Effect of Microstructure on Post-Rolling Induction Treatment in a Low C Ti-Mo Microalloyed Steel




Abstract
:1. Introduction
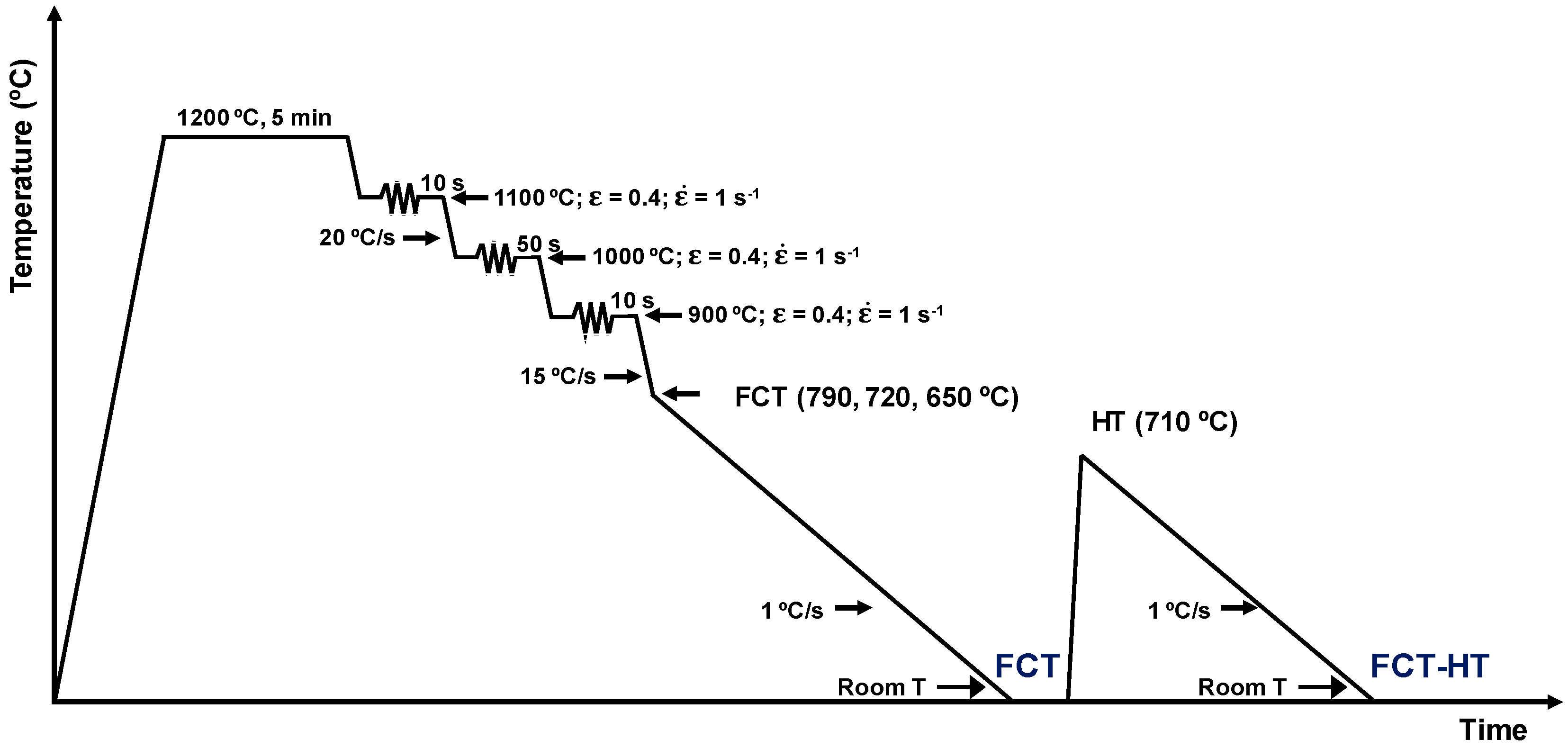
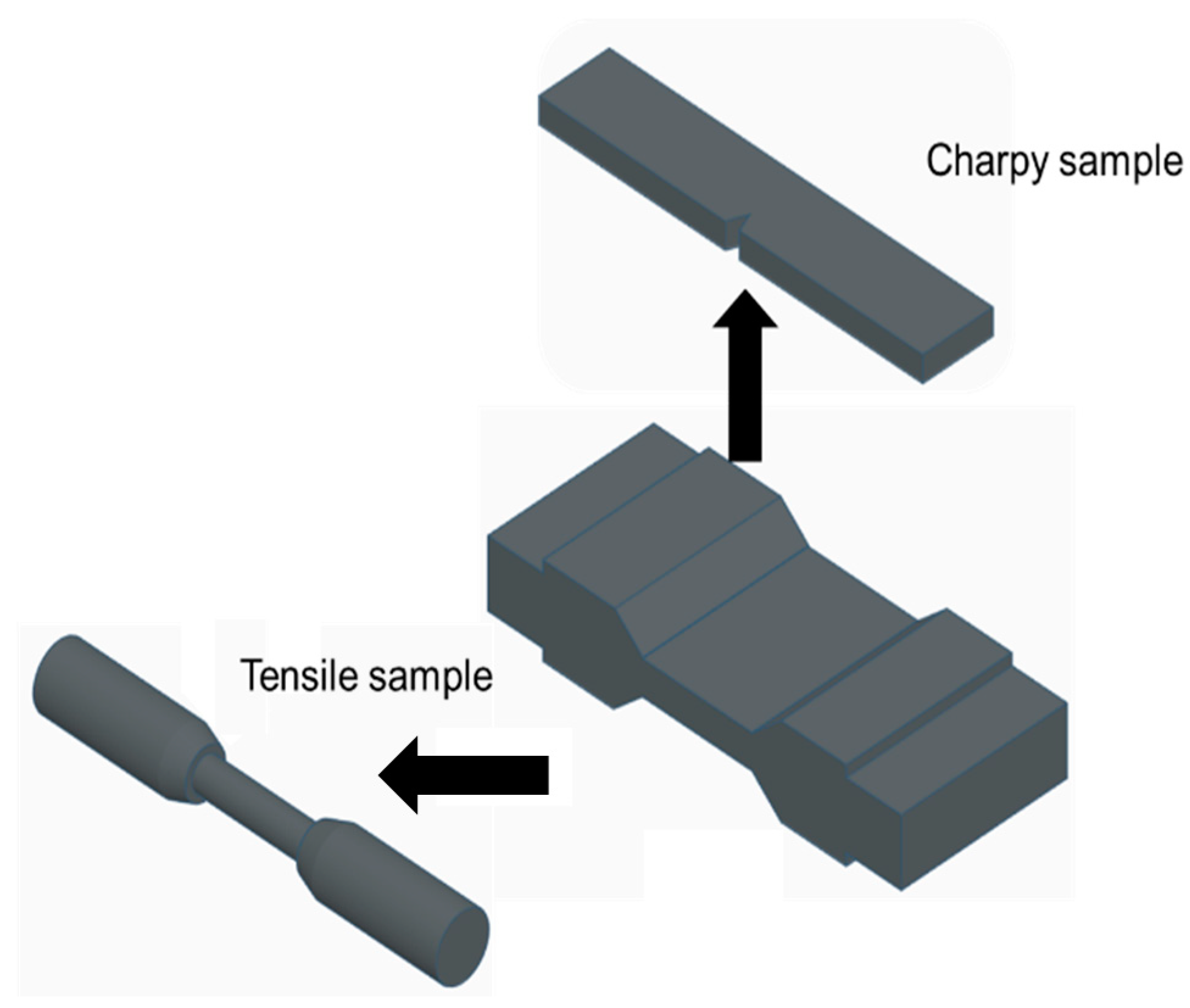
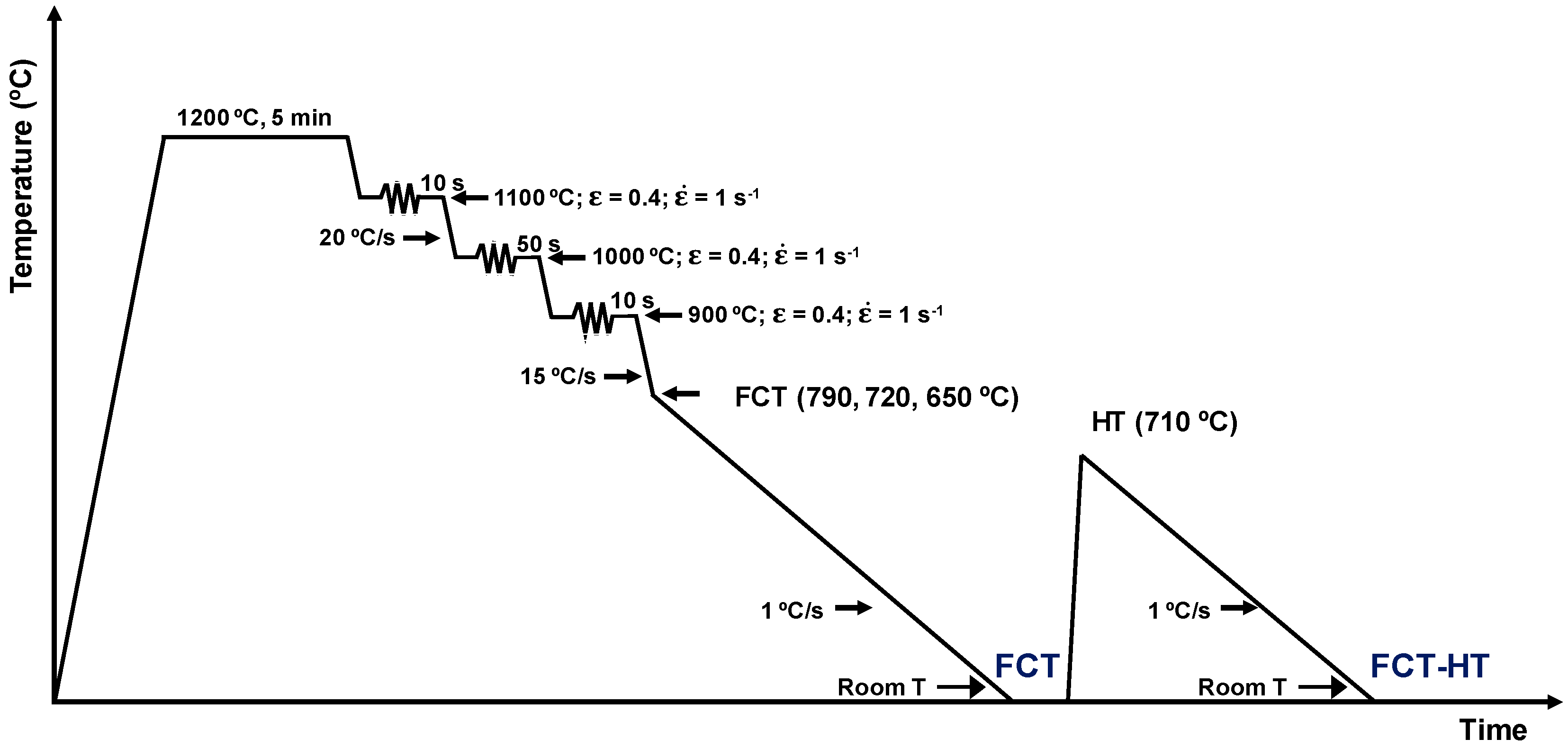
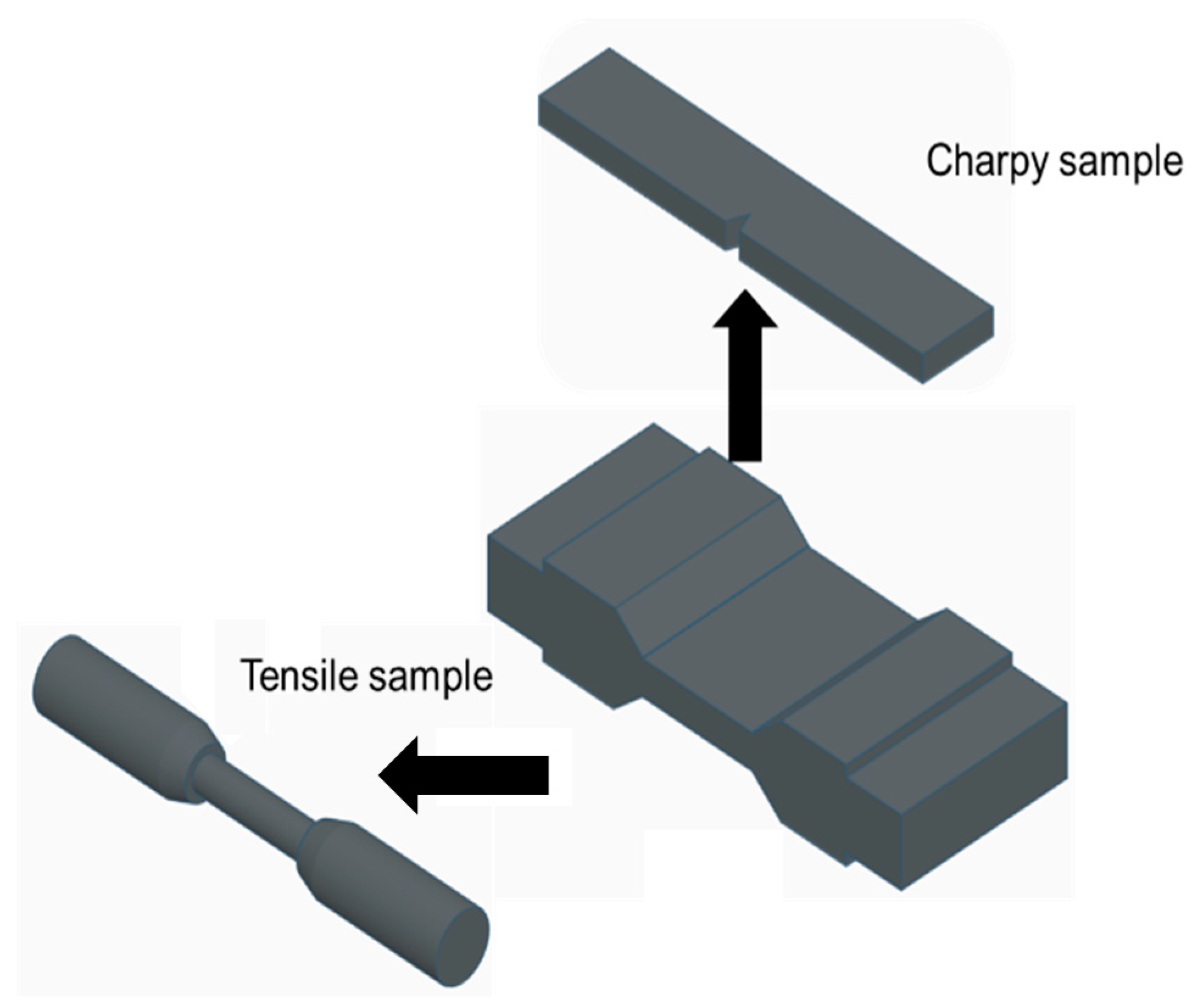
2. Materials and Methods
3. Results and Discussion
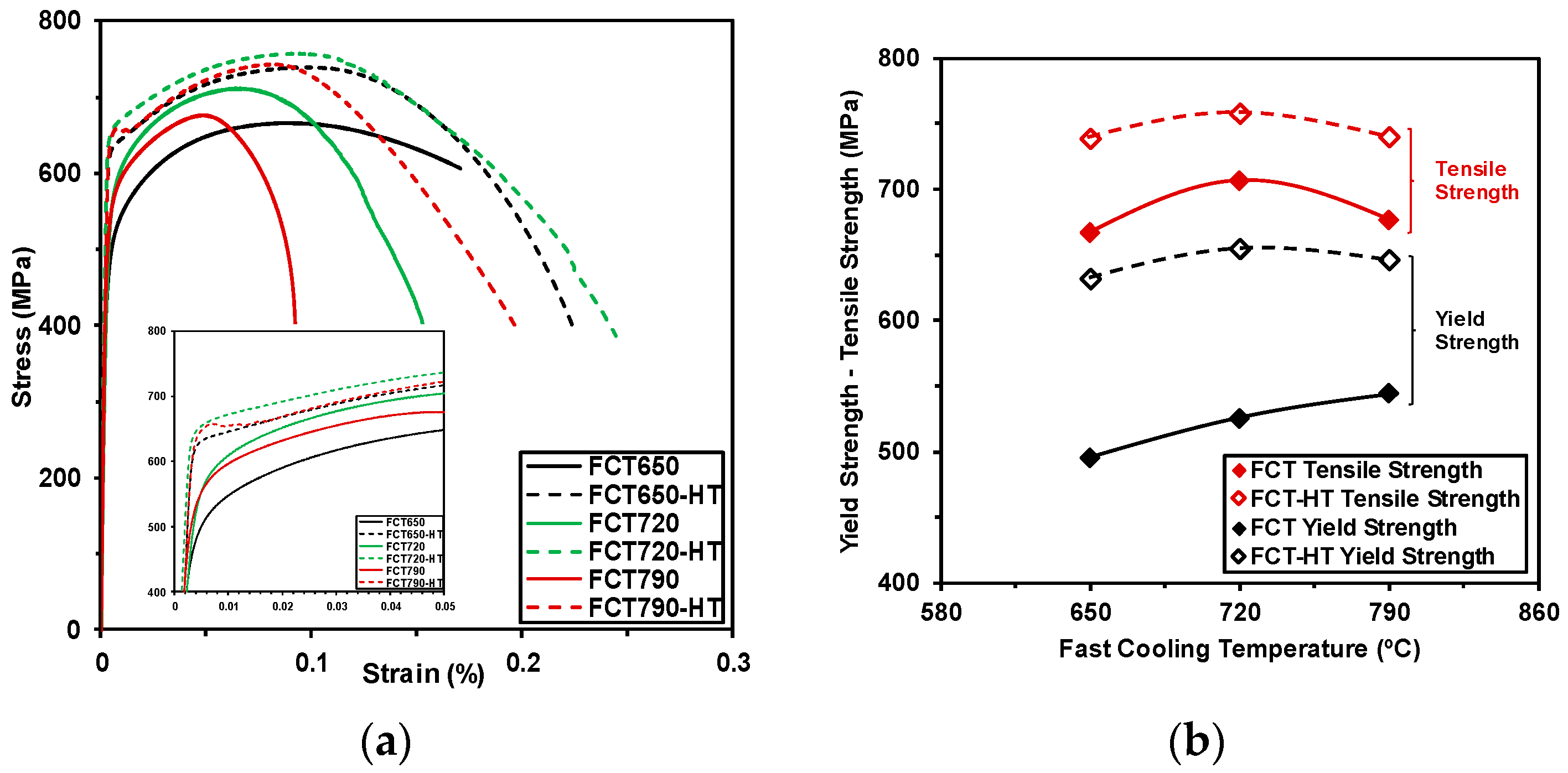
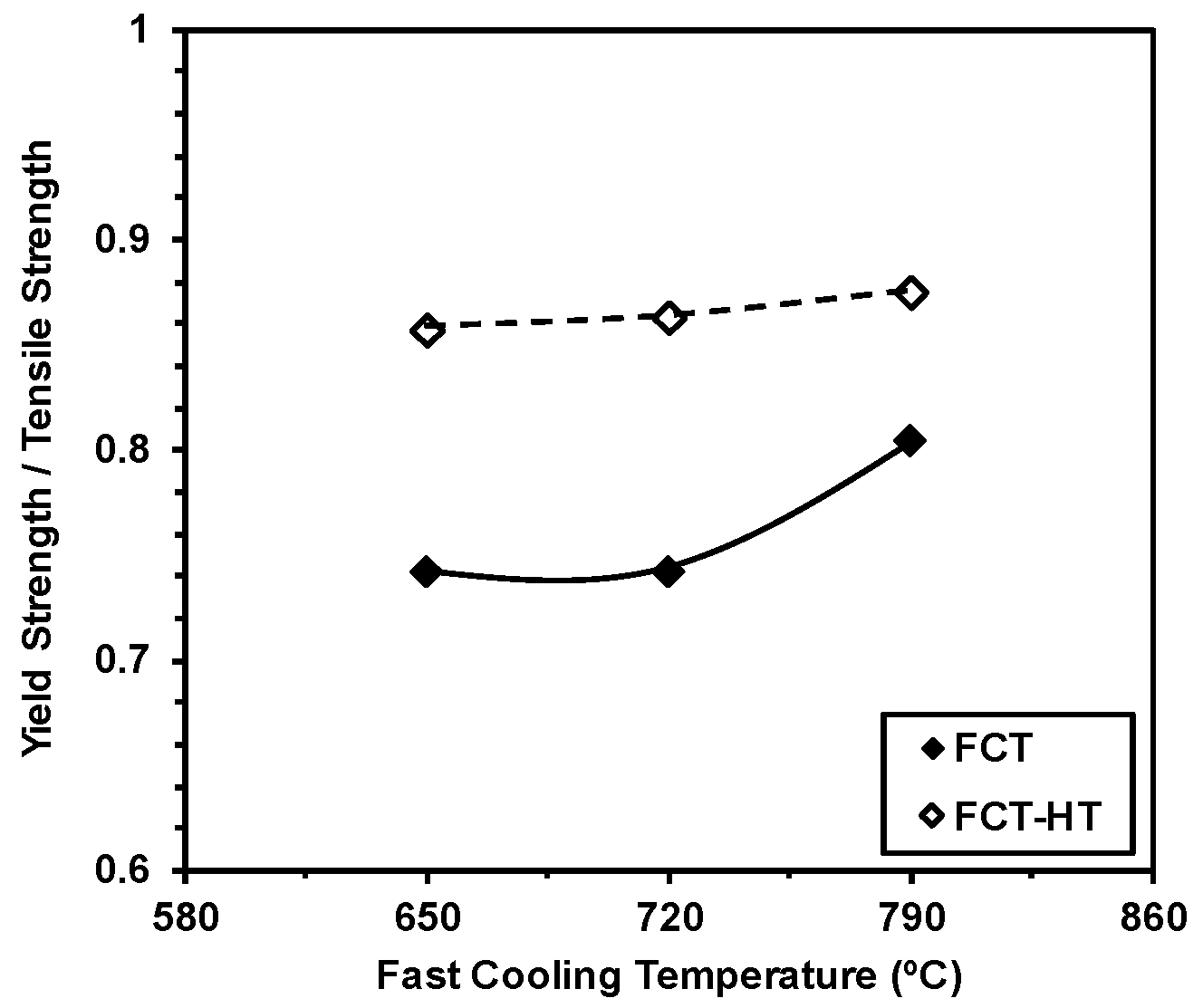
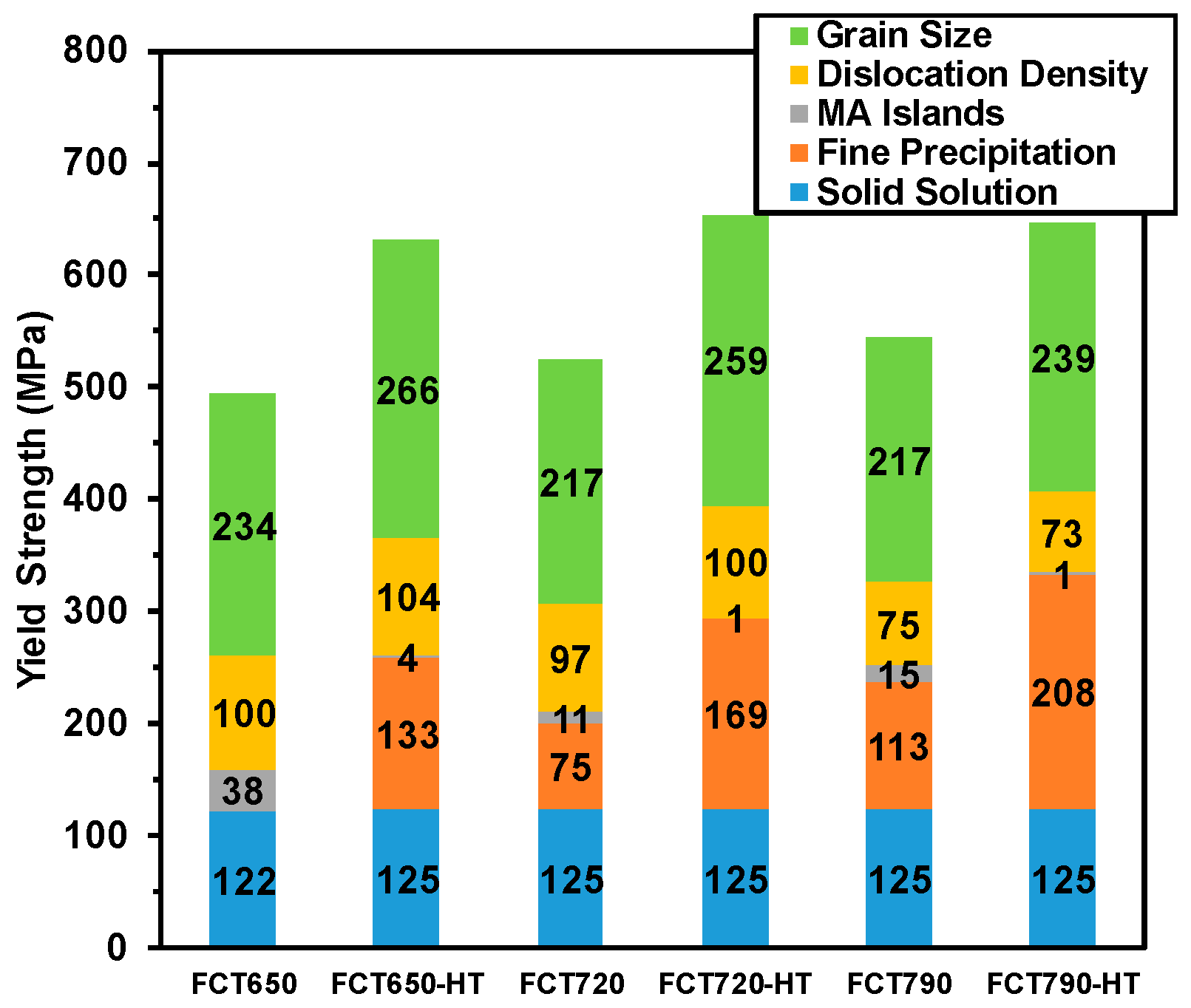
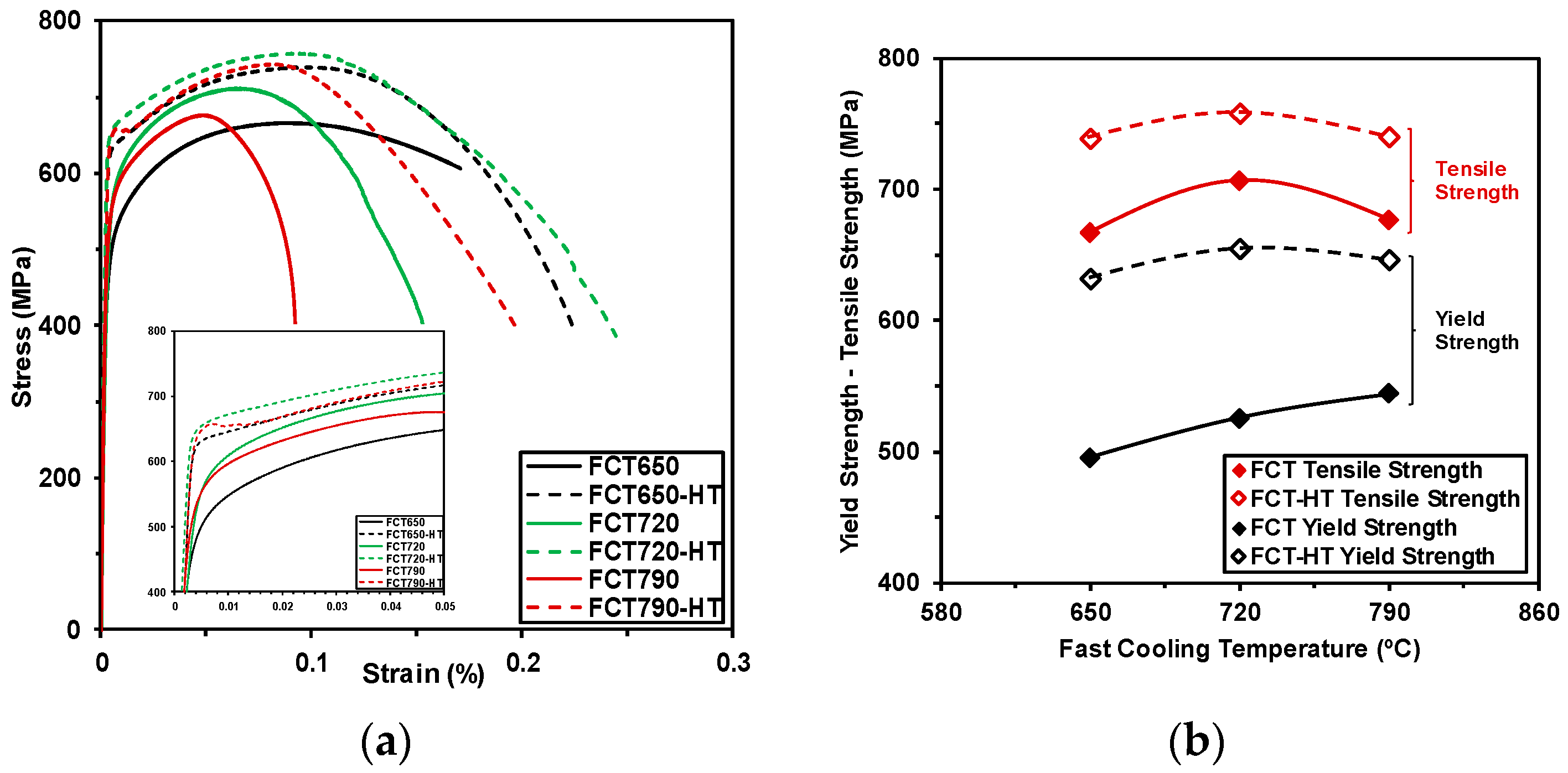
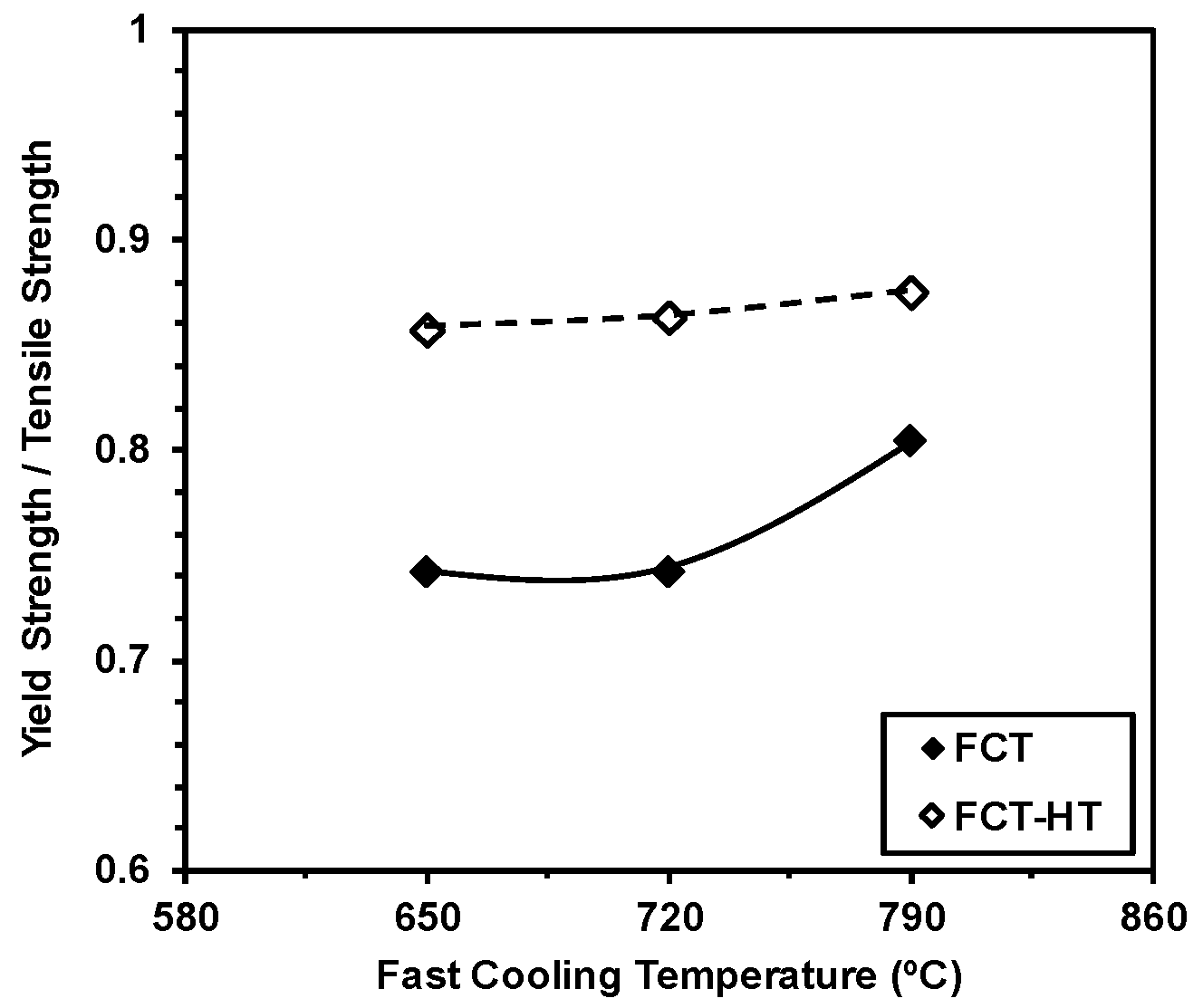
3.1. Tensile Properties
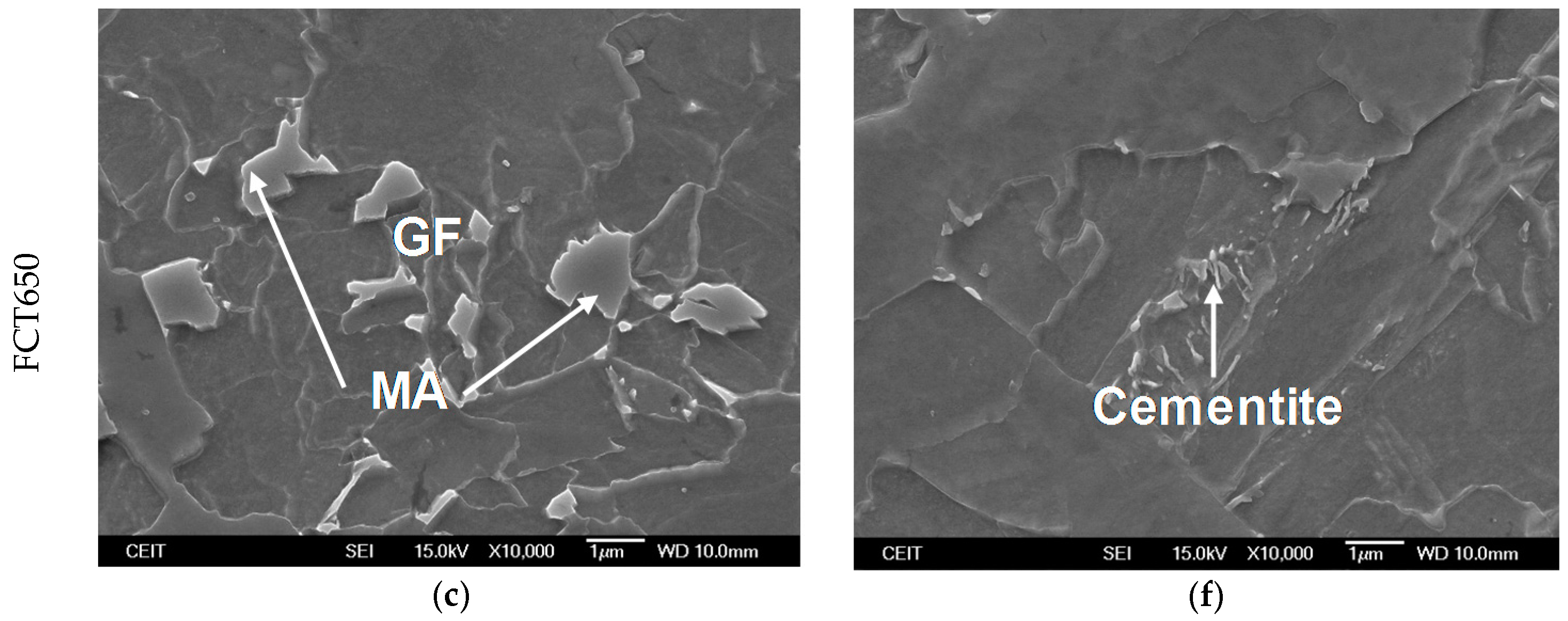
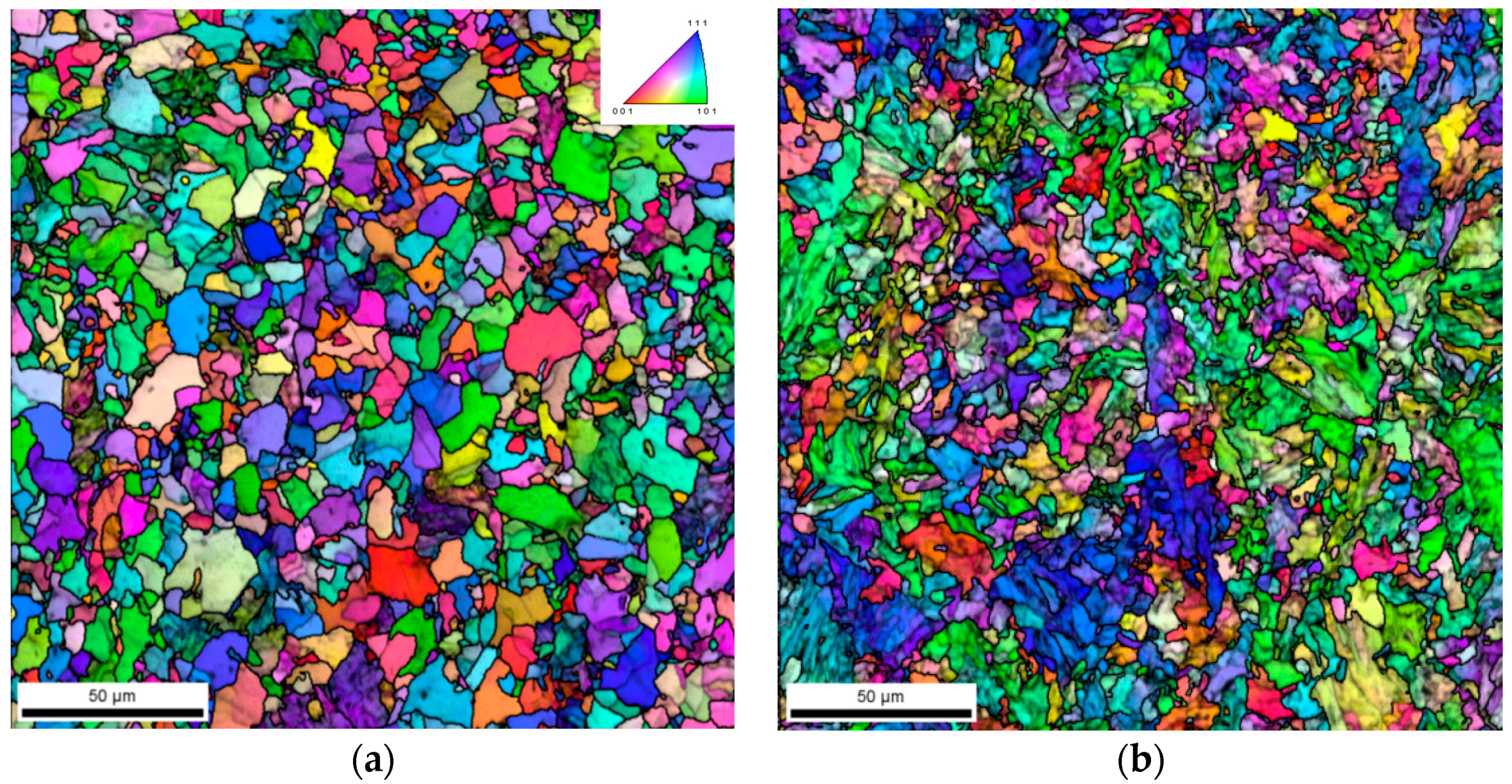
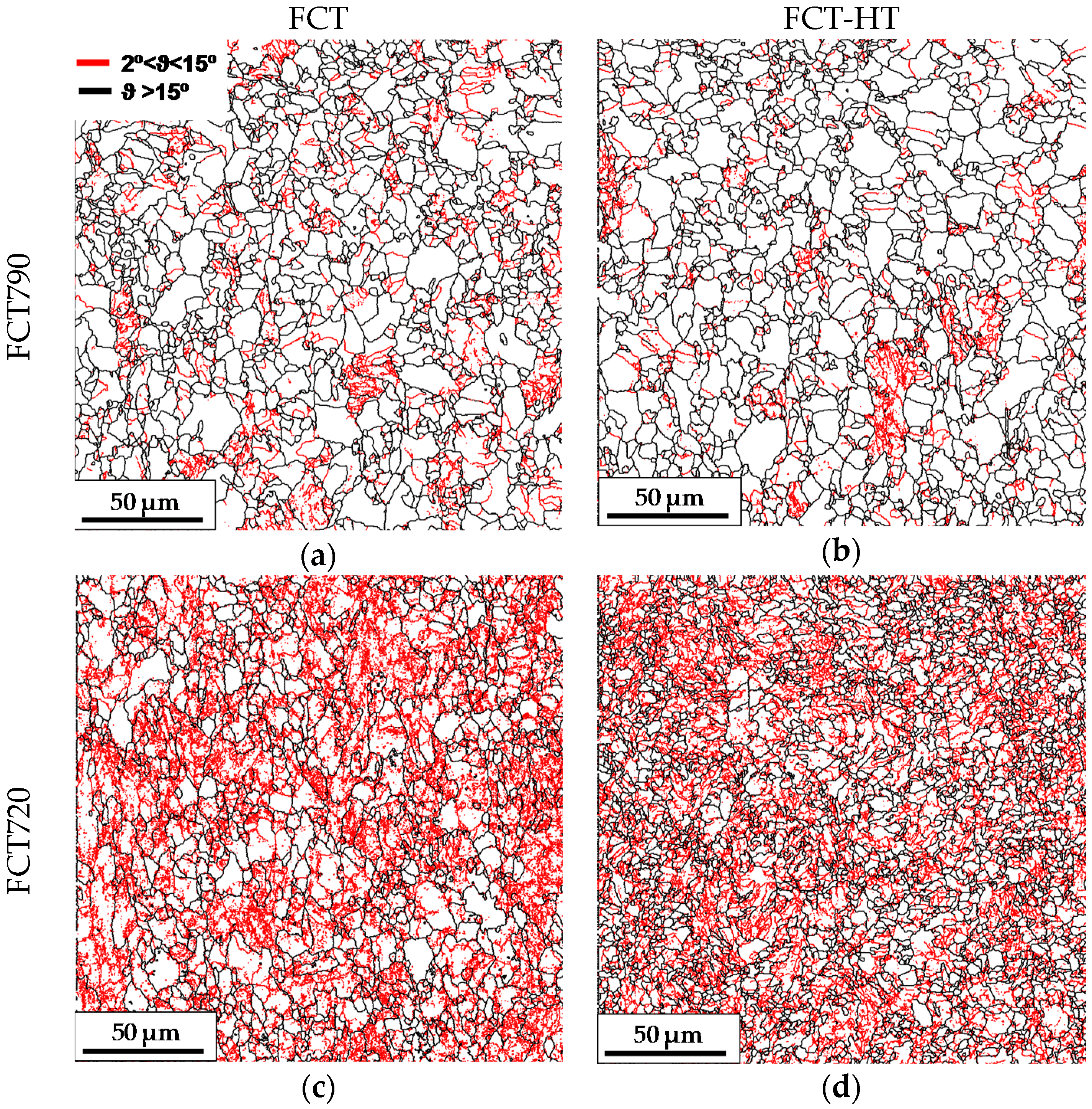
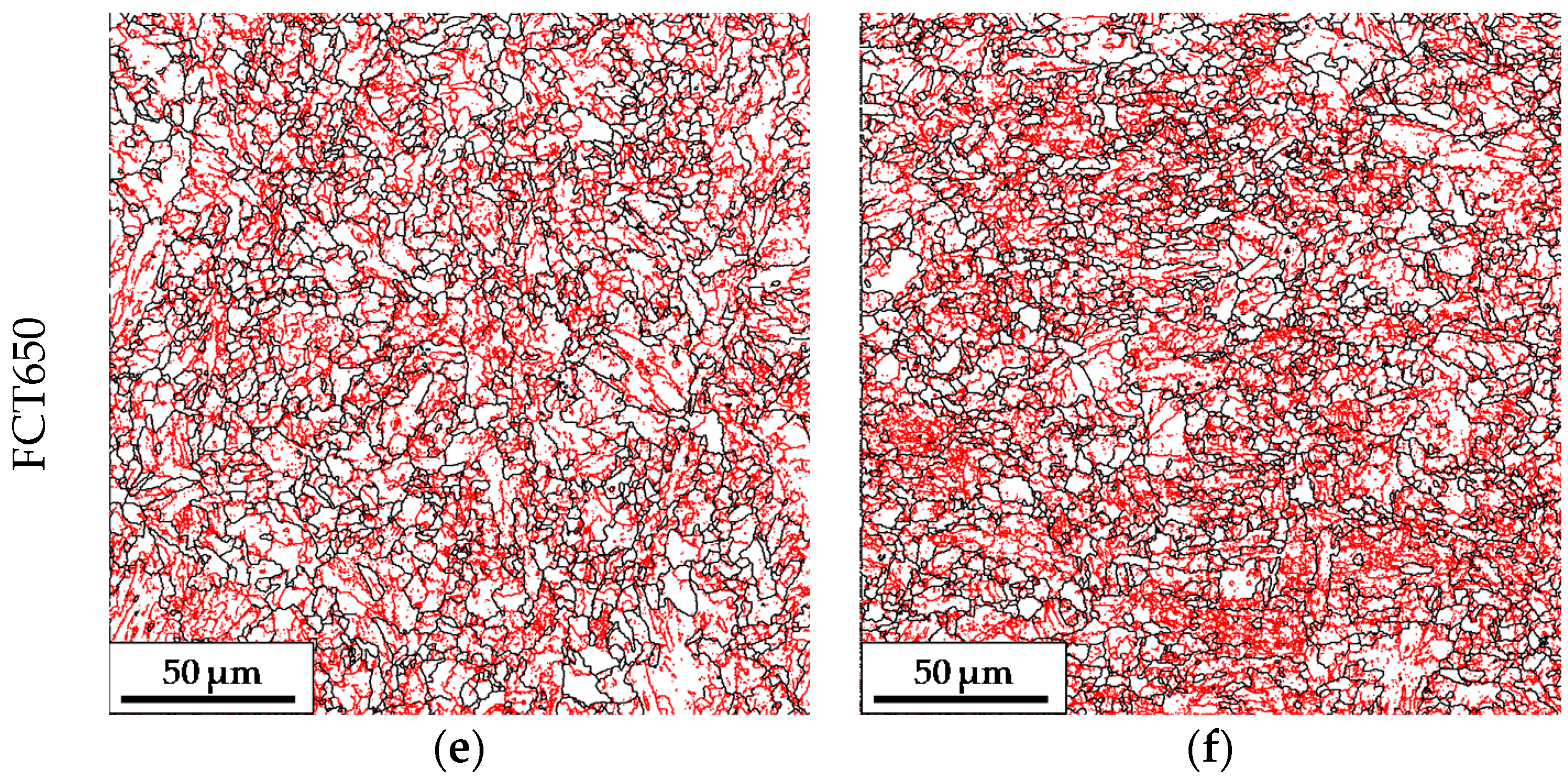
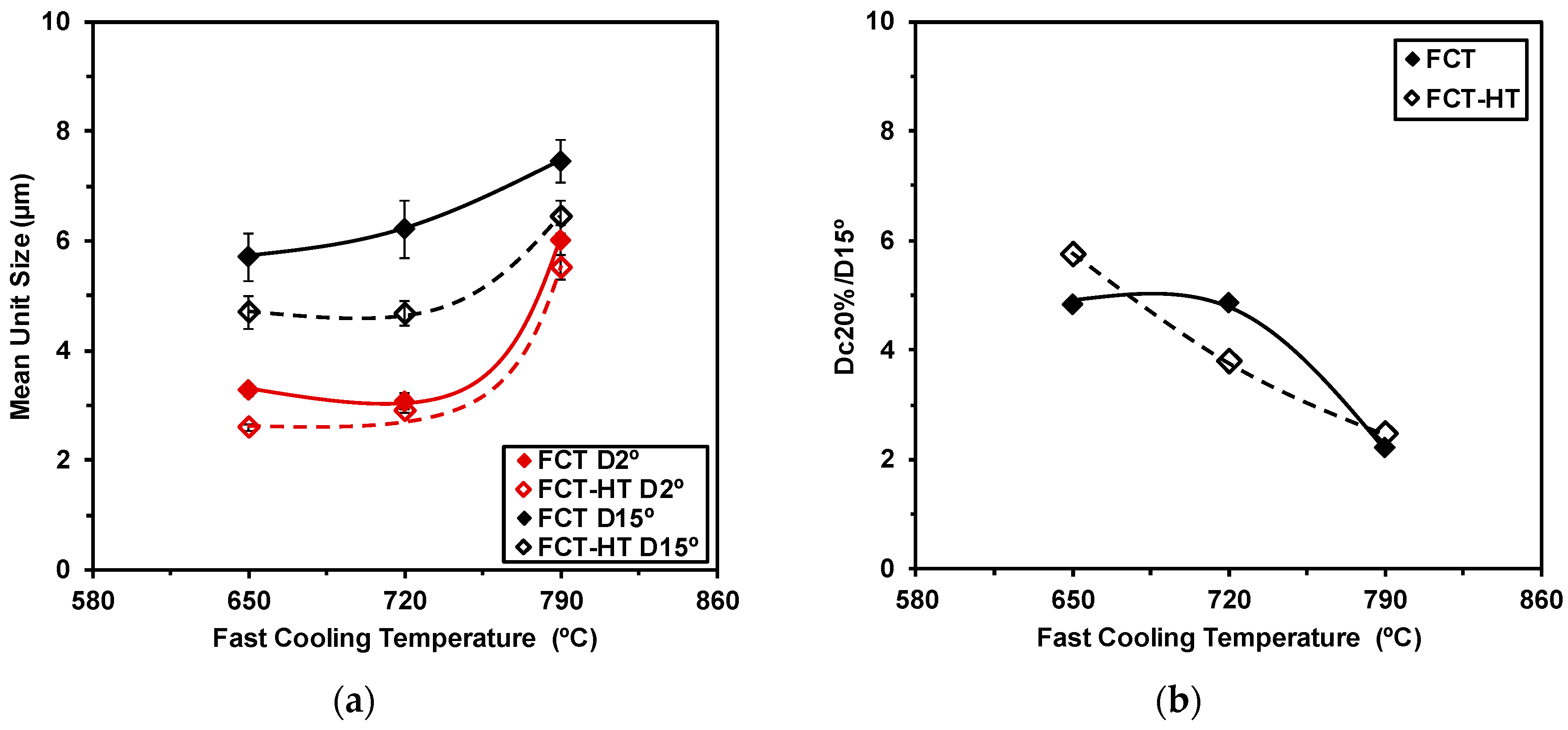
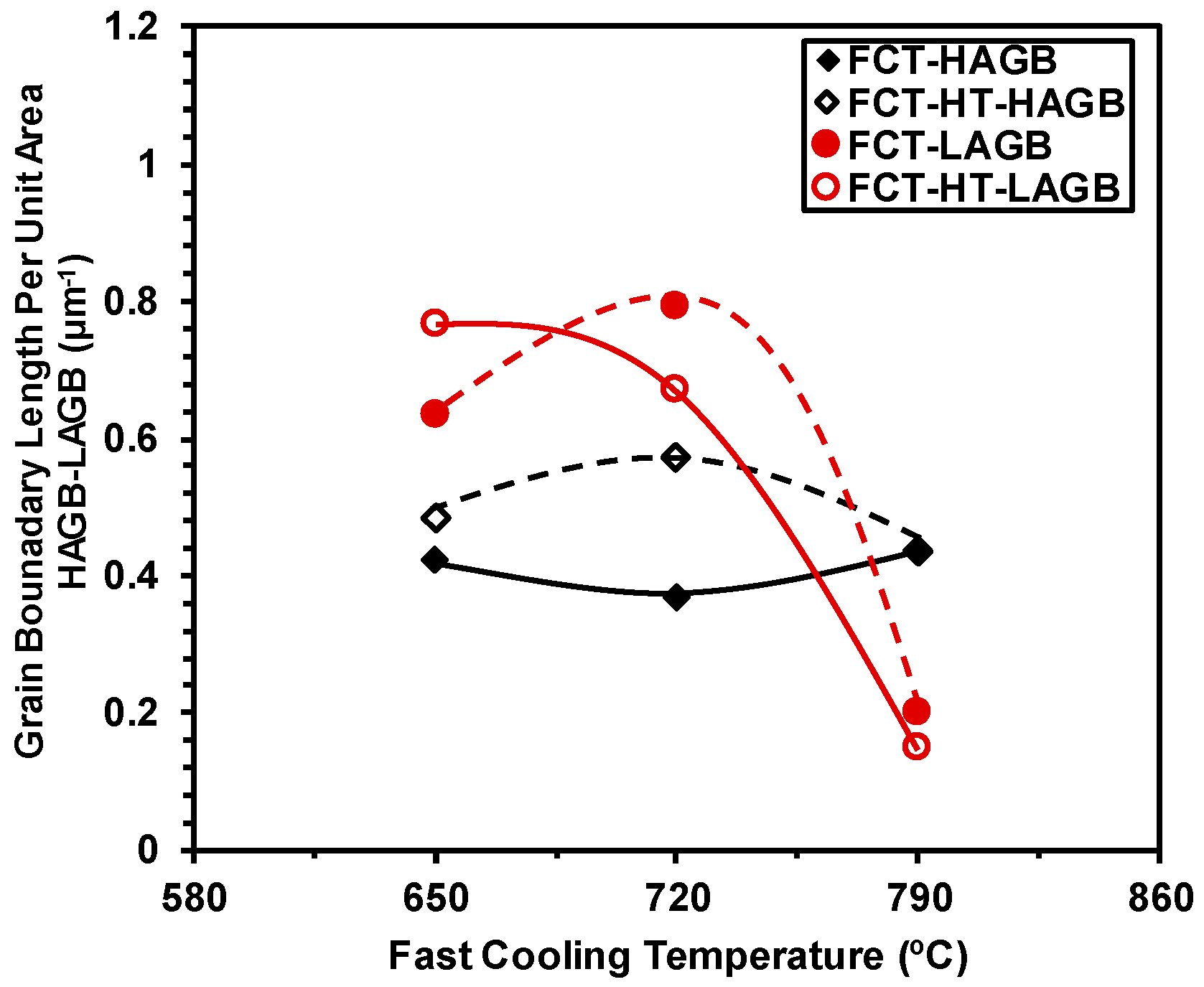
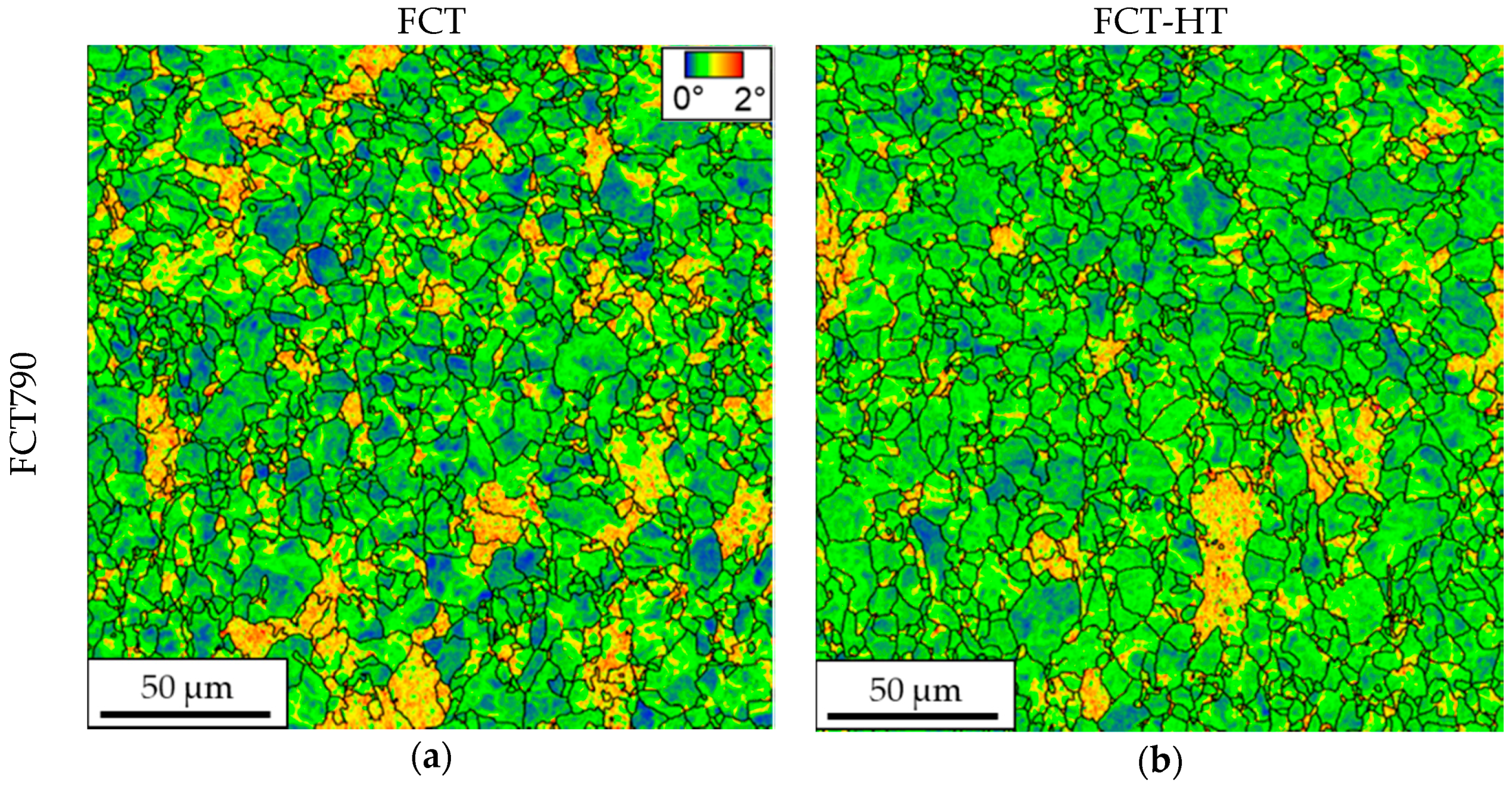
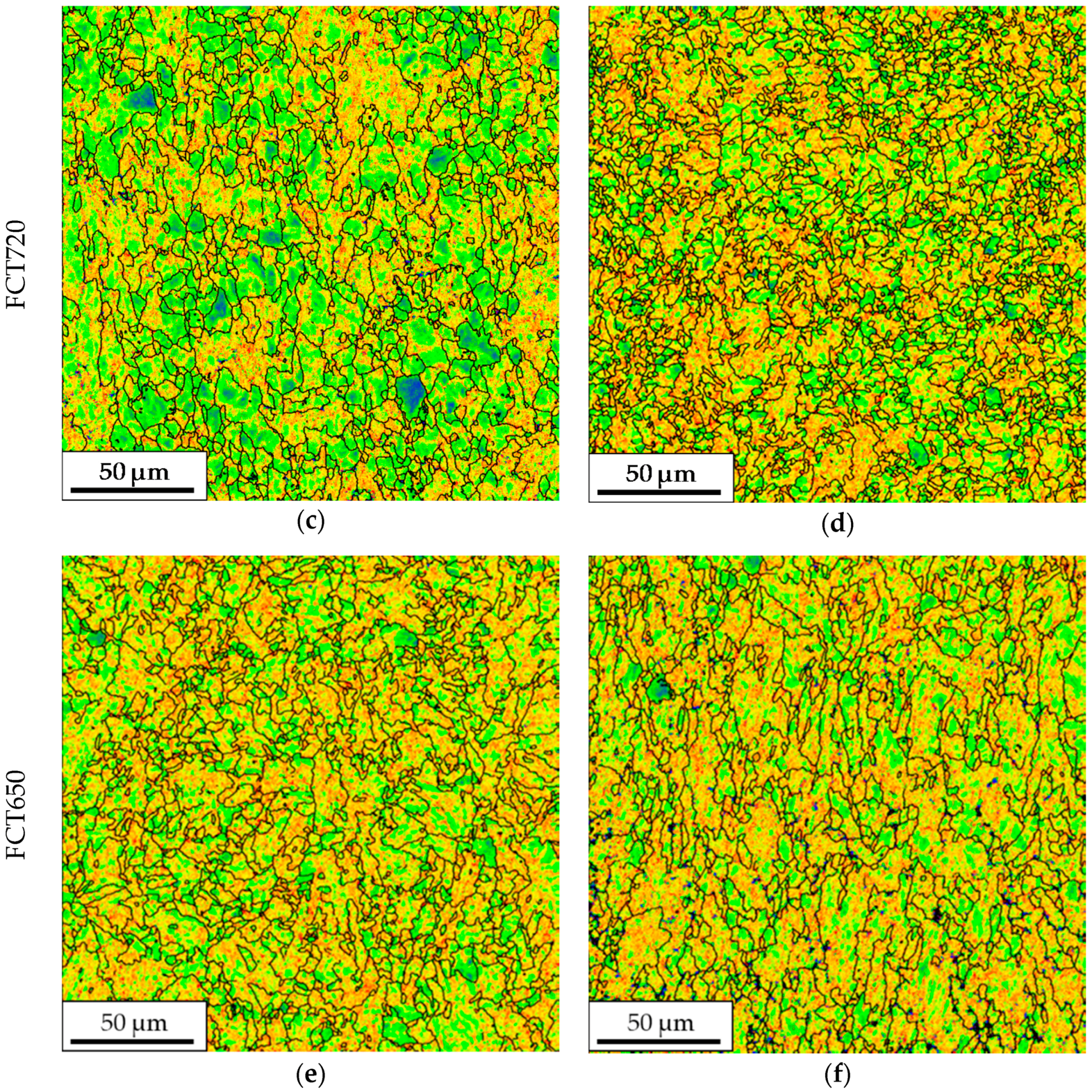
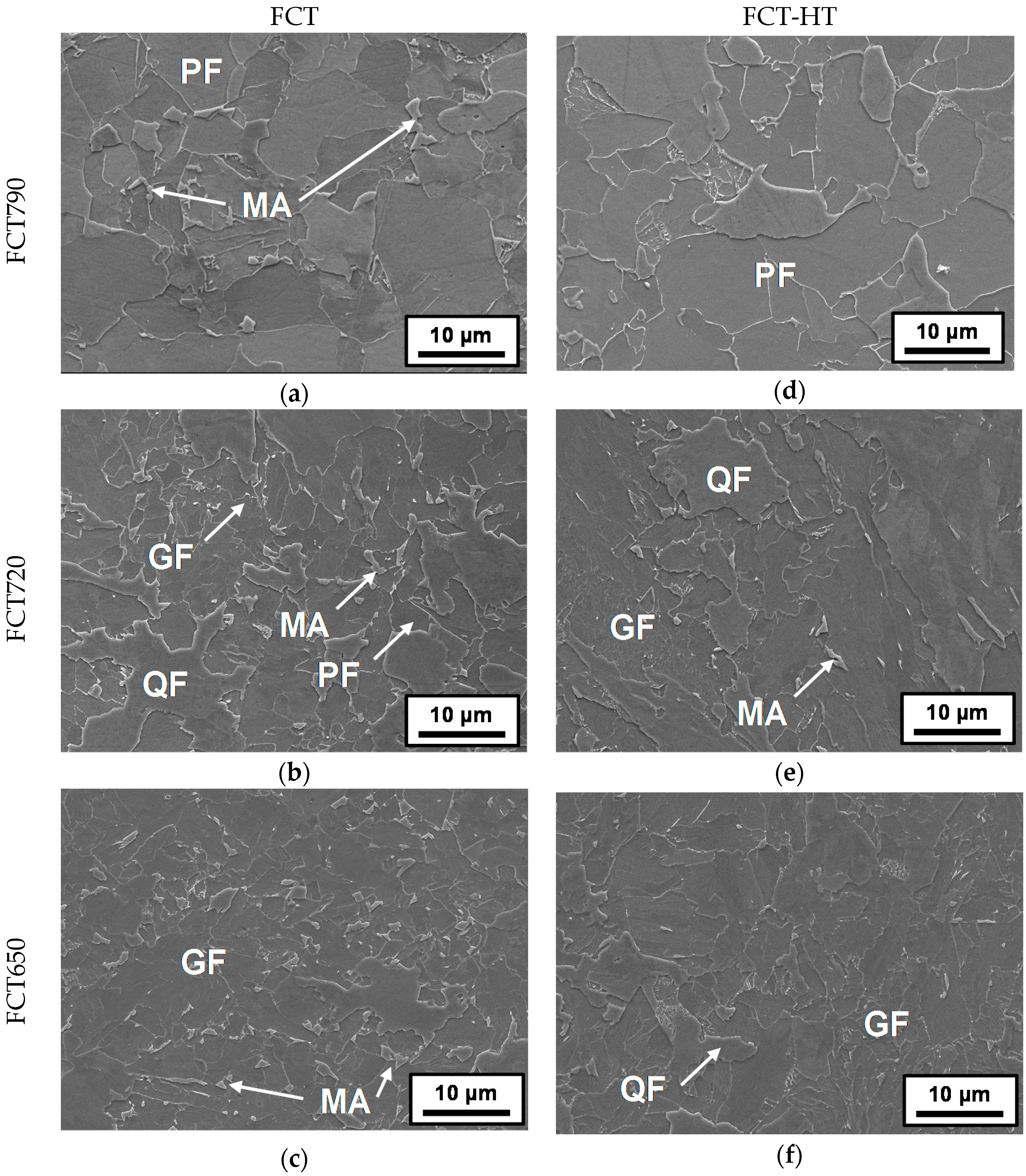
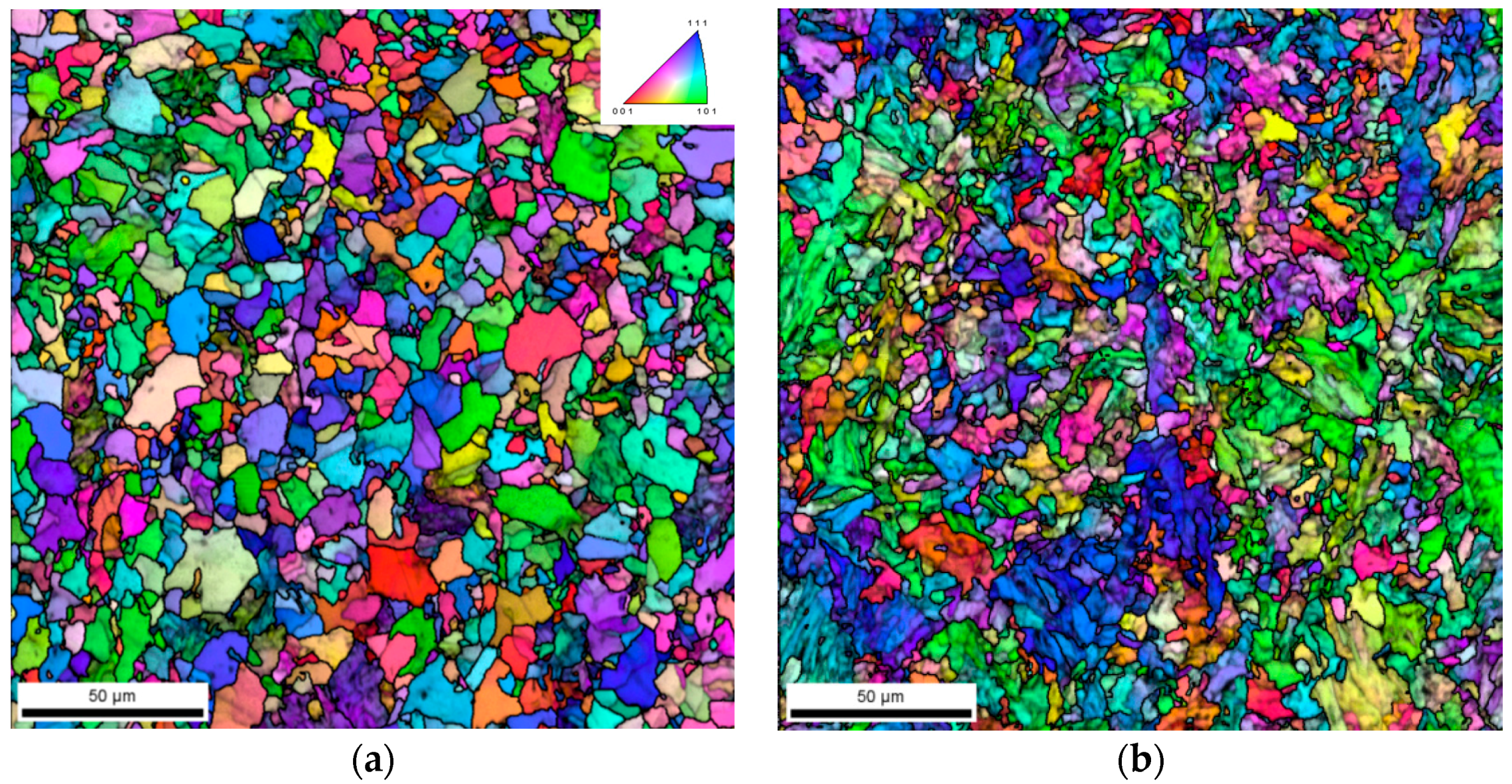
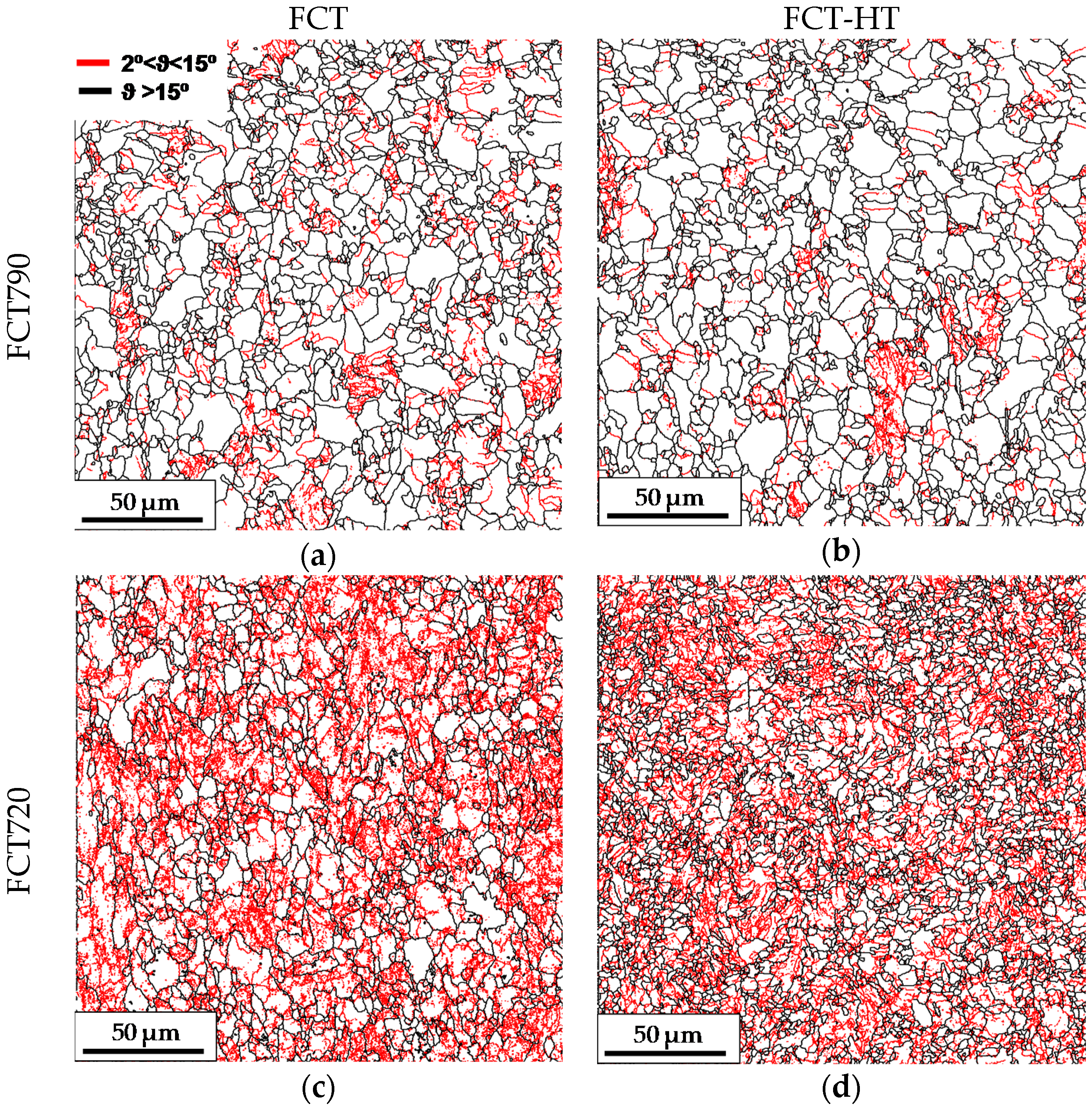
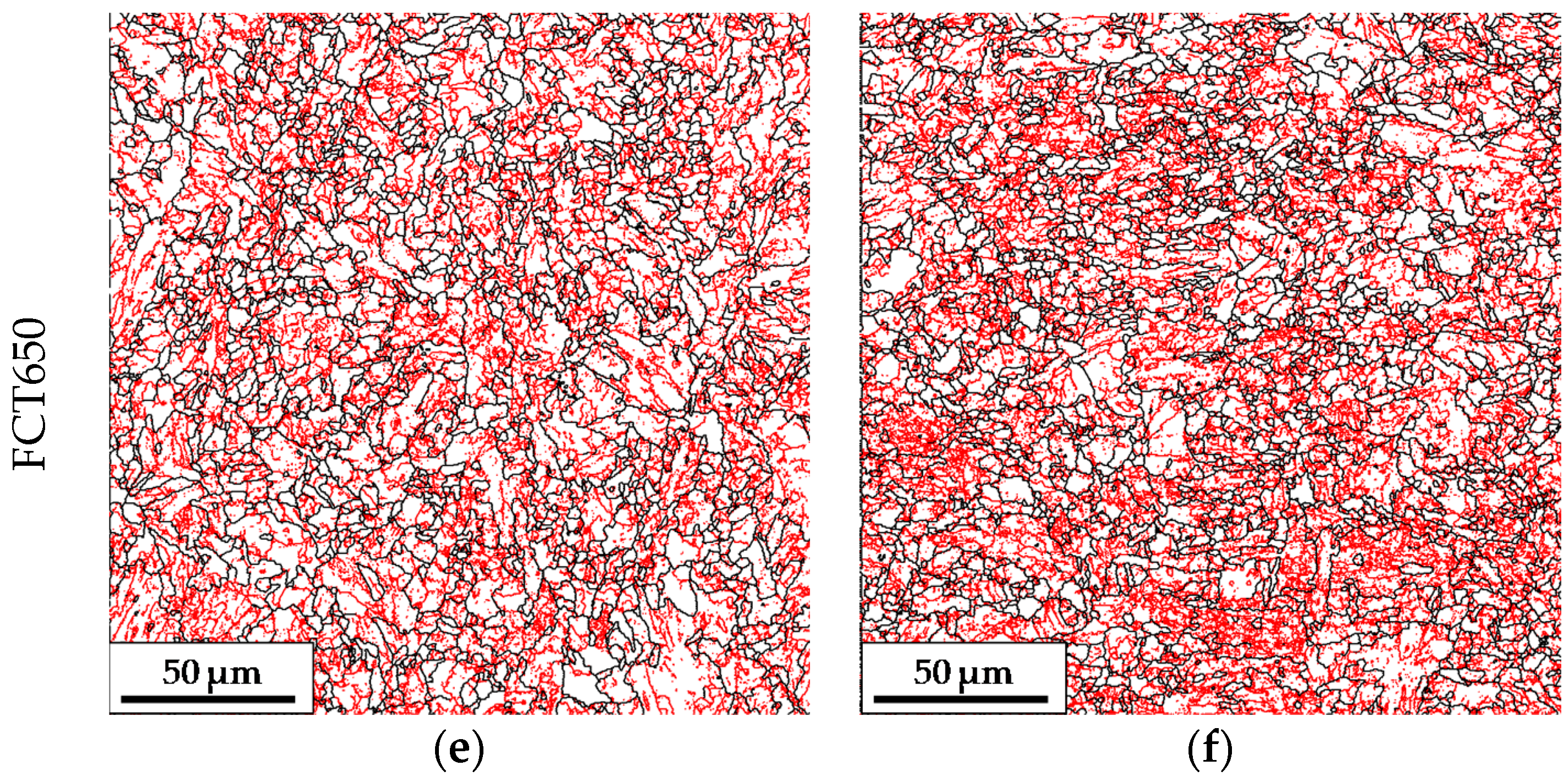
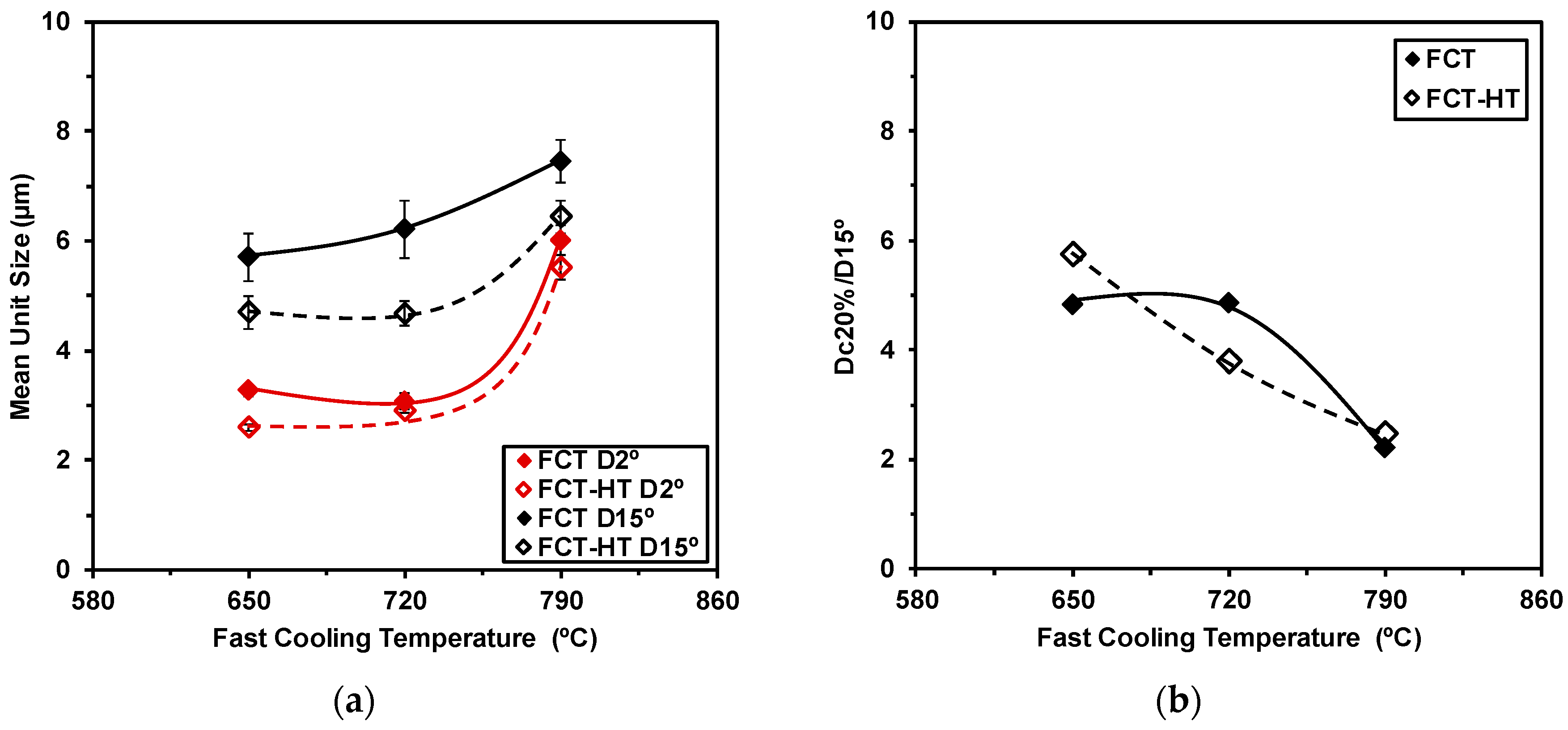
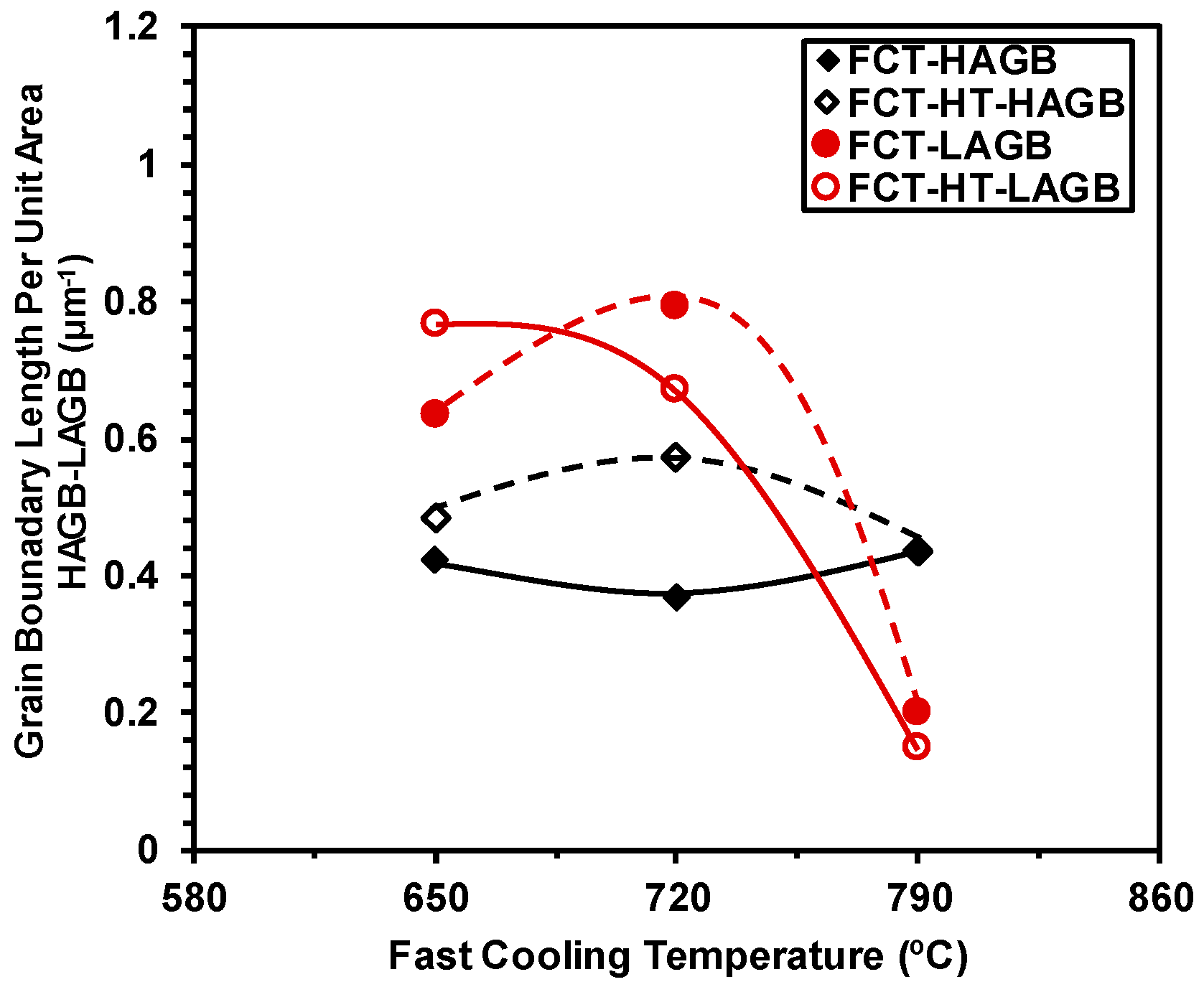
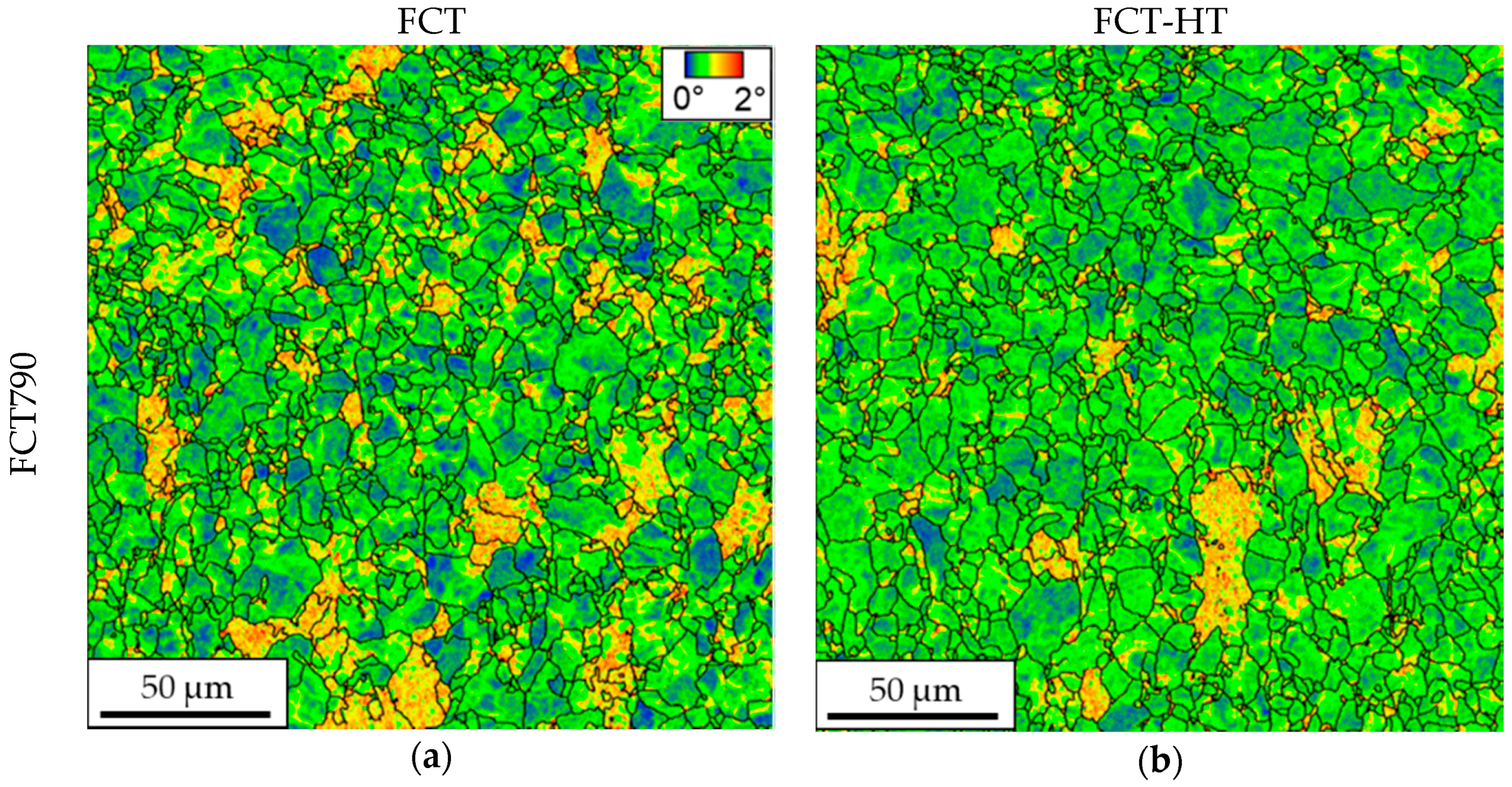
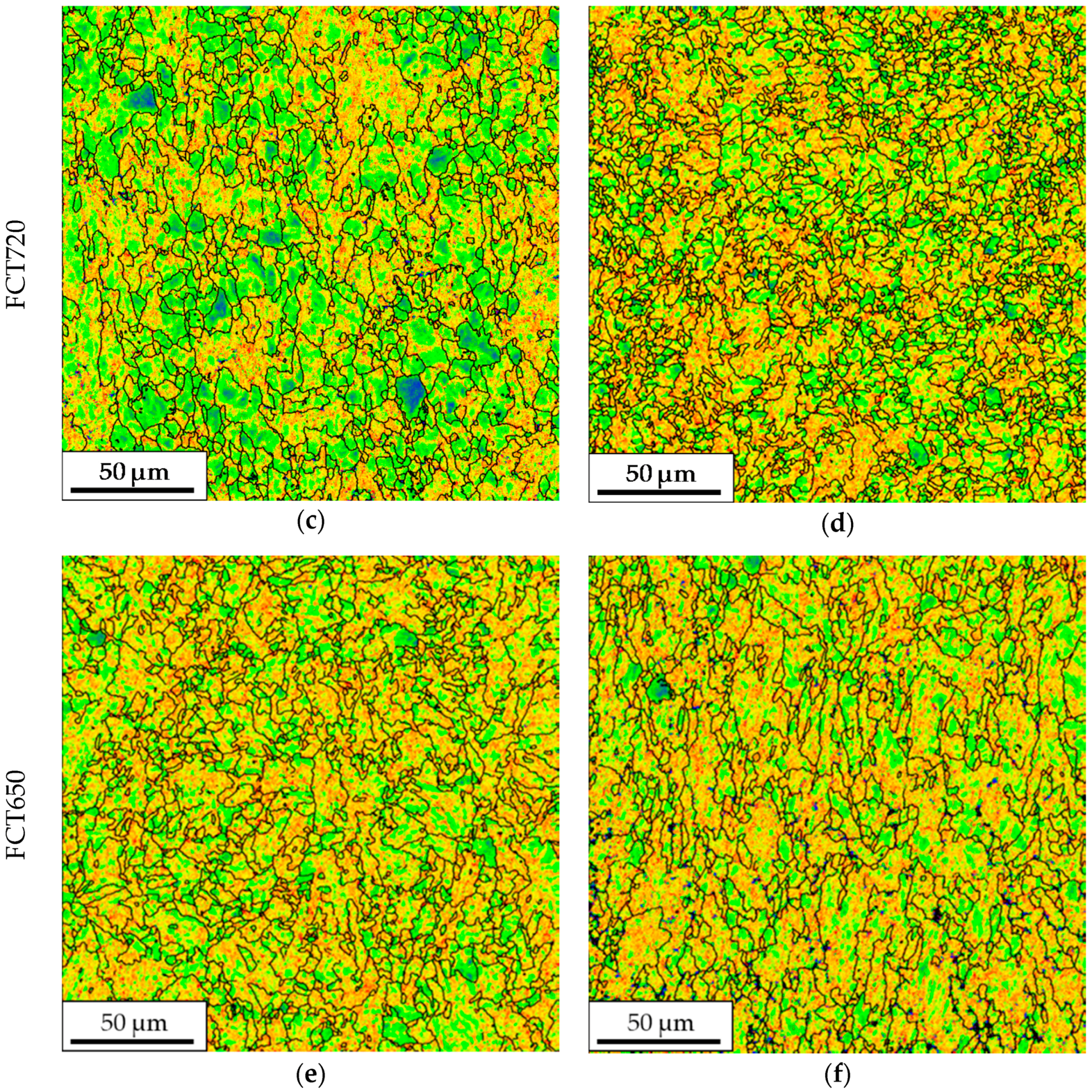
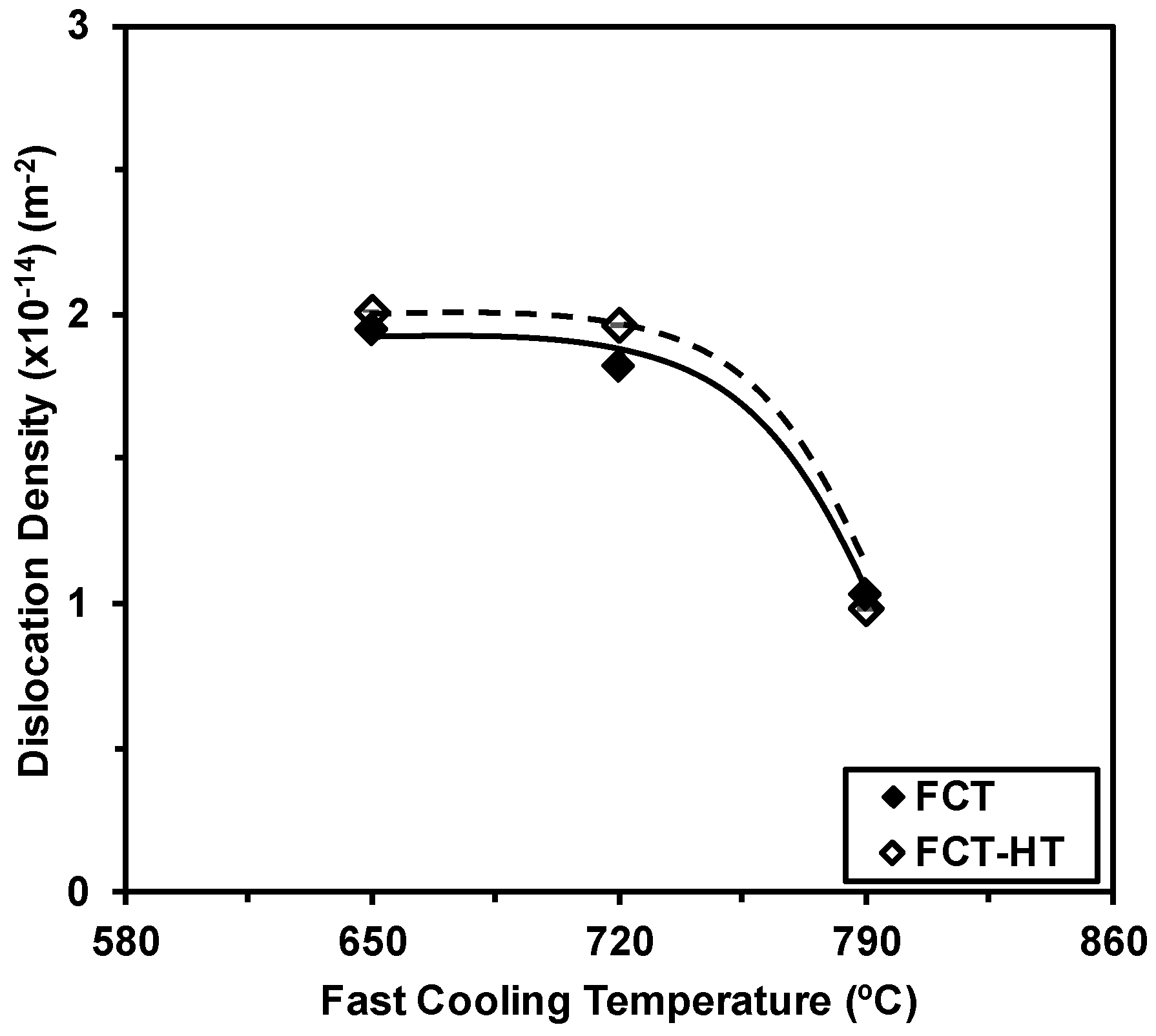
3.2. Microstructural Features and Unit Sizes
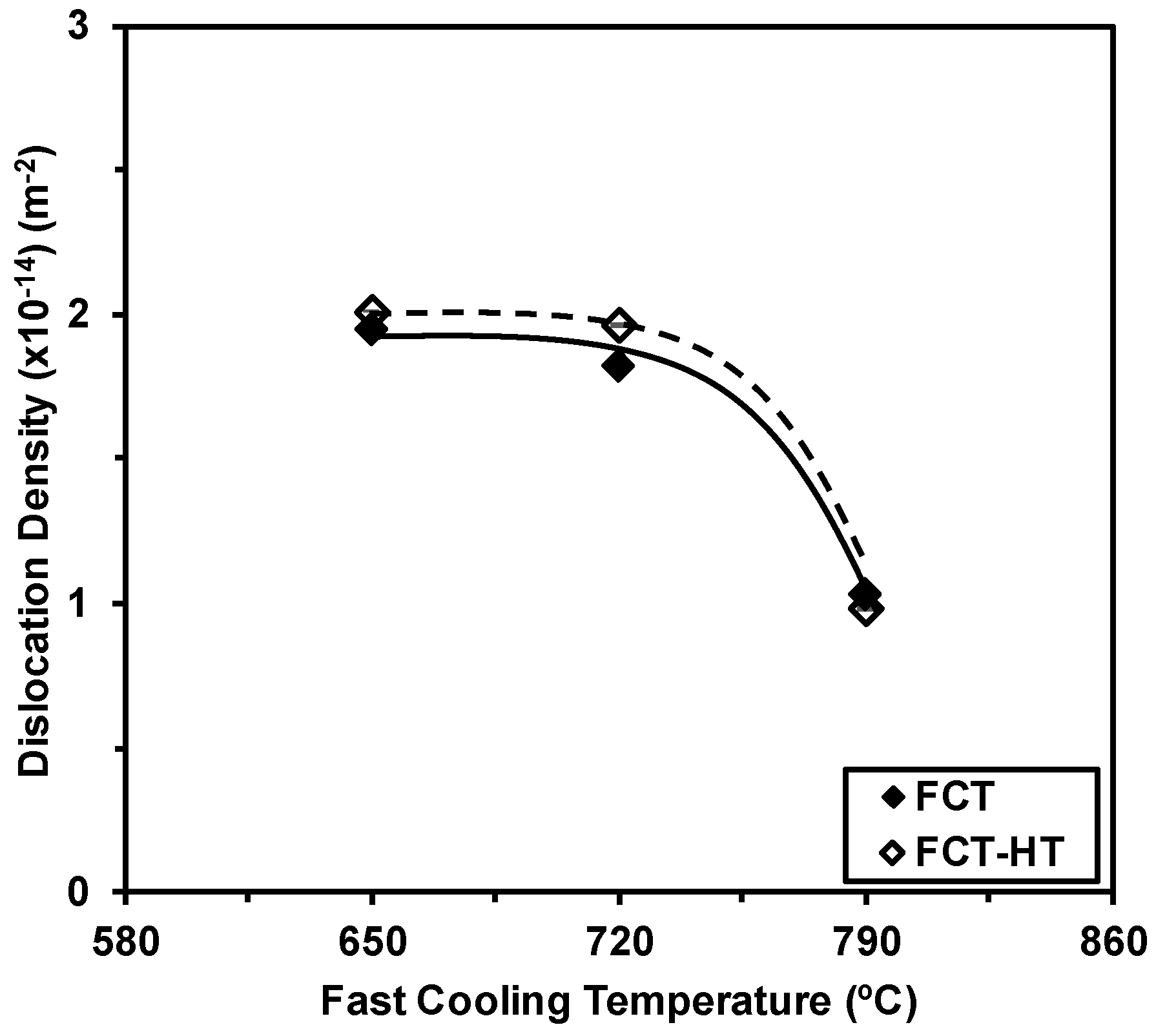
