Effect of Si Addition on Mechanical and Electrochemical Properties of Al-Fe-Cu-La Alloy for Current Collector of Lithium Battery

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
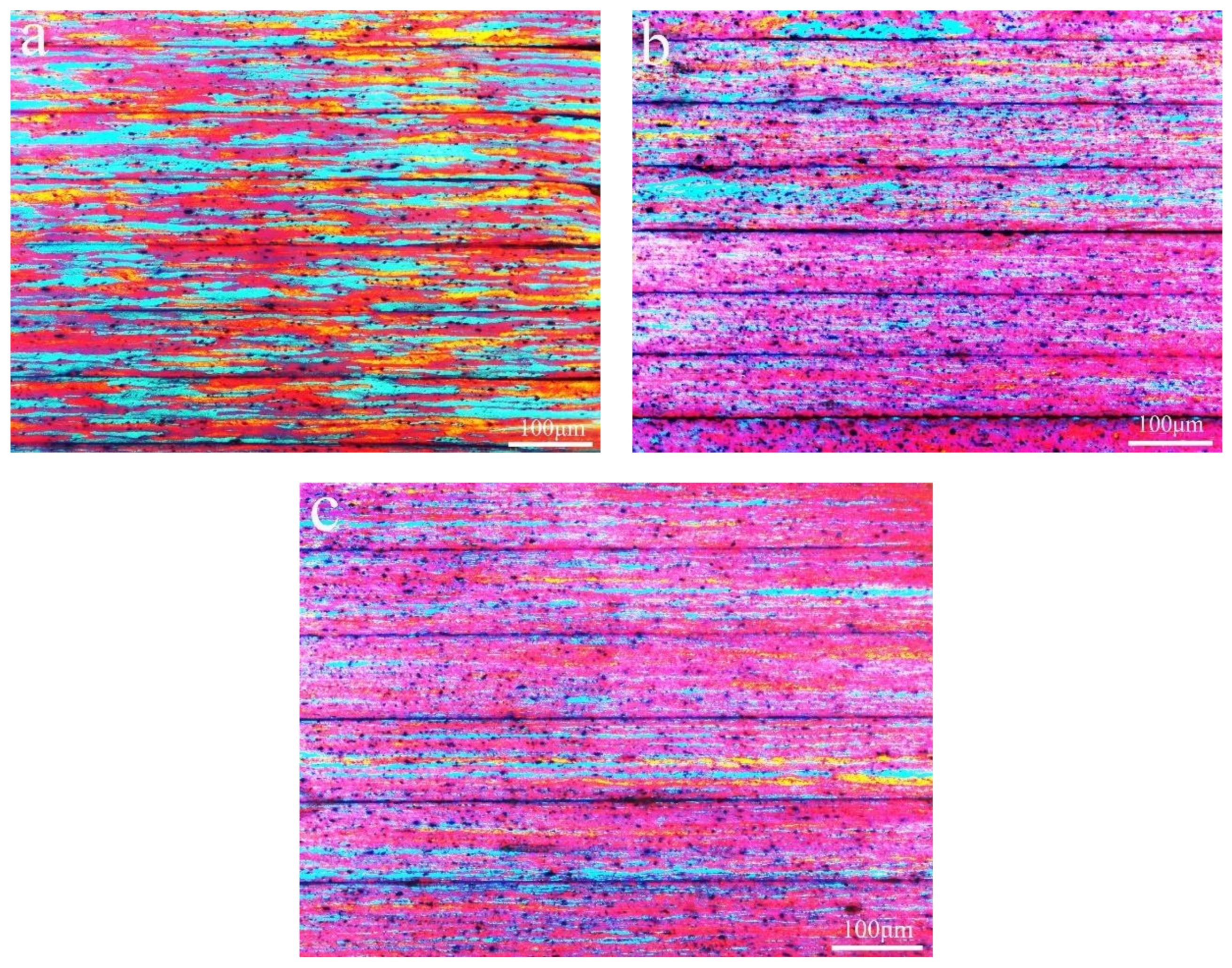
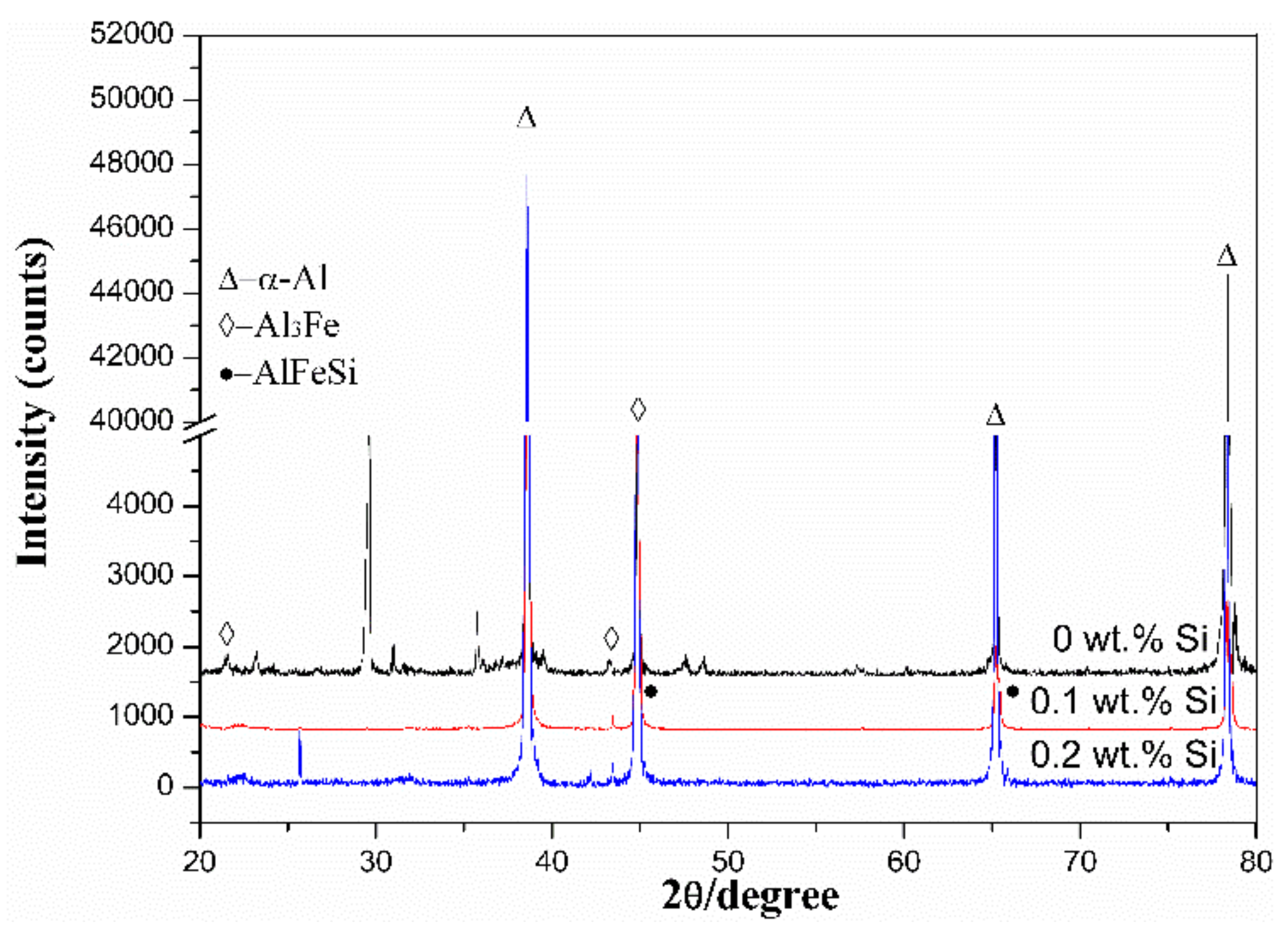
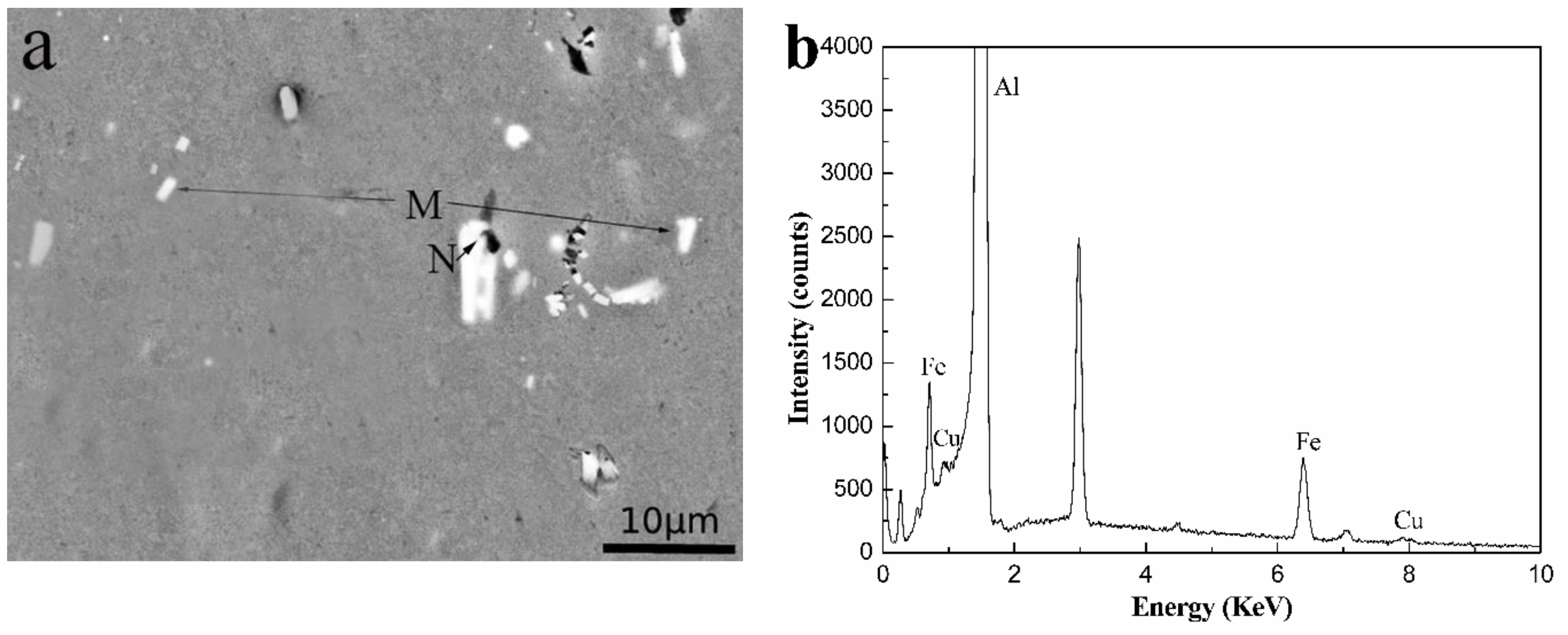
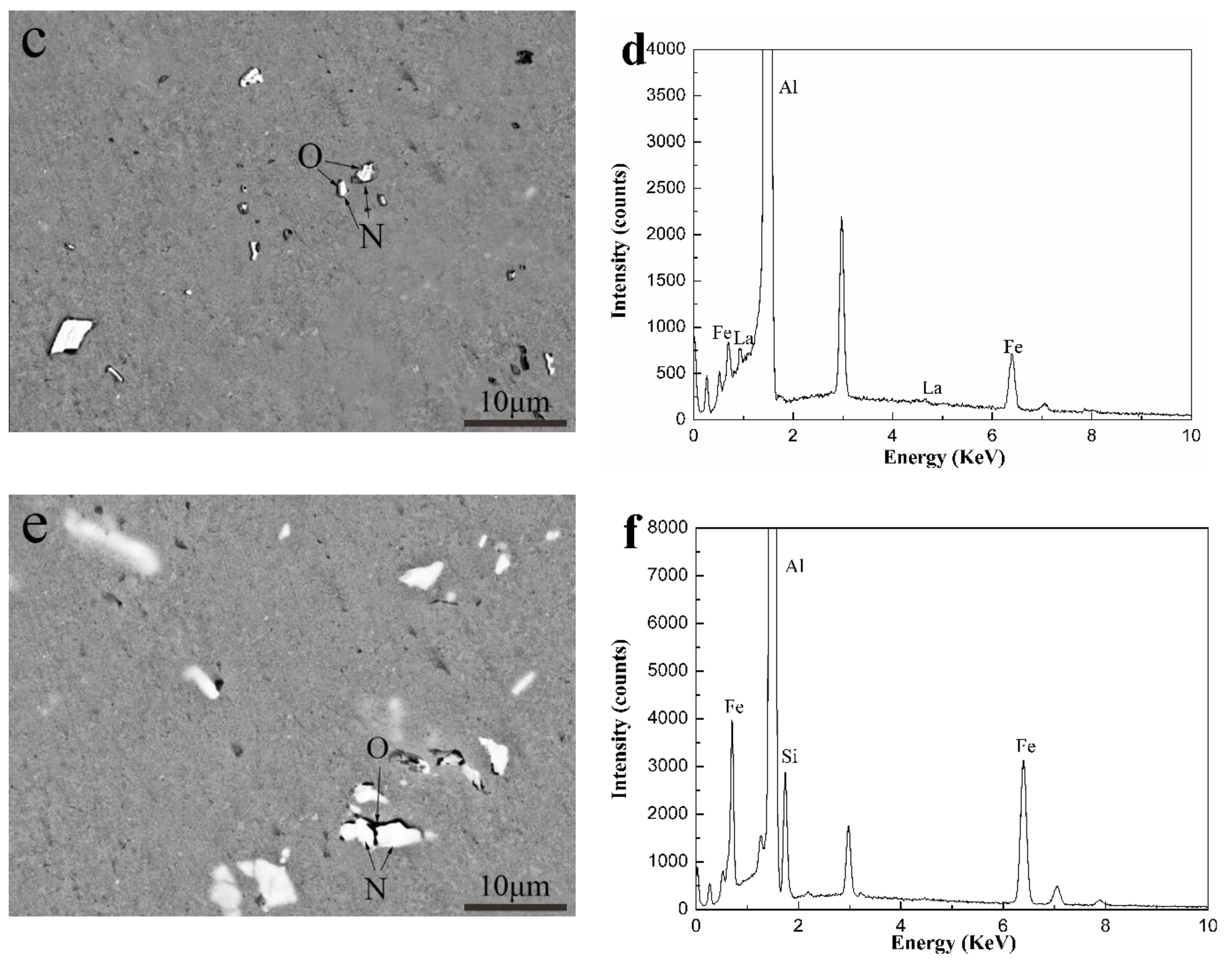
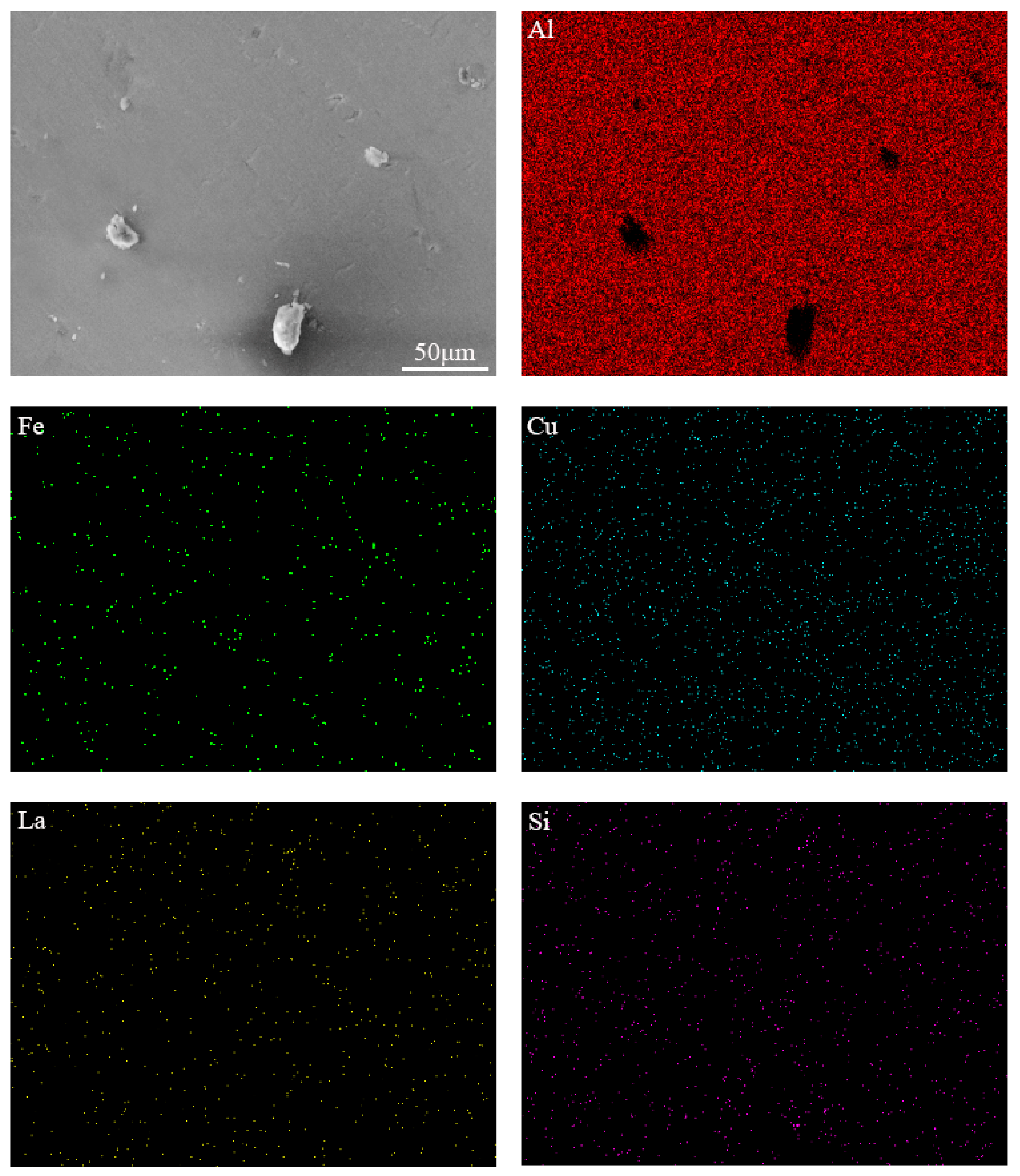
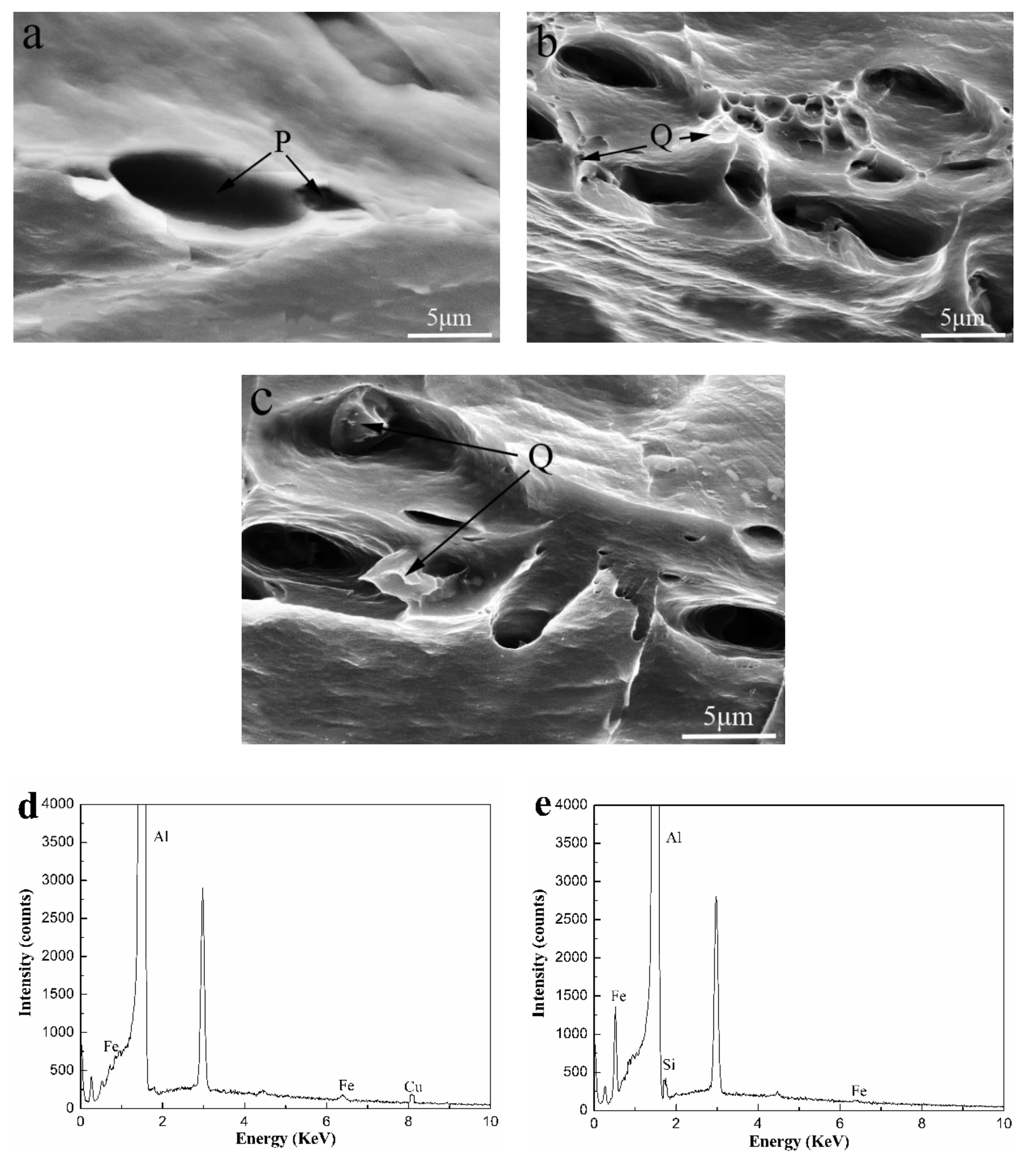
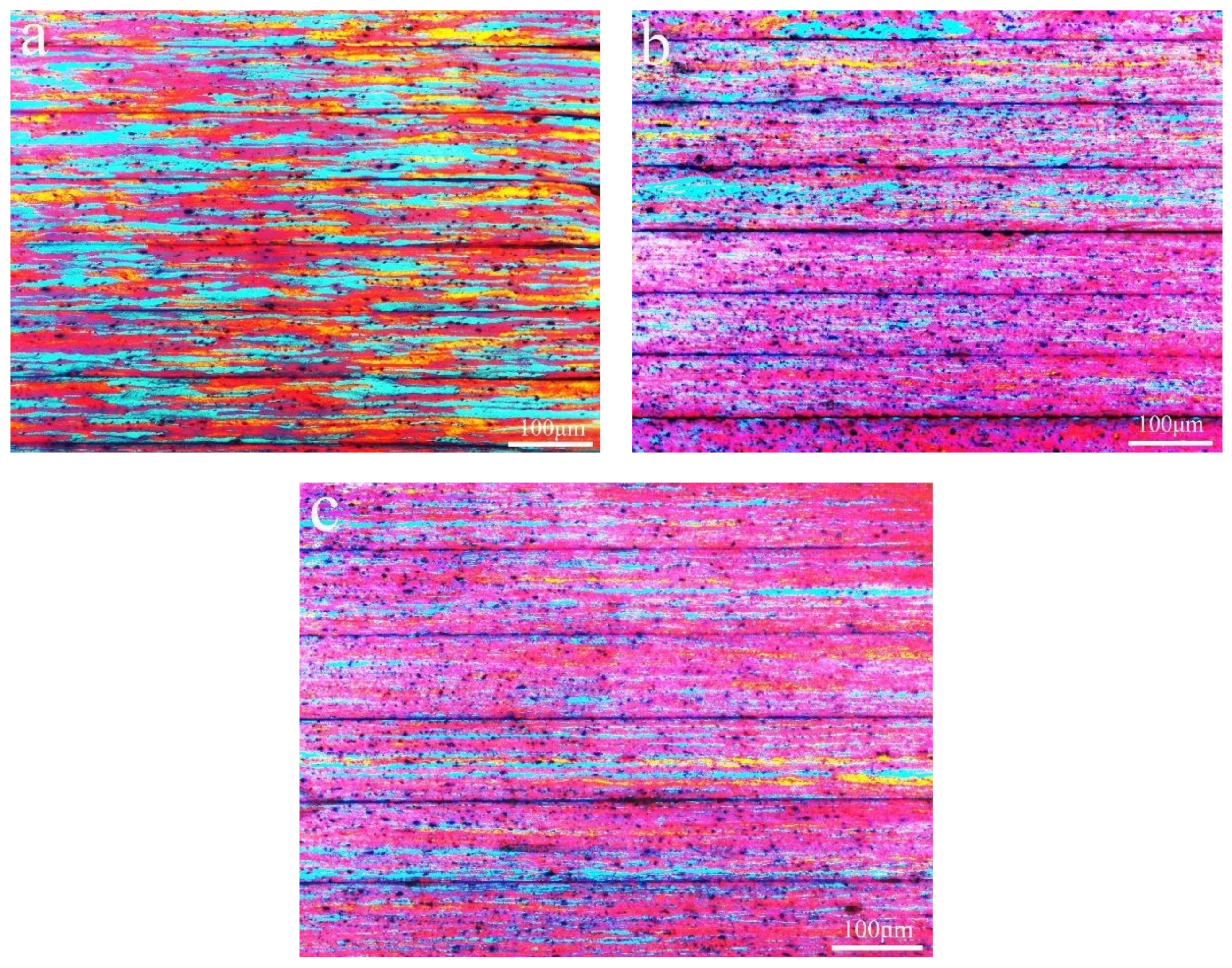
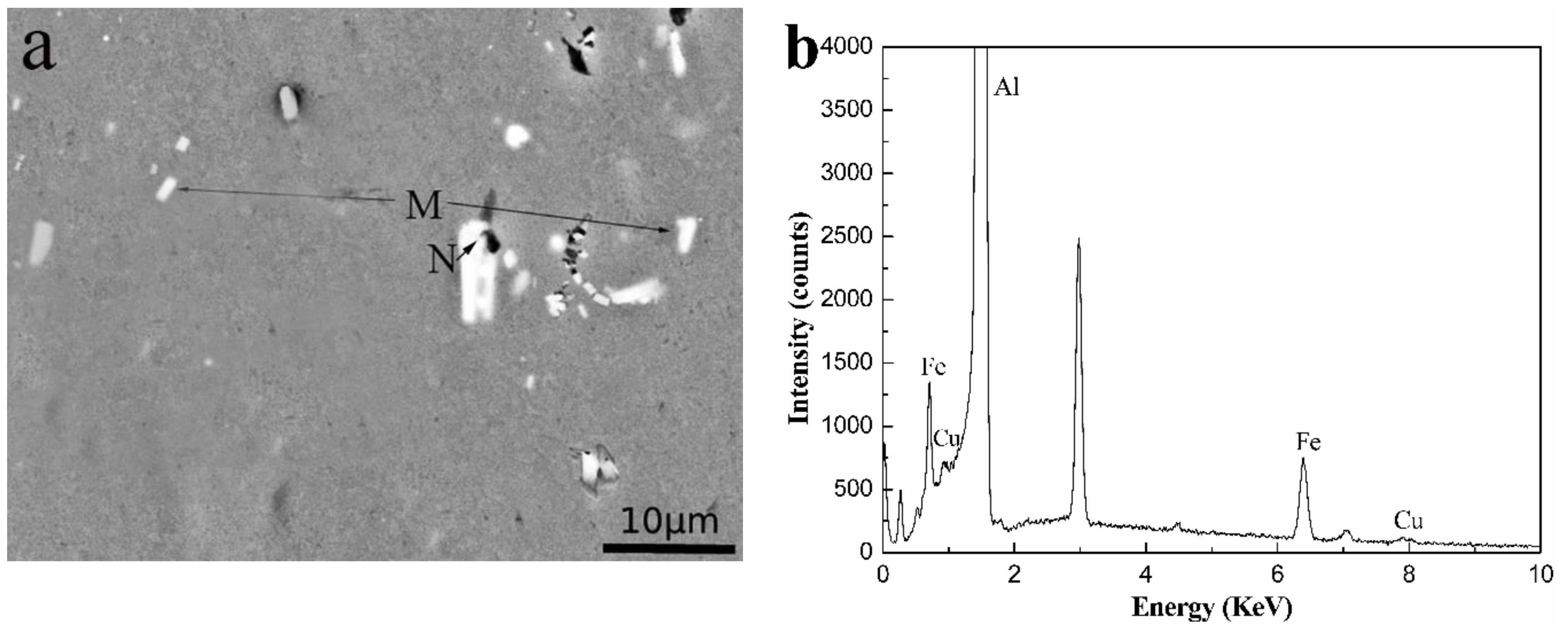
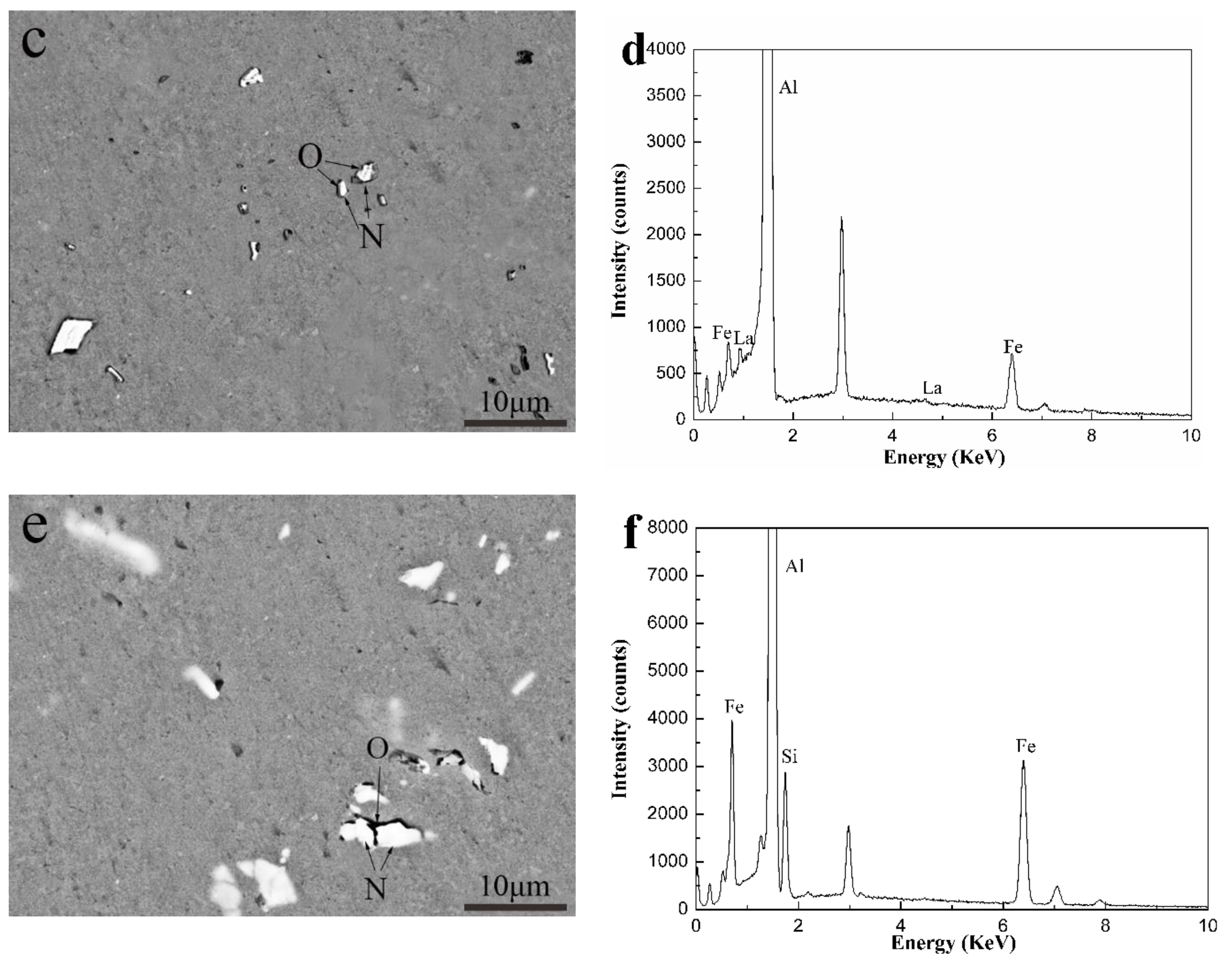
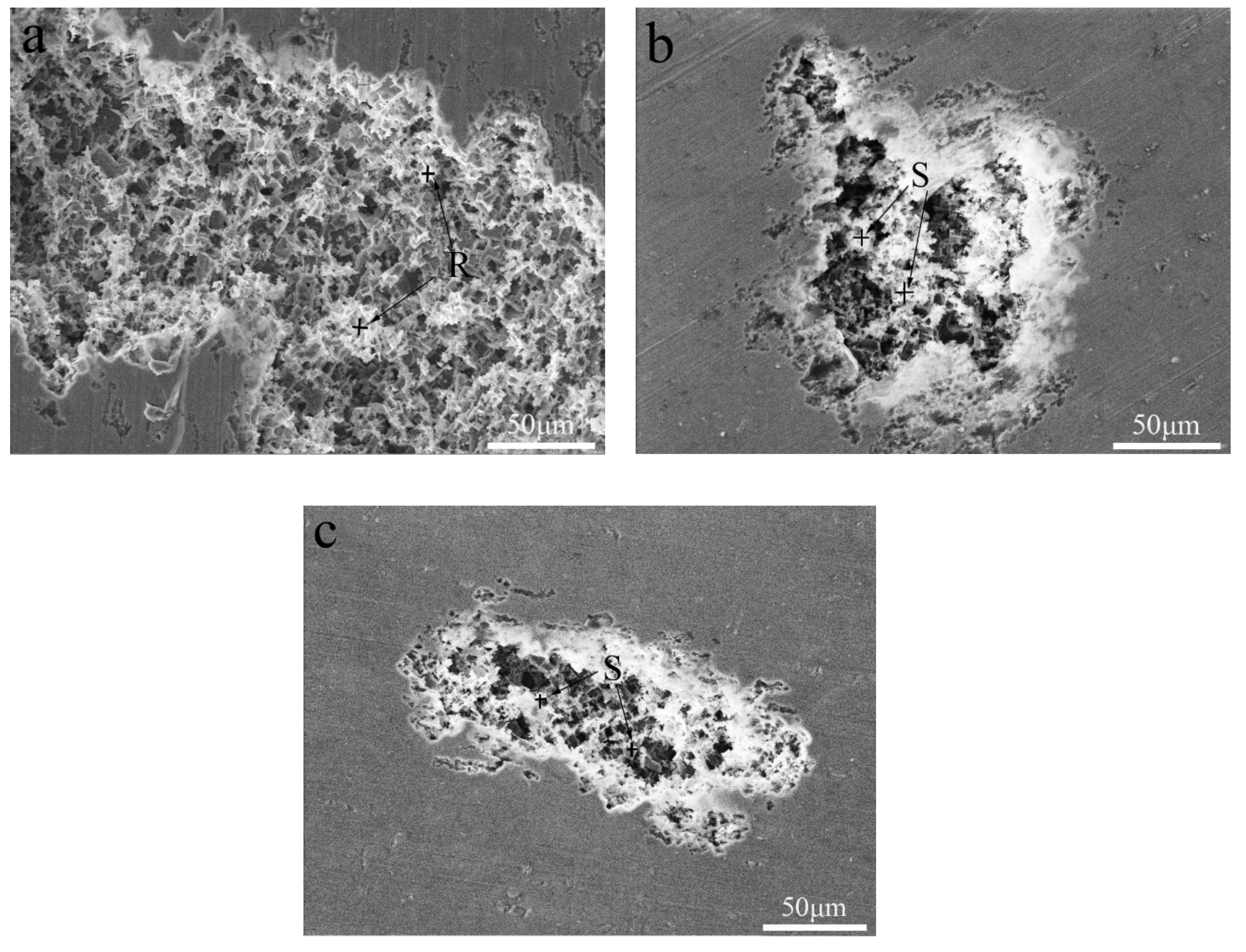
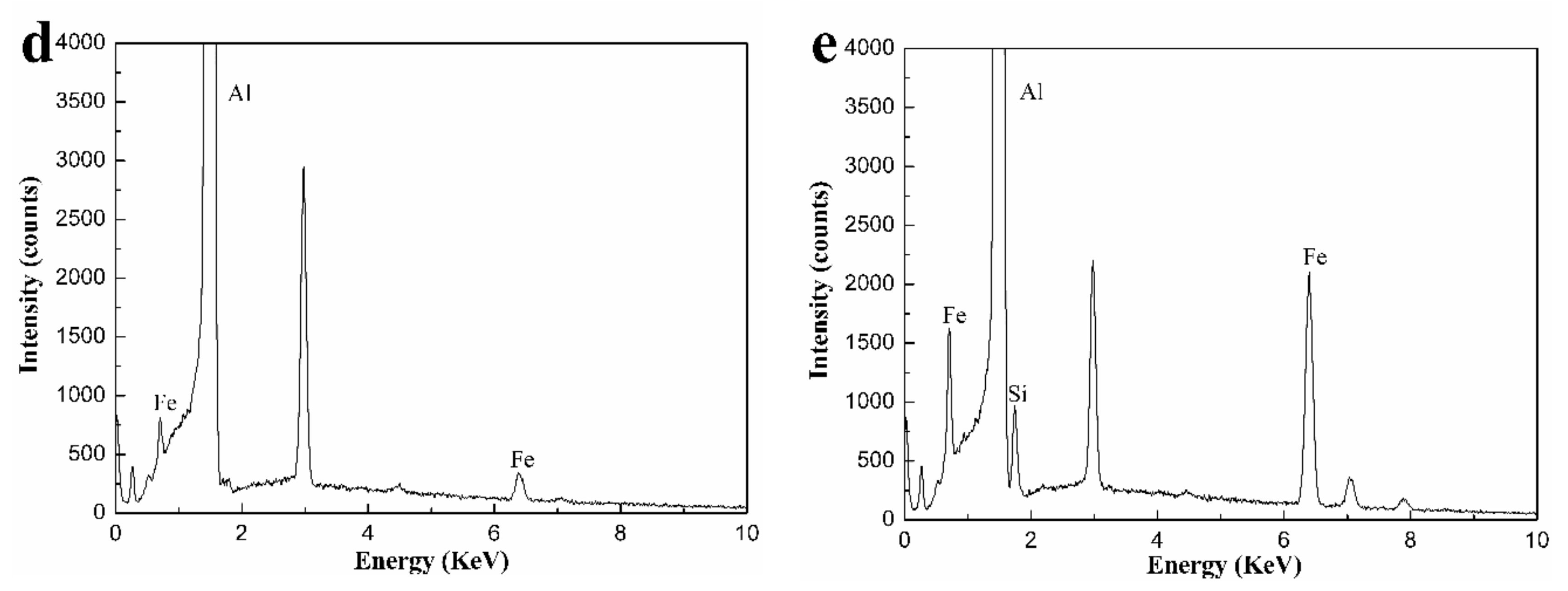
3.1. Microstructure
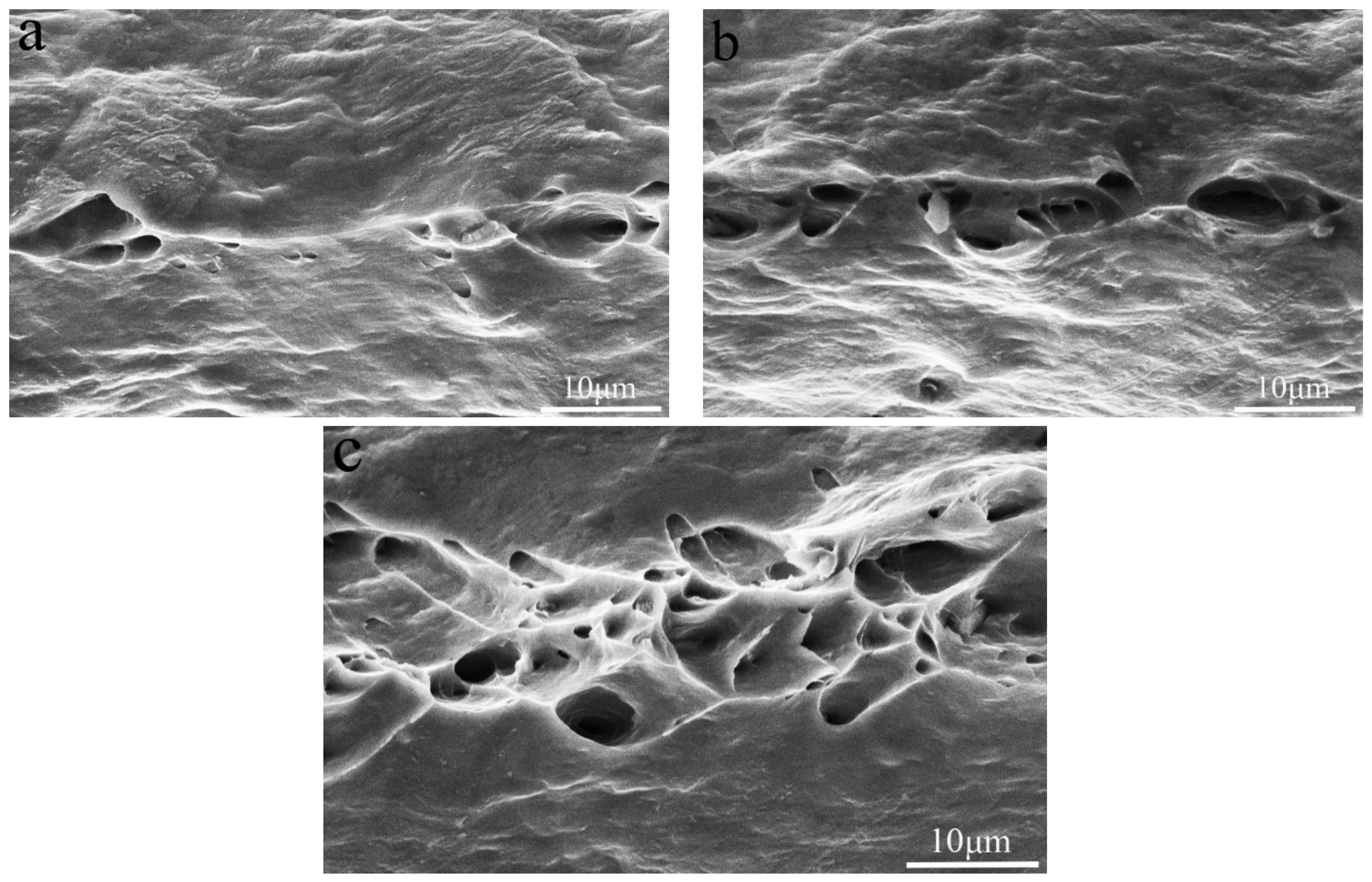
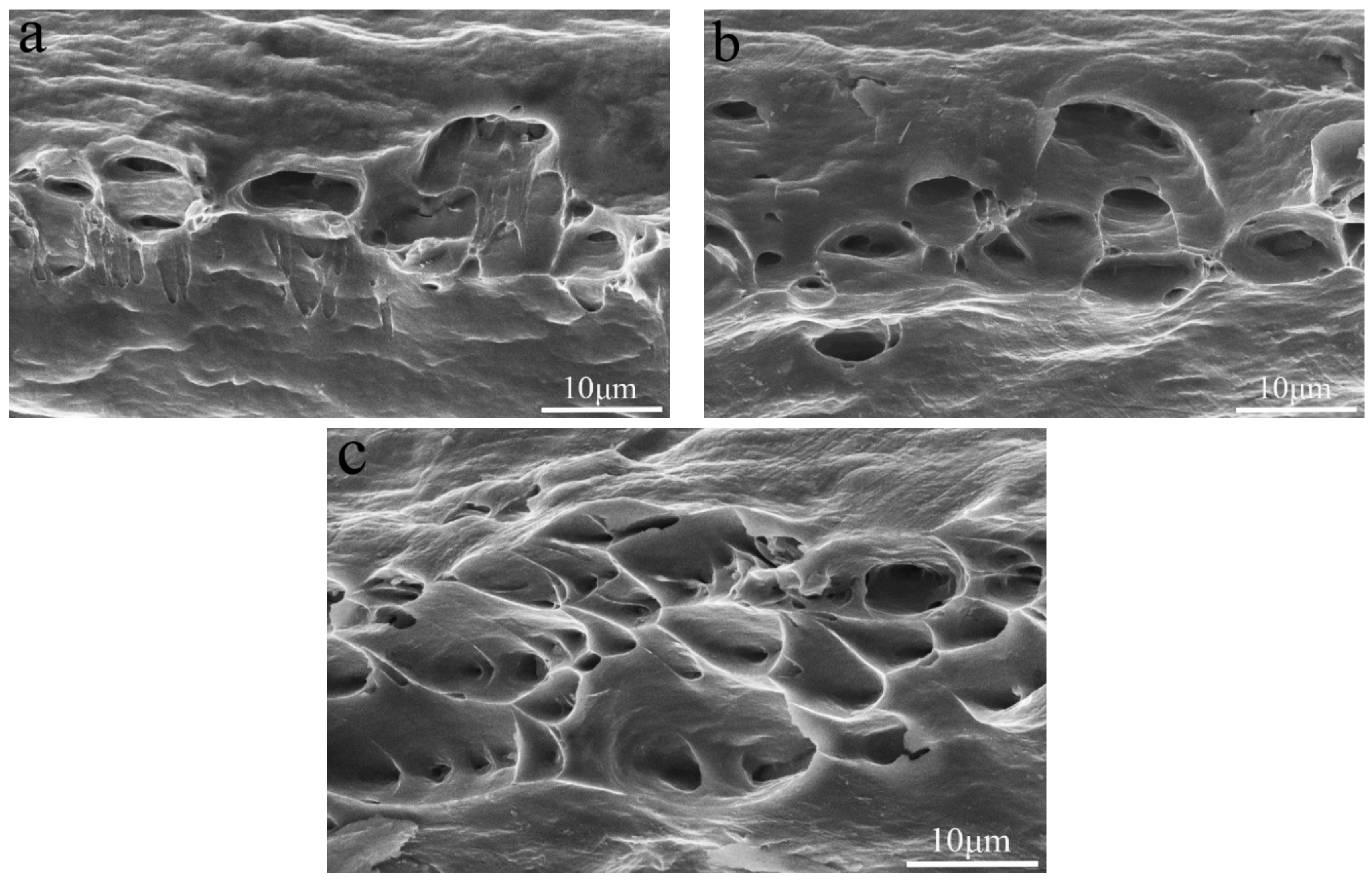
3.2. Mechanical Properties
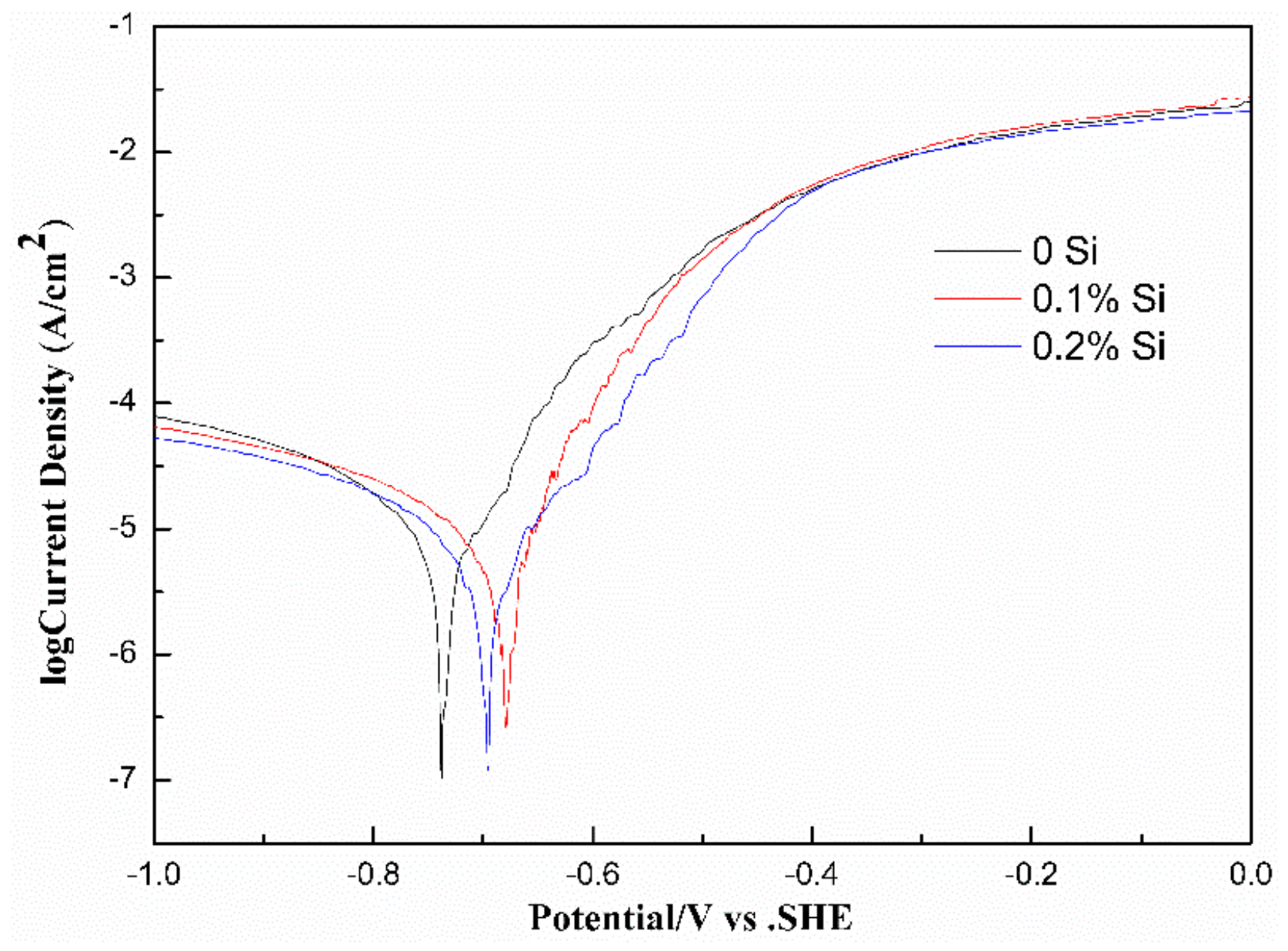
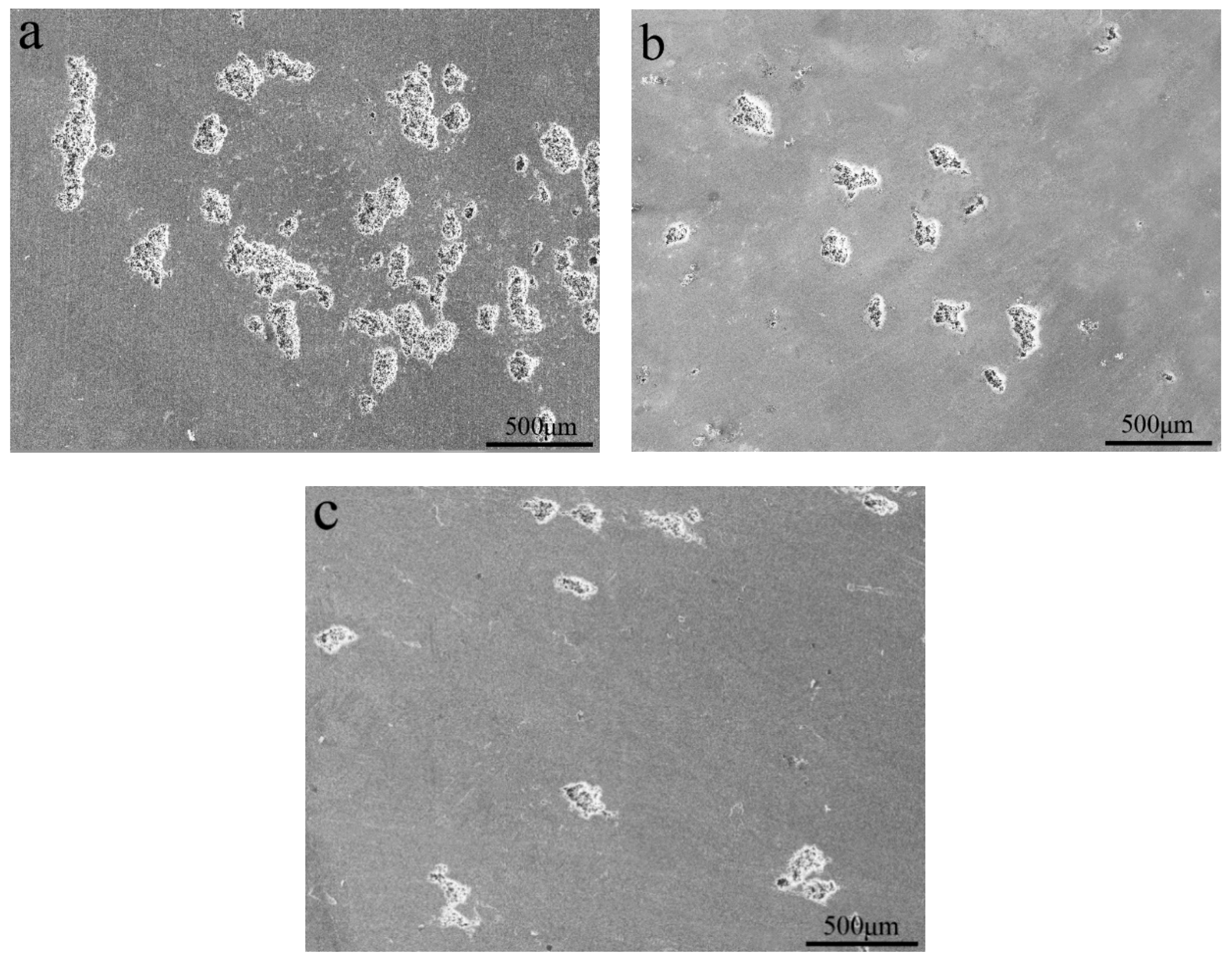
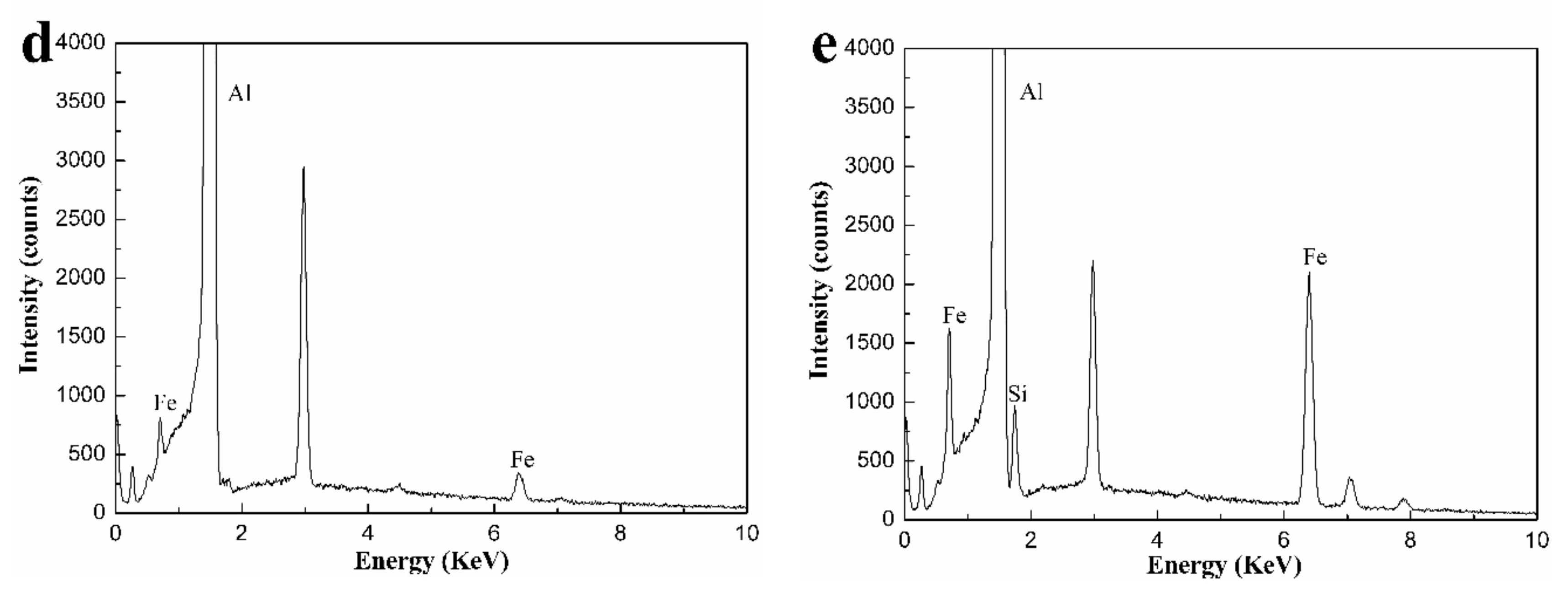
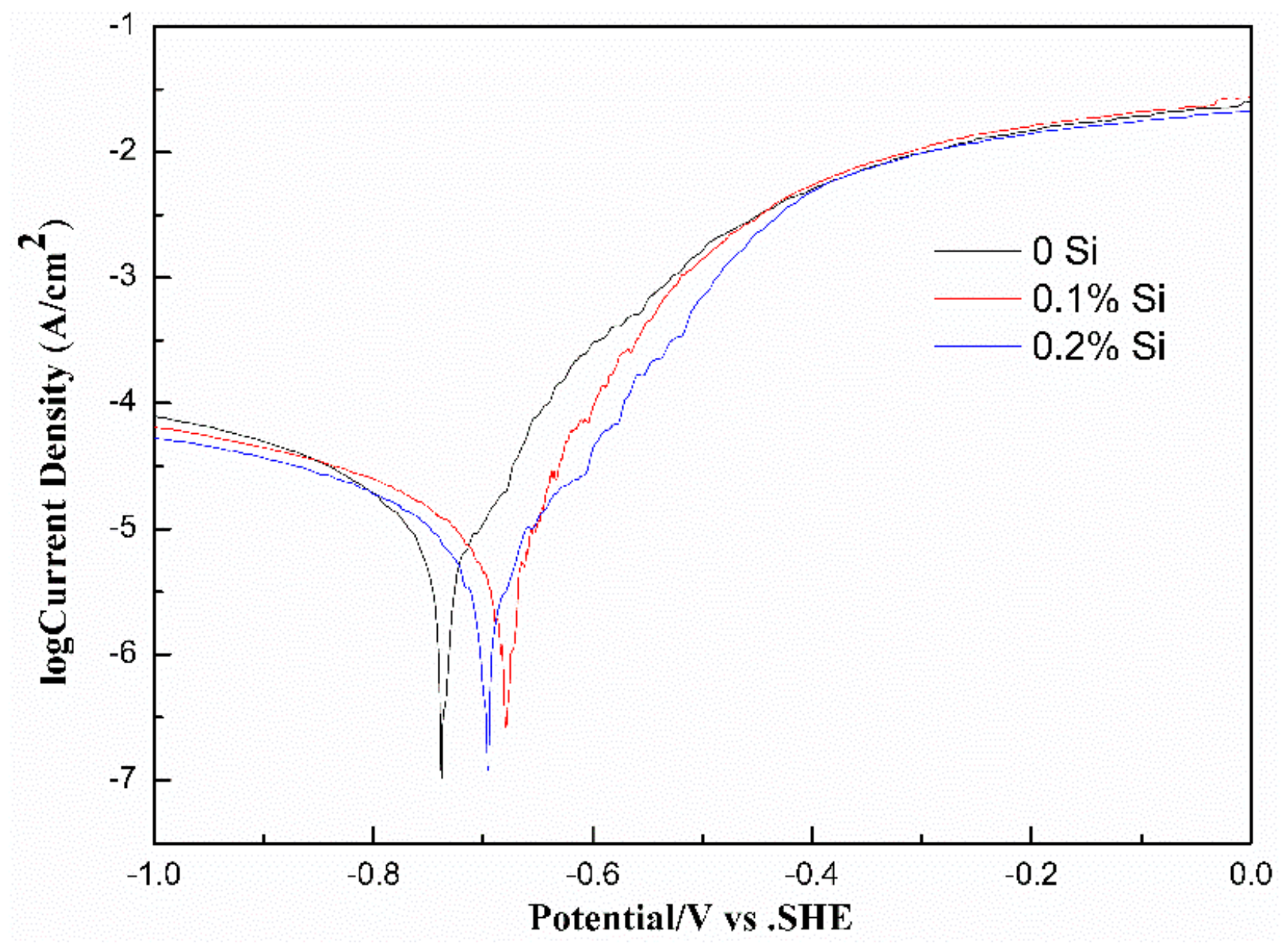
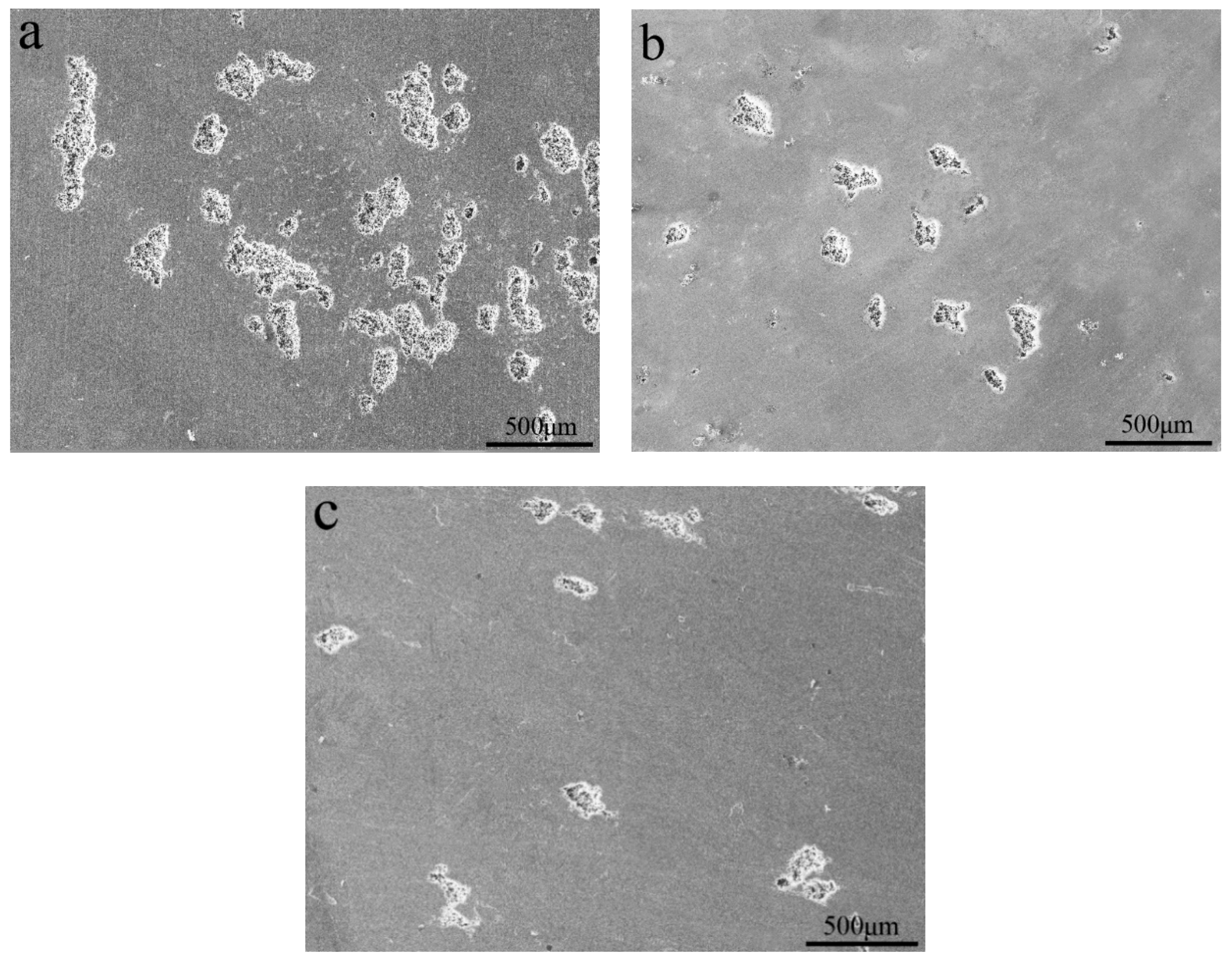
3.3. Electrochemical Performance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Benites, N.R. Electrochemical performance of cathodes prepared on current collector with different surface morphologies. J. Power Sources 2013, 244, 532–537. [Google Scholar]
