Influence of Subflux Turbulence Controller and Ladle Shroud Asymmetric Using on Hydrodynamic Conditions in One Strand Slab Tundish


Abstract
1. Introduction
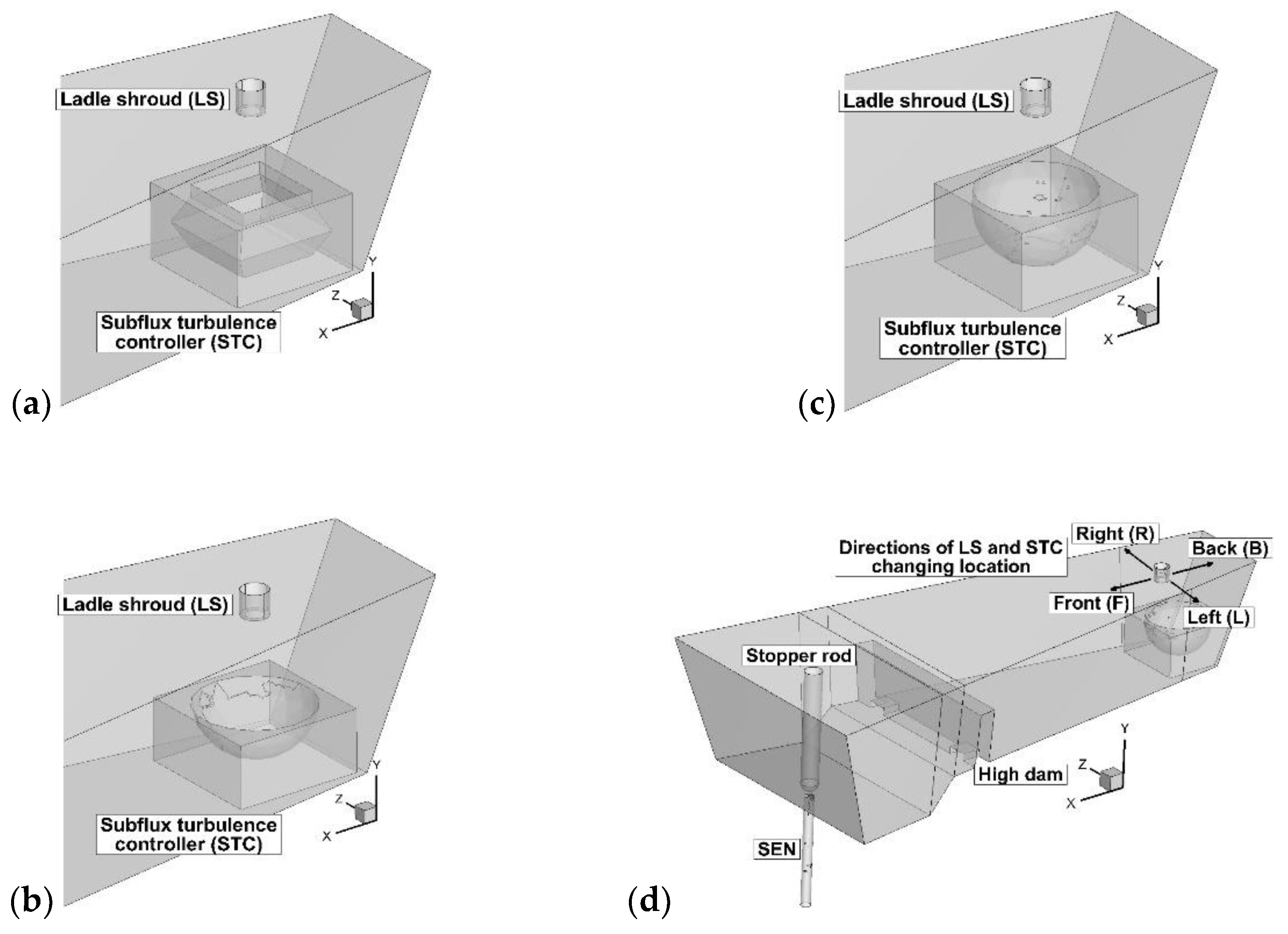
2. Tundish Description and Considered Positions of STC and LS
3. Mathematical Model and Methodology
4. Results and Discussion
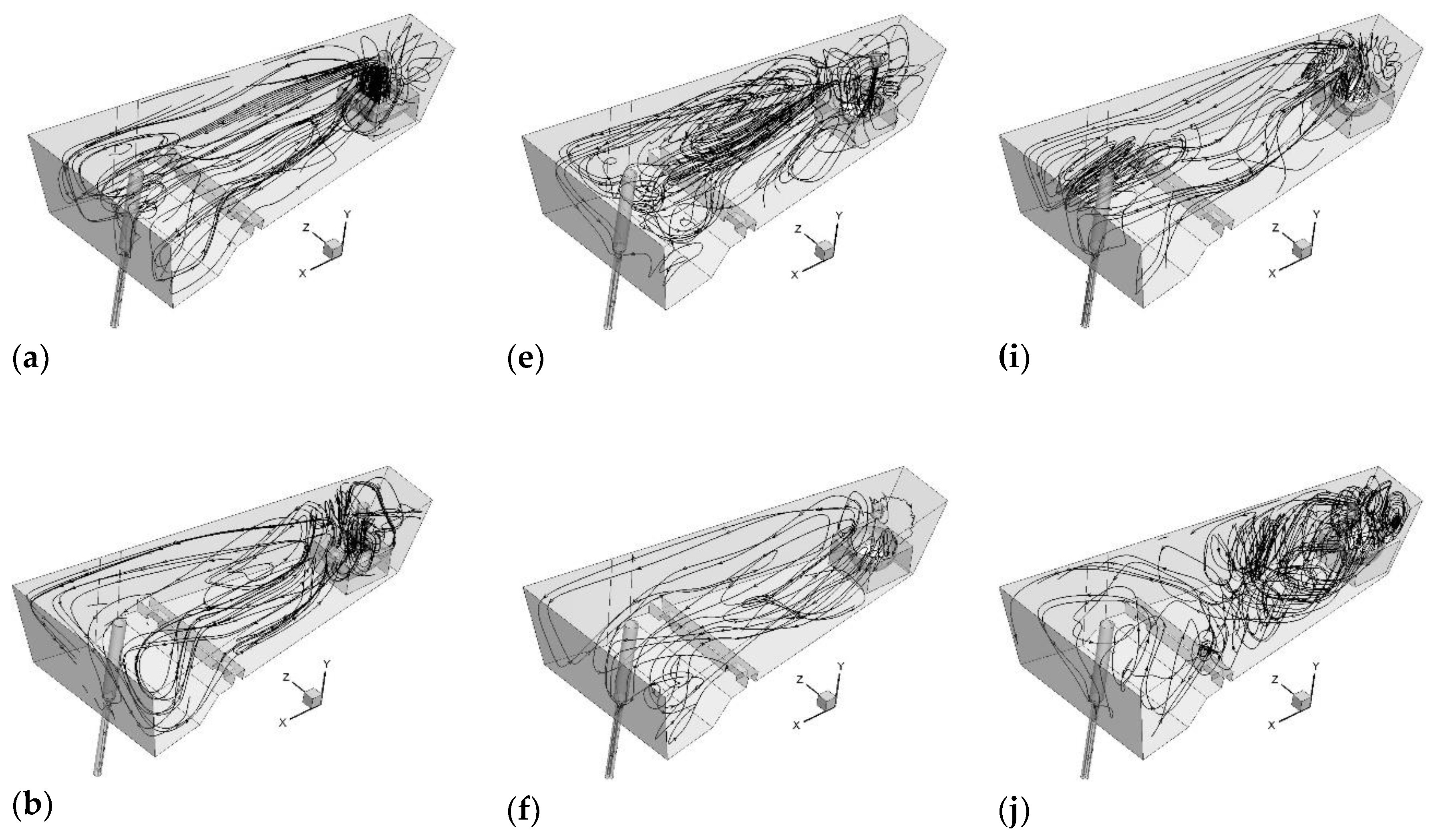
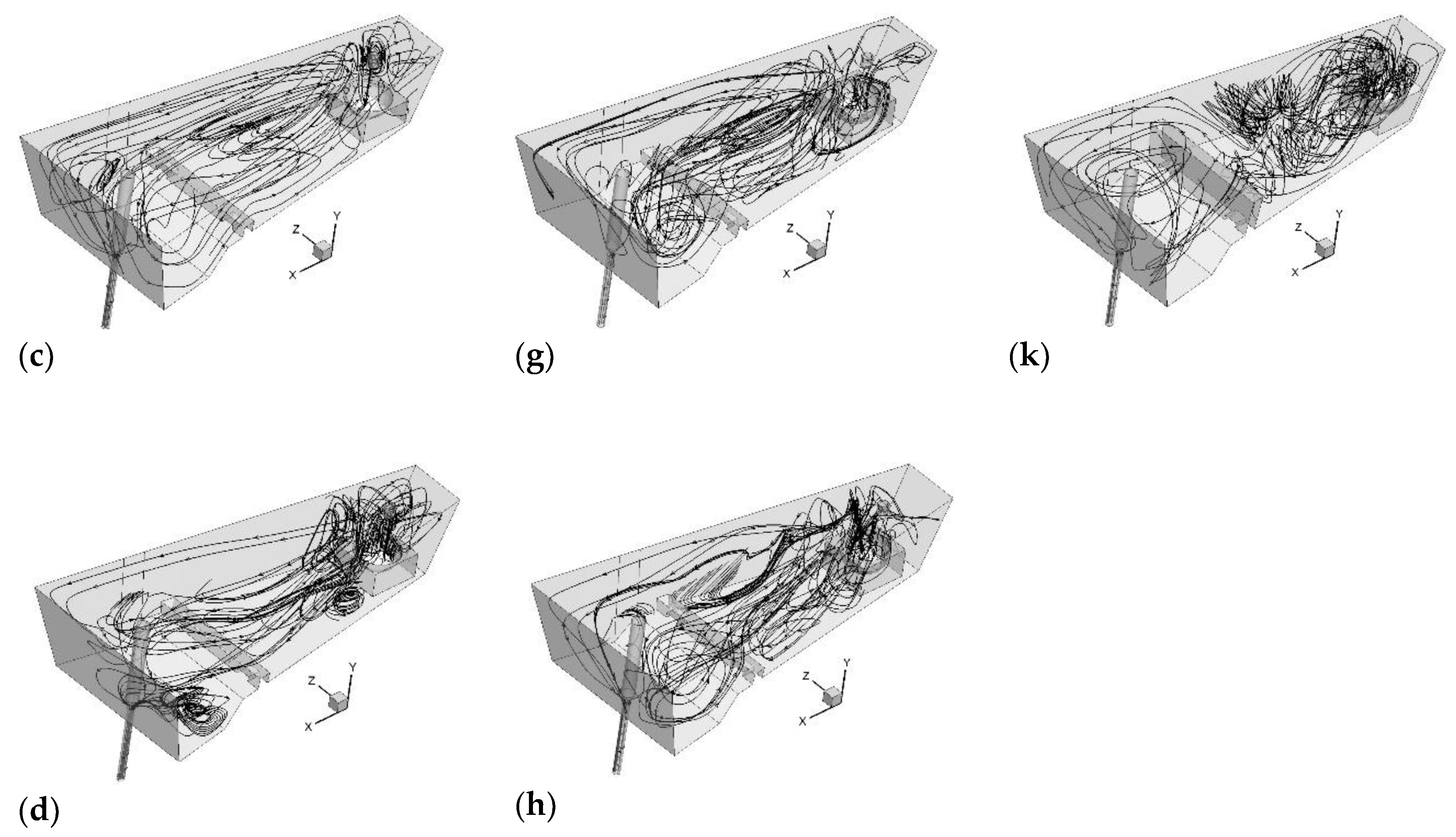
4.1. Influence of STC Position on Hydrodynamic Structure
4.2. Influence of LS Position on Hydrodynamic Structure
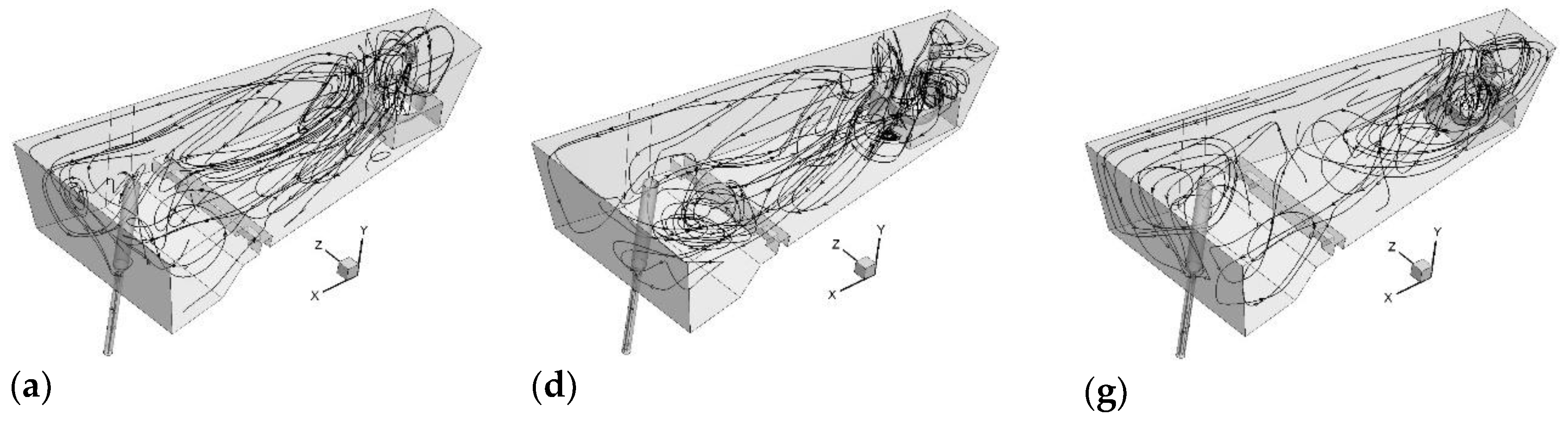
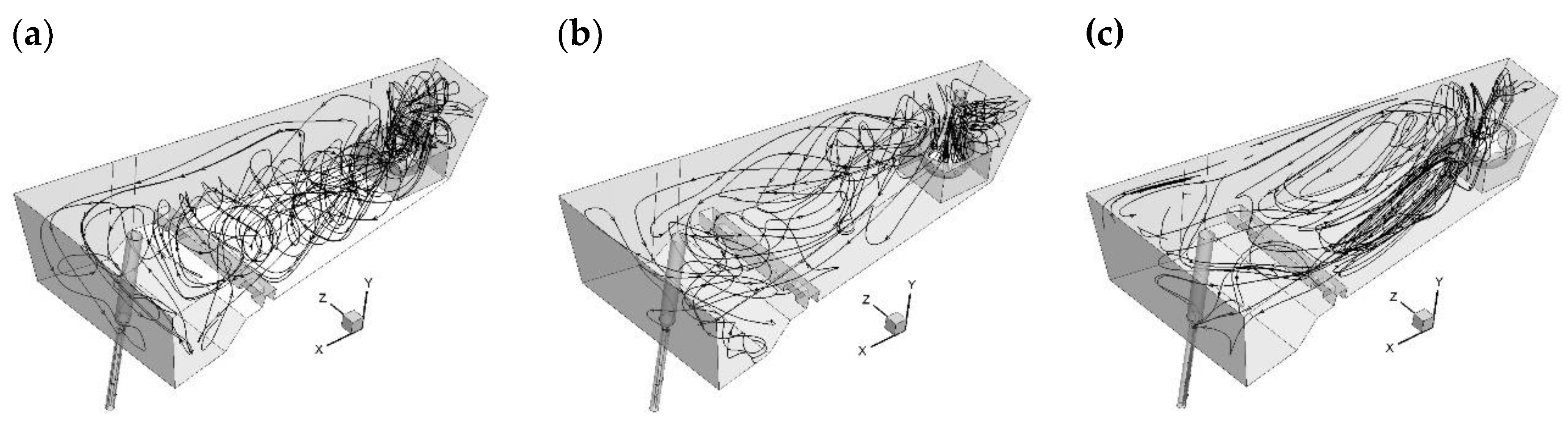
4.3. Influence of Both STC and LS Position on Hydrodynamic Structure
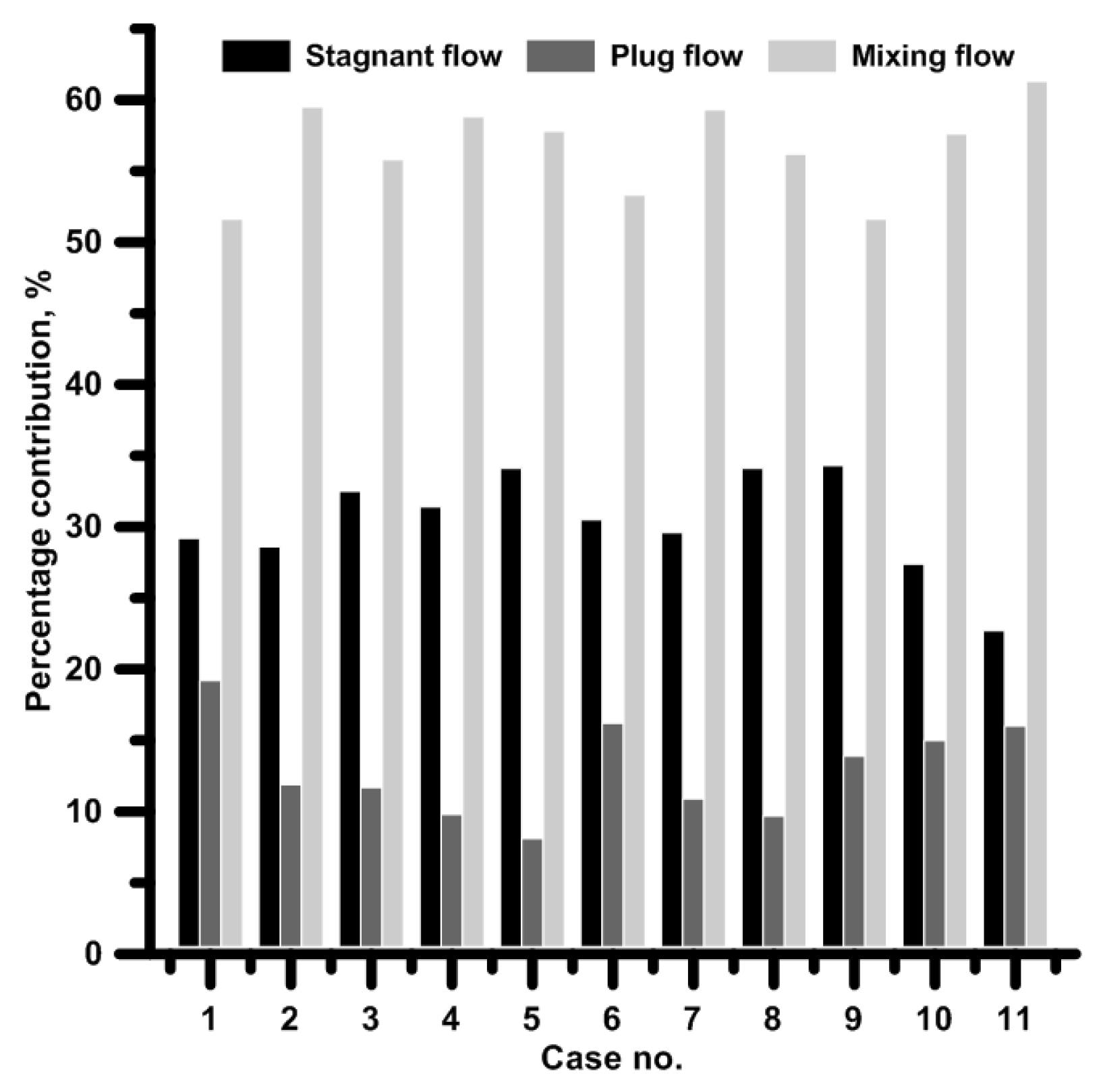
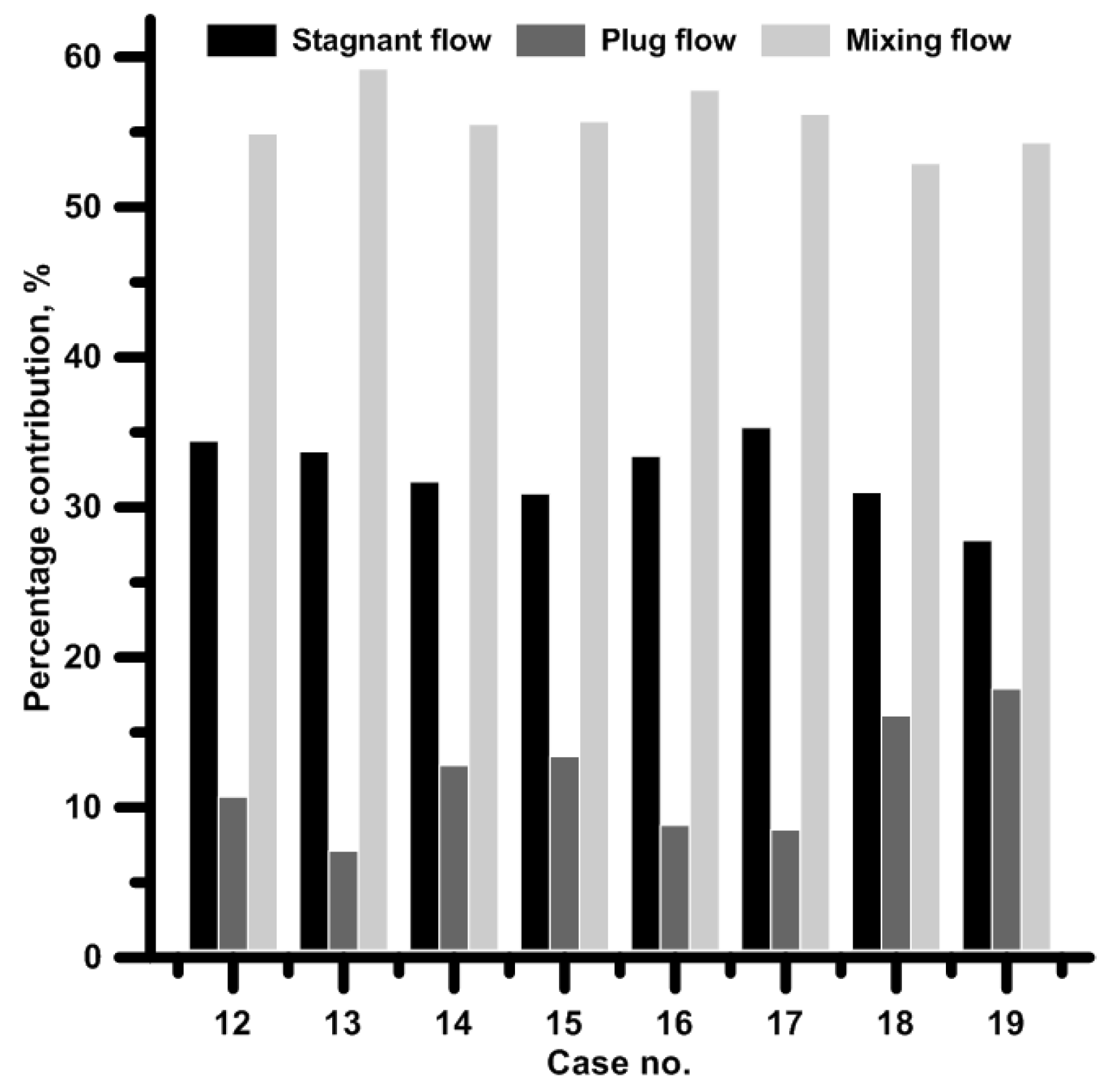
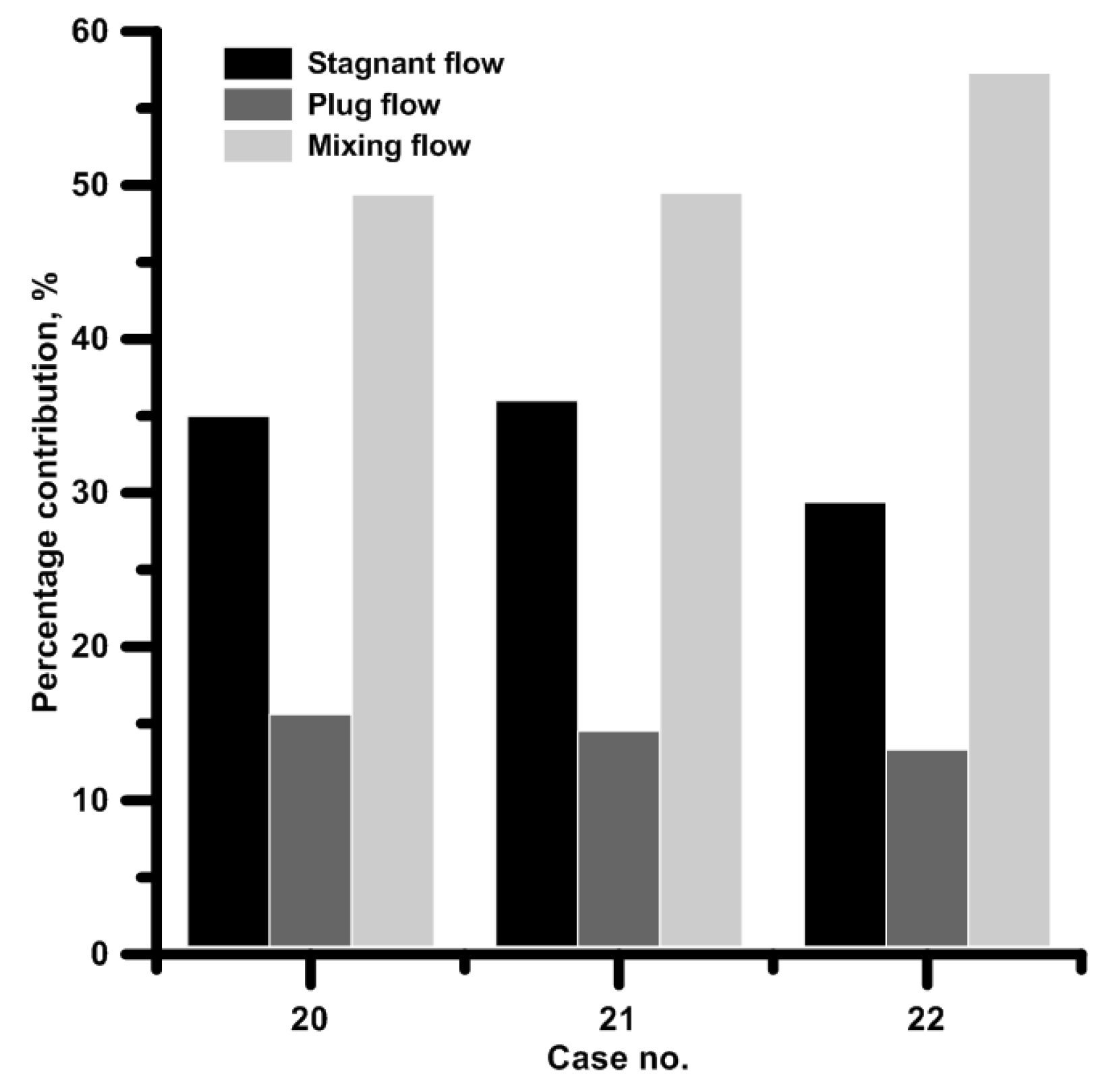
4.4. Influence STC and LS Position on Liquid Steel Temperature, Velocity, and Mixing
5. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Bebber, H.; Kranz, A. A plasma tundish heater. Steel Res. Int. 2001, 72, 460–465. [Google Scholar] [CrossRef]
- Stolte, G. Secondary Metallurgy; Verlag Stahleisen GmbH: Dusseldorf, Germany, 2008; ISBN 3-514-00648-2. [Google Scholar]
- Madias, J.; Martin, D.; Ferreyra, M.; Villoria, R.; Garamendy, A. Design and Plant Experience Using an Advanced Pouring Box to Receive and distribute the Steel in a Six Strand Tundish. ISIJ Int. 1999, 39, 787–794. [Google Scholar] [CrossRef]
- Pardeshi, R.; Basak, S.; Singh, A.K.; Basu, B.; Mahashadbe, V.; Roy, S.K.; Kumar, S. Mathematical Modeling of the tundish of a Single-Strand Slab Caster. ISIJ Int. 2004, 44, 1534–1540. [Google Scholar] [CrossRef]
