; Vignat, F.; Villeneuve, F. Towards stiffness prediction of cellular structures made by electron beam melting (EBM). Powder Metall. 2014, 57, 190–195. [Google Scholar] [CrossRef]
- GE Agrees to Purchase Controlling Shares of Arcam AB, GE Addit. Available online: https://www.genewsroom.com/press-releases/ge-agrees-purchase-controlling-shares-arcam-ab (accessed on 17 March 2019).
- Lacki, P.; Adamus, K. Numerical simulation of the electron beam welding process. Comput. Struct. 2011, 89, 977–985. [Google Scholar] [CrossRef]
- Zäh, M.F.; Lutzmann, S. Modelling and simulation of electron beam melting. Prod. Eng. 2010, 4, 15–23. [Google Scholar] [CrossRef]
- Carriere, P.R. Energy and Charge Transfer during Electron Beam Melting. Ph.D. Thesis, McGill University, Montreal, QC, Canada, 2018. [Google Scholar]
- Murr, L.E.; Gaytan, S.M.; Ramirez, D.A.; Martinez, E.; Hernandez, J.; Amato, K.N.; Shindo, P.W.; Medina, F.R.; Wicker, R.B. Metal Fabrication by Additive Manufacturing Using Laser and Electron Beam Melting Technologies. J. Mater. Sci. Technol. 2012, 28, 1–14. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Rosales, M.A.; Colegrove, P.A.; Hönnige, J.R.; Ho, A.; Fayolle, R.; Eyitayo, K.; Stan, I.; Sukrongpang, P.; Crochemore, A.; et al. Interpass rolling of Ti-6Al-4V wire + arc additively manufactured features for microstructural refinement. Addit. Manuf. 2018, 21, 340–349. [Google Scholar] [CrossRef]
- Matthews, N. Additive metal technologies for aerospace sustainment. In Aircraft Sustainment and Repair; Elsevier: Amsterdam, The Netherlands, 2018; pp. 845–862. [Google Scholar]
- Griffith, M.L.; Keicher, D.M.; Atwood, C.L.; Romero, J.A.; Smugeresky, J.E.; Harwell, L.D.; Greene, D.L. Free Form Fabrication of Metallic Components Using Laser Engineered Net Shaping (LENSTM); Sandia National Laboratories: Albuquerque, NM, USA, 1996; pp. 125–132. [Google Scholar]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Hedges, M.; Calder, N. Near net shape rapid manufacture & repair by LENS. In Cost Effective Manufacture via Net-Shape Processing, Meeting Proceedings RTO-MP-AVT-139; NATO Research and Technology Organization: Neuilly-sur-Seine, Ile-de-France, France, 2006; Volume 2, p. 13. [Google Scholar]
- Muller, P.; Mognol, P.; Hascoet, J.Y. Modeling and control of a direct laser powder deposition process for Functionally Graded Materials (FGM) parts manufacturing. J. Mater. Process. Technol. 2013, 213, 685–692. [Google Scholar] [CrossRef]
- Tuominen, J.; Honkanen, M.; Hovikorpi, J.; Vihinen, J.; Vuoristo, P.; Maentylae, T. Corrosion resistant nickel superalloy coatings laser-clad with a 6 kW high power diode laser (HPDL). In First International Symposium on High-Power Laser Macroprocessing; Miyamoto, I., Kobayashi, K.F., Sugioka, K., Poprawe, R., Helvajian, H., Eds.; International Society for Optics and Photonics: Washington, DC, USA, 2003; p. 59. [Google Scholar]
- Kumar, L.J.; Nair, C.G.K. Current trends of additive manufacturing in the aerospace industry. In Advances in 3D Printing & Additive Manufacturing Technologies; Springer: Singapore, 2017; pp. 39–54. [Google Scholar]
- Liu, Q.; Hinton, B.; Janardhana, M.; Sharp, P.K. Applicability of laser cladding technology into repair of damaged aircraft materials and components. In Proceedings of the Thirteenth Australian International Aerospace Congress (AIAC13), Melbourne, Australia, 9–12 March 2009; pp. 9–12. [Google Scholar]
- Liu, Q.; Sharp, P.K.; Brandt, M.; Matthews, N.; Sun, S.; Djugum, R. Repair of aircraft components by laser cladding process. In International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Orlando, FL, USA, 2014; pp. 308–313. [Google Scholar]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- LASERTEC 65 3D—Additive Manufacturing in Milling Quality, DMG Mori. Available online: https://uk.dmgmori.com/news-and-media/technical-press-news/news/lasertec-65-3d-additive-manufacturing-in-milling-quality (accessed on 29 March 2019).
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. Manuf. Technol. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Jia, Q.; Gu, D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloys Compd. 2014, 585, 713–721. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.a.; Medina, F.; Collins, S. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Rawal, S.; Brantley, J.; Karabudak, N. Additive manufacturing of Ti-6Al-4V alloy components for spacecraft applications. In Proceedings of the 6th International Conference on Recent Advances in Space Technologies (RAST), Istanbul, Turkey, 12–14 June 2013; pp. 5–11. [Google Scholar]
- Wu, X.; Liang, J.; Mei, J.; Mitchell, C.; Goodwin, P.S.; Voice, W. Microstructures of laser-deposited Ti–6Al–4V. Mater. Des. 2004, 25, 137–144. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall. Mater. Trans. 2011, 42, 3190–3199. [Google Scholar] [CrossRef]
- Kellner, T. The Blade Runners: This Factory Is 3D Printing Turbine Parts For The World’s Largest Jet Engine, GE Reports. Available online: https://www.ge.com/reports/future-manufacturing-take-look-inside-factory-3d-printing-jet-engine-parts/ (accessed on 5 December 2018).
