Effect of Cutting Crystal Directions on Micro-Defect Evolution of Single Crystal γ-TiAl Alloy with Molecular Dynamics Simulation

 , , and
, , and
Abstract
:1. Introduction
2. Model and Methods
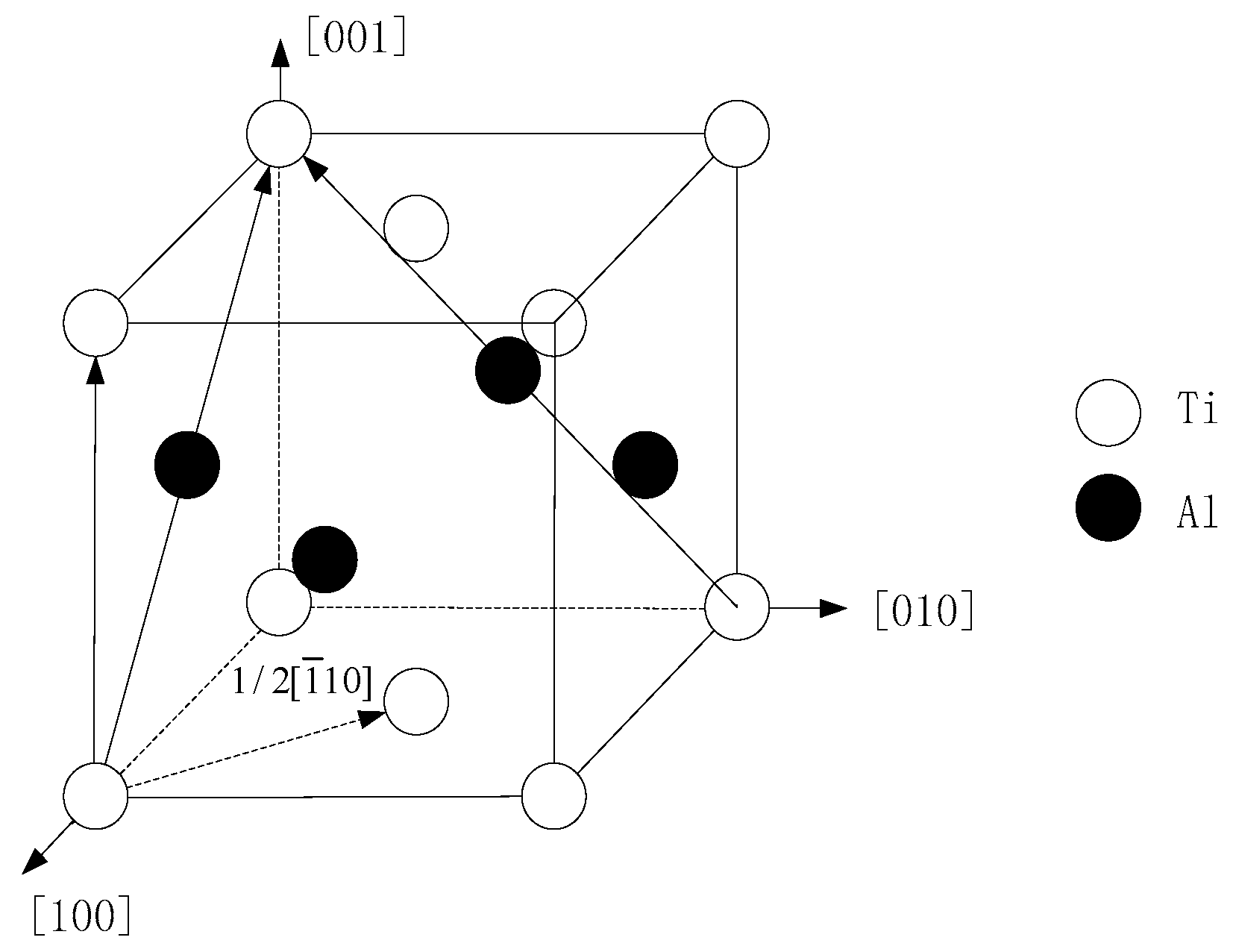
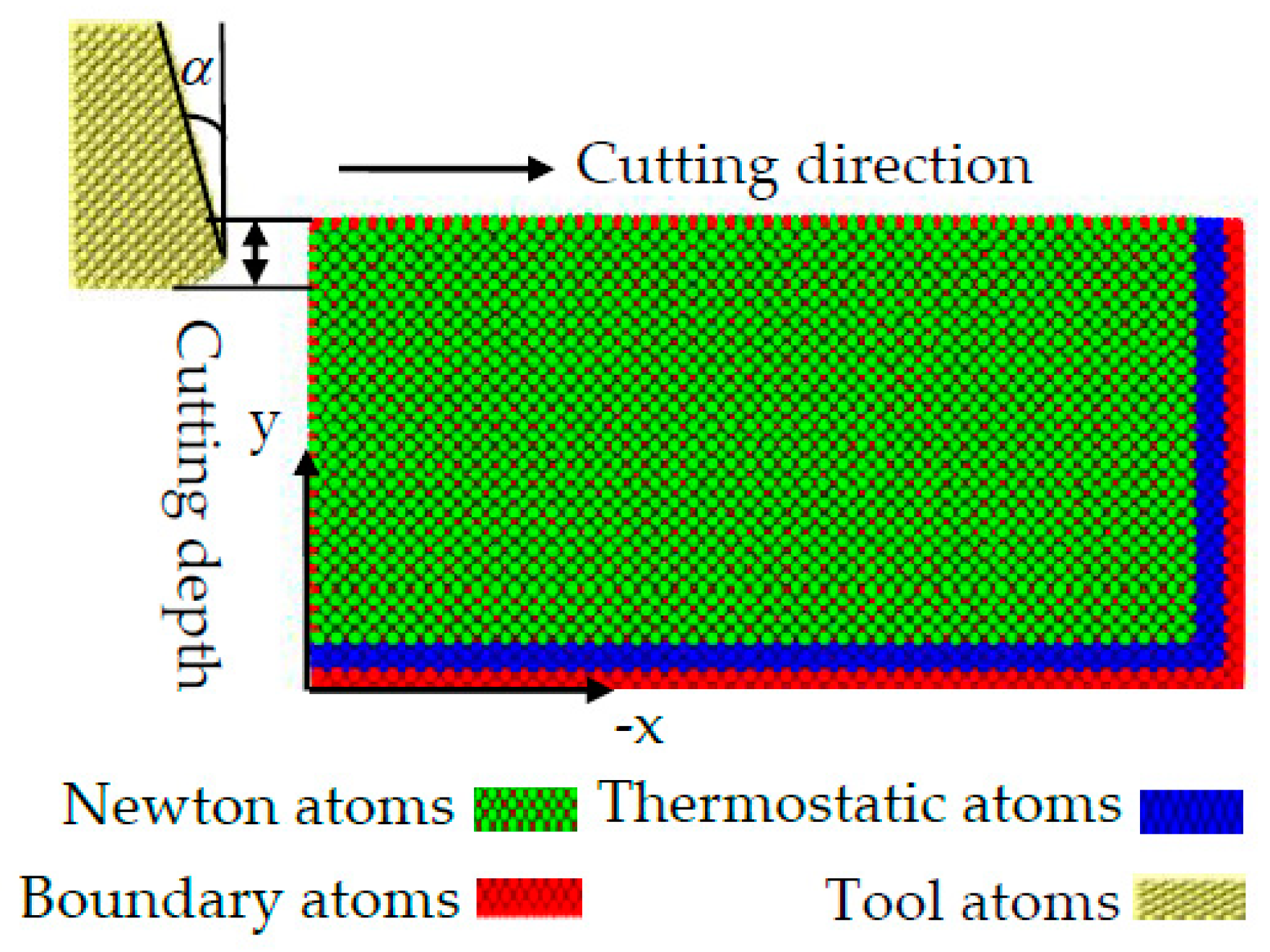
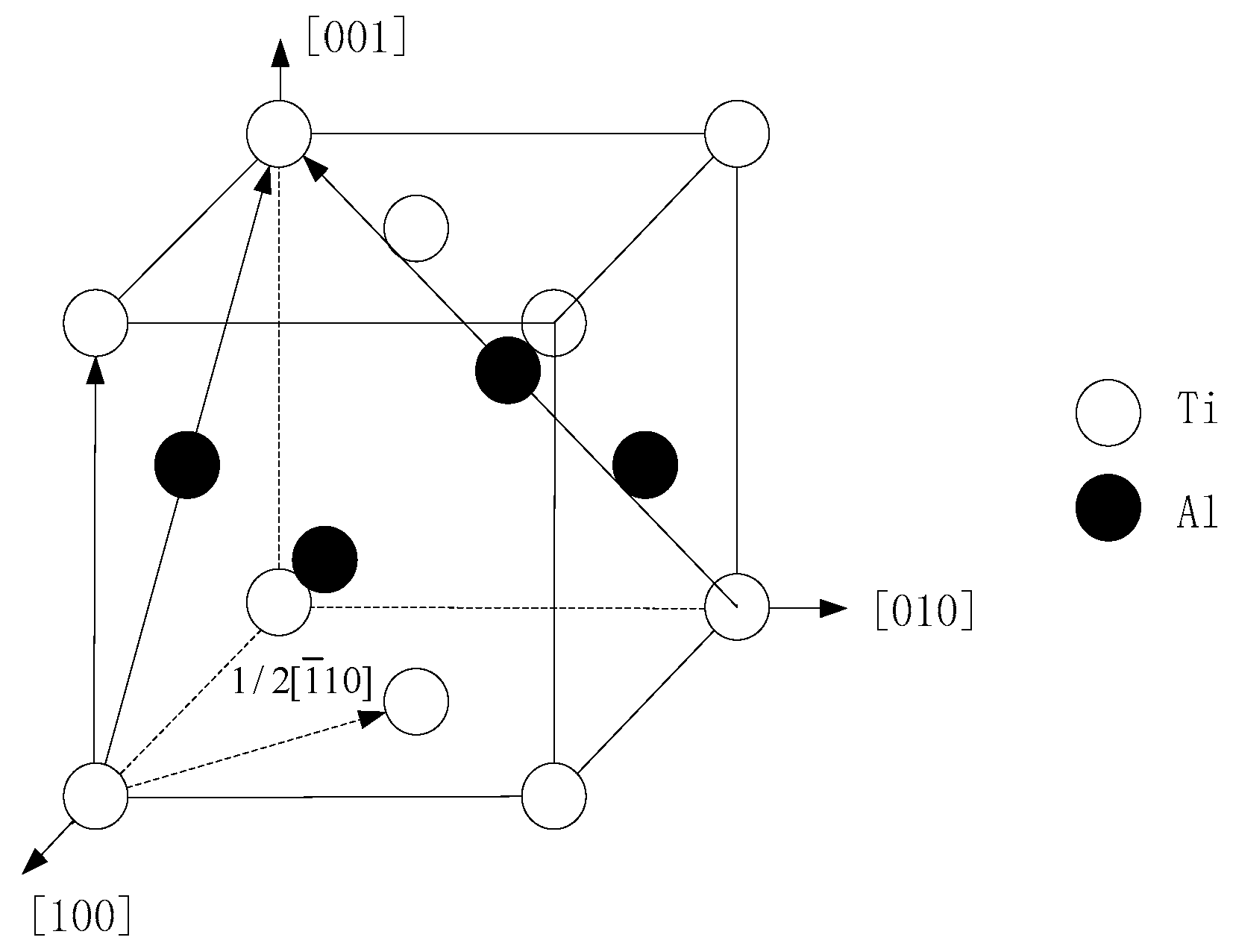
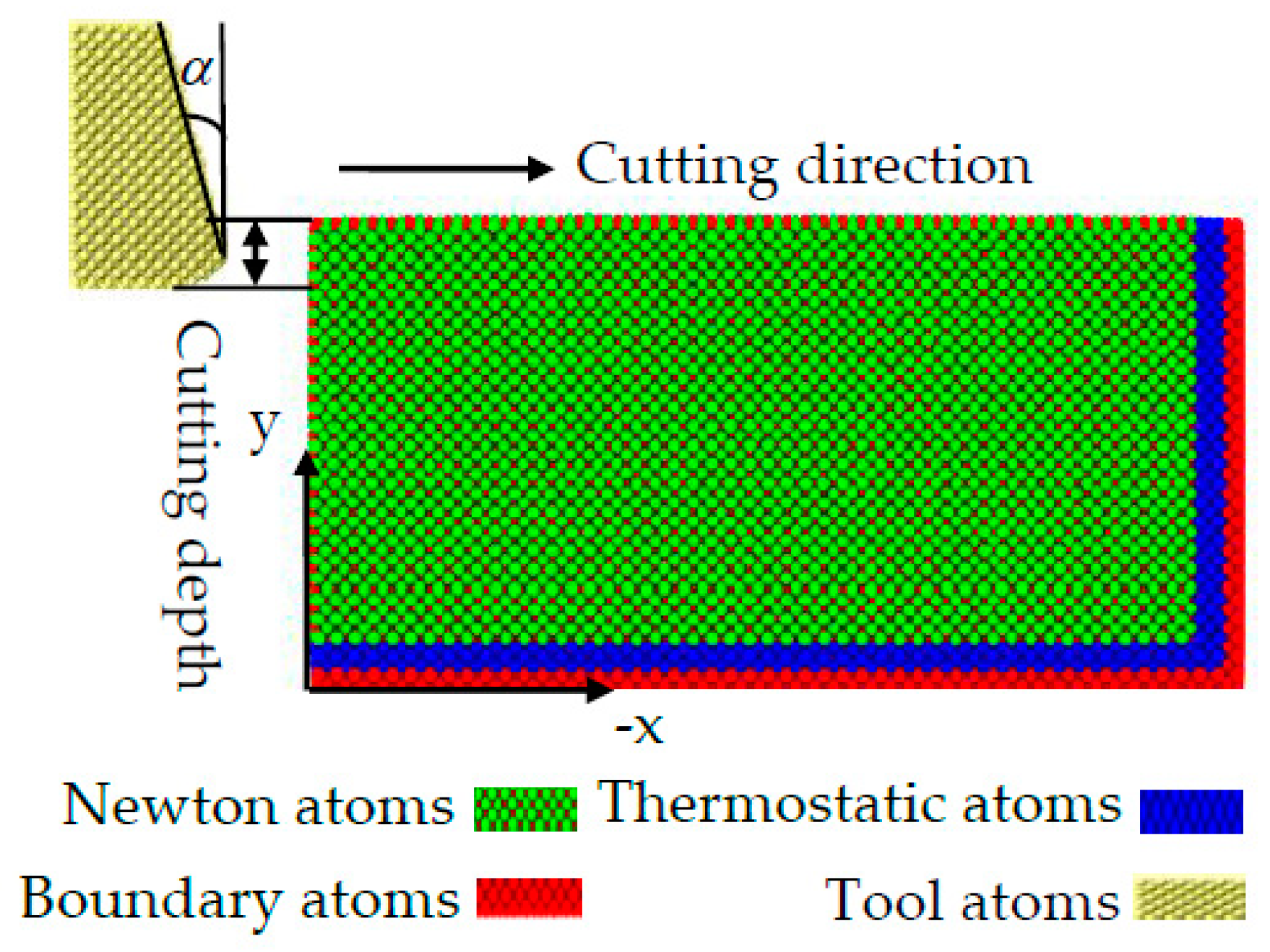
2.1. The MD Simulation Model
2.2. Interatomic Potential
3. Results and Discussion
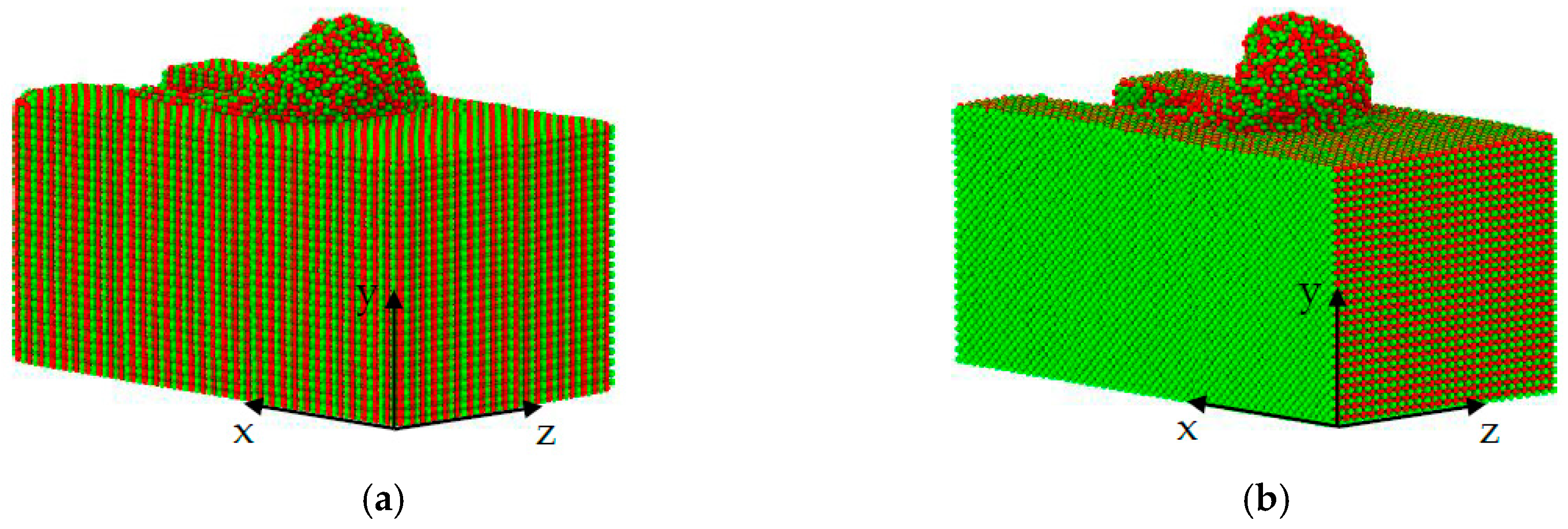
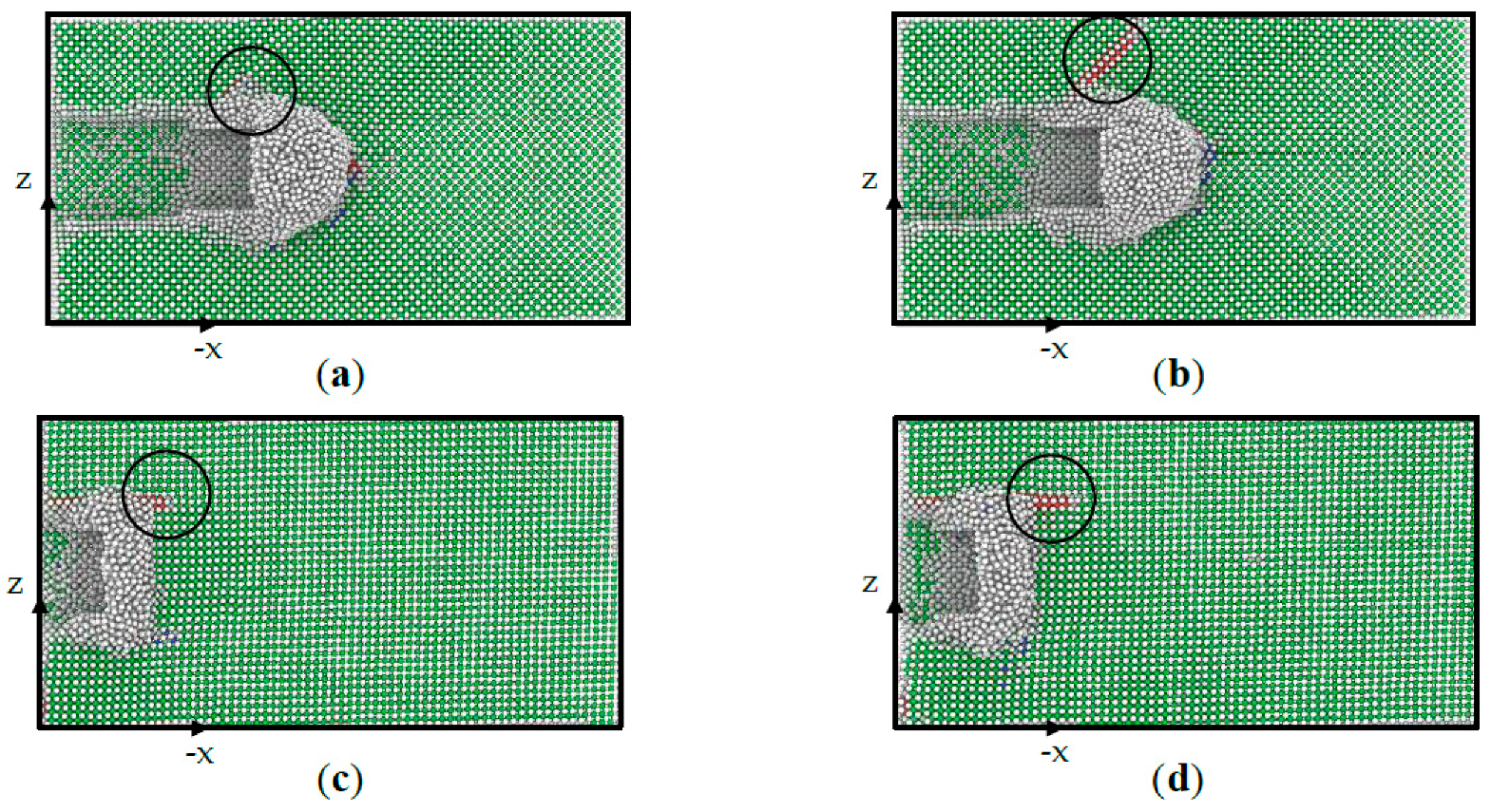
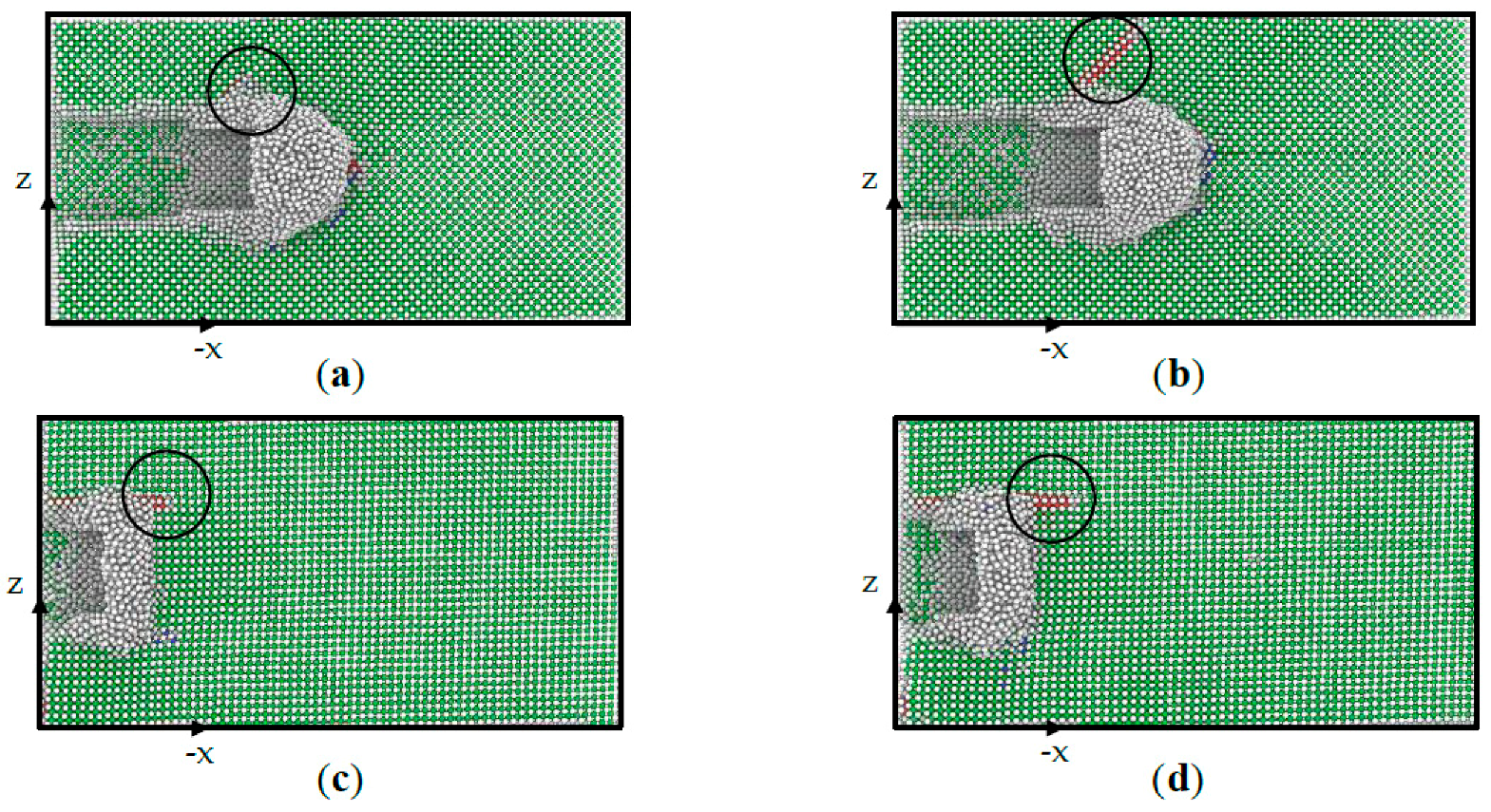
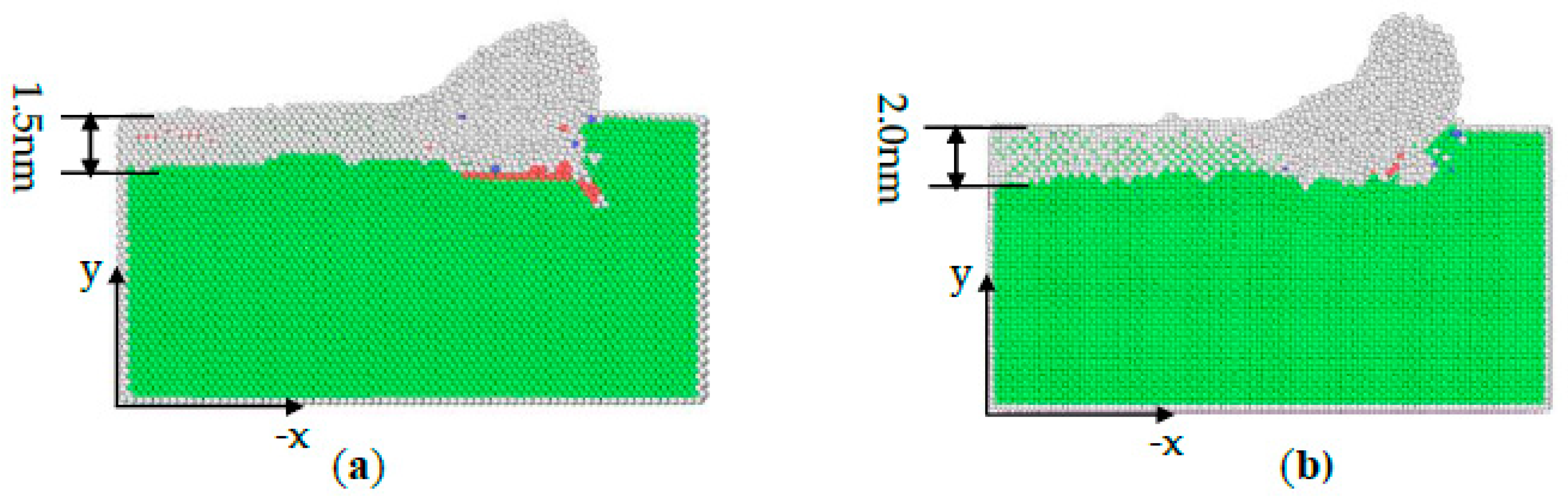
3.1. Material Removal Mechanism in Nanometric Cutting Process
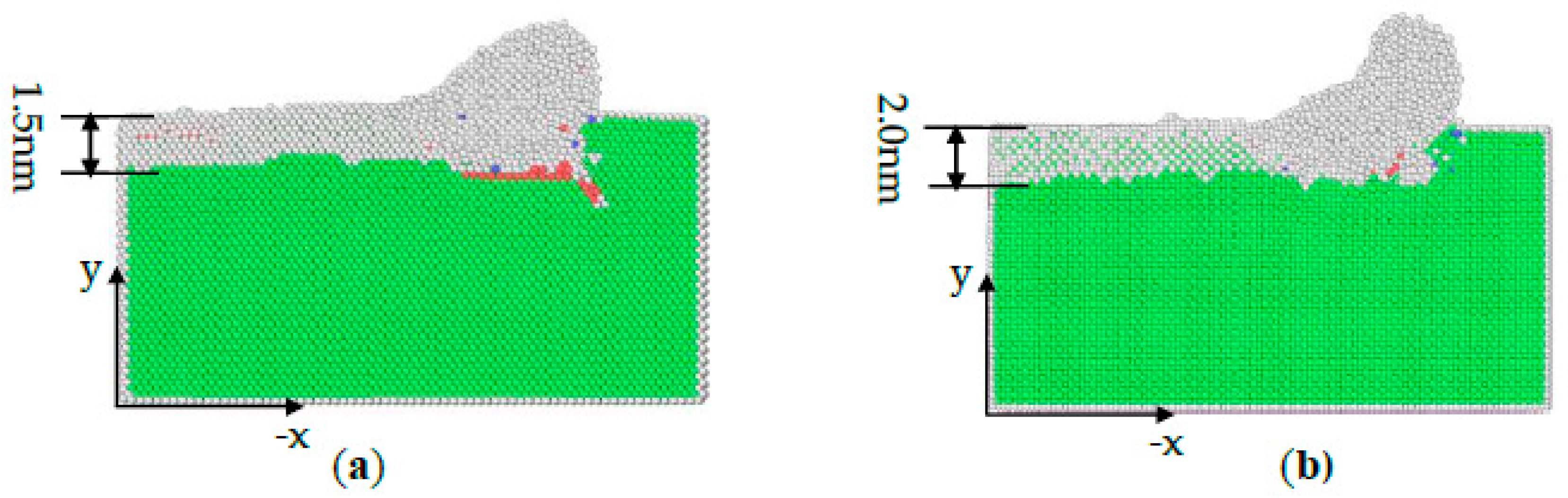
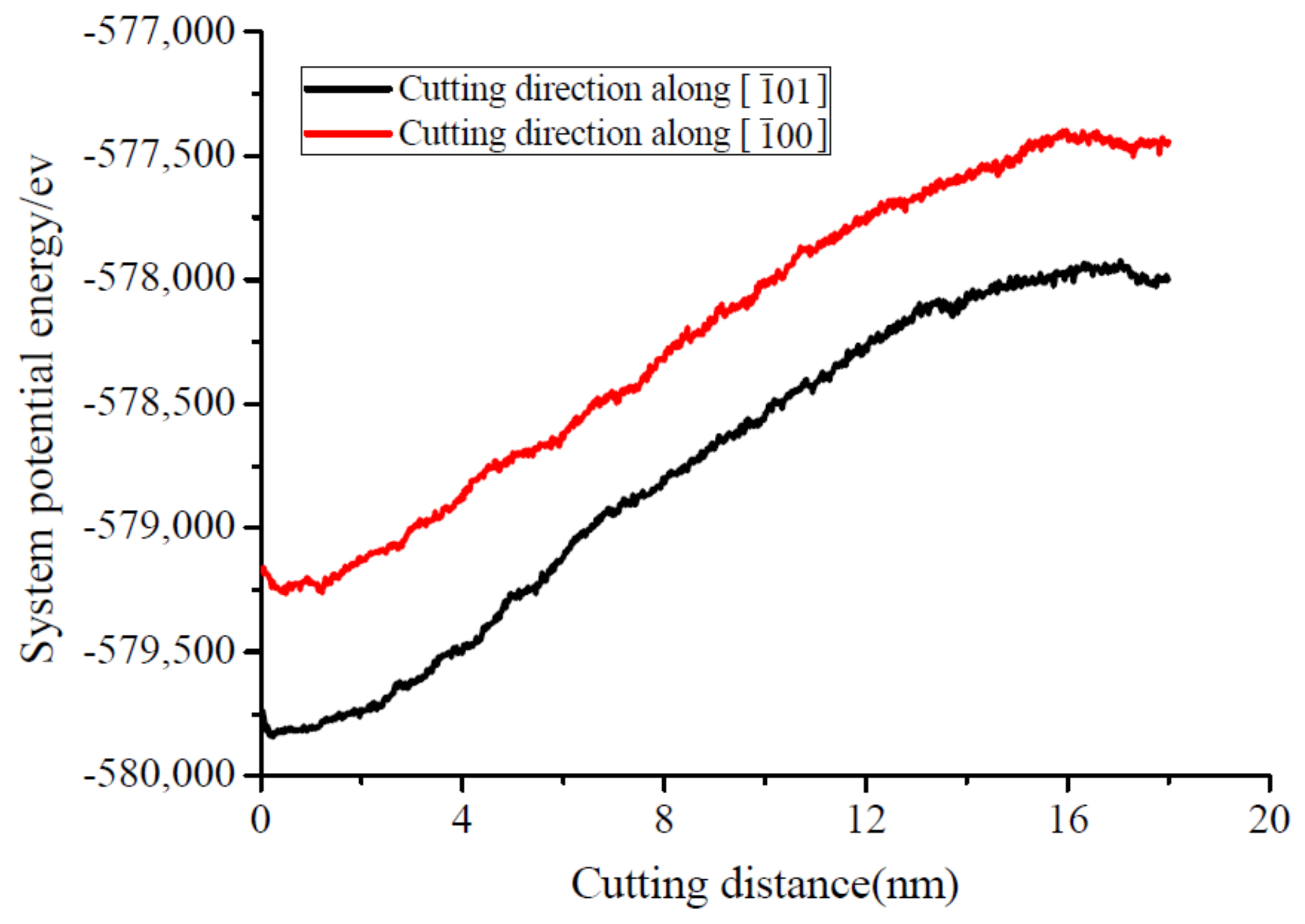
3.2. System Potential Energy and Lattice Deformation in Nanometric Cutting Process
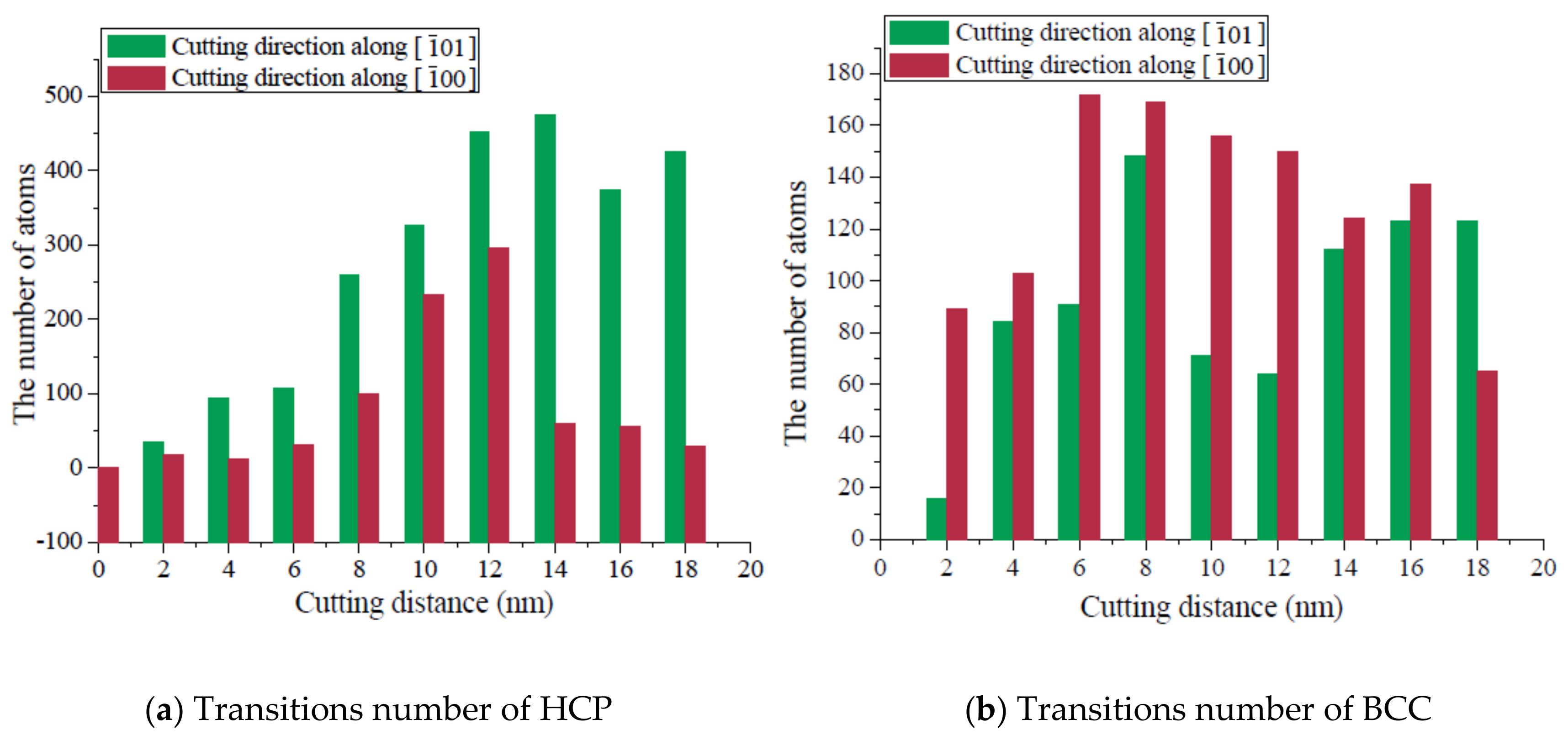
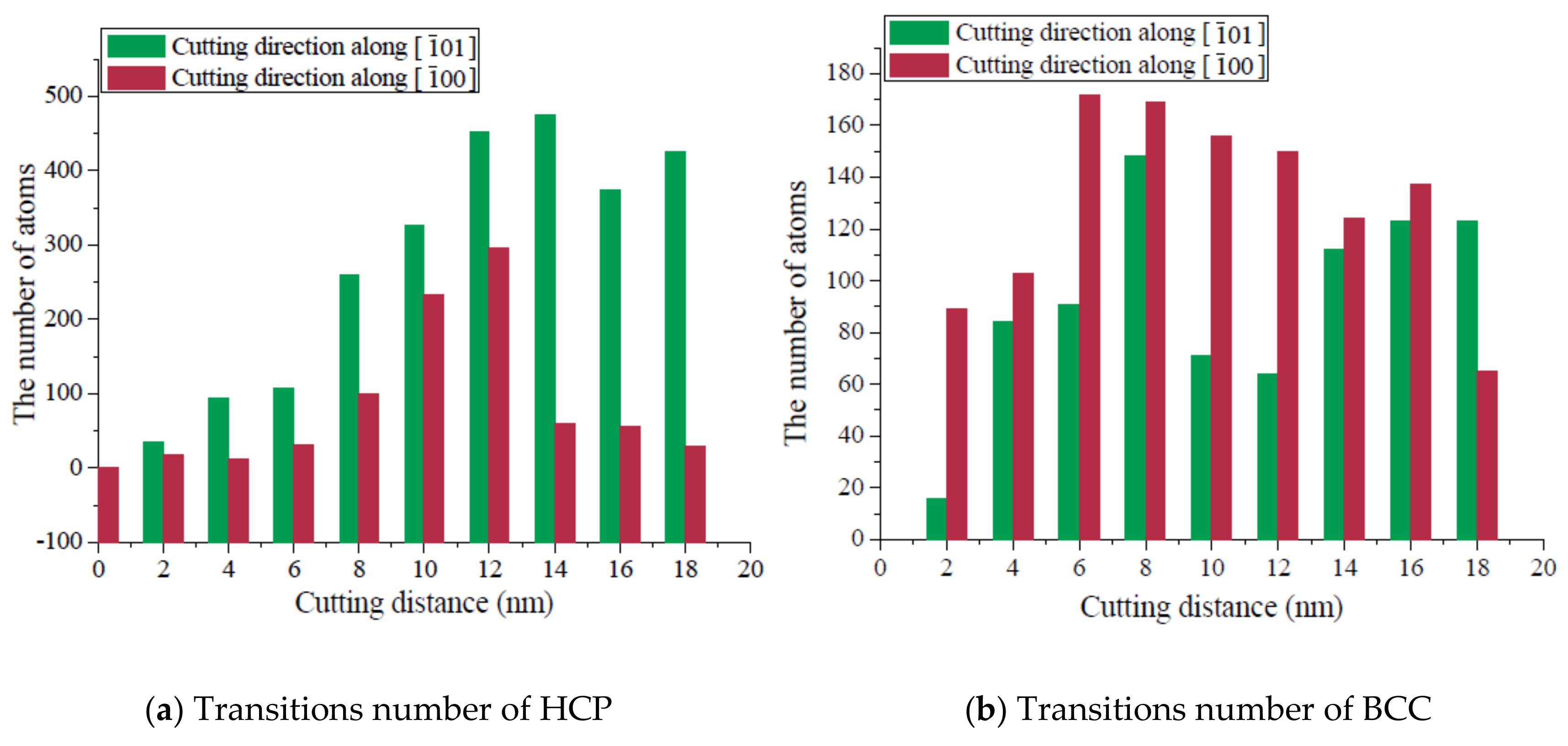
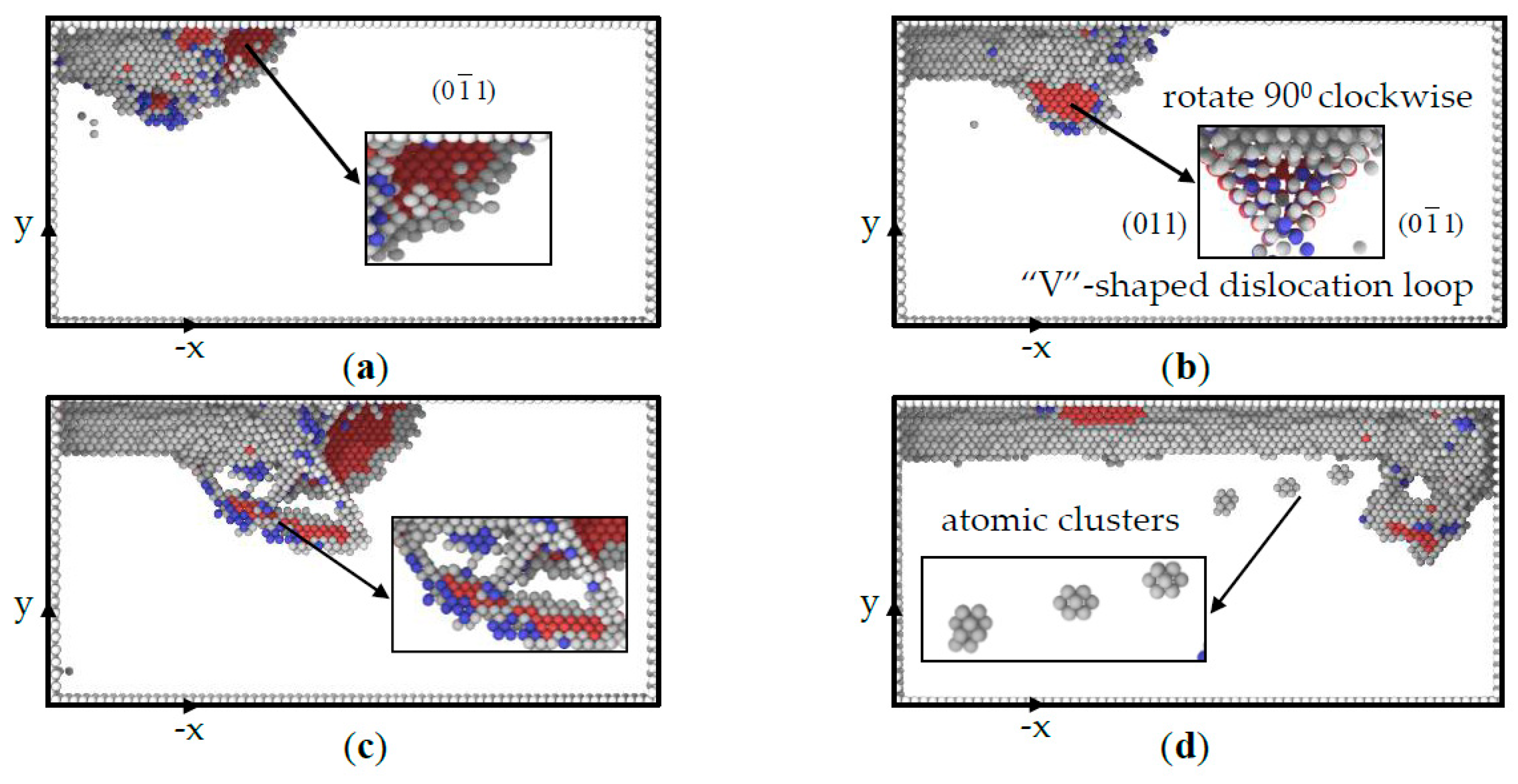
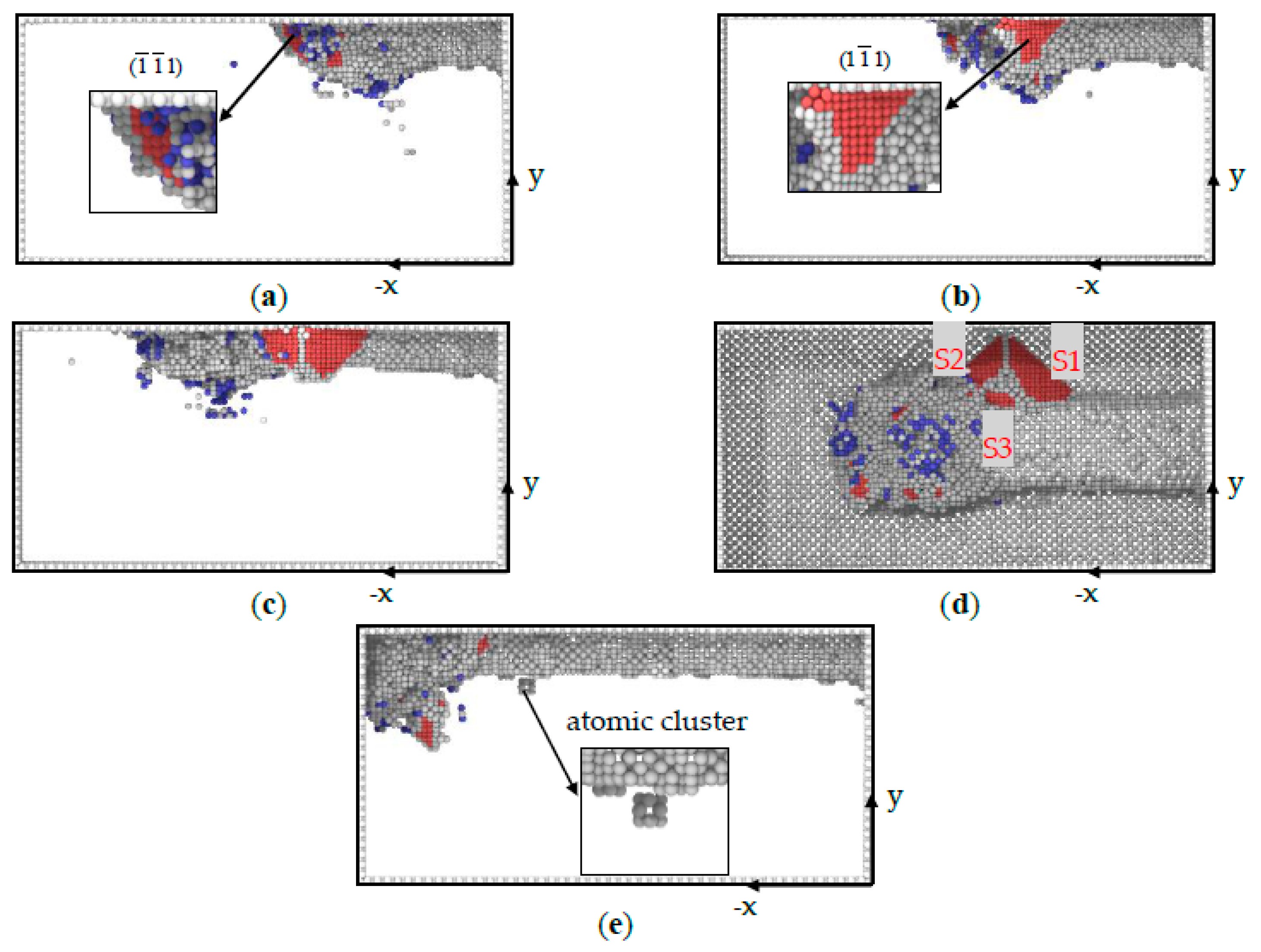
3.3. Evolution of Dislocation in Different Cutting Crystal Direction
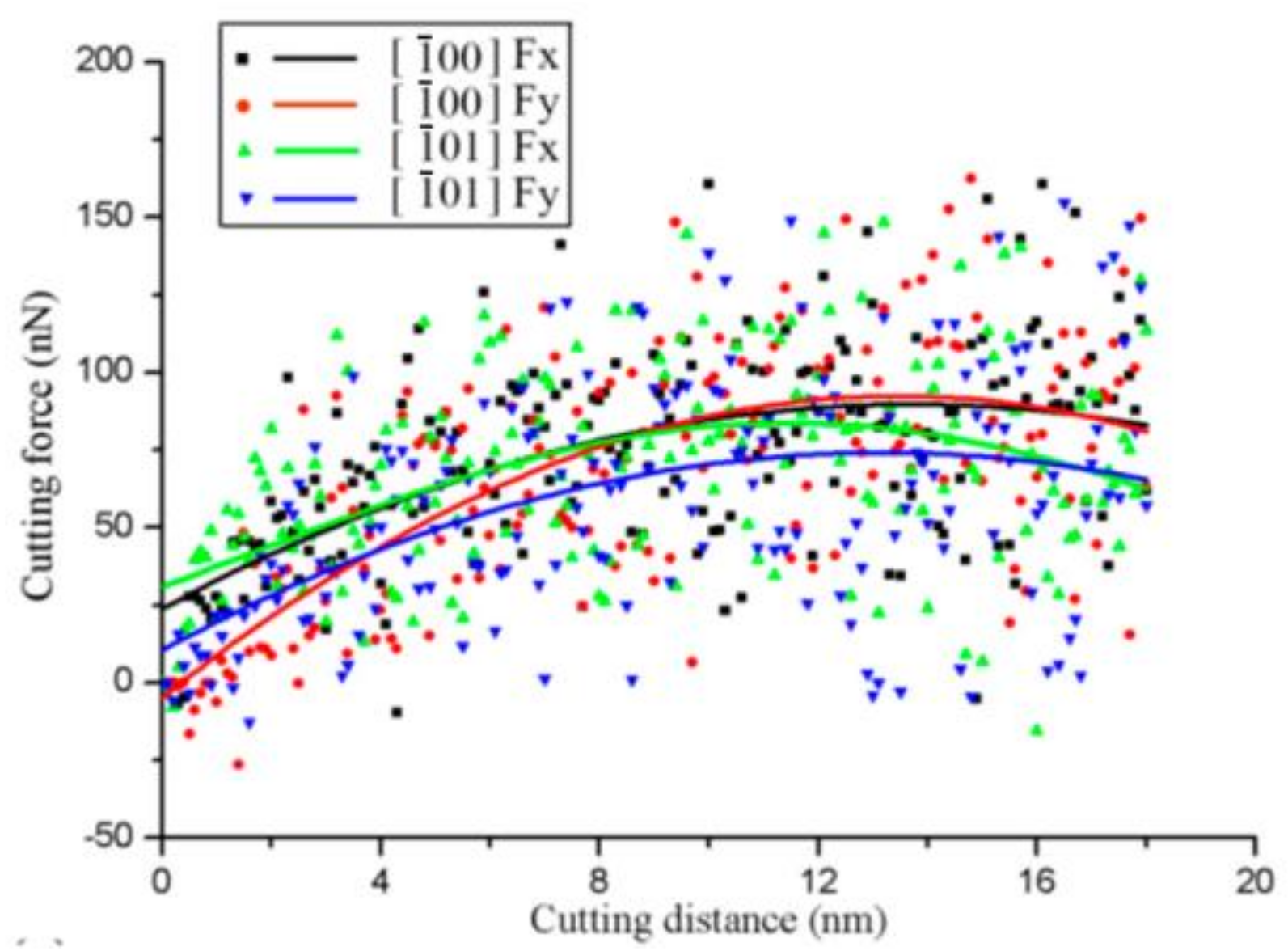