- Falkus, J.; Lamut, J. Model testing of the bath flow through the tundish of continuous casting machine. Arch. Metall. Mater. 2005, 50, 709–718. [Google Scholar]
- Wang, J.; Zhu, M.Y.; Zhou, H.B.; Wang, Y. Fluid Flow and Interfacial Phenomenon of Slag and Metal in Continuous Casting Tundish with Argon Blowing. J. Iron Steel Res. Int. 2008, 15, 26–31. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical simulation of steel flow through a one strand slab tundish with steel flow control devices. Can. Metall. Q. 2010, 49, 63–72. [Google Scholar] [CrossRef]
- Cwudziński, A.; Jowsa, J. Numerical analysis of liquid steel flow structure in the one strand slab tundish with subflux turbulence controller and dam. Arch. Metall. Mater. 2012, 57, 297–301. [Google Scholar] [CrossRef]
- Pieprzyca, J.; Merder, T.; Saternus, M.; Kania, H. The change of liquid steel flow control system in the tundish—Modelling research. Arch. Metall. Mater. 2014, 59, 1433–1440. [Google Scholar] [CrossRef]
- Chen, D.; Xie, X.; Long, M.; Zhang, M.; Zhang, L. Hydraulics and Mathematics Simulation on the Wier and Gas Curtain in tundish of Ultrathick Slab Continuous Casting. Metall. Mater. Trans. B 2014, 45, 392–398. [Google Scholar] [CrossRef]
- Cloete, J.H.; Akdogan, G.; Bradshaw, S.M.; Chibwe, D.K. Physical and numerical modelling of a four-strand steelmaking tundish using flow analysis of different configurations. J. S. Afr. Inst. Min. Metall. 2015, 115, 355–362. [Google Scholar] [CrossRef]
- Chen, C.; Ni, P.; Jonsson, L.T.I.; Tilliander, A.; Cheng, G.; Jönsson, P.G. A model Study of inclusions Deposition, Macroscopic Transport, and Dynamic Removal at Steel-Slag Interface for Different Tundish Designs. Metall. Mater. Trans. B 2016, 47, 1916–1932. [Google Scholar] [CrossRef]
