Fe3O4 Nanoparticle-Reinforced Magnesium Nanocomposites Processed via Disintegrated Melt Deposition and Turning-Induced Deformation Techniques



Abstract
:1. Introduction
2. Materials and Methods
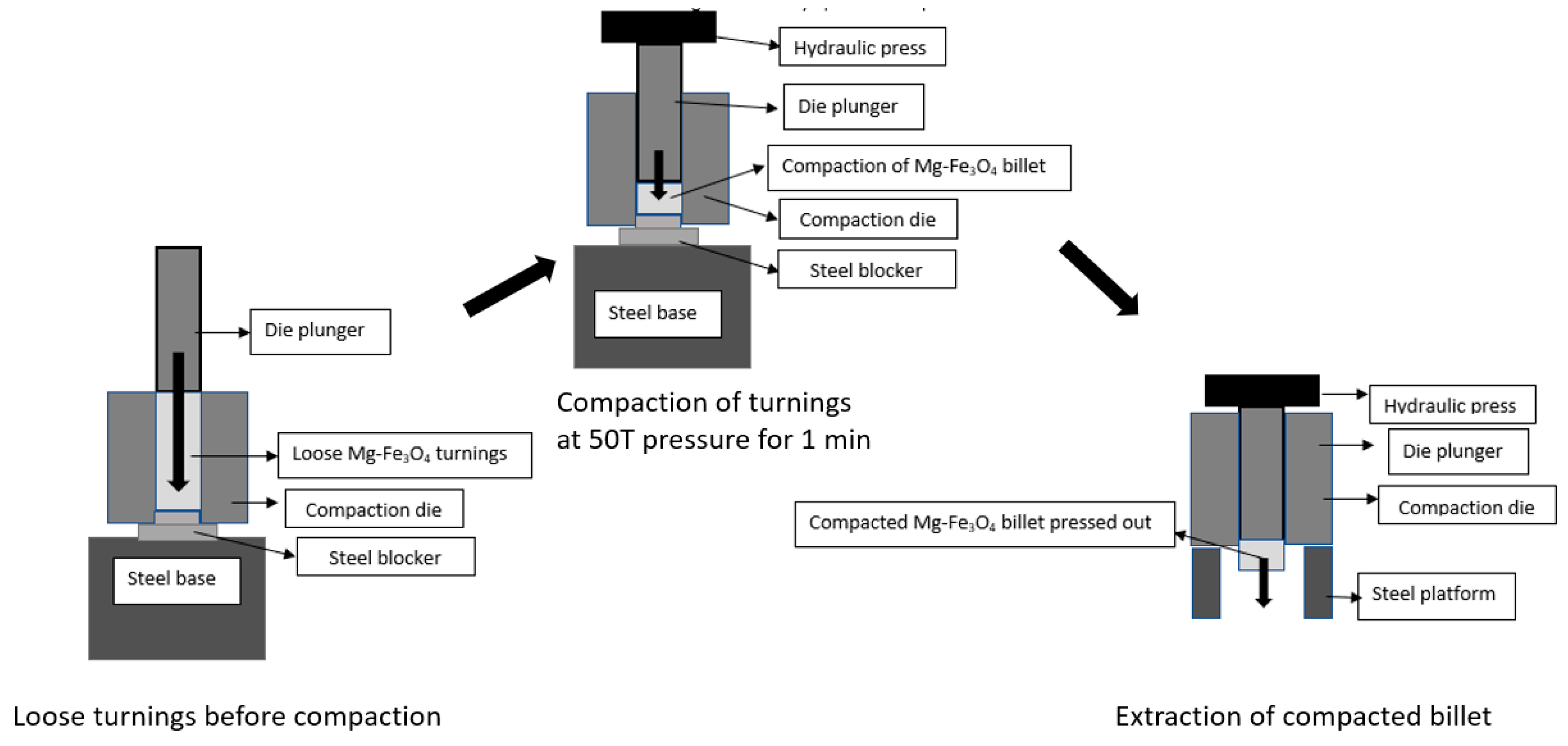
