Abstract
CuSn and TiH2 powders were milled by high energy mechanical milling to prepare Cu-based alloy powder for brazing diamond, and a small amount of rare earth Ce was added to improve the brazing performance. The effects of Ce on the brazing performance were studied by investigating transverse rupture strength, microstructure of brazing layer, climbing height along the diamond, and wear characteristics of the diamonds. The results indicated that the addition of Ce could effectively improve the transverse rupture strength, the transverse rupture strength reached the maximum value 475 MPa when the Ce content was 0.75 wt %. Rare earth Ce could promote the refinement of Cu6Sn5 and CuTi2 grains in the brazing alloy, which effectively reduced the formation and propagation of cracks. The wettability of the Cu-based alloy was also improved by adding rare earth Ce, and the capillary force pulled the molten alloy up the diamonds and formed a hill-like structure around diamonds. The diamonds brazed with Cu-based alloy containing 0.75 wt % Ce mainly led to integrity, micro-fracture, fracture and rubdown during the grinding process; pull-out of diamonds did not happen easily owing to the presence of strong adhesion between the diamonds and Cu-based alloy.
1. Introduction
Diamond is used widely in preparation of grinding and polishing tools due to the high hardness, high thermal conductivity and low frictional coefficient. But the permanent pullout of the diamond often happens during the grinding process due to its chemical inertness toward most metals [1]. This will result in the waste of diamond and limitations to the grinding tool longevity. In order to increase the bonding strength of the diamond, the traditional method is increasing the diamond grits’ embedding depth in the matrix, but this causes limitations to the protrusion of diamond grits, and it has a negative impact on the chip space during grinding. In the early 1990s, Chattopadhyay et al. [2] developed an active brazing method to obtain strong bonding strength between diamond grits and metallic matrix. This method could effectively improve the diamond retention ability by adding a small amount of active elements like Ti, Cr, V in the filler alloy. During the brazing process, the active elements could react with diamond to form carbide at the interface, realizing chemical bonding between diamonds and filler alloy [3]. This active brazing method was used to prepare diamond wheels; the brazed diamond wheels could cut much faster and last significantly longer than electroplated wheels [4]. Generally speaking, the brazing alloys used for preparing diamond tools mainly include Ag-based alloy, Ni-based alloy and Cu-based alloy. The melting point of the Cu-based alloy is lower than that of the Ni-based alloy, it is ideal for brazing at temperatures lower than 1000 °C to avoid the graphitization of diamonds [5]. From the perspective of reducing thermal damage to the diamond, Cu-based alloys are more suitable [6], and the production cost of Cu-based alloy is lower than that of Ag-based alloy. So, Cu-based alloys with active elements are commonly used to produce diamond tools [7,8]. At present, copper-based alloys for brazing diamond mainly consist of two types: gas atomized powder and metal filler. The particle of gas atomized powder is small and the shape of the powder is spherical or nearly spherical. The gas atomized powder has a large specific surface area and sintering activity, which is beneficial to rapid densification during brazing. But the cost of gas atomized powder is high, and active Cu-based atomized powder is difficult to purchase on the market. Conversely, the cost of metal filler is low, but the wettability and sintering activity of metal filler is less than those of gas atomized powders, which limits the application of metal filler in the diamond brazing process.
Considering the cost and brazing performance, the low cost CuSn powders and TiH2 powders are used to prepare active Cu-based alloy powders by high energy mechanical milling (HEMM) technique in this paper. As a result of high energy mechanical milling, the powders are crushed, the surface areas of the milled powders are increased, the crystal lattices are destroyed and the material is amorphized [9]. HEMM technique has been widely and effectively used to produce alloys with a high density [10,11]. Rare earth elements have been called the “vitamin” of metals, the addition of rare earths to the metals can greatly affect the properties of material [12,13]. Noh et al. [14] investigated the effects of rare earth on the wettability and mechanical properties of low Ag content Sn solder. The results showed that rare earth could decrease the surface tension of liquid solder, and the tensile strength of the solder increased with increasing rare earth. Li et al. [15] analyzed the influence of rare earth content on the microstructure evolution of Ag-Cu-Zn-P filler metals; it was found that the rare earth effectively improved the wettability of filler metals on stainless steel, and the maximum of the joint shear strength was achieved when rare earth content reached 0.5 wt %. However, these studies had focused only on the addition of rare earths to solders, but had not been concerned with the application of rare earths to mechanically milled powders. In the present work, small amounts of rare earth were added to the milled Cu-based alloy powders to improve the brazing performance. Generally speaking, rare earths used commonly are the light rare earths, such as Ce and La [16]. Therefore, rare earth Ce was added as surfactant to the milled Cu-based alloy powder in this work, and the effects of rare earth Ce on the brazing performance were studied by investigating the transverse rupture strength, microstructure of the brazing alloy, climbing height along the diamond, and wear characteristics of the brazed diamonds during the grinding.