- Chen, Y.; Pan, Y.; Lu, T.; Tao, S.; Wu, J. Effects of combinative addition of lanthanum and boron on grain refinement of Al–Si casting alloys. Mater. Des. 2014, 64, 423–426. [Google Scholar] [CrossRef]
- Chang, J.Y.; Kim, G.H.; Moon, I.G.; Choi, C.S. Rare earth concentration in the primary Si crystal in rare earth added Al-21 wt.% Si alloy. Scr. Mater. 1998, 39, 307–314. [Google Scholar] [CrossRef]
- Chang, J.; Moon, I.; Choi, C. Refinement of cast microstructure of hypereutectic Al-Si alloys through the addition of rare earth metals. J. Mater. Sci. 1998, 33, 5015–5023. [Google Scholar] [CrossRef]
- Yao, D.; Xia, Y.; Qiu, F.; Jiang, Q. Effects of La addition on the elevated temperature properties of the casting Al–Cu alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. 2011, 528, 1463–1466. [Google Scholar] [CrossRef]
- Yao, D.; Zhao, W.; Zhao, H.; Qiu, F.; Jiang, Q. High creep resistance behavior of the casting Al–Cu alloy modified by La. Scr. Mater. 2009, 61, 1153–1155. [Google Scholar] [CrossRef]