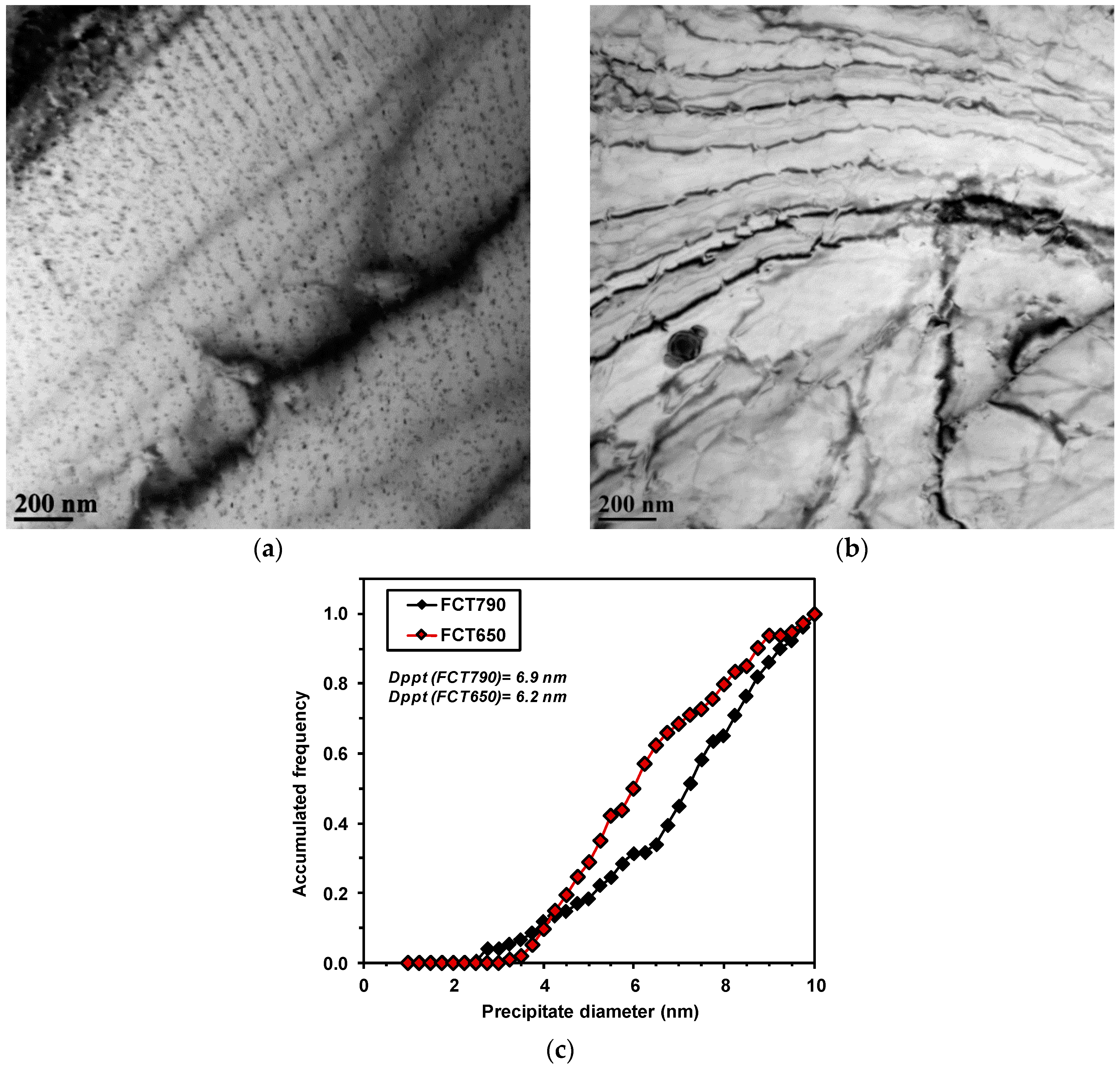
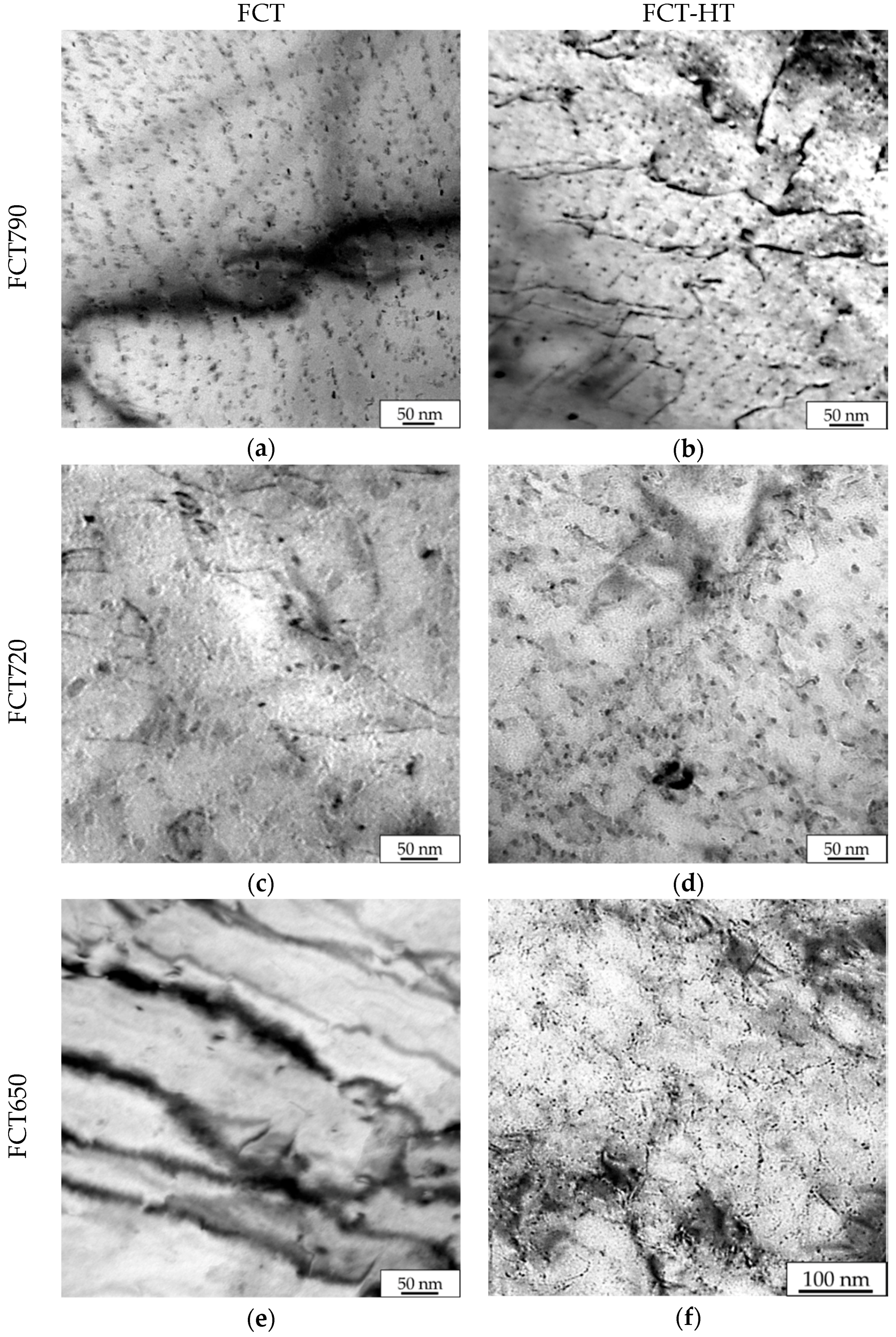
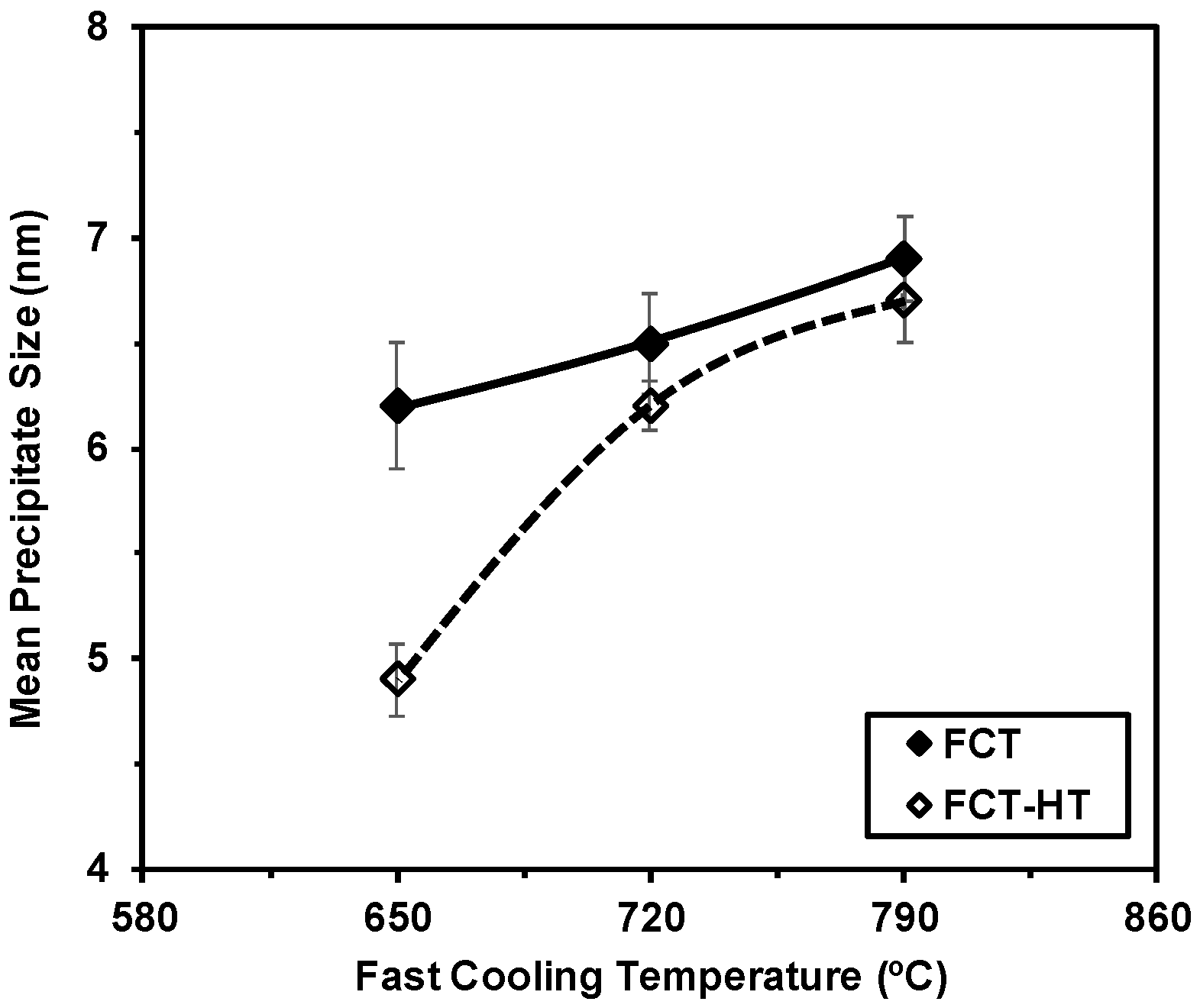
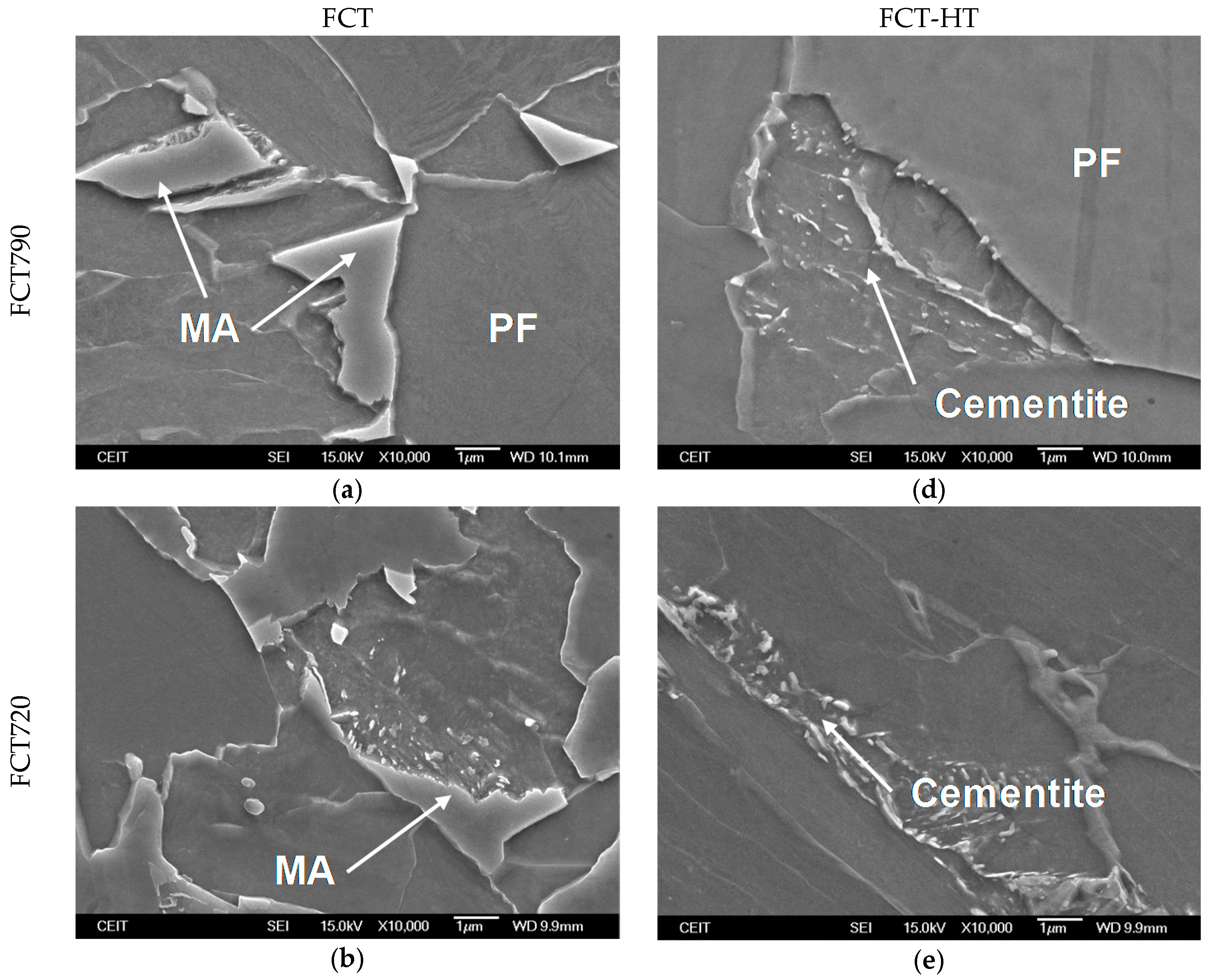
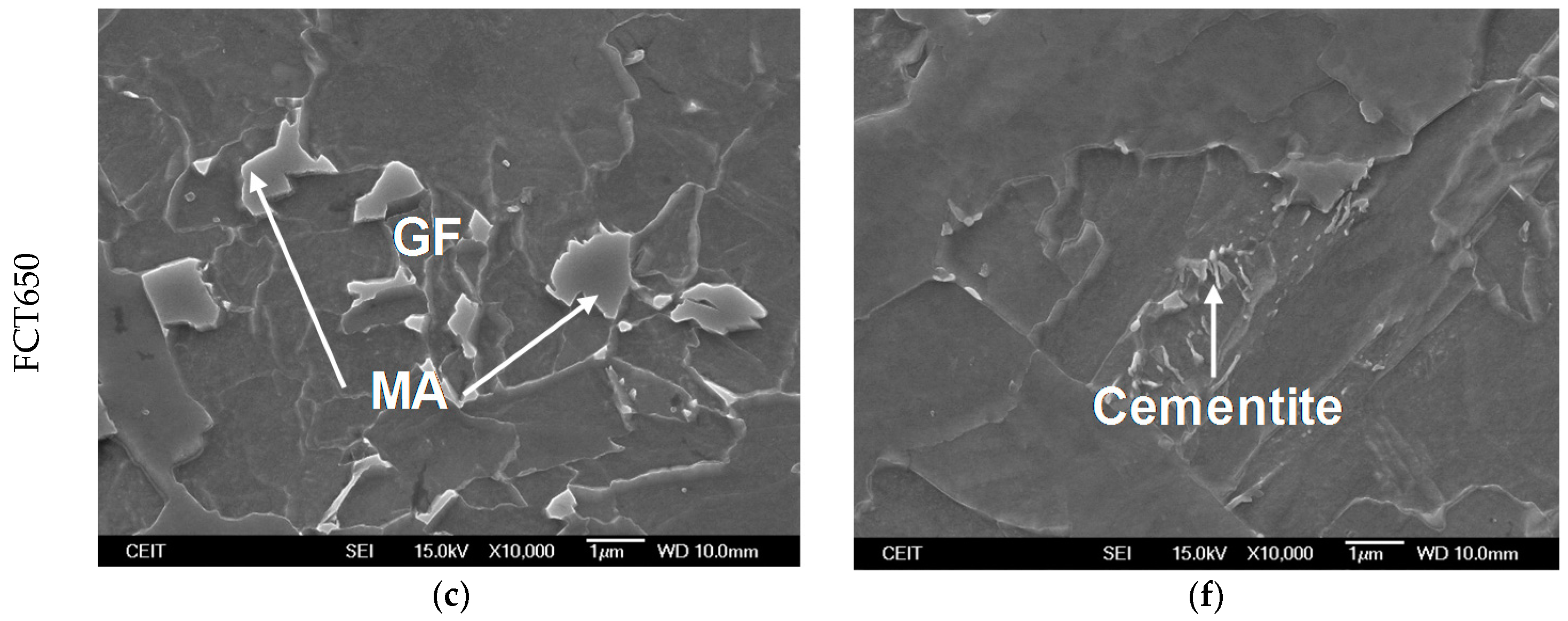
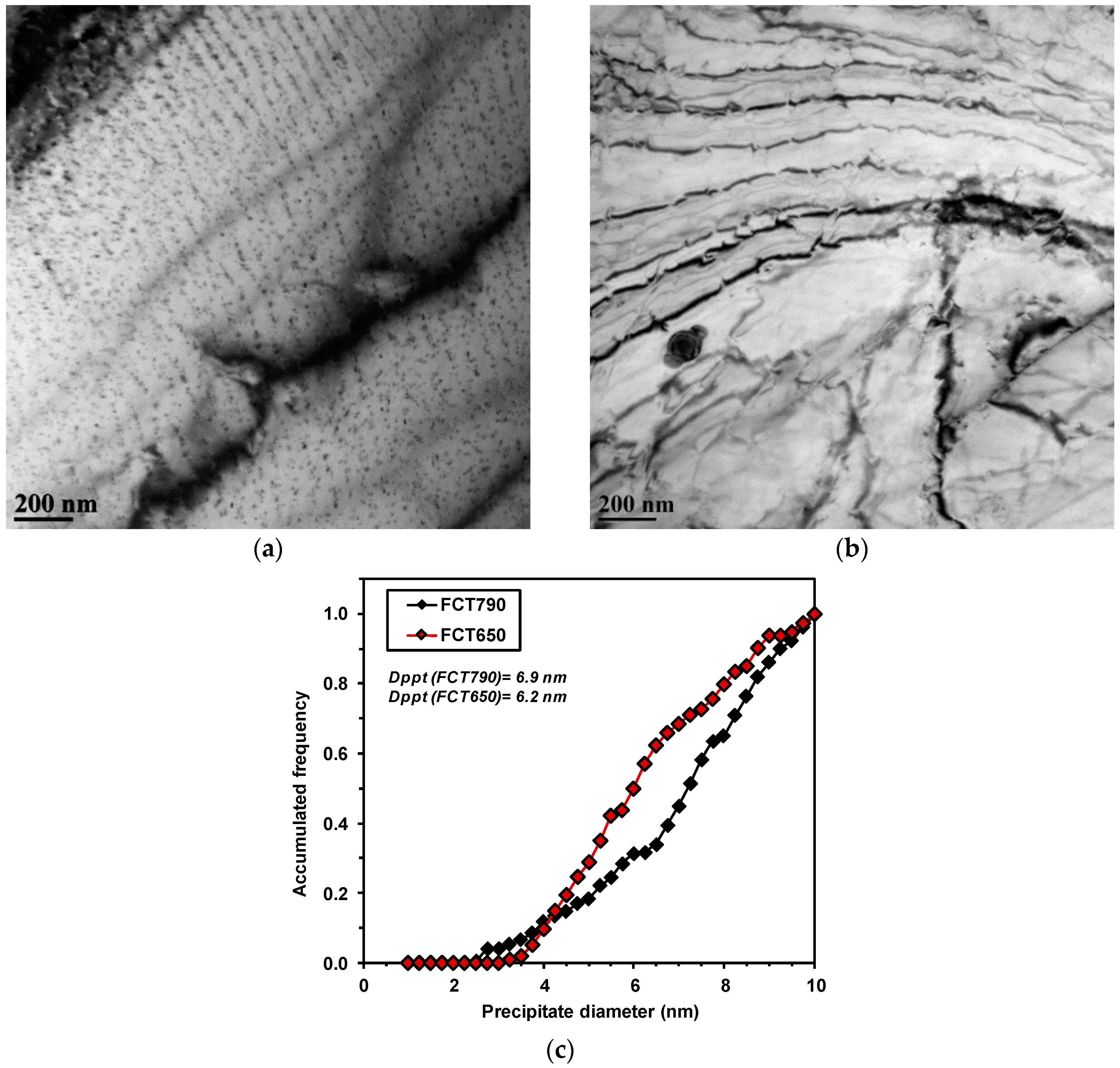
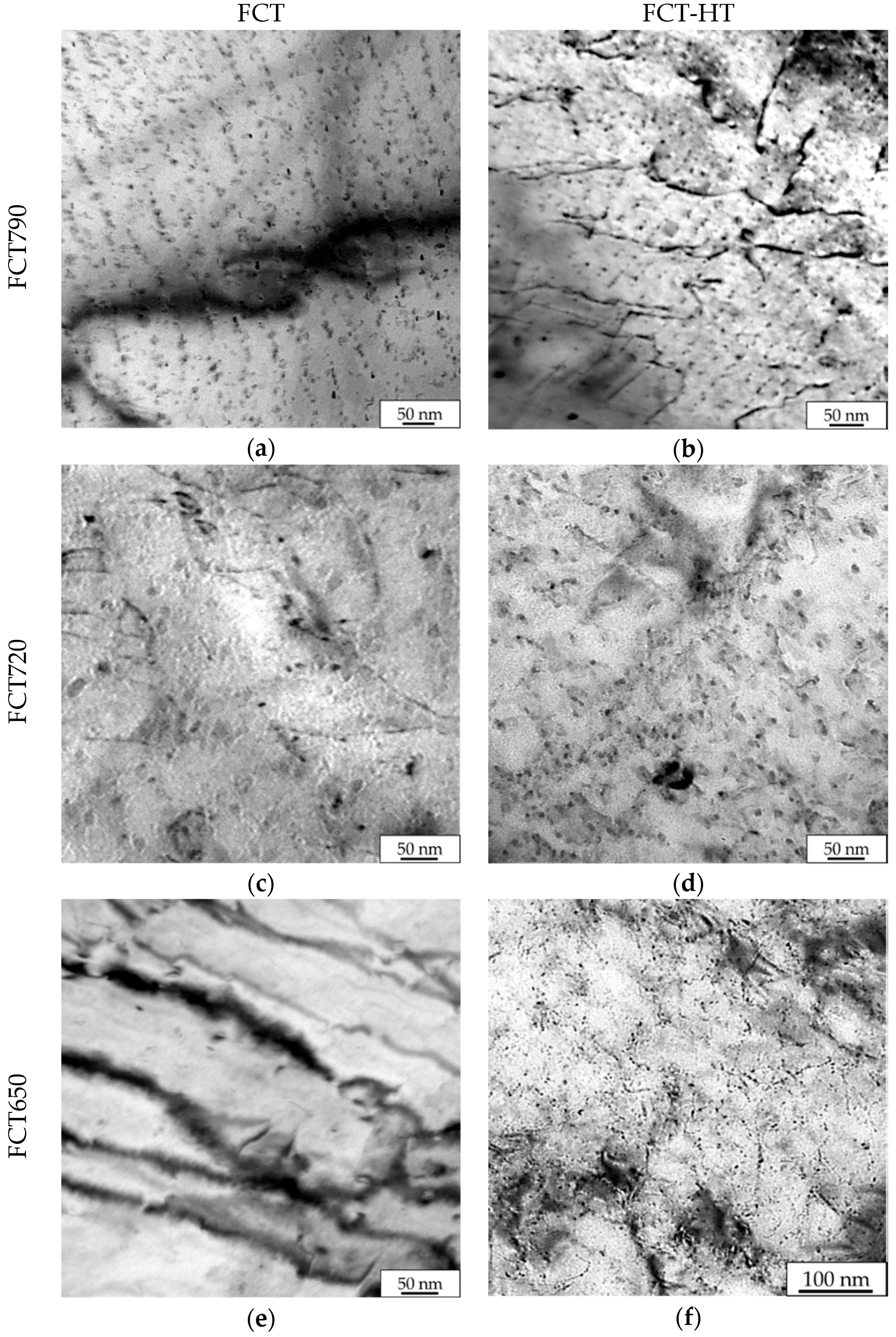
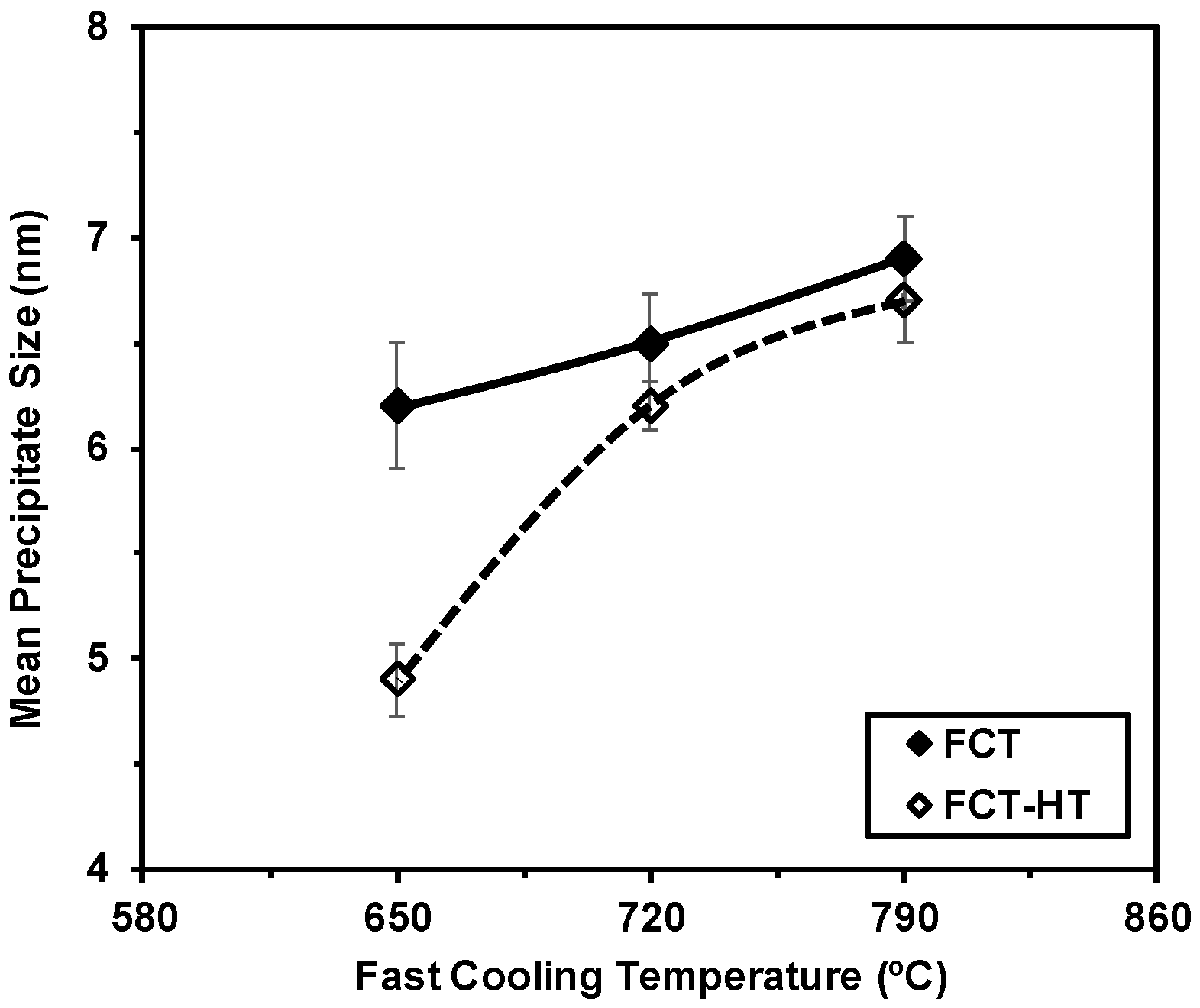
3.3. Precipitation Analysis
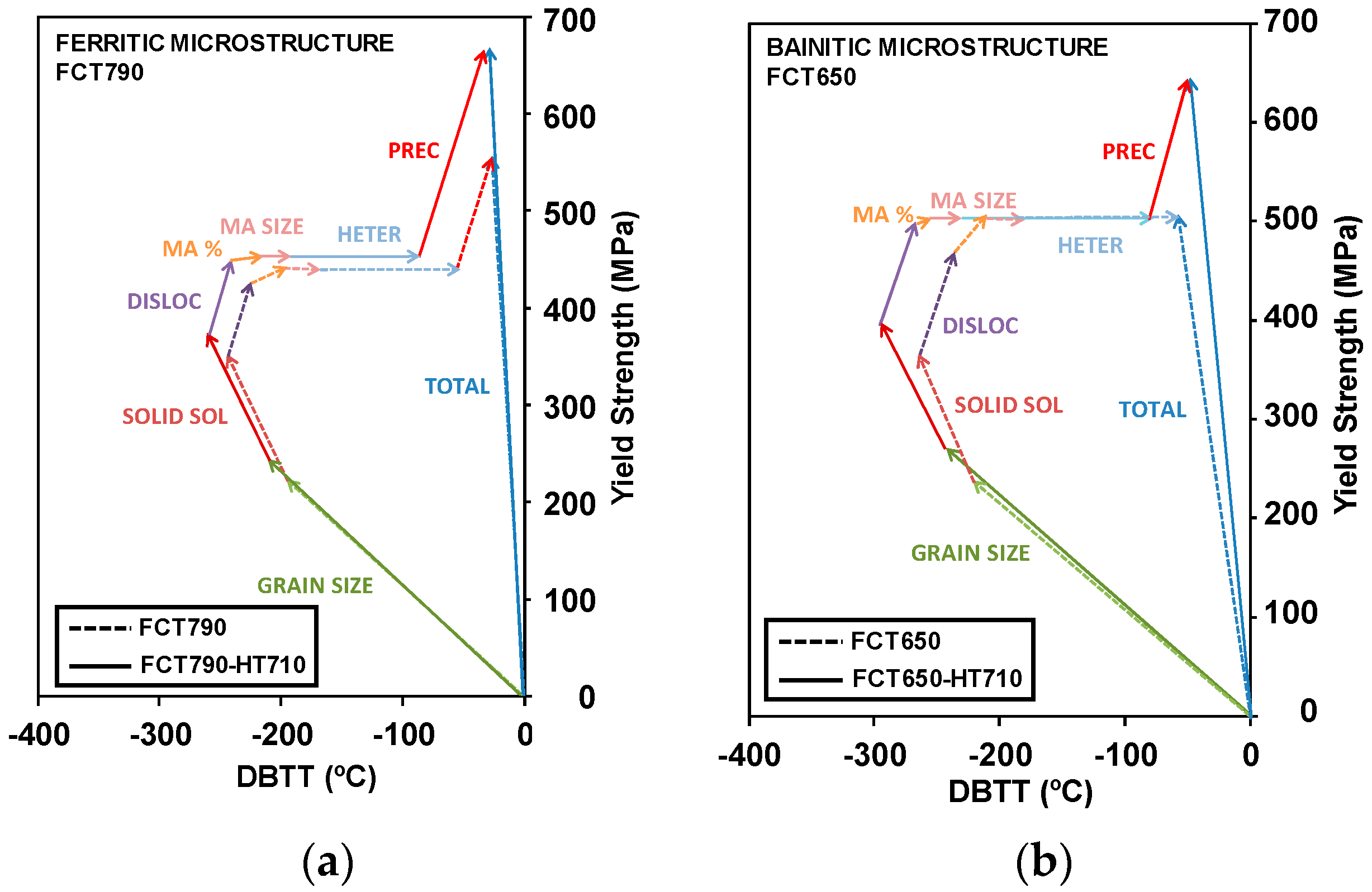
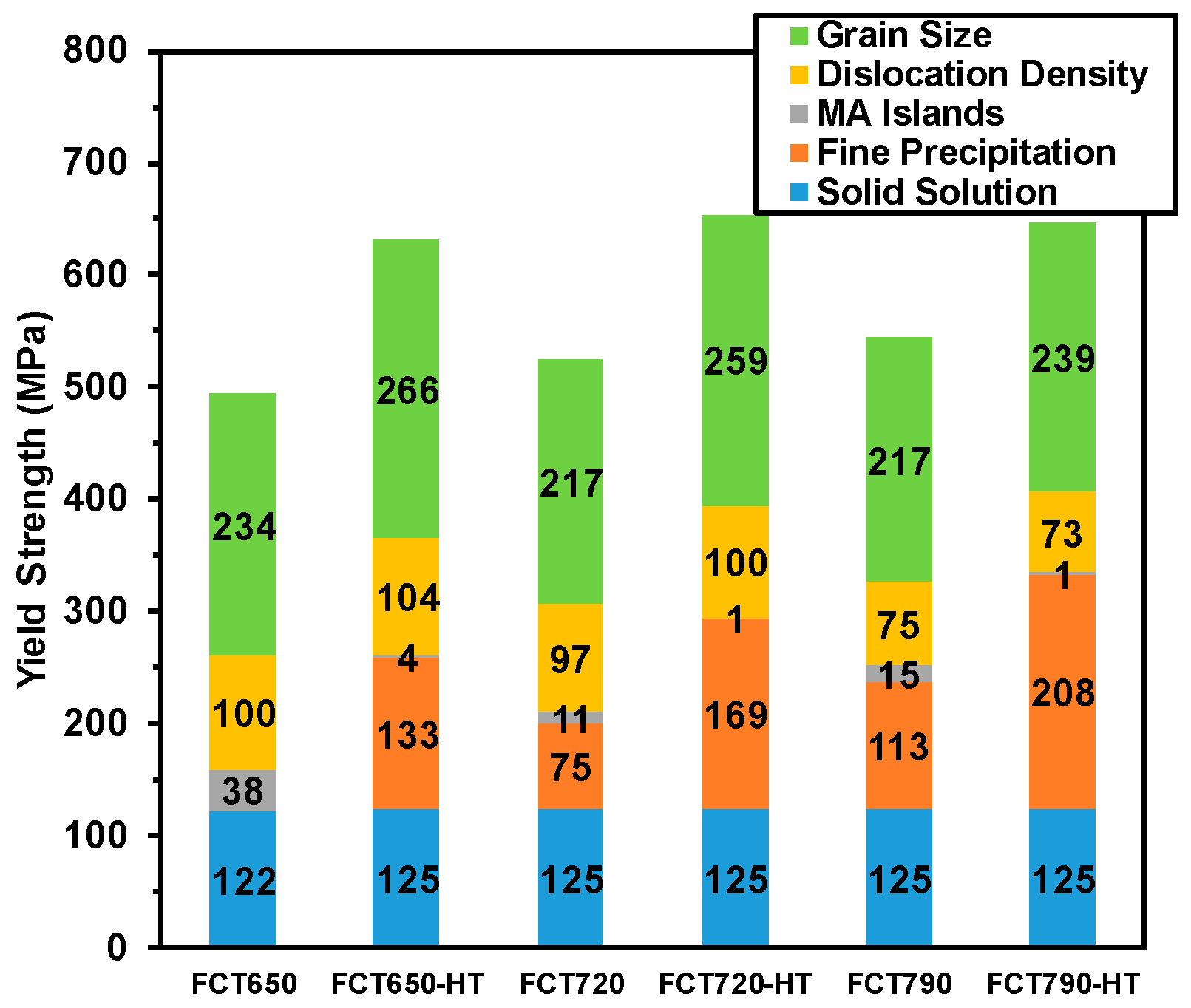
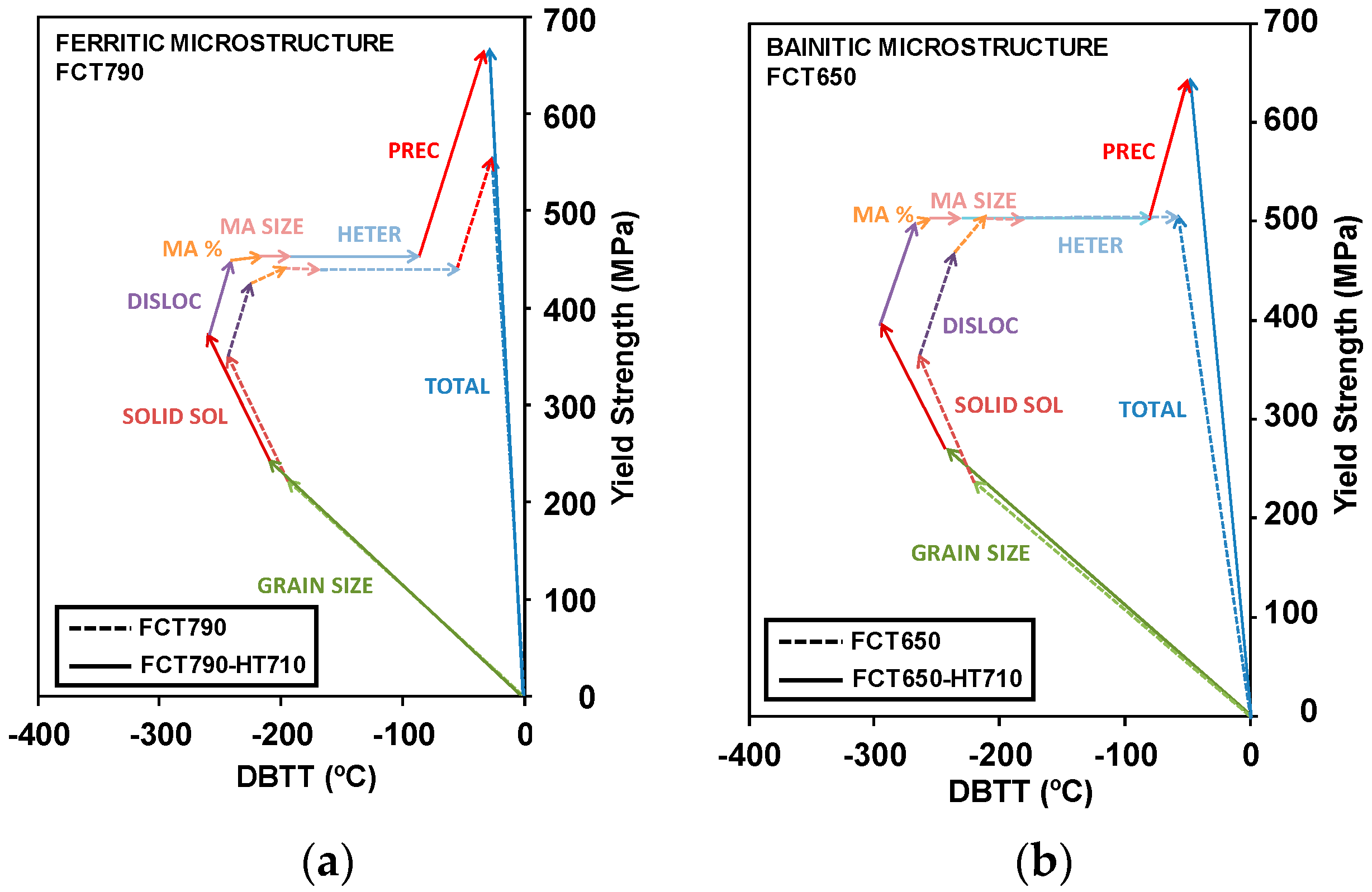
3.4. Interactions between Microstructure and Tensile Properties
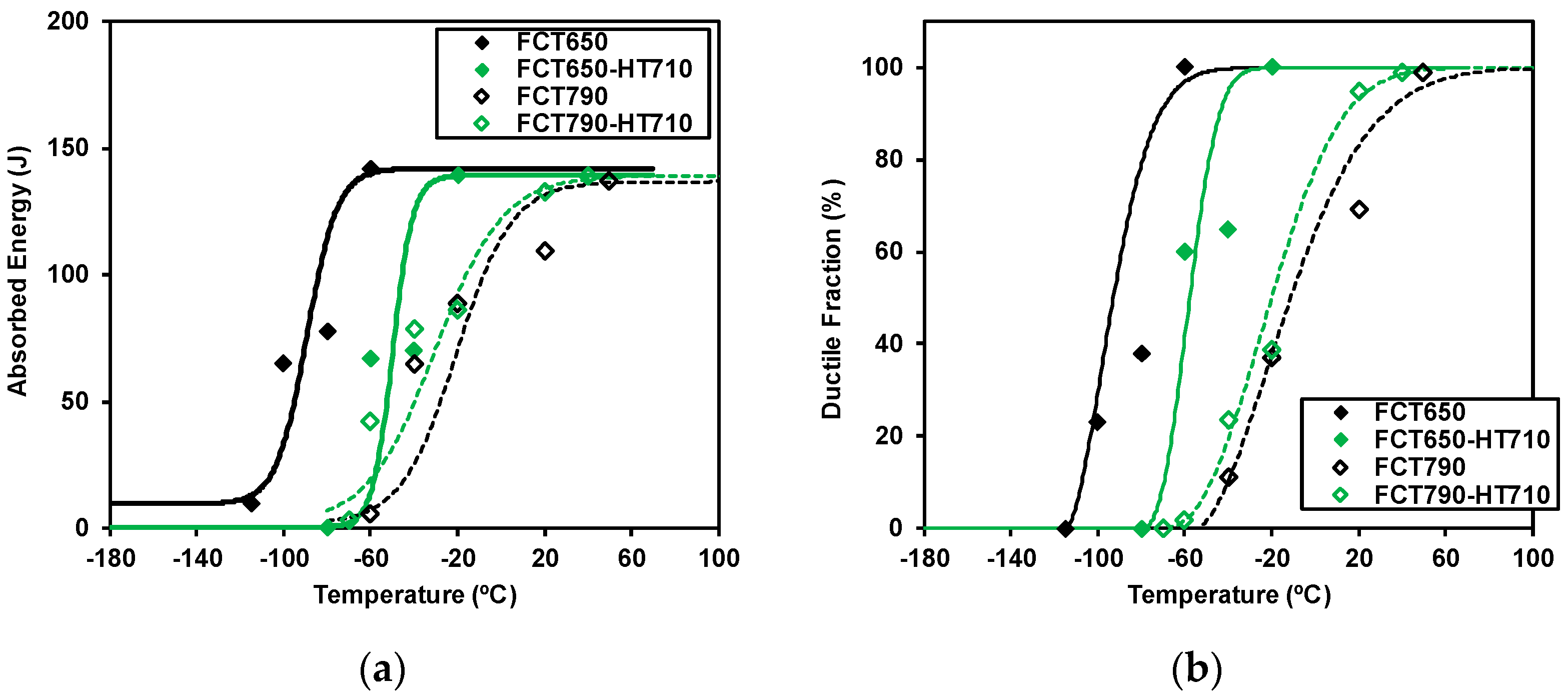
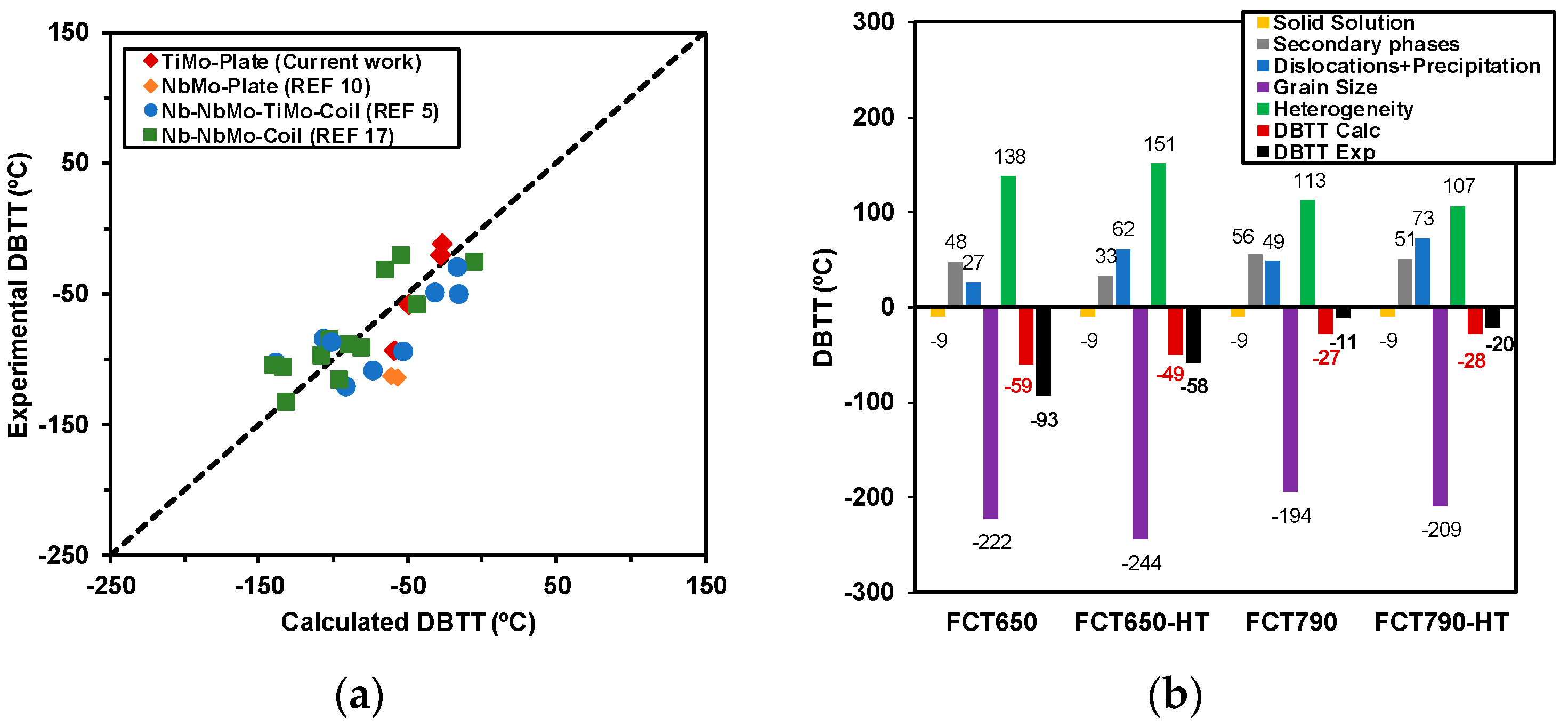
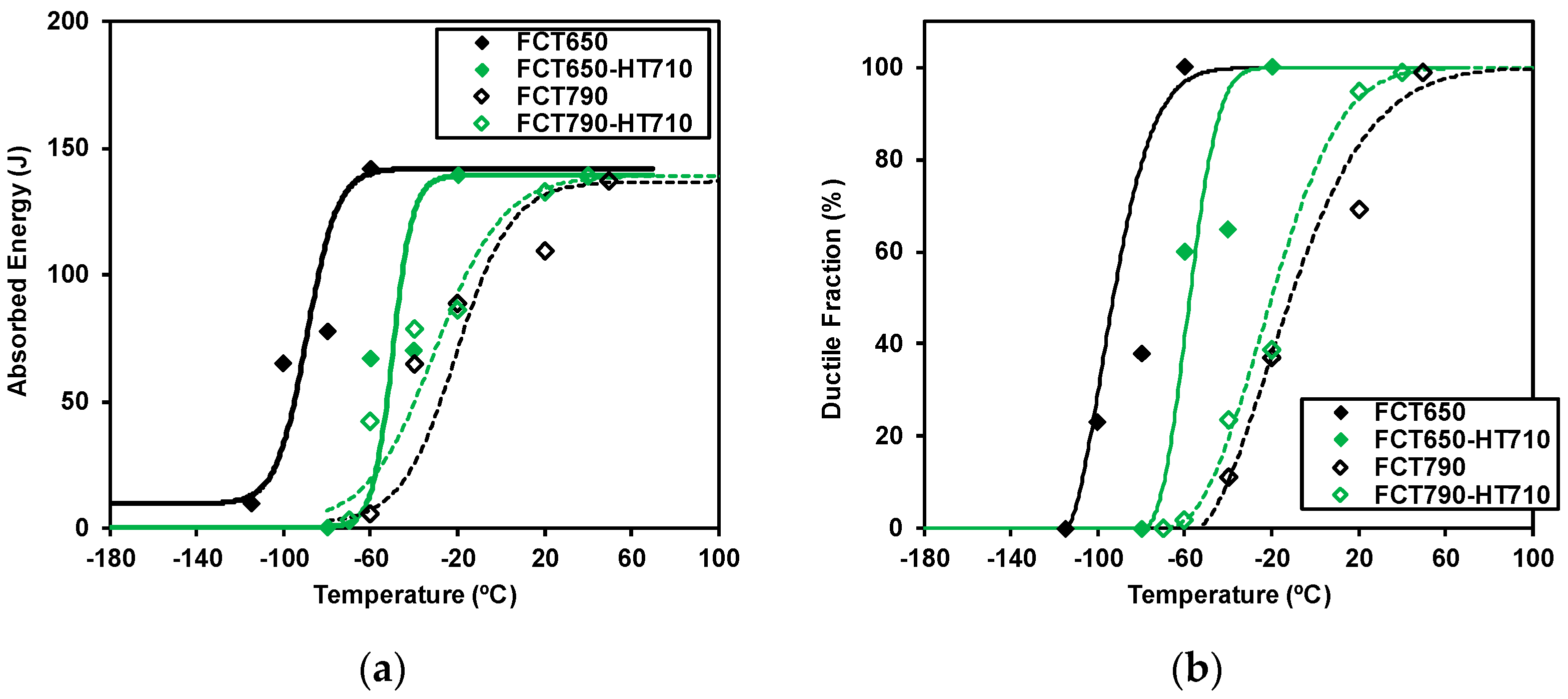
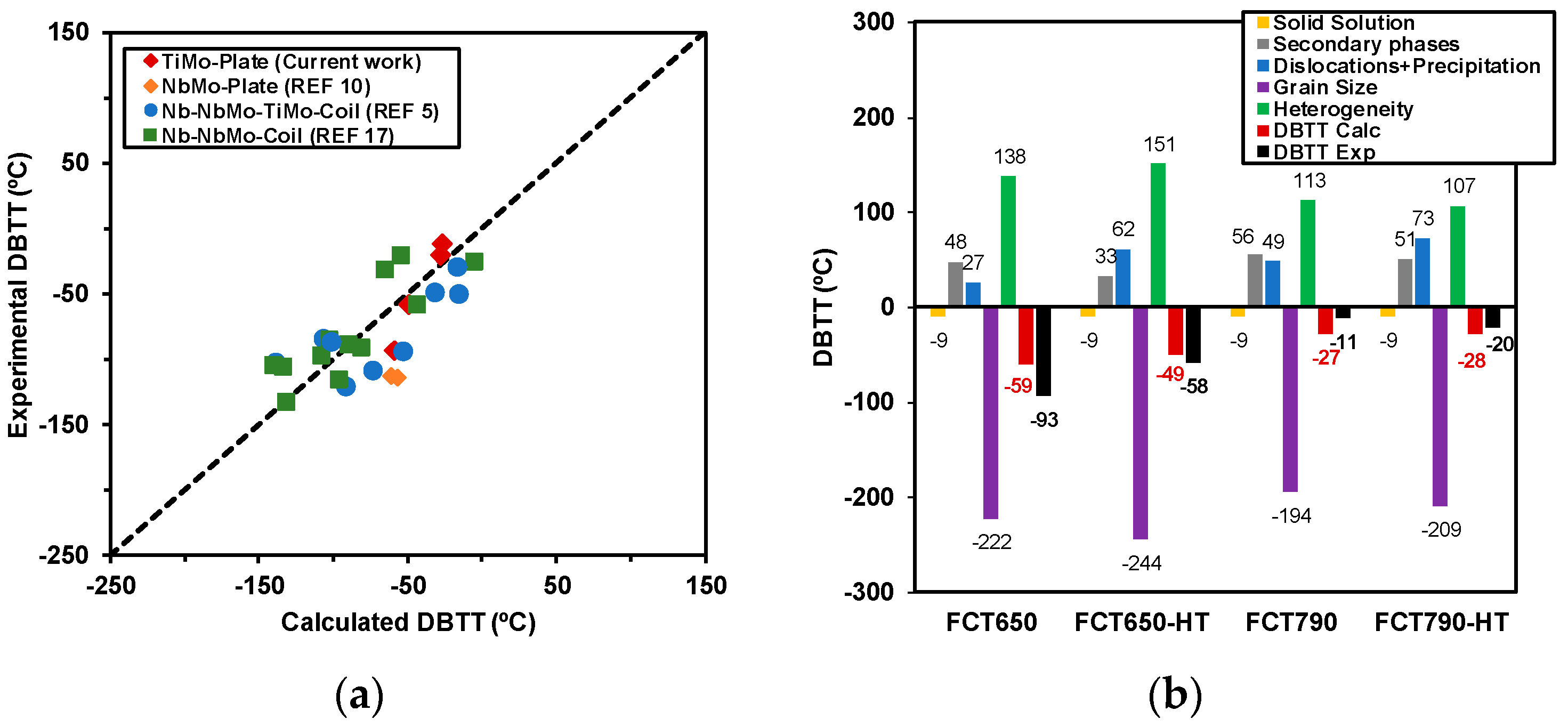
3.5. Effect of Induction Strengthening on Toughness Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| σy | Yield Strength |
| σ0 | Lattice friction stress |
| σss | Strengthening contribution due to solid solution |
| σgs | Strengthening contribution due to grain size |
| σρ | Strengthening contribution due to dislocations |
| σppt | Strengthening contribution due to precipitation |
| σMA | Strengthening contribution due to MA islands |
| D2° | Mean unit size using the 2° high angle boundary criterion |
| D15° | Mean unit size using the 15° high angle boundary criterion |
| Dc20% | 20% critical grain size |