- Huang, J.; Zhang, Y.; Zhang, Y.; Zhang, Y.; Ye, X.; Wang, B. Study of Flow Characteristics of Tundish Based on Digital Image Velocimetry Technique. Metall. Mater. Trans. B 2016, 47, 3144–3157. [Google Scholar] [CrossRef]
- Tang, H.; Guo, L.; Wu, G.; Xiao, H.; Yao, H.; Zhang, J. Hydrodynamic Modeling and Mathematical Simulation on Flow Field and Inclusion Removal in a Seven-Strand Continuous Casting Tundish with Channel Type Induction Heating. Metals 2018, 8, 374. [Google Scholar] [CrossRef]
- Hou, Q.; Yue, Q.; Wang, H.; Zou, Z.; Yu, A. Modeling of inclusion Motion and Flow Patterns in Swirling Flow Tundishes with Symmetrical and Asymmetrical Structures. ISIJ Int. 2008, 48, 787–792. [Google Scholar] [CrossRef]
- Bulkowski, L.; Galisz, U.; Kania, H.; Kudliński, Z.; Pieprzyca, J.; Barański, J. Industrial tests of steel filtering process. Arch. Metall. Mater. 2012, 57, 363–369. [Google Scholar] [CrossRef]
- Wang, Y.; Zhong, Y.; Wang, B.; Lei, Z.; Ren, W.; Ren, Z. Numerical and Experimental Analysis of Flow Phenomenon in Centrifugal Flow Tundish. ISIJ Int. 2009, 49, 1542–1550. [Google Scholar] [CrossRef]
- Tripathi, A. Mathematical modelling of flow control in a tundish using electro-magnetic forces. Appl. Math. Model. 2011, 35, 5075–5090. [Google Scholar] [CrossRef]
- Tripathi, A. Numerical Investigation of Electro-magnetic Flow Control Phenomenon in a Tundish. ISIJ Int. 2012, 52, 447–456. [Google Scholar] [CrossRef]
