Influence of Process Parameters and Deposition Strategy on Laser Metal Deposition of 316L Powder

 ,
,  ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
- Identification and definition of an appropriate LMD process window ensuring a proper melt pool formation and a continuous metal bead deposition (experimental step 1);
- Analysis of the influence of both building parameters and scanning strategy on the morphology, microstructure and mechanical properties of the realised samples (experimental step 2).
3. Results
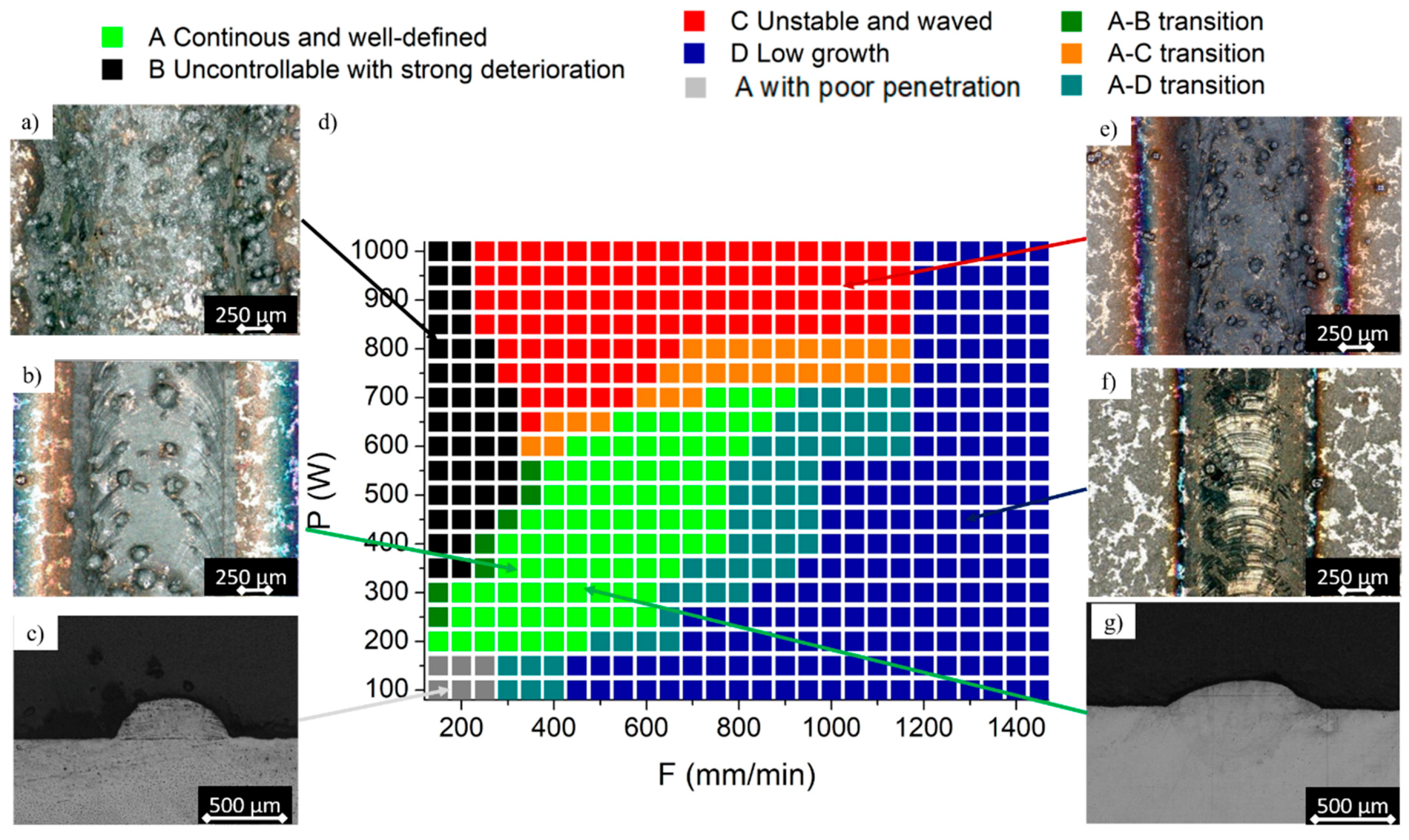
3.1. Process Window Identification
- Area A: Continuous and well-defined single tracks were feasible for P ranging between 100 and 700 W in combination with F ranging between 150 and 900 mm/min;
- Area B: For laser power higher than 300 W and for low scanning speeds, the growth of the single track was uncontrollable, showing a strong deterioration due to the high presence of powder particles stuck along both the metal clad surface and the track borders. This instability was mainly due to the high powder feed rate obtained when low scan speeds were used. This kind of track deterioration is critical when successive tracks have to be deposited. Indeed, border instability and a strong presence of un-melted particles stuck along the track could prevent a proper and constant laser/substrate interaction, inducing porosity, lack of fusion and the formation of unstable melt pools;
- Area C: For high-power values, a strong deterioration and instability of the clad occurred. The track width was about 1.4 mm with an unstable and waved trend of the track borders. In this specific area, the loss in deposition accuracy and stability was mainly related to the high energy density provided during the process. Moreover, high Es could deteriorate the structural integrity of the deposition, inducing internal pore formation;
- Area D: For high scanning speeds, tracks with very low or no growth of the metal bead were observed. This morphology was due to the reduced idle time and the higher cooling rate involved, which prevented the formation of a proper melt pool and a stable metal clad.
3.2. Analysis of the Deposition Strategy
4. Conclusions
- In LMD processes, to properly identify an optimal process window, on-top and cross-section analyses of the metal scan tracks are required.
- In LMD, powder feed rate affects the penetration of the melt pool into the substrate, preventing a proper metal bonding formation when low laser energies are employed;
- The selected process window is promising for the production of 316L stable and continuous scan tracks, getting metal beads free of internal defects, and with a proper metal bonding with the substrate. Nevertheless, heat accumulations strongly affect the shape of the melt pool, depending on the length of the laser path;