- MTU Aero Engines. Titanium Aluminide—MTU Aero Engines devElops New Turbine Blade Material; MTU Aero Engines: Munich, Germany, 2017; pp. 1–3. [Google Scholar]
- Baumers, M.; Holweg, M.; Rowley, J. The Economics of 3D Printing: A Total Cost Perspective; University of Nottingham: Nottingham, UK, 2016. [Google Scholar]
- Cotteleer, M.; Joyce, J. 3D opportunity: Additive manufacturing paths to performance, innovation, and growth. Deloitte Rev. 2014, 14, 5–19. [Google Scholar]
- Rawal, S. Materials and structures technology insertion into spacecraft systems: Successes and challenges. Acta Astronaut. 2018, 146, 151–160. [Google Scholar] [CrossRef]
- Kellner, T.; Bovalino, Y. Laser Metalz: Bionic Design Is The Next Frontier For 3D Printing, GE Reports. Available online: https://www.ge.com/reports/laser-metalz-bionic-design-next-frontier-3d-printing/ (accessed on 30 March 2019).
- GE Additive. New Manufacturing Milestone: 30,000 Additive Fuel Nozzles, GE Addit. Available online: https://www.ge.com/additive/blog/new-manufacturing-milestone-30000-additive-fuel-nozzles (accessed on 9 February 2019).
- Kellner, T. An Epiphany Of Disruption: GE Additive Chief Explains How 3D Printing Will Upend Manufacturing, GE Reports. Available online: https://www.ge.com/reports/epiphany-disruption-ge-additive-chief-explains-3d-printing-will-upend-manufacturing/ (accessed on 21 February 2019).
- Underwood, J. GE Aviation Readies First 3-D Printed Jet Engine Nozzle at Alabama Plant, Alabama Dep. Commer. Available online: http://www.madeinalabama.com/2015/06/ge-aviation-readies-first-3-d-printed-jet-engine-nozzle/ (accessed on 21 February 2019).
- Kellner, T. The FAA Cleared the First 3D Printed Part to Fly in a Commercial Jet Engine from GE, GE Reports. Available online: https://www.ge.com/reports/post/116402870270/the-faa-cleared-the-first-3d-printed-part-to-fly-2/ (accessed on 21 February 2019).
- Wheeler, G.E. Aviation’s First Additive Manufactured Part Takes Off on a GE90 Engine, GE Aviat. Available online: Ttps://www.geaviation.com/press-release/ge90-engine-family/ge-aviation’s-first-additive-manufactured-part-takes-ge90-engine (accessed on 19 April 2019).
- Cessna Denali-Overview, Cessna-Textron Aviat. Available online: https://cessna.txtav.com/en/turboprop/denali (accessed on 30 March 2019).
- Sheynin, D.; Bovalino, Y.M. This Is What A 3D Printed Jet Engine Looks Like, GE Reports. Available online: https://www.ge.com/reports/treat-avgeeks-inside-look-ges-3d-printed-aircraft-engine/ (accessed on 15 April 2019).
- Dusen, M.V. GE’s 3D-Printed Airplane Engine Will Run This Year, GE Reports. Available online: https://www.ge.com/reports/mad-props-3d-printed-airplane-engine-will-run-year/ (accessed on 21 February 2019).
- NASA Improves 3D-Printing for Faster, Cheaper Nozzles, Optics.Org. Available online: https://optics.org/news/9/3/27 (accessed on 9 February 2019).
- NASA Develops Laser Wire Direct Closeout 3D Printing Method to Build Rocket Engine Nozzles, ASM Int. Available online: https://www.asminternational.org/home/-/journal_content/56/10180/33331718/NEWS (accessed on 30 March 2019).
- Stanfield, J. NASA Marshall Advances 3-D Printed Rocket Engine Nozzle Technology, NASA. Available online: https://www.asminternational.org/home/-/journal_content/56/10180/33331718/NEWS (accessed on 30 March 2019).
- SpaceX’s SuperDraco Engine: Abort Capability All the Way to Orbit, Spacefl. Insid. Available online: https://www.spaceflightinsider.com/organizations/space-exploration-technologies/spacexs-superdraco-engine/ (accessed on 17 April 2019).
- Howard, C.E. GKN Aerospace to Develop First Additive-Manufactured Rocket Engine Turbines in Europe for Prometheus project, SAE Int. Available online: https://www.sae.org/news/2018/09/gkn-aerospace-to-develop-first-additive-manufactured-rocket-engine-turbines-in-europe-for-prometheus-project (accessed on 17 April 2019).
- GKN Aerospace Wins Contract from ArianeGroup for Ground-Breaking Additively Manufactured Rocket Engine Turbines, GKN Aerosp. Available online: https://www.gknaerospace.com/en/newsroom/news-releases/2018/gkn-aerospace-wins-contract-from-arianegroup-for-ground-breaking-additively-manufactured-rocket-engine-turbines/ (accessed on 17 April 2019).
- Harbaugh, J. NASA Tests 3-D Printed Rocket Part to Reduce Future SLS Engine Costs, NASA. Available online: https://www.nasa.gov/exploration/systems/sls/nasa-tests-3-d-printed-rocket-part-to-reduce-future-sls-engine-costs (accessed on 21 February 2019).
- STENNIS SPACE CENTER, RS-25 Engine Tests Modernization Upgrades, Aeroj. Rocket. Available online: http://www.rocket.com/article/rs-25-engine-tests-modernization-upgrades (accessed on 14 April 2019).
- Additive Production In Aviation, Fraunhofer IAPT. Available online: https://www.iapt.fraunhofer.de/de/Branchenloesungen/aerospace.html (accessed on 20 March 2019).
- Norsk Titanium to Deliver the World’s First FAA-Approved, 3D-Printed, Structural Titanium Components to Boeing, Nor. Titan. Available online: https://www.norsktitanium.com/media/press/norsk-titanium-to-deliver-the-worlds-first-faa-approved-3d-printed-structural-titanium-components-to-boeing (accessed on 16 April 2019).