- Aquilar-Corona, A.; Morales, R.D.; Diaz-Cruz, M.; Palafox-Ramos, J.; Rozdriguez-Hernandez, H. Modelling the effects o off-centered ladle streams on fluid flow of liquid steel in a slab tundish. Steel Res. Int. 2002, 73, 438–444. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Isac, M.; Guthrie, R.I.L. Physical and Mathematical Modelling to Study the Effect of Ladle Shroud Mis-alignment on Liquid Metal Quality in a Tundish. ISIJ Int. 2011, 51, 759–768. [Google Scholar] [CrossRef]
- Chattopadhyay, K.; Liu, F.G.; Isac, M.; Guthrie, R.I.L. Effect of vertical alignment of ladle shroud on transient steel quality output from multistrand tundish. Ironmak. Steelmak. 2011, 38, 112–118. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical Simulation of Liquid Steel Flow in Wedge-type One-strand Slab tundish with a Subflux Turbulence Controller and an Argon Injection System. Steel Res. Int. 2010, 81, 123–444. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical and Physical Modeling of Liquid steel Active Flow in tundish with Subflux Turbulence Controller and Dam. Steel Res. Int. 2014, 85, 902–917. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical, Physical and Industrial Studies of Liquid Steel Chemical Homogenisation in One strand Tundish with Subflux Turbulence Controller. Steel Res. Int. 2015, 86, 972–983. [Google Scholar] [CrossRef]
- Szekely, J. Fluid Flow Phenomena in Metals Processing; Academic Press Inc.: New York, NY, USA, 1979; ISBN 0-12-680840-6. [Google Scholar]
- Mazumdar, D.; Evans, J.W. Modeling of Steelmaking Processes; CRC Press: Boca Raton, FL, USA, 2010; ISBN 978-1-4200-6243-4. [Google Scholar]