| ϑ | Kernel average misorientation |
| ρ | Dislocation density |
| Dppt | Mean precipitate size |
| Mn | Manganese content (wt%) |
| Si | Silicon content (wt%) |
| Nfree | Free nitrogen (wt%) |
| pct pearlite | Volume fraction of pearlite |
| pct MA | Volume fraction of MA islands |
| DMA | MA island mean size |
| Δσy | Yield strength increment due to dislocation and precipitation strengthening (σρ + σppt)) |
References
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Microstructural Features Controlling Mechanical Properties in Nb-Mo Microalloyed Steels. Part I: Yield Strength. Metall. Mater. Trans. A 2014, 45A, 4960–4971. [Google Scholar] [CrossRef]
- Lee, W.B.; Hong, S.G.; Park, C.G.; Park, S.H. Carbide precipitation and high-temperature strength of hot-rolled high-strength, low-alloy steels containing Nb and Mo. Metall. Mater. Trans. A 2002, 33A, 1689–1698. [Google Scholar] [CrossRef]
- Funakawa, Y.; Shiozaki, T.; Tomita, K.; Yamamoto, T.; Maeda, E. Development of High Strength Hot-rolled Sheet Steel Consisting of Ferrite and Nanometer-sized Carbides. ISIJ Int. 2004, 44, 1945–1951. [Google Scholar] [CrossRef]
- Chen, C.Y.; Yen, H.W.; Kao, F.H.; Li, W.C.; Huang, C.Y.; Yang, J.R.; Wang, S.H. Precipitation hardening of high-strength low-alloy steels by nanometer-sized carbides. Mater. Sci. Eng. A 2009, 499, 162–166. [Google Scholar] [CrossRef]
