Serrated Flow Behavior of Hot-Rolled Fe-6.5wt.%Si Sheet with Layered Structure


Abstract
1. Introduction
2. Materials and Methods
3. Results
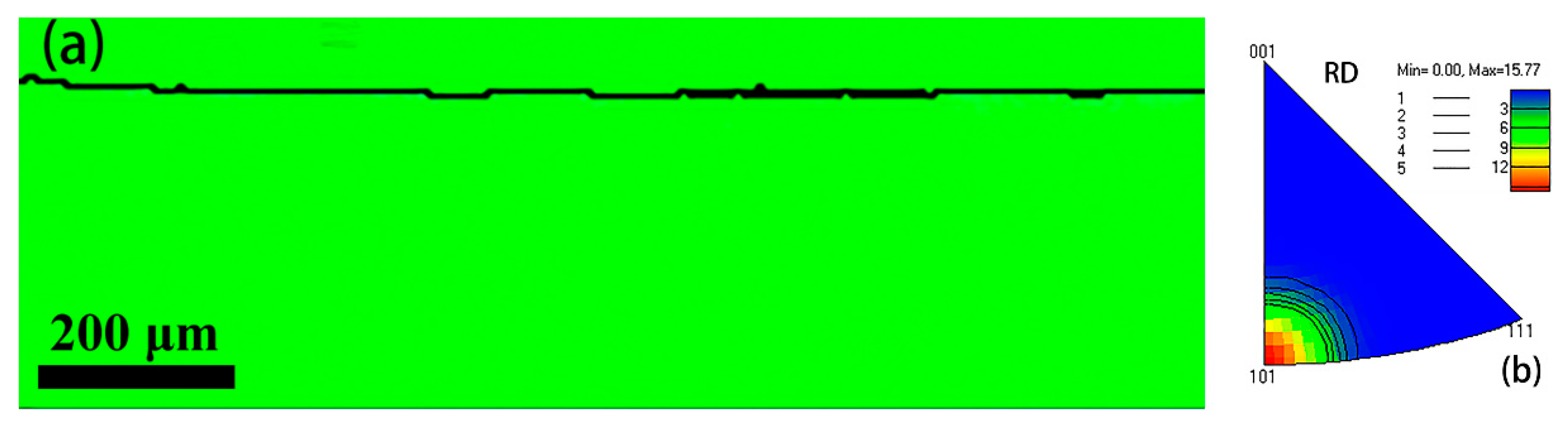
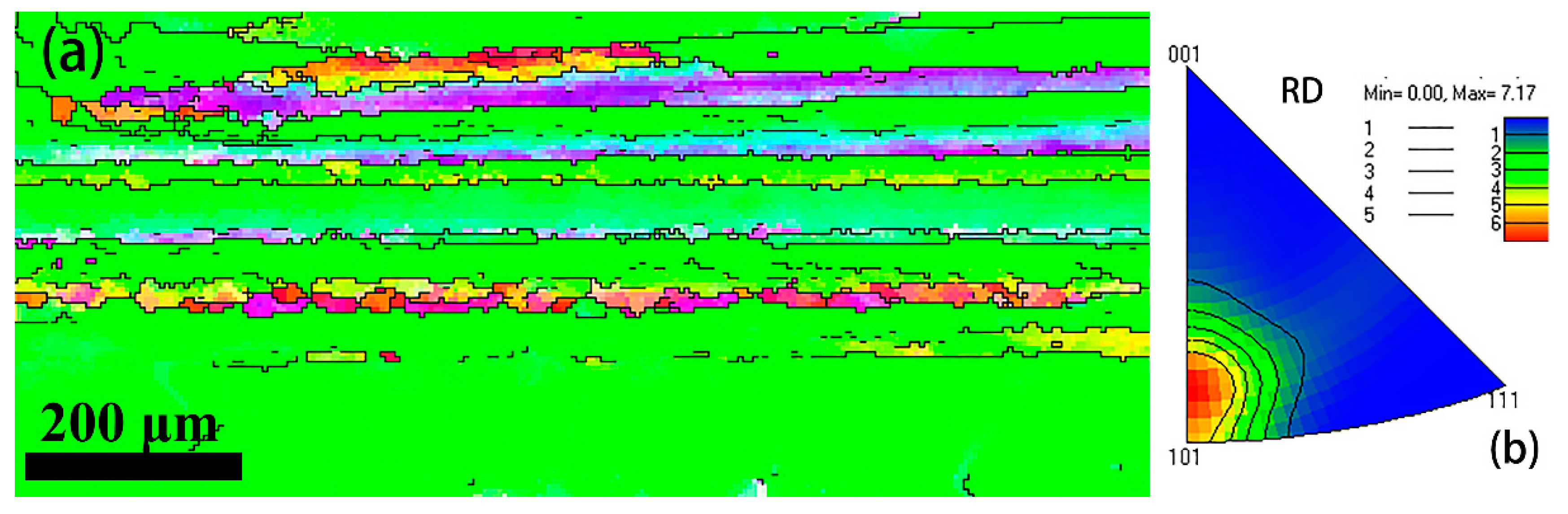