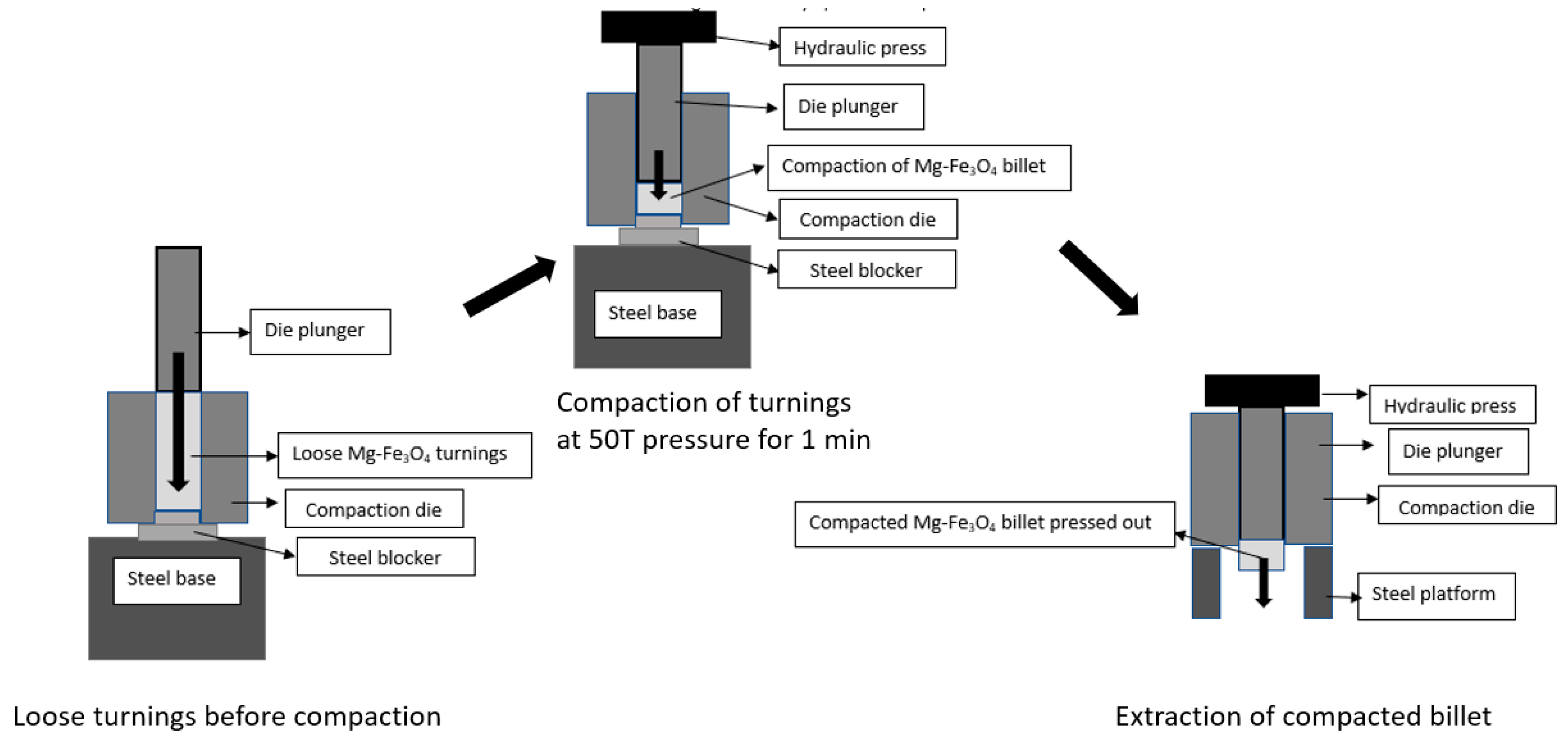
2.1. Materials and Processing
2.2. Physical Characterization
2.2.1. Density and Porosity
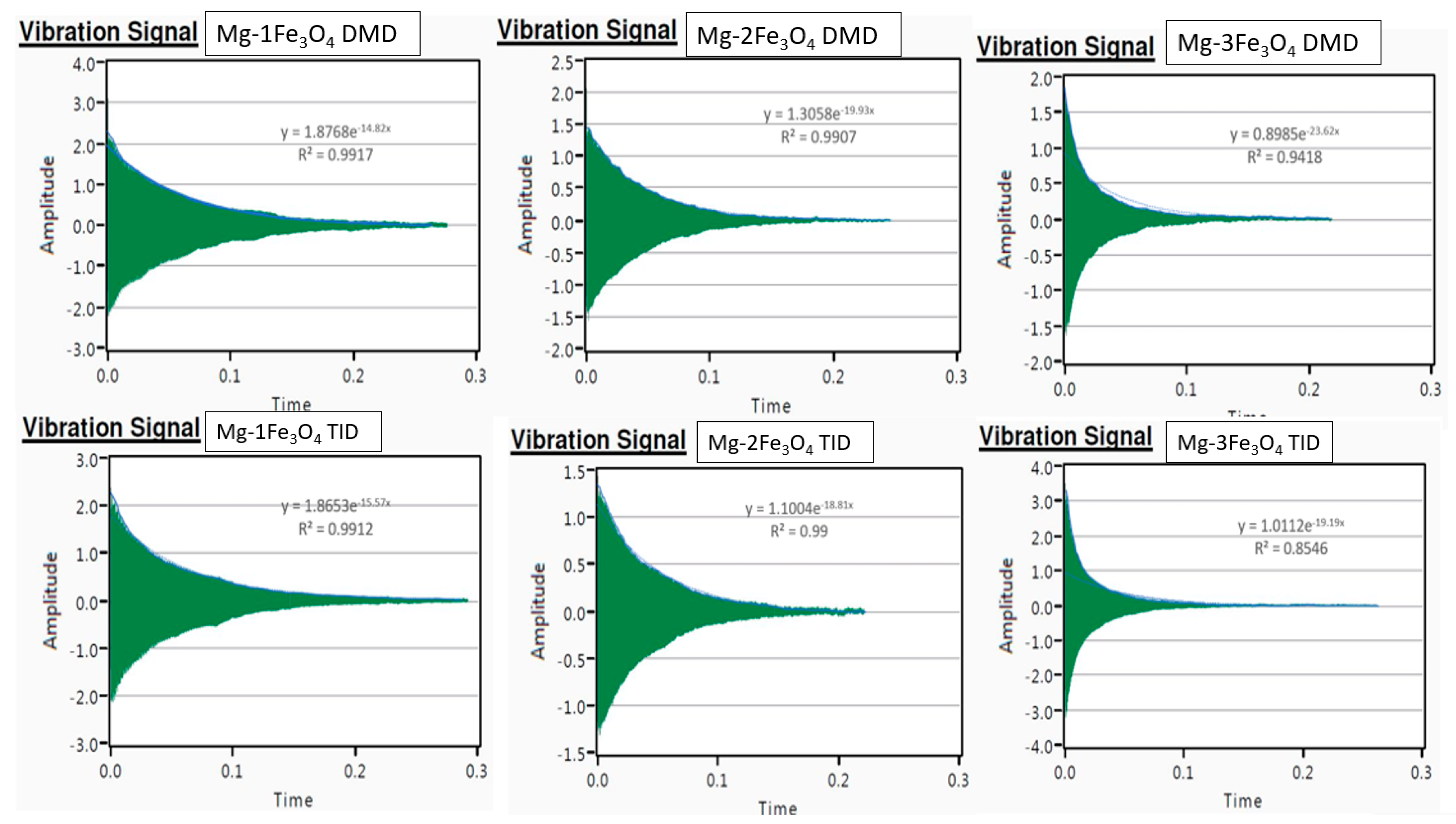
2.2.2. Damping
2.3. Mechanical Characterization
Compression Testing
2.4. Thermogravimetric Analysis