- Titanium, N. The World’s First FAA-Approved 3D-Printed Structural Titanium; Norsk Titanium: Plattsburgh, NY, USA, 2018. [Google Scholar]
- Caujolle, M. First Titanium 3D-Printed Part Installed Into Serial Production Aircraft. Available online: https://www.airbus.com/newsroom/press-releases/en/2017/09/first-titanium-3d-printed-part-installed-into-serial-production-.html (accessed on 7 March 2019).
- Large Titanium Wing Spar Made by Additive Manufacturing, Powder Metall. Rev. Available online: https://www.pm-review.com/large-titanium-wing-spar-made-by-additive-manufacturing/ (accessed on 17 April 2019).
- European Cooperation for Space Standardization, Eur. Sp. Agency. Available online: https://ecss.nl/ (accessed on 23 April 2019).
- Werkheiser, N. Overview of NASA Initiatives in 3D Printing and Additive Manufacturing. In Proceedings of the 2014 DoD Maintenance Symposium, Birmingham, UK, 17–12 November 2014; Marshall Space Flight Center: Birmingham, UK, 2014; pp. 1–28. [Google Scholar]
- Jupiter Orbit Insertion—Press Kit, Jet Propulsion Laboratory; NASA: Palmdale, CA, USA, 2016.
- RUAG Space: First 3D Printed Part Is Going to the Moon, RUAG. Available online: https://www.ruag.com/en/news/ruag-space-first-3d-printed-part-going-moon (accessed on 17 April 2019).
- Chang, K. Moon Landing by Israel’s Beresheet Spacecraft Ends in Crash, New York Times. Available online: https://www.nytimes.com/2019/04/11/science/israel-moon-landing-beresheet.html (accessed on 17 April 2019).
- Airbus Defence and Space optimising Components Using 3D Printing for New Eurostar E3000 Satellite Platforms, Airbus. Available online: https://www.airbus.com/newsroom/press-releases/en/2015/03/airbus-defence-and-space-optimising-components-using-3d-printing-for-new-eurostar-e3000-satellite-platforms.html (accessed on 17 April 2019).
- Airbus Helicopters to Start Large-Scale Printing of A350 XWB Components, Airbus. Available online: https://www.airbus.com/newsroom/press-releases/en/2018/09/airbus-helicopters-to-start-large-scale-printing-of-a350-compone.html (accessed on 17 April 2019).
- RUAG Space Sends First Additively Manufactured Part to the Moon, Met. AM. Available online: https://www.metal-am.com/ruag-space-sends-first-additively-manufactured-part-to-the-moon/ (accessed on 17 April 2019).
- Denkena, B.; Boess, V.; Nespor, D.; Floeter, F.; Rust, F. Engine blade regeneration: A literature review on common technologies in terms of machining. Int. J. Adv. Manuf. Technol. 2015, 81, 917–924. [Google Scholar] [CrossRef]
- Halloran, J.W.J.; Tomeckova, V.; Gentry, S.; Das, S.; Cilino, P.; Yuan, D.; Guo, R.; Rudraraju, A.; Shao, P.; Wu, T.; et al. Photopolymerization of powder suspensions for shaping ceramics. J. Eur. Ceram. Soc. 2011, 31, 2613–2619. [Google Scholar] [CrossRef]
- Strube, G.; Eloot, K.; Griessmann, N.; Dhawan, R.; Ramaswamy, S. Trends in the commercial aerospace industry. In Supply Chain Integration Challenges in Commercial Aerospace: A Comprehensive Perspective on the Aviation Value Chain; Springer International Publishing: Cham, France, 2017; pp. 141–159. [Google Scholar]