3.1. Grain Morphology and Orientation of the Hot-Rolled Sheet
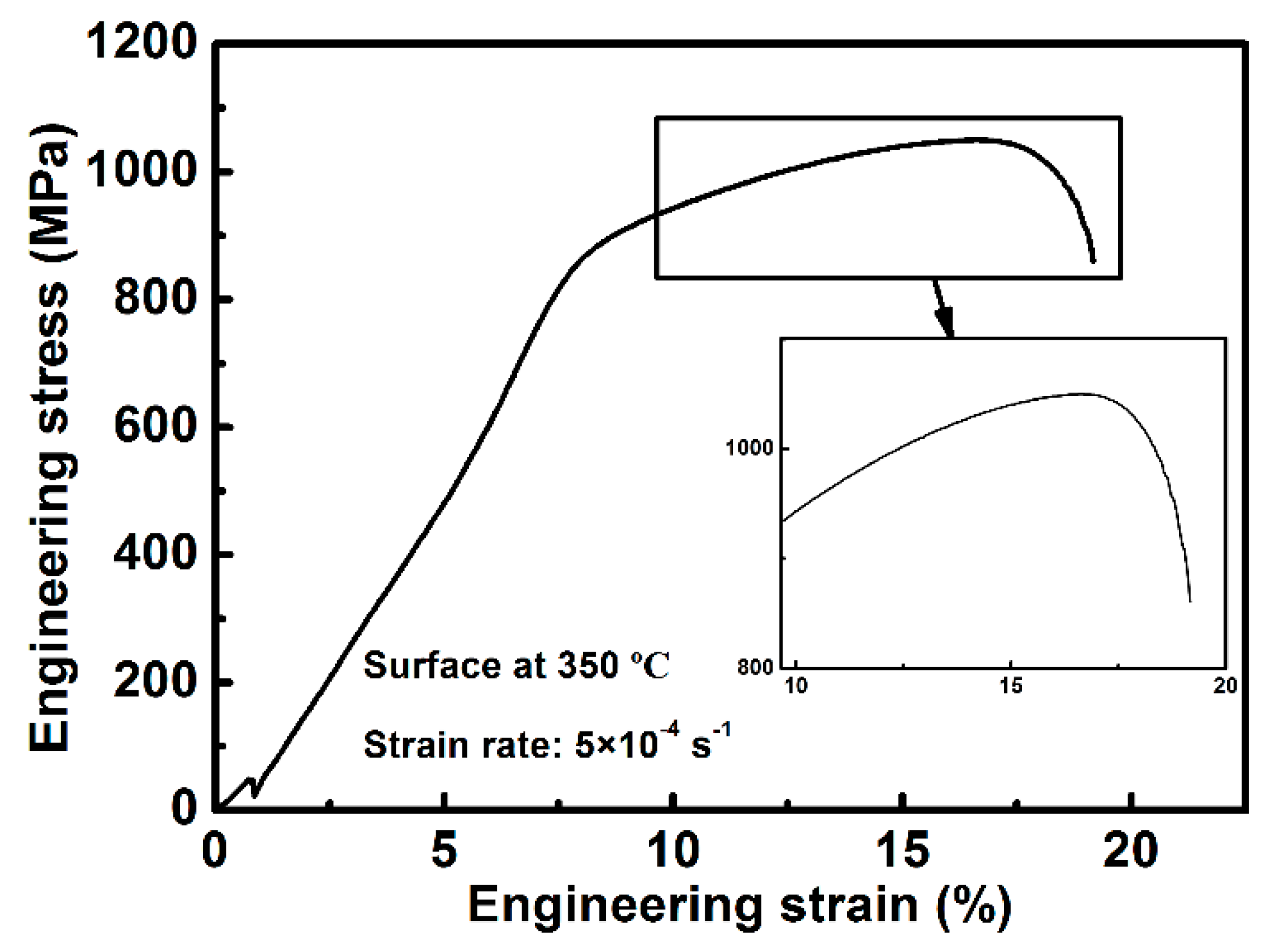
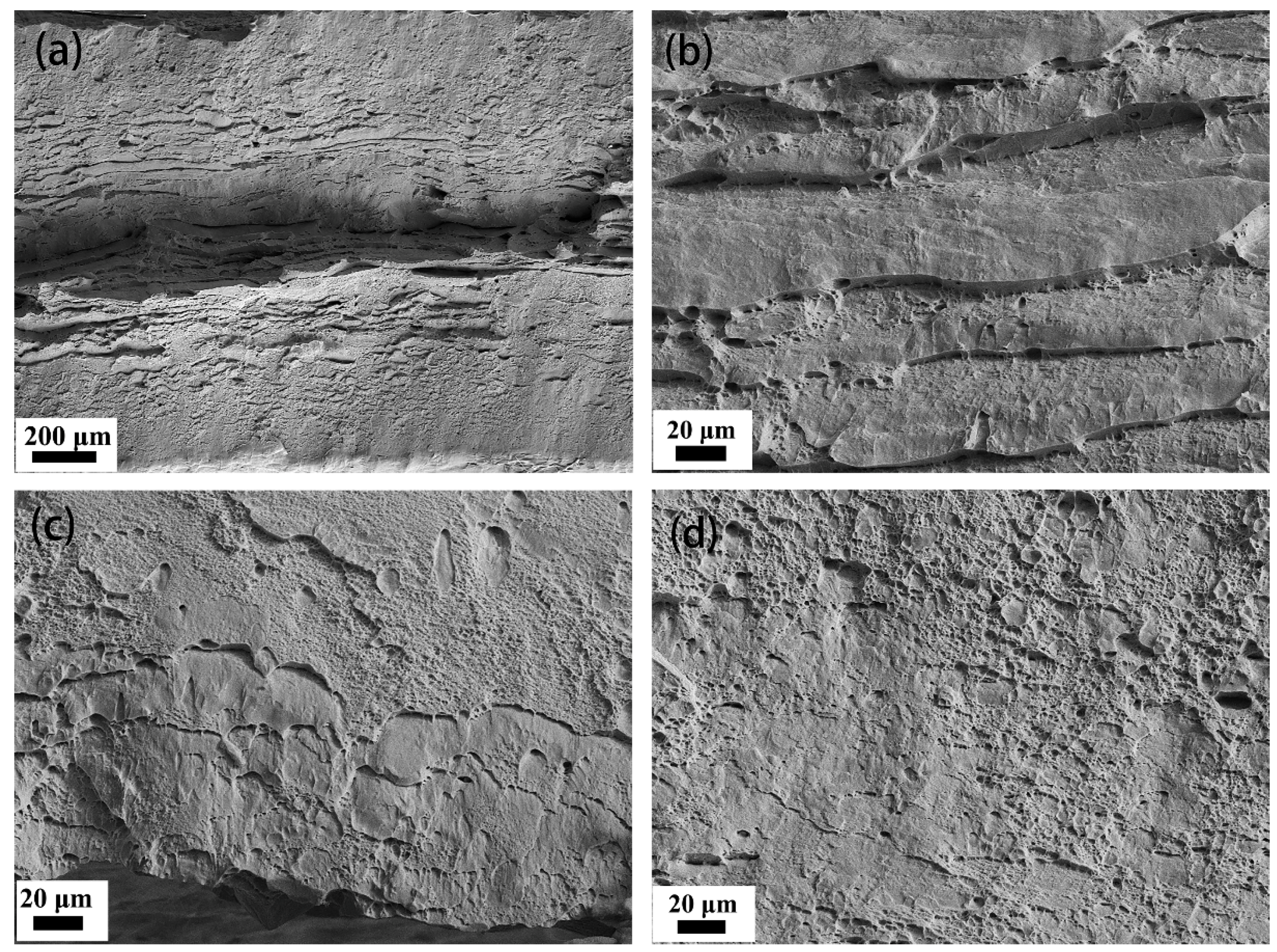
3.2. Tensile Properties and Fracture Morphology
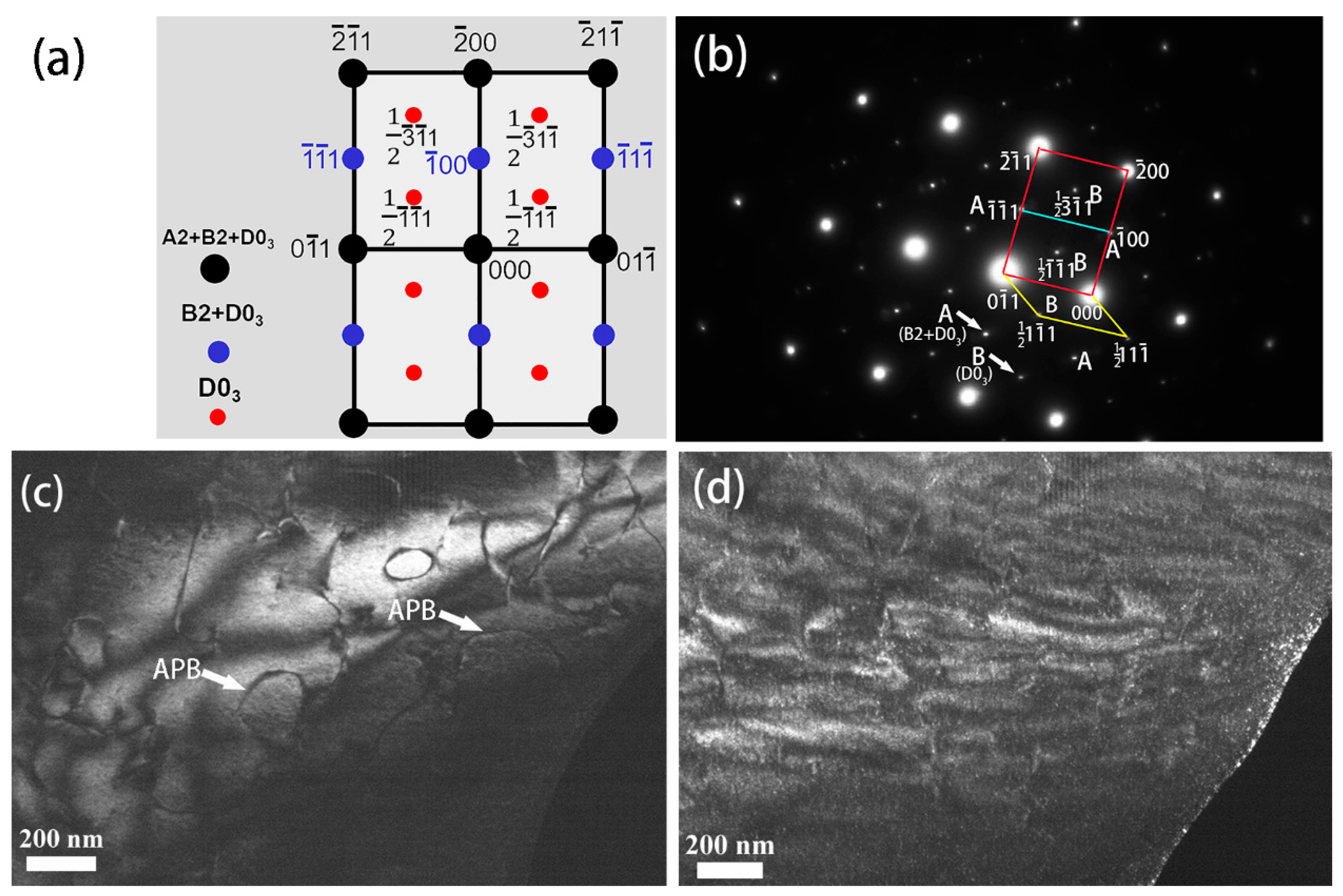
3.3. Orientation Variation during Warm Deformation
