Effects of Annealing Temperature on Recrystallization Texture and Microstructure Uniformity of High Purity Tantalum


Abstract
:1. Introduction
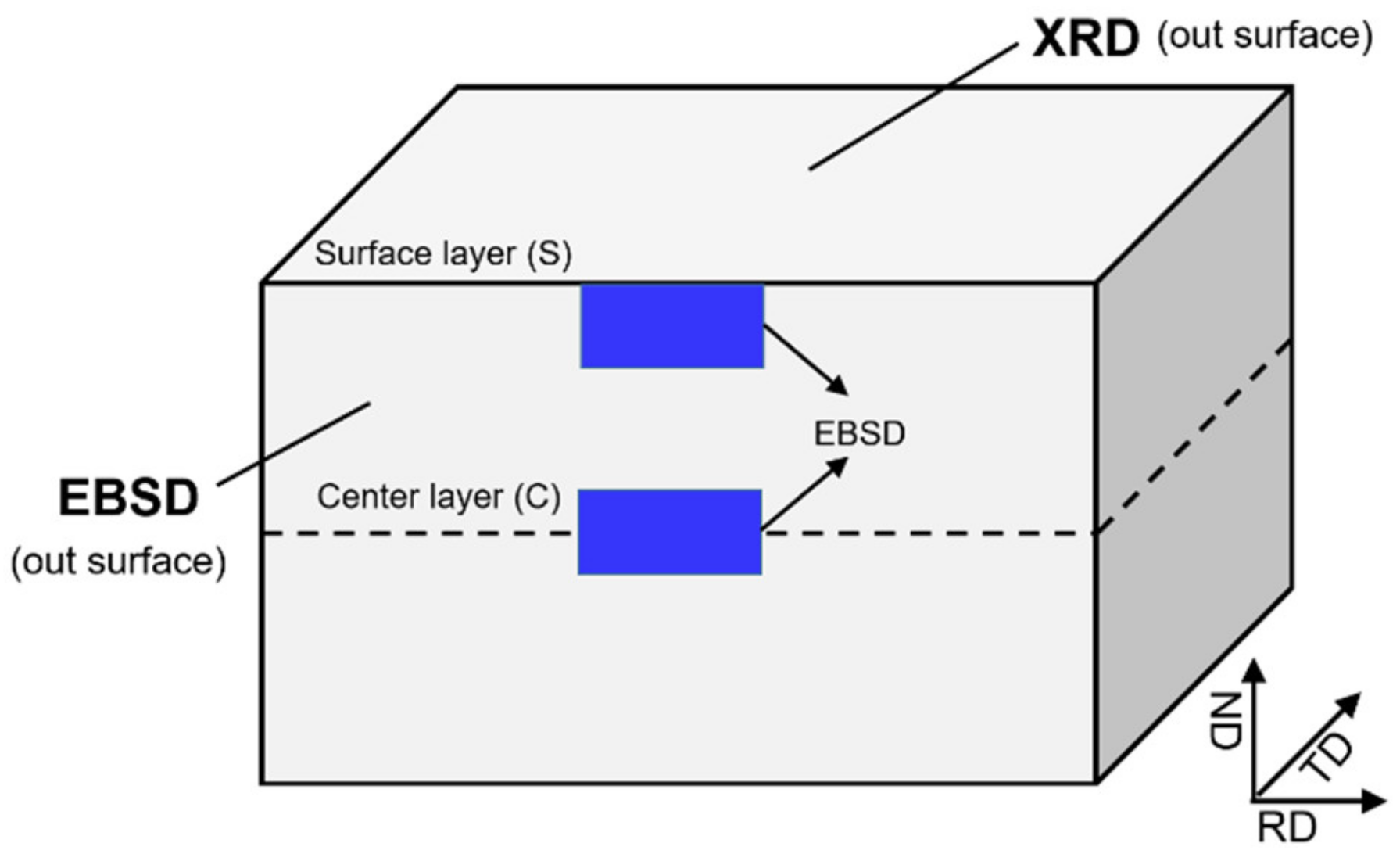
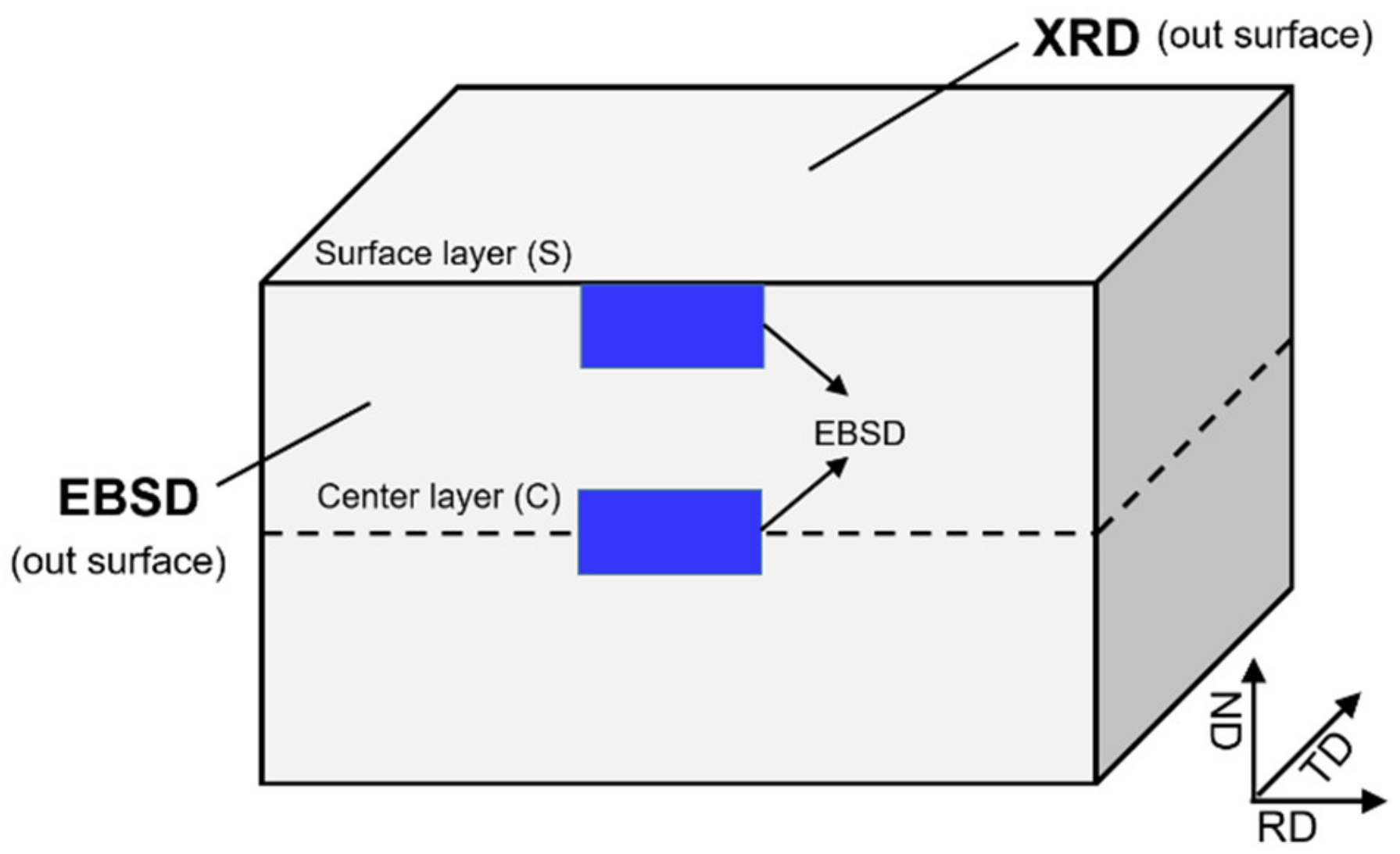
