Effect of Heating Process on Microstructure and Properties of 2205/Q235B Composite Interface

Abstract
:1. Introduction
2. Experimental Procedures
3. Results and Discussions
3.1. Microstructure of 2205/Q235B Duplex Stainless-steel Clad Plate
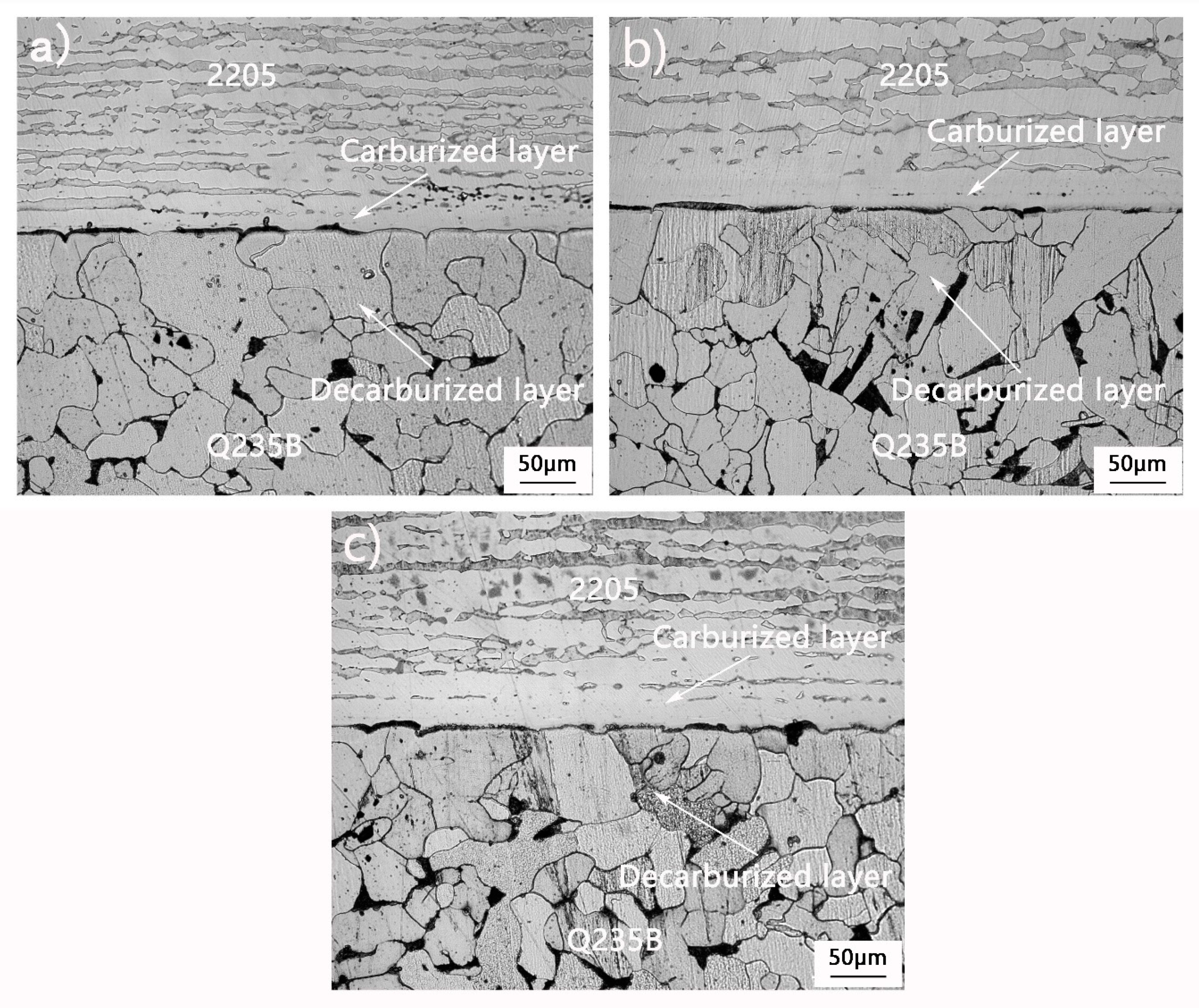
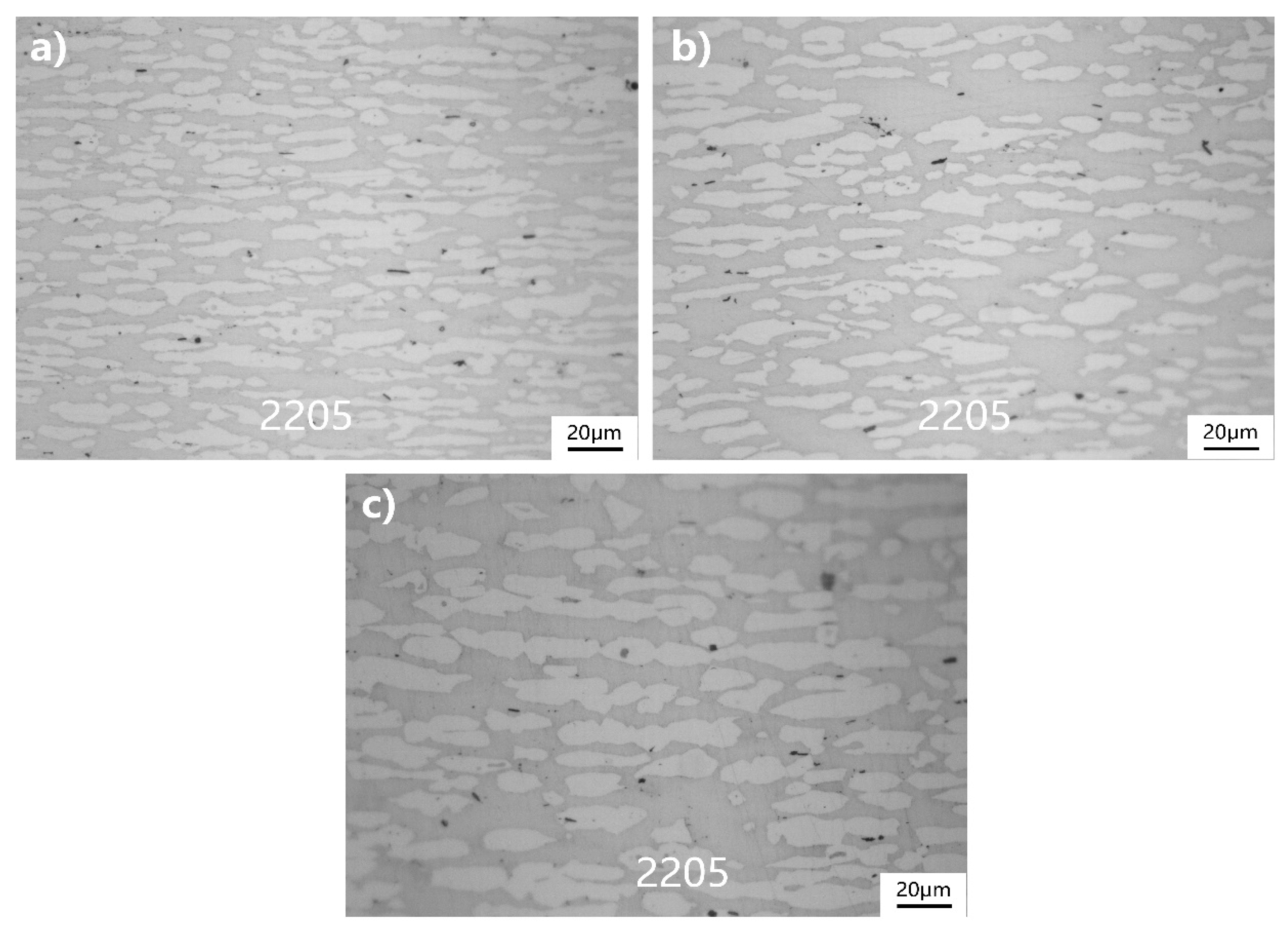
3.1.1. Microstructure at Different Heating Temperatures
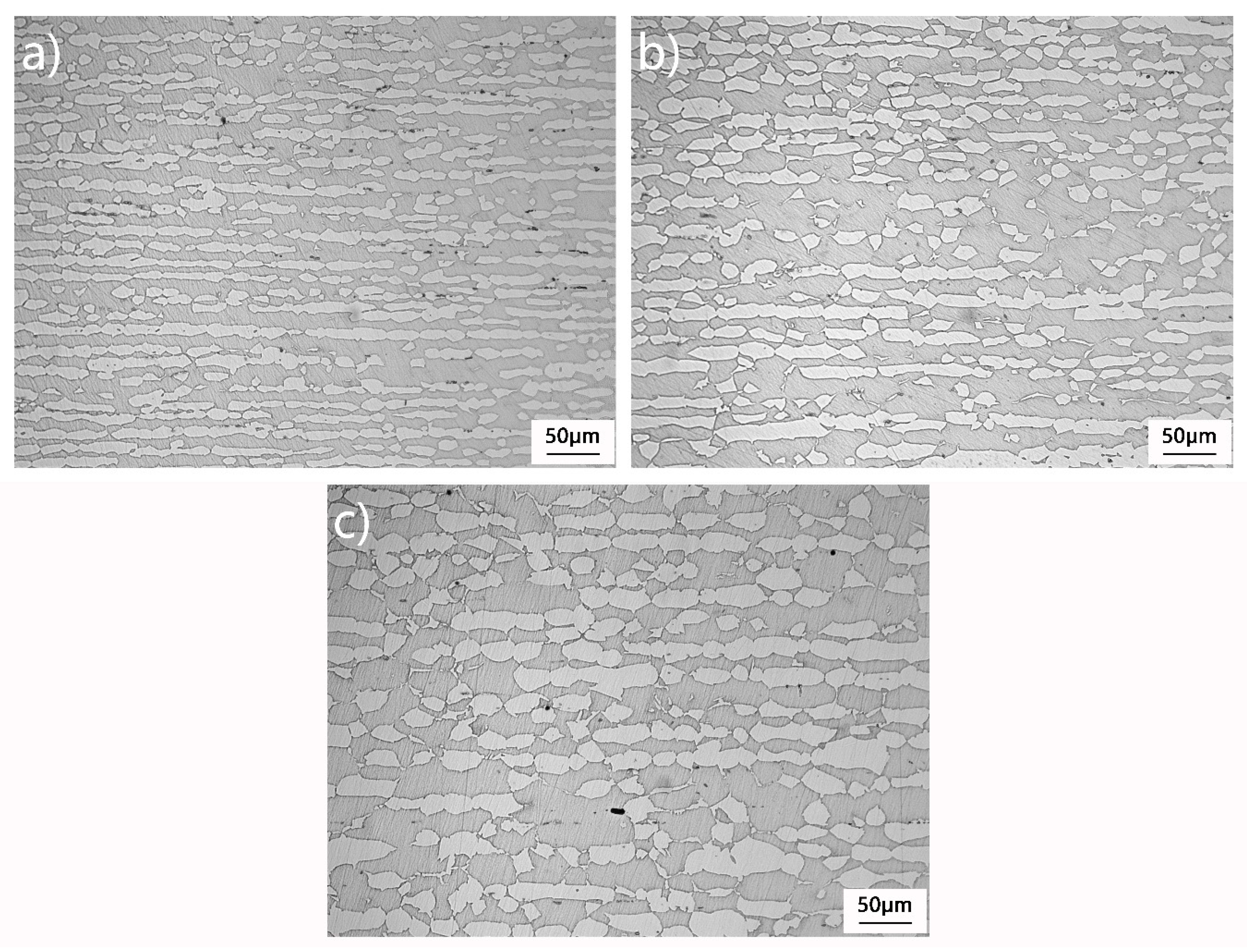
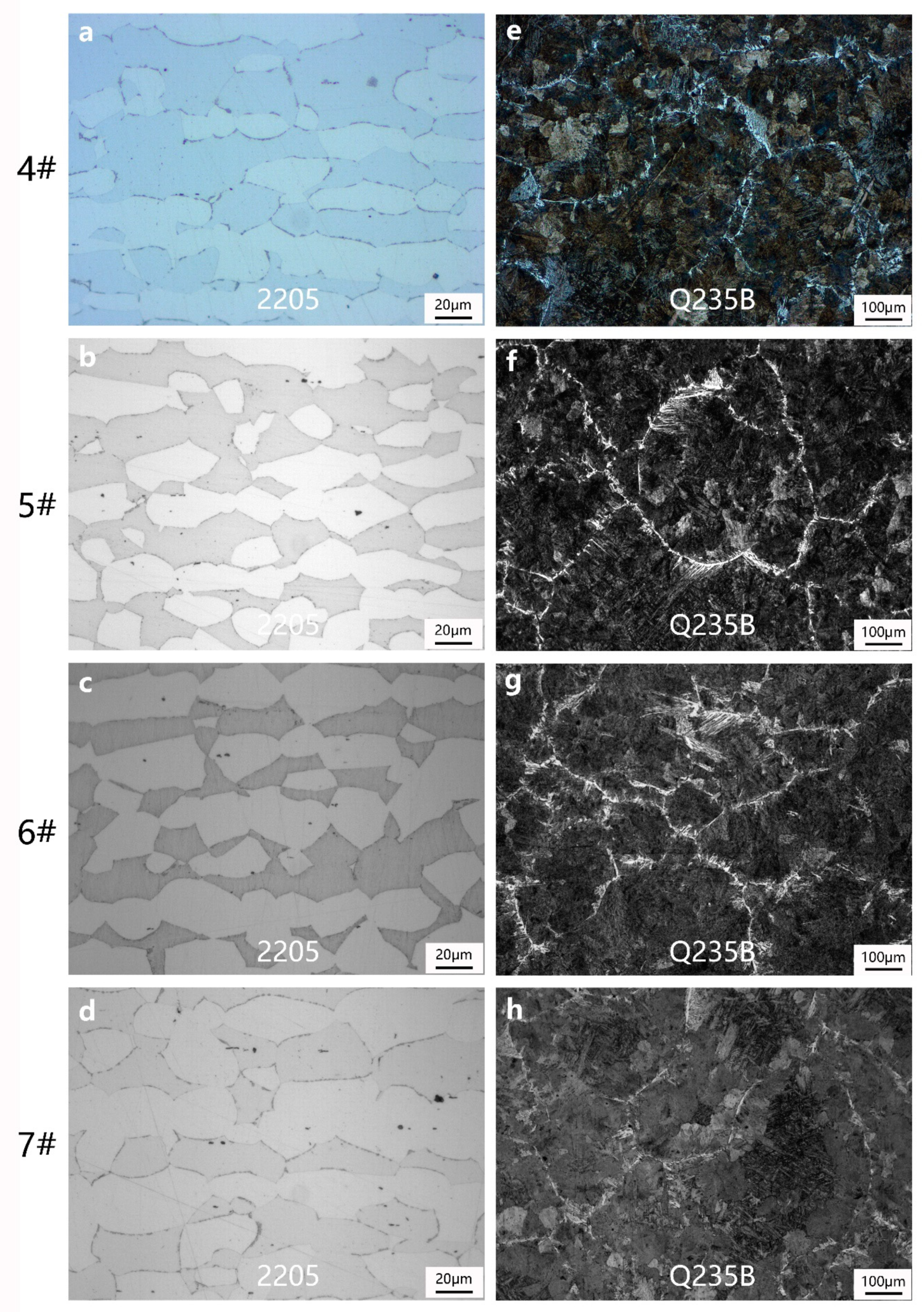
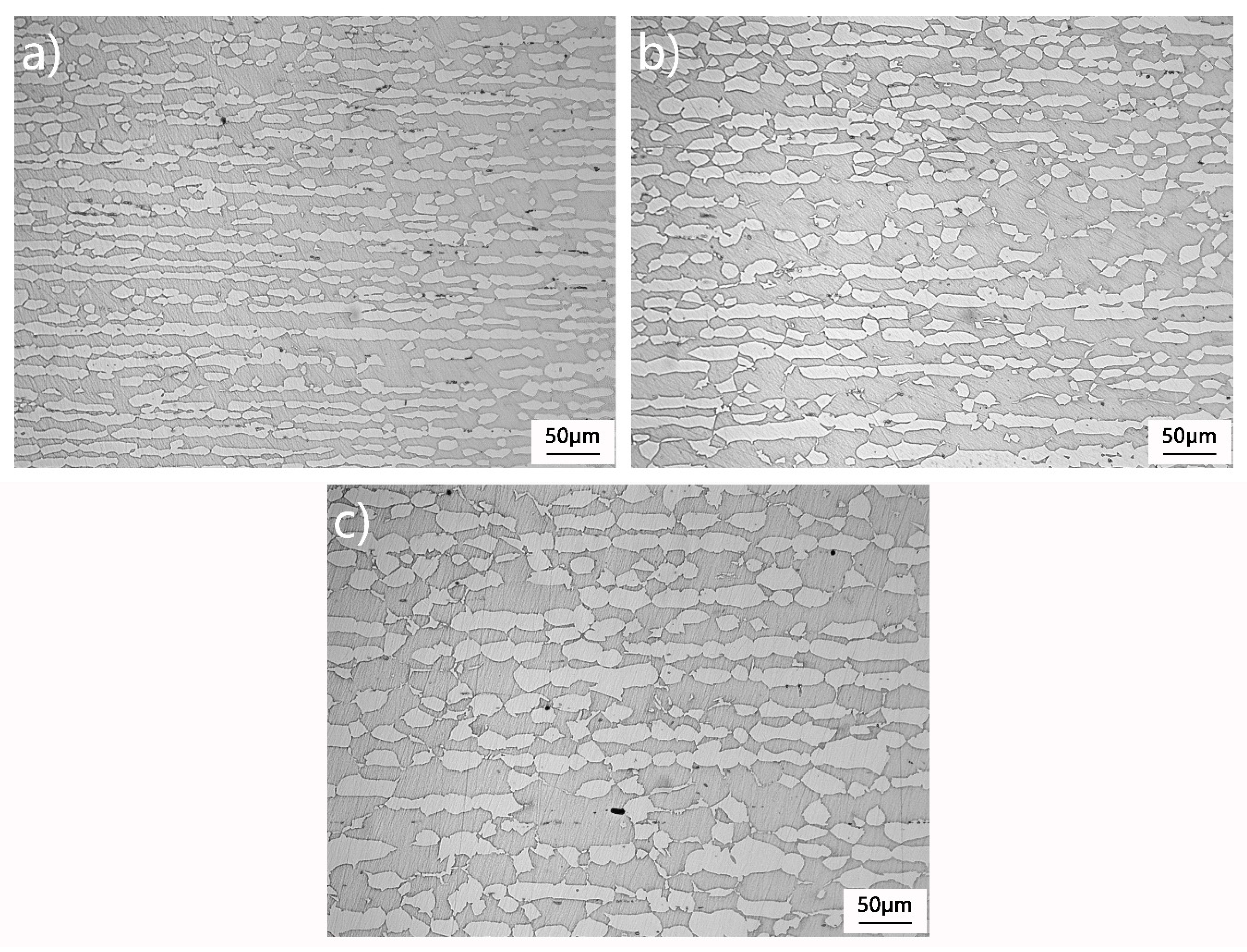
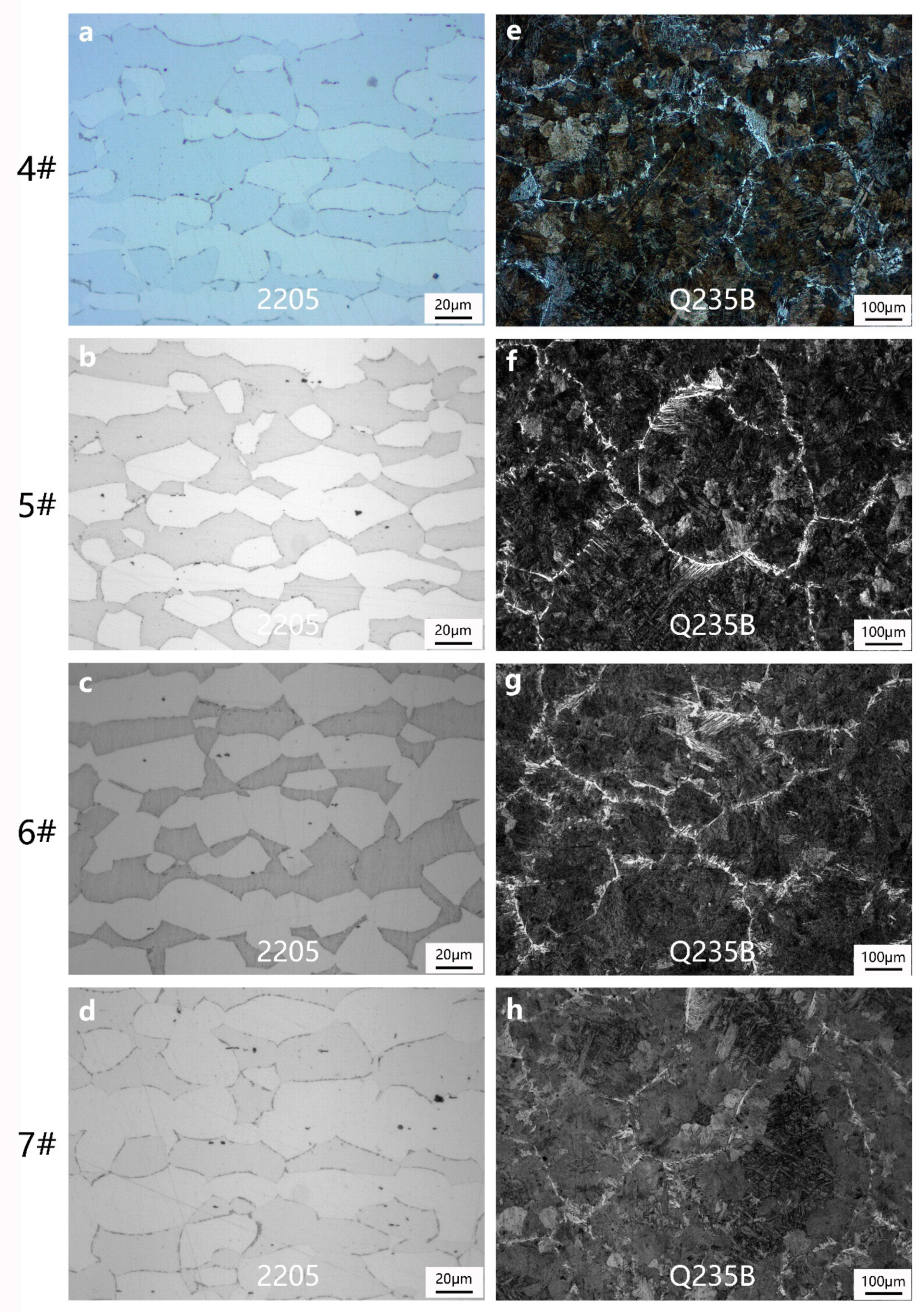
