Microstructure and Mechanical Properties of Gas Tungsten Arc Welded High Manganese Steel Sheet

 , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
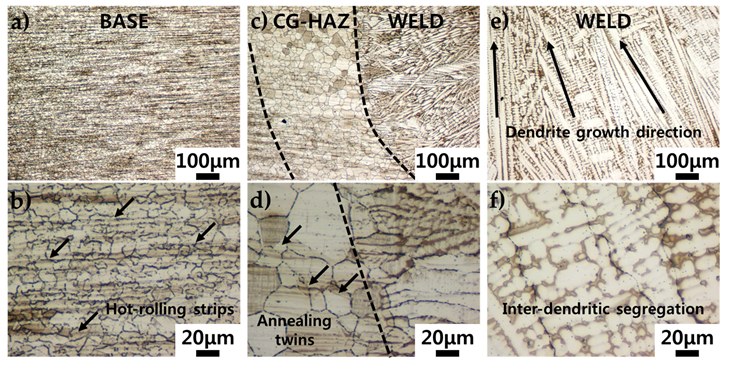
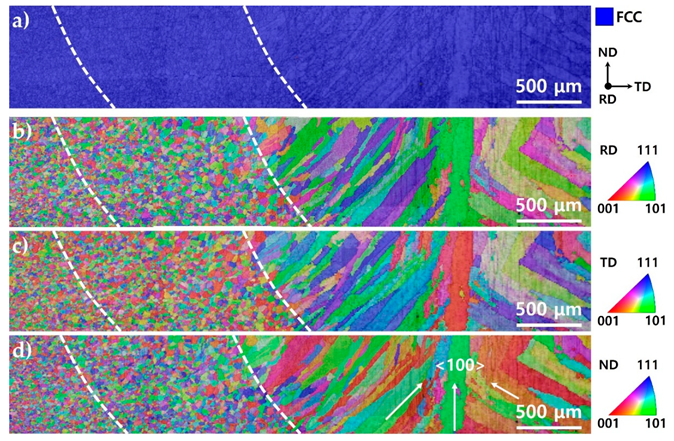
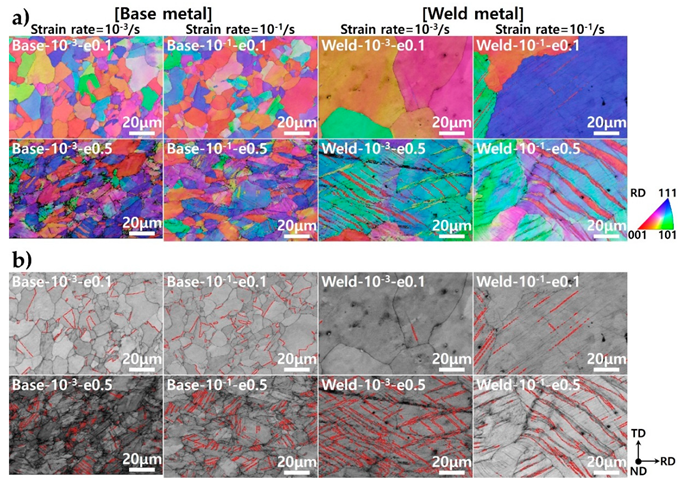
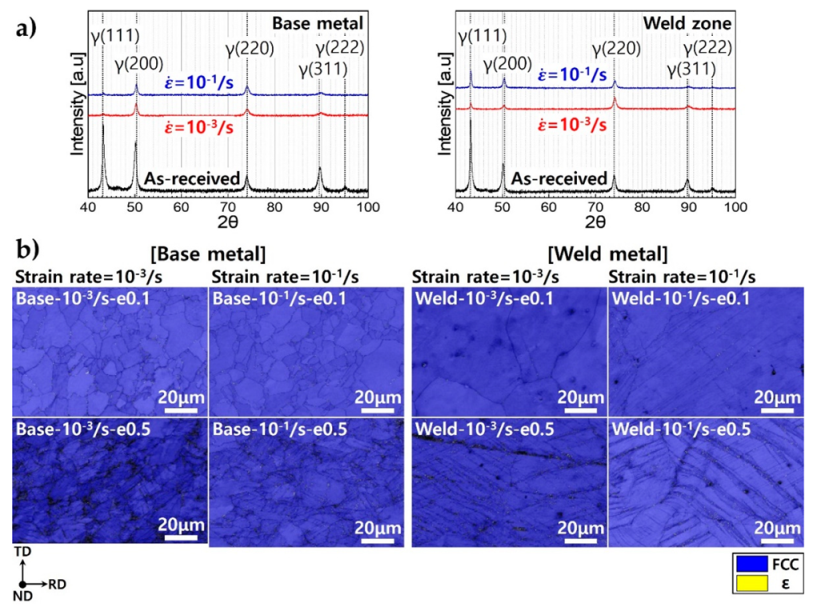
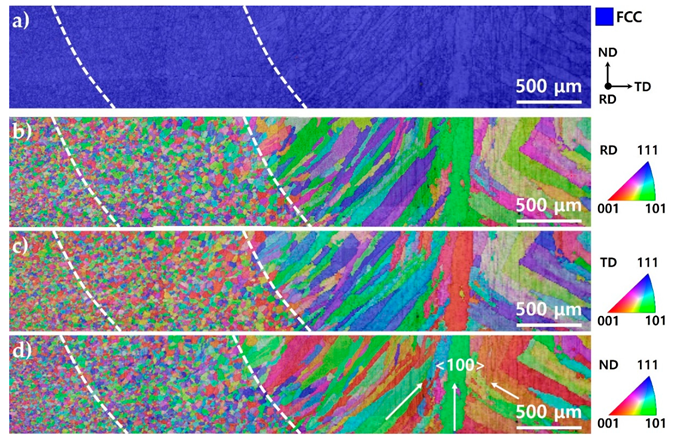
- The weld zone was composed of coarse grains by coalescence of columnar dendrite, and HAZ showed equiaxed coarser grains than the base metal due to the thermal effect of the current GTAW process. Austenite single phase was found in all the regions including the weld zone, HAZ and base metal.
