Effect of Electric Pulse Current Rapid Aging Treatment on Microstructure and Properties of Al-7Si-0.55Mg Alloy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
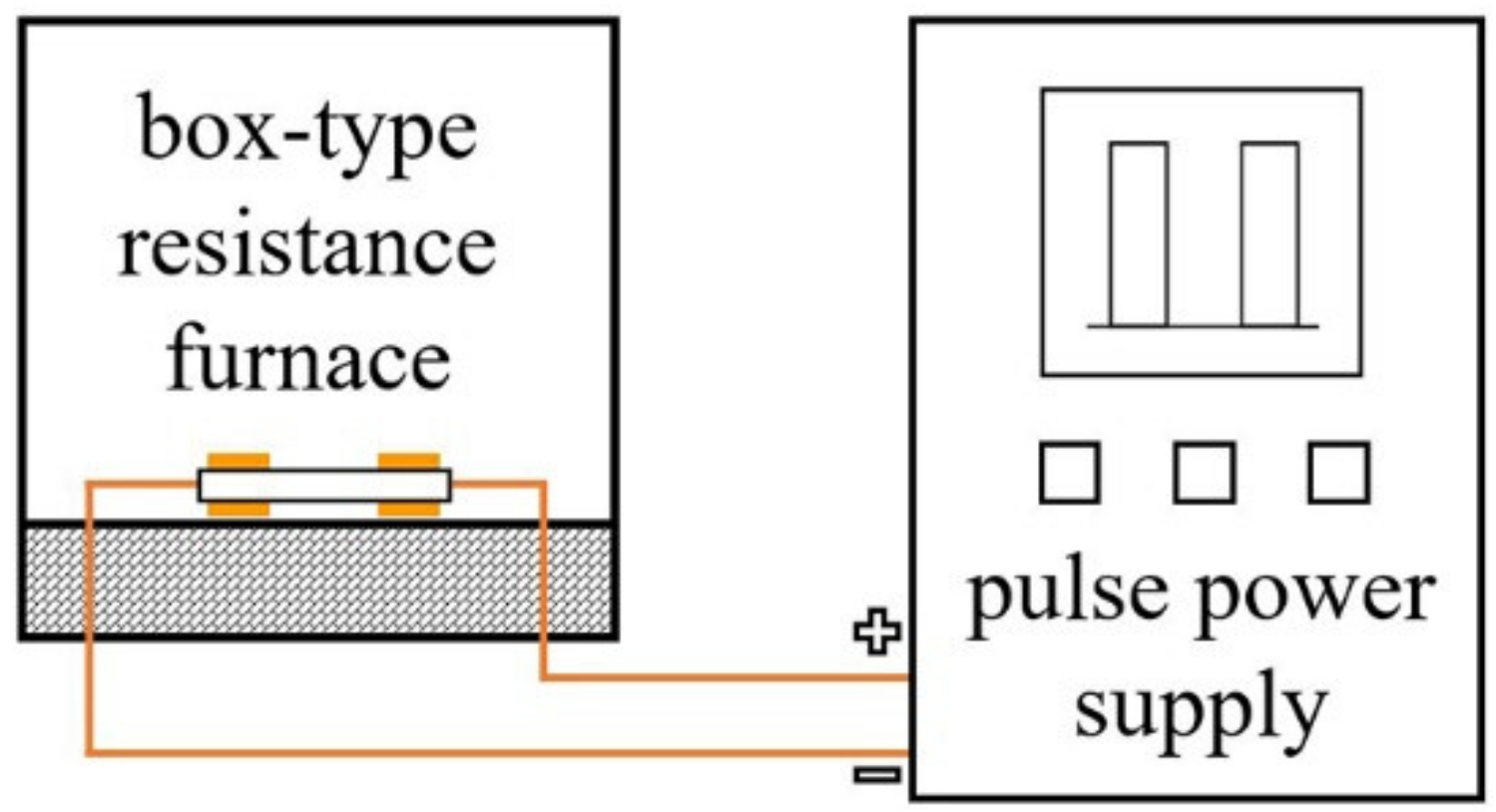
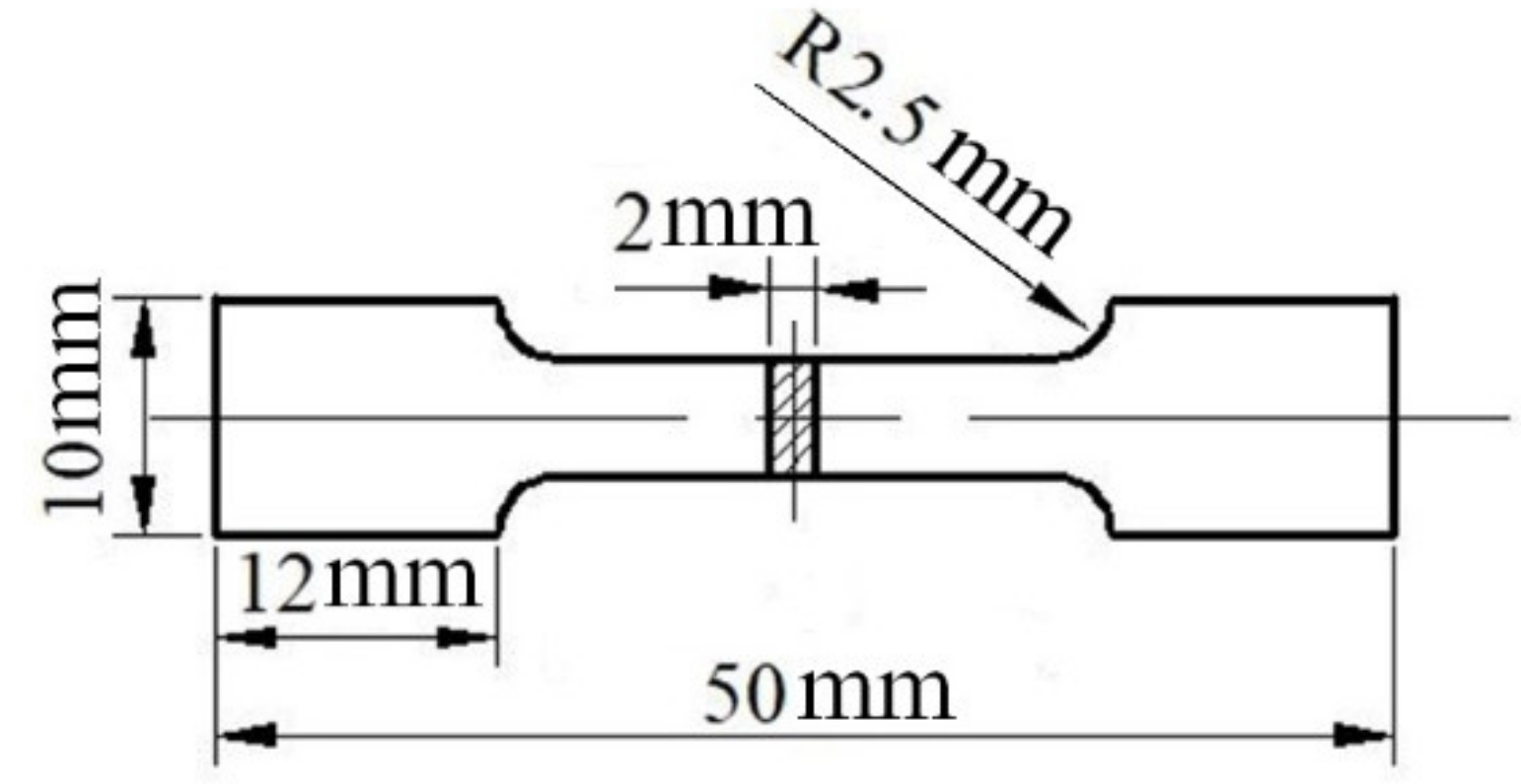
2. Experiments
3. Results
3.1. Microstructure
3.2. Mechanical Properties
4. Discussion
5. Conclusions
- (1)
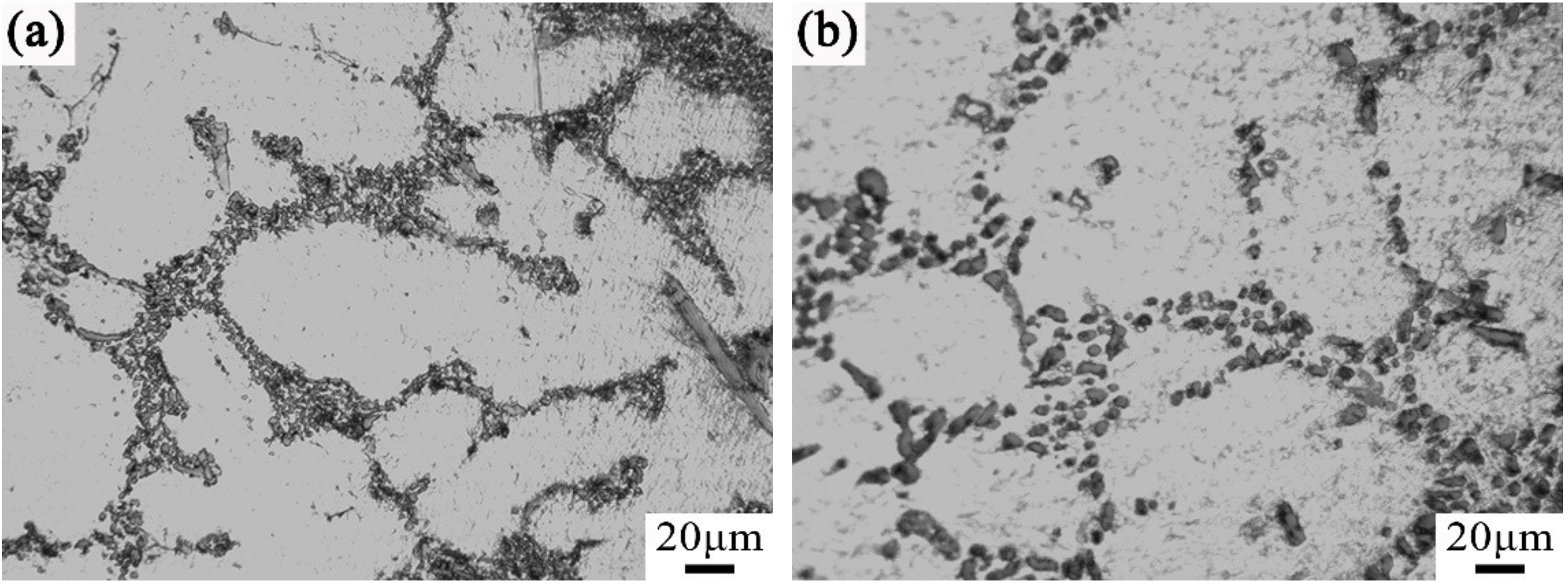
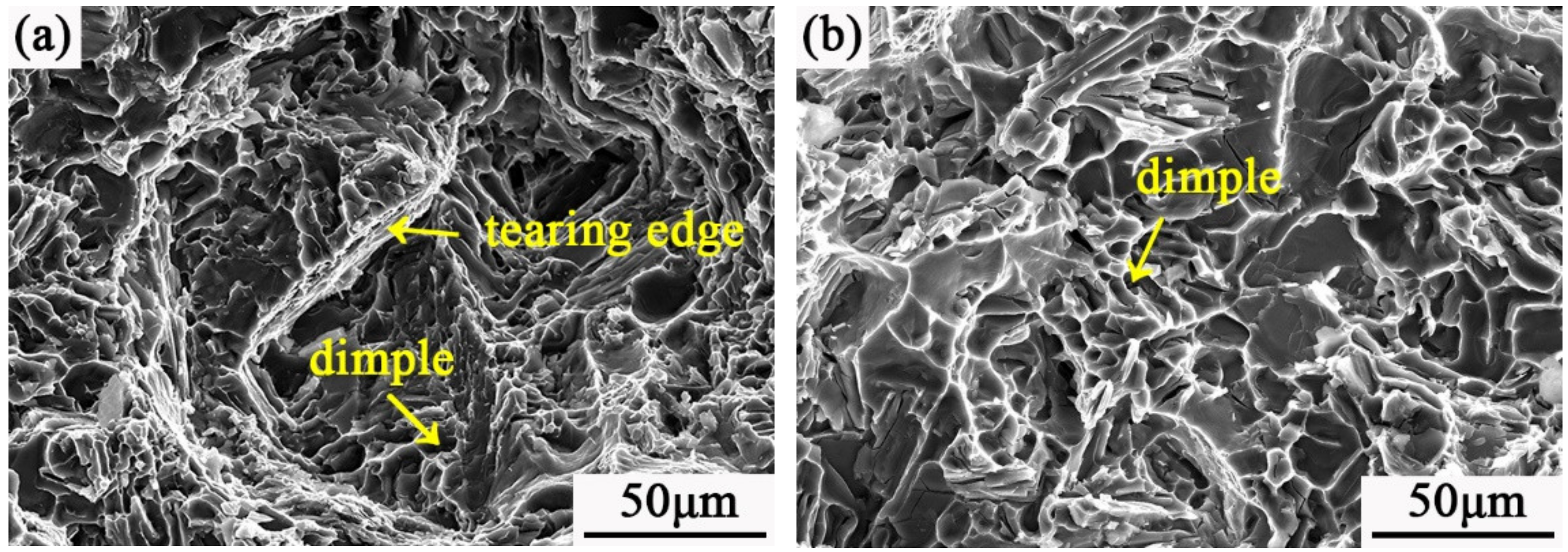
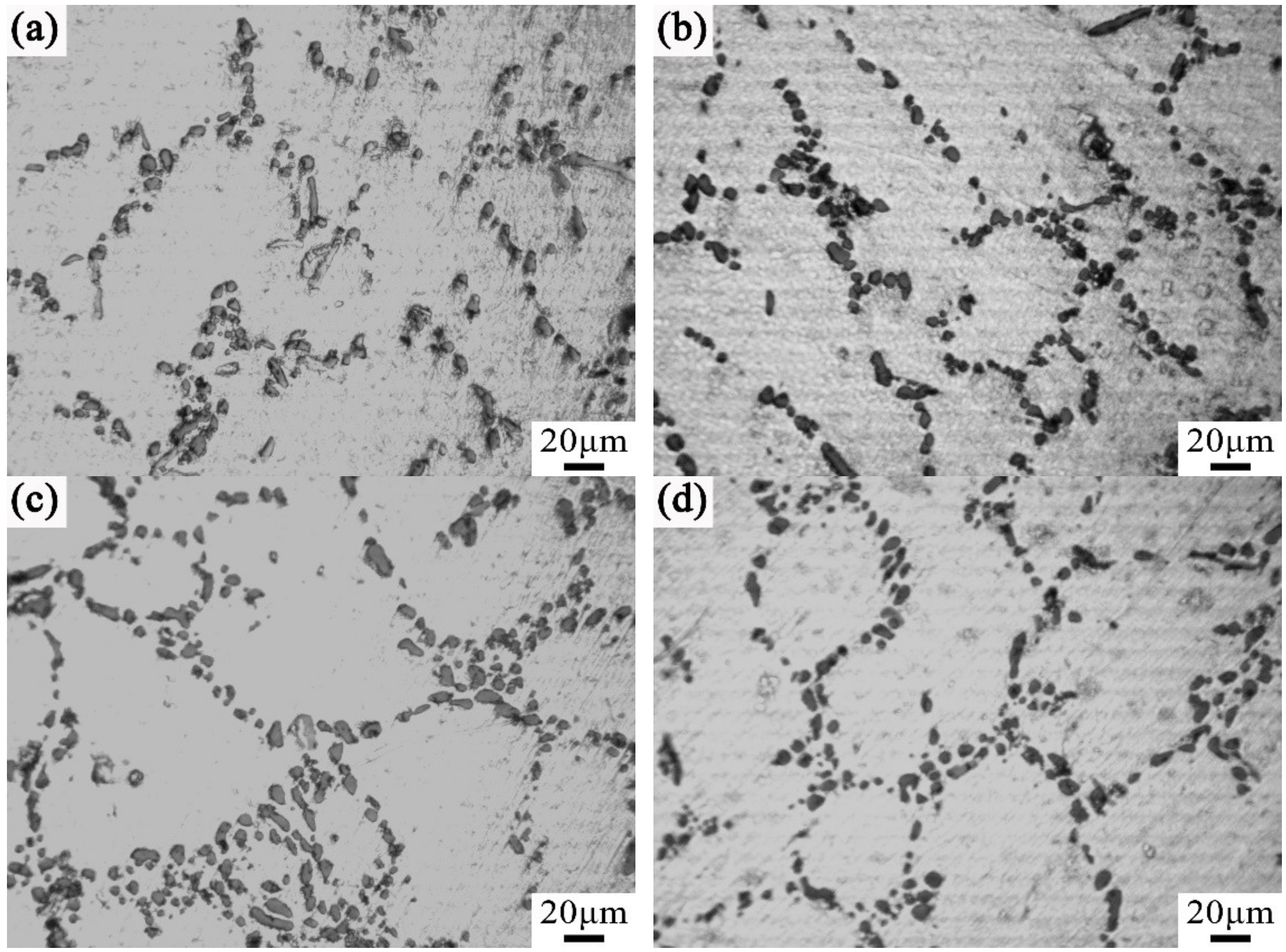
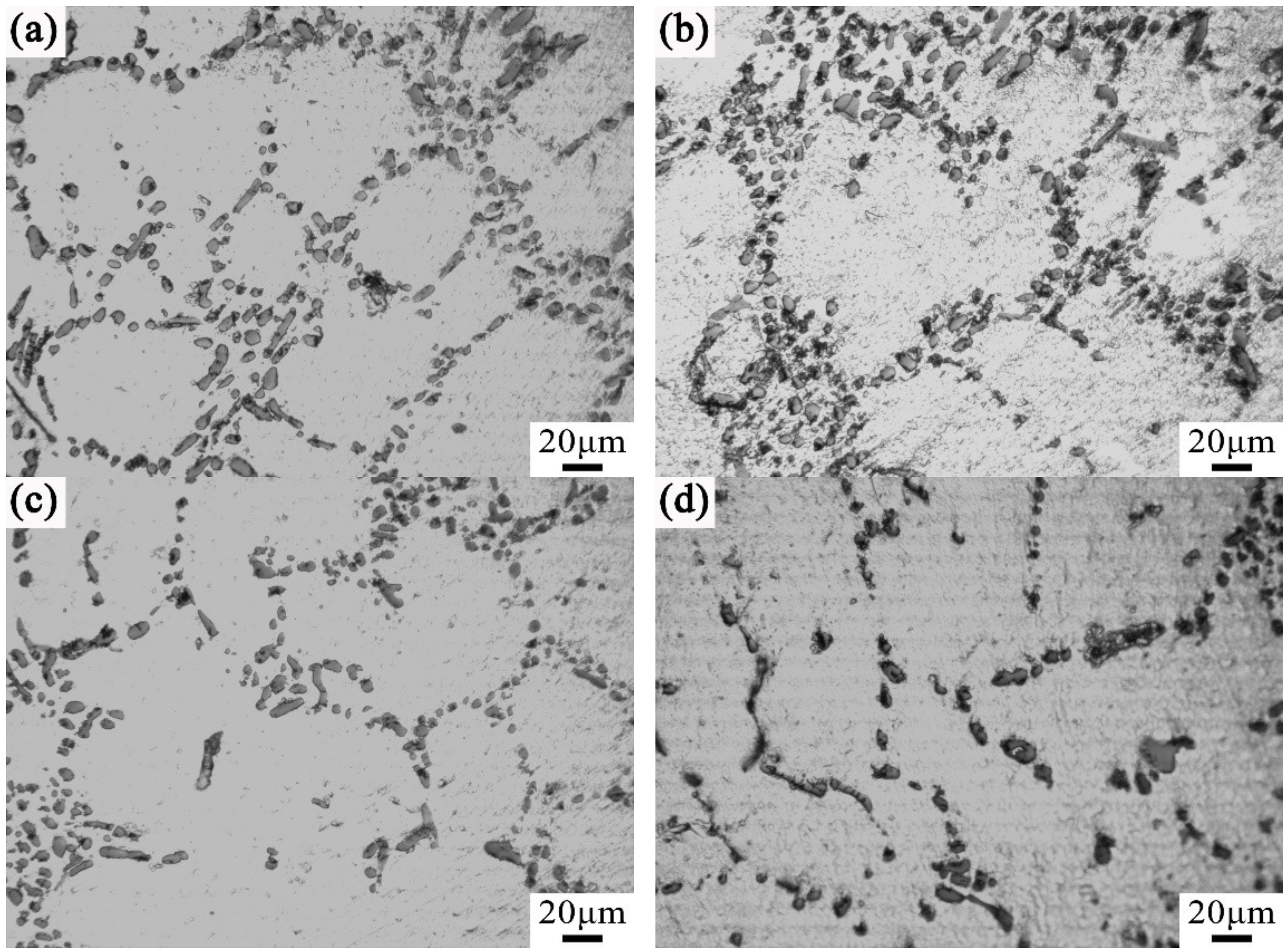
- The microstructure of the as-cast Al-7Si-0.55Mg alloy is mainly composed of the α-Al matrix and eutectic (α-Al + Si). The morphology of eutectics in the alloy is mainly a long and thin strip. Tearing effects play a negative role in the matrix because of its sharp end, which limit the properties of as-cast alloys. During the solid solution treatment of the Al-7Si-0.55Mg alloy, the long strip Si phases were fused and spheroidized into short