Mechanical Properties of Ti-15Mo Alloy Prepared by Cryogenic Milling and Spark Plasma Sintering

 , , and
, , and 
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Cryogenic Milling
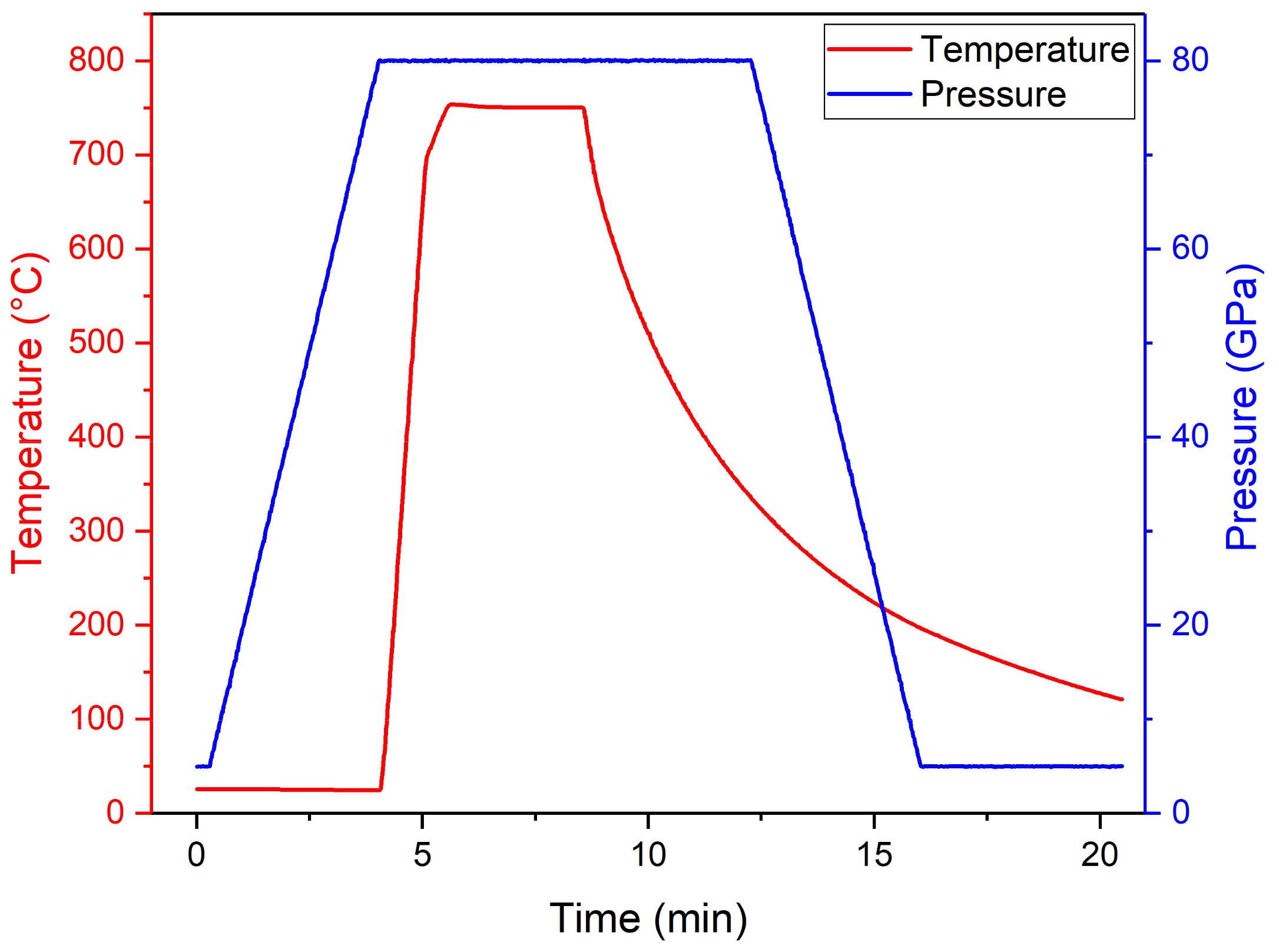
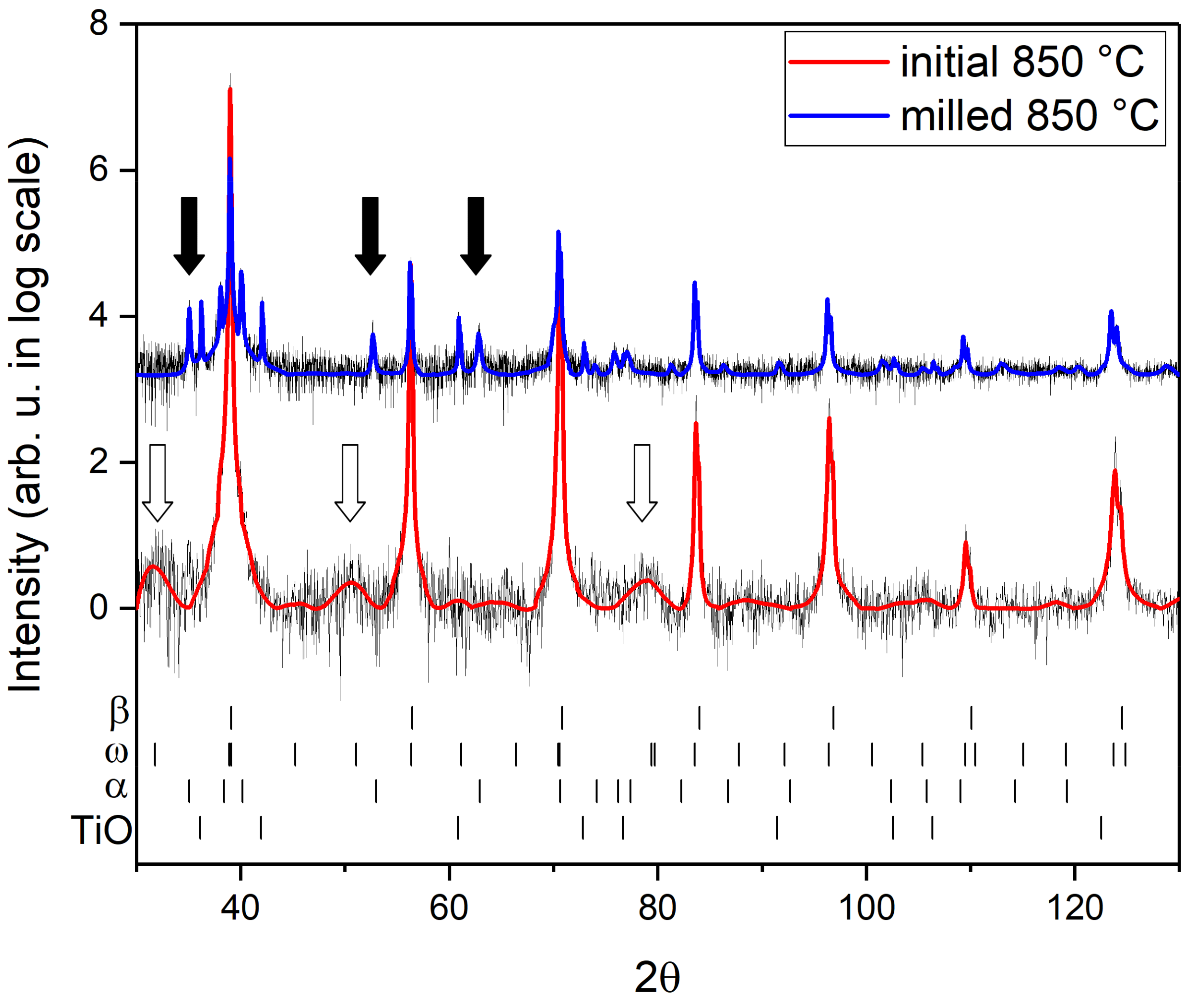
3.2. Spark Plasma Sintering
4. Conclusions
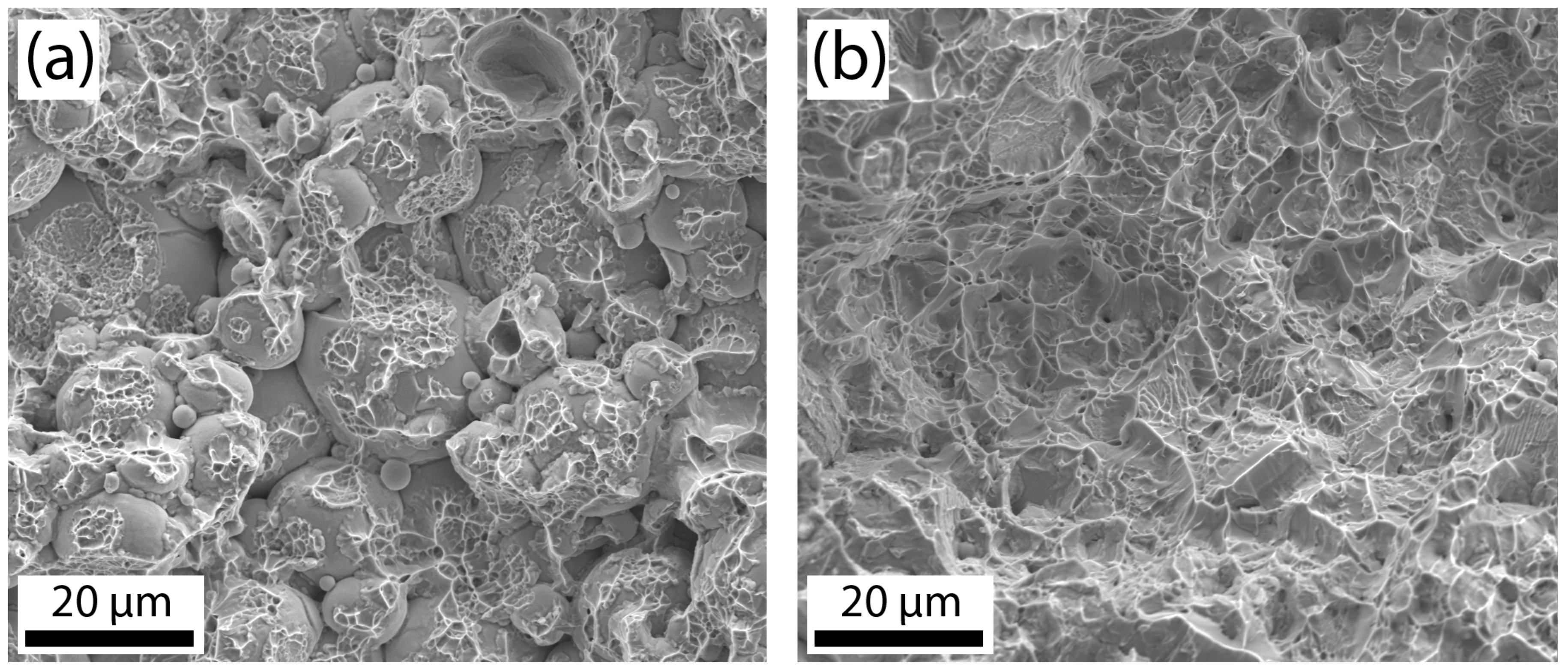
- Cryogenic milling changed initial ball-shaped