- Brown, R. The MRO Market & Key Trends. Aviation & Aerospace Consulting and Services (ICF). 2018. Available online: https://www.aviationsuppliers.org/asa/files/cclibraryfiles/filename/000000001874/richardbrowngc.pdf (accessed on 9 February 2019).
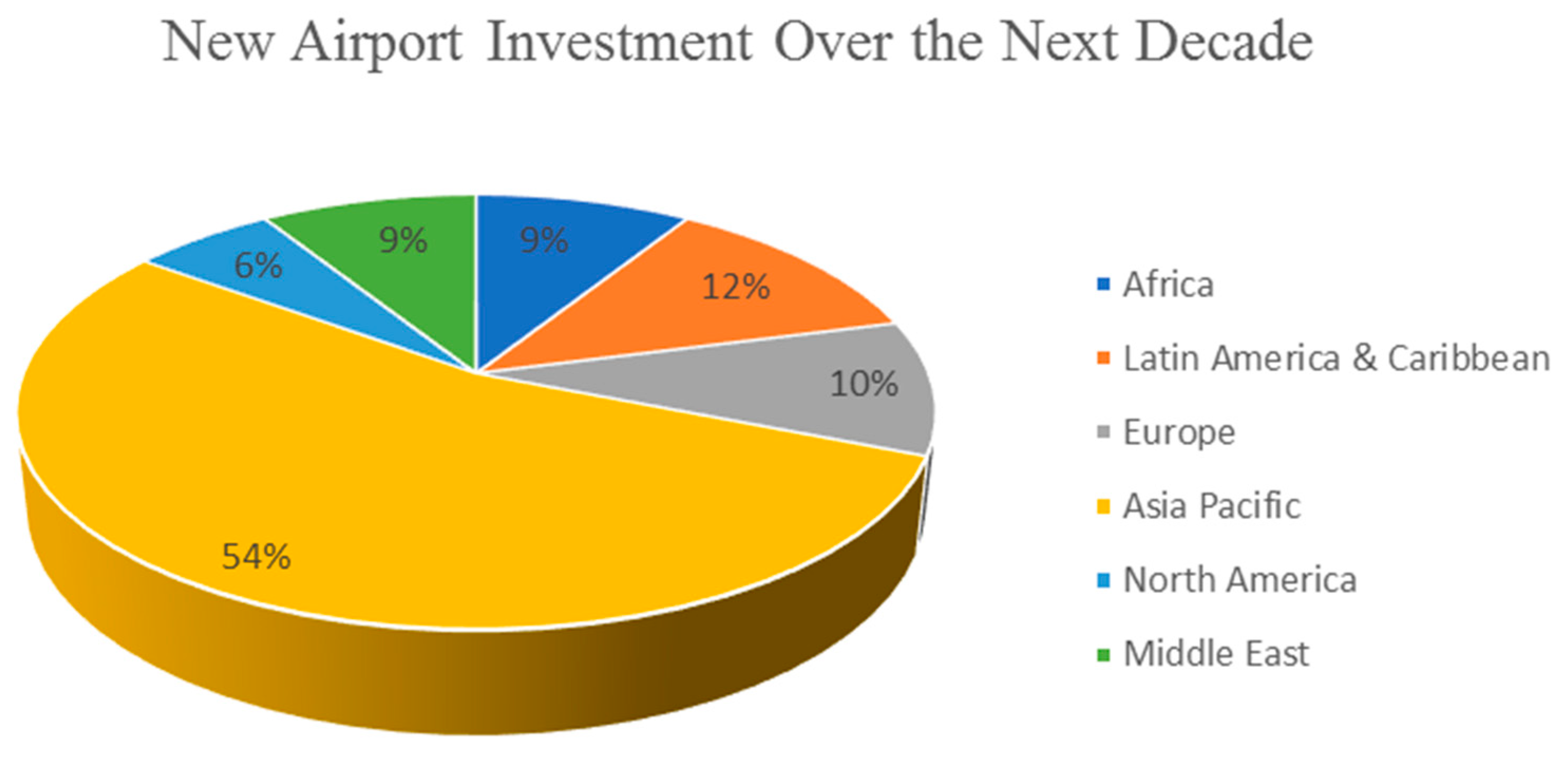
- CAPA. USD1 Trillion for Airport Construction Globally-but It’s Not Enough, CAPA Airpt. Constr. Database. Available online: https://centreforaviation.com/analysis/reports/usd1-trillion-for-airport-construction-globally---but-its-not-enough-capa-database-356495 (accessed on 24 March 2019).
- Warrier, G. China Aims to Have 450 Airports by 2035: Aviation Regulator, Reuters. Available online: https://www.reuters.com/article/us-china-economy-aviation/china-aims-to-have-450-airports-by-2035-aviation-regulator-idUSKBN1OA0B4 (accessed on 12 April 2019).
- Cooper, T.; Reagan, I.; Porter, C.; Precourt, C. Global Fleet & Mro Market Forecast Commentary 2019–2029. 2019. Available online: https://www.oliverwyman.com/our-expertise/insights/2019/jan/global-fleet-mro-market-forecast-commentary-2019-2029.html (accessed on 9 February 2019).
- Morreale, J.C.; Shostya, A.; Villada, M. China’s rising middle class: A case study of Shanghai college students. J. Int. Stud. 2018, 11, 9–22. [Google Scholar] [CrossRef] [PubMed]
- Dichter, A.; Saxon, S.; Weber, M.; Yu, J. China’s Airlines: Flying Higher, McKinsey Co. Available online: https://www.mckinsey.com/industries/travel-transport-and-logistics/our-insights/chinas-airlines-flying-higher (accessed on 12 April 2019).
- Yilmaz, O.; Gindy, N.; Gao, J. A repair and overhaul methodology for aeroengine components. Robot. Comput. Integr. Manuf. 2010, 26, 190–201. [Google Scholar] [CrossRef]
- Eiamsa-Ard, K.; Nair, H.J.; Ren, L.; Ruan, J.; Sparks, T.; Liou, F.W. Part Repair using a Hybrid Manufacturing System. In Proceedings of the Sixteenth Annual Solid Freeform Fabrication Symposium, Austin, TX, USA, 1–3 August 2005; pp. 425–433. [Google Scholar]
- Ruan, J.; Eiamsa-ard, K.; Zhang, J.; Liou, F.W. Automatic Process Planning of a Multi-Axis Hybrid Manufacturing System. In Proceedings of the ASME 2002 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Montreal, QC, Canada., 29 September–2 October 2002; pp. 965–971. [Google Scholar]
- Sun, Y.Y.; Gulizia, S.; Oh, C.H.; Fraser, D.; Leary, M.; Yang, Y.F.; Qian, M. The influence of as-built surface conditions on mechanical properties of Ti-6Al-4V additively manufactured by selective electron beam melting. JOM 2016, 68, 791–798. [Google Scholar] [CrossRef]
- Mudge, R.P.; Wald, N.R. Laser engineered net shaping advances additive manufacturing and repair. Weld. J. N. Y. 2007, 86, 44–48. [Google Scholar]
- Shay, L.A. Push To Industrialize Additive Manufacturing in Aviation, MRO-Network.Com. Available online: https://www.mro-network.com/advanced-materials-composites/push-industrialize-additive-manufacturing-aviation (accessed on 15 March 2019).