strips or spheres. Compared with the as-cast alloy, the morphology of eutectic Si distributed along grain boundaries was spherical or as a short rod after heat treatment.
- (2)
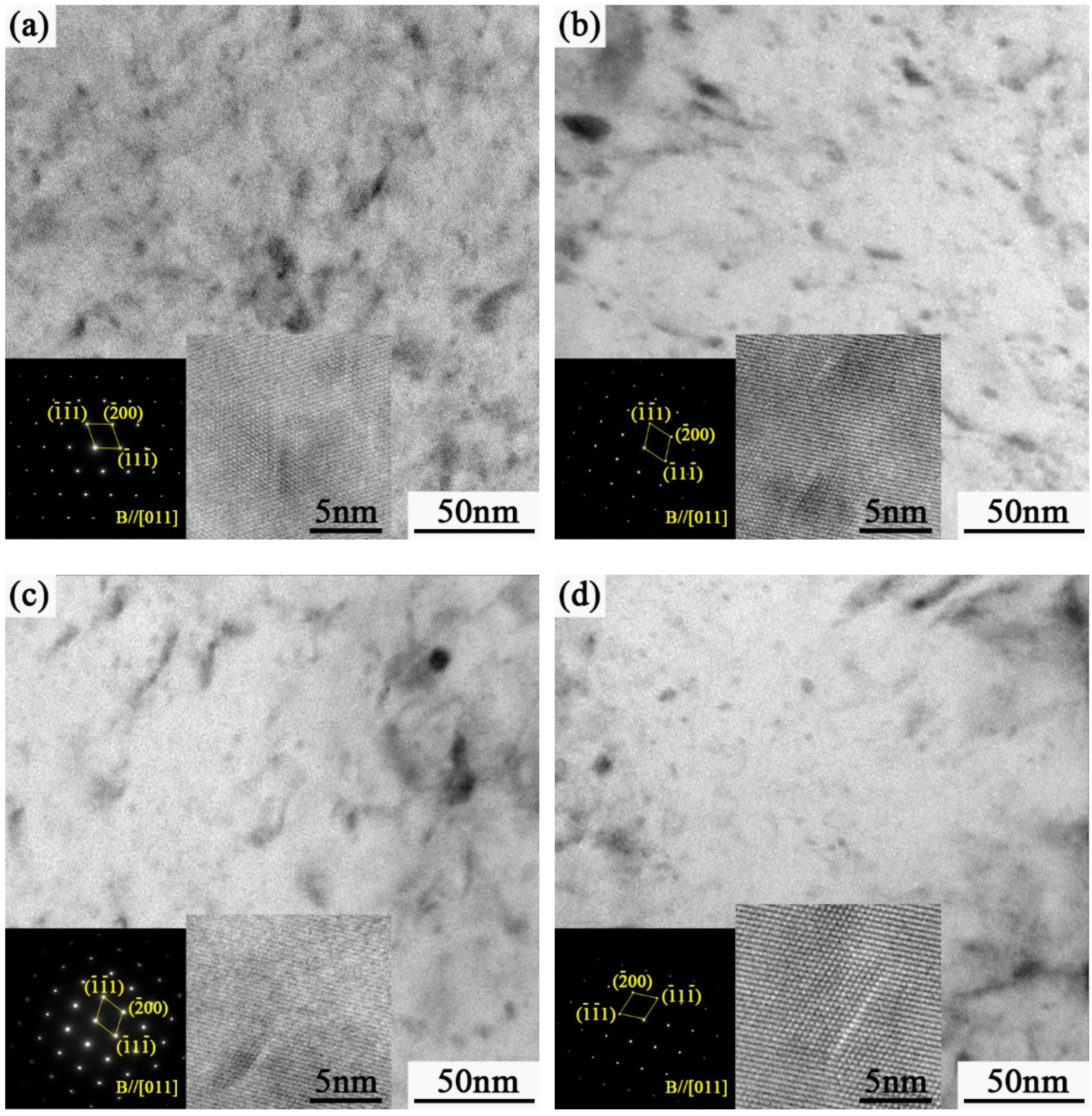
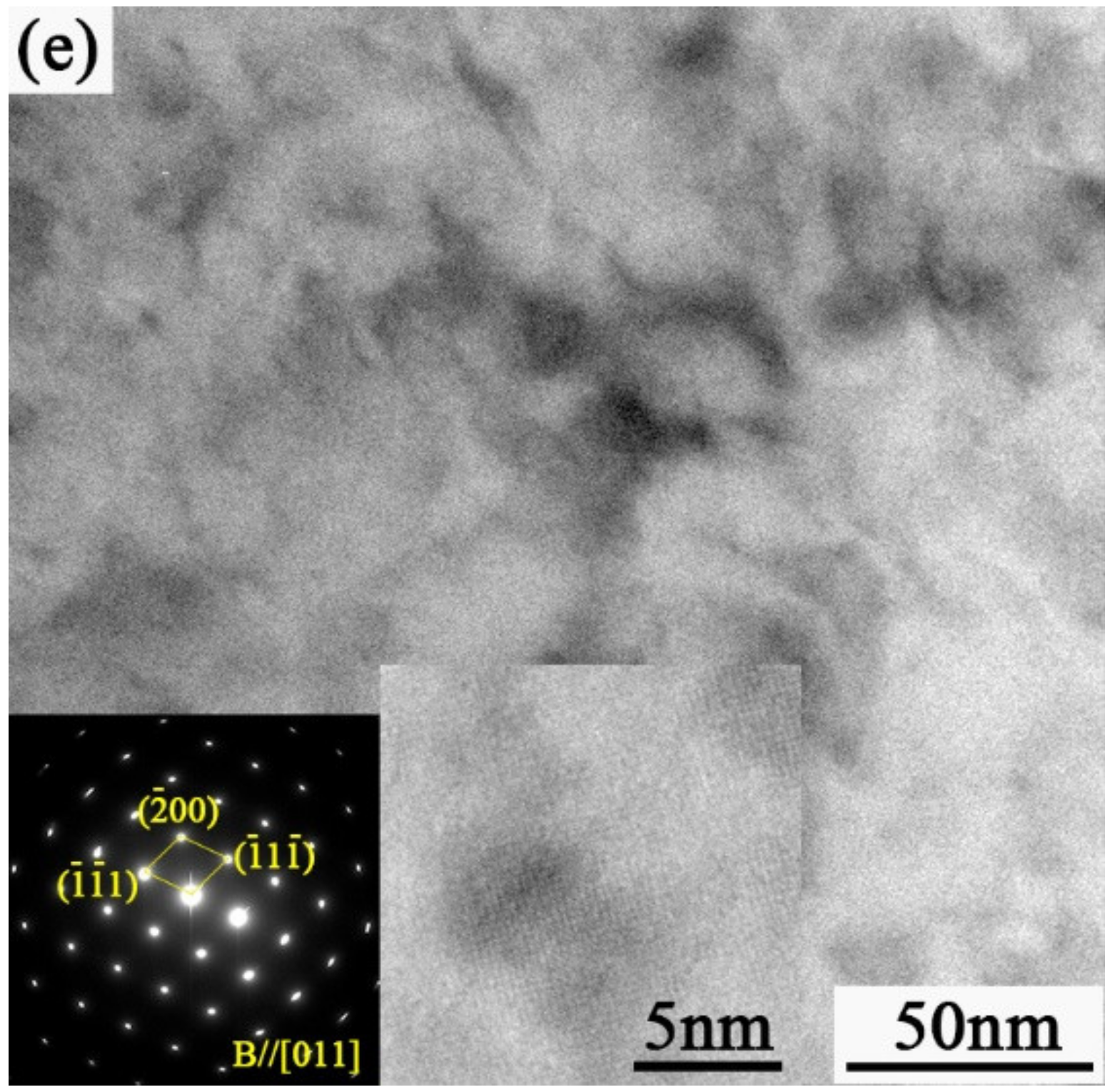
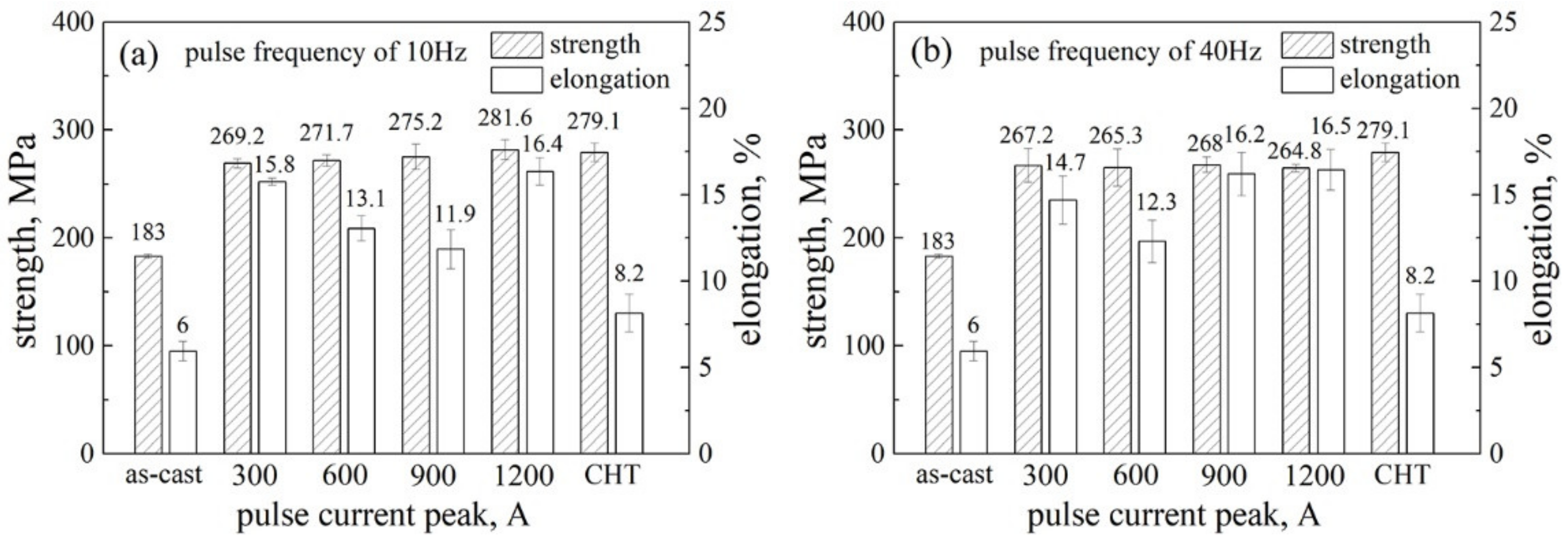
- The strength and elongation of the as-cast Al-7Si-0.55Mg alloy were 183 MPa and 6%, respectively. After conventional heat treatment, the tensile strength and elongation of the alloy were significantly increased to 279.1 MPa and 8.2%. The elongation of the Al-7Si-0.55Mg alloy was significantly improved after electric pulse assisted aging, which was higher than that after conventional heat treatment. The strength of the Al-7Si-0.55Mg alloy after electric pulse assisted aging was similar to that of conventional heat treatment. When the pulse frequency and pulse current were 10 Hz and 1200 A, the strength and elongation of the alloy were the highest. Compared