powder particles into disk-shaped ones. Powder particles were not refined, but they were intensively deformed, similarly to severe plastic deformation methods (SPD).
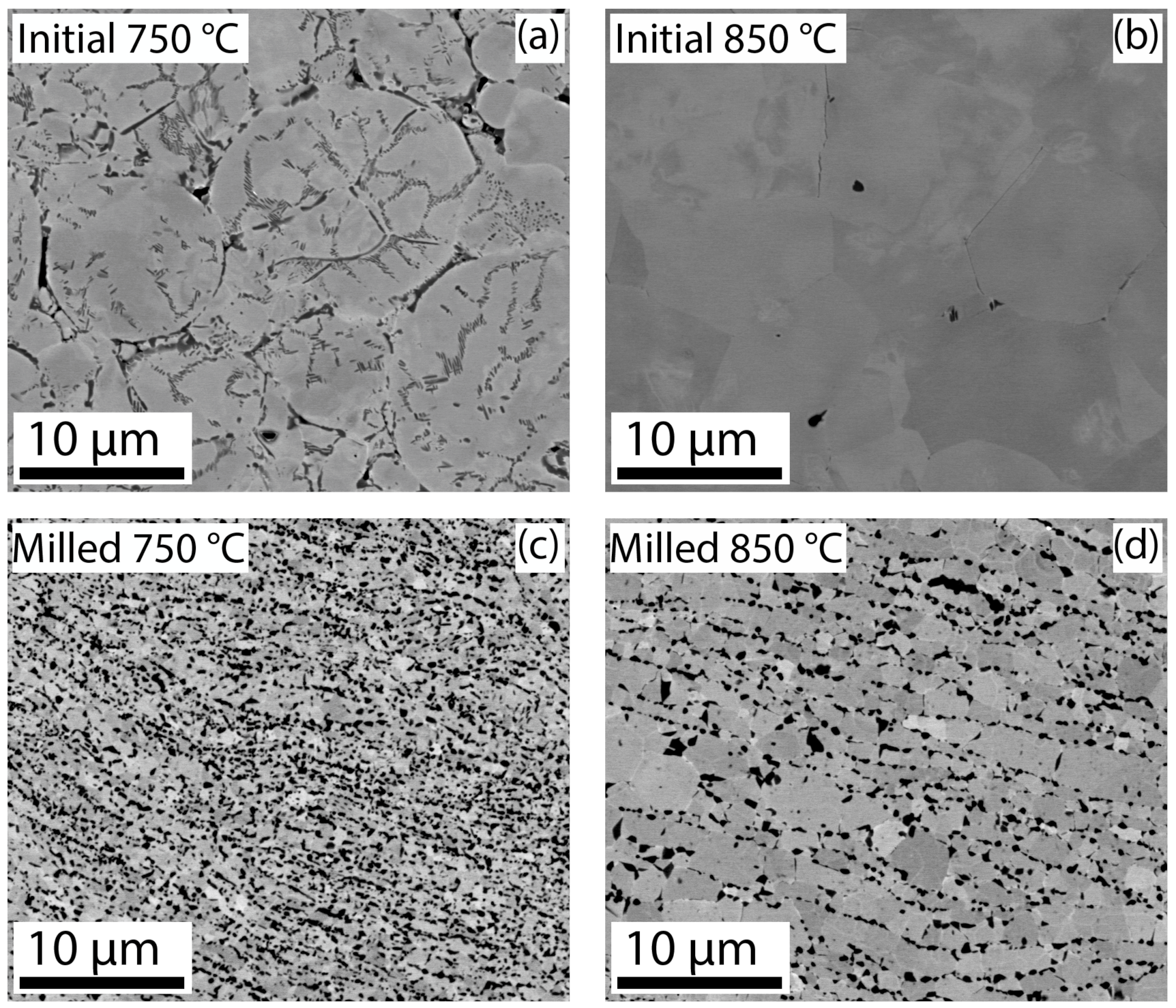