- Larzabal, G.; Isasti, N.; Rodriguez-Ibabe, J.M.; Uranga, P. Evaluating Strengthening and Impact Toughness Mechanisms for Ferritic and Bainitic Microstructures in Nb, Nb-Mo and Ti-Mo Microalloyed Steels. Metals 2017, 7, 65. [Google Scholar] [CrossRef]
- Huang, Y.; Zhao, A.; Wang, X.; Wang, X.; Yang, J.; Han, J.; Yang, F. A High-Strength High-Ductility Ti- and Mo-Bearing Ferritic Steel. Metall. Mater. Trans. A 2016, 47A, 450–460. [Google Scholar] [CrossRef]
- Cheng, L.; Cai, Q.-W.; Xie, B.-S.; Ning, Z.; Zhou, X.-C.; Li, G.-S. Relationships among microstructure, precipitation and mechanical properties in different depths of Ti–Mo low carbon low alloy steel plate. Mater. Sci. Eng. A 2016, 651, 185–191. [Google Scholar] [CrossRef]
- Xie, Z.J.; Fang, Y.P.; Han, G.; Guo, H.; Misra, R.D.K.; Shang, C.J. Structure–property relationship in a 960 MPa grade ultrahigh strength low carbon niobium–vanadium microalloyed steel: The significance of high frequency induction tempering. Mater. Sci. Eng. A 2014, 618, 112–117. [Google Scholar] [CrossRef]
- Larzabal, G.; Isasti, N.; Pereda, B.; Rodriguez-Ibabe, J.M.; Uranga, P. Precipitation Strengthening by Induction Treatment in High Strength Low Carbon Microalloyed Hot Rolled Plates. In Proceedings of the Materials Science and Technology 2016 Conference, Salt Lake City, UT, USA, 23–27 October 2016; pp. 499–507. [Google Scholar]