- (2)
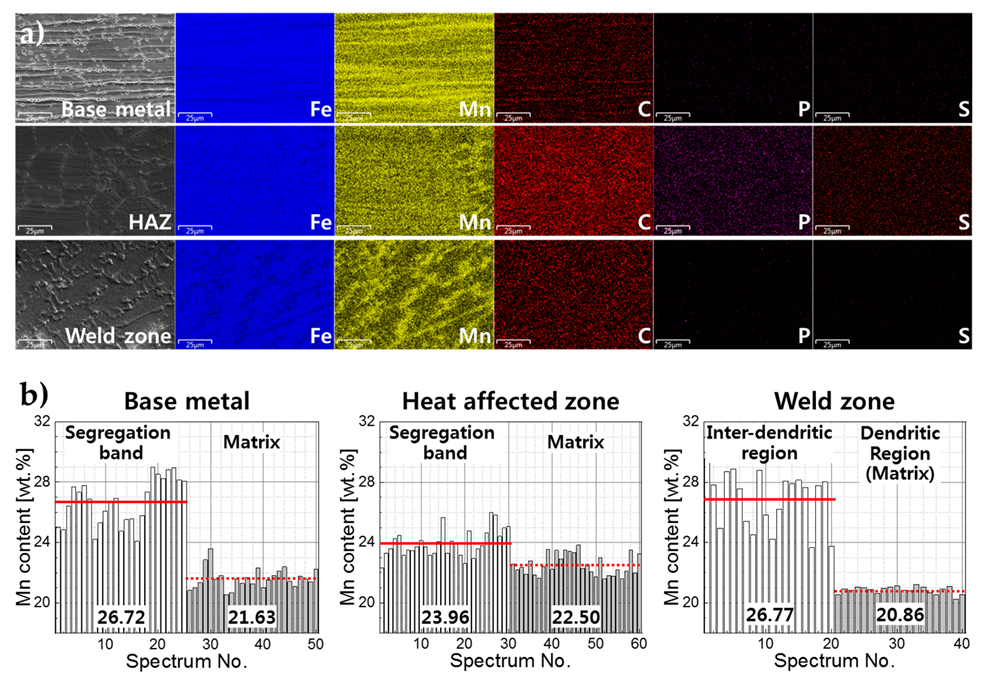
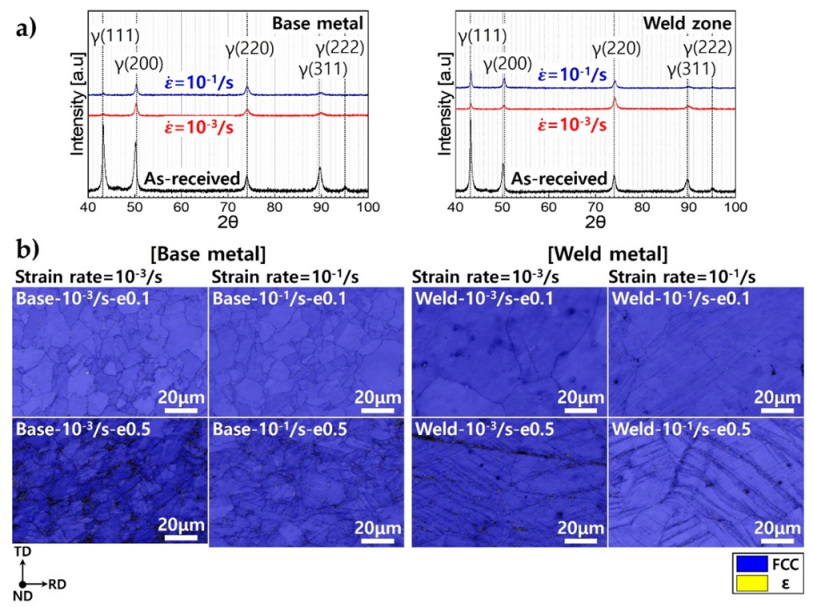
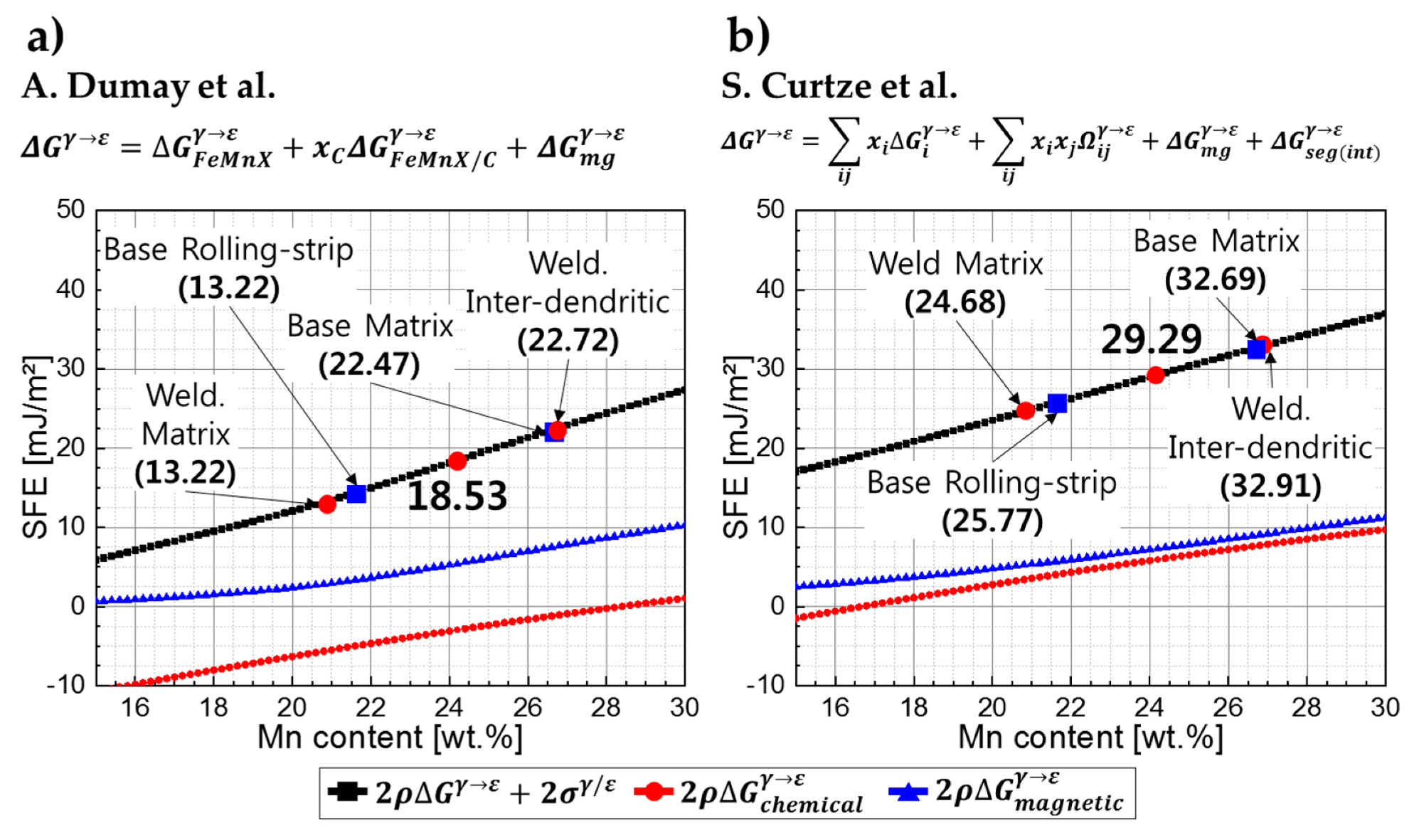
- Mn segregation occurred in the interdendritic regions of the weld zone, resulting in Mn depletion of the weld matrix. SFE of the weld matrix was predicted to be lower than the nominal composition, but no significant changes in initial phase or deformation mechanism was observed. Mn evaporation during the present GTAW process also seems to have little effect on the initial phase and the deformation mechanisms.
- (3)
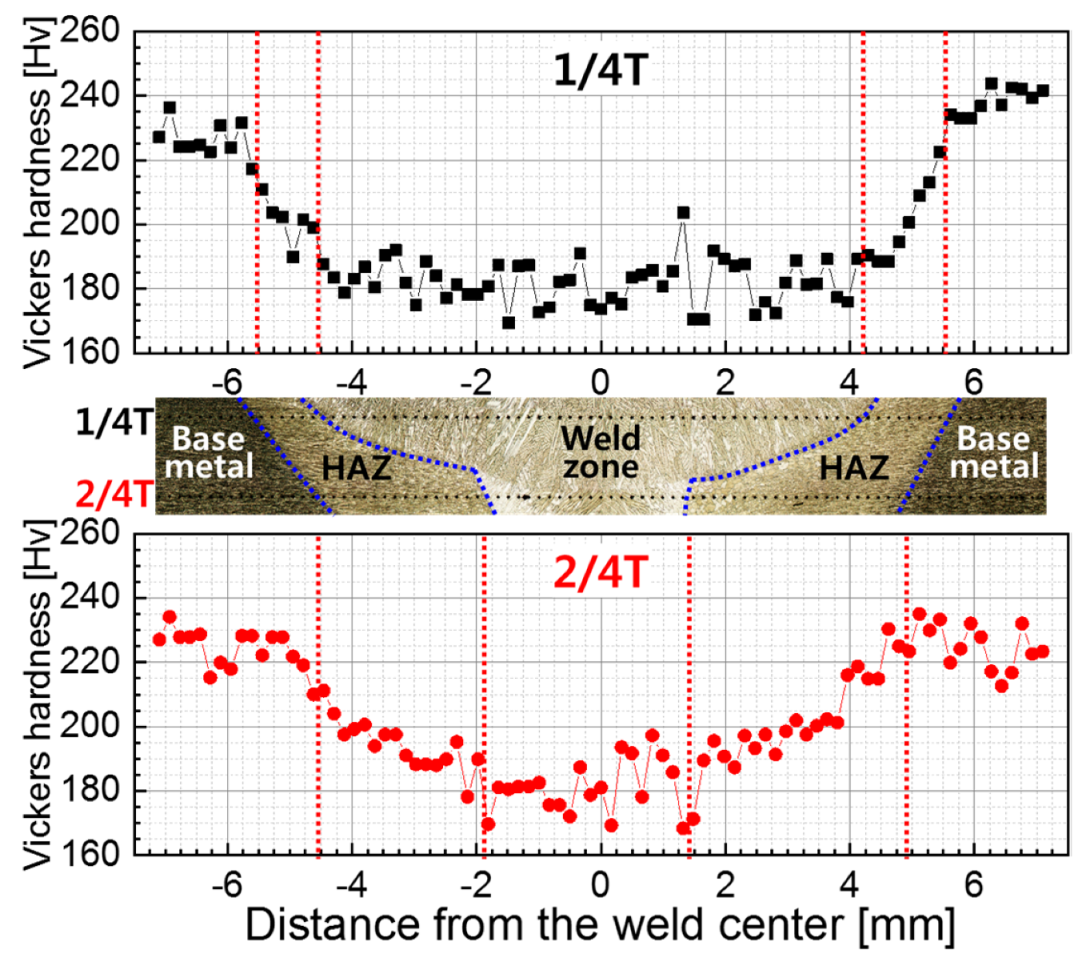
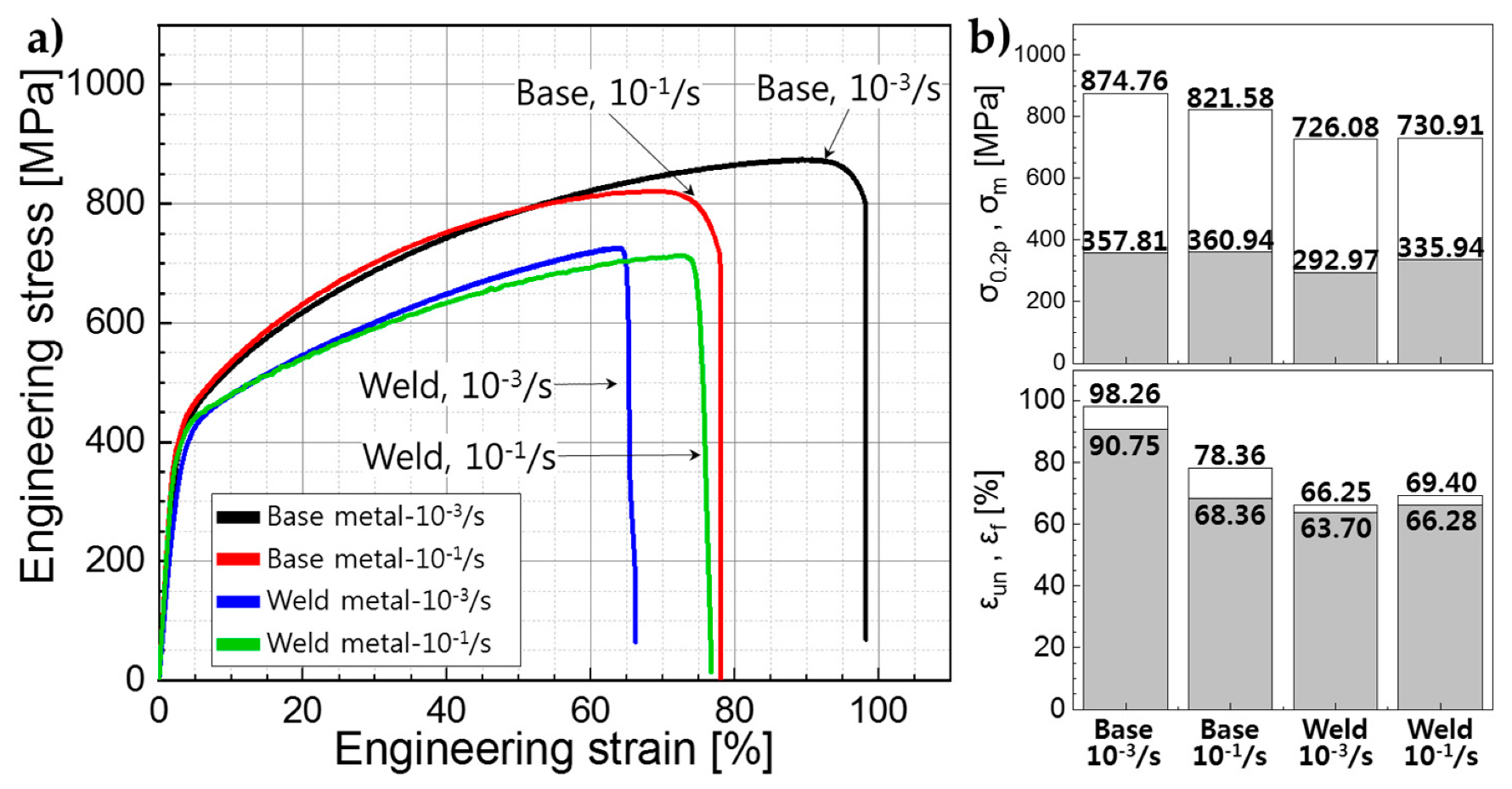
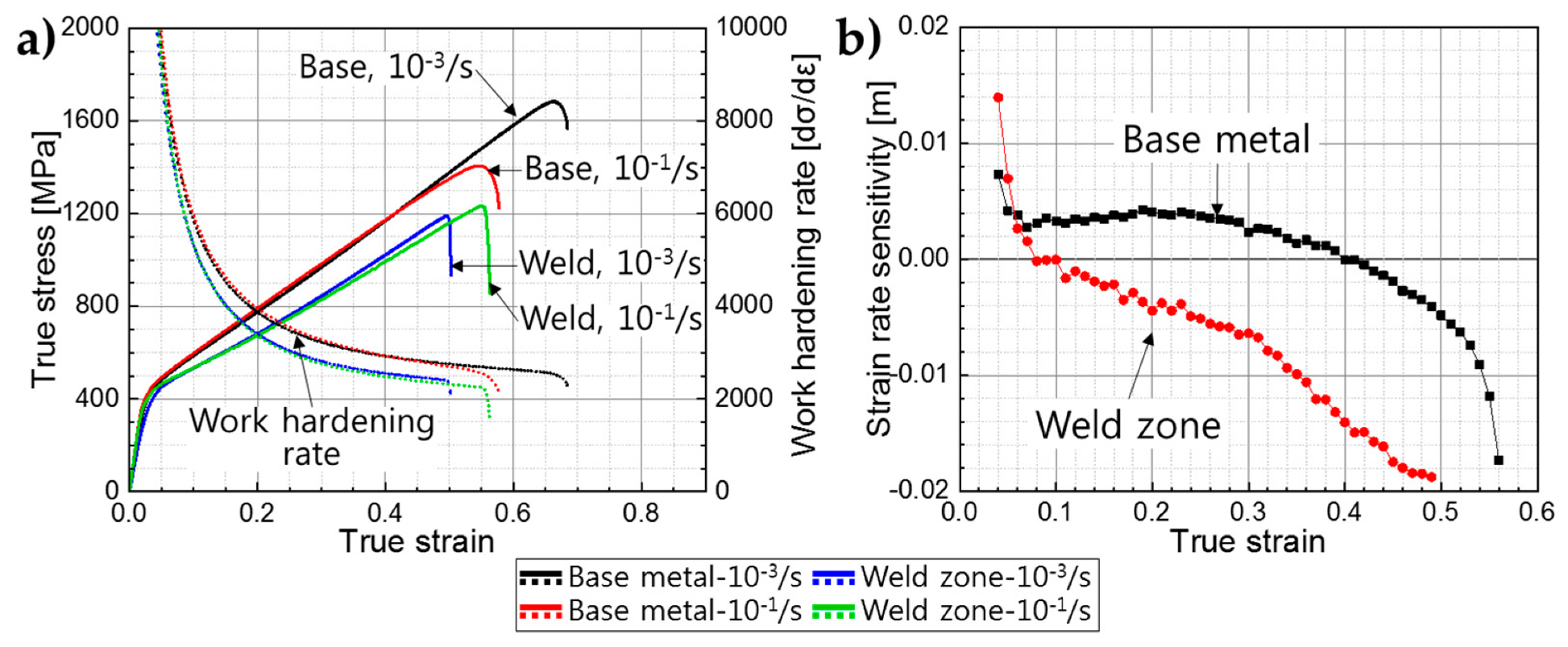
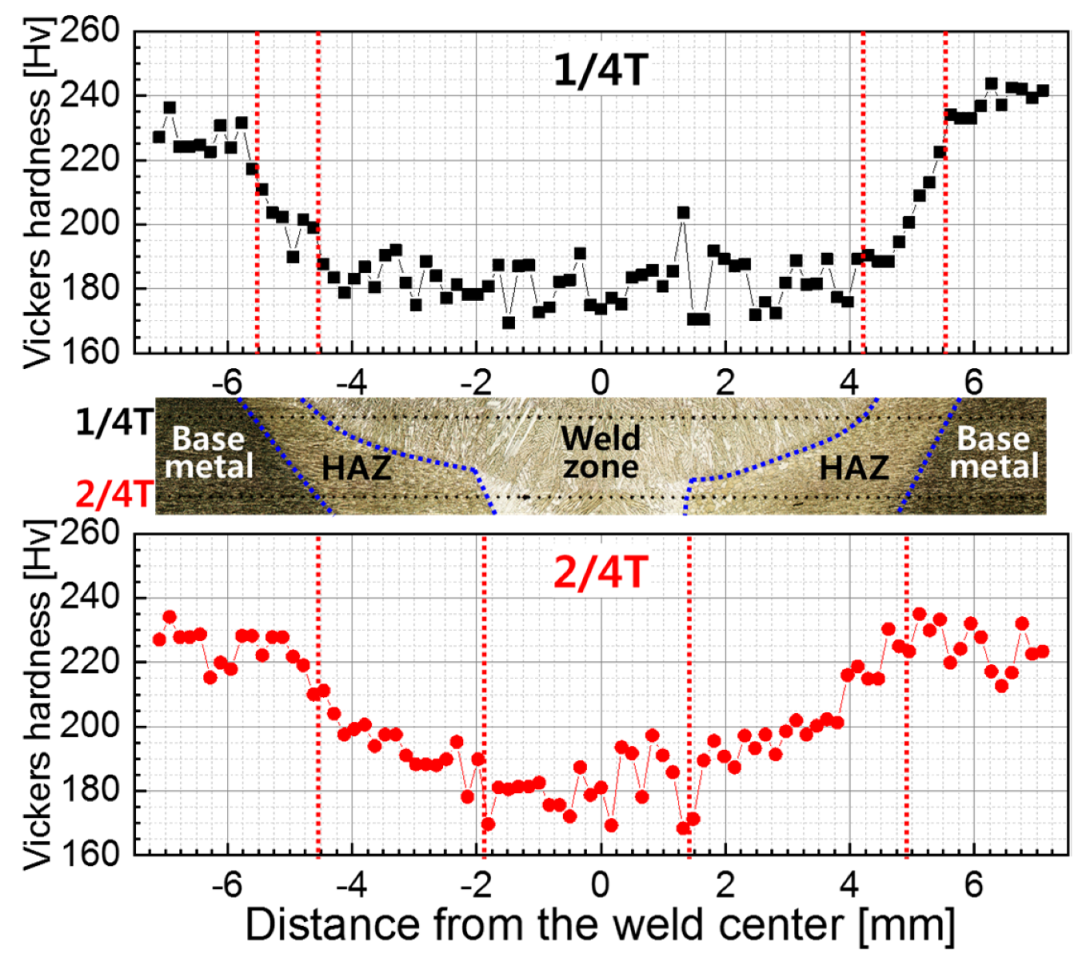
- The weld zone showed lower hardness and strength than the base and the HAZ due to its coarse grains. The HAZ showed lower hardness compared to the base metal due to the grain growth by thermal effect during GTAW. The negative strain rate sensitivity shown in the weld zone and the base metal is believed to have originated from the negative strain rate dependency of twin nucleation stress which resulted in the lesser formation of deformation twin boundaries during deformation.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- De Cooman, B.C.; Kwon, O.; Chin, K.G. State-of-the-knowledge on TWIP steel. Mater. Sci. Technol. 2012, 28, 513–527. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Zaefferer, S.; Raabe, D. The effect of grain size and grain orientation on deformation twinning in a Fe–22wt.% Mn–0.6wt.% C TWIP steel. Mater. Sci. Eng. A 2010, 527, 3552–3560. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Gutierrez-Urrutia, I.; Raabe, D. Grain size effect on strain hardening in twinning-induced plasticity steels. Scr. Mater. 2012, 66, 992–996. [Google Scholar] [CrossRef]