2. Experimental Method
3. Results
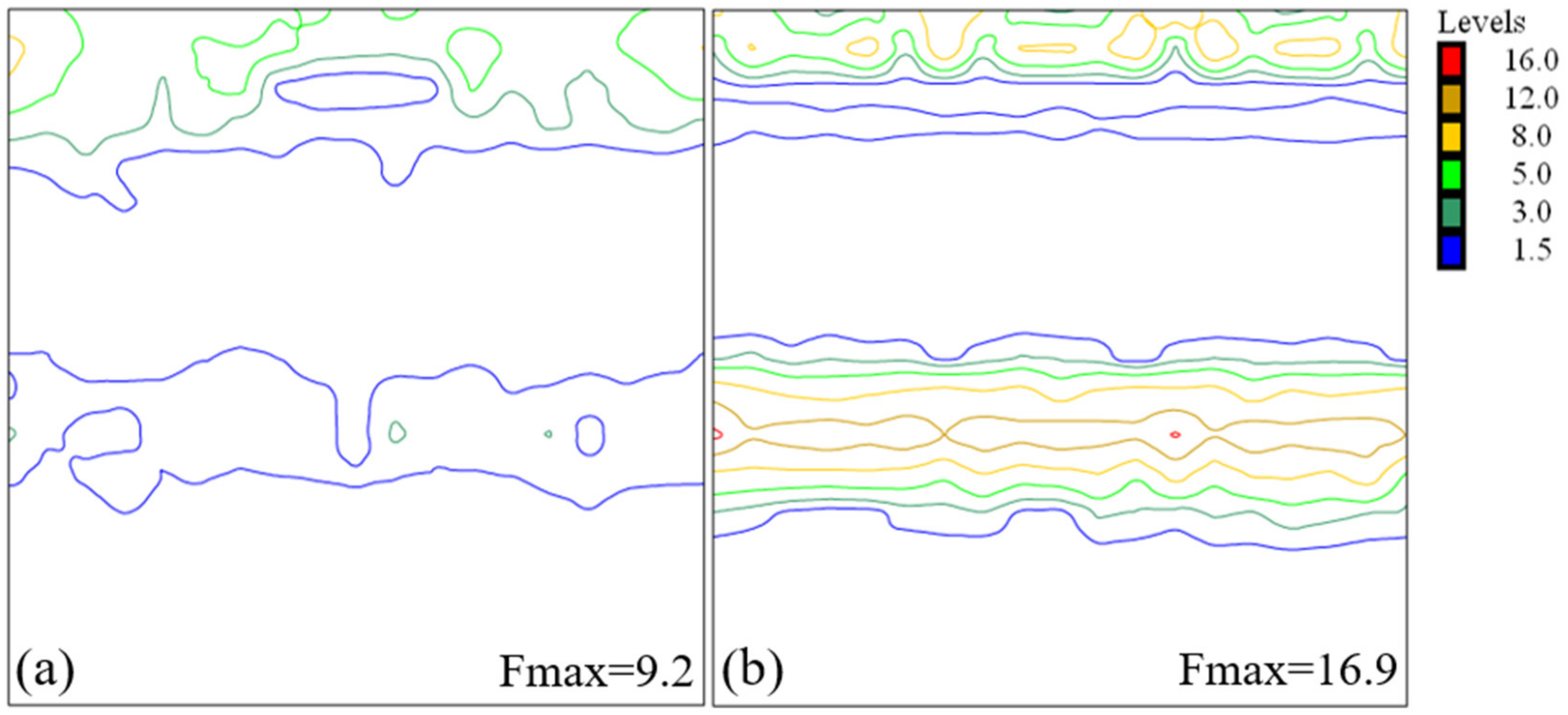
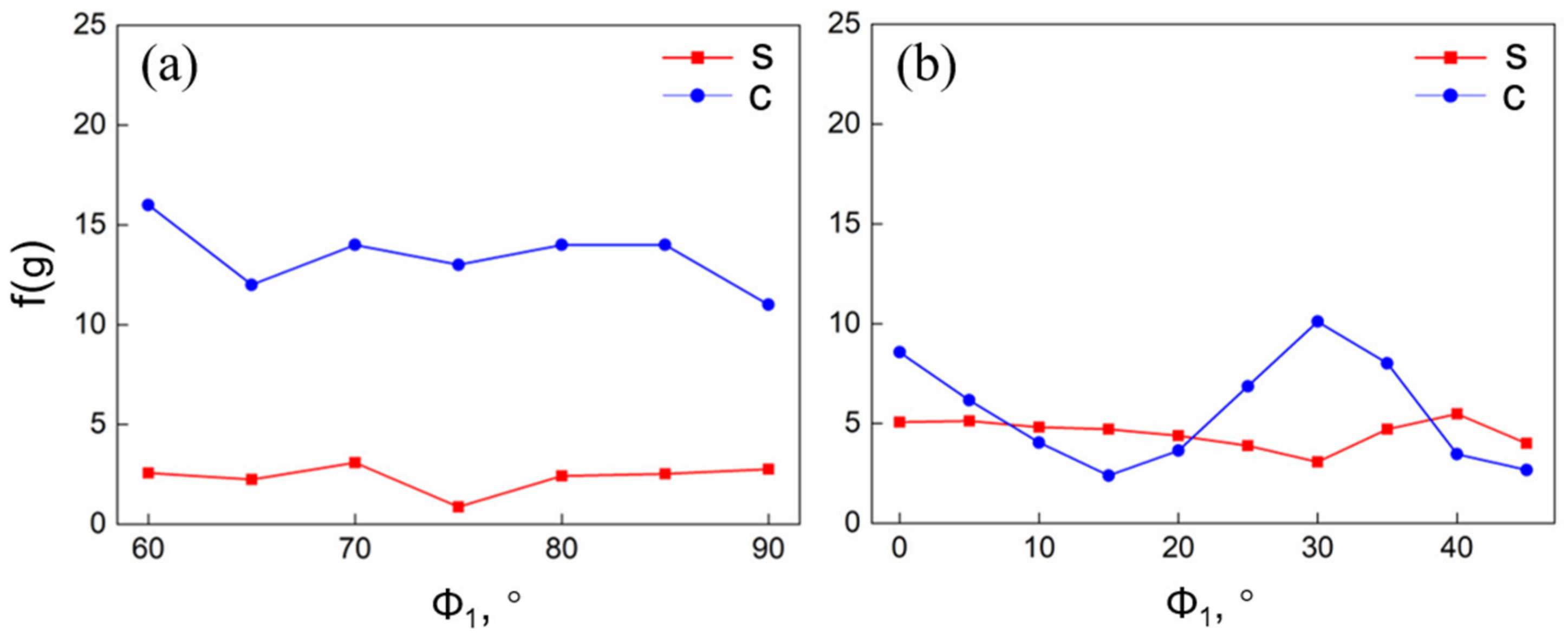
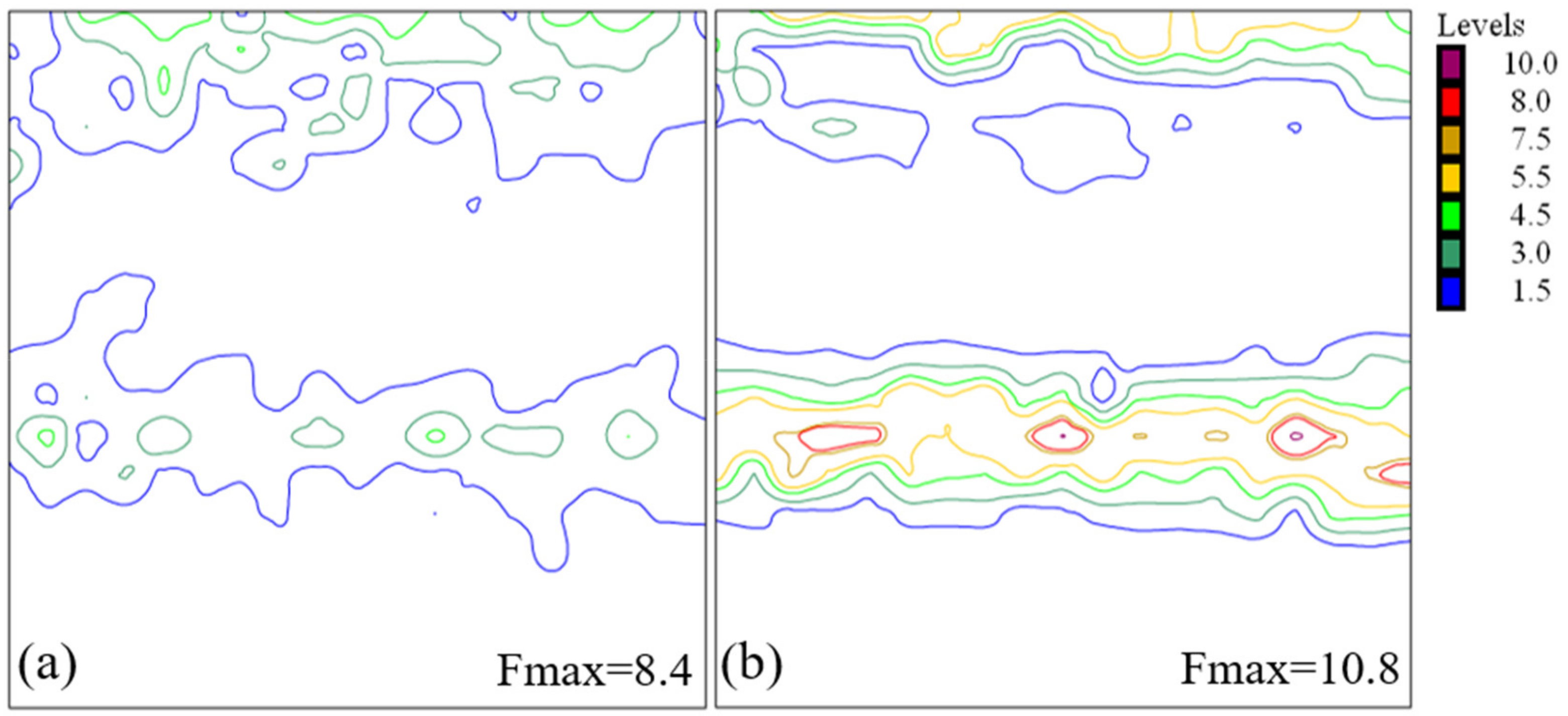
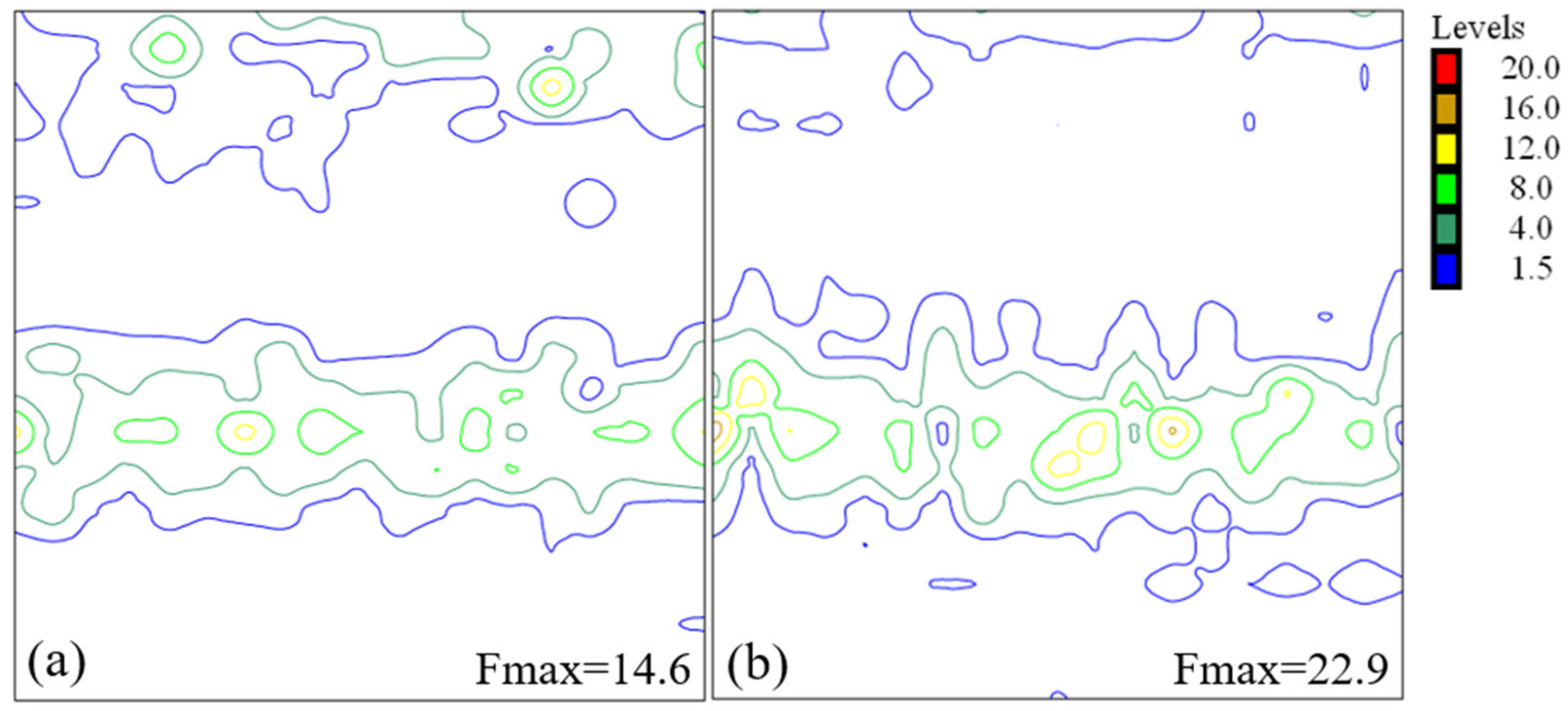
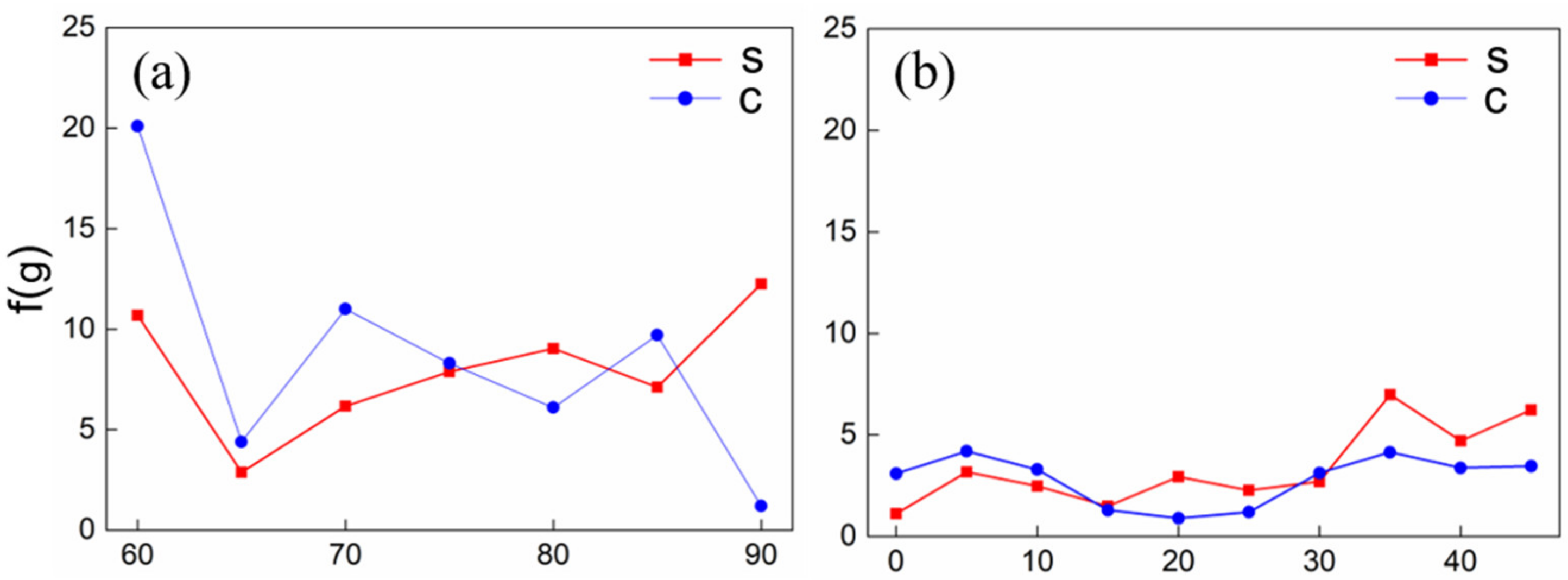