- Matthews, N. Cold spray applications in Australian aerospace industries. In Proceedings of the TSS Cold Spray Conference, Vienna, Austria, 10–12 June 2020; ASM International: Cleveland, OH, USA, 2010. [Google Scholar]
- Wang, X.; Feng, F.; Klecka, M.A.; Mordasky, M.D.; Garofano, J.K.; El-Wardany, T.; Nardi, A.; Champagne, V.K. Characterization and modeling of the bonding process in cold spray additive manufacturing. Addit. Manuf. 2015, 8, 149–162. [Google Scholar] [CrossRef]
- Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for Stainless Steel and Titanium Alloys. Phys. Procedia. 2012, 39, 376–381. [Google Scholar] [CrossRef]
- Petrat, T.; Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser metal deposition as repair technology for a gas turbine burner made of inconel 718. Phys. Procedia. 2016, 83, 761–768. [Google Scholar] [CrossRef]
- Fergani, O.; Berto, F.; Welo, T.; Liang, S.Y. Analytical Modeling of residual stress in additive manufacturing. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 971–978. [Google Scholar] [CrossRef]
- Shellabear, M.; Nyrhilä, O. DMLS—Development history and state of the art. In Laser Assisted Netshape Engineering, Proceedings of the LANE 2004, Erlangen, Germany, 21–24 September 2004; Meisenbach: Bamberg, Germany, 2004; pp. 1–12. [Google Scholar]
- Comesaña, R.; Bountinguiza, M.; Barro, O.; Penide, J.; Riveiro, A.; Pou, J.; Lusquiños, F.; del Val, J.; Quintero, F.; Arias-González, F. Functionally graded 3D structures produced by laser cladding. Procedia Manuf. 2017, 13, 169–176. [Google Scholar]
- The Laser Cladding Process, Laser Cladding Technol. Available online: http://www.lasercladding.co.uk/Laser-Cladding-Process.aspx (accessed on 24 March 2019).
- Yusof, S.N.A.; Manap, A.; Misran, H.; Afandi, N.M.; Salim, M. Mechanical and wear properties of aluminum coating prepared by cold spraying. In AIP Conference Proceedings; AIP Publishing LLC: College Park, MD, USA, 2015; Volume 1669, p. 020044. [Google Scholar]
- Korpiola, K.; Hirvonen, J.P.; Laas, L.; Rossi, F. The influence of nozzle design on HVOF exit gas velocity and coating microstructure. J. Therm. Spray Technol. 1997, 6, 469–474. [Google Scholar] [CrossRef]
- Espallargas, N. Future Development of Thermal Spray Coatings, 1st ed.; Woodhead Publishing: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Matthews, N.; Jones, R.; Sih, G. Application of supersonic particle deposition to enhance the structural integrity of aircraft structures. Sci. China Phys. Mech. Astron. 2014, 57, 12–18. [Google Scholar] [CrossRef]
- Widener, C.; Ozdemir, O.C.; Carter, M. Structural repair using cold spray technology for enhanced sustainability of high value assets. Procedia Manuf. 2018, 21, 361–368. [Google Scholar] [CrossRef]
- Karthikeyan, J. The advantages and disadvantages of the cold spray coating process. In Cold Spray Materials Deposition Process; Woodhead Publishing Limited: Amsterdam, The Netherlands, 2007; pp. 62–71. [Google Scholar]
- Bjerregaard, L. Cold Spray Progressing for Structural Repairs, MRO-Network. Available online: https://www.mro-network.com/technology/cold-spray-progressing-structural-repairs (accessed on 18 March 2019).
- Miller, J. Mending Broken B-Ones: Cold Spray Keeps Planes Ready, Lethal, 28th Bomb Wing Public Aff. Available online: https://www.ellsworth.af.mil/News/Article-Display/Article/1526178/mending-broken-b-ones-cold-spray-keeps-planes-ready-lethal/ (accessed on 19 March 2019).
- Widener, C.; Hrabe, R.; James, B.; Champagne, V. B1 Bomber-FEB Panel Repair by Cold Spray. In Proceedings of the Cold Spray Action Team Meeting, Worcester, MA, USA, 30 October 2012. [Google Scholar]
- Boland, R. Cold Spray Repairs Save Time and Money, Nav. Aviat. News. Available online: https://navalaviationnews.navylive.dodlive.mil/2017/03/14/cold-spray-repairs-save-time-and-money/ (accessed on 19 March 2019).
- Bjerregaard, L. AMES Receives FAA Approval for Cold-Spray Repairs, MRO-Network. Available online: https://www.mro-network.com/maintenance-repair-overhaul/ames-receives-faa-approval-cold-spray-repairs (accessed on 19 March 2019).
- Belforte, D. Lockheed Martin, RMIT University form Additive Manufacturing Partnership-Industrial Laser Solutions, Ind. Laser Solut. Available online: https://www.industrial-lasers.com/articles/2017/10/lockheed-martin-rmit-university-form-additive-manufacturing-partnership.html (accessed on 5 December 2018).
- America Makes Announces Project Call Awardees, Am. Makes. Available online: https://www.americamakes.us/america-makes-announces-mamls-ph3-project-call-awardees/ (accessed on 13 April 2019).
- Kohtala, C. Addressing sustainability in research on distributed production: An integrated literature review. J. Clean. Prod. 2015, 106, 654–668. [Google Scholar] [CrossRef]
- Michaud, C.; Llerena, D. An economic perspective on remanufactured products: Industrial and consumption challenges for life cycle engineering. In Proceedings of the 13th CIRP International Conference on Life Cycle Engineering, Leuven, Belgium, 31 May–2 June 2006; pp. 543–548. [Google Scholar]
- Singamneni, S.; Yifan, L.V.; Hewitt, A.; Chalk, R.; Thomas, W. Additive manufacturing for the aircraft industry: A review. J. Aeronaut. Aerosp. Eng. 2019, 8, 1–13. [Google Scholar] [CrossRef]
- Jackson, B. FAA to Launch Eight-Year Additive Manufacturing Road Map—3D Printing Industry, 3D Print. Ind. Available online: https://3dprintingindustry.com/news/faa-launch-eight-year-additive-manufacturing-road-map-123108/ (accessed on 7 December 2018).
- Subcommittee on Environment and Energy. Engineering and Development Advisory Committee (REDAC) Guidance on the FY 2019 Research and Development Portfolio; Federal Aviation Administration (FAA): Washington, DC, USA, 2019. [Google Scholar]
- Slotwinski, J.; Moylan, S. Applicability of Existing Materials Testing Standards for Additive Manufacturing Materials; US Department of Commerce: Gaithersburg, MD, USA, 2014.