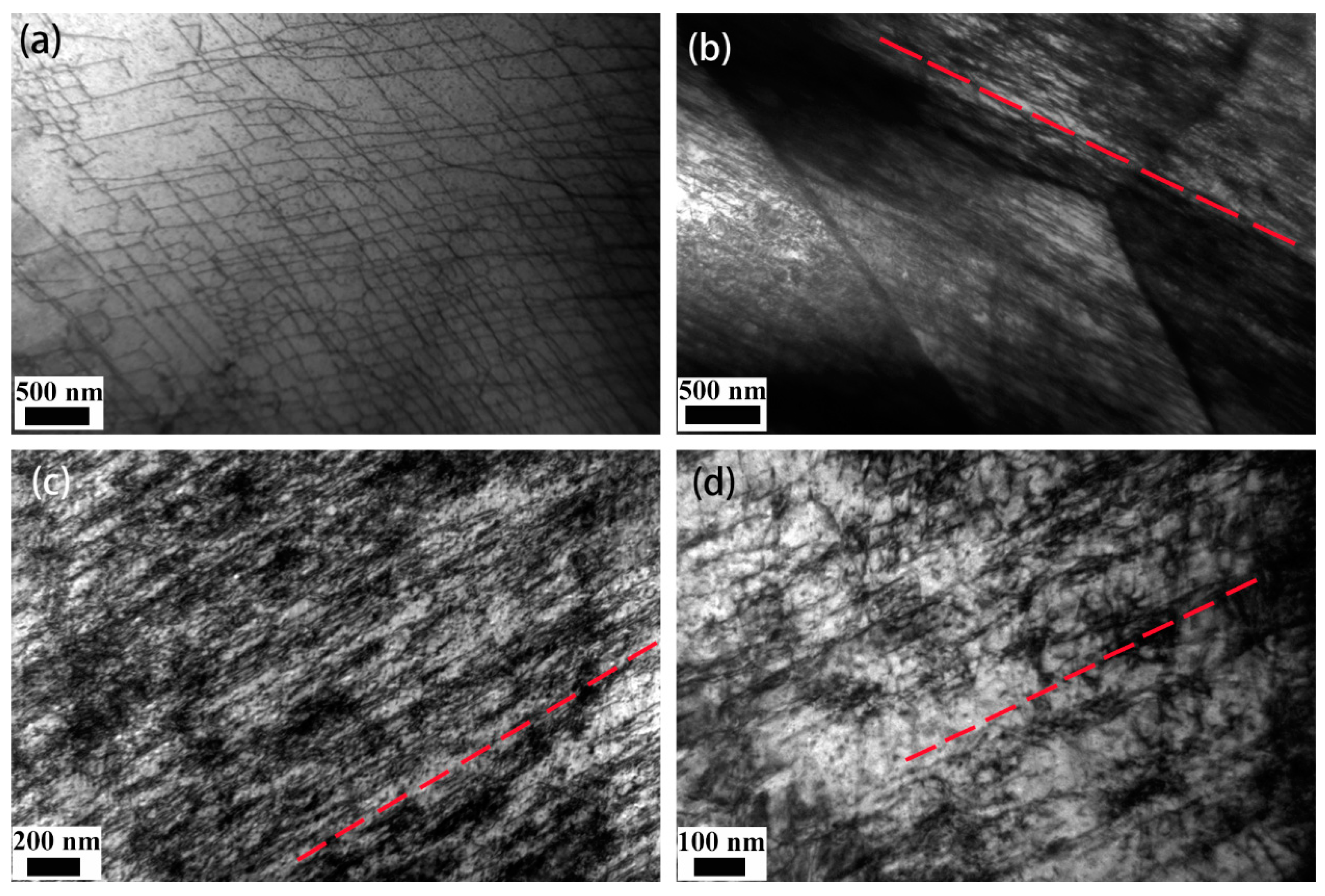
3.4. Variation of Dislocation Configurations during Warm Deformation
4. Discussion
4.1. Cause of the Serrated Flow
4.2. Mechanism and Evolution of the Serrated Flow
5. Conclusions
- (1)
- The hot-rolled Fe-6.5%Si sheet exhibits a layered structure along the thickness direction. The surface part is composed of equiaxed grains, whereas the center part shows elongated grains with a <101> fiber texture parallel to the rolling direction.
- (2)
- Serrated flow behavior occurs in both the hot-rolled sheet and its center region sample at 350 °C, whereas serrated flow does not appear in the surface sample. Therefore, the serrated flow of the hot-rolled sheet is attributed to the serration in the center sample.