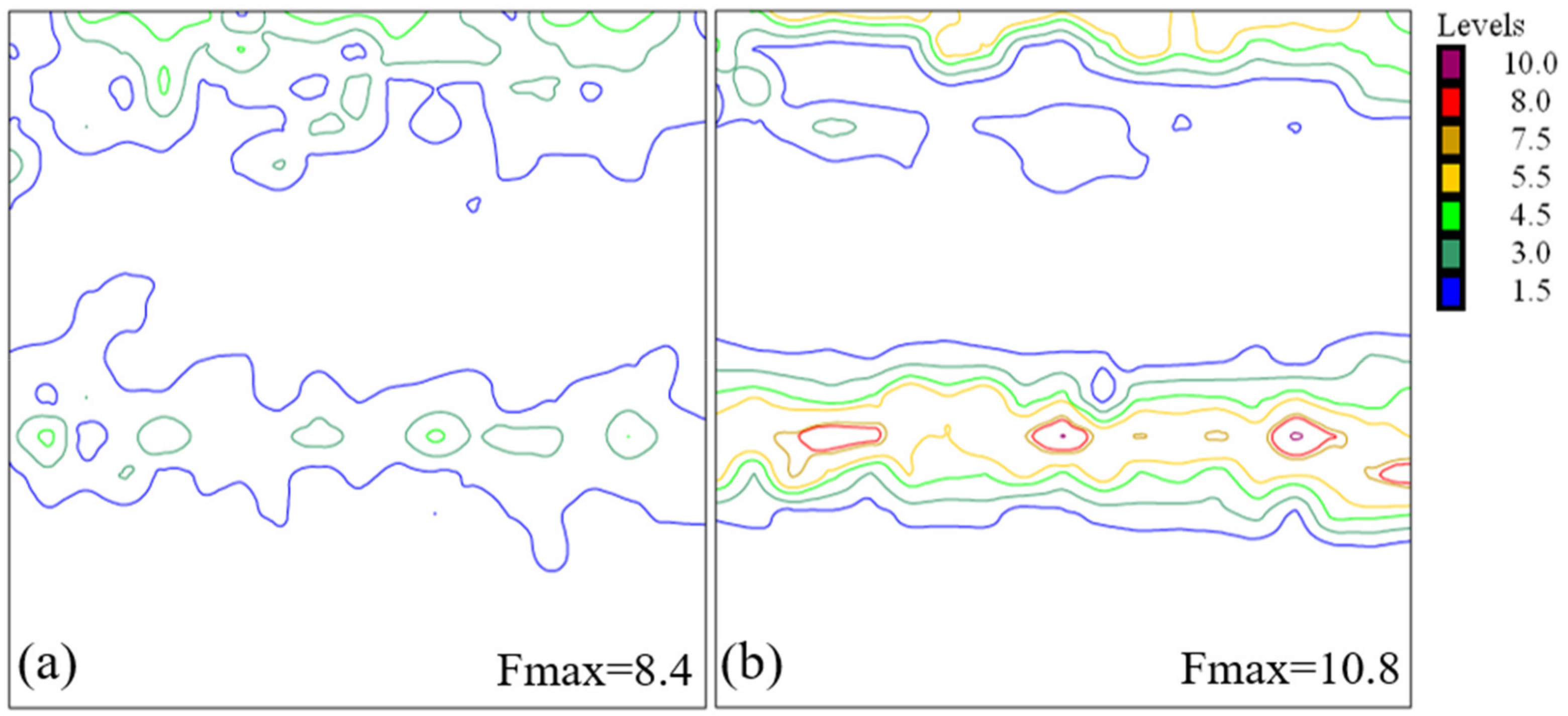
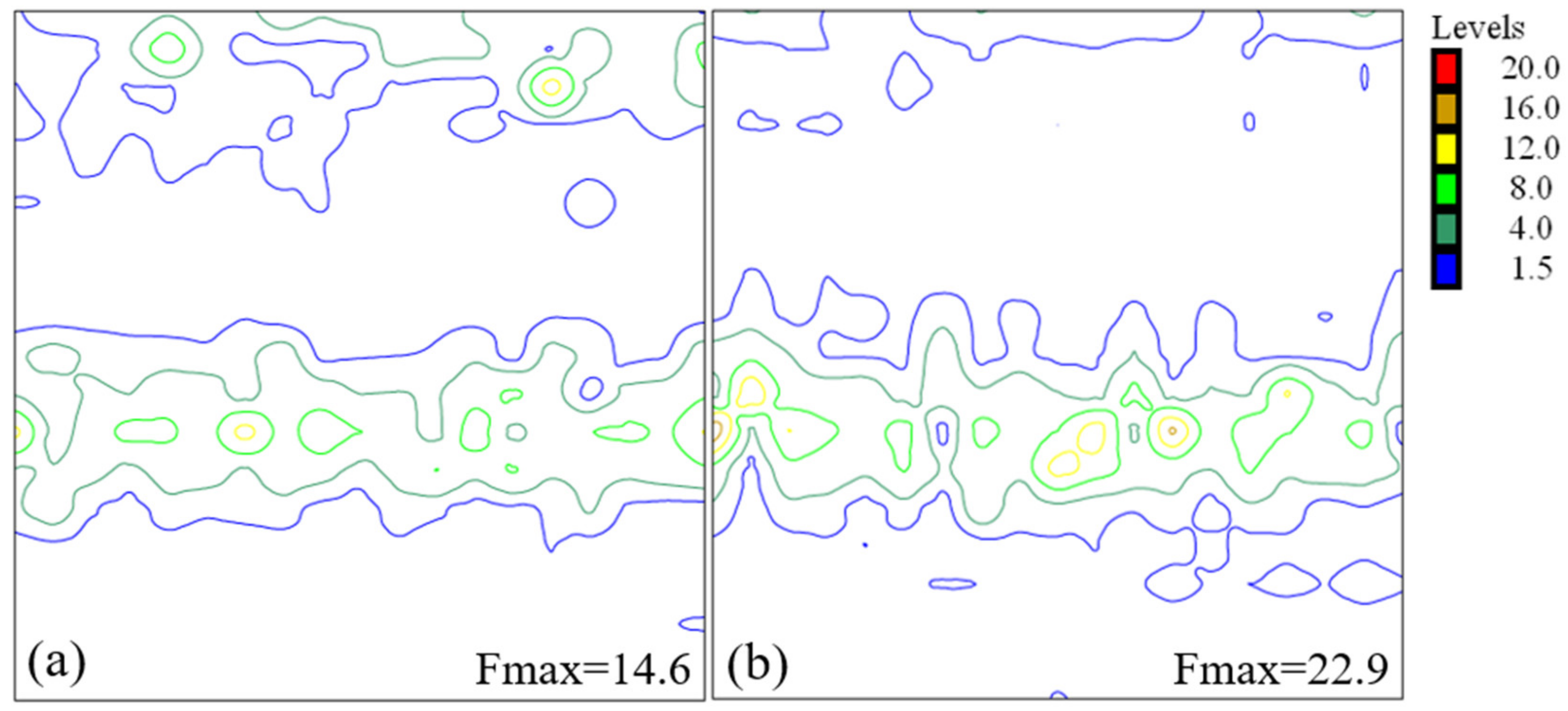
3.1. Deformation Texture
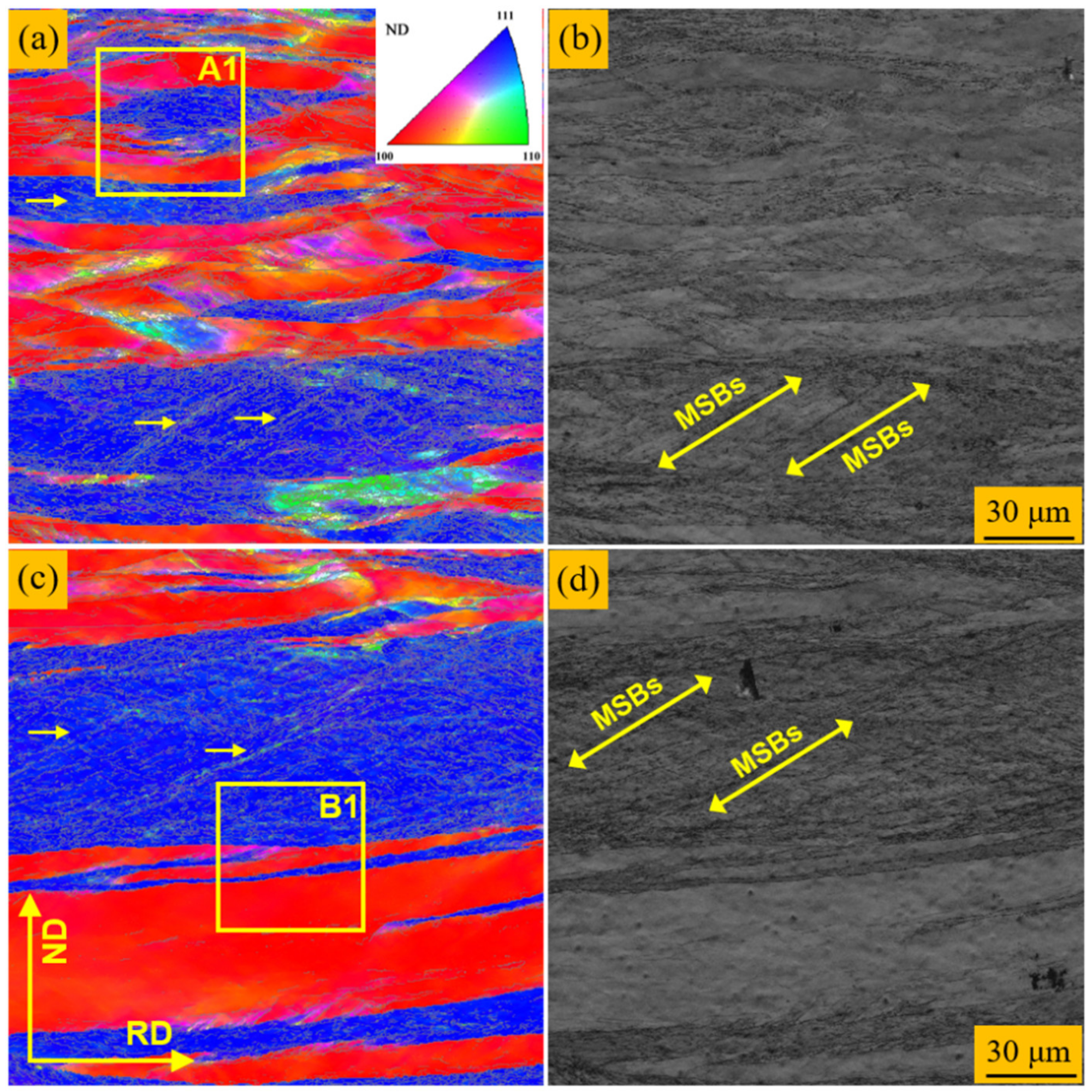
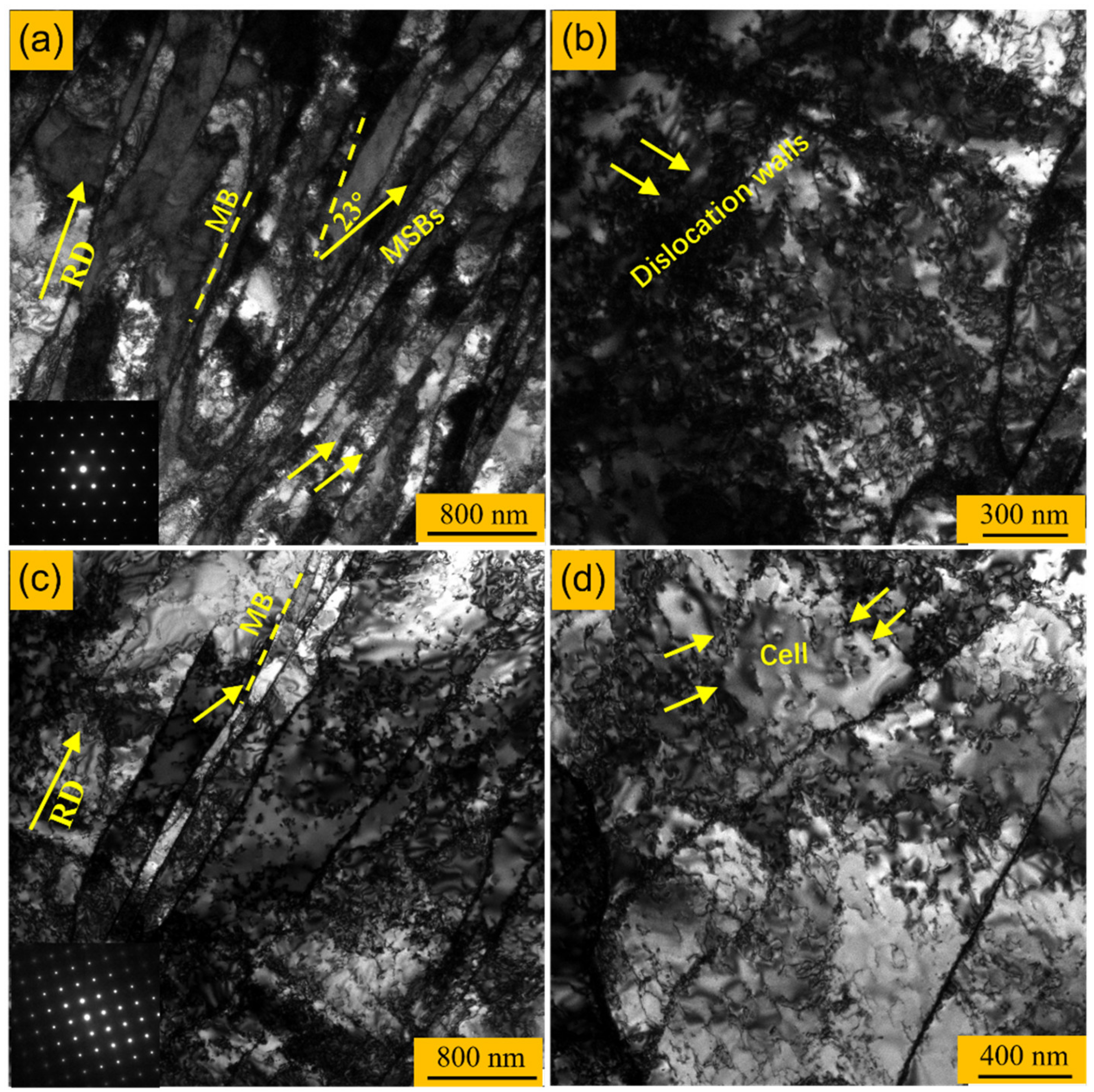
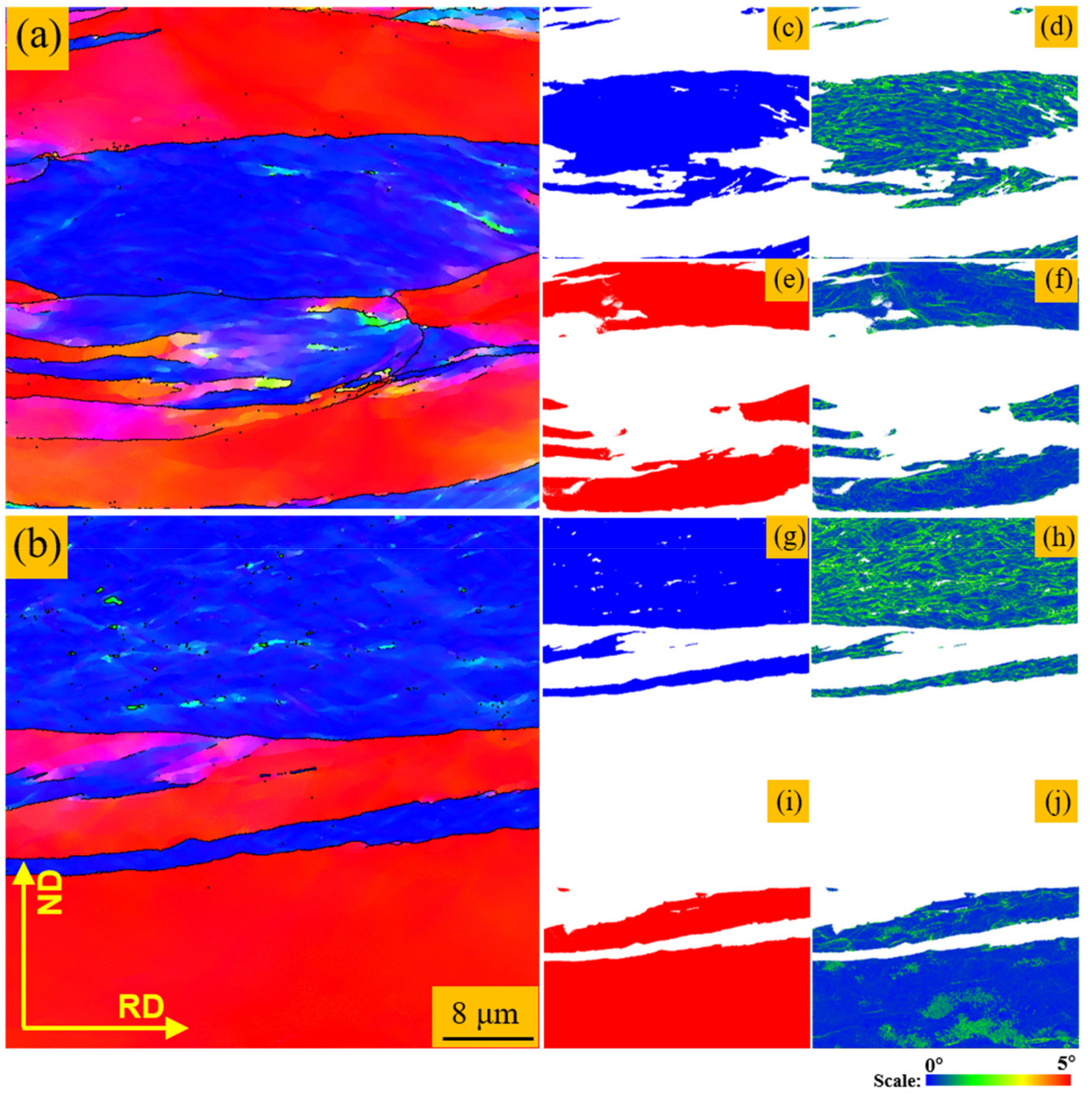