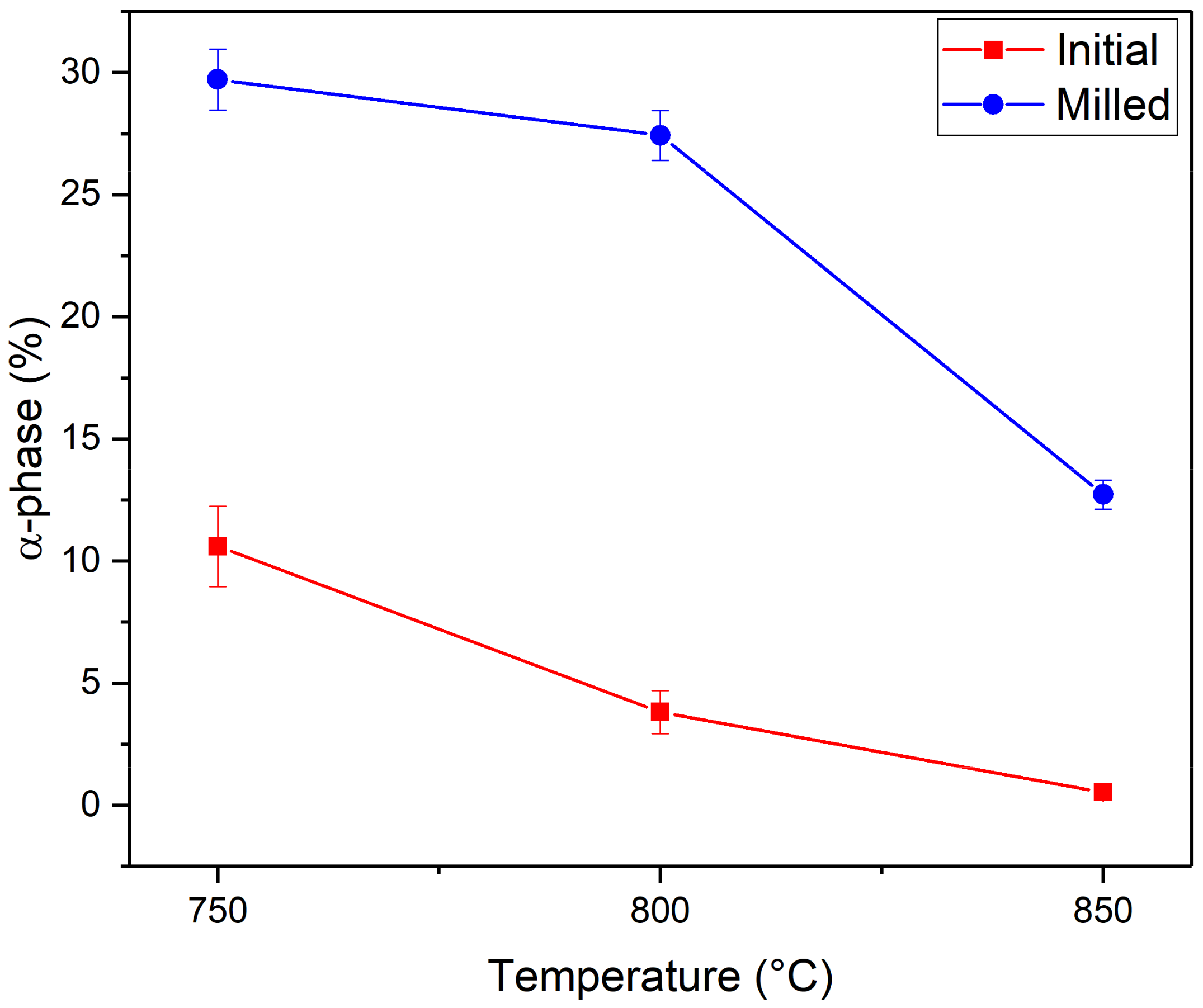
- The microstructure of the sintered milled powder consisted of β-grains with the size in range of few micrometers and submicrometer α-phase precipitates.