2. Experimental
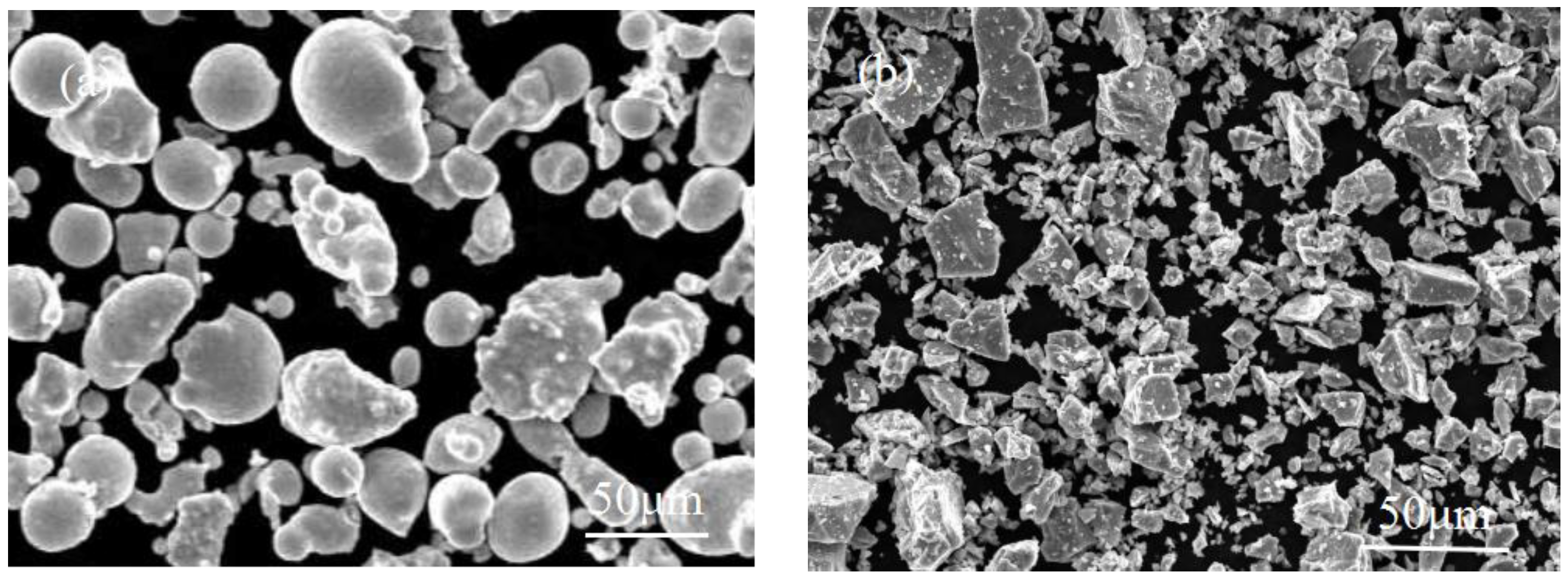
The raw materials were Cu10Sn powders and TiH2 powders. The cost of these two powders was low and they were easy to purchase on the market. The mean particle sizes of the Cu10Sn powder (purity > 99.5%) and TiH2 powder (purity > 99.1%) were −200 mesh and −300 mesh, respectively. The bulk densities of Cu10Sn powder and TiH2 powders were 4.5 g/cm3 and 1.86 g/cm3, respectively. Figure 1 shows the morphologies of the Cu10Sn powders and TiH2 powders. The Cu10Sn powders and TiH2 powders were mechanical milled with mass percentage of 2:1 in QM-2SP4 planetary ball mill. The ball diameters used for mechanical milling were 5 mm and 10 mm, and volume ratio of ball to powder was 20:1. The average particle sizes and morphologies of Cu10Sn powders and TiH2 powders milled for different times at 200 r/min were analyzed by laser particle size analyzer (Mastersizer 2000) and scanning electron microscope (JSM-5610LV). After high energy mechanical milling of the CuSn/TiH2 powders, rare earth Ce was added into the milled powders to improve the materials’ properties. The addition of rare earth Ce was 0.25 wt %, 0.50 wt %, 0.75 wt % and 1.0 wt %, respectively. The mixed powders were blended together for 1 h to make rare earth Ce to be evenly distributed. After the preparation of Cu-based alloy powder with rare earth Ce, the brazing experiments were carried out in a tube furnace (GSL1300X, Kejing Co. Ltd., Hefei, China) at 920 °C with a holding time of 10 min.