- De Cooman, B.C. 10-Phase transformations in high manganese twinning-induced plasticity (TWIP) steels. In Phase Transformations in Steels; Pereloma, E., Edmonds, D.V., Eds.; Woodhead Publishing: Cambridge, UK, 2012; pp. 295–331. ISBN 978-1-84569-971-0. [Google Scholar] [CrossRef]
- Tang, Z.; Huang, J.; Ding, H.; Cai, Z.; Zhang, D.; Misra, D. Effect of Deformation Temperature on Mechanical Properties and Deformation Mechanisms of Cold-Rolled Low C High Mn TRIP/TWIP Steel. Metals 2018, 8, 476. [Google Scholar] [CrossRef]
- Madivala, M.; Schwedt, A.; Prahl, U.; Bleck, W. Strain Hardening, Damage and Fracture Behavior of Al-Added High Mn TWIP Steels. Metals 2019, 9, 367. [Google Scholar] [CrossRef]
- Grajcar, A.; Borek, W. Thermo-mechanical processing of high-manganese austenitic TWIP-type steels. Arch. Civ. Mech. Eng. 2008, 8, 29–38. [Google Scholar] [CrossRef]
- Mi, Z.-L.; Tang, D.; Jiang, H.-T.; Dai, Y.-J.; Li, S.-S. Effects of annealing temperature on the microstructure and properties of the 25Mn-3Si-3Al TWIP steel. Int. J. Miner. Metall. Mater. 2009, 16, 154–158. [Google Scholar] [CrossRef]
- Vercammen, S.; Blanpain, B.; De Cooman, B.C.; Wollants, P. Cold rolling behaviour of an austenitic Fe–30Mn–3Al–3Si TWIP-steel: The importance of deformation twinning. Acta Mater. 2004, 52, 2005–2012. [Google Scholar] [CrossRef]
- Razmpoosh, M.H.; Zarei-Hanzaki, A.; Heshmati-Manesh, S.; Fatemi-Varzaneh, S.M.; Marandi, A. The Grain Structure and Phase Transformations of TWIP Steel During Friction Stir Processing. J. Mater. Eng. Perform. 2015, 24, 2826–2835. [Google Scholar] [CrossRef]
- Mújica Roncery, L.; Weber, S.; Theisen, W. Welding of twinning-induced plasticity steels. Scr. Mater. 2012, 66, 997–1001. [Google Scholar] [CrossRef]