- Standard: Space Systems—Structures, Structural Components, and Structural Assemblies (AIAA S-110-2005); American Institute of Aeronautics and Astronautics, Inc.: Reston, VA, USA, 2005.
- Everton, S.K.; Hirsch, M.; Stravroulakis, P.; Leach, R.K.; Clare, A.T. Review of in-situ process monitoring and in-situ metrology for metal additive manufacturing. Mater. Des. 2016, 95, 431–445. [Google Scholar] [CrossRef]
- Process Validation Tools, Arcam EBM. Available online: http://www.arcam.com/technology/electron-beam-melting/process-validation-tools/ (accessed on 23 April 2019).
- ThermaViz | Additive Manufacturing |Software, Strat. Sens. Control Technol. Available online: http://stratonics.com/systems/software/ (accessed on 23 April 2019).
- Samuel, M.P.; Mishra, A.K.; Mishra, R.K. Additive Manufacturing of Ti-6Al-4V Aero Engine Parts: Qualification for Reliability. J. Fail. Anal. Prev. 2018, 18, 136–144. [Google Scholar] [CrossRef]
- Alldredge, J.; Slotwinski, J.; Storck, S.; Kim, S.; Goldberg, A.; Montalbano, T. In-Situ monitoring and modeling of metal additive manufacturing powder bed fusion. In AIP Conference Proceedings; AIP Publishing LLC: College Park, MD, USA, 2018; p. 020007. [Google Scholar]
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid additive and subtractive machine tools—Research and industrial developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar] [CrossRef]
- Karunakaran, K.P.; Suryakumar, S.; Pushpa, V.; Akula, S. Robotics and computer-integrated manufacturing low cost integration of additive and subtractive processes for hybrid layered manufacturing, Robot. Comput. Integr. Manuf. 2010, 26, 490–499. [Google Scholar] [CrossRef]
- Manogharan, G.; Wysk, R.; Harrysson, O.; Aman, R. AIMS-A metal additive-hybrid manufacturing system: System architecture and attributes. Procedia Manuf. 2015, 1, 273–286. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Ruiz, J.E.; Ukar, E. Latest developments in industrial hybrid machine tools that combine additive and subtractive operations. Materials 2018, 11, 2583. [Google Scholar] [CrossRef] [PubMed]
- Le, V.T.; Paris, H.; Mandil, G. Process planning for combined additive and subtractive manufacturing technologies in a remanufacturing context. J. Manuf. Syst. 2017, 44, 243–254. [Google Scholar] [CrossRef]
- Plocher, J.; Panesar, A. Review on design and structural optimisation in additive manufacturing: Towards next-generation lightweight structures. Mater. Des. 2019, 183, 1–16. [Google Scholar] [CrossRef]
- Kamal, M.; Rizza, G. Design for metal additive manufacturing for aerospace applications. In Additive Manufacturing for the Aerospace Industry; Elsevier Inc.: Amsterdam, The Netherlands, 2019; pp. 67–86. [Google Scholar]
- Meng, L.; Zhang, W.; Quan, D.; Shi, G.; Yuliang, T.; Piotr, H.O.U.; Jihong, B.; Gao, T. From topology optimization design to additive manufacturing: Today’s success and Tomorrow’s roadmap. Arch. Comput. Methods Eng. 2019, 1–26. [Google Scholar] [CrossRef]
- Renishaw, Design for Metal AM—A Beginner’s Guide; Renishaw Plc.: Wotton-under-Edge, UK, 2017; pp. 1–7.
- Orme, M.; Madera, I.; Gschweitl, M.; Ferrari, M. Topology optimization for additive manufacturing as an enabler for light weight flight hardware. Designs 2018, 2, 51. [Google Scholar] [CrossRef]
- Committee F42 on Additive Manufacturing Technologies, ASTM Int. Available online: https://www.astm.org/COMMITTEE/F42.htm (accessed on 24 April 2019).
- ISO/TC 261—Additive manufacturing, ISO Int. Organ. Stand. Available online: https://www.iso.org/committee/629086.html (accessed on 24 March 2019).
- Courtney, E.; Howard, S.A.E. International Issues First Technical Standards for Aerospace Additive Manufacturing, SAE Int. Available online: https://www.sae.org/news/2018/06/sae-international-issues-first-aerospace-additive-manufacturing-technical-standards (accessed on 28 March 2019).
- SAE Technical Committee AMS AM Additive Manufacturing—Fact Sheet; SAE International: Troy, MI, USA.
- America Makes & ANSI Additive Manufacturing Standardization Collaborative (AMSC), ANSI. Available online: https://www.ansi.org/standards_activities/standards_boards_panels/amsc/ (accessed on 28 March 2019).
- Hrabe, N.; Barbosa, N.; Daniewicz, S.R.; Shamsaei, N. Findings From the NIST/ASTM Workshop on Mechanical Behavior of Additive Manufacturing Components; NIST Publications: Gaithersburg, MD, USA, 2016. [Google Scholar]
- Bjerregaard, L. Studies Seek to Industrialize Additive Manufacturing for Aerospace, MRO-Network. Available online: https://www.mro-network.com/emerging-technology/studies-seek-industrialize-additive-manufacturing-aerospace (accessed on 26 March 2019).
- Oerlikon and Boeing to Create Standard Processes for 3D-Printed Structural Titanium Aerospace Parts, Oerlikon. Available online: http://additivemanufacturing.com/2018/02/20/oerlikon-and-boeing-to-create-standard-processes-for-3d-printed-structural-titanium-aerospace-parts/ (accessed on 26 March 2019).
- Griffiths, L. Norsk Titanium and SAE Release Directed Energy Deposition Additive Manufacturing Specifications, TCT Mag. Available online: https://www.tctmagazine.com/3d-printing-news/norsk-titanium-sae-additive-manufacturing-specifications/ (accessed on 30 March 2019).