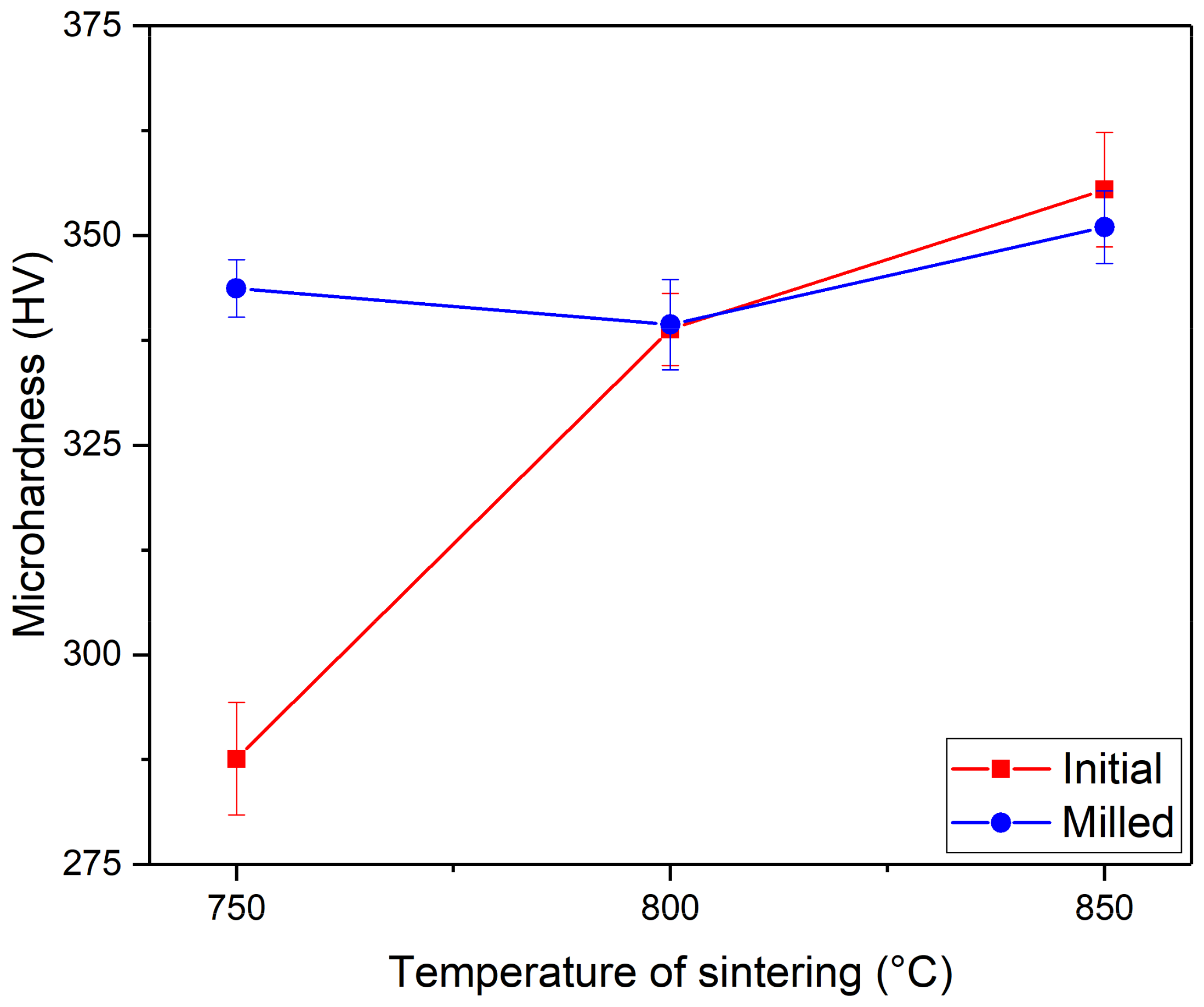
- The microhardness reached 350 HV and was affected by residual porosity, microstructure, contamination by oxygen and phase composition.
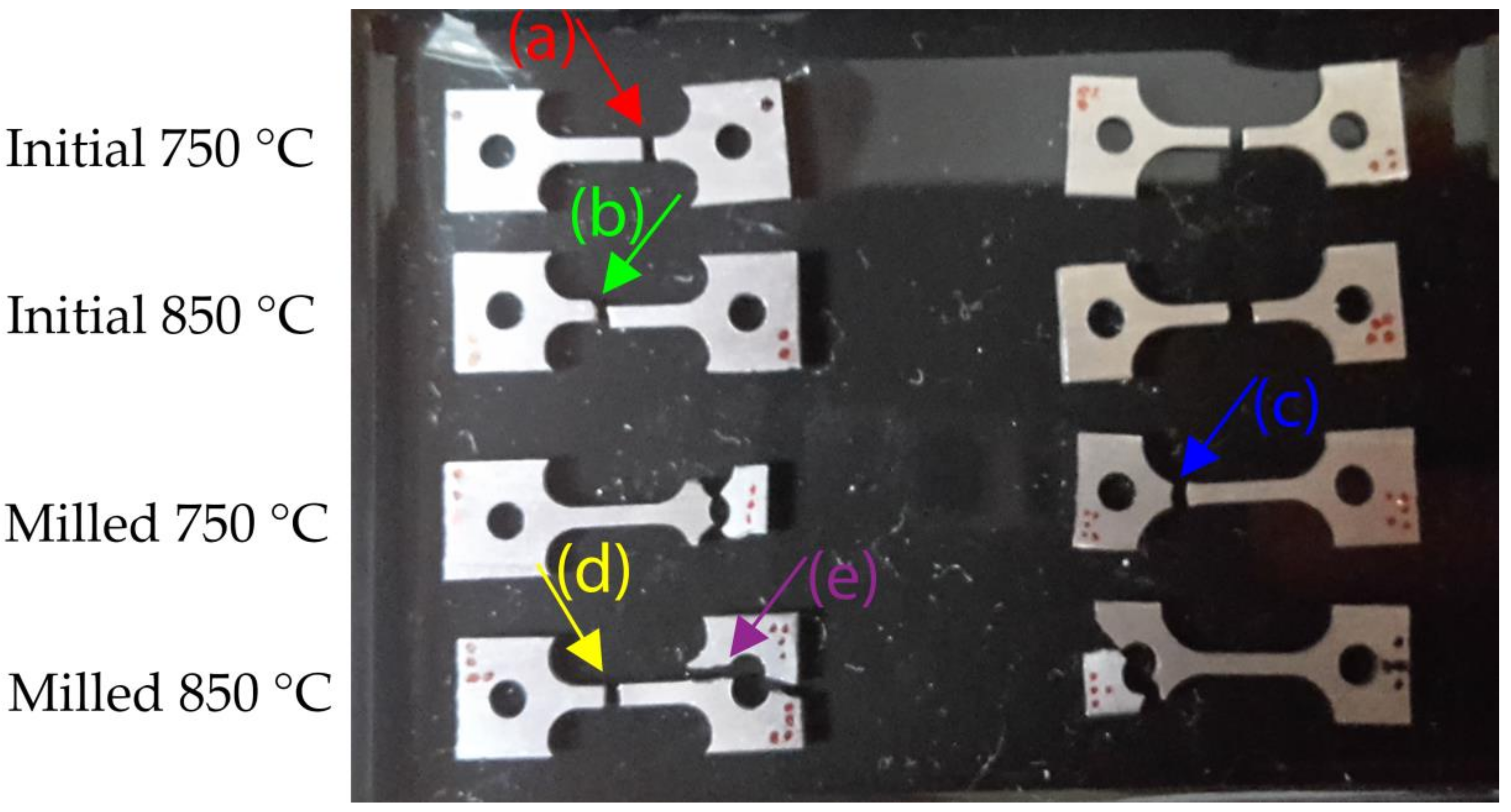
- Both sintered powders possessed the high yield tensile strength of 1200 MPa, but very low ductility.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- ATI 15MoTM. Available online: https://www.atimetals.com/Products/Pages/ati-ti-15mo.aspx (accessed on 10 May 2019).
- Lütjering, G.; Williams, J.C. Titanium; Springer: Berlin, Germany, 2003. [Google Scholar]
- Niinomi, M.; Nakai, M.; Hieda, J. Development of new metallic alloys for biomedical applications. Acta Biomater. 2012, 8, 3888–3903. [Google Scholar] [CrossRef] [PubMed]
- Steinemann, S.G. Titanium—The material of choice? Periodontol. 2000 1998, 17, 7–21. [Google Scholar] [CrossRef] [PubMed]
- Kopova, I.; Stráský, J.; Harcuba, P.; Landa, M.; Janeček, M.; Bačákova, L. Newly developed Ti–Nb–Zr–Ta–Si–Fe biomedical beta titanium alloys with increased strength and enhanced biocompatibility. Mater. Sci. Eng. C 2016, 60, 230–238. [Google Scholar] [CrossRef] [PubMed]
- Welsch, G.; Welsch, R.; Collings, E.W. Materials Properties Handbook: Titanium Alloys; ASM Internacional: Novelty, OH, USA, 1994. [Google Scholar]
- Semiatin, S.L.; Knisley, S.L.; Fagin, P.N.; Barker, D.R.; Zhang, F. Microstructure evolution during alpha-beta heat treatment of Ti-6Al-4V. Metall. Mater. Trans. A 2003, 34, 2377–2386. [Google Scholar] [CrossRef]
- Zháňal, P.; Harcuba, P.; Hájek, M.; Smola, B.; Stráský, J.; Šmilauerová, J.; Veselý, J.; Janeček, M. Evolution of ω phase during heating of metastable β titanium alloy Ti–15Mo. J. Mater. Sci. 2018, 53, 837–845. [Google Scholar] [CrossRef]
- Fang, Z.Z.; Paramore, J.D.; Sun, P.; Chandran, K.S.R.; Zhang, Y.; Xia, Y.; Cao, F.; Koopman, M.; Free, M. Powder metallurgy of titanium—Past, present, and future. Int. Mater. Rev. 2018, 63, 407–459. [Google Scholar] [CrossRef]
- Qian, M.; Froes, F.H. Titanium Powder Metallurgy; Elsevier: Amsterdam, The Netherlands, 2015. [Google Scholar]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Räthel, J.; Herrmann, M. Field-assisted sintering technology/spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Yin, W.H.; Xu, F.; Ertorer, O.; Pan, Z.; Zhang, X.Y.; Kecskes, L.J.; Lavernia, E.J.; Wei, Q. Mechanical behavior of microstructure engineered multi-length-scale titanium over a wide range of strain rates. Acta Mater. 2013, 61, 3781–3798. [Google Scholar] [CrossRef]