- Tsai, Y.C.; Chou, C.Y.; Lee, S.L.; Lin, C.K.; Lin, J.C.; Lim, S.W. Effect of trace La addition on the microstructures and mechanical properties of A356 (Al-7Si-0.35Mg) aluminum alloys. J. Alloys Compd. 2009, 487, 157–162. [Google Scholar] [CrossRef]
- Huang, X.; Yan, H. Effect of trace La addition on the microstructure and mechanical property of as-cast ADC12 Al-Alloy. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2013, 28, 202–205. [Google Scholar] [CrossRef]
- Westphal, B.G.; Bockholt, H.; Günther, T.; Haselrieder, W.; Kwade, A. Influence of convective drying parameters on electrode performance and physical electrode properties. In Proceedings of the 226th Meeting of the Electrochemical Society, Cancun, Mexcio, 5–9 October 2014. [Google Scholar]
- Johnsson, M. Influence of Si and Fe on the grain refinement of aluminum. Z. Metallk. 1994, 85, 781–785. [Google Scholar]
- Ambat, R.; Davenport, A.J.; Scamans, G.M.; Afseth, A. Effect of iron-containing intermetallic particles on the corrosion behavior of aluminum. Corros. Sci. 2006, 48, 3455–3471. [Google Scholar] [CrossRef]