- (3)
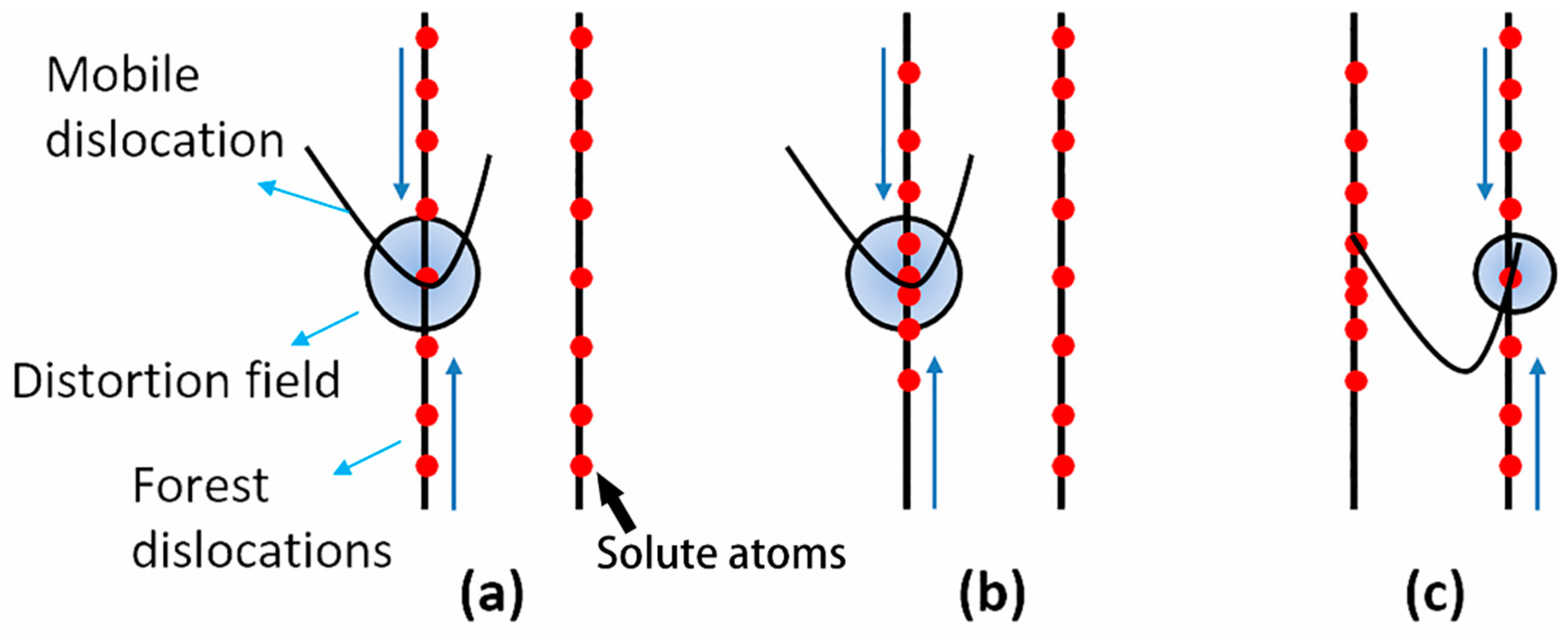
- Based on analyses of the degree of order, grain orientation, and dislocation configurations, it can be deduced that the serrated flow behavior may be caused by the interaction of solutes and mobile dislocations. This model of dynamic strain aging is proposed, and the serrated flow behavior is the result of the superposition and mixing of large groups of dislocations based on this model.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ouyang, G.; Chen, X.; Liang, Y.; Macziewski, C.; Cui, J. Review of Fe-6.5 wt% Si high silicon steel—A promising soft magnetic material for sub-kHz application. J. Magn. Magn. Mater. 2019, 481, 234–250. [Google Scholar] [CrossRef]
- Phway, T.P.P.; Moses, A.J. Magnetostriction trend of non-oriented 6.5% Si-Fe. J. Magn. Magn. Mater. 2008, 320, e611–e613. [Google Scholar] [CrossRef]
- Raviprasad, K.; Tenwick, M.; Davies, H.A.; Chattopadhyay, K. The nature of ordered structures in melt spun iron-silicon alloys. Scr. Metall. 1986, 20, 1265–1270. [Google Scholar] [CrossRef]
- Matsumura, S.; Oyama, H.; Oki, K. Dynamical behavior of ordering with phase separation in off-stoichiometric Fe3Si alloys. Mater. Trans. JIM 1989, 30, 695–706. [Google Scholar] [CrossRef]
- Matsumura, S.; Tanaka, Y.; Koga, Y.; Oki, K. Concurrent ordering and phase separation in the vicinity of the metastable critical point of order–disorder transition in Fe-Si alloys. Mater. Sci. Eng. A 2001, 312, 284–292. [Google Scholar] [CrossRef]
- Liang, Y.F.; Ye, F.; Lin, J.P.; Wang, Y.L.; Chen, G.L. Effect of annealing temperature on magnetic properties of cold rolled high silicon steel thin sheet. J. Alloys Compd. 2010, 491, 268–270. [Google Scholar] [CrossRef]
- Li, H.; Liang, Y.F.; Yang, W.; Ye, F.; Lin, J.P.; Xie, J.X. Disordering induced work softening of Fe-6.5wt%Si alloy during warm deformation. Mater. Sci. Eng. A 2015, 628, 262–268. [Google Scholar] [CrossRef]
- Fu, S.; Cheng, T.; Zhang, Q.; Hu, Q.; Cao, P. Two mechanisms for the normal and inverse behaviors of the critical strain for the Portevin—Le Chatelier effect. Acta Mater. 2012, 60, 6650–6656. [Google Scholar] [CrossRef]
- Cai, Y.L.; Yang, S.L.; Wang, Y.H.; Fu, S.H.; Zhang, Q.C. Characterization of the deformation behaviors associated with the serrated flow of a 5456 Al-based alloy using two orthogonal digital image correlation systems. Mater. Sci. Eng. A 2016, 664, 155–164. [Google Scholar] [CrossRef]
- Min, J.; Hector Jr, L.G.; Zhang, L.; Sun, L.; Carsley, J.E.; Lin, J. Plastic instability at elevated temperatures in a TRIP-assisted steel. Mater. Des. 2016, 95, 370–386. [Google Scholar] [CrossRef]