2.5. Microstructure Characterization
2.5.1. Grain Size Analysis
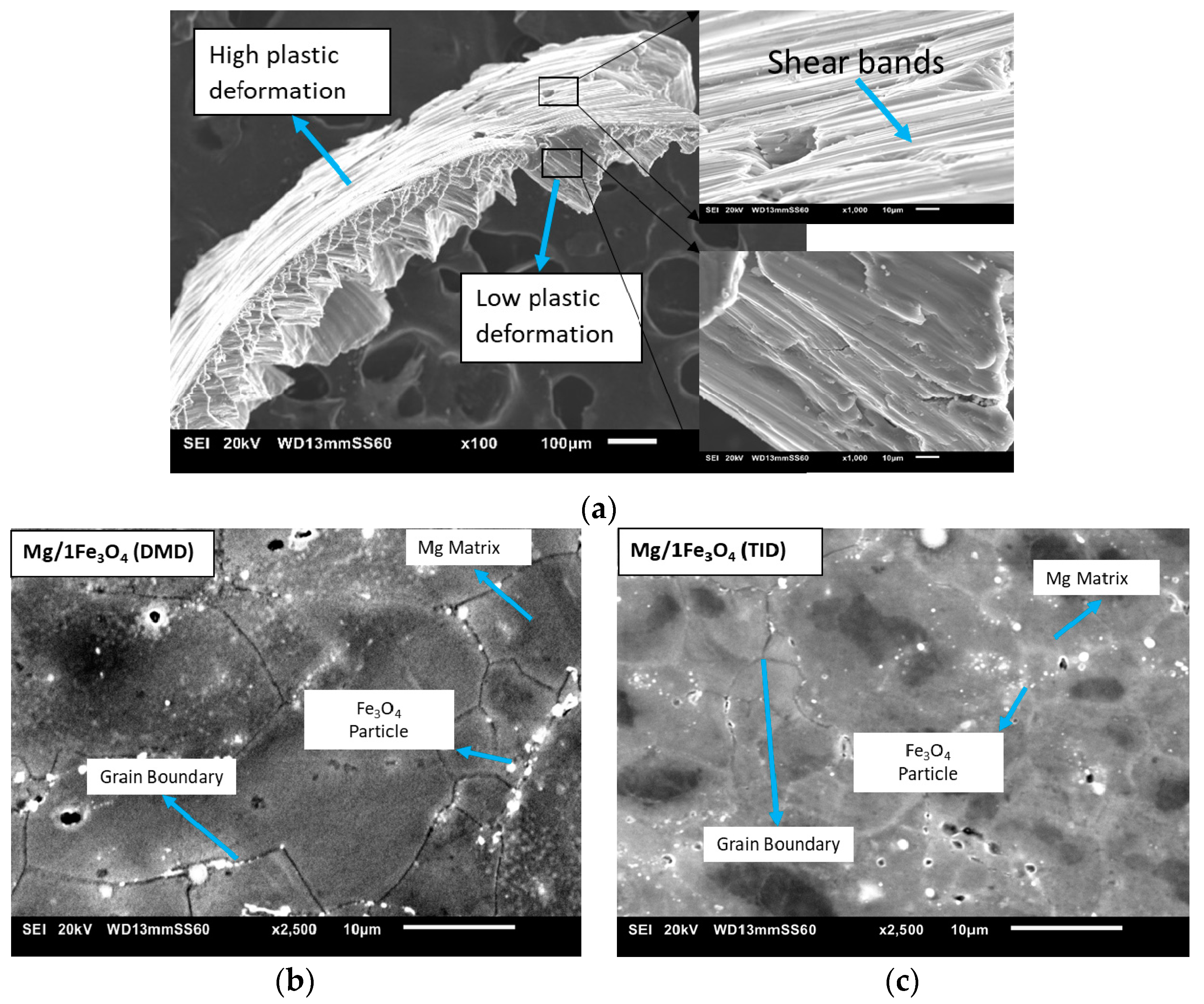
2.5.2. Microstructure
2.6. Bio-Immersion Testing
3. Results
3.1. Microstructural Characterization
3.1.1. Grain Size Analysis