3.2. Deformation Microstructure
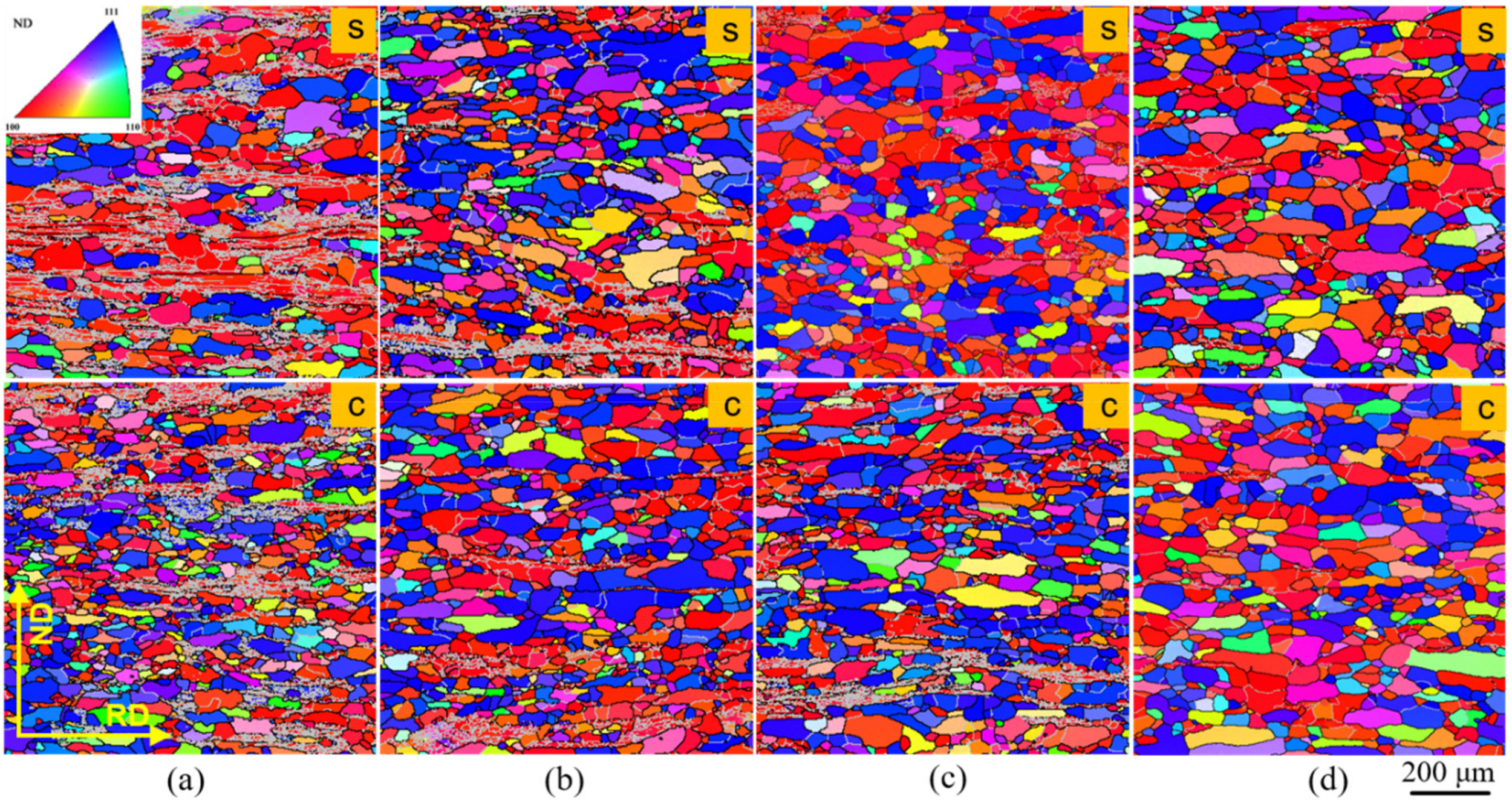
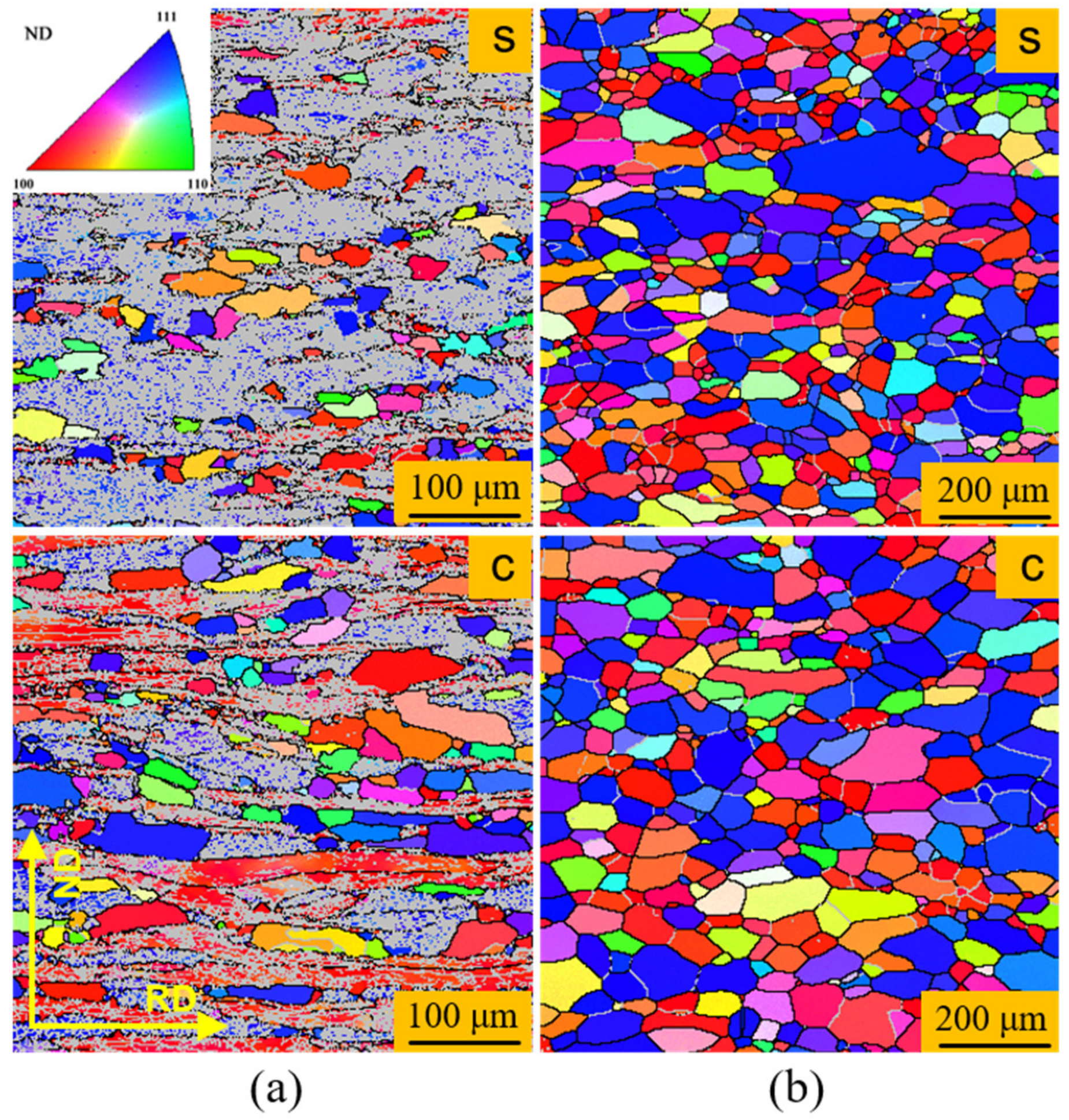
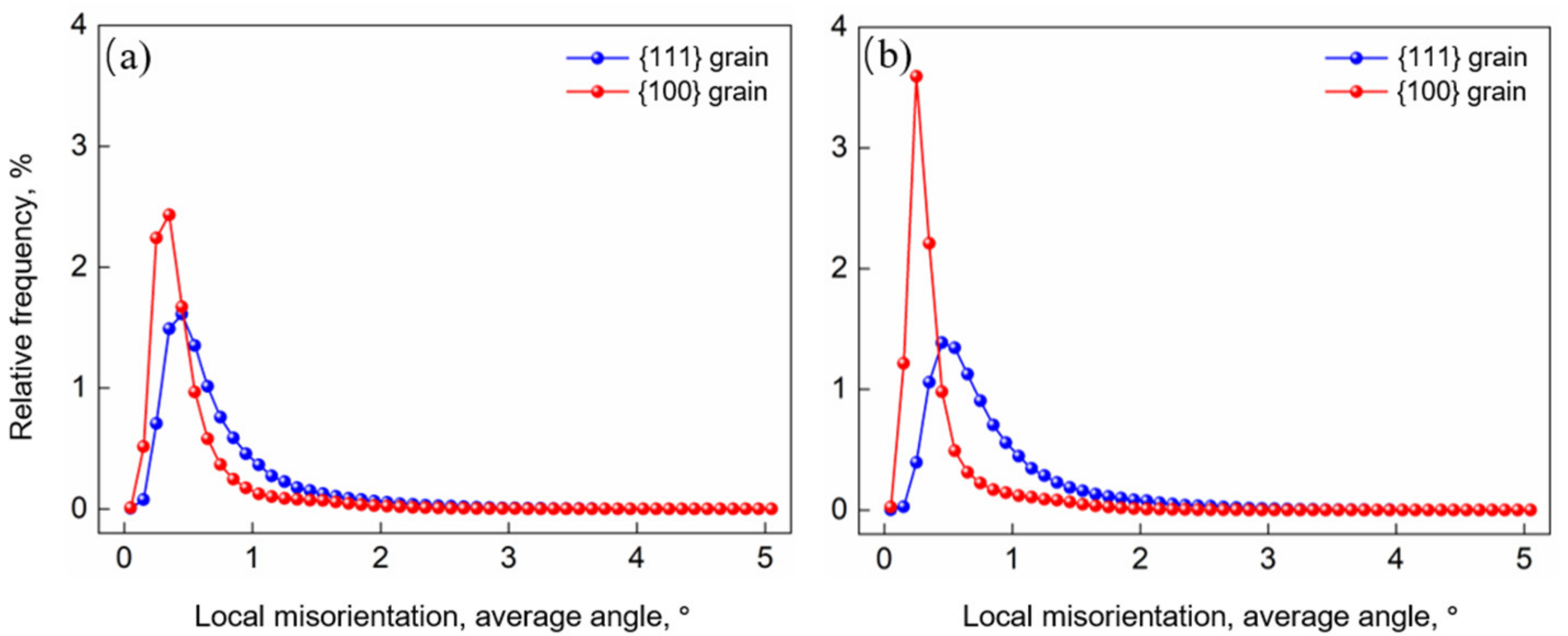
3.3. Microstructure and Texture Distribution of Ta Annealed at 1050 °C