- Larzabal, G.; Isasti, N.; Rodriguez-Ibabe, J.M.; Uranga, P. Precipitation Strengthening by Induction Treatment, in High Strength Low Carbon Microalloyed Hot-Rolled Plates. Metall. Mater. Trans. A 2018, 49A, 946–961. [Google Scholar] [CrossRef]
- Uranga, P.; Gutiérrez, I.; López, B. Determination of recrystallization kinetics from plane strain compression tests. Mater. Sci. Eng. A 2013, 578, 174–180. [Google Scholar] [CrossRef]
- Wallin, K. Modified Tank Fitting Algorithm for Charpy Impact Data; Research Seminar on Economical and Safe Application of Modern Steels for Pressure Vessels: Aachen, Germany, 2003. [Google Scholar]
- Kim, Y.M.; Kim, S.K.; Lim, Y.J.; Kim, N.J. Effect of Microstructure on the Yield Ratio and Low Temperature Toughness of Linepipe Steels. ISIJ Int. 2002, 42, 1571–1577. [Google Scholar] [CrossRef]
- Araki, T.; Kozasu, I.; Tankechi, H.; Shibata, K.; Enomoto, M.; Tamehiro, H. Atlas for Bainitic Microstructures; ISIJ: Tokyo, Japan, 1992; Volume 1. [Google Scholar]
- Xie, Z.J.; Ma, X.P.; Shang, C.J.; Wang, X.M.; Subramanian, S.V. Nano-sized precipitation and properties of a low carbon niobium micro-alloyed bainitic steel. Mater. Sci. Eng. A 2015, 641, 37–44. [Google Scholar] [CrossRef]