- Chakraborty, S.; Sahai, Y. Effect of holding time and surface cover in ladles on liquid steel flow in continuous casting tundishes. Metall. Mater. Trans. B 1992, 23, 153–167. [Google Scholar] [CrossRef]
- Morales, R.D.; Lopez-Ramirez, S.; Palafox-Ramos, J.; Zacharias, D. Numerical and modeling analysis of fluid flow and heat transfer of liquid steel in a tundish with different flow control devices. ISIJ Int. 1999, 39, 455–462. [Google Scholar] [CrossRef]
- Miki, Y.; Thomas, B.G. Modeling of inclusion removal in a tundish. Metall. Mater. Trans. B 1999, 30, 639–654. [Google Scholar] [CrossRef]
- Barron-Meza, M.A.; de Barreto-Sandoval, J.J.; Morales, R.D. Physical and mathematical models of steel flow and heat transfer in a tundish heated by plasma. Metall. Mater. Trans. B 2000, 31, 63–74. [Google Scholar] [CrossRef]
- Lopez-Ramirez, S.; de Barreto, J.J.; Palafox-Ramos, J.; Morales, R.D.; Zacharias, D. Modeling study of the influence of turbulence inhibitors on the molten steel flow, tracer dispersion, and inclusion trajectories in tundish. Metall. Mater. Trans. B 2001, 32, 615–627. [Google Scholar] [CrossRef]
- Morales, R.D.; Lopez-Ramirez, S.; Palafox-Ramos, J.; Zacharias, D. Mathematical simulation of effects of flow control devices and buoyancy forces on molten steel flow and evolution of output temperatures in tundish. Ironmak. Steelmak. 2001, 28, 33–43. [Google Scholar] [CrossRef]
- Singh, R.K.; Paul, A.; Ray, K. Modelling of flow behaviour in continuous casting tundish. Scand. J. Metall. 2003, 32, 137–146. [Google Scholar] [CrossRef]