- For central contours deposition, heat accumulations significantly affect the shape of the melt pool, producing larger metal bead for shorter path;
- For circular overlap depositions, the shape of the metal bead is affected by both the scanning strategy and the track overlap. For high overlap values, the final shape of the metal bead strongly depends on the deposition strategy involved;
- The micro-indentation maps showed that the mechanical properties slightly vary within each metal bead. However, any specific correlation between the hardness and location within the bead was found;
- In LMD, the building parameters such as power and overlap have a strong effect on samples hardness in relation to the cooling rate conditions;
- In LMD, the deposition strategy is a significant process parameter to be evaluated in the manufacturing of the 3D bulk parts since it affects the melt pool formation and the stability of the deposition.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 6608, 315–360. [Google Scholar] [CrossRef]
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Nam, S.; Cho, H.; Cheolhee, K.; Kim, Y.-M. Effect of Process Parameters on Deposition Properties of Functionally Graded STS 316/Fe Manufactured by Laser Direct Metal Deposition. Metals 2018, 8, 607. [Google Scholar] [CrossRef]
- Suryakumar, S.; Karunakaran, K.P.; Bernard, A.; Chandrasekhar, U.; Raghavender, N.; Sharma, D. Weld bead modeling and process optimization in Hybrid Layered Manufacturing. CAD Comput. Aided Des. 2011, 43, 331–344. [Google Scholar] [CrossRef]
- Urbanic, R.J.; Saqib, S.M.; Aggarwal, K. Using Predictive Modeling and Classification Methods for Single and Overlapping Bead Laser Cladding to Understand Bead Geometry to Process Parameter Relationships. J. Manuf. Sci. Eng. 2016, 138, 051012-1–051012-13. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Wu, Q.; Lu, J.; Liu, C.; Fan, H.; Shi, X.; Fu, J.; Ma, S. Effect of molten pool size on microstructure and tensile properties of wire arc additive manufacturing of Ti-6Al-4V alloy. Materials 2017, 10, 749. [Google Scholar] [CrossRef]
- Balu, P.; Leggett, P.; Hamid, S.; Kovacevic, R. Multi-response optimization of laser-based powder deposition of multi-track single layer hastelloy C-276. Mater. Manuf. Process. 2013, 28, 173–182. [Google Scholar] [CrossRef]
- Abioye, T.E.; Farayibi, P.K.; Clare, A.T. A comparative study of Inconel 625 laser cladding by wire and powder feedstock. Mater. Manuf. Process. 2017, 32, 1653–1659. [Google Scholar] [CrossRef]
- Thompson, S.M.; Bian, L.; Shamsaei, N.; Yadollahi, A. An overview of Direct Laser Deposition for additive manufacturing; Part I: Transport phenomena, modeling and diagnostics. Addit. Manuf. 2015, 8, 36–62. [Google Scholar] [CrossRef]