- Bakhteeva, N.D.; Todorova, E.V.; Kolobylina, N.N.; Vasil’ev, A.L.; Sirotinkin, V.P. Structure of polycrystalline Al-Ni-Fe-La alloys after quenching and plastic deformation by shear under pressure. Russ. Metall. 2013, 2013, 206–216. [Google Scholar] [CrossRef]
- Tai, C.; Nakata, K.; Tong, H.J.; Ushio, M. Dissimilarmetal joining of aluminum to steel by MIG arc brazing using flux cored wire. ISIJ Int. 2003, 43, 1596–1602. [Google Scholar]
- Song, J.L.; Lin, S.B.; Yang, C.L.; Ma, G.C.; Liu, H. Spreading behavior and microstructure characteristics of dissimilar metals TIG welding-brazing of aluminum alloy to stainless steel. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2009, 509, 31–40. [Google Scholar] [CrossRef]
- Alexandre, M.; Simone, M.; Deschamps, A.; Martin, B.; Grevey, D. Temperature control in laser brazing of a steel/aluminum assembly using thermographinc measurments. NDT E Int. 2006, 39, 272–276. [Google Scholar]
- Boag, A.; Taylor, R.J.; Muster, T.H.; Goodman, N.; McCulloch, D.; Ryan, C.; Route, B.; Jamieson, D.; Hughes, A.E. Stable pit formation on AA2024-T3 in a NaCl environment. Corrosion Sci. 2010, 52, 90–103. [Google Scholar] [CrossRef]
- Tseng, C.J.; Lee, S.L.; Tsai, S.C.; Cheng, C.J. Effects of manganese on microstructure and mechanical properties of A206 alloys containing iron. J. Mater. Res. 2002, 17, 2243–2250. [Google Scholar] [CrossRef]
- Moreira, A.H.; Benedetti, A.V.; Sumodjo, P.T.A.; Garrido, J.A.; Cabot, P.L. Electrochemical behavior of heat-treated Al-Zn-Mg alloys in chloride solutions containing sulphate. Electrochim. Acta 2002, 47, 2823–2831. [Google Scholar] [CrossRef]
- Du, J.D.; Ding, D.Y.; Zhang, W.L.; Xu, Z.; Gao, Y.; Chen, G.; You, X.; Chen, R.; Huang, Y.; Tang, J. Effect of Ce addition on the microstructure and properties of Al-Cu-Mn-Mg-Fe lithium battery shell alloy. Mater. Charact. 2018, 142, 252–260. [Google Scholar] [CrossRef]
- Han, L.; Sui, Y.; Wang, Q.; Wang, K.; Jang, Y. Effects of Nd on microstructure and mechanical properties of cast Al–Si–Cu–Ni–Mg piston alloys. J. Alloys Compd. 2016, 695, 1566–1572. [Google Scholar] [CrossRef]