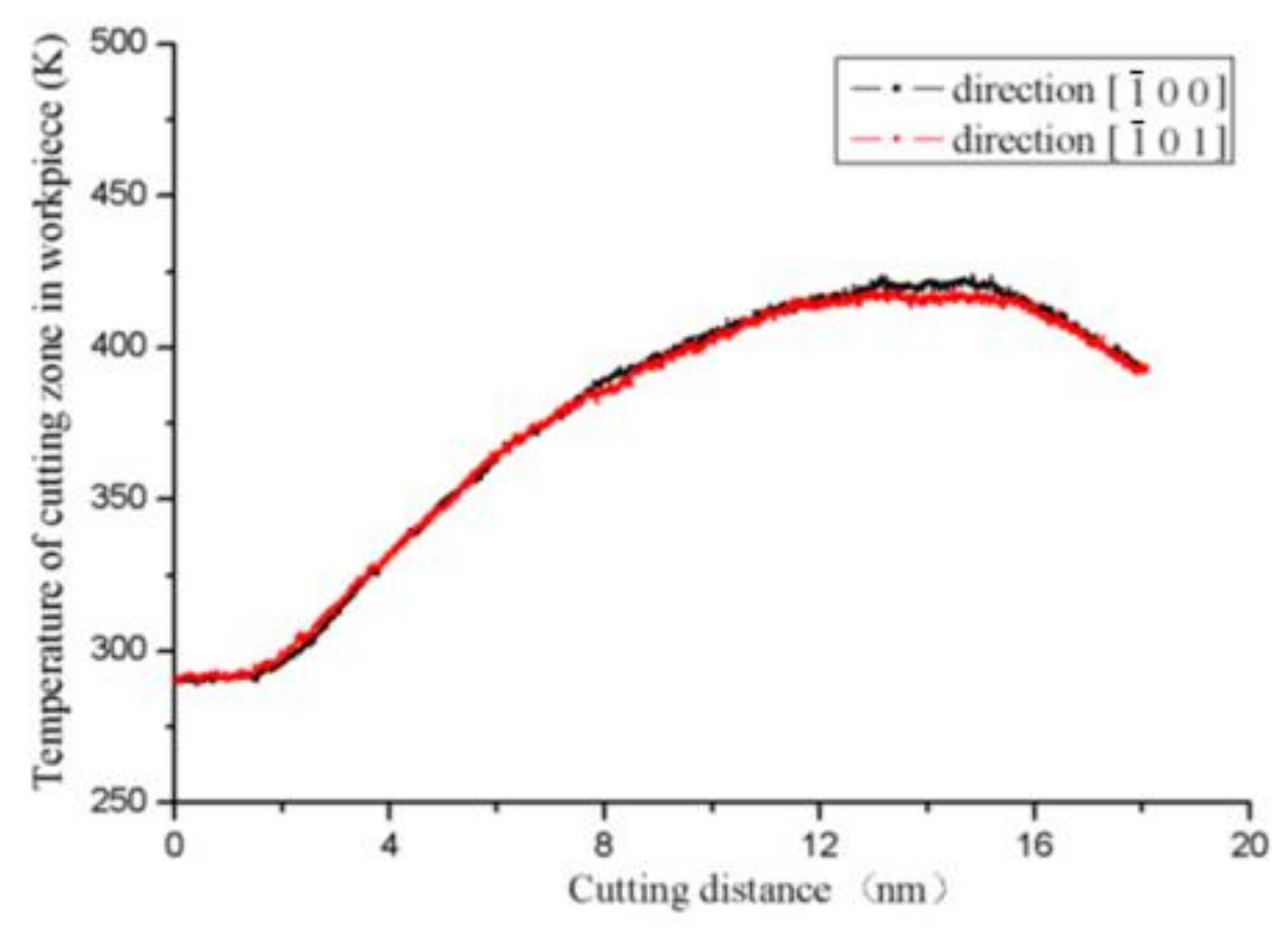
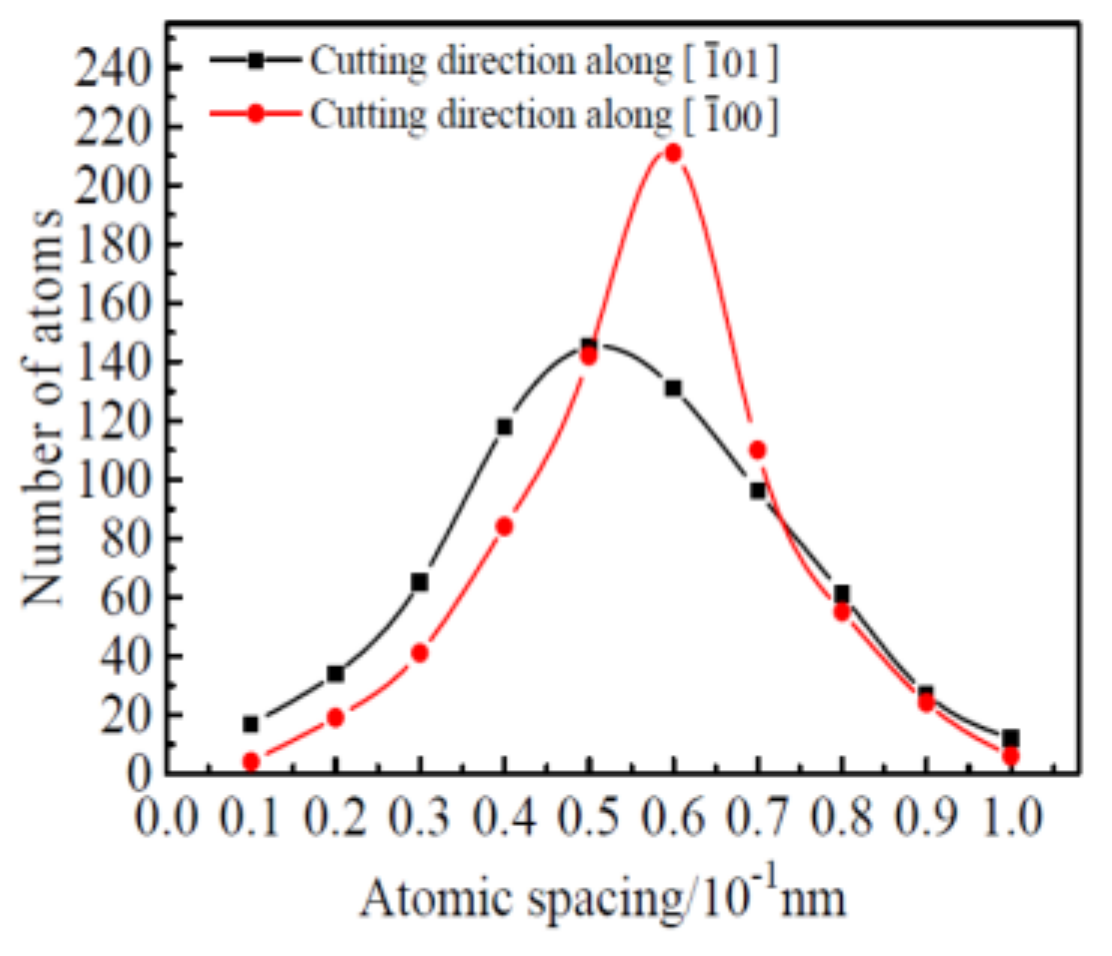
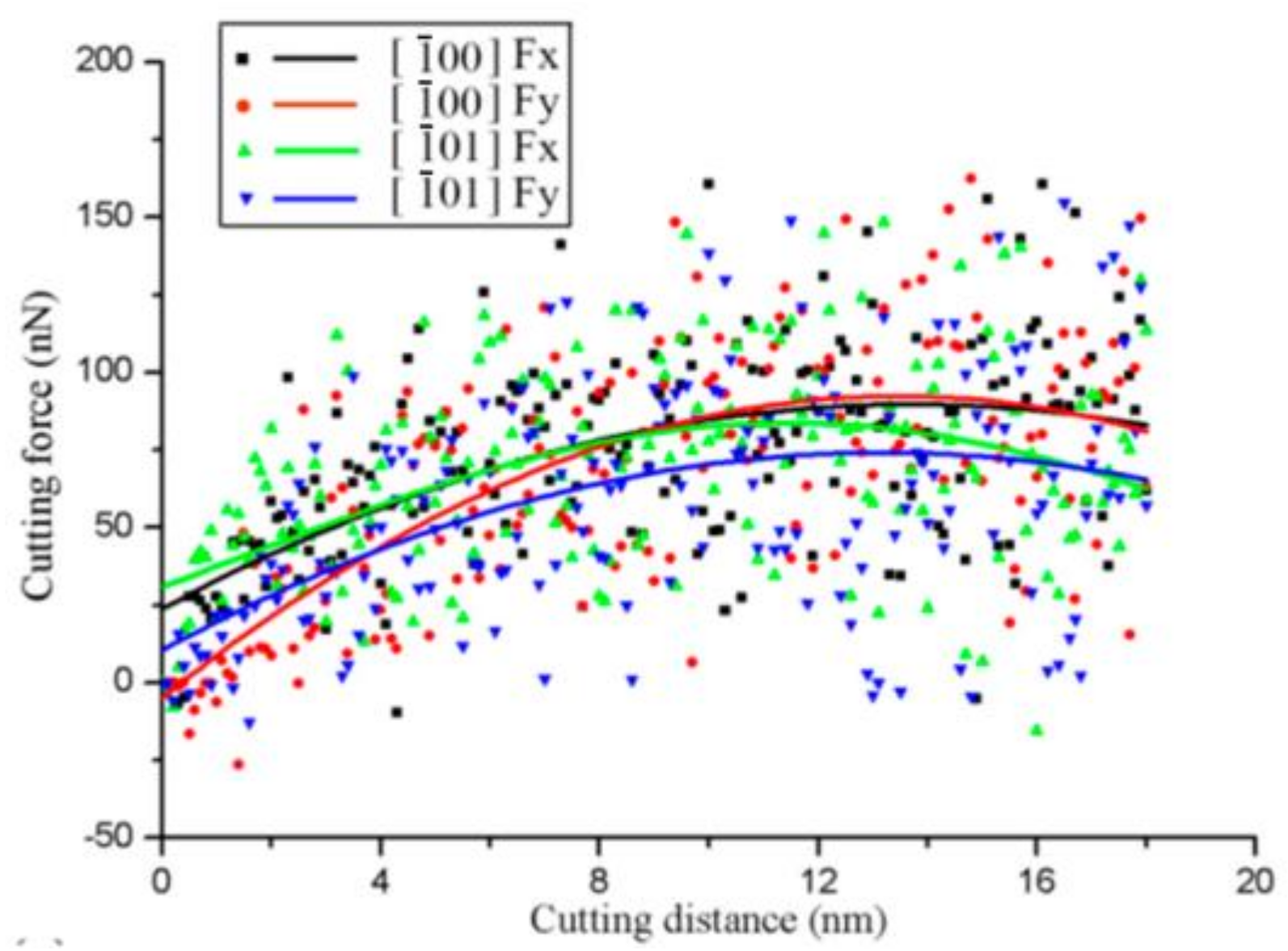
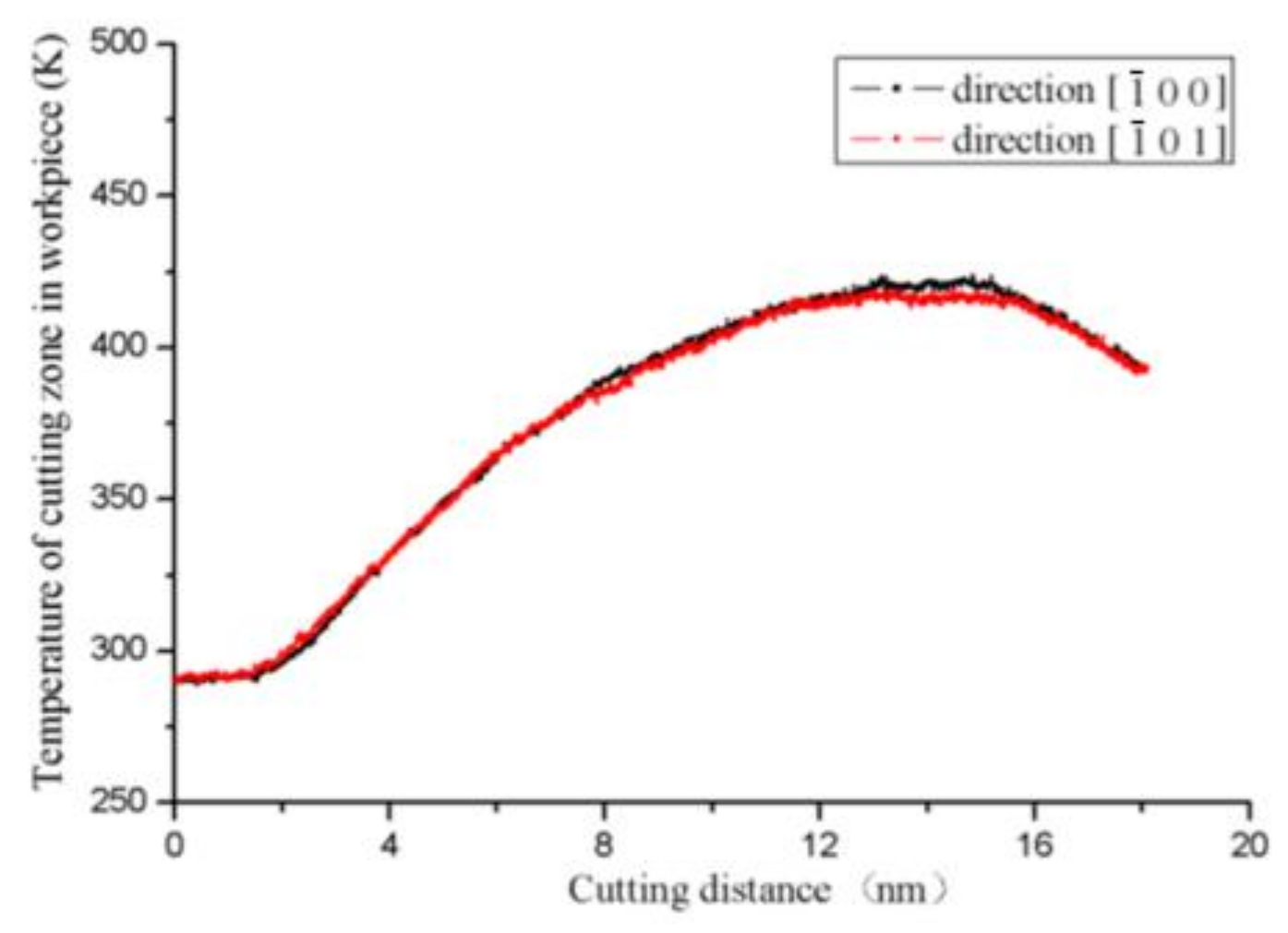
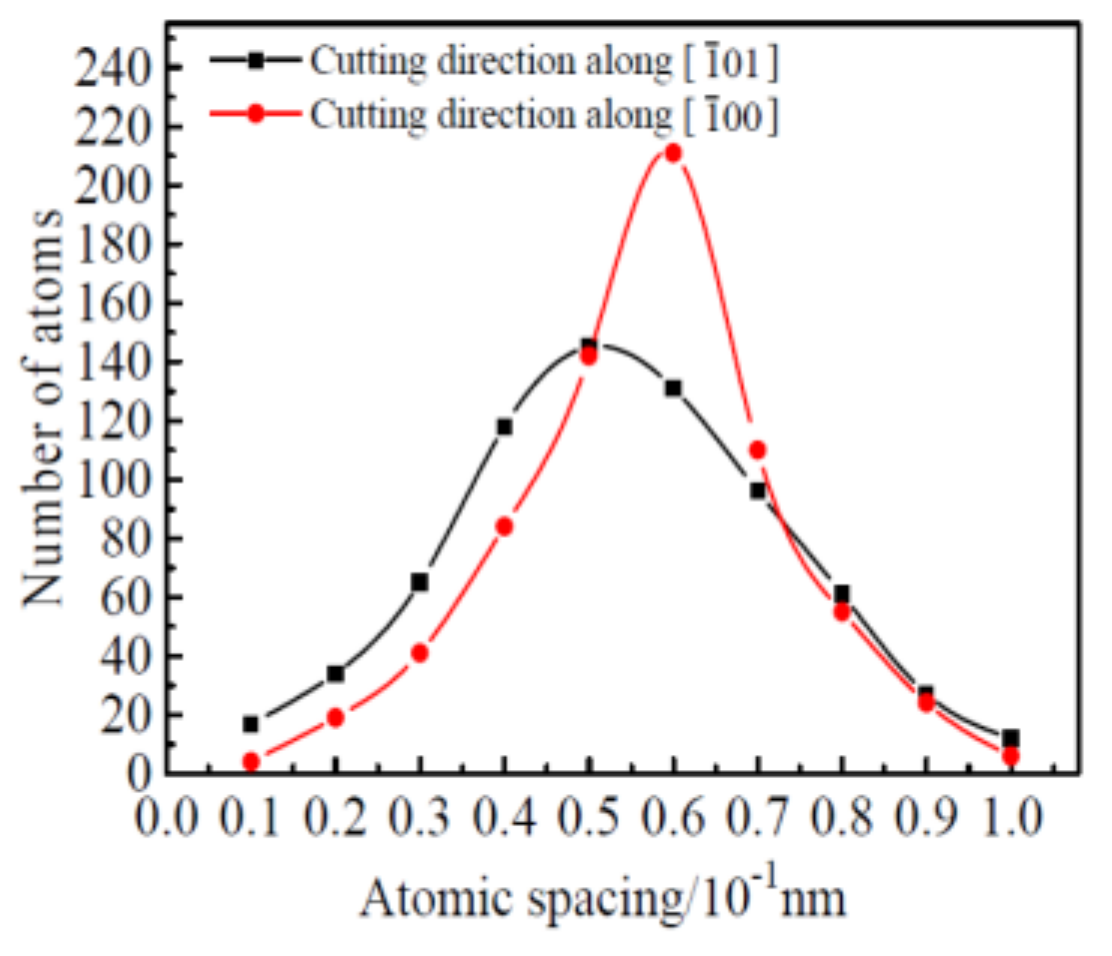
3.4. Effect of Cutting Crystal Direction on Cutting Force, Temperature and Cutting Surface Quality
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gong, Y.D.; Zhu, Z.X.; Zhou, Y.G.; Sun, Y. Research on the nanometric machining of a single crystal nickel via molecular dynamics simulation. Sci. Chin. Technol. Sci. 2016, 59, 1–10. [Google Scholar] [CrossRef]
- Guo, Y.B.; Liang, Y.C. Atomistic simulation of thermal effects and defect structures during nanomachining of copper. Trans. Nonferrous Met. Soc. China 2012, 22, 2762–2770. [Google Scholar] [CrossRef]
- Wang, Q.L.; Bai, Q.S.; Chen, J.X.; Guo, Y.B.; Xie, W.K. Stress-induced formation mechanism of stacking fault tetrahedra in nano-cutting of single crystal copper. Appl. Surf. Sci. 2015, 355, 1153–1160. [Google Scholar] [CrossRef]