- Ma, L.-L.; Wei, Y.-H.; Hou, L.-F.; Yan, B. Microstructure and Mechanical Properties of TWIP Steel Joints. J. Iron. Steel Res. Int. 2014, 21, 749–756. [Google Scholar] [CrossRef]
- Saha, D.C.; Cho, Y.; Park, Y.D. Metallographic and fracture characteristics of resistance spot welded TWIP steels. Sci. Technol. Weld. Join. 2013, 18, 711–720. [Google Scholar] [CrossRef]
- Han, I.-W.; Eom, J.-B.; Yun, J.-G.; Lee, B.-G.; Kang, C.-Y. Microstructure and Hardness of 1st layer with Crystallographic Orientation of Solidification Structure in Multipass Weld using High Mn-Ni Flux Cored Wire. J. Weld. Join. 2016, 34, 77–82. [Google Scholar] [CrossRef]
- Park, G.; Kim, B.; Kang, Y.; Kang, H.; Lee, C. Characterization of bond line discontinuities in a high-Mn TWIP steel pipe welded by HF-ERW. Mater. Charact. 2016, 118, 14–21. [Google Scholar] [CrossRef]
- Ahmed, M.M.Z.; Ahmed, E.; Hamada, A.S.; Khodir, S.A.; El-Sayed Seleman, M.M.; Wynne, B.P. Microstructure and mechanical properties evolution of friction stir spot welded high-Mn twinning-induced plasticity steel. Mater. Des. 2016, 91, 378–387. [Google Scholar] [CrossRef]
- Keil, D.; Zinke, M.; Pries, H. Investigations on Hot Cracking of Novel High Manganese TWIP-Steels. In Hot Cracking Phenomena in Welds III; Böllinghaus, T., Lippold, J., Cross, C.E., Eds.; Springer Publishing: Berlin/Heidelberg, Germany, 2011; pp. 209–223. ISBN 978-3-642-16864-2. [Google Scholar] [CrossRef]
- Kazdal Zeytin, H.; Ertek Emre, H.; Kaçar, R. Properties of Resistance Spot-Welded TWIP Steels. Metals 2017, 7, 14. [Google Scholar] [CrossRef]
- Frommeyer, G.; Brüx, U.; Neumann, P. Supra-Ductile and High-Strength Manganese-TRIP/TWIP Steels for High Energy Absorption Purposes. ISIJ Int. 2003, 43, 438–446. [Google Scholar] [CrossRef]