- Chen, W. Interdiffusion and atomic mobility in bcc Ti–rich Ti–Nb–Zr system. Calphad 2018, 60, 98–105. [Google Scholar] [CrossRef]
- Rechtin, J.; Torresani, E.; Ivanov, E.; Olevky, E. Fabrication of Titanium-Niobium-Zirconium-Tantalium Alloy (TNZT) bioimplant components with controllable porosity by spark plasma sintering. Materials 2018, 11, 181. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Wilczek, M.; Bertling, J.; Hintemann, D. Optimised technologies for cryogenic grinding. Int. J. Miner. Process. 2004, 74, S425–S434. [Google Scholar] [CrossRef]
- Zhou, F.; Nutt, S.R.; Bampton, C.C.; Lavernia, E.J. Nanostructure in an Al-Mg-Sc alloy processed by low-energy ball milling at cryogenic temperature. Metall. Mater. Trans. A 2003, 34, 1985–1992. [Google Scholar] [CrossRef]
- Ertorer, O.; Topping, T.D.; Li, Y.; Moss, W.; Lavernia, E.J. Nanostructured Ti Consolidated via Spark Plasma Sintering. Metall. Mater. Trans. A 2011, 42, 964–973. [Google Scholar] [CrossRef]
- Kozlík, J.; Becker, H.; Harcuba, P.; Stráský, J.; Janeček, M. Cryomilled and spark plasma sintered titanium: The evolution of microstructure. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 194, p. 012023. [Google Scholar]
- Sun, F.; Rojas, P.; Zúñiga, A.; Lavernia, E.J. Nanostructure in a Ti alloy processed using a cryomilling technique. Mater. Sci. Eng. A 2006, 430, 90–97. [Google Scholar] [CrossRef]
- Ertorer, O.; Zúñiga, A.; Topping, T.; Moss, W.; Lavernia, E.J. Mechanical behavior of cryomilled CP-Ti consolidated via quasi-isostatic forging. Metall. Mater. Trans. A 2008, 40, 91. [Google Scholar] [CrossRef]
- Kozlík, J.; Stráský, J.; Harcuba, P.; Ibragimov, I.; Chráska, T.; Janeček, M. Cryogenic milling of Titanium powder. Metals 2018, 8, 31. [Google Scholar] [CrossRef]
- Wen-Bin, F.; Wa, F.; Hong-Fel, S. Preparation of high-strength Mg–3Al–Zn alloy with ultrafine-grained microstructure by powder metallurgy. Powder Technol. 2011, 212, 161–165. [Google Scholar] [CrossRef]
- Kozlík, J.; Harcuba, P.; Stráský, J.; Becker, H.; Šmilauerová, J.; Janeček, M. Microstructure and texture formation in commercially pure titanium prepared by cryogenic milling and spark plasma sintering. Mater. Charact. 2019, 151, 1–5. [Google Scholar] [CrossRef]
- Kent, D.; Wang, G.; Yu, Z.; Ma, X.; Dargusch, M. Strength enhancement of a biomedical titanium alloy through a modified accumulative roll bonding technique. J. Mech. Behav. Biomed. Mater. 2011, 4, 405–416. [Google Scholar] [CrossRef]