- Thiede, V.M.T.; Ebel, T.; Jeitschko, W. Ternary aluminides LnT2Al10 (Ln = Y, La–Nd, Sm, Gd–Lu and T = Fe, Ru, Os) with YbFe2Al10 type structure and magnetic properties of the iron-containing series. J. Mater. Chem. 1998, 8, 125–130. [Google Scholar] [CrossRef]
- Chai, Z.; Jiang, C.; Zhu, K.; Zhao, Y.; Wang, C.; Cai, F.; Chen, M.; Wang, L. Pretreatment behaviors and improved corrosion resistance for Cu/Co-Ni-Cu coating electrodeposition on magnesium alloy. J. Electrochem. Soc. 2016, 163, D493–D499. [Google Scholar] [CrossRef]
- Rynders, R.M.; Paik, C.H.; Ke, R.; Alkire, R.C. Use of in situ atomic force microscopy to image corrosion at inclusions. J. Electrochem. Soc. 1994, 141, 1439–1445. [Google Scholar] [CrossRef]
- Zahavi, J.; Yahalom, J. Exfoliation corrosion of AlMgSi alloys in water. J. Electrochem. Soc. 1982, 129, 1181–1185. [Google Scholar] [CrossRef]
- Mattsson, E.; Gullman, L.O.; Knutsson, L.; Sundberg, R.; Thundal, B. Mechanism of exfoliation (layer corrosion) of AI-5%Zn-1%Mg. Br. Corros. J. 1971, 6, 73–83. [Google Scholar] [CrossRef]