- AMS7005: Wire Fed Plasma Arc Directed Energy Deposition Additive Manufacturing Process, SAE Int. Available online: https://www.sae.org/standards/content/ams7005/ (accessed on 30 March 2019).
- AMS7004: Titanium Alloy Preforms from Plasma Arc Directed Energy Deposition Additive Manufacturing on Substrate, Ti-6Al-4V, Stress Relieved, SAE Int. Available online: https://www.sae.org/standards/content/ams7004/ (accessed on 30 March 2019).
- Metallic Materials Properties Development and Standardization (MMPDS) Handbook-10, Battelle Meml. Inst. Available online: https://www.sae.org/publications/books/content/b-980/ (accessed on 24 March 2019).
- Space and Missile Systems Center Standard: Test Requirements for Launch, Upper-Stage and Space Vehicles, Natl. Tech. Reports Libr.-NTIS. 2014, 1–146. Available online: https://ntrl.ntis.gov/NTRL/dashboard/searchResults/titleDetail/ADA619375.xhtml (accessed on 24 March 2019).
- Huang, S.H.; Liu, P.; Mokasdar, A.; Hou, L. Additive manufacturing and its societal impact: A literature review. Int. J. Adv. Manuf. Technol. 2013, 67, 1191–1203. [Google Scholar] [CrossRef]
- Climate Change, Int. Air Transp. Assoc. Available online: https://www.iata.org/policy/environment/Pages/climate-change.aspx (accessed on 20 March 2019).
- Maurice, L.Q.; Lee, D.S. Assessing Current Scientific Knowledge, Uncertainties and Gaps in Quantifying Climate Change, Noise and Air Quality Aviation Impacts, Montreal. 2007. Available online: https://www.icao.int/environmental-protection/Documents/CaepImpactReport.pdf (accessed on 9 February 2019).
- Jones, C.P.; Robertson, E.H.; Koelbl, M.B.; Singer, C. Additive Manufacturing A Liquid Hydrogen Rocket Engine; Marshall Space Flight Center: Huntsville, AL, USA, 2017. [Google Scholar]
- Waller, J.M. Nondestructive Testing of Additive Manufactured Metal Parts Used in Aerospace Applications; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Lockheed-Martin, Lockheed Martin and Arconic Collaborate on 3D Printing and Advanced Aerospace Materials: Companies Announce Two-Year Joint Development Agreement, BusinessWire. Available online: https://www.businesswire.com/news/home/20180716005295/en/Lockheed-Martin-Arconic-Collaborate-3D-Printing-Advanced (accessed on 5 December 2018).
- Steele, Alcoa to supply 3D-printed materials for Airbus, Mark. Watch. Available online: https://www.marketwatch.com/story/alcoa-to-supply-3d-printed-materials-for-airbus-2016-04-08 (accessed on 5 December 2018).
- Prodhan, G.; Sheahan, M. GE buys Germany’s Concept Laser after SLM bid fails, Reuters. Available online: https://www.reuters.com/article/us-ge-3dprinting-germany-idUSKCN12R0JT (accessed on 17 April 2019).
- Kianian, B. 3D Printing and Additive Manufacturing State of the Industry. In Annual Worldwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2017. [Google Scholar]
- Wohler, T. Wohlers Report 2017; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2017. [Google Scholar]
- Rebitzer, G.; Ekvall, T.; Frischknecht, R.; Hunkeler, D.; Norris, G.; Rydberg, T.; Schmidt, W.-P.; Suh, S.; Weidema, B.P.; Pennington, D.W. Life cycle assessment: Part 1: Framework, goal and scope definition, inventory analysis, and applications. Environ. Int. 2004, 30, 701–720. [Google Scholar] [CrossRef] [PubMed]
- Villamil, C.; Nylander, J.; Hallstedt, S.I.; Schulte, J.; Watz, M. Additive Manufacturing from a strategic sustainability perspective. In Proceedings of the 15th International Design Conference, Dubrovnik, Croatia, 21–24 May 2018; pp. 1381–1392. [Google Scholar]
- Gebler, M.; Uiterkamp, A.J.M.S.; Visser, C. A global sustainability perspective on 3D printing technologies. Energy Policy 2014, 74, 158–167. [Google Scholar] [CrossRef]
- Serres, N.; Tidu, D.; Sankare, S.; Hlawka, F. Environmental comparison of MESO-CLAD® process and conventional machining implementing life cycle assessment. J. Clean. Prod. 2011, 19, 1117–1124. [Google Scholar] [CrossRef]
- The Economist Intelligence Unit. Adding it up: The Economic Impact of Additive Manufacturing; The Economist: Munich, Germany, 2018. [Google Scholar]
- Huang, R.; Riddle, M.; Graziano, D.; Warren, J.; Das, S.; Nimbalkar, S.; Cresko, J.; Masanet, E. Energy and emissions saving potential of additive manufacturing: The case of lightweight aircraft components. J. Clean. Prod. 2016, 135, 1559–1570. [Google Scholar] [CrossRef]
- Fuel—Fact Sheet; International Air Transport Association: Montreal, QC, Canada, 2019.
- AIG Emerging Risk Research – In collaboration with Praedicat. The Many Dimensions of 3D Printing and Additive Manufacturing. Available online: https://aig.co.uk/crs-knowledge-center/dimensions-of-3d-printing-and-additive-manufacturing (accessed on 9 February 2019).
- Managing Safety in Additive Manufacturing Facilities; UL LLC: Northbrook, IL, USA, 2016.
- Faludi, J.; Bayley, C.; Bhogal, S.; Iribarne, M. Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp. J. 2015, 21, 14–33. [Google Scholar] [CrossRef]
- Kellens, K.; Mertens, R.; Paraskevas, D.; Dewulf, W.; Duflou, J.R. Environmental impact of additive manufacturing processes: Does AM contribute to a more sustainable way of part manufacturing? Procedia CIRP 2017, 61, 582–587. [Google Scholar] [CrossRef]
- Khajavi, S.H.; Partanen, J.; Holmström, J. Additive manufacturing in the spare parts supply chain. Comput. Ind. 2014, 65, 50–63. [Google Scholar] [CrossRef]
- How to Reduce Your Aircraft MRO Inventory Cost While Maintaining High Service Levels; Armac Systems: Louth, Ireland, 2014.