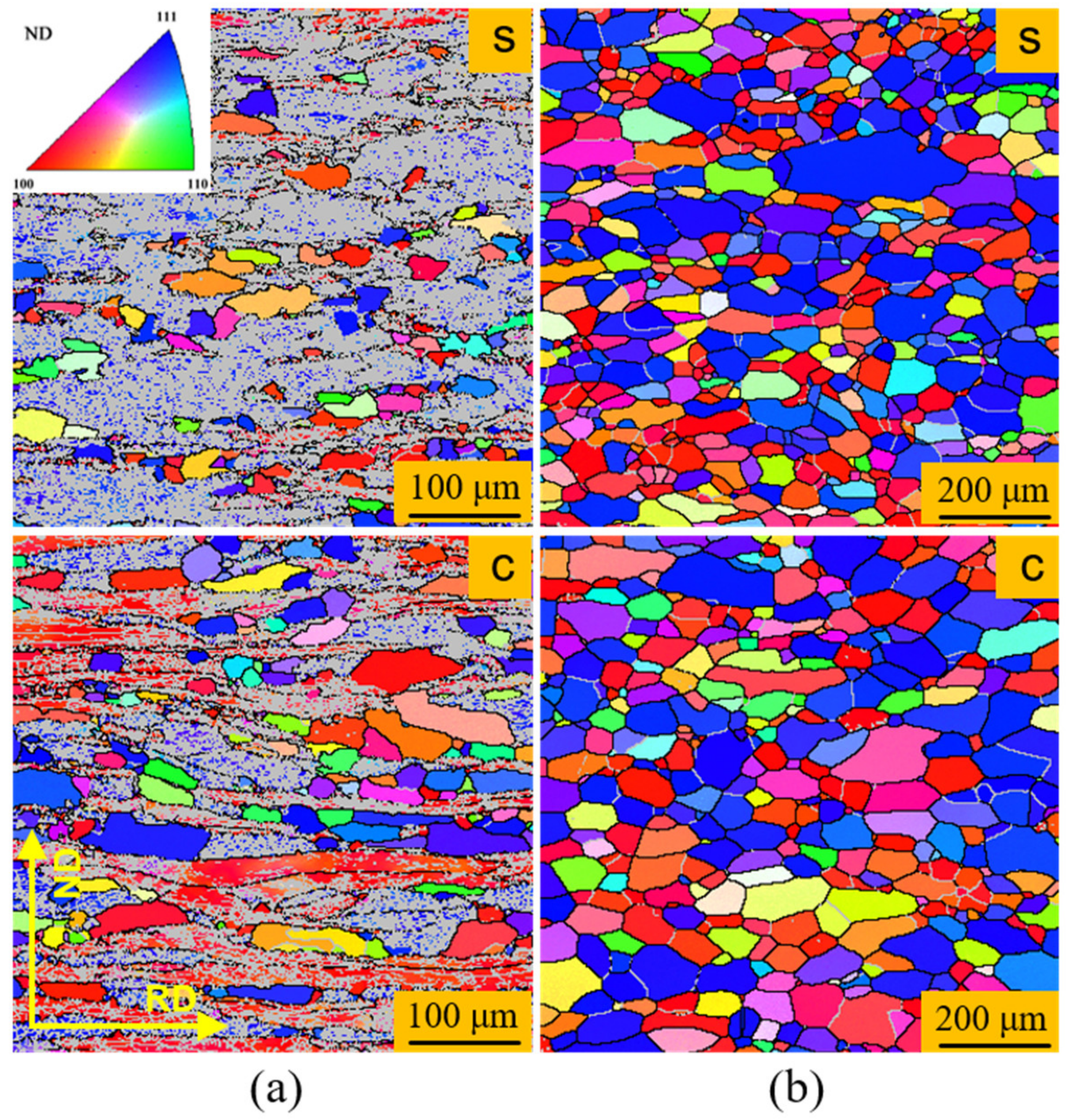
3.4. Microstructure and Texture Distribution of Ta Annealed at 1200 °C
4. Discussion
4.1. Orientation-Dependent Deformation Behavior
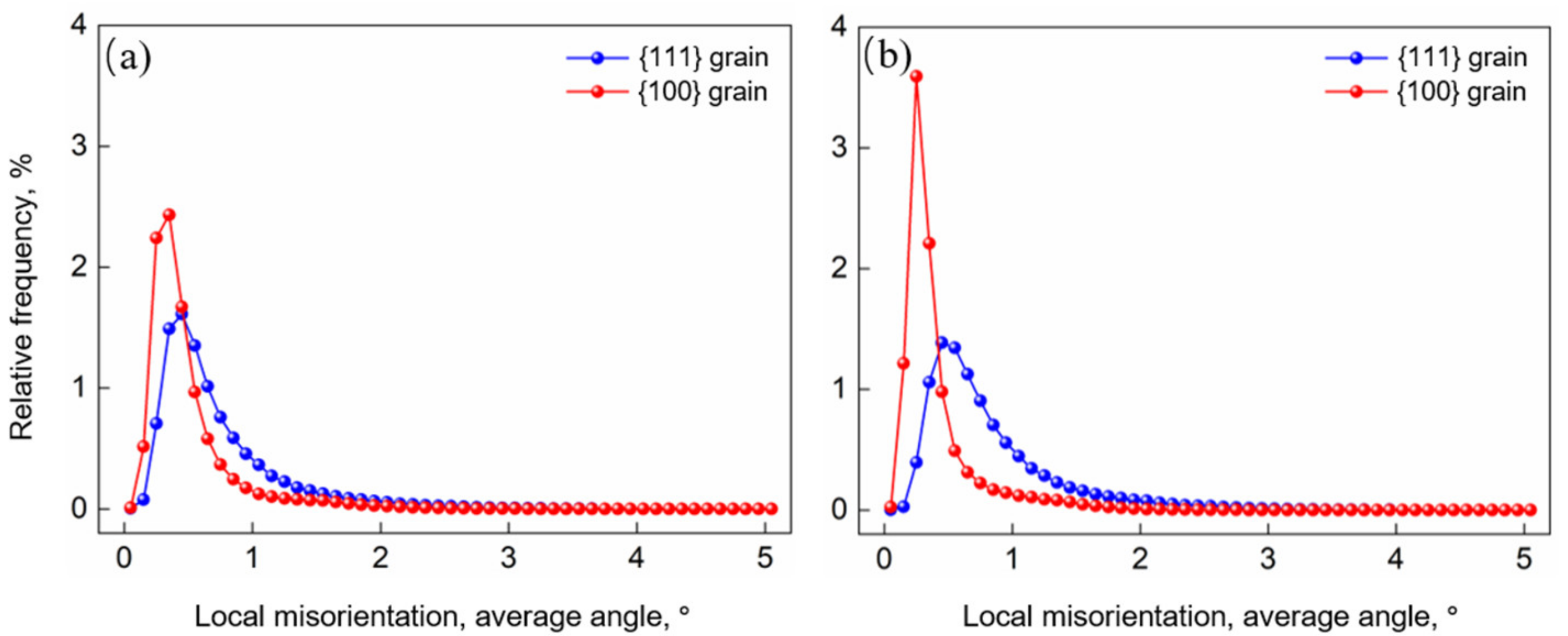
4.2. Effect of Recovery on Stored Energy
