1. Introduction
Considering new manufacturing technologies, Additive Manufacturing (AM) is one of the most promising and innovative processes. Because of the extremely high degree of freedom in design, AM enables very complex geometries, far beyond the possibilities of conventional manufacturing processes. Moreover, the possibility of a local modification of the materials’ properties is given by this manufacturing technology, due to the layer-by-layer deposition of material. These advantages offer a high potential in production of safety relevant and highly loaded structural components. However, to use AM technology for such applications, a sound knowledge about the microstructure and the resulting mechanical and especially cyclic properties of AM materials is indispensable. Furthermore, their dependency on the manufacturing parameters has to be thoroughly investigated.
In additive manufacturing of metallic materials, many different manufacturing processes exists, which are divided by the ISO/ASTM (American Society for Testing and Materials) standard 52900 [
1] into Powder Bed Fusion (PBF) and Direct Energy Deposition (DED) processes. In DED processes, the material is delivered as wire or powder into the focus of the laser beam, while in PBF processes the already applied powder is locally exposed layerwise. The selection of the appropriate AM process depends on many factors (e.g. material, geometry, surface quality, etc.), which is discussed for PBF processes in [
2].
In recent decades, the microstructures of AM materials have been widely studied. As shown by Casati et al. [
3] on Selectively Laser Melted (SLM:
PBF) and Yu et al. [
4] on Laser Metal Deposited (LMD:
DED) AISI 316L, Brandl et al. [
5] on Laser Deposition Welded (LDW:
DED) and Lewandowski et al. [
6] on SLM Ti6Al4V as well as Takata et al. [
7] on SLM AlSi10Mg, AM materials show a grain elongation along the building direction caused by the directed heat flux into the already solidified material. These results are confirmed by Mower et al. [
8] on Direct Metal Laser Sintered (DMLS:
PBF) 316L and SLM AlSi10Mg as well as Yasa et al. [
9] on SLM 316L, who further reported a visibility of the layer boundaries in light optical micrographs as well as a grain growth beyond these boundaries, which is in accordance with [
3,
4,
5,
7].
This special and characteristic microstructure of AM materials leads to anisotropic mechanical properties, which depend on the building direction in the AM process and hence, the orientation of the layer planes to the loading direction. In the investigations of PBF processes of Yadollahi et al. [
10] on 17-4-PH, Casati et al. [
3] on 316L, Buchbinder et al. [
11] on AlSi10Mg as well as Mower et al. [
8] on all these materials, a higher strength of specimens with layer plane orientation parallel to the loading direction (horizontal building direction) than of specimens with a layer orientation perpendicular to the loading axis (vertical building direction) was reported. This correlates to the results of Yu et al. [
4] on LMD 316L and Alcisto et al. [
12] on Direct Metal Deposited (DMD:
DED) Ti6Al4V and is confirmed by the overview works of Lewandowski et al. [
6] and Shamsaei et al. [
13] as well as consistent to our own results on 316L [
14,
15,
16]. Moreover, the authors of [
4,
6,
8,
13,
17,
18] demonstrated comparable and even higher tensile and 0.2% yield strength of AM materials in relation to conventionally manufactured specimens.
Compared to the thorough investigation of the monotonic properties, the extent of investigations on the fatigue behavior of AM materials is rather limited. However, Yadollahi et al. [
10] on SLM 17-4-PH, Brandl et al. [
19] on SLM AlSi10Mg, Shamsaei et al. [
13] on DMD Ti6Al4V, Mower et al. [
8] on DMLS 316L and Rigon et al. [
20] on SLM maraging steel 18Ni300 showed a higher fatigue strength of horizontally built specimens compared to a vertical building direction, which corresponds to the observations for monotonic loading. Note that Rigon et al. [
20] additionally reported a higher fatigue strength of vertical building direction for another batch of used powder, indicating a significant influence of the used powder on the resulting mechanical properties. This corresponds to the work of Zhang et al. [
21] who also showed a higher fatigue strength in vertical building direction for SLM 316L.
Besides the dependency on the building direction, the works of Günther et al. [
22] on SLM Ti6Al4V as well as Xue et al. [
23] on Laser Engineered Net Shaped (LENS:
DED) 316L demonstrated a strong influence of microstructural defects on the fatigue behavior of AM materials, which correlates to the results given in [
8,
10,
21], our own works on 316L [
14,
15,
16] and the overview work of Fotovvati et al. [
24] on SLM Ti6Al4V. Furthermore, a generally lower fatigue strength of AM materials in comparison to conventionally manufactured materials is reported in literature, which is mainly caused by microstructural defects and resulting notch effects [
8,
10,
15,
17,
22]. These defects are pores [
8,
10,
14,
15,
16,
21] as well as nonmetallic inclusions [
15,
21].