3.1.2. Microstructure under Different Heating Times
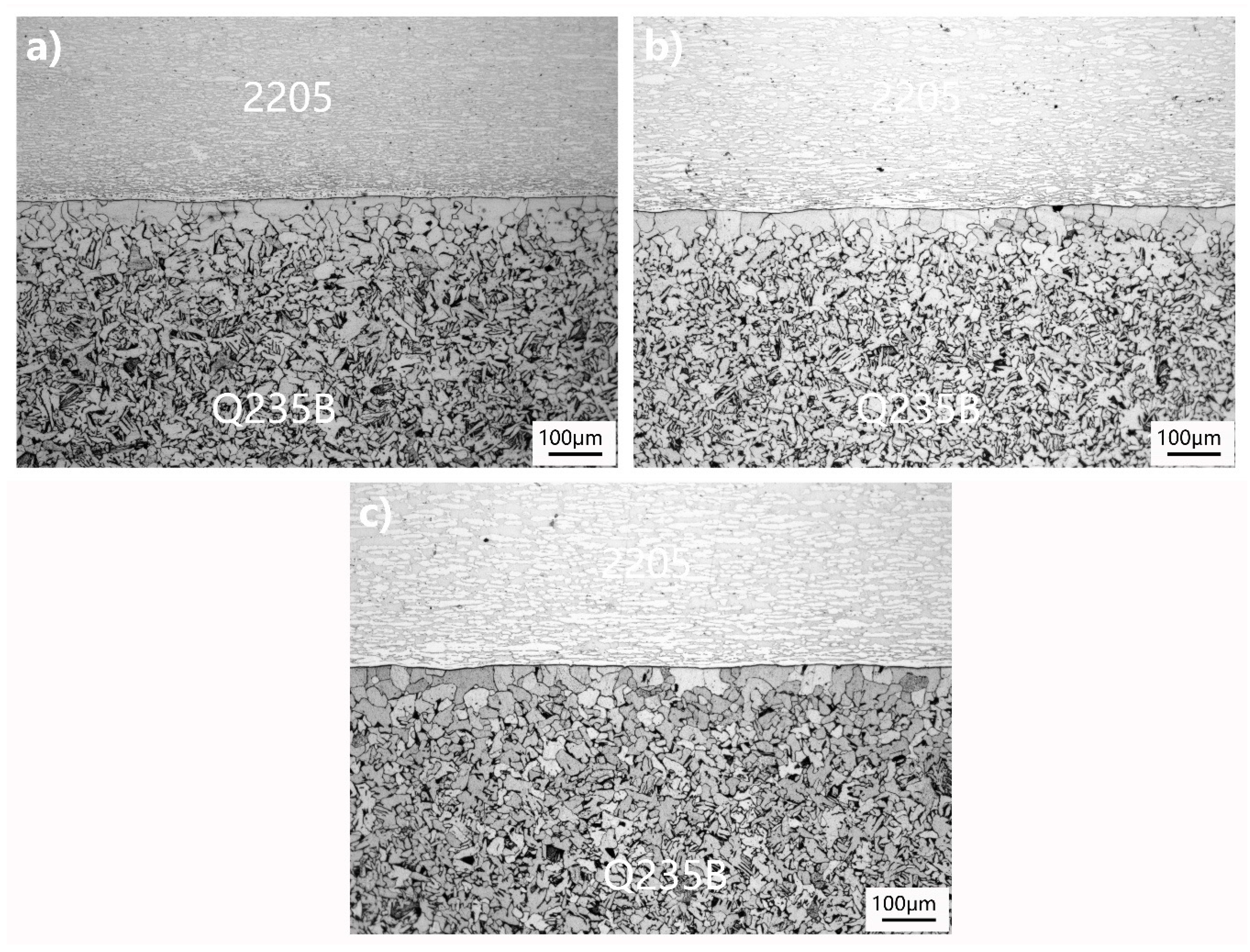
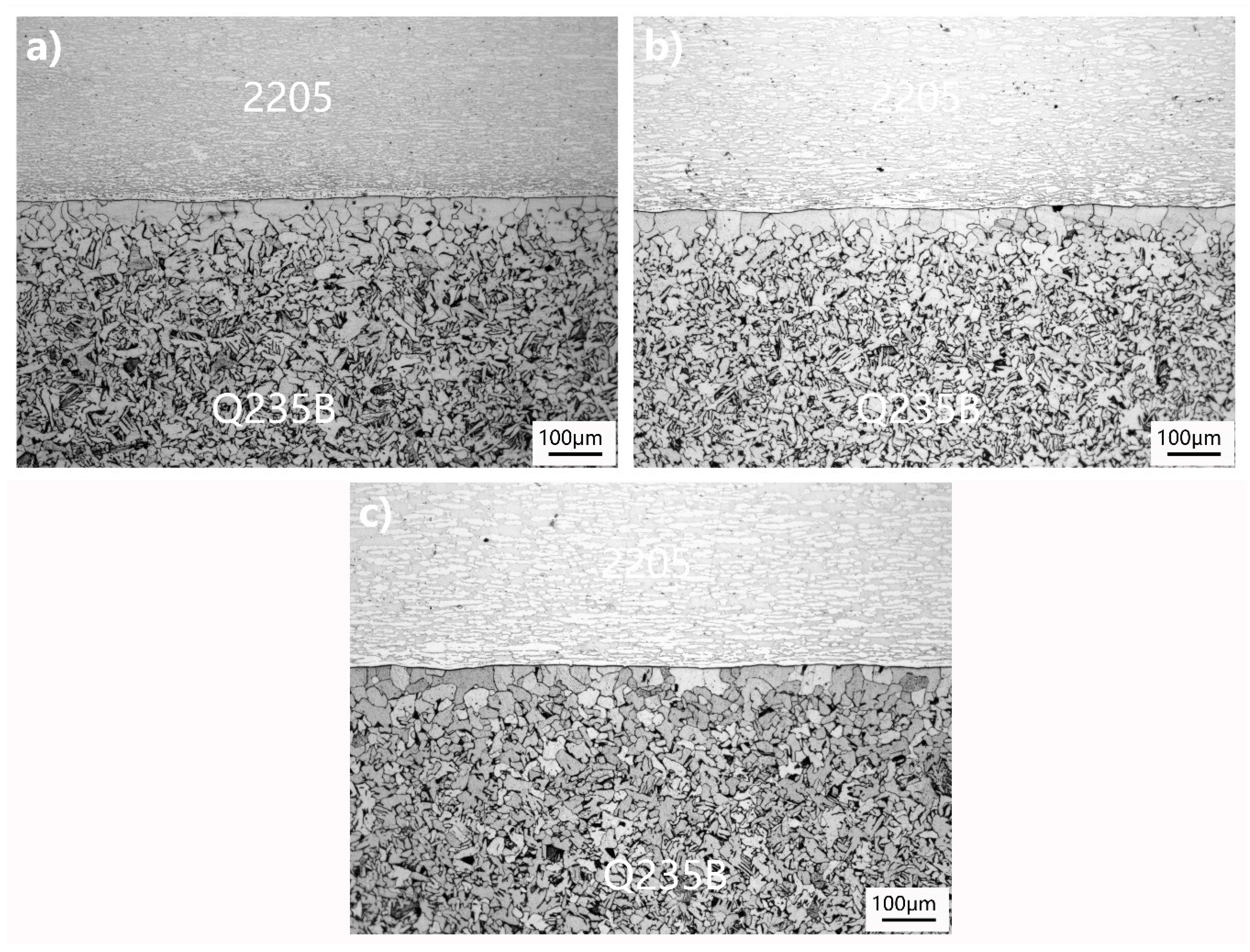
3.1.3. Microstructure after Compression Deformation at Different Heating Temperatures
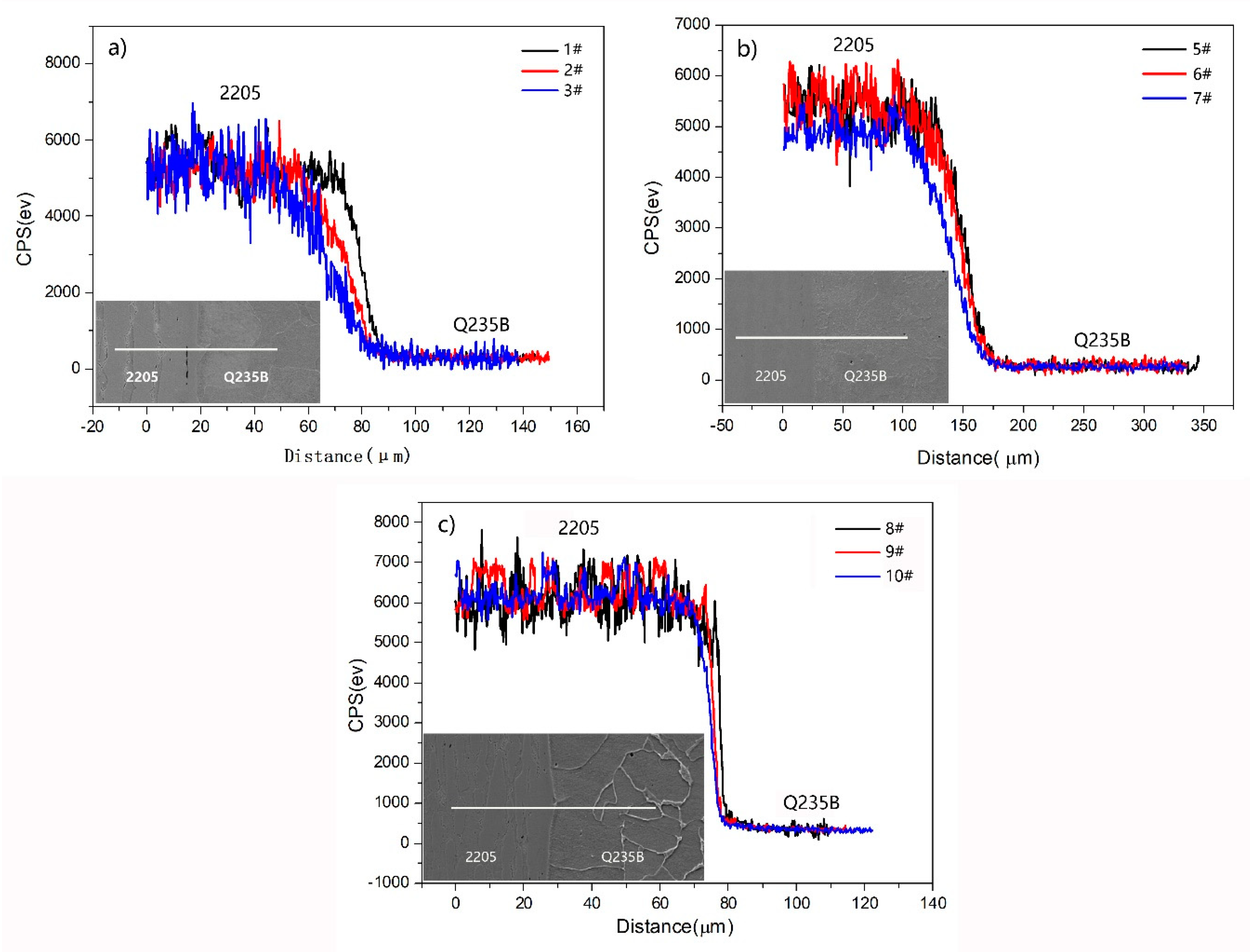