- Iza-Mendia, A.; Gutiérrez, I. Generalization of the existing relations between microstructure and yield stress from ferrite-pearlite to high strength steels. Mater. Sci. Eng. A 2013, 561, 40–51. [Google Scholar] [CrossRef]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; Uranga, P. Microstructural Features Controlling Mechanical Properties in Nb-Mo Microalloyed Steels. Part II: Impact Toughness. Metall. Mater. Trans. A 2014, 45, 4972–4982. [Google Scholar] [CrossRef]
- Olasolo, M.; Uranga, P.; Rodriguez-Ibabe, J.M.; López, B. Effect of austenite microstructure and cooling rate on transformation characteristics in a low carbon Nb–V microalloyed steel. Mater. Sci. Eng. A 2011, 528, 2559–2569. [Google Scholar] [CrossRef]
- Isasti, N.; Jorge-Badiola, D.; Taheri, M.L.; López, B.; Uranga, P. Effect of Composition and Deformation on Coarse-Grained Austenite Transformation in Nb-Mo Microalloyed Steels. Metall. Mater. Trans. A 2011, 42A, 3729–3742. [Google Scholar] [CrossRef]
- Huang, B.M.; Yang, J.R.; Yen, H.W.; Hsu, C.H.; Huang, C.Y.; Mohrbacher, H. Secondary hardened bainite. Mater. Sci. Technol. 2014, 30, 1014–1023. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Demir, E.; Raabe, D. Orientation gradients and geometrically necessary dislocations in ultrafine grained dual-phase steels studied by 2D and 3D EBSD. Mater. Sci. Eng. A 2010, 257, 2738–2746. [Google Scholar] [CrossRef]