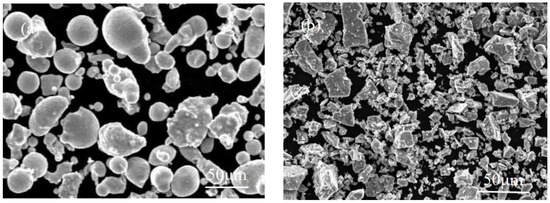
Figure 1.
Morphologies of Cu10Sn powders (a) and TiH2 powders (b).
The effect of rare earth Ce on the mechanical properties was analyzed by observing the transverse rupture strength of sintered specimens. The examination of transverse rupture strength was implemented in a pressure testing machine (WHY-600, Huanglong Co. Ltd., Shanghai, China). The dimensions of the specimen were 6 mm × 8 mm × 40 mm. The typical fracture morphologies of the specimens were observed using a scanning electron microscope. In addition, the influence of rare earth Ce on the microstructure of specimens was studied by metallographic analysis. The details of the test were as follows: the specimens were firstly polished with 1 μm diamond pastes. Then, the specimens were etched by using the etching solution which contained 93% methanol, 5% nitric acid and 2% hydrochloric acid, and the etched specimens containing different content of Ce were investigated by super-high magnification lens zoom 3D microscope (VHX-5000). During the brazing process, the wetting force can pull the molten alloy up