3.2. Elemental Diffusion Analysis of the 2205/Q235B Duplex Stainless-steel Composite Plate
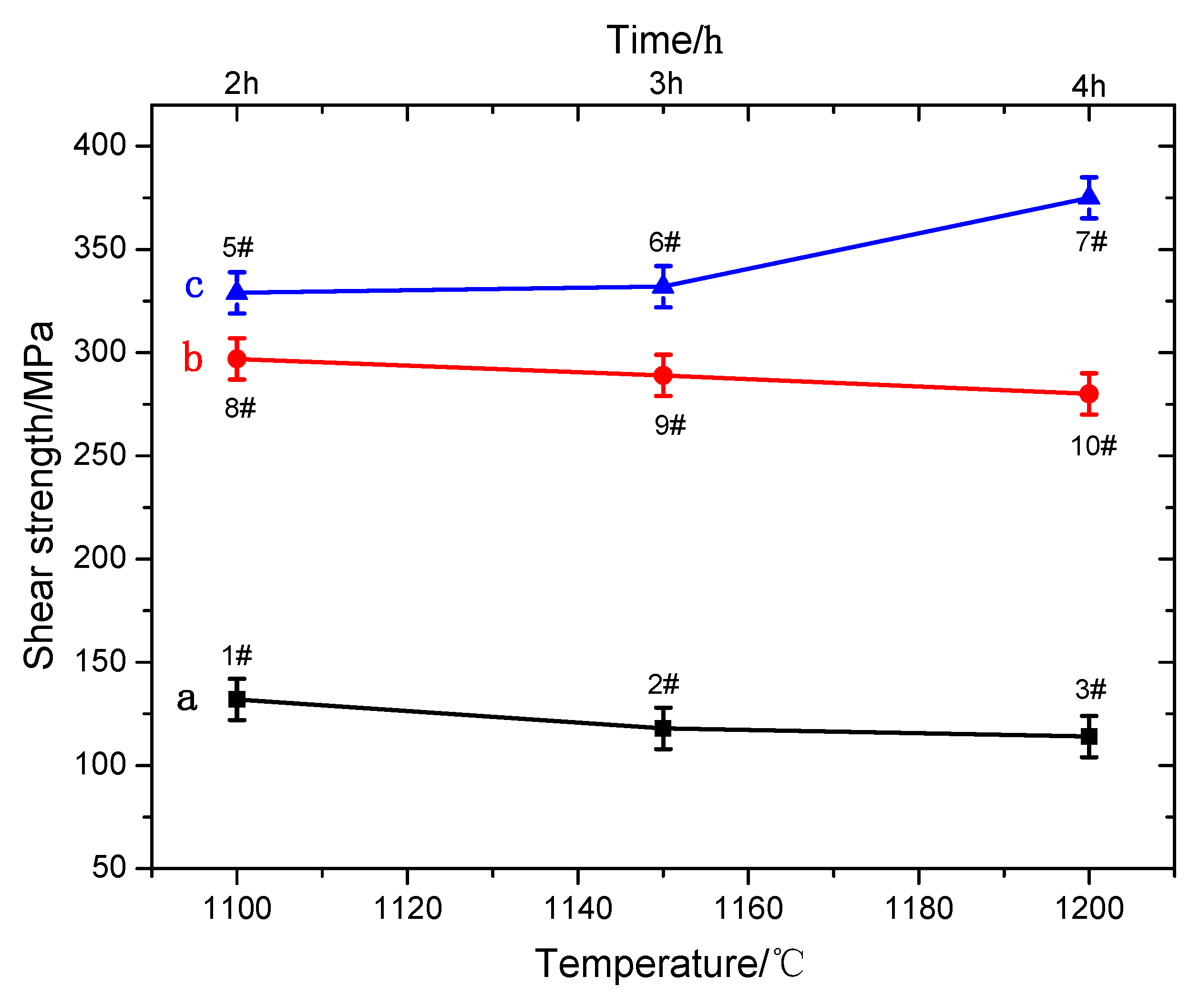
3.3. Shear Strength of 2205/Q235B Duplex Stainless-steel Composite Plate
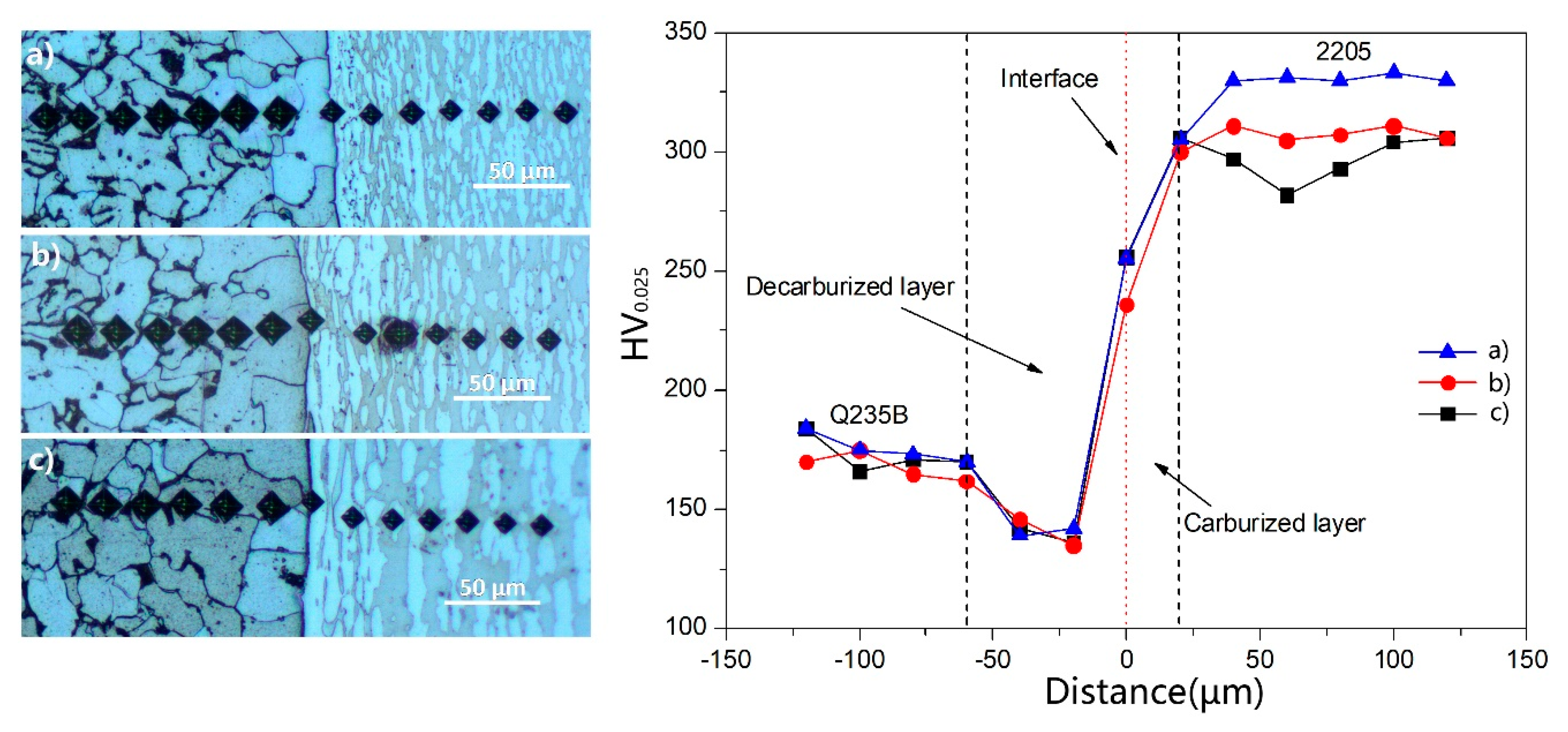