- Chen, C.Y.; Yang, J.R.; Chen, C.C.; Chen, S.F. Microstructural characterization and strengthening behavior of nanometer sized carbides in Ti–Mo microalloyed steels during continuous cooling process. Mater. Charact. 2016, 114, 18–29. [Google Scholar] [CrossRef]
- Bu, F.Z.; Wang, X.M.; Yang, S.W.; Shang, C.J.; Misra, R.D.K. Contribution of interphase precipitation on yield strength in thermomechanically simulated Ti–Nb and Ti–Nb–Mo microalloyed steels. Mater. Sci. Eng. A 2015, 620, 22–29. [Google Scholar] [CrossRef]
- Larzabal, G. Efecto de los Parámetros de Laminación y Post-Tratamiento Térmico por Inducción en la Mejora de Propiedades Mecánicas de Aceros Microaleados. Ph.D. Thesis, Universidad de Navarra, San Sebastian, Spain, 2017. [Google Scholar]
- Sanz, L.; Pereda, B.; López, B. Effect of thermomechanical treatment and coiling temperature on the strengthening mechanisms of low carbon steels microalloyed with Nb. Mater. Sci. Eng. A 2017, 685, 377–390. [Google Scholar] [CrossRef]
- Gladman, T. The Physical Metallurgy of Microalloyed Steels, 2nd ed.; The Institute of Materials: London, UK, 1997; pp. 62–68. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | P | S | Ti | Mo | Al | N |
|---|---|---|---|---|---|---|---|---|---|
| Ti-Mo | 0.048 | 1.61 | 0.20 | 0.020 | 0.006 | 0.09 | 0.20 | 0.02 | 0.0040 |