4.3. Temperature-Dependent Recrystallization Mechanism
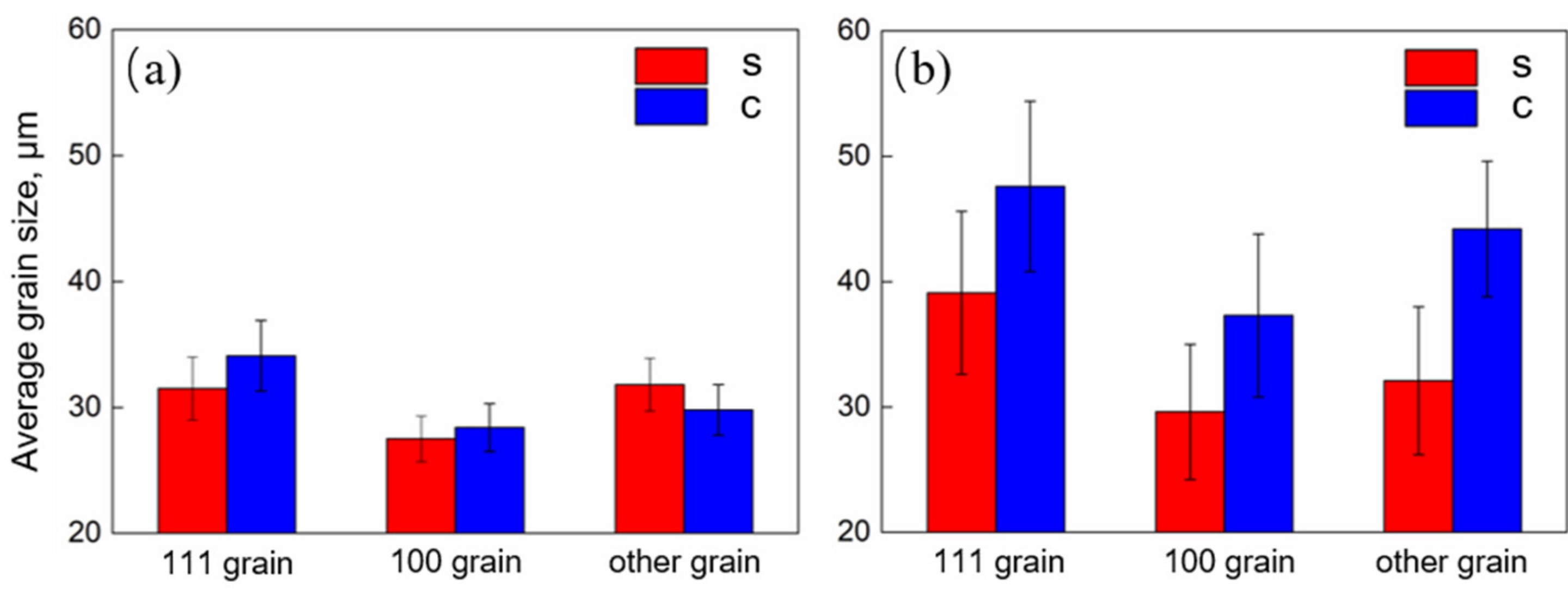
4.4. Effect of Annealing Temperature on Grain Size
4.5. Effect of Annealing Temperature on Texture Evolution
5. Conclusions
- 135° clock rolling is effective to weaken and ameliorate the texture distribution along the thickness, but a significant orientation-dependent deformation substructure is formed, and many parallel MSBs and MBs exist within the {111} matrix.