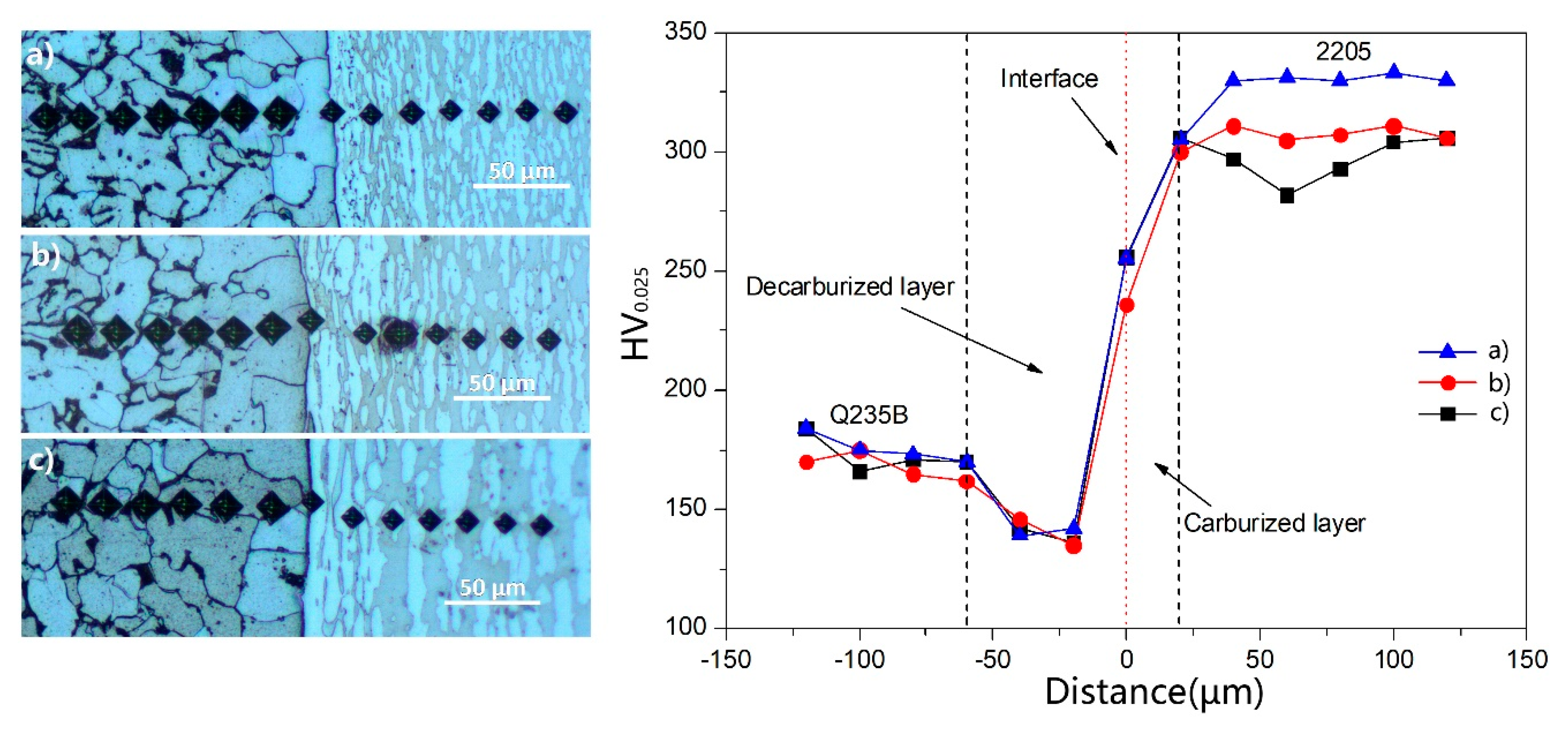
3.4. Microhardness of the 2205/Q235B Duplex Stainless-steel Composite Plate
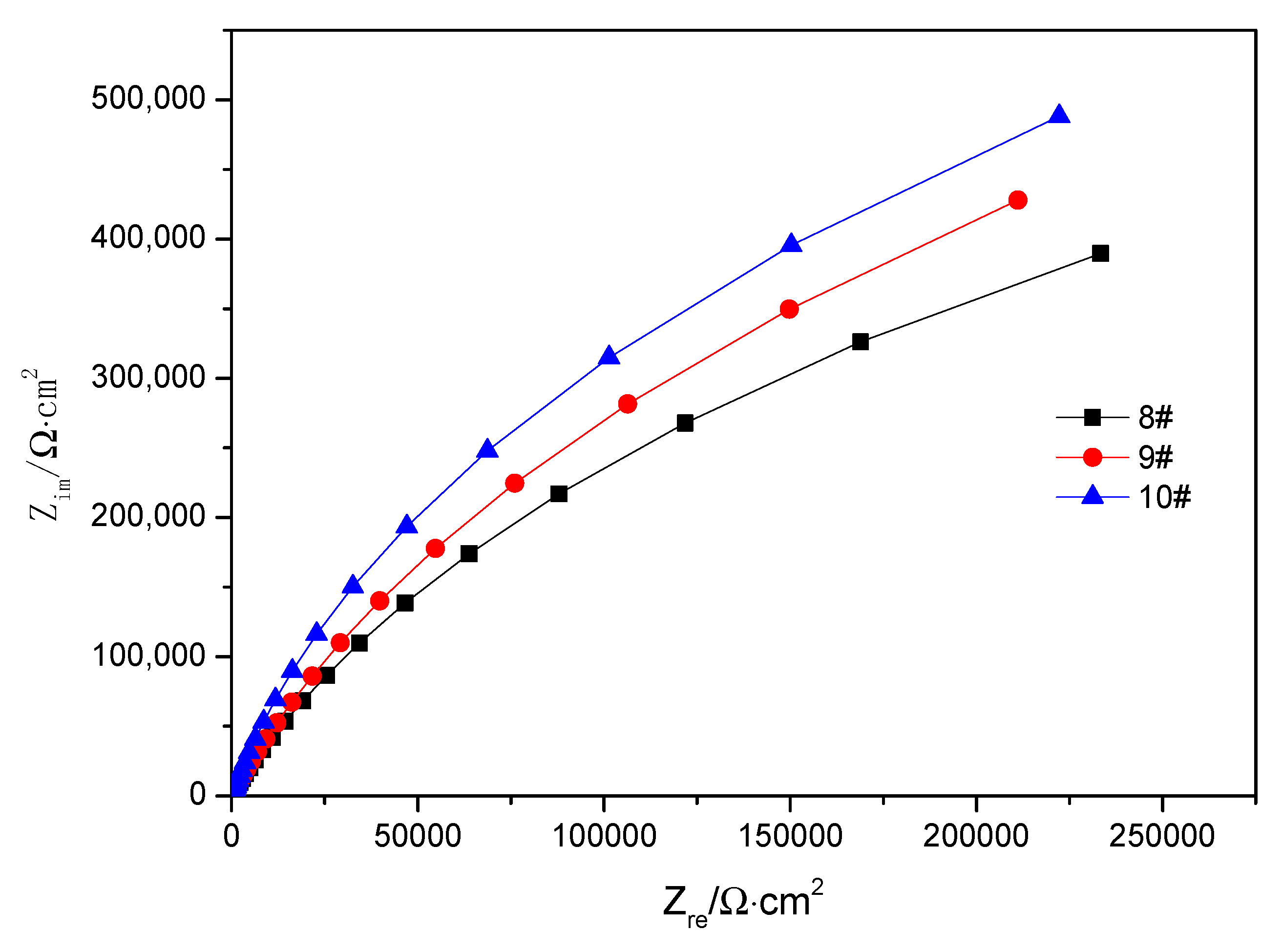
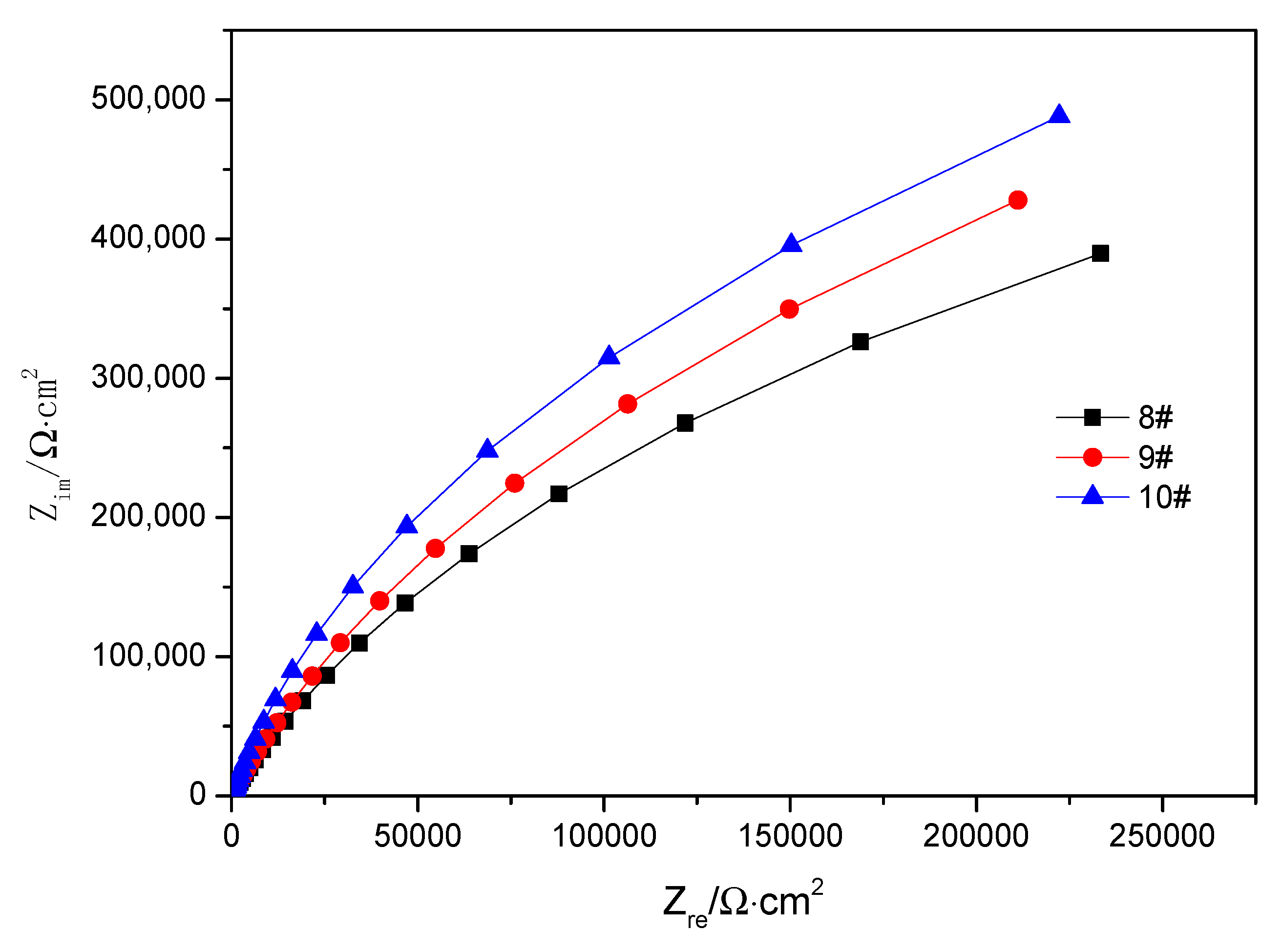
3.5. Corrosion Resistance of 2205/Q235B Duplex Stainless-steel Composite Plate
4. Conclusions
- (1)
- The interface of the 2205/Q235B composite billet realized metallurgical bonding by mutual diffusion of elements, and the ferrite content on the side of 2205 increased gradually with the increase in heating temperature.