| Condition | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) | Area Reduction (%) |
|---|---|---|---|---|
| FCT650 | 495 ± 3 | 667 ± 3 | 25 ± 2 | 79 ± 0 |
| FCT650-HT | 632 ± 1 | 738 ± 2 | 22 ± 0 | 76 ± 0 |
| FCT720 | 525 ± 1 | 707 ± 3 | 19 ± 1 | 79 ± 1 |
| FCT720-HT | 654 ± 4 | 758 ± 1 | 27 ± 0 | 80 ± 1 |
| FCT790 | 544 ± 0 | 676 ± 0 | 20 ± 0 | 77 ± 0 |
| FCT790-HT | 646 ± 3 | 739 ± 4 | 25 ± 1 | 80 ± 1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Larzabal, G.; Isasti, N.; Rodriguez-Ibabe, J.M.; Uranga, P. Effect of Microstructure on Post-Rolling Induction Treatment in a Low C Ti-Mo Microalloyed Steel. Metals 2018, 8, 694. https://doi.org/10.3390/met8090694
Larzabal G, Isasti N, Rodriguez-Ibabe JM, Uranga P. Effect of Microstructure on Post-Rolling Induction Treatment in a Low C Ti-Mo Microalloyed Steel. Metals. 2018; 8(9):694. https://doi.org/10.3390/met8090694
Chicago/Turabian StyleLarzabal, Gorka, Nerea Isasti, Jose M. Rodriguez-Ibabe, and Pello Uranga. 2018. "Effect of Microstructure on Post-Rolling Induction Treatment in a Low C Ti-Mo Microalloyed Steel" Metals 8, no. 9: 694. https://doi.org/10.3390/met8090694
APA StyleLarzabal, G., Isasti, N., Rodriguez-Ibabe, J. M., & Uranga, P. (2018). Effect of Microstructure on Post-Rolling Induction Treatment in a Low C Ti-Mo Microalloyed Steel. Metals, 8(9), 694. https://doi.org/10.3390/met8090694