- Májlinger, K.; Kalácska, E.; Russo Spena, P. Gas metal arc welding of dissimilar AHSS sheets. Mater. Des. 2016, 109, 615–621. [Google Scholar] [CrossRef]
- Yoo, J.; Han, K.; Park, Y.; Choi, J.; Lee, C. Evaluation of solidification cracking susceptibility of Fe–18Mn–0·6C steel welds. Sci. Tehcnol. Weld. Join. 2014, 19, 514–520. [Google Scholar] [CrossRef]
- Saha, D.C.; Chang, I.; Park, Y.-D. Heat-affected zone liquation crack on resistance spot welded TWIP steels. Mater. Charact. 2014, 93, 40–51. [Google Scholar] [CrossRef]
- Kusakin, P.; Belyakov, A.; Haase, C.; Kaibyshev, R.; Molodov, D.A. Microstructure evolution and strengthening mechanisms of Fe–23Mn–0.3C–1.5Al TWIP steel during cold rolling. Mater. Sci. Eng. A 2014, 617, 52–60. [Google Scholar] [CrossRef]
- Pérez Escobar, D.; Silva Ferreira de Dafé, S.; Brandão Santos, D. Martensite reversion and texture formation in 17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing. J. Mater. Res. Technol. 2015, 4, 162–170. [Google Scholar] [CrossRef]
- Kim, D.; Han, K.; Lee, B.; Han, I.; Park, J.H.; Lee, C. Oxide Formation Mechanisms in High Manganese Steel Welds. Metall. Mater. Trans. A 2014, 45, 2046–2054. [Google Scholar] [CrossRef]
- Wang, T.; Zhang, M.; Xiong, W.; Liu, R.; Shi, W.; Li, L. Microstructure and tensile properties of the laser welded TWIP steel and the deformation behavior of the fusion zone. Mater. Des. 2015, 83, 103–111. [Google Scholar] [CrossRef]
- Mujica, L.; Weber, S.; Pinto, H.; Thomy, C.; Vollertsen, F. Microstructure and mechanical properties of laser-welded joints of TWIP and TRIP steels. Mater. Sci. Eng. A 2010, 527, 2071–2078. [Google Scholar] [CrossRef]