- (2)
- The microhardness of the decarburization zone in the rolling deformation sample was the lowest, and the microhardness at the bonding interface was about 236–256 HV. Under the same rolling deformation conditions, the width of the decarburization zone structure increased with the increase of heating temperature.
- (3)
- Under the same insulation time, the diffusion distance of Cr gradually increased with the increase of heating temperature. At the same heating temperature, the diffusion distance of Cr gradually increased with the holding time. After rolling deformation, the diffusion distance of Cr was significantly reduced to 4.1–10.2 μm.
- (4)
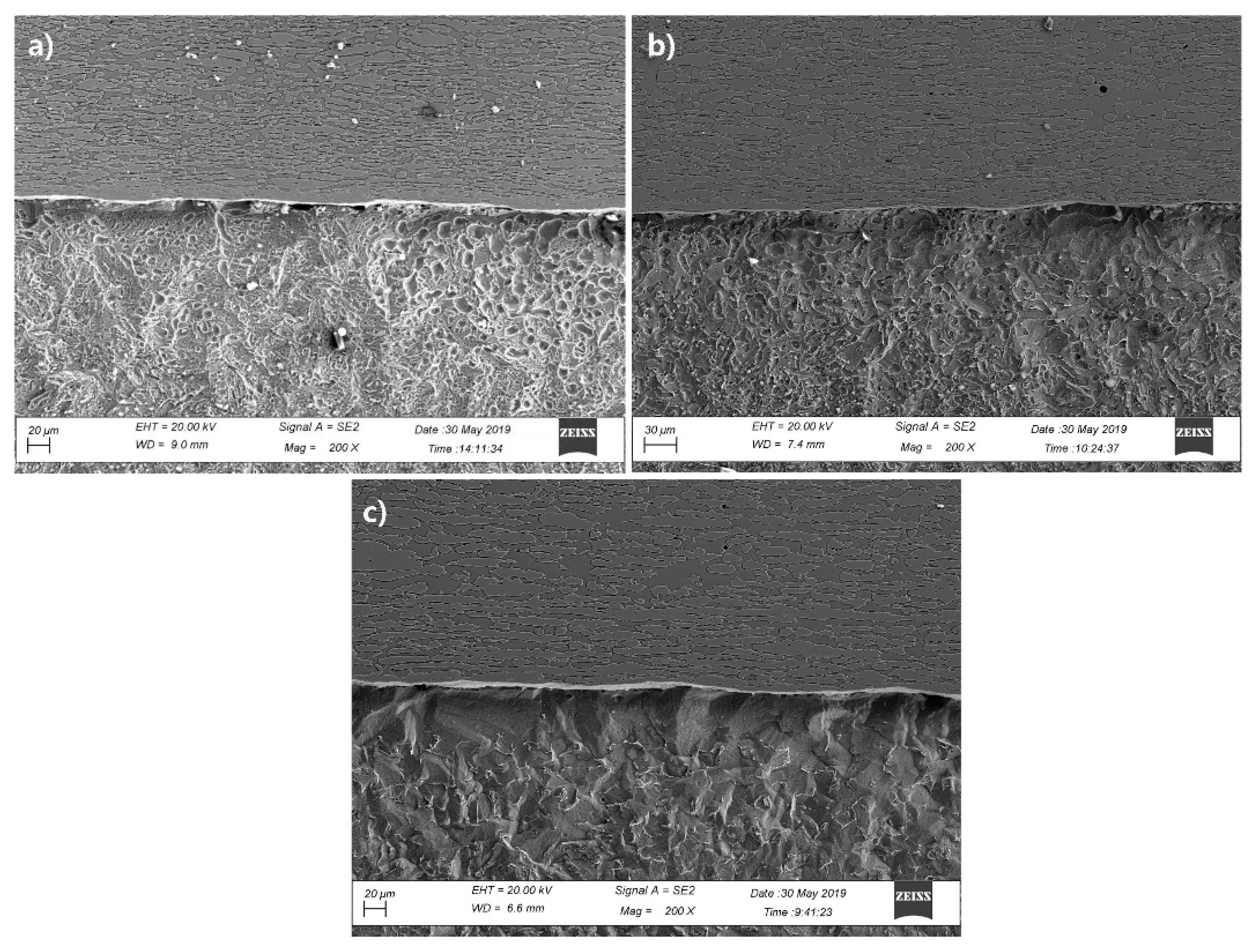
- The air-cooled samples have coarse microstructure due to the slow cooling speed, and the shear strength was only 114–132 MPa, which was significantly lower than the water-quenched samples and the rolling deformation samples. It cannot meet the requirements of engineering applications.
- (5)
- The corrosion rate of the rolled deformation specimens was the minimum when the coating was heated at 1200 °C. After the cross-section immersion test of 2205/Q235B composite plate, the width of the corrosion pit near the bonding zone on the side of Q235B low carbon steel was gradually increased with the increase in heating temperature.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Yazdani, M.; Reza, T.M.; Mohammad, H.S. Investigation of microstructure and mechanical properties of St37 steel-Ck60 steel joints by explosive cladding. J. Mater. Eng. Perform. 2015, 24, 4032–4043. [Google Scholar] [CrossRef]
- Kacar, R.; Acarer, M. Microstructure-property relationship in explosively welded duplex stainless steel-steel. Mater. Sci. Eng. A 2003, 363, 290–296. [Google Scholar] [CrossRef]
- Kacar, R.; Acarer, M. An investigation on the explosive cladding of 316L stainless steel-din-P355GH steel. J. Mater. Process. Technol. 2004, 152, 91–96. [Google Scholar] [CrossRef]
- Mendes, R.; Ribeiro, J.B.; Loureiro, A. Effect of explosive characteristics on the explosive welding of stainless steel to carbon steel in cylindrical configuration. Mater. Des. 2013, 51, 182–192. [Google Scholar] [CrossRef]
- Kaya, Y.; Kahraman, N. An investigation into the explosive welding/cladding of Grade A ship steel/AISI 316L austenitic stainless steel. Mater. Des. 2013, 52, 367–372. [Google Scholar] [CrossRef]
- Akramifarid, H.R.; Mirzadeh, H.; Parsa, M.H. Cladding of aluminum on AISI 304L stainless steel by cold roll bonding: Mechanism, microstructure, and mechanical properties. Mater. Sci. Eng. A 2014, 613, 232–239. [Google Scholar] [CrossRef]
- Ghosh, M.; Bhanumurthy, K.; Kale, G.B.; Krishman, J.; Chatterjee, S. Diffusion bonding of titanium to 304 stainless steel. J. Nucl. Mater. 2003, 322, 235–241. [Google Scholar] [CrossRef]
- Lee, M.K.; Lee, J.G.; Choi, Y.H.; Kim, D.W.; Rhee, C.K.; Lee, Y.B.; Hong, S.J. Interlayer engineering for dissimilar bonding of titanium to stainless steel. Mater. Lett. 2010, 64, 1105–1108. [Google Scholar] [CrossRef]
- Jiang, H.T.; Yan, X.Q.; Liu, J.X.; Duan, X.G. Effect of heat treatment on microstructure and mechanical property of Ti-steel explosive-rolling clad plate. Trans. Nonferr. Met. Soc. Chin. 2014, 24, 697–704. [Google Scholar] [CrossRef]
- Lee, J.E.; Bae, D.H.; Chung, W.S.; Kim, K.H.; Lee, J.H.; Cho, Y.-R. Effects of annealing on the mechanical and interface properties of stainless steel/aluminum/copper clad metal sheets. J. Mater. Process. Technol. 2007, 187, 546–549. [Google Scholar] [CrossRef]
- Hosseini, S.A.; Hosseini, M.; Manesh, H.D. Bond strength evaluation of roll bonded bi-layer copper alloy strips in different rolling conditions. Mater. Des. 2011, 32, 76–81. [Google Scholar] [CrossRef]
- Kim, I.K.; Hong, S.I. Effect of component layer thickness on the bending behaviors of roll-bonded tri-layered Mg/Al/STS clad composites. Mater. Des. 2013, 49, 935–944. [Google Scholar] [CrossRef]
- Qin, Q.; Zhang, D.T.; Zang, Y.; Guan, B. A simulation study on the multi-pass rolling bond of 316L/Q345R stainless clad plate. Adv. Mech. Eng. 2015, 7, 1–13. [Google Scholar] [CrossRef]
- Jing, Y.A.; Wang, C.Y. Manufacturing technology for clad plate of stainless steel. J. Anshan Univ. Sci. Tech. 2007, 30, 590–594. (In Chinese) [Google Scholar]
- Qin, J.P.; Tian, Y.Q.; Chen, H. Status of metal clad sheet. J. Chin. Rare Earth Soc. 2005, 12, 178–181. (In Chinese) [Google Scholar]
- Baddoo, N.R. Stainless steel in construction: A review of research, applications, challenges and opportunities. J. Constr. Steel Res. 2008, 64, 1199–1206. [Google Scholar] [CrossRef]
- Dhib, Z.; Guermazi, N.; Ktari, A.; Gasperini, M.; Haddar, N. Mechanical bonding properties and interfacial morphologies of austenitic stainless steel clad plates. Mater. Sci. Eng. A 2017, 696, 374–386. [Google Scholar] [CrossRef]
- Wang, S.; Liu, B.X.; Chen, C.X.; Feng, J.H.; Yin, F.X. Microstructure, mechanical properties and interface bonding mechanism of hot-rolled stainless steel clad plates at different rolling reduction ratios. J. Alloys Compd. 2018, 766, 517–526. [Google Scholar] [CrossRef]
- Yu, T.; Jing, Y.A.; Yan, X.L.; Li, W.; Qihang, P.; Guo, J. Microstructures and properties of roll-bonded stainless /medium carbon steel clad plates. J. Mater. Process. Technol. 2019, 266, 264–273. [Google Scholar] [CrossRef]
- Song, H.; Shin, H.; Shin, Y. Heat-treatment of clad steel plate for application of hull structure. Ocean. Eng. 2016, 122, 278–287. [Google Scholar] [CrossRef]