- Sun, B.A.; Liu, C.T.; Yang, Y. Rate dependence of serrated flow and its effect on shear stability of bulk metallic glasses. J. Iron. Steel Res. Int. 2016, 23, 24–30. [Google Scholar] [CrossRef]
- Wang, W.H.; Wu, D.; Shah, S.S.A.; Chen, R.S.; Lou, C.S. The mechanism of critical strain and serration type of the serrated flow in Mg-Nd-Zn alloy. Mater. Sci. Eng. A 2016, 649, 214–221. [Google Scholar] [CrossRef]
- Xu, Z.; Shen, Y. Serrated flow and work-hardening behavior of China low activation martensitic steel (CLAM). Metals 2018, 8, 413. [Google Scholar] [CrossRef]
- Wen, S.; Xue, S.; Han, C.; Liu, B.; Liang, Y.; Ye, F. Fabrication technology and material characterization of hot rolled cylindrical Fe-6.5 wt.% Si bars. Metals 2018, 8, 371. [Google Scholar] [CrossRef]
- Honjo, H.; Kaneno, Y.; Inoue, H.; Takasugi, T. Plastic flow instabilities of L12Ni3Al alloys at intermediate temperatures. J. Mater. Sci. 2004, 39, 3677–3681. [Google Scholar] [CrossRef]
- Honjo, H.; Kaneno, Y.; Inoue, H.; Takasugi, T. Plastic flow instabilities of L12Ni3 (Si, Ti) alloys at intermediate temperature. J. Mater. Res. 2002, 17, 705–711. [Google Scholar] [CrossRef]
- Takasugi, T.; Honjo, H.; Kaneno, Y.; Inoue, H. Plastic flow instabilities of Ll2Co3Ti alloys at intermediate temperatures. Acta Mater. 2002, 50, 847–855. [Google Scholar] [CrossRef]
- Fu, H.; Zhang, Z.; Jiang, Y.; Xie, J. Applying the grain orientation dependence of deformation twinning to improve the deformation properties of an Fe-6.5wt%Si alloy. J. Alloys Compd. 2016, 689, 307–312. [Google Scholar] [CrossRef]
- Xie, J.; Fu, H.; Zhang, Z.; Jiang, Y. Deformation twinning feature and its effects on significant enhancement of tensile ductility in columnar-grained Fe-6.5wt.%Si alloy at intermediate temperatures. Intermetallics 2012, 23, 20–26. [Google Scholar] [CrossRef]
- Zhang, Y.; Qiao, J.W.; Liaw, P.K. A brief review of high entropy alloys and serration behavior and flow units. J. Iron. Steel Res. Int. 2016, 23, 2–6. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, J.P.; Chen, S.Y.; Xie, X.; Liaw, P.K.; Dahmen, K.A.; Wang, Y.L. Serration and noise behaviors in materials. Prog. Mater. Sci. 2017, 90, 358–460. [Google Scholar] [CrossRef]
- Li, H.; Liang, Y.F.; Ye, F. Effect of heat treatment on ordered structures and mechanical properties of Fe-6.5mass%Si Alloy. Mater. Trans. 2015, 56, 759–765. [Google Scholar] [CrossRef]