- Lopez-Ramirez, S.; de Barreto, J.J.; Vite-Martinez, P.; Romero Serrano, J.A.; Duran-Valencia, C. Physical and mathematical determination of the influence of input temperature changes on the molten steel flow characteristics in slab tundishes. Metall. Mater. Trans. B 2004, 35, 957–966. [Google Scholar] [CrossRef]
- Zhang, L. Fluid flow, heat transfer and inclusion motion in a four-strand billet continuous casting tundish. Steel Res. Int. 2005, 76, 784–796. [Google Scholar] [CrossRef]
- Cwudziński, A. Numerical and physical prediction of hydrodynamic conditions in one strand slab tundish. Metall. Res. Technol. 2014, 111, 45–55. [Google Scholar] [CrossRef]
- Cwudziński, A. Physical and mathematical simulation of liquid steel mixing zone in one strand continuous casting tundish. Int. J. Cast Metals Res. 2017, 30, 50–60. [Google Scholar] [CrossRef]
- Cwudziński, A. Mathematical simulation and water modelling of liquid steel interaction with an argon bubble curtain in a one strand continuous casting tundish. J. S. Afr. Inst. Min. Metall. 2018, 118, 545–554. [Google Scholar] [CrossRef]
- Sahai, Y.; Toshihiko, E. Tundish Technology for Clean Steel Production; World Scientific: Singapore, 2008; ISBN-13 978-981-270-621-8. [Google Scholar]
- Sahai, Y.; Emi, T. Melt flow characterization in continuous casting tundishes. ISIJ Int. 1996, 36, 667–672. [Google Scholar] [CrossRef]
- Mazumdar, D.; Guthrie, R.I.L. The physical and mathematical modelling of continuous casting tundish systems. ISIJ Int. 1999, 39, 524–547. [Google Scholar] [CrossRef]
- Thomas, B.G. Modeling study of intermixing in tundish and strand during a continuous casting grade transition. In The Continuous Casting—Tundish Operations; Schade, J., Ed.; Iron & Steel Society: Warrendale, PA, USA, 2003; Volume 10, pp. 115–127. ISBN 1-886362-70-X. [Google Scholar]