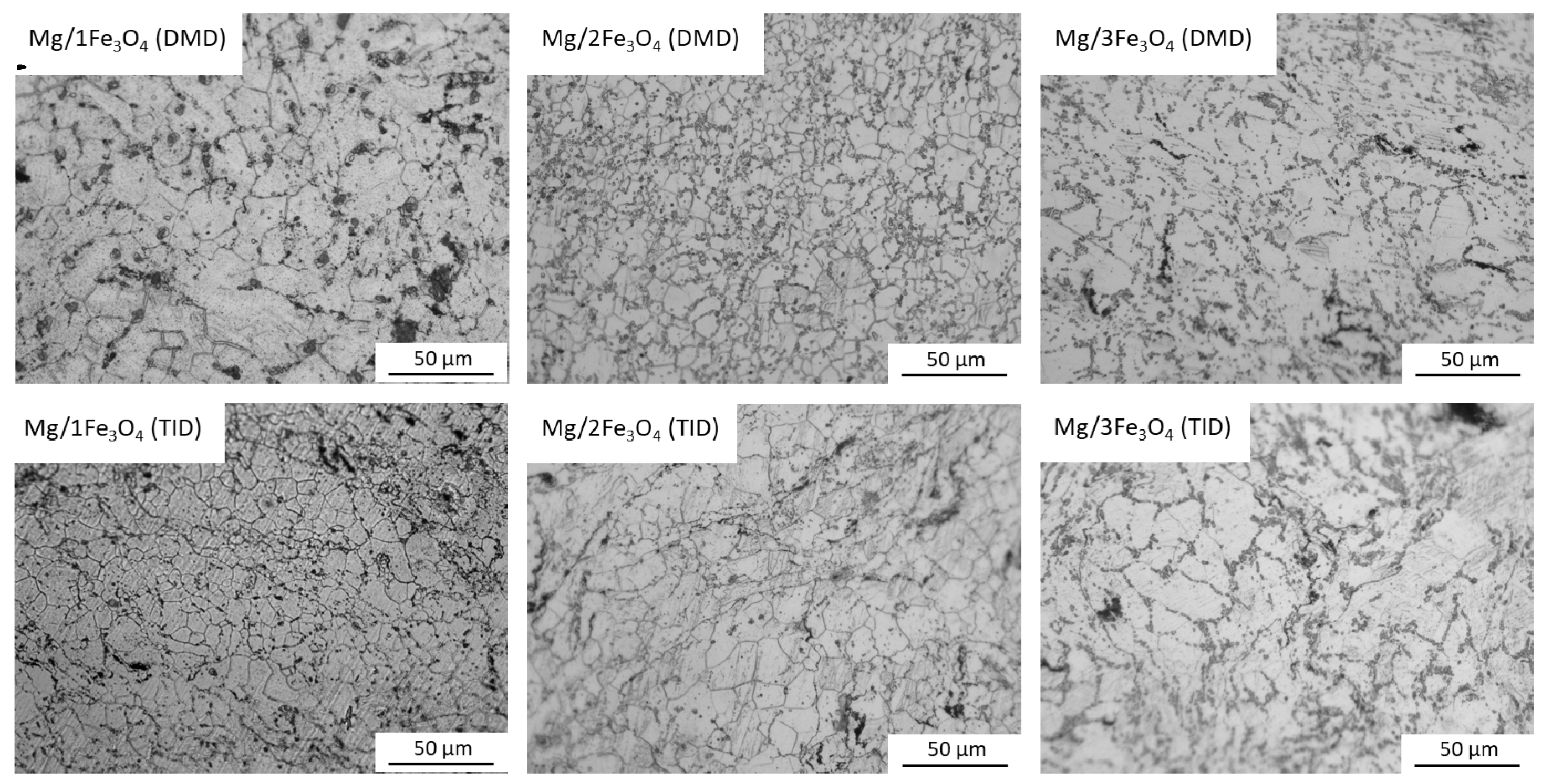
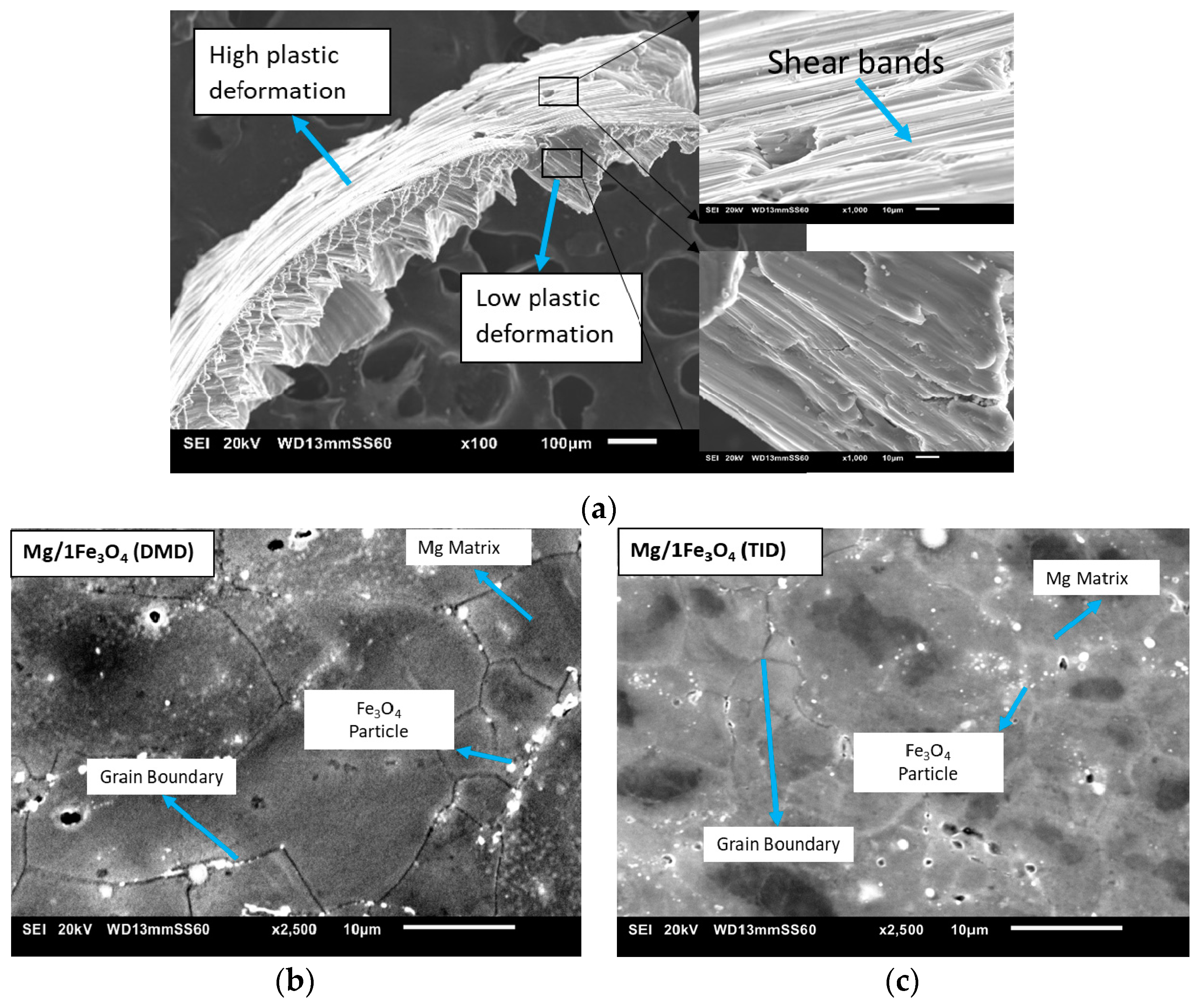
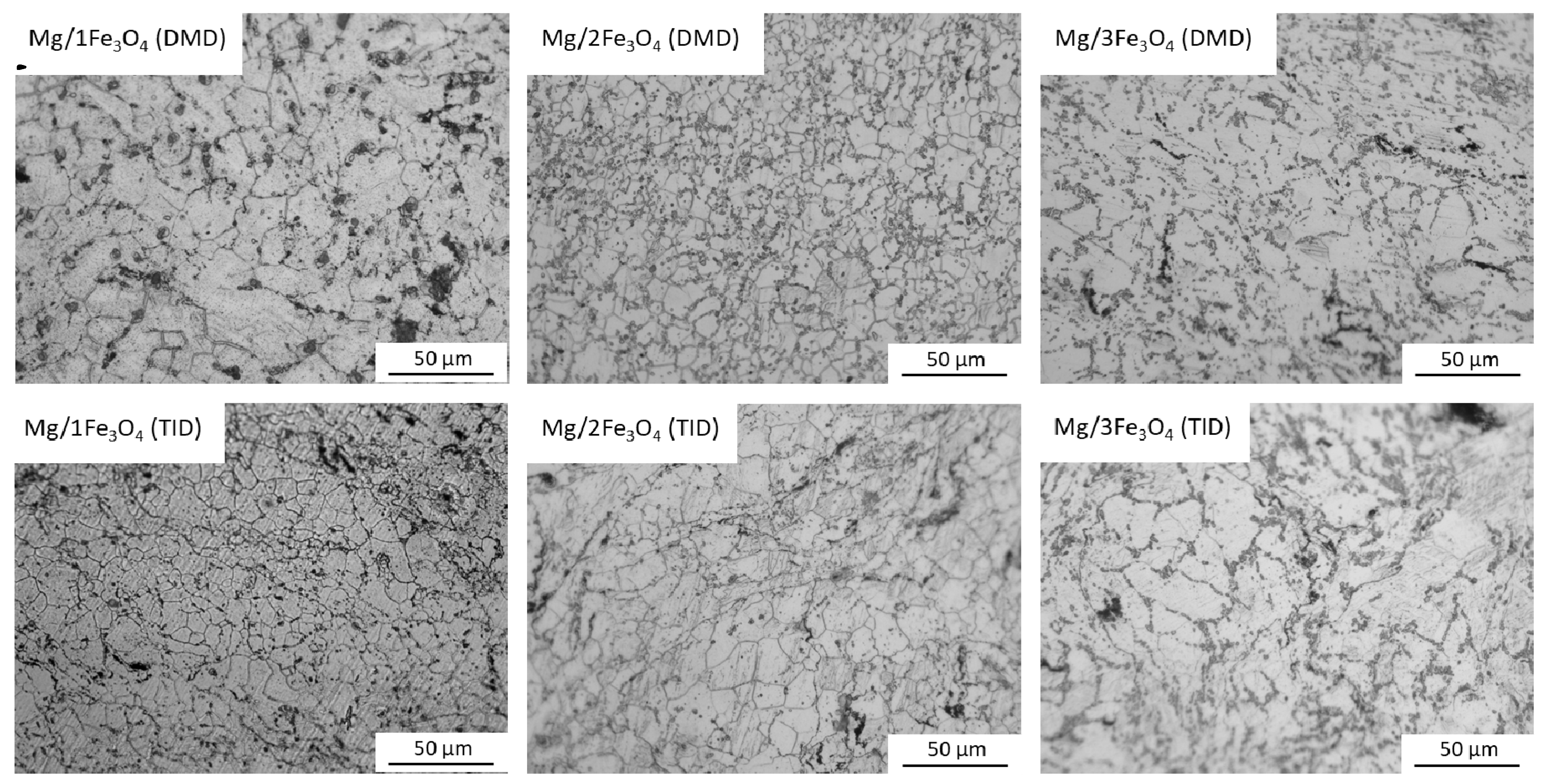
3.1.2. General Microstructure
3.2. Physical Properties
3.2.1. Density and Porosity
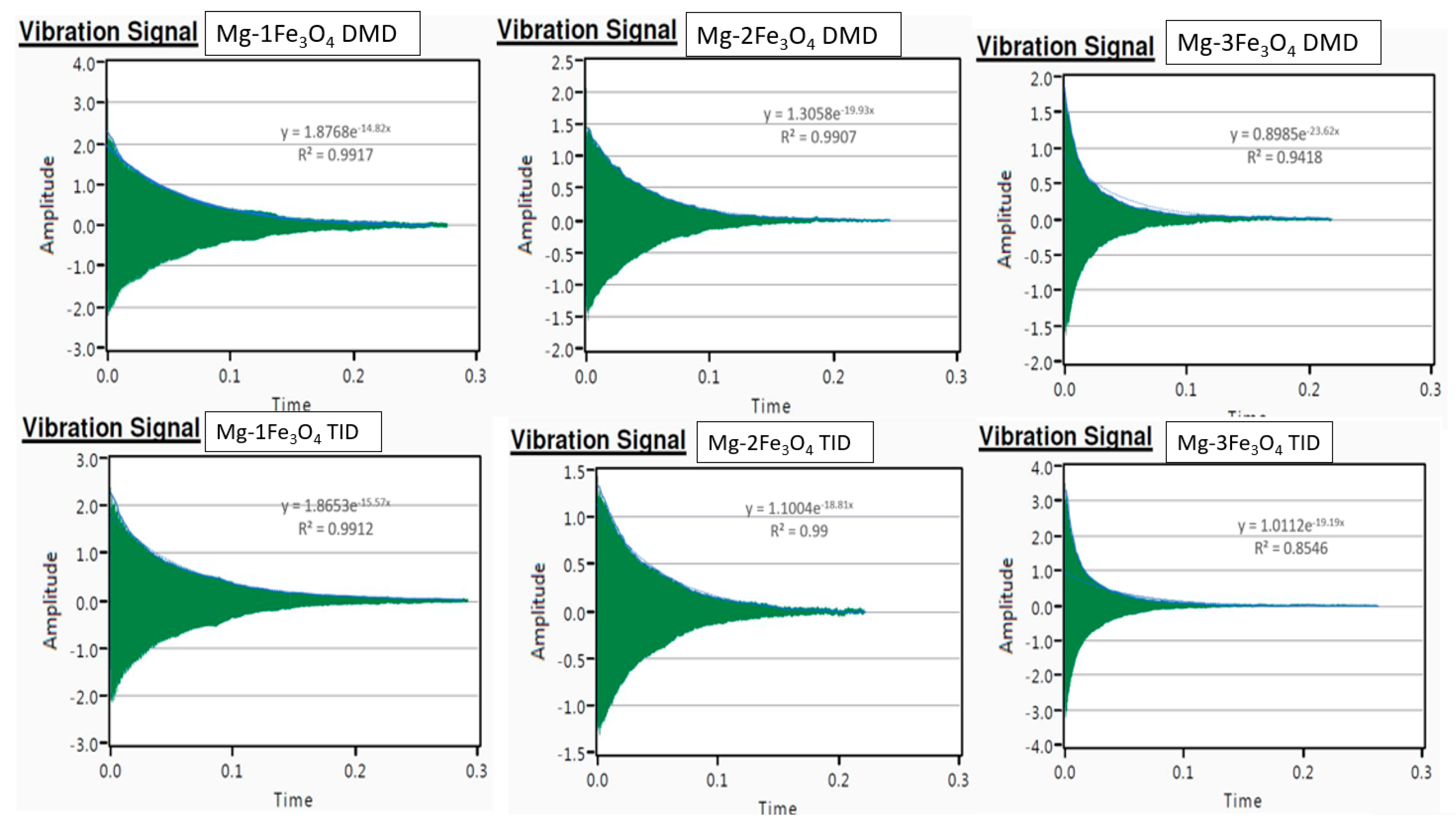