the slope of the diamonds and generate a carbide layer, the climbing height of molten alloy along the diamond directly reflects the wettability of the brazing alloy. Generally speaking, the wettability of the brazing alloy is better, the climbing height is higher. Therefore, the effect of rare earth Ce on the wettability of the Cu-based alloy powder was analyzed by observing the climbing height. Moreover, the wear characteristics of brazed diamonds can directly reflect the effect of Ce on the bonding strength of brazing alloy. So, the main wear characteristics of diamonds brazed with Cu-based alloy containing optimum content of Ce were further investigated in this paper.
3. Results and Discussion
3.1. As-Milled Cu-Based Alloy Powder
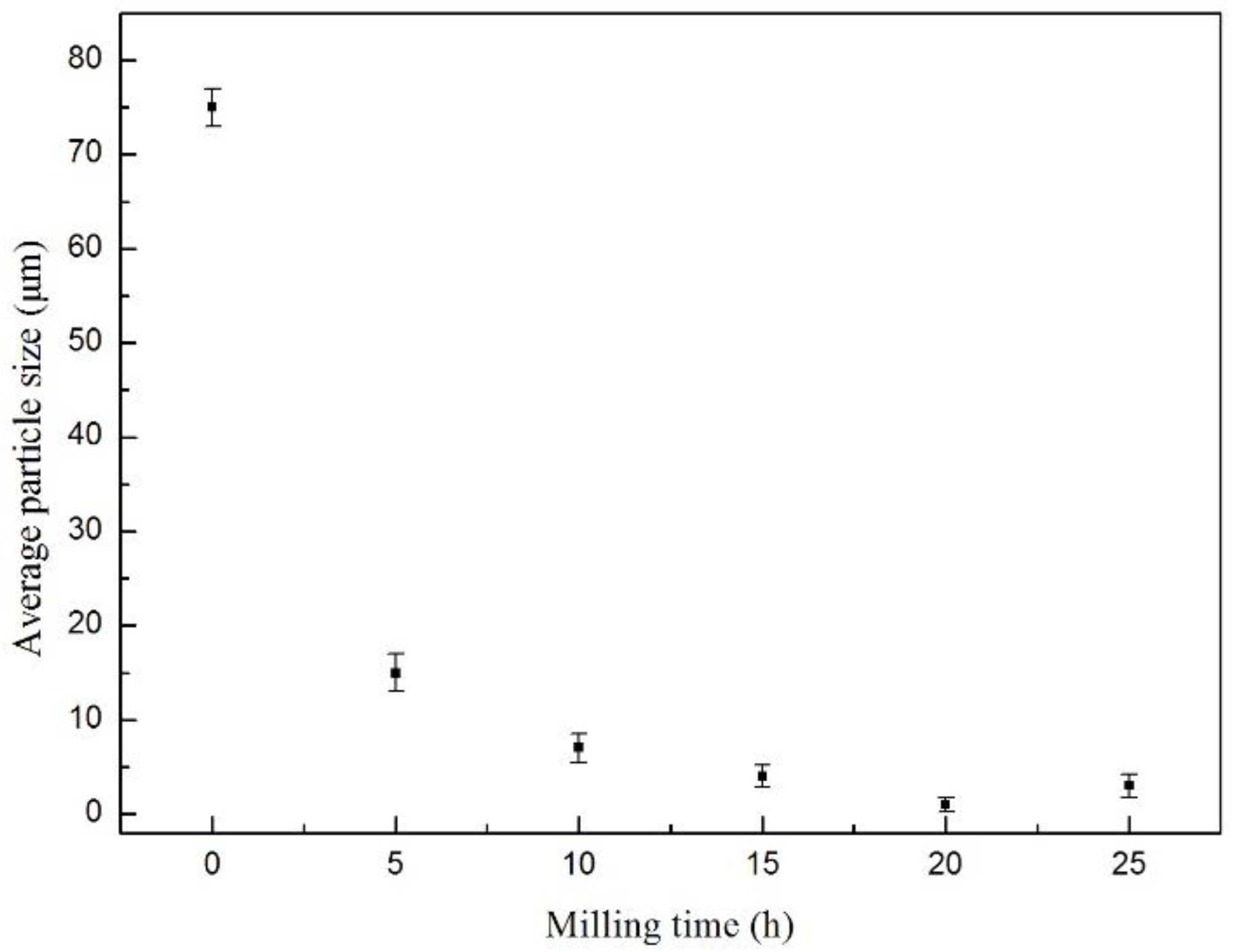
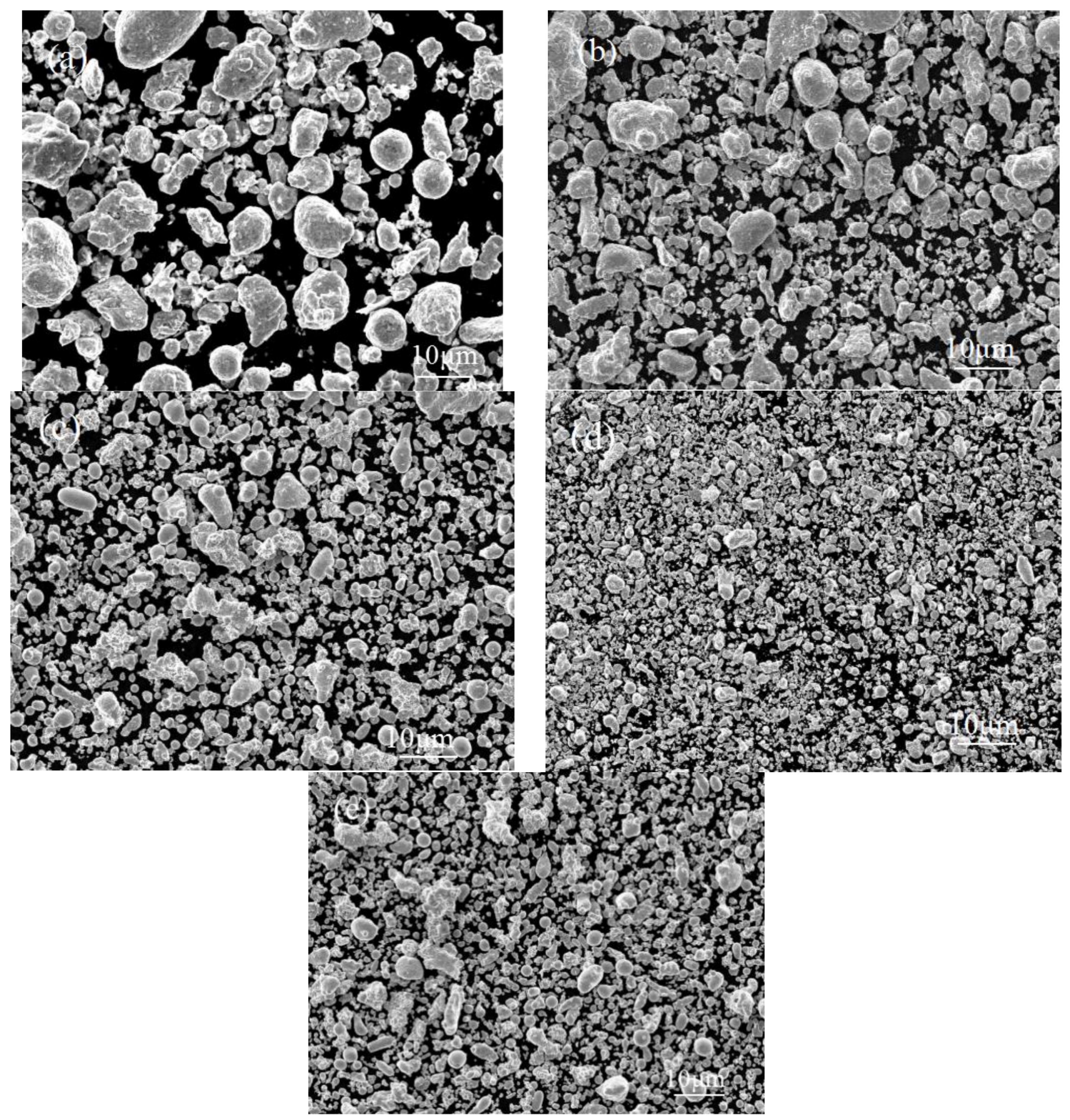
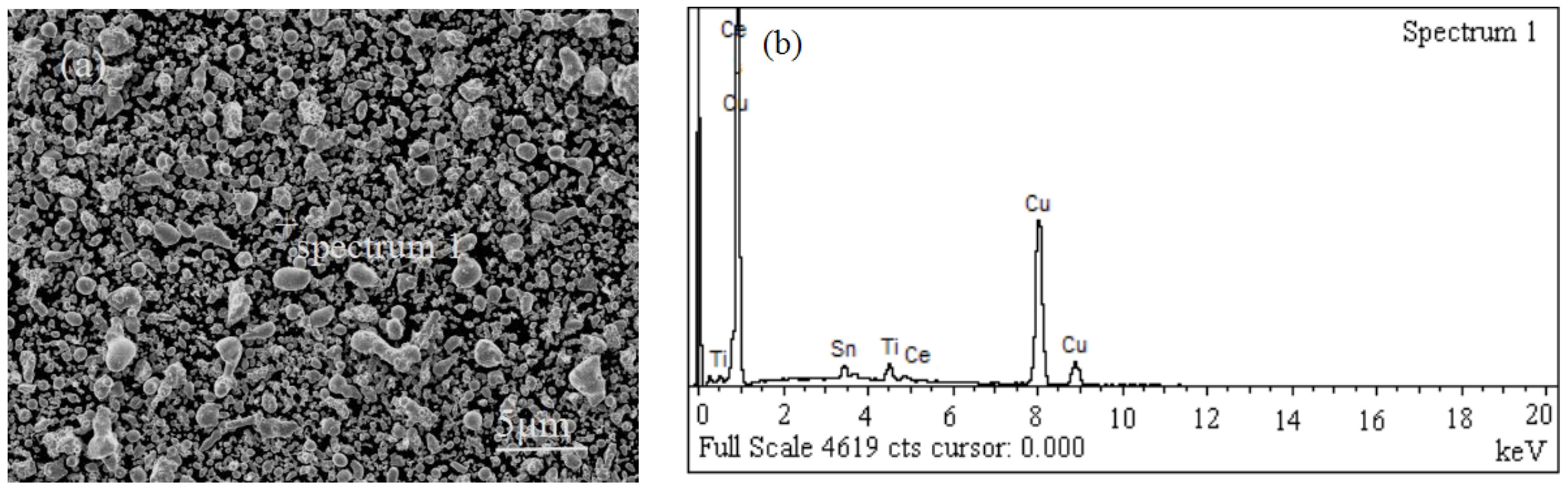
Figure 2 shows the change trend of average particle sizes of Cu-based alloy powders milled for time ranging from 0 to 25 h. It can be seen that the average particle size of Cu-based alloy powders decreases with the increase of milling time. The average