- Cwudziński, A. Regulation of Steel Flow in the Slab Tundish. Ph.D. Thesis, Czestochowa University of Technology, Częstochowa, Poland, 2008. (In Polish). [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case No. | STC No. | Dam Height (mm) | Distance from Base Position (mm) and Direction of STC Shifting | Distance from Base Position (mm) and Direction of LS Shifting | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 75 F | 150 F | 75 B | 150 B | 75 L | 75 R | 0 | 75 B | 150 B | 300 B | 75 L | 75 R | 150 L | 150 R | |||
| 1 | 1 | 120 | × | - | - | - | - | - | - | × | - | - | - | - | - | - | - |
| 2 | 1 | 120 | - | × | - | - | - | - | - | × | - | - | - | - | - | - | - |
| 3 | 2 | 120 | × | - | - | - | - | - | - | × | - | - | - | - | - | - | - |
| 4 | 2 | 120 | - | × | - | - | - | - | - | × | - | - | - | - | - | - | - |
| 5 | 2 | 120 | - | - | × | - | - | - | - | × | - | - | - | - | - | - | - |
| 6 | 3 | 120 | × | - | - | - | - | - | - | × | - | - | - | - | - | - | - |
| 7 | 3 | 120 | - | × | - | - | - | - | - | × | - | - | - | - | - | - | - |
| 8 | 3 | 120 | - | - | × | - | - | - | - | × | - | - | - | - | - | - | - |
| 9 | 3 | 120 | - | - | - | × | - | - | - | × | - | - | - | - | - | - | - |
| 10 | 3 | 120 | - | - | - | - | × | - | - | × | - | - | - | - | - | - | - |
| 11 | 3 | 400 | - | - | - | - | × | - | - | × | - | - | - | - | - | - | - |
| 12 | 2 | 120 | × | - | - | - | - | - | - | - | × | - | - | - | - | - | - |
| 13 | 2 | 120 | × | - | - | - | - | - | - | - | - | × | - | - | - | - | - |