- Gong, Y.F.; Kim, H.S.; Kim, S.K.; De Cooman, B.C. Selective Oxidation and Sub-Surface Phase Transformation during Austenitic Annealing of TWIP Steels. Mater. Sci. Forum 2010, 654–656, 258–261. [Google Scholar] [CrossRef]
- Spencer, P.J.; Pratt, J.N. A study of the vapour pressure of manganese using a new high-temperature torsion—Effusion apparatus. Br. J. Appl. Phys. 1967, 18, 1473–1478. [Google Scholar] [CrossRef]
- Mujica, L.; Weber, S.; Thomy, C.; Vollertsen, F. Microstructure and mechanical properties of laser welded austenitic high manganese steels. Sci. Technol. Weld. Join. 2009, 14, 517–522. [Google Scholar] [CrossRef]
- Kim, J.-K.; De Cooman, B.C. Stacking fault energy and deformation mechanisms in Fe-xMn-0.6C-yAl TWIP steel. Mater. Sci. Eng. A 2016, 676, 216–231. [Google Scholar] [CrossRef]
- Schramm, R.E.; Reed, R.P. Stacking fault energies of seven commercial austenitic stainless steels. Metall. Trans. A 1975, 6, 1345. [Google Scholar] [CrossRef]
- Remy, L.; Pineau, A. Twinning and strain-induced F.C.C. → H.C.P. transformation in the Fe-Mn-Cr-C system. Mater. Sci. Eng. 1977, 28, 99–107. [Google Scholar] [CrossRef]
- Lee, S.-I.; Lee, S.-Y.; Han, J.; Hwang, B. Deformation behavior and tensile properties of an austenitic Fe-24Mn-4Cr-0.5C high-manganese steel: Effect of grain size. Mater. Sci. Eng. A 2019, 742, 334–343. [Google Scholar] [CrossRef]
- Sato, K.; Ichinose, M.; Hirotsu, Y.; Inoue, Y. Effects of Deformation Induced Phase Transformation and the Mechanical Properties of Austenitic Fe-Mn-AI Alloys. ISIJ Int. 1989, 29, 868–877. [Google Scholar] [CrossRef]