3.2.2. Damping Capacity and Young’s Modulus
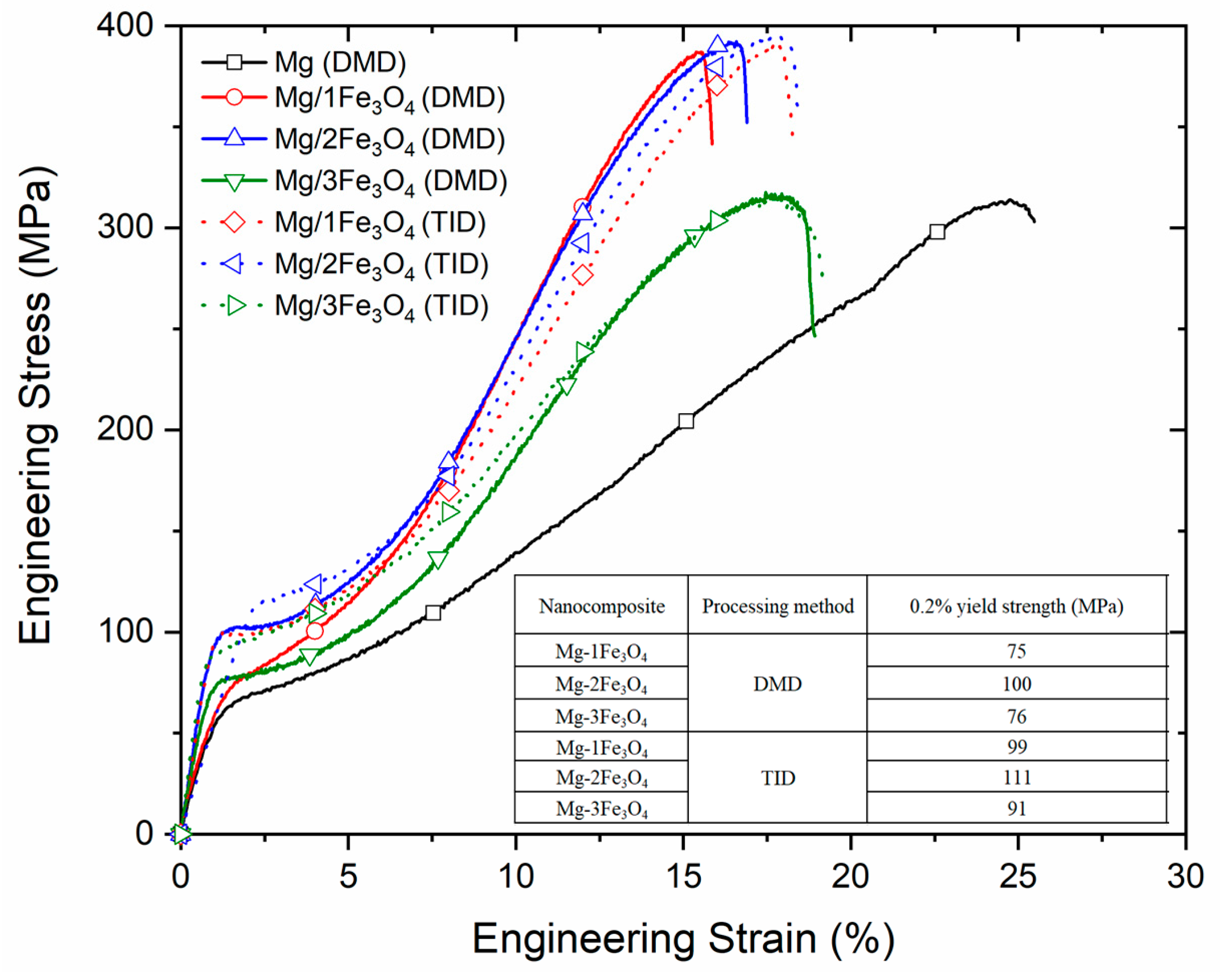
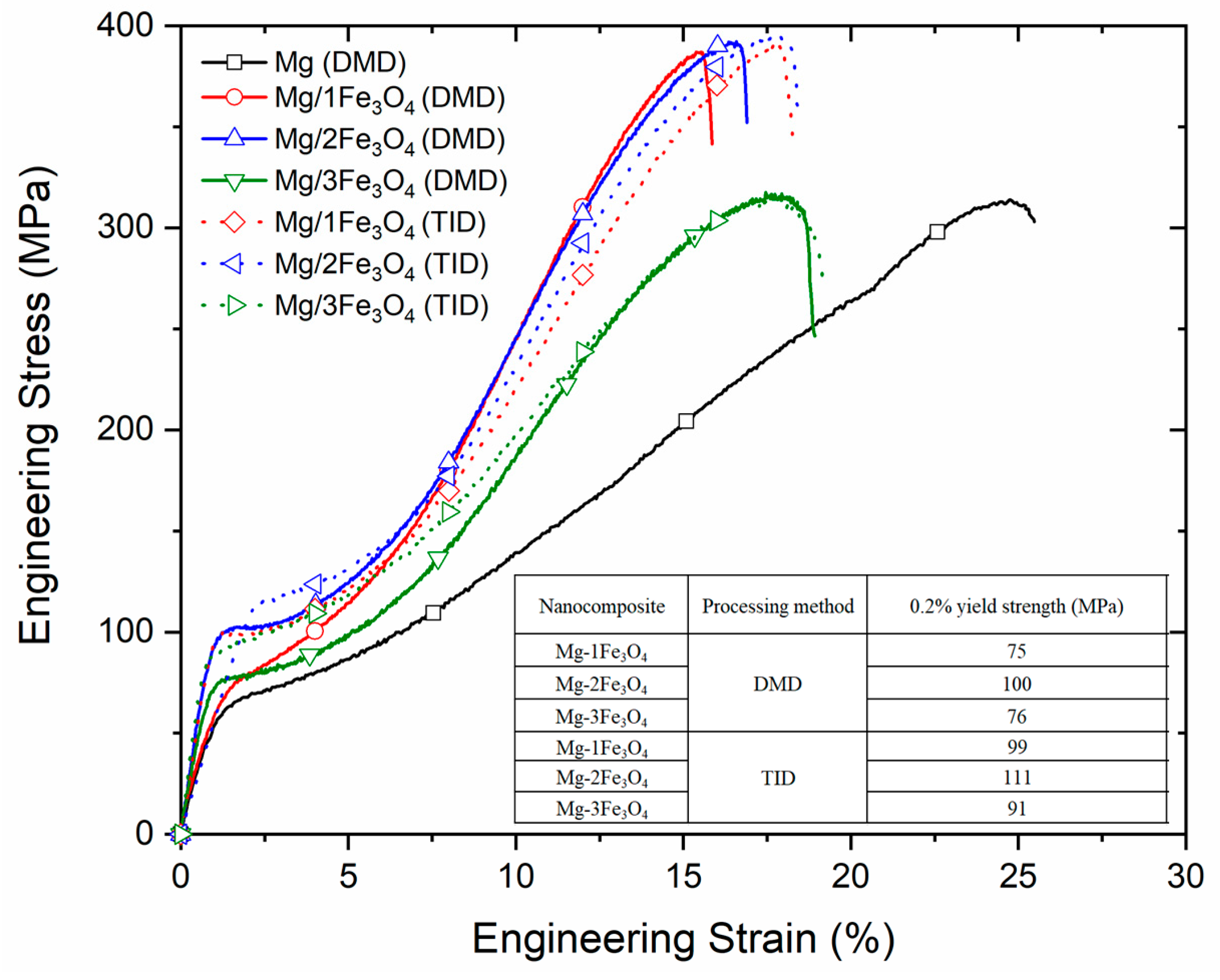
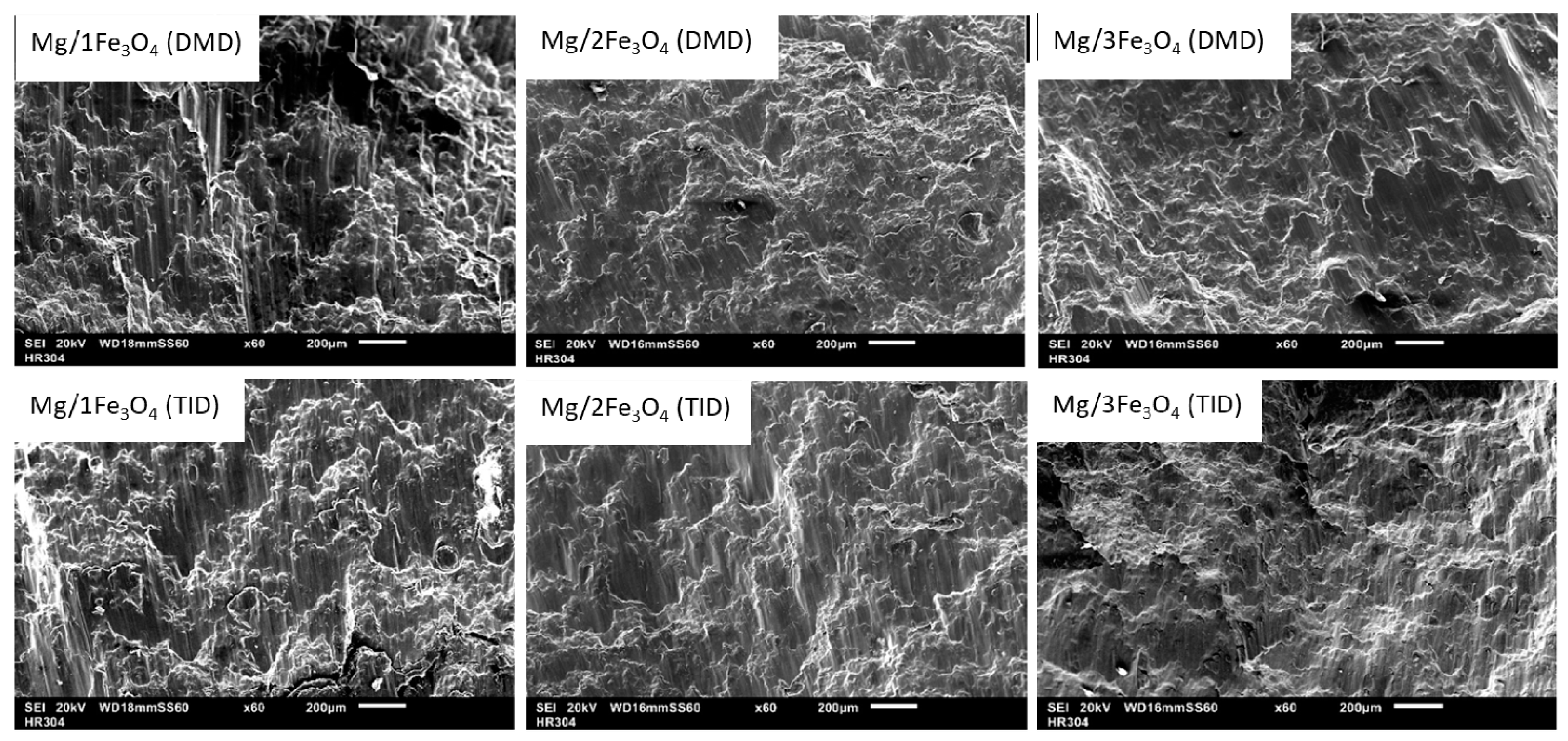
3.3. Mechanical Properties (Compressive Properties)
3.4. Ignition Properties
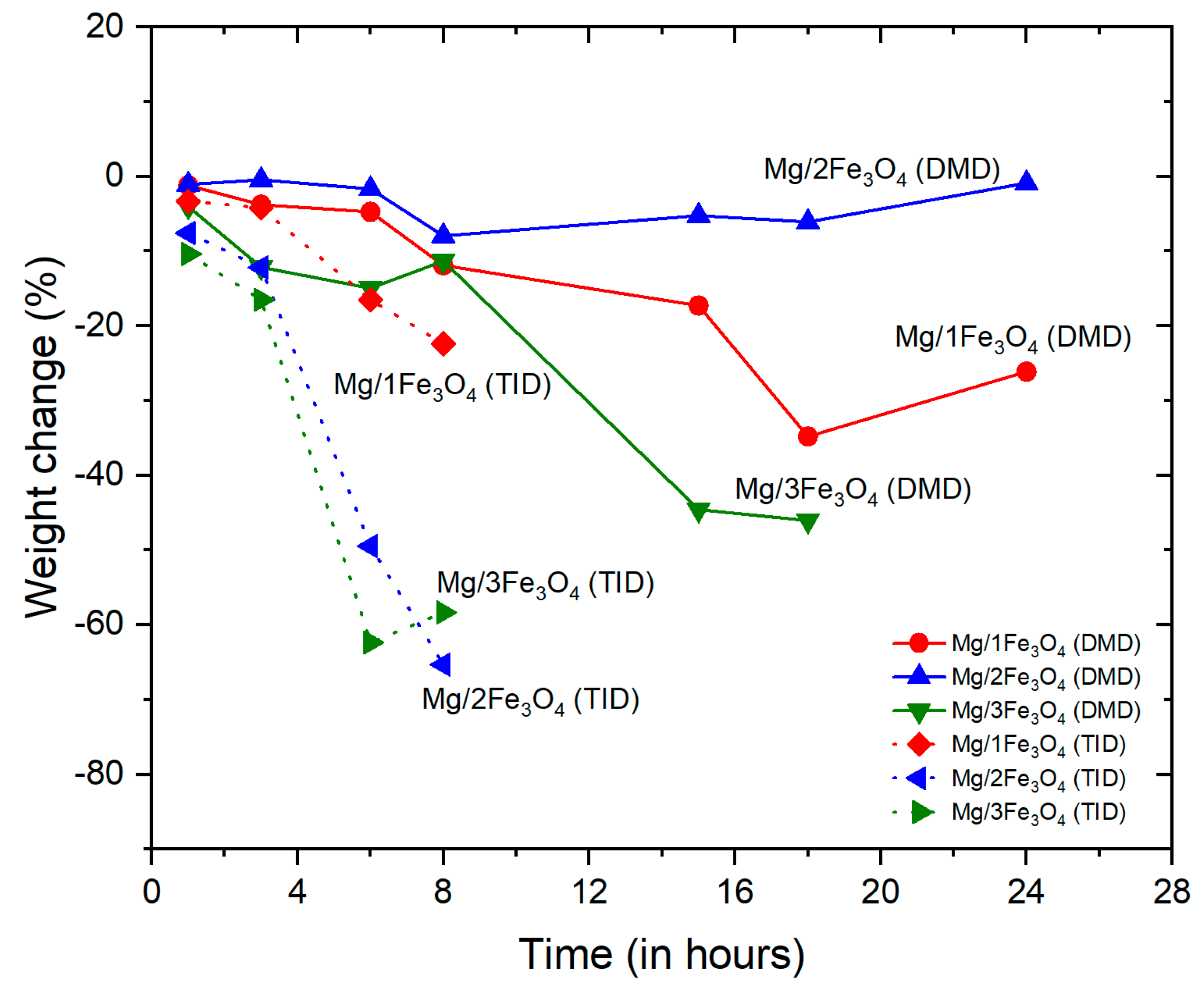
3.5. Bio-Immersion Studies
4. Conclusions
- The addition of Fe3O4 nanoparticles significantly enhances the damping capacity of the magnesium matrix and the highest ever damping capacity was recorded for the Mg/3Fe3O4 nanocomposite.