- Chuvashia, S.Z.; Luo, X. An atomistic simulation investigation on chip related phenomena in nanometric cutting of single crystal silicon at elevated temperatures. Comput. Mater. Sci. 2016, 113, 1–10. [Google Scholar] [CrossRef]
- Xie, W.K.; Fang, F.Z. Effect of tool edge radius on material removal mechanism in atomic and close-to-atomic scale cutting. Appl. Surf. Sci. 2019, 144451. [Google Scholar] [CrossRef]
- Dai, H.F.; Chen, G.Y.; Zhou, C.; Fang, Q.H.; Fei, X.J. A numerical study of ultraprecision machining of monocrystalline silicon with laser nano-structured diamond tools by atomistic simulation. Appl. Surf. Sci. 2017, 393, 405–416. [Google Scholar] [CrossRef]
- Fung, K.Y.; Tang, C.Y.; Cheung, C.F. Molecular dynamics analysis of the effect of surface flaws of diamond tools on tool wear in nanometric cutting. Comput. Mater. Sci. 2017, 133, 60–70. [Google Scholar] [CrossRef]
- Ren, J.; Hao, M.R.; Lv, M.; Wang, S.Y.; Zhu, B.Y. Molecular dynamics research on ultra-high-speed grinding mechanism of monocrystalline nickel. Appl. Surf. Sci. 2018, 455, 629–634. [Google Scholar] [CrossRef]