- Dumay, A.; Chateau, J.P.; Allain, S.; Migot, S.; Bouaziz, O. Influence of addition elements on the stacking-fault energy and mechanical properties of an austenitic Fe–Mn–C steel. Mater. Sci. Eng. A 2008, 483–484, 184–187. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Bouaziz, O.; Allain, S.; Scott, C.P.; Cugy, P.; Barbier, D. High manganese austenitic twinning induced plasticity steels: A review of the microstructure properties relationships. Curr. Opin. Solid State Mater. Sci. 2011, 15, 141–168. [Google Scholar] [CrossRef]
- Saeed-Akbari, A.; Imlau, J.; Prahl, U.; Bleck, W. Derivation and Variation in Composition-Dependent Stacking Fault Energy Maps Based on Subregular Solution Model in High-Manganese Steels. Metall. Mater. Trans. A 2009, 40, 3076–3090. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Bintu, A.; Vincze, G.; Picu, C.R.; Lopes, A.B.; Grácio, J.J.; Barlat, F. Strain hardening rate sensitivity and strain rate sensitivity in TWIP steels. Mater. Sci. Eng. A 2015, 629, 54–59. [Google Scholar] [CrossRef]
- Khan, A.S.; Liu, H. Variable strain rate sensitivity in an aluminum alloy: Response and constitutive modeling. Int. J. Plast. 2012, 36, 1–14. [Google Scholar] [CrossRef]
- Klepaczko, J.R.; Chiem, C.Y. On rate sensitivity of f.c.c. metals, instantaneous rate sensitivity and rate sensitivity of strain hardening. J. Mech. Phys. Solids 1986, 34, 29–54. [Google Scholar] [CrossRef]
- Zavattieri, P.D.; Savic, V.; Hector, L.G.; Fekete, J.R.; Tong, W.; Xuan, Y. Spatio-temporal characteristics of the Portevin–Le Châtelier effect in austenitic steel with twinning induced plasticity. Int. J. Plast. 2009, 25, 2298–2330. [Google Scholar] [CrossRef]
- Chen, L.; Kim, H.-S.; Kim, S.-K.; De Cooman, B.C. Localized Deformation due to Portevin–LeChatelier Effect in 18Mn–0.6C TWIP Austenitic Steel. ISIJ Int. 2007, 47, 1804–1812. [Google Scholar] [CrossRef]