particle size decreases rapidly from 75 μm to 7 μm by increasing the time from 0 to 10 h. By further increasing the milling time from 10 h to 20 h, the particle size of milled powders decreases from 7 μm to 1 μm. However, the milled powders exhibit a certain agglomeration phenomenon, and the particle size of powder increases to 4 μm when the milling time reaches 25 h. Figure 3 shows the morphologies of the milled CuSn/TiH2 powders during high energy mechanical milling. It is found that particles become smaller and smoother, but high energy mechanical milling of powder is not sufficient for the first 5 h; the CuSn powders and TiH2 powders still remain a certain separation, as shown in Figure 3a. As the milling time increases to 20 h, the size of the powders reduces significantly and particle size distribution becomes more uniform. However, too long milling time will cause the powders to undergo repeated plastic deformation, and the powders exhibit a certain agglomeration to form large irregular particles, as shown in Figure 3e. So, the optimized milling time of 20 h was selected in this work. A small amount of rare earth Ce was added to the milled Cu-based alloy powders and mixed evenly. Considering rare earth Ce is easy to oxidize, the mixing time is selected for 1 h. Figure 4 shows the morphology and energy dispersive spectrometer spectrum of Cu-based alloy powders containing a small amount of Ce. It is obvious that the particle size of the powder is small, and the uniformity of particle size distribution has been improved effectively after high energy mechanical milling. This means that the milled Cu-based alloy powder has greater specific surface area and sintering activity, which is beneficial for sintering densification.
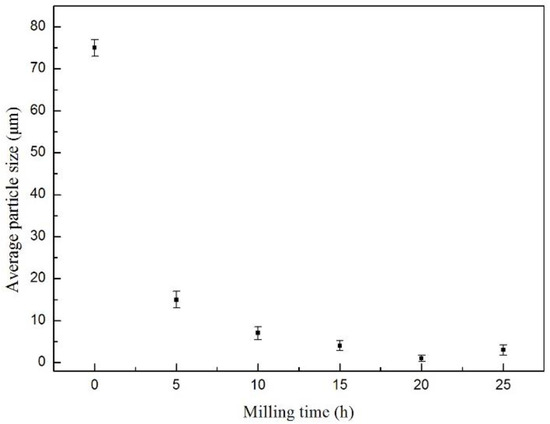
Figure 2.
The average particle size of milled Cu-based alloy powders as a function of milling time.
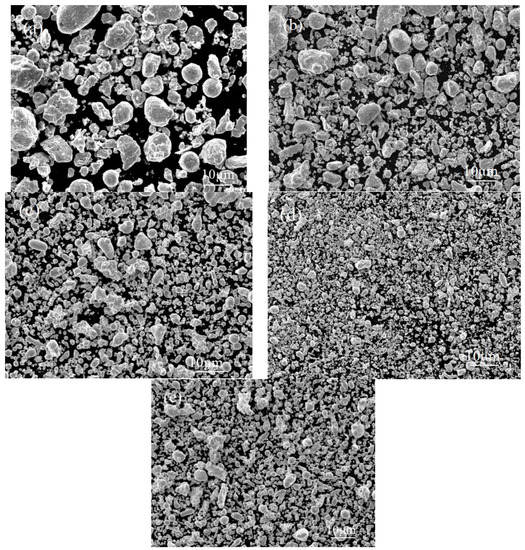
Figure 3.
Scanning electron microscope (SEM) photographs of Cu-based alloy powders milled for 5 h (a), 10 h (b), 15 h (c), 20 h (d) and 25 h (e).
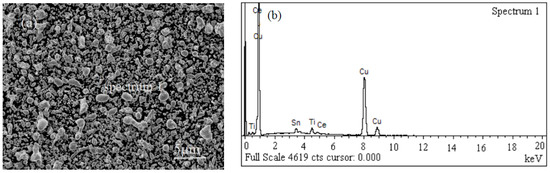
Figure 4.
Morphology (a) and energy dispersive spectrometer spectrum (b) of Cu-based alloy powders containing Ce.