- Xu, F.; Fang, F.; Zhang, X. Hard particle effect on surface generation in nano-cutting. Appl. Surf. Sci. 2017, 425, 1020–1027. [Google Scholar] [CrossRef]
- Liu, H.T.; Zhu, X.F.; Sun, Y.Z.; Xie, W.K. Evolution of stacking fault tetrahedral and work hardening effect in copper single crystals. Appl. Surf. Sci. 2017, 422, 413–419. [Google Scholar] [CrossRef]
- Xu, F.; Fang, F.; Zhang, X. Effects of recovery and side flow on surface generation in nano-cutting of single crystal silicon. Comput. Mater. Sci. 2018, 143, 133–142. [Google Scholar] [CrossRef]
- Zhu, Z.X.; Gong, Y.D.; Zhou, Y.G.; Gao, Q. Molecular dynamics simulation of single crystal Nickel nanometric machining. Sci. China Technol. Sci. 2016, 59, 867–875. [Google Scholar] [CrossRef]
- Wang, M.; Zhu, F.; Xu, Y.; Liu, S. Investigation of Nanocutting Characteristics of Off-Axis 4H-SiC Substrate by Molecular Dynamics. Appl. Sci. 2018, 8, 2380. [Google Scholar] [CrossRef]
- Appel, F.; Clemens, H.; Fischer, F.D. Modeling concepts for intermetallic titanium aluminides. Prog. Mater Sci. 2016, 81, 55–124. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Rashkova, B.; Clemens, H.; Stark, A.; Mayer, S. Effect of carbon addition on solidification behavior, phase evolution and creep properties of an intermetallic β-stabilized γ-TiAl based alloy. Intermetallics 2014, 46, 173–184. [Google Scholar] [CrossRef]
- Chubb, S.R.; Papaconstantopoulos, D.A.; Klein, B.M. First-principles study of L10 Ti-Al and V-Al alloys. Phys. Rev. B 1988, 38, 120–124. [Google Scholar] [CrossRef]
- Tang, F.L.; Cai, H.M.; Bao, H.W.; Xue, H.T.; Lu, W.J.; Zhu, L.; Rui, Z.Y. Molecular dynamics simulations of void growth in γ-TiAl single crystal. Comput. Mater. Sci. 2014, 84, 232–237. [Google Scholar] [CrossRef]
- Romero, P.A.; Anciaux, G.; Molinari, A.; Molinar, J.F. Insights into the thermo-mechanics of orthogonal nanometric machining. Comput. Mater. Sci. 2013, 72, 116–126. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.; Kong, L. A molecular dynamics investigation into nanoscale scratching mechanism of polycrystalline silicon carbide. Comput. Mater. Sci. 2018, 148, 76–86. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Fang, F. Molecular dynamics study on nanometric cutting of ion implanted silicon. Comput. Mater. Sci. 2016, 117, 240–250. [Google Scholar] [CrossRef]