- Chun, Y.B.; Davies, C.H.J. Twinning-induced negative strain rate sensitivity in wrought Mg alloy AZ31. Mater. Sci. Eng. A 2011, 528, 5713–5722. [Google Scholar] [CrossRef]
- Bolling, G.F.; Richman, R.H. Continual mechanical twinning: Part I: Formal description. Acta Metall. 1965, 13, 709–722. [Google Scholar] [CrossRef]
- Kubin, L.P.; Estrin, Y. Dynamic strain ageing and the mechanical response of alloys. J. Phys. III France 1991, 1, 929–943. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt.% | C | Mn | Si | P | S | Cr | Cu | Fe |
|---|---|---|---|---|---|---|---|---|
| ASTMA 240XM-M | 0.44 | 24.2 | 0.3 | 0.001 | 0.001 | 3.4 | 0.4 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, G.-W.; Jo, H.; Park, M.; Shin, S.; Ko, W.-S.; Park, N.; Kim, B.-J.; Ahn, Y.-S.; Jeon, J.B. Microstructure and Mechanical Properties of Gas Tungsten Arc Welded High Manganese Steel Sheet. Metals 2019, 9, 1167. https://doi.org/10.3390/met9111167
Park G-W, Jo H, Park M, Shin S, Ko W-S, Park N, Kim B-J, Ahn Y-S, Jeon JB. Microstructure and Mechanical Properties of Gas Tungsten Arc Welded High Manganese Steel Sheet. Metals. 2019; 9(11):1167. https://doi.org/10.3390/met9111167
Chicago/Turabian StylePark, Geon-Woo, Haeju Jo, Minha Park, Sunmi Shin, Won-Seok Ko, Nokeun Park, Byung-Jun Kim, Yong-Sik Ahn, and Jong Bae Jeon. 2019. "Microstructure and Mechanical Properties of Gas Tungsten Arc Welded High Manganese Steel Sheet" Metals 9, no. 11: 1167. https://doi.org/10.3390/met9111167
APA StylePark, G.-W., Jo, H., Park, M., Shin, S., Ko, W.-S., Park, N., Kim, B.-J., Ahn, Y.-S., & Jeon, J. B. (2019). Microstructure and Mechanical Properties of Gas Tungsten Arc Welded High Manganese Steel Sheet. Metals, 9(11), 1167. https://doi.org/10.3390/met9111167