with conventional heat treatment, although the time of electric pulse assisted aging treatment was 3 h shorter than that of conventional aging, the spherical precipitates were more evenly distributed in the α-Al matrix. The pulse current promoted the nucleation and growth process of precipitates, which provided priority conditions for the nucleation of the precipitates phase.
Author Contributions
Funding
Conflicts of Interest
References
- Daswa, P.; Moller, H.; Govender, G. Overageing Characteristics of Alloy A356 and Al-Mg-Si Casting Alloys. Solid State Phenom. 2019, 285, 75–80. [Google Scholar] [CrossRef]
- Zhan, H.; Hu, B. Analyzing the microstructural evolution and hardening response of an Al-Si-Mg casting alloy with Cr addition. Mater. Charact. 2018, 142, 602–612. [Google Scholar] [CrossRef]
- Yu, S.B.; Kim, M.S. Microstructure and High Temperature Deformation of Extruded Al-12Si-3Cu-Based Alloy. Metals 2016, 2, 32. [Google Scholar] [CrossRef]
- Ferguson, J.B.; Lopez, H.F.; Cho, K.; Kim, C. Temperature Effects on the Tensile Properties of Precipitation-Hardened Al-Mg-Cu-Si Alloys. Metals 2016, 3, 43. [Google Scholar] [CrossRef]
- Liu, B.; Chen, Z.; Wang, Y.X.; Wang, X.N. The effect of an electric field on the mechanical properties and microstructure of Al-Li alloy containing Ce. Mater. Sci. Eng. A 2001, 313, 69–74. [Google Scholar] [CrossRef]
- Li, X.P.; Li, X.H.; Kure-Chu; Song, Z.; Tang, G.Y. A Comparative Study on the Static Recrystallization Behavior of Cold-Rolled Mg-3Al-1Zn Alloy Stimulated by Electropulse Treatment and Conventional Heat Treatment. Metall. Mater. Trans. A 2017, 49, 613–627. [Google Scholar] [CrossRef]
- Troitskii, O.A. Pressure shaping by the application of a high energy. Mater. Sci. Eng. 1985, 75, 37–50. [Google Scholar] [CrossRef]
- Golovin, Y.I.; Finkel, V.M.; Sletkov, A.A. Effects of current pulses on crack propagation kinetics in silicon iron. Strength Mater. 1977, 9, 204–210. [Google Scholar] [CrossRef]