- Speckert, L.; Burstein, G.T. Combined anodic/cathodic transient currents within nucleating pits on Al–Fe alloy surfaces. Corros. Sci. 2011, 53, 534–539. [Google Scholar] [CrossRef]
- Nis, K. Electrochemical behavior of aluminum-base intermetallics containing iron. J. Electrochem. Soc. 1990, 137, 69–77. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature | Alloy | σ0.2 (MPa) | σb (MPa) | δ (%) | |
|---|---|---|---|---|---|
| Base | Si Addition | ||||
| −20 °C | Al-0.25Fe-0.1Cu-0.1La | 0 | 141.0 | 154.8 | 2.34 |
| 0.1 | 169.7 | 184.1 | 1.43 | ||
| 0.2 | 160.7 | 175.4 | 1.51 | ||
| 25 °C | Al-0.25Fe-0.1Cu-0.1La | 0 | 129.7 | 141.9 | 2.50 |
| 0.1 | 169.0 | 175.3 | 1.54 | ||
| 0.2 | 160.3 | 168.7 | 1.63 | ||
| 50 °C | Al-0.25Fe-0.1Cu-0.1La | 0 | 104.6 | 132.0 | 2.50 |
| 0.1 | 148.1 | 163.4 | 1.66 | ||
| 0.2 | 139.5 | 155.3 | 1.88 | ||
| Alloy | (mV vs. SCE) | (10−6 A/cm2) | |
|---|---|---|---|
| Base | Si Addition | ||
| Al-0.25Fe-0.1Cu-0.1La | 0 | −739 | 6.376 |
| 0.1 | −679 | 5.414 | |
| 0.2 | −695 | 5.615 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Ding, D.; Yang, X.; Zhang, W.; Gao, Y.; Wu, Z.; Chen, G.; Chen, R.; Huang, Y.; Tang, J. Effect