- Daw, M.S.; Baskes, M.I. Embedded-atom method: Derivation and application to impurities, surfaces, and other defects in metals. Phys. Rev. B 1984, 29, 6443–6453. [Google Scholar] [CrossRef]
- Zhu, Y.; Zhang, Y.; Qi, S.; Xiang, Z. Titanium Nanometric Cutting Process Based on Molecular Dynamics. Rare Met. Mater. Eng. 2016, 45, 897–900. [Google Scholar] [CrossRef]
- Faken, D.; Jónsson, H. Systematic analysis of local atomic structure combined with 3D computer graphics. Comput. Mater. Sci. 1994, 2, 279–286. [Google Scholar] [CrossRef]
- Zhu, P.; Fang, F. On the mechanism of material removal in nanometric cutting of metallic glass. Appl. Phys. A 2014, 116, 605–610. [Google Scholar] [CrossRef]
- Swygenhoven, H.V.; Derlet, P.M.; Frøseth, A.G. Stacking fault energies and slip in nanocrystalline metals. Nat. Mater. 2004, 3, 399–403. [Google Scholar] [CrossRef]
- Liang, Y.C.; Wang, Q.L.; Yu, N.; Chen, J.X.; Zha, F.S.; Sun, Y.Z. Study of Dislocation Nucleation Mechanism in Nanoindentation Process. Nanosci. Nanotechnol. Lett. 2013, 5, 536–541. [Google Scholar] [CrossRef]