- Misra, A.K. A novel solidification technique of metals and alloys: Under the influence of applied potential. Metall. Mater. Trans. A 1985, 16, 1354–1355. [Google Scholar] [CrossRef]
- Misra, A.K. Effect of electric potentials on solidification of near eutectic Pb-Sb-Sn alloy. Mater. Lett. 1986, 4, 176–177. [Google Scholar] [CrossRef]
- Conrad, H. Effects of electric current on solid state phase transformations in metals. Mater. Sci. Eng. A 2000, 287, 227–237. [Google Scholar] [CrossRef]
- Zheng, Y.S.; Tang, G.Y.; Kuang, J.; Zheng, X.P. Effect of electropulse on solid solution treatment of 6061 aluminum alloy. J. Alloys Compd. 2014, 615, 849–853. [Google Scholar] [CrossRef]
- Chen, Y.; Pan, Y.; Lu, T.; Tao, S.W.; Wu, J.L. Effects of combinative addition of lanthanum and boron on grain refinement of Al-Si casting alloys. Mater. Des. 2014, 64, 423–426. [Google Scholar] [CrossRef]
- Faccoli, M.; Dioni, D.; Cecchel, S.; Cornacchia, G.; Panvini, A. Optimization of heat treatment of gravity cast Sr-modified B356 aluminum alloy. Trans. Nonferrous Metals Soc. China 2017, 27, 1698–1706. [Google Scholar] [CrossRef]
- Kang, K.J.; Shi, D.Q.; Gao, G.L. Effect of electric pulse aging time on microstructure and properties of ZL114A alloy. Kov. Mater. 2018, 56, 305–311. [Google Scholar] [CrossRef]
- Jiang, Y.B.; Guan, L.; Tang, G.Y.; Shek, C.H.; Zhang, Z.H. Influence of electropulsing treatment on microstructure and mechanical properties of cold-rolled Mg-9Al-1Zn alloy strip. Mater. Sci. Eng. A. 2011, 528, 5627–5635. [Google Scholar] [CrossRef]
- Zhou, Y.Z.; Zhang, W.; Sui, M.L.; Li, D.X.; He, G.H.; Guo, J.D. Formation of a Nanostructure in a Low-carbon Steel Under High Current Density Electropulsing. J. Mater. Res. 2002, 17, 921–924. [Google Scholar] [CrossRef]