of Si Addition on Mechanical and Electrochemical Properties of Al-Fe-Cu-La Alloy for Current Collector of Lithium Battery. Metals 2019, 9, 1072. https://doi.org/10.3390/met9101072
Xu Y, Ding D, Yang X, Zhang W, Gao Y, Wu Z, Chen G, Chen R, Huang Y, Tang J. Effect of Si Addition on Mechanical and Electrochemical Properties of Al-Fe-Cu-La Alloy for Current Collector of Lithium Battery. Metals. 2019; 9(10):1072. https://doi.org/10.3390/met9101072
Chicago/Turabian StyleXu, Yawu, Dongyan Ding, Xin Yang, Wenlong Zhang, Yongjin Gao, Zhanlin Wu, Guozhen Chen, Renzong Chen, Yuanwei Huang, and Jinsong Tang. 2019. "Effect of Si Addition on Mechanical and Electrochemical Properties of Al-Fe-Cu-La Alloy for Current Collector of Lithium Battery" Metals 9, no. 10: 1072. https://doi.org/10.3390/met9101072
APA StyleXu, Y., Ding, D., Yang, X., Zhang, W., Gao, Y., Wu, Z., Chen, G., Chen, R., Huang, Y., & Tang, J. (2019). Effect of Si Addition on Mechanical and Electrochemical Properties of Al-Fe-Cu-La Alloy for Current Collector of Lithium Battery. Metals, 9(10), 1072. https://doi.org/10.3390/met9101072