| 14 | 3 | 120 | × | - | - | - | - | - | - | - | × | - | - | - | - | - | - |
| 15 | 3 | 120 | × | - | - | - | - | - | - | - | - | × | - | - | - | - | - |
| 16 | 3 | 120 | × | - | - | - | - | - | - | - | - | - | - | × | - | - | - |
| 17 | 3 | 120 | × | - | - | - | - | - | - | - | - | - | - | - | × | - | - |
| 18 | 3 | 120 | × | - | - | - | - | - | - | - | - | - | - | - | - | × | - |
| 19 | 3 | 120 | × | - | - | - | - | - | - | - | - | - | - | - | - | - | × |
| 20 | 3 | 120 | - | - | - | - | - | × | - | - | - | × | - | - | - | - | - |
| 21 | 3 | 120 | - | - | - | - | - | - | × | - | - | × | - | - | - | - | - |
| 22 | 3 | 120 | - | - | - | - | × | - | - | - | - | - | × | - | - | - | - |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cwudziński, A. Influence of Subflux Turbulence Controller and Ladle Shroud Asymmetric Using on Hydrodynamic Conditions in One Strand Slab Tundish. Metals 2019, 9, 68. https://doi.org/10.3390/met9010068
Cwudziński A. Influence of Subflux Turbulence Controller and Ladle Shroud Asymmetric Using on Hydrodynamic Conditions in One Strand Slab Tundish. Metals. 2019; 9(1):68. https://doi.org/10.3390/met9010068
Chicago/Turabian StyleCwudziński, Adam. 2019. "Influence of Subflux Turbulence Controller and Ladle Shroud Asymmetric Using on Hydrodynamic Conditions in One Strand Slab Tundish" Metals 9, no. 1: 68. https://doi.org/10.3390/met9010068
APA StyleCwudziński, A. (2019). Influence of Subflux Turbulence Controller and Ladle Shroud Asymmetric Using on Hydrodynamic Conditions in One Strand Slab Tundish. Metals, 9(1), 68. https://doi.org/10.3390/met9010068