- Further, Fe3O4 assists in improving the mechanical, ignition, and bio-corrosion response of magnesium and the best composition for the overall combination of properties was seen to be Mg/2Fe3O4 (DMD) which exhibited the lowest grain size.
- The turning-induced-deformation (TID) method results in higher porosity as compared to the DMD method, due to which the TID nanocomposites display relatively poor ignition and bio-corrosion resistance.
- In view of the physical and mechanical properties, the TID technique is not only economically viable and energy efficient, but also results in improvements of properties such as damping and strength.
- Hence, the proposed TID method allows for the opportunity to directly utilize otherwise discarded metal swarf without a need for remelting, greatly reducing wastage as well as increasing the proportion of metal used overall towards finished products in large-scale industrial production.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tekumalla, S.; Farhan, N.; Srivatsan, T.S.; Gupta, M. Nano-zno particles’ effect in improving the mechanical response of mg-3al-0.4ce alloy. Metals 2016, 6, 276. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, W.L.E. Magnesium-based nanocomposites: Lightweight materials of the future. Mater. Charact. 2015, 105, 30–46. [Google Scholar] [CrossRef]
- Tekumalla, S.; Gupta, M. An insight into ignition factors and mechanisms of magnesium based materials: A review. Mater. Des. 2017, 113, 84–98. [Google Scholar] [CrossRef]
- Czerwinski, F. Controlling the ignition and flammability of magnesium for aerospace applications. Corros. Sci. 2014, 86, 1–16. [Google Scholar] [CrossRef]
- Goh, C.S.; Wei, J.; Lee, L.C.; Gupta, M. Development of novel carbon nanotube reinforced magnesium nanocomposites using the powder metallurgy technique. Nanotechnology 2006, 17, 7–12. [Google Scholar] [CrossRef]
- Sankaranarayanan, S.; Jayalakshmi, S.; Gupta, M. Effect of nano-Al2O3 addition and heat treatment on the microstructure and mechanical properties of mg-(5.6ti+3al) composite. Mater. Charact. 2013, 75, 150–164. [Google Scholar] [CrossRef]
- Dieringa, H. Processing of magnesium-based metal matrix nanocomposites by ultrasound-assisted particle dispersion: A review. Metals 2018, 8, 431. [Google Scholar] [CrossRef]
- Tekumalla, S.; Shabadi, R.; Yang, C.; Seetharaman, S.; Gupta, M. Strengthening due to the in-situ evolution of ß1’ Mg-Zn rich phase in a ZnO nanoparticles introduced mg-y alloy. Scr. Mater. 2017, 133, 29–32. [Google Scholar] [CrossRef]
- Tekumalla, S.; Bibhanshu, N.; Shabadi, R.; Suwas, S.; Ha, T.M.H.; Gupta, M. Evolution of texture and asymmetry and its impact on the fatigue behaviour of an in-situ magnesium nanocomposite. Mater. Sci. Eng. A 2018, 727, 61–69. [Google Scholar] [CrossRef]
- Gupta, M.; Seetharaman, S. Using energy efficient microwaves to synthesize high performance energy saving magnesium (nano) composites. In TMS 2015 144th Annual Meeting & Exhibition: Supplemental Proceedings; Springer International Publishing: Cham, Germany, 2015; pp. 187–193. [Google Scholar]
- Sankaranarayanan, S.; Gupta, M. Review on mechanical properties of magnesium (nano) composites developed using energy efficient microwaves. Powder Metall. 2015, 58, 183–192. [Google Scholar] [CrossRef]
- Lapovok, R.Y.; Thomson, P.F. Production of dense rod from magnesium swarf for re-melting. Magnes. Technol. 2004, 1, 149–154. [Google Scholar]
- Nakamura, K. Introduction of grinding swarf recycling. Ntn Technical Review No.71. 2014. Available online: https://www.ntnglobal.com/en/products/review/pdf/NTN_TR71_en_P080.pdf (accessed on 3 January 2019).
- Chiba, R.; Yoshimura, M. Solid-state recycling of aluminium alloy swarf into c-channel by hot extrusion. J. Manuf. Process. 2015, 17, 1–8. [Google Scholar] [CrossRef]
- Tekumalla, S.; Ajjarapu, M.; Gupta, M. A novel turning-induced-deformation based technique to process magnesium alloys. Metals 2019, 9, 841. [Google Scholar] [CrossRef]
- Pandey, R.; Tekumalla, S.; Gupta, M. Enhanced (X-band) microwave shielding properties of pure magnesium by addition of diamagnetic titanium micro-particulates. J. Alloy. Compd. 2019, 770, 473–482. [Google Scholar] [CrossRef]
- Pandey, R.; Tekumalla, S.; Gupta, M. Effect of defects on electromagnetic interference shielding effectiveness of magnesium. J. Mater. Sci. Mater. Electron. 2018, 29, 9728–9739. [Google Scholar] [CrossRef]
- Pandey, R.; Tekumalla, S.; Gupta, M. Magnesium-iron micro-composite for enhanced shielding of electromagnetic pollution. Compos. Part B Eng. 2019, 163, 150–157. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Singh, A.; Gupta, M. Synthesis of light metal nanocomposites: Challenges and opportunities. Indian J. Adv. Chem. Sci. S1 2016, 283–288. [Google Scholar]
- Micromeritics. Accupyc II 1340 Pycnometer. Available online: https://www.micromeritics.com/Product-Showcase/AccuPyc-II-1340.aspx (accessed on 3 January 2019).
- Tekumalla, S.; Yang, C.; Seetharaman, S.; Wong, W.L.E.; Goh, C.S.; Shabadi, R.; Gupta, M. Enhancing overall static/dynamic/damping/ignition response of magnesium through the addition of lower amounts (<2%) of yttrium. J. Alloy. Compd. 2016, 689, 350–358. [Google Scholar]
- NanoComposix. Useful Terminology. Available online: https://nanocomposix.com/pages/useful-terminology (accessed on 24 March 2019).
- Tekumalla, S.; Bibhanshu, N.; Suwas, S.; Gupta, M. Superior ductility in magnesium alloy-based nanocomposites: The crucial role of texture induced by nanoparticles. J. Mater. Sci. 2019, 54, 8711–8718. [Google Scholar] [CrossRef]
- Yang, W.; Tekumalla, S.; Gupta, M. Cumulative effect of strength enhancer—Lanthanum and ductility enhancer—Cerium on mechanical response of magnesium. Metals 2017, 7, 241. [Google Scholar] [CrossRef]
- Atlas Foundry Company. Mechanical Properties of Gray Iron—Damping Capacity. Available online: http://www.atlasfdry.com/grayiron-damping.htm (accessed on 3 January 2019).