The influence of these microstructural defects have been investigated on a general level for conventionally manufactured materials by Murakami et al. [
25,
26,
27], who showed that such defects have a major impact on the fatigue lifetime. Their results demonstrate a significant influence of the size and location of the defect. Based on these results, the √area concept was established, which allows the determination of the materials fatigue strength
σw by considering the critical defect. Furthermore, this concept enables the rating of the materials defect tolerance by using modified
σa/
σw–
Nf curves as shown in [
14,
16,
28].
The limited scope of fatigue investigations on AM materials is mainly caused by the high material and time effort of fatigue testing. This effort can be reduced by using the short-time procedures load increase test (LIT), PhyBaL
LIT and PhyBaL
CHT, as shown in [
14,
16,
29,
30,
31,
32]. The LIT enables a qualitative determination of the material’s cyclic deformation behavior as well as an estimation of the lower limit of the high cycle fatigue (HCF)-regime [
14,
15,
16,
32] in a comparably short time. Moreover, Jost et al. [
30,
31] were able to predict the temperature interval of dynamic strain aging effects as well as the influence of thermomechanical loadings on cyclic deformation behavior by modification of this method. As shown in [
14,
16,
30,
31,
32], the information of one LIT and two additionally performed constant amplitude tests (CATs) can be used to calculate S–
Nf curves by using the PhyBaL
LIT approach. While LIT and PhyBaL
LIT describes the cyclic deformation behavior, the PhyBaL
CHT method, which is based on cyclic indentation tests, enables an efficient characterization of the material’s defect tolerance as shown in [
14,
15,
16,
28].
Fatigue investigations on conventionally manufactured AISI 316L were already performed by Polak et al. [
33], who mainly observed cyclic softening in the HCF-regime due to formation of dislocation structures, which correlates to the results of Man et al. [
34]. In contrast to that, in [
15] a pronounced cyclic hardening in the HCF-regime could be observed for conventionally manufactured 316L, which is caused by pronounced austenite–α’-martensite transformation. These pronounced differences in cyclic deformation behavior of nominally equivalent materials can be explained with differences in chemical composition and hence, in austenite stability as shown in [
15]. Furthermore, Hong et al. [
35] reported that the SLM microstructure leads to a higher austenite stability due to higher density of low-angle grain boundaries. However, in this work also small amounts of phase transformation could be observed in SLM 316L after monotonic loading. Moreover, in our own investigations on additively manufactured 316L low amounts of phase transformation could be observed after cyclic loading [
14,
15,
16]. As shown in the results reported in [
14,
15,
16,
36,
37], plastic deformation induced austenite–α’-martensite transformation leads to a reduction of locally increased stresses and, due to a volume expansion, to local compressive residual stresses, resulting in a decelerated crack growth. Consequently, a phase transformation in additively manufactured materials can lead to an enhanced fatigue lifetime by reduction of the process induced microstructural notch effects, leading to an improved defect tolerance [
14,
15,
16].
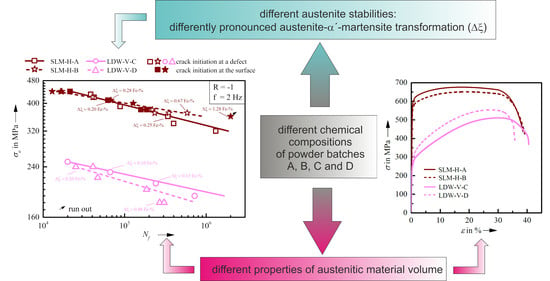
Because of the influence of austenite–α’-martensite transformation on the fatigue behavior of AISI 316L and due to the high density of microstructural notches in AM materials, the influence of different austenite stabilities on the cyclic deformation behavior and defect tolerance was investigated in the presented work. Therefore, LDW and SLM specimens were manufactured with different batches of powder, respectively. Note that the powders used in each of these manufacturing processes only differ in chemical composition, while the powder used in an SLM process is significantly finer compared to that used in the LDW process. In the SLM process, a horizontal building direction was used for both batches and in the LDW process the specimens were manufactured vertically. Consequently, the presented results are not one-to-one comparable between SLM and LDW, because of different building directions and powder grades. However, the presented work focuses the influence of chemical composition and not of the used manufacturing process, on the fatigue behavior. To determine the influence of the chemical composition on cyclic deformation behavior qualitatively, LITs were performed. Moreover, PhyBaLLIT was utilized to calculate the S–Nf curves of the different batches, which were validated by additional CATs. Furthermore, some CATs were conducted at elevated temperature for SLM specimens, to explicitly exclude the influence of phase transformation on the fatigue behavior. Thus, the influence of phase transformation on the defect tolerance can be analyzed. For characterization of the materials defect tolerance the short-time method PhyBaLCHT was used and compared to the results obtained in CATs with √area concept.