- Cahn, R.W. Twinning in iron-aluminium alloys. Acta Metall. 1961, 9, 138–148. [Google Scholar] [CrossRef]
- Cui, S.; Ouyang, G.; Ma, T.; Macziewski, C.R.; Levitas, V.I.; Zhou, L.; Kramer, M.J.; Cui, J. Thermodynamic and kinetic analysis of the melt spinning process of Fe-6.5wt.%Si alloy. J. Alloys Compd. 2019, 771, 643–648. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, W.; Fu, H.; Xie, J. Effect of quench cooling rate on residual stress, microstructure and mechanical property of an Fe-6.5Si alloy. Mater. Sci. Eng. A 2011, 530, 519–524. [Google Scholar] [CrossRef]
- Klose, F.B.; Ziegenbein, A.; Weidenmüller, J.; Neuhäuser, H.; Hähner, P. Portevin–LeChatelier effect in strain and stress controlled tensile tests. Comput. Mater. Sci. 2003, 26, 80–86. [Google Scholar] [CrossRef]
- Rodriguez, P. Serrated plastic flow. Bull. Mater. Sci. 1984, 6, 653–663. [Google Scholar] [CrossRef]
- Yasuda, H.Y.; Shigeno, K.; Nagase, T. Dynamic strain aging of Al0.3CoCrFeNi high entropy alloy single crystals. Scr. Mater. 2015, 108, 80–83. [Google Scholar] [CrossRef]
- Weaver, M.L.; Kaufman, M.J.; Noebe, R.D. Manifestations of dynamic strain aging in soft-oriented NiAl single crystals. Metall. Mater. Trans. A 1996, 27, 3542–3557. [Google Scholar] [CrossRef][Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | C | N | Mn | P | S | Fe |
|---|---|---|---|---|---|---|
| 6.47 | 0.0052 | 0.0026 | 0.019 | 0.005 | 0.0019 | Bal |
| Pass | Thickness (mm) | Reduction (mm) | Reduction Ratio (%) |
|---|---|---|---|
| 0 | 90 | 0 | 0 |
| 1 | 81 | 10 | 10.0 |
| 2 | 71 | 13 | 12.3 |
| 3 | 56 | 16 | 21.1 |
| 4 | 36 | 20 | 35.7 |
| 5 | 18 | 18 | 50.0 |
| 6 | 11 | 7 | 33.3 |
| 7 | 5.1 | 5.8 | 57.5 |
| 8 | 2.5 | 2.6 | 51.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, X.; Liang, Y.; Liu, B.; Ding, Z.; Zhang, B.; Ye, F. Serrated Flow Behavior of Hot-Rolled Fe-6.5wt.%Si Sheet with Layered Structure. Metals 2019, 9, 1023. https://doi.org/10.3390/met9101023
Shi X, Liang Y, Liu B, Ding Z, Zhang B, Ye F. Serrated Flow Behavior of Hot-Rolled Fe-6.5wt.%Si Sheet with Layered Structure. Metals. 2019; 9(10):1023. https://doi.org/10.3390/met9101023
Chicago/Turabian StyleShi, Xiangju, Yongfeng Liang, Binbin Liu, Zhiyi Ding, Bao Zhang, and Feng Ye. 2019. "Serrated Flow Behavior of Hot-Rolled Fe-6.5wt.%Si Sheet with Layered Structure" Metals 9, no. 10: 1023. https://doi.org/10.3390/met9101023
APA StyleShi, X., Liang, Y., Liu, B., Ding, Z., Zhang, B., & Ye, F. (2019). Serrated Flow Behavior of Hot-Rolled Fe-6.5wt.%Si Sheet with Layered Structure. Metals, 9(10), 1023. https://doi.org/10.3390/met9101023