- Pannett, L. 3D: The future of 3D printing. Supply Manag. 2014, 19, 34–37. [Google Scholar]
- Wagner, S.M.; Walton, R.O. Additive manufacturing’s impact and future in the aviation industry. Prod. Plan. Control. 2016, 27, 1124–1130. [Google Scholar] [CrossRef]
- Birtchnell, T.; Urry, J.; Curry, A.; Cook, C. Freight Miles: The Impacts of 3D Printing on Transport and Society; Lancaster University: Lancaster, UK, 2012. [Google Scholar]
- Ghadge, G.; Karantoni, A.; Chaudhuri, A. Srinivasan, Impact of additive manufacturing on aircraft supply chain performance. J. Manuf. Technol. Manag. 2018, 29, 846–865. [Google Scholar] [CrossRef]
- O’Brien, M.J. Development and qualification of additively manufactured parts for space. Opt. Eng. 2019, 58, 1–10. [Google Scholar] [CrossRef]
- Hiemenz, J. Additive Manufacturing Trends In Aerospace; Stratasys Systems: Hong Kong, China, 2016. [Google Scholar]
- Ituarte, I.F.; Kretzschmar, N.; Chekurov, S.; Partanen, J.; Tuomi, J. Additive Manufacturing Validation Methods, Technology Transfer Based on Case Studies; Springer International Publishing: Cham, France, 2018. [Google Scholar]
- Zhai, Y.; Lados, D.a.; LaGoy, J.L. Additive manufacturing: Making imagination the major limitation. Jom 2014, 66, 808–816. [Google Scholar] [CrossRef]
- Skomorohov, R.S.; Welch, C.; Hein, A.M. In-orbit Spacecraft Manufacturing: Near-term Business Cases; International Space University: Illkirch-Graffenstaden, France, 2016. [Google Scholar]
- Prater, T.; Werkheiser, M.J.; Ledbetter, F.; Morgan, K. In-Space Manufacturing at NASA Marshall Space Flight Center: A Portfolio of Fabrication and Recycling Technology Development for the International Space Station. In Proceedings of the 2018 AIAA SPACE and Astronautics Forum and Exposition, Orlando, FL, USA, 17–19 September 2018; American Institute of Aeronautics and Astronautics: Reston, WV, USA, 2018. [Google Scholar]
- Loff, S. International Space Station’s 3-D Printer, Natl. Aeronaut. Sp. Adm. Available online: ttps://www.nasa.gov/content/international-space-station-s-3-d-printer (accessed on 29 April 2019).
- Werkheiser, N. In-space Manufacturing (ISM); Pioneering Space Exploration, NASA: Washington, DC, USA, 2015. [Google Scholar]
- Prater, T.; Werkheiser, N.; Ledbetter, F.; Timucin, D.; Wheeler, K.; Snyder, M. 3D Printing in Zero G Technology Demonstration Mission: Complete experimental results and summary of related material modeling efforts. Int. J. Adv. Manuf. Technol. 2019, 101, 391–417. [Google Scholar] [CrossRef]
- The In-Space Refabricator, NASA Sci. Mission Dir. Available online: https://science.nasa.gov/science-news/news-articles/the-in-space-refabricator (accessed on 30 April 2019).
- Harbaugh, J. Refabricator to Recycle, Reuse Plastic Installed on Space Station, Natl. Aeronaut. Sp. Adm. Available online: https://www.nasa.gov/centers/marshall/news/news/refabricator-to-recycle-reuse-plastic-installed-on-station (accessed on 30 April 2019).
- Additive Manufacturing Technology Standards, Am. Soc. Test Methods. Available online: https://www.astm.org/Standards/additive-manufacturing-technology-standards.html (accessed on 12 December 2018).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Database | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|---|---|---|---|---|---|---|---|---|---|
| Hits Returned | 46800 | 15595 | 7432 | 7408 | 5205 | 4284 | 686 | 139 | 15 |
| AM Category | Sub-Category | Other Commercially Known Names |
|---|---|---|
| Powder bed fusion | Laser-PBF (L-PBF) | Selective laser melting, direct metal laser sintering, direct metal laser re-melting |
| Directed energy deposition | Electron beam-PBF (E-PBF) | Electron beam melting |
| Powder-fed | 3D laser cladding, direct laser deposition (DLD), direct laser fabrication (DLF), direct metal deposition, laser cladding (LC), laser engineered net shaping (LENS), laser hard bending/facing, laser material/melting deposition, laser rapid/solid forming | |
| Wire-fed | Wire and arc AM |
| Advantages | Disadvantages |
|---|---|
|
|
| Advantages | Disadvantages |
|---|---|
|
|
| Advantages | Disadvantages |
|---|---|
|
|
| Advantages |
|---|
|
| Advantages |
|---|
|
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohd Yusuf, S.; Cutler, S.; Gao, N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals 2019, 9, 1286. https://doi.org/10.3390/met9121286
Mohd Yusuf S, Cutler S, Gao N. Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals. 2019; 9(12):1286. https://doi.org/10.3390/met9121286
Chicago/Turabian StyleMohd Yusuf, Shahir, Samuel Cutler, and Nong Gao. 2019. "Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry" Metals 9, no. 12: 1286. https://doi.org/10.3390/met9121286
APA StyleMohd Yusuf, S., Cutler, S., & Gao, N. (2019). Review: The Impact of Metal Additive Manufacturing on the Aerospace Industry. Metals, 9(12), 1286. https://doi.org/10.3390/met9121286