- Li, B.; Lavernia, E.J. Damping capacity. In Comprehensive Composite Materials, 1st ed.; Kelly, A., Zweben, C., Eds.; Elsevier: Amsterdam, The Netherlands, 2000; Volume 3, pp. 617–653. [Google Scholar]
- Li, Q.; Jiang, G.; Dong, J.; Hou, J.; He, G. Damping behavior and energy absorption capability of porous magnesium. J. Alloy. Compd. 2016, 680, 522–530. [Google Scholar] [CrossRef]
- Xie, Z.-K.; Tane, M.; Hyun, S.-K.; Okuda, Y.; Nakajima, H. Vibration–damping capacity of lotus-type porous magnesium. Mater. Sci. Eng. A 2006, 417, 129–133. [Google Scholar] [CrossRef]
- Blaney, L. Magnetite (Fe3O4): Properties, synthesis, and applications. Lehigh Rev. 2007, 15, 33–81. [Google Scholar]
- Sezer, N.; Evis, Z.; Kayhan, S.M.; Tahmasebifar, A.; Koç, M. Review of magnesium-based biomaterials and their applications. J. Magnes. Alloy. 2018, 6, 23–43. [Google Scholar] [CrossRef]
- Whang, S.H. Introduction. In Nanostructured Metals and Alloys; Whang, S.H., Ed.; Woodhead Publishing: Oxford, UK, 2011; pp. xxi–xxxv. [Google Scholar]
- Chen, Y.; Tekumalla, S.; Guo, Y.B.; Shabadi, R.; Shim, V.P.W.; Gupta, M. The dynamic compressive response of a high-strength magnesium alloy and its nanocomposite. Mater. Sci. Eng. A 2017, 702, 65–72. [Google Scholar] [CrossRef]
- Yu, H.; Xin, Y.; Wang, M.; Liu, Q. Hall-petch relationship in mg alloys: A review. J. Mater. Sci. Technol. 2018, 34, 248–256. [Google Scholar] [CrossRef]
- Brush Wellman Inc. Grain size and material strength. In Technical Tidbits; Brush Wellman Inc.: Cleveland, OH, USA, 2010. [Google Scholar]
- Gao, W.; Liu, H. A highly ductile magnesium alloy system. IOP Conf. Ser. Mater. Sci. Eng. 2009, 4, 012003. [Google Scholar] [CrossRef]
- ToolBox, E. Fuels and Chemicals—Autoignition Temperatures. Available online: https://www.engineeringtoolbox.com/fuels-ignition-temperatures-d_171.html (accessed on 24 March 2019).
- Tekumalla, S.; Nandigam, Y.; Bibhanshu, N.; Rajashekara, S.; Yang, C.; Suwas, S.; Gupta, M. A strong and deformable in-situ magnesium nanocomposite igniting above 1000 °C. Sci. Rep. 2018, 8, 7038. [Google Scholar] [CrossRef]
- Tekumalla, S.; Si Chun, L.; Gupta, M. Preprocessing of powder to enhance mechanical and thermal response of bulk magnesium. Met. Powder Rep. 2019, 74, 137–140. [Google Scholar] [CrossRef]
- Singh, I.B.; Singh, M.; Das, S. A comparative corrosion behavior of Mg, AZ31 and AZ91 alloys in 3.5% NaCl solution. J. Magnes. Alloy. 2015, 3, 142–148. [Google Scholar] [CrossRef]
- Březina, M.; Minda, J.; Doležal, P.; Krystýnová, M.; Fintová, S.; Zapletal, J.; Wasserbauer, J.; Ptáček, P. Characterization of powder metallurgy processed pure magnesium materials for biomedical applications. Metals 2017, 7, 461. [Google Scholar] [CrossRef]
- Tan, L.; Yu, X.; Wan, P.; Yang, K. Biodegradable materials for bone repairs: A review. J. Mater. Sci. Technol. 2013, 29, 503–513. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Material (wt %) | Processing Technique and Conditions | Representation in This Work |
|---|---|---|---|
| 1 | Mg/1Fe3O4 | DMD [19] + Extrusion at 350 °C | DMD |
| 2 | Mg/2Fe3O4 | DMD [19] + Extrusion at 350 °C | DMD |
| 3 | Mg/3Fe3O4 | DMD [19] + Extrusion at 350 °C | DMD |
| 4 | Mg/1Fe3O4 | DMD [19] + TID [15] + Extrusion at 350 °C | TID |
| 5 | Mg/2Fe3O4 | DMD [19] + TID [15] + Extrusion at 350 °C | TID |
| 6 | Mg/3Fe3O4 | DMD [19] + TID [15] + Extrusion at 350 °C | TID |
| Nanocomposite | Processing Method | Mean Grain Diameter (µm) |
|---|---|---|
| Mg [21] Mg/1Fe3O4 | DMD | 25 ± 4 16 ± 6 |
| Mg/2Fe3O4 | 8 ± 3 | |
| Mg/3Fe3O4 | 10 ± 4 | |
| Mg/1Fe3O4 | TID | 8 ± 2 |
| Mg/2Fe3O4 | 8 ± 3 | |
| Mg/3Fe3O4 | 9 ± 3 |
| Nanocomposite | Processing Method | Theoretical Density (g/cm3) | Average Experimental Density (g/cm3) | Porosity (%) |
|---|---|---|---|---|
| Mg | DMD | 1.74 | 1.73 ± 0.01 | 0.65 |
| Mg/1Fe3O4 | 1.77 | 1.76 ± 0.00 | 0.56 | |
| Mg/2Fe3O4 | 1.81 | 1.78 ± 0.01 | 1.66 | |
| Mg/3Fe3O4 | 1.84 | 1.79 ± 0.02 | 2.72 | |
| Mg/1Fe3O4 | TID | 1.77 | 1.75 ± 0.01 | 1.13 |
| Mg/2Fe3O4 | 1.81 | 1.76 ± 0.02 | 2.76 | |
| Mg/3Fe3O4 | 1.84 | 1.77 ± 0.02 | 3.81 |
| Nanocomposite | Processing Method | Attenuation Coefficient | Damping Capacity | Frequency (Hz) | E-Modulus (GPa) |
|---|---|---|---|---|---|
| Mg | DMD | 5.71 | 0.000291 | 6567.95 | 45.36 |
| Mg/1Fe3O4 | 14.82 | 0.000410 ± 0.000048 | 10528.4 | 49.58 | |
| Mg/2Fe3O4 | 19.93 | 0.000673 ± 0.000179 | 10286.6 | 46.92 | |
| Mg/3Fe3O4 | 23.62 | 0.001303 ± 0.000143 | 10131.5 | 46.05 | |
| Mg/1Fe3O4 | TID | 15.57 | 0.000453 ± 0.000027 | 10409.3 | 48.70 |
| Mg/2Fe3O4 | 18.81 | 0.000690 ± 0.000022 | 10372.1 | 46.31 | |
| Mg/3Fe3O4 | 19.19 | 0.001735 ± 0.000206 | 10195 | 46.85 |
| Nanocomposite | Processing Method | Ignition Temperature (°C) |
|---|---|---|
| Mg | DMD | 590 |
| Mg/1Fe3O4 | 630.6 | |
| Mg/2Fe3O4 | 635.0 | |
| Mg/3Fe3O4 | 635.2 | |
| Mg/1Fe3O4 | TID | 625.4 |
| Mg/2Fe3O4 | 633.1 | |
| Mg/3Fe3O4 | 632.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Johanes, M.; Tekumalla, S.; Gupta, M. Fe3O4 Nanoparticle-Reinforced Magnesium Nanocomposites Processed via Disintegrated Melt Deposition and Turning-Induced Deformation Techniques. Metals 2019, 9, 1225. https://doi.org/10.3390/met9111225
Johanes M, Tekumalla S, Gupta M. Fe3O4 Nanoparticle-Reinforced Magnesium Nanocomposites Processed via Disintegrated Melt Deposition and Turning-Induced Deformation Techniques. Metals. 2019; 9(11):1225. https://doi.org/10.3390/met9111225
Chicago/Turabian StyleJohanes, Michael, Sravya Tekumalla, and Manoj Gupta. 2019. "Fe3O4 Nanoparticle-Reinforced Magnesium Nanocomposites Processed via Disintegrated Melt Deposition and Turning-Induced Deformation Techniques" Metals 9, no. 11: 1225. https://doi.org/10.3390/met9111225
APA StyleJohanes, M., Tekumalla, S., & Gupta, M. (2019). Fe3O4 Nanoparticle-Reinforced Magnesium Nanocomposites Processed via Disintegrated Melt Deposition and Turning-Induced Deformation Techniques. Metals, 9(11), 1225. https://doi.org/10.3390/met9111225