- Sharma, A.; Datta, D.; Balasubramaniam, R. An investig- ation of tool and hard particle interaction in nanoscale cutting of copper beryllium. Comput. Mater. Sci. 2018, 145, 208–223. [Google Scholar] [CrossRef]
- Dai, H.; Chen, G. A molecular dynamics investigation into the mechanisms of material removal and subsurface damage of nanoscale high speed laser-assisted machining. Mol. Simul. 2017, 43, 42–51. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Parameters | Value |
|---|---|
| Potential function | EAM, Morse |
| Workpiece | Single crystal γ-TiAl |
| Tool | Diamond |
| Workpiece size | 20 × 10 × 11 nm3 |
| Lattice structure | L10 |
| Tool rake angle α | 15° |
| Tool clearance angle β | 0° |
| Tool edge radius R | 1.5 nm |
| Cutting speed | 200 m/s |
| Cutting depth | 1.5 nm |
| Cutting direction | , |
| Timestep | 1fs |
| Average Stress Type | Cutting Crystal Directions | |
|---|---|---|
| ave Fx (nN) | 81.763 | 92.655 |
| ave Fy (nN) | 79.391 | 87.531 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Feng, R.; Qiao, H.; Li, H.; Wang, M.; Qi, Y.; Lei, C. Effect of Cutting Crystal Directions on Micro-Defect Evolution of Single Crystal γ-TiAl Alloy with Molecular Dynamics Simulation. Metals 2019, 9, 1278. https://doi.org/10.3390/met9121278
Li J, Feng R, Qiao H, Li H, Wang M, Qi Y, Lei C. Effect of Cutting Crystal Directions on Micro-Defect Evolution of Single Crystal γ-TiAl Alloy with Molecular Dynamics Simulation. Metals. 2019; 9(12):1278. https://doi.org/10.3390/met9121278
Chicago/Turabian StyleLi, Jianhua, Ruicheng Feng, Haiyang Qiao, Haiyan Li, Maomao Wang, Yongnian Qi, and Chunli Lei. 2019. "Effect of Cutting Crystal Directions on Micro-Defect Evolution of Single Crystal γ-TiAl Alloy with Molecular Dynamics Simulation" Metals 9, no. 12: 1278. https://doi.org/10.3390/met9121278
APA StyleLi, J., Feng, R., Qiao, H., Li, H., Wang, M., Qi, Y., & Lei, C. (2019). Effect of Cutting Crystal Directions on Micro-Defect Evolution of Single Crystal γ-TiAl Alloy with Molecular Dynamics Simulation. Metals, 9(12), 1278. https://doi.org/10.3390/met9121278