- Yilmazer, H.; Niinomi, M.; Nakai, M.; Cho, K.; Hieda, J.; Todaka, Y.; Miyazaki, T. Mechanical properties of a medical β-type titanium alloy with specific microstructural evolution through high-pressure torsion. Mater. Sci. Eng. C 2013, 33, 2499–2507. [Google Scholar] [CrossRef] [PubMed]
- Janeček, M.; Čížek, J.; Stráský, J.; Václavová, K.; Hruška, P.; Polyakova, V.; Gatina, S.; Semenova, I. Microstructure evolution in solution treated Ti15Mo alloy processed by high pressure torsion. Mater. Charact. 2014, 98, 233–240. [Google Scholar] [CrossRef]
- Václavová, K.; Stráský, J.; Polyakova, V.; Stráská, J.; Nejezchlebová, J.; Seiner, H.; Semenova, I.; Janeček, M. Microhardness and microstructure evolution of ultra-fine grained Ti-15Mo and TIMETAL LCB alloys prepared by high pressure torsion. Mater. Sci. Eng. A 2017, 682, 220–228. [Google Scholar] [CrossRef]
- Zháňal, P.; Václavová, K.; Hadzima, B.; Harcuba, P.; Stráský, J.; Janeček, M.; Polyakova, V.; Semenova, I.; Hájek, M.; Hajizadeh, K. Thermal stability of ultrafine-grained commercial purity Ti and Ti-6Al-7Nb alloy investigated by electrical resistance, microhardness and scanning electron microscopy. Mater. Sci. Eng. A 2016, 651, 886–892. [Google Scholar] [CrossRef]
- Bartha, K.; Zháňal, P.; Stráský, J.; Čížek, J.; Dopita, M.; Lukáč, F.; Harcuba, P.; Hájek, M.; Polyakova, V.; Semenova, I.; et al. Lattice defects in severely deformed biomedical Ti-6Al-7Nb alloy and thermal stability of its ultra-fine grained microstructure. J. Alloys Compd. 2019, 788, 881–890. [Google Scholar] [CrossRef]
- Guo, Z.; Malinov, S.; Sha, W. Modelling beta transus temperature of titanium alloys using artificial neural network. Comput. Mater. Sci. 2005, 32, 1–12. [Google Scholar] [CrossRef]
- Miklaszewski, A.; Garbiec, D.; Niespodziana, K. Sintering behavior and microstructure evolution in cp-titanium processed by spark plasma sintering. Adv. Powder Technol. 2018, 29, 50–57. [Google Scholar] [CrossRef]
- Syarif, J.; Rohmannudin, T.N.; Omar, M.Z.; Sajuri, Z.; Harjanto, S. Stability of the beta phase in Ti-Mo-Cr alloy fabricated by powder metallurgy. J. Min. Metall. Sect. B Metall. 2013, 49, 285–292. [Google Scholar] [CrossRef]
- Bartha, K.; Stráský, J.; Harcuba, P.; Semenova, I.; Polyakova, V.; Janeček, M. Heterogeneous precipitation of the α-phase in Ti15Mo alloy subjected to high pressure torsion. Acta Phys. Pol. A 2018, 134, 790–793. [Google Scholar] [CrossRef]
- Václavová, K.; Stráský, J.; Veselý, J.; Gatina, S.; Polyakova, V.; Semenova, I.; Janeček, M. Evolution of microstructure and microhardness in Ti-15Mo β-Ti alloy prepared by high pressure torsion. Mater. Sci. Forum 2017, 879, 2555–2560. [Google Scholar] [CrossRef]