- Stored energy within the matrix can be effectively released since sample can experience abundant recovery at low-temperature annealing, resulting in fine grains and uniformly distributed texture along the thickness.
- The fast migration of {111} grain boundaries is due to high stored energy at high-temperature annealing, which significantly increases the {111} grain size and {111}<uvw> texture intensity.
Author Contributions
Funding
Conflicts of Interest
References
- Cardonne, S.; Kumar, P.; Michaluk, C.; Schwartz, H. Tantalum and its alloys. Int. J. Refract. Met. Hard Mater. 1995, 13, 187–194. [Google Scholar] [CrossRef]
- Holloway, K.; Fryer, P.M. Tantalum as a diffusion barrier between copper and silicon. Appl. Phys. Lett. 1990, 57, 1736–1738. [Google Scholar] [CrossRef]
- Holloway, K.; Fryer, P.M.; Cabral, C., Jr.; Harper, J.M.E. Tantalum as a diffusion barrier between copper and silicon: Failure mechanism and effect of nitrogen additions. J. Appl. Phys. 1992, 71, 5433–5444. [Google Scholar] [CrossRef]
- Michaluk, C.A. Correlating discrete orientation and grain size to the sputter deposition properties of tantalum. J. Electron. Mater. 2002, 31, 2–9. [Google Scholar] [CrossRef]
- Wright, S.I.; Field, D.P.; Michaluk, C.A.; Witt, R.A.; Nibur, K.A. Effects of local texture and grain structure on the sputtering performance of tantalum. Mater. Sci. Forum. 2002, 408–412, 1615–1620. [Google Scholar]
- Shang, Z.; Jiang, X.; Li, Y.; Yang, Y. Sputtering Targets Used in Integrated Circuit. Rare Met. 2005, 29, 475–477. [Google Scholar]
- Raabe, D.; Schlenkert, G.; Weisshaupt, H.; Lücke, K. Texture and microstructure of rolled and annealed tantalum. Mater. Sci. Technol. 1994, 10, 299–305. [Google Scholar] [CrossRef]
- Mathaudhu, S.N.; Hartwig, K.T. Processing microstructure property relationships in severely deformed tantalum. Mater. Sci. Eng. A 2007, 463, 94–100. [Google Scholar] [CrossRef]
- Hosseini, E.; Kazeminezhad, M. Dislocation structure and strength evolution of heavily deformed tantalum. Int. J. Refract. Met. Hard Mater. 2009, 27, 605–610. [Google Scholar] [CrossRef]
- Liu, S.F.; Fan, H.Y.; Deng, C.; Hao, X.B.; Guo, Y.; Liu, Q. Through-thickness texture in clock-rolled tantalum plate. Int. J. Refract. Met. Hard Mater. 2015, 48, 194–200. [Google Scholar] [CrossRef]
- Deng, C.; Liu, S.F.; Ji, J.L.; Hao, X.B.; Zhang, Z.Q.; Liu, Q. Texture evolution of high purity tantalum under different rolling paths. J. Mater. Process. Technol. 2014, 214, 462–469. [Google Scholar] [CrossRef]
- Fan, H.Y.; Liu, S.F.; Deng, C.; Wu, X.D.; Cao, L.F.; Liu, Q. Quantitative analysis: How annealing temperature influences recrystallization texture and grain shape in tantalum. Int. J. Refract. Met. Hard Mater. 2018, 72, 244–252. [Google Scholar] [CrossRef]
- Raabe, D. Simulation of rolling textures of b.c.c. metals considering grain interactions and crystallographic slip on {110}, {112} and {123} planes. Mater. Sci. Eng. A 1995, 197, 31–37. [Google Scholar] [CrossRef]
- Deng, C.; Liu, S.F.; Fan, H.Y.; Hao, X.B.; Ji, J.L.; Zhang, Z.Q.; Liu, Q. Elimination of elongated bands by clock rolling in high-purity tantalum. Metall. Mater. Trans. A 2015, 46, 5477–5481. [Google Scholar] [CrossRef]
- Liu, Y.H.; Liu, S.F.; Zhu, J.L.; Fan, H.Y.; Deng, C.; Cao, L.F.; Wu, X.D.; Liu, Q. Strain accommodation of <110>-normal direction-oriented grains in micro-shear bands of high-purity tantalum. J. Mater. Sci. 2018, 53, 12543–12552. [Google Scholar] [CrossRef]
- Pegel, B. Stacking Faults on {110} Planes in the B.C.C. Lattice. Phys. Stat. Sol. 1968, 28, 603–609. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004; Volume 64, pp. 219–224. [Google Scholar]
- Deng, C.; Liu, S.F.; Hao, X.B.; Ji, J.L.; Zhang, Z.Q.; Liu, Q. Orientation dependence of stored energy release and microstructure evolution in cold rolled tantalum. Int. J. Refract. Met. Hard Mater. 2014, 46, 24–29. [Google Scholar] [CrossRef]
- Every, R.L.; Hatherly, M. Oriented Nucleation in Low-Carbon Steels. Texture 1974, 1, 233–243. [Google Scholar] [CrossRef]
- Martínez-de-guerenu, A.; Arizti, F.; Díaz-fuentes, M.; Gutiérrez, I. Recovery during annealing in a cold rolled low carbon steel. Part I: Kinetics and microstructural characterization. Acta Mater. 2004, 52, 3657–3664. [Google Scholar] [CrossRef]
- Srinivasan, R.; Viswanathan, G.B.; Levit, V.I.; Fraser, H.L. Orientation effect on recovery and recrystallization of cold rolled niobium single crystals. Mater. Sci. Eng. A 2009, 507, 179–189. [Google Scholar] [CrossRef]
- Liu, S.F.; Liu, Y.H.; Li, L.J.; Deng, C.; Fan, H.Y.; Guo, Y.; Cao, L.F.; Liu, Q. Effects of pre-recovery on the recrystallization microstructure and texture of high-purity tantalum. J. Mater. Sci. 2018, 53, 2985–2994. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Ahmed, Z.; Li, H. Effect of stacking fault energy on plastic deformation of nanocrystalline face-centered cubic metals. Appl. Phys. Lett. 2004, 85, 3749–3751. [Google Scholar] [CrossRef]
- Smallman, R.E.; Green, D. The dependence of rolling texture on stacking fault energy. Acta Mater. 1964, 12, 145–154. [Google Scholar] [CrossRef]
- Sidor, J.; Petrov, R.; Kestens, L. Modeling the crystallographic texture changes in aluminum alloys during recrystallization. Acta Mater. 2011, 59, 5735–5748. [Google Scholar] [CrossRef]
- Bocos, J.L.; Novillo, E.; Petite, M.M.; Iza-Mendia, A.; Gutierrez, I. Aspects of orientation-dependent grain growth in extra-low carbon and interstitial-free steels during continuous annealing. Metall. Mater. Trans. A 2003, 34, 827–839. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | N | H | O | Nb | Mo | W | Ti | Si | Fe | Ni | Ta |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 9 | 20 | 2 | 30 | 6.4 | 0.14 | 0.61 | <0.001 | <0.005 | <0.005 | <0.005 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, J.; Deng, C.; Liu, Y.; Lin, N.; Liu, S. Effects of Annealing Temperature on Recrystallization Texture and Microstructure Uniformity of High Purity Tantalum. Metals 2019, 9, 75. https://doi.org/10.3390/met9010075
Zhu J, Deng C, Liu Y, Lin N, Liu S. Effects of Annealing Temperature on Recrystallization Texture and Microstructure Uniformity of High Purity Tantalum. Metals. 2019; 9(1):75. https://doi.org/10.3390/met9010075
Chicago/Turabian StyleZhu, Jialin, Chao Deng, Yahui Liu, Nan Lin, and Shifeng Liu. 2019. "Effects of Annealing Temperature on Recrystallization Texture and Microstructure Uniformity of High Purity Tantalum" Metals 9, no. 1: 75. https://doi.org/10.3390/met9010075
APA StyleZhu, J., Deng, C., Liu, Y., Lin, N., & Liu, S. (2019). Effects of Annealing Temperature on Recrystallization Texture and Microstructure Uniformity of High Purity Tantalum. Metals, 9(1), 75. https://doi.org/10.3390/met9010075