4. Summary and Conclusions
In the presented paper, the influence of a variation of the chemical composition of the used powder in the Selective Laser Melting (SLM) and Laser Deposition Welding (LDW) processes on mechanical and especially cyclic properties is presented and discussed. Therefore, specimens were manufactured with SLM and LDW, by using two different powder batches for each manufacturing process. Note that the batches of each manufacturing process only differ in chemical composition, respectively, whereas the SLM powder is finer compared to LDW. Furthermore, the SLM specimens were manufactured in horizontal and LDW specimens in vertical building direction and consequently, the results of SLM and LDW are not one-to-one comparable.
For fatigue investigation the short-time procedures load increase tests (LITs) [
14,
15,
16,
29,
30,
31], PhyBaL
CHT [
14,
15,
16,
28,
29,
41] as well as physically based lifetime calculation PhyBaL
LIT [
14,
16,
29,
30,
31,
32] were used to significantly reduce the experimental effort.
The differences in chemical composition lead to differences in austenite stability, but similar grain structures. Moreover, in the LDW process a significantly higher layer thickness was used compared to the SLM process, resulting in lower cooling rates and bigger grains.
For both manufacturing processes, only a slight influence of variation in chemical composition on monotonic properties can be observed, which is more pronounced for LDW specimens. In tensile tests, no phase transformation was detected and, consequently, austenite stability has no impact on the difference in monotonic properties.
Besides the difference in monotonic properties, also slight differences in cyclic properties were observed for SLM material. In fatigue tests, a higher endurance at higher stress amplitudes is demonstrated for batch A, while at lower σa an increased fatigue lifetime is shown for batch B. The lower austenite stability of batch B leads to a more pronounced phase transformation at smaller stress amplitudes, resulting in a higher defect tolerance, determined by the √area concept. Because at lower σa the influence of microstructural defects, i.e. pores, increases, a higher fatigue lifetime can be observed for SLM-H-B at lower stress levels. The beneficial influence of phase transformation on fatigue lifetime could be confirmed with additionally performed constant amplitude tests (CATs) at 100 °C, showing similar fatigue life and defect tolerance of batch A and B, because no phase transformation occurred at this temperature. These slight differences in fatigue behavior can be characterized qualitatively with LITs and quantitatively with S–Nf curves calculated by PhyBaLLIT, which correlate excellently with CATs. By using PhyBaLCHT, the influence of differently pronounced phase transformation could not be determined, because no phase transformation occurred during cyclic indentation tests. However, PhyBaLCHT enabled the determination of the materials hardening potential as well as defect tolerance without influence of phase transformation and hence, a deeper understanding of the fatigue mechanisms.
For LDW material, a stronger influence of variation of the utilized powder batch on cyclic properties was shown, resulting from a more pronounced variation in the powder’s chemical composition. The fracture surface analyzes demonstrate a high influence of microstructural defects, i.e. mainly oxide inclusions and secondarily lack of fusions, on the fatigue properties of both batches. Moreover, a higher fatigue lifetime can be observed for batch C in the whole HCF-regime, despite the lower amount of austenite–α’-martensite transformation. The increasing improvement of fatigue lifetime at decreasing σa for batch C compared to LDW-V-D can be explained with a higher defect tolerance of batch C at smaller σa. Similar to the SLM material these differences can be characterized very well and efficiently with LITs and PhyBaLLIT, yielding results in good accordance to conventional CATs. Additionally, the differences in the materials cyclic hardening potential, excluding the influence of phase transformation, could be characterized reliably with PhyBaLCHT.
By comparing the results of the different manufacturing processes, higher monotonic and fatigue strength are evident for SLM material, which result from the higher cooling rates and hence, refined microstructure. Furthermore, the higher fatigue lifetime of SLM specimens compared to LDW material can be explained with lower number and smaller size of microstructural defects. However, by comparing these two manufacturing processes, the differences in building direction of investigated specimens as well as powder particle size have to be kept in mind.
Finally, the presented results demonstrate that the chemical composition of the used powder as well as the austenite stability have a significant impact on the fatigue behavior of additively manufactured AISI 316L. Furthermore, the utilized short-time procedures proved to be powerful means to thoroughly investigate the cyclic properties of additively manufactured material and to determine slight differences in manufacturing setup, i.e. chemical composition of the powder.

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}