- Choi, J.; Chang, Y. Characteristics of laser aided direct metal/material deposition process for tool steel. Int. J. Mach. Tools Manuf. 2005, 45, 597–607. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Wu, Q.; Lu, J.; Liu, C.; Shi, X.; Ma, Q.; Tang, S.; Fan, H.; Ma, S. Obtaining uniform deposition with variable wire feeding direction during wire-feed additive manufacturing. Mater. Manuf. Process. 2017, 32, 1881–1886. [Google Scholar] [CrossRef]
- Javidani, M.; Arreguin-Zavala, J.; Danovitch, J.; Tian, Y.; Brochu, M. Additive Manufacturing of AlSi10Mg Alloy Using Direct Energy Deposition: Microstructure and Hardness Characterization. J. Therm. Spray Technol. 2017, 26, 587–597. [Google Scholar] [CrossRef]
- Marchese, G.; Garmendia Colera, X.; Calignano, F.; Lorusso, M.; Biamino, S.; Minetola, P.; Manfredi, D. Characterization and Comparison of Inconel 625 Processed by Selective Laser Melting and Laser Metal Deposition. Adv. Eng. Mater. 2017, 19, 1600635. [Google Scholar] [CrossRef]
- Weiss, L.; Acquier, P.; Germain, L.; Fleury, E. Microtexture of Ti6Al4V Obtained by Direct Energy Deposition (DED) Process. In Proceedings of the 13th World Conference on Titanium; John Wiley & Sons: Hoboken, NJ, USA, 2016; pp. 1305–1310. [Google Scholar]
- Liu, Y.; Liu, C.; Liu, W.; Ma, Y.; Zhang, C.; Cai, Q.; Liu, B. Microstructure and properties of Ti/Al lightweight graded material by direct laser deposition. Mater. Sci. Technol. 2017, 0836, 2–9. [Google Scholar] [CrossRef]
- Park, J.S.; Lee, M.-G.; Cho, Y.-J.; Sung, J.H.; Jeong, M.-S.; Lee, S.-K.; Choi, Y.-J.; Kim, D.H. Effect of heat treatment on the characteristics of tool steel deposited by the directed energy deposition process. Met. Mater. Int. 2016, 22, 143–147. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, S.; Liu, W.; Shang, X. Characterization of stainless steel parts by Laser Metal Deposition Shaping. Mater. Des. J. 2014, 55, 104–119. [Google Scholar] [CrossRef]
- Mahmood, K.; Pinkerton, A.J. Direct laser deposition with different types of 316L steel particle: A comparative study of final part properties. J. Eng. Manuf. 2013, 227, 520–531. [Google Scholar] [CrossRef]
- Demir, A.G. Micro laser metal wire deposition for additive manufacturing of thin-walled structures. Opt. Lasers Eng. 2018, 100, 9–17. [Google Scholar] [CrossRef]
- Christiansson, A.; Lennartson, B. Height control of laser metal-wire deposition based on iterative learning control and 3D scanning. Opt. Lasers Eng. J. 2012, 50, 1230–1241. [Google Scholar]
- Gong, X.; Luo, J.; Hu, D. Effect of scanning path on temperature field in laser cladding. IOP Conf. Ser. Mater. Sci. Eng. 2017, 207, 012039. [Google Scholar] [CrossRef]