- Zhou, Y.Z.; Guo, J.D.; Zhang, W.; He, G.H. Influence of electropulsing on nucleation during phase transformation. J. Mater. Res. 2002, 17, 3012–3014. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Thermodynamics of phase transitions in current carrying conductors. Phys. Rev. B 1993, 47, 14778–14785. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Peculiarities of coexistence of phases with different electric conductivities under the influence of electric current. Mater. Sci. Eng. A 2000, 287, 219–226. [Google Scholar] [CrossRef]
- Dolinsky, Y.; Elperin, T. Phase transitions in fractal clusters in the presence of electric fields. Phys. Rev. B 2000, 62, 12656–12659. [Google Scholar] [CrossRef]
- Zhang, J.; Zhan, L.H.; Jia, S.F. Effects of Electric Pulse Current on the Aging Kinetics of 2219 Aluminum Alloy. Adv. Mater. Sci. Eng. 2014, 2014, 240879. [Google Scholar] [CrossRef]
- Rahnama, A.; Qin, R.S. Electropulse-induced microstructural evolution in a ferritic-pearlitic 0.14% C steel. Scr. Mater. 2015, 96, 17–20. [Google Scholar] [CrossRef]










© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, K.; Li, D.; Gao, G.; Wang, A.; Shi, D. Effect of Electric Pulse Current Rapid Aging Treatment on Microstructure and Properties of Al-7Si-0.55Mg Alloy. Metals 2019, 9, 1103. https://doi.org/10.3390/met9101103
Kang K, Li D, Gao G, Wang A, Shi D. Effect of Electric Pulse Current Rapid Aging Treatment on Microstructure and Properties of Al-7Si-0.55Mg Alloy. Metals. 2019; 9(10):1103. https://doi.org/10.3390/met9101103
Chicago/Turabian StyleKang, Kaijiao, Dayong Li, Guili Gao, Ao Wang, and Dequan Shi. 2019. "Effect of Electric Pulse Current Rapid Aging Treatment on Microstructure and Properties of Al-7Si-0.55Mg Alloy" Metals 9, no. 10: 1103. https://doi.org/10.3390/met9101103
APA StyleKang, K., Li, D., Gao, G., Wang, A., & Shi, D. (2019). Effect of Electric Pulse Current Rapid Aging Treatment on Microstructure and Properties of Al-7Si-0.55Mg Alloy. Metals, 9(10), 1103. https://doi.org/10.3390/met9101103