- Zháňal, P.; Harcuba, P.; Šmilauerová, J.; Stráský, J.; Janeček, M.; Smola, B.; Hájek, M. Phase transformations in Ti-15Mo investigated by in situ electrical resistance. Acta Phys. Pol. A 2015, 128, 779–782. [Google Scholar] [CrossRef]
- Šmilauerová, J.; Harcuba, P.; Kriegner, D.; Janeček, M.; Holý, V. Growth kinetics of ω particles in β-Ti matrix studied by in situ small-angle X-ray scattering. Acta Mater. 2015, 100, 126–134. [Google Scholar] [CrossRef] [PubMed]
- Stráský, J.; Zháňal, P.; Václavová, K.; Horváth, K.; Landa, M.; Srba, O.; Janeček, M. Increasing strength of a biomedical Ti-Nb-Ta-Zr alloy by alloying with Fe, Si and O. J. Mech. Behav. Biomed. Mater. 2017, 71, 329–336. [Google Scholar] [CrossRef] [PubMed]
- Sun, F.; Prima, F.; Cloriant, T. High-strength nanostructured Ti–12Mo alloy from ductile metastable beta state precursor. Mater. Sci. Eng. A 2010, 527, 4262–4269. [Google Scholar] [CrossRef]
- Preisler, D.; Václavová, K.; Stráský, J.; Janeček, M.; Harcuba, P. Microstructure and Mechanical Properties of Ti-Nb-Zr-Ta-O Biomedical Alloy; Tanger Ltd.: Slezska, Czech Republic, 2016. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Oxygen (wt. %) |
|---|---|
| Initial powder | 0.20 |
| Milled powder | 0.78 |
| Sample | Oxygen (wt. %) |
|---|---|
| Initial sintered at 750 °C for 3 min | 0.267 |
| Initial sintered at 850 °C for 3 min | 0.246 |
| Milled sintered at 750 °C for 3 min | 0.572 |
| Milled sintered at 850 °C for 3 min | 0.601 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Veverková, A.; Kozlík, J.; Bartha, K.; Chráska, T.; Corrêa, C.A.; Stráský, J. Mechanical Properties of Ti-15Mo Alloy Prepared by Cryogenic Milling and Spark Plasma Sintering. Metals 2019, 9, 1280. https://doi.org/10.3390/met9121280
Veverková A, Kozlík J, Bartha K, Chráska T, Corrêa CA, Stráský J. Mechanical Properties of Ti-15Mo Alloy Prepared by Cryogenic Milling and Spark Plasma Sintering. Metals. 2019; 9(12):1280. https://doi.org/10.3390/met9121280
Chicago/Turabian StyleVeverková, Anna, Jiří Kozlík, Kristína Bartha, Tomáš Chráska, Cinthia Antunes Corrêa, and Josef Stráský. 2019. "Mechanical Properties of Ti-15Mo Alloy Prepared by Cryogenic Milling and Spark Plasma Sintering" Metals 9, no. 12: 1280. https://doi.org/10.3390/met9121280
APA StyleVeverková, A., Kozlík, J., Bartha, K., Chráska, T., Corrêa, C. A., & Stráský, J. (2019). Mechanical Properties of Ti-15Mo Alloy Prepared by Cryogenic Milling and Spark Plasma Sintering. Metals, 9(12), 1280. https://doi.org/10.3390/met9121280