- Wang, Z.M.; Kang, S.M.; Xu, M.L.; Cheng, Y.; Donq, M. Effect of heat treatment on microstructure and properties of clad plates 316L/Q370qE. Materials 2019, 12, 1556. [Google Scholar] [CrossRef] [PubMed]
- Jin, H.R.; Yang, X.K.; Yi, Y.L. Comparison of the Effect of Different Heat Treatment Processes on Microstructure and Mechanical Properties of Stainless Steel Clad Plate. Strength Mater. 2017, 49, 93–100. [Google Scholar] [CrossRef]
- Kosturek, R.; Wachowski, M.; Sniezek, L.; Gloc, M. The Influence of the Post-Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explosive Welding. Metals 2019, 9, 246. [Google Scholar] [CrossRef]
- Tomków, J.; Rogalski, G.; Fydrych, D.; Łabanowski, J. Improvement of S355G10+N steel weldability in water environment by Temper Bead Welding. J. Mater. Process. Technol. 2018, 262, 372–381. [Google Scholar] [CrossRef]
- Pei, D.R.; Guo, Y.X. Apperance of the bonding interface of explosive bonded layer metal composite and metallographic observation. Rare Metal. Mater. Eng. 1995, 24, 48. (In Chinese) [Google Scholar]
- Standardization Administration of China. Method for Measurement of Ferritic Content in Weld Seams of Chrome-Nickel Austenitic Stainless Steel; China Standard, GB/T1954-2008; Standardization Administration of China: Beijing, China, 2008. [Google Scholar]
- Standardization Administration of China. Clad Steel Plates-Mechanical and Technological Test; China Standard, GB/T 6396-2008; Standardization Administration of China: Beijing, China, 2008. [Google Scholar]
- ASTM. Standard Reference Test Method for Making Potentiostatic and Potentiodynamic Anodic Polarization Measurements; G5-94; Annual Book of ASTM Standards; ASTM: West Conshohocken, PA, USA, 2009; Volume 01.11:1994, pp. 63–73. [Google Scholar]
- ASTM. Standard Test Method for Conducting Potentiodynamic Polarization Resistance Measurements; G59-97; ASTM International: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Song, H.M.; Ding, Χ.P.; Liu, X.; He, Y.-L.; Hu, J.-C.; Wang, L.-Q.; Li, L.; Lin, Q. Microstructure evolution in a 2205 duplex stainless steel during aging at high temperature. Trans. Mater. Heat. Treat. 2010, 31, 43. (In Chinese) [Google Scholar]
- Liu, X.; Ding, X.P.; He, Y.L.; Li, H.; Song, H.-M.; Hu, J.-C. Experimental study and kinetic calculation on migration of γ/α interface boundary during high temperature aging for 2205 duplex stainless steel. J. Iron. Steel. Res. Int. 2010, 17, 45. [Google Scholar] [CrossRef]
- Dai, X.L. Research on interfacial microstructure and properties of stainless steel clad plate fabricated by hot rolling. Hebei Univ. Tech. 2017, 33–34. (In Chinese) [Google Scholar]
- Brandes, E.A.; Brook, G.B. Smithells Metal Reference Book, 7th ed.; Butterworth-Heinemann: Oxford, UK, 1992; pp. 13–70. [Google Scholar]
- Standardization Administration of China. Stainless Steel Composite Plate and Steel Strip; China Standard, GB/T8165-2008; Standardization Administration of China: Beijing, China, 2008. [Google Scholar]
- Shi, S.K.; Wang, J.; Li, H.F.; Wang, Y.-S.; Yan, J.; Fan, H.-Y. Effect of aging on electrochemical corrosion behavior of 2205 stainless steel in NaCl solution. Corrosion. Sci. Prot. Tech. 2011, 23, 465. (In Chinese) [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ni | Mo | S | P | N | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.038 | 0.67 | 1.49 | 22.31 | 6.31 | 3.04 | 0.005 | 0.037 | 0.18 | Bal. |
| C | Si | Mn | S | P | Fe |
|---|---|---|---|---|---|
| 0.177 | 0.147 | 0.348 | 0.014 | 0.014 | Bal. |
| Number | Heating Temperature (°C) | Holding Time (h) | Cooling Mode | Rolling Parameter | Rolling Pass | ||
|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | |||||
| 1# | 1100 | 1 | Air-cooling | - | |||
| 2# | 1150 | ||||||
| 3# | 1200 | ||||||
| 4# | 1200 | 1 | Water-cooling | - | |||
| 5# | 2 | ||||||
| 6# | 3 | ||||||
| 7# | 4 | ||||||
| 8# | 1200 | 3 | Air-cooling | Temperature (°C) | 1200 | 1080 | 930 |
| Thickness (mm) | 16.7 | 13.36 | 10.69 | ||||
| Deformation (mm) | 3.34 | 2.67 | |||||
| 9# | 1150 | Temperature (°C) | 1150 | 1080 | 930 | ||
| Thickness (mm) | 16.7 | 13.36 | 10.69 | ||||
| Deformation (mm) | 3.34 | 2.67 | |||||
| 10# | 1100 | Temperature (°C) | 1100 | 1080 | 930 | ||
| Thickness (mm) | 16.7 | 13.36 | 10.69 | ||||
| Deformation (mm) | 3.34 | 2.67 | |||||
| Number | 1 | 2 | 3 | 4 | 5 | 6 | Average |
|---|---|---|---|---|---|---|---|
| 8# | 64.7 | 65 | 64.8 | 65.2 | 66.4 | 64.3 | 65.1 |
| 9# | 72.2 | 73.6 | 74.1 | 73.1 | 72.9 | 74 | 73.3 |
| 10# | 80.1 | 79.3 | 78.6 | 78.9 | 80.3 | 79.2 | 79.4 |
| Number | 1 | 2 | 3 | 4 | 5 | Average |
|---|---|---|---|---|---|---|
| 8# | 45.9 | 44.3 | 45.9 | 43.7 | 45.9 | 44.9 |
| 9# | 47.4 | 47.6 | 47 | 47.6 | 47.7 | 47.5 |
| 10# | 49.7 | 50.5 | 49.1 | 49.6 | 49.7 | 49.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xiao, F.; Wang, D.; Gao, Z.; Zhou, L. Effect of Heating Process on Microstructure and Properties of 2205/Q235B Composite Interface. Metals 2019, 9, 1027. https://doi.org/10.3390/met9101027
Xiao F, Wang D, Gao Z, Zhou L. Effect of Heating Process on Microstructure and Properties of 2205/Q235B Composite Interface. Metals. 2019; 9(10):1027. https://doi.org/10.3390/met9101027
Chicago/Turabian StyleXiao, Fengqiang, Dongpo Wang, Zhiming Gao, and Lanju Zhou. 2019. "Effect of Heating Process on Microstructure and Properties of 2205/Q235B Composite Interface" Metals 9, no. 10: 1027. https://doi.org/10.3390/met9101027
APA StyleXiao, F., Wang, D., Gao, Z., & Zhou, L. (2019). Effect of Heating Process on Microstructure and Properties of 2205/Q235B Composite Interface. Metals, 9(10), 1027. https://doi.org/10.3390/met9101027