- De Oliveira, U.; Ocelík, V.; De Hosson, J.T.M. Analysis of coaxial laser cladding processing conditions. Surf. Coatings Technol. 2005, 197, 127–136. [Google Scholar] [CrossRef]
- Oliari, S.H.; Sofia, A.; Monteiro, C.; Schulz, M. Additive Manufacturing of H11 with Wire-Based Laser Metal Deposition. Soldag. Inspeção 2017, 22, 1–14. [Google Scholar] [CrossRef]
- Kaplan, A.F.H.; Groboth, G. Process Analysis of Laser Beam Cladding. J. Manuf. Sci. Eng. 2001, 123, 609–614. [Google Scholar] [CrossRef]
- Corbin, D.J.; Nassar, A.R.; Reutzel, E.W.; Beese, A.M.; Kistler, N.A. Effect of directed energy deposition processing parameters on laser deposited Inconel ® 718: External morphology. J. Laser Appl. 2017, 29, 022001. [Google Scholar] [CrossRef]
- Scipioni Bertoli, U.; Wolfer, A.J.; Matthews, M.J.; Delplanque, J.P.R.; Schoenung, J.M. On the limitations of Volumetric Energy Density as a design parameter for Selective Laser Melting. Mater. Des. 2017, 113, 331–340. [Google Scholar] [CrossRef]
- Wang, D.; Song, C.; Yang, Y.; Bai, Y. Investigation of crystal growth mechanism during selective laser melting and mechanical property characterization of 316L stainless steel parts. Mater. Des. 2016, 100, 291–299. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Evaluated LMD Parameter | Min. Level | Max. Level | Level Step | n° of Evaluated Levels |
|---|---|---|---|---|
| P (W) | 100 | 1000 | 50 | 19 |
| F (mm/min) | 150 | 1500 | 50 | 27 |
| Sample | Process Combination | P (W) | F (mm/min) | Es (J/mm2) | Strategy | Overlap (% of the Nominal Track Width) |
|---|---|---|---|---|---|---|
| circular contour | combo 1 | 300 | 450 | 40 | S1, S2 | - |
| combo 2 | 600 | 80 | ||||
| circular overlap | combo 3 | 300 | 450 | 40 | 50–70% | |
| combo 4 | 600 | 80 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mazzucato, F.; Aversa, A.; Doglione, R.; Biamino, S.; Valente, A.; Lombardi, M. Influence of Process Parameters and Deposition Strategy on Laser Metal Deposition of 316L Powder. Metals 2019, 9, 1160. https://doi.org/10.3390/met9111160
Mazzucato F, Aversa A, Doglione R, Biamino S, Valente A, Lombardi M. Influence of Process Parameters and Deposition Strategy on Laser Metal Deposition of 316L Powder. Metals. 2019; 9(11):1160. https://doi.org/10.3390/met9111160
Chicago/Turabian StyleMazzucato, Federico, Alberta Aversa, Roberto Doglione, Sara Biamino, Anna Valente, and Mariangela Lombardi. 2019. "Influence of Process Parameters and Deposition Strategy on Laser Metal Deposition of 316L Powder" Metals 9, no. 11: 1160. https://doi.org/10.3390/met9111160
APA StyleMazzucato, F., Aversa, A., Doglione, R., Biamino, S., Valente, A., & Lombardi, M. (2019). Influence of Process Parameters and Deposition Strategy on Laser Metal Deposition of 316L Powder. Metals, 9(11), 1160. https://doi.org/10.3390/met9111160