3.2. Transverse Rupture Strength of Cu-Based Alloy
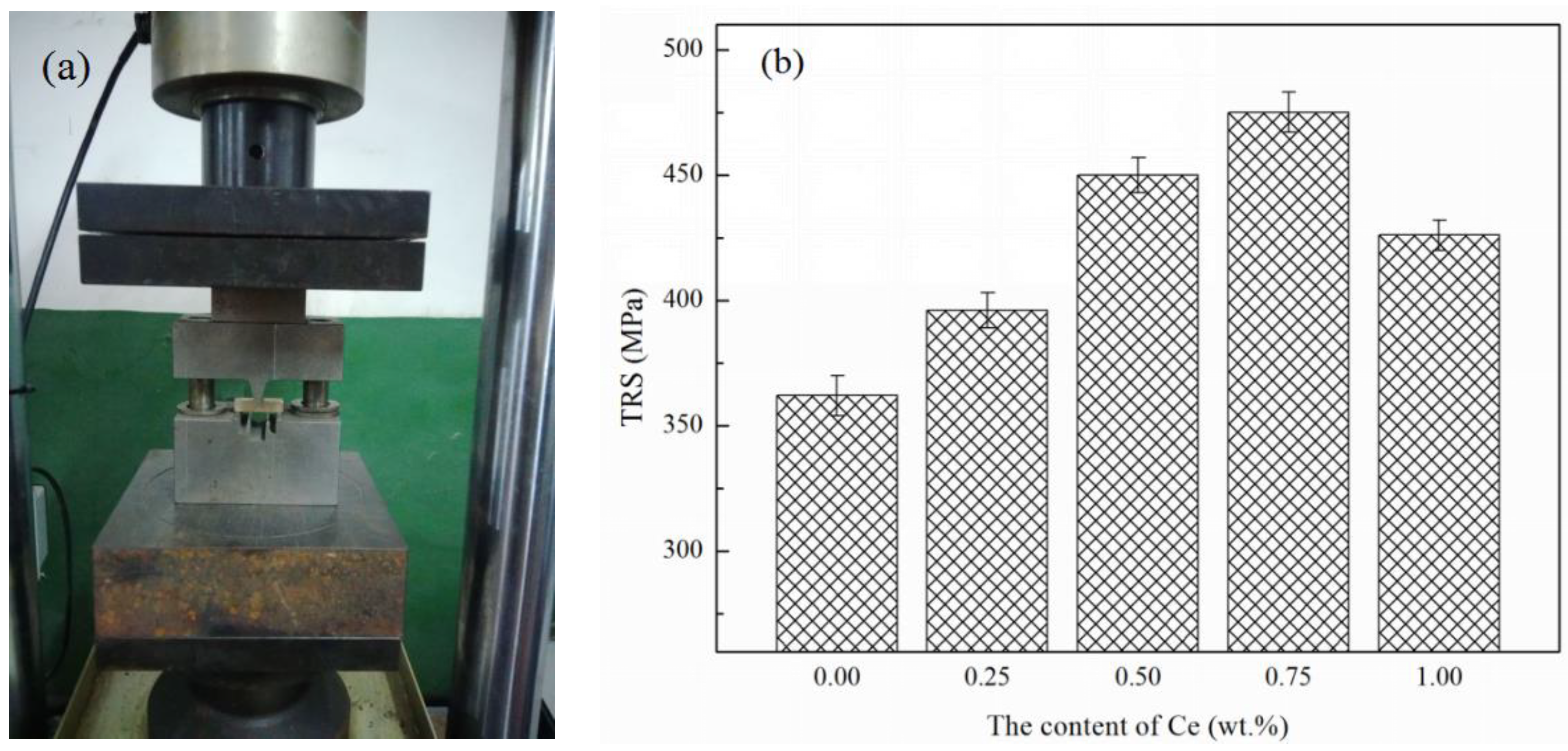
The milled Cu-based alloy powders with Ce additions of 0 wt %, 0.25 wt %, 0.5 wt %, 0.75 wt %, 1.0 wt % were molded at 80 MPa for 5 min to prepare specimens. Then, the specimens were sintered at 920 °C with a holding time of 10 min for transverse rupture strength (TRS) testing. The transverse rupture strengths were measured on a WHY-600 press by three-point bending test, as shown in Figure 5a. Three samples were measured under the same conditions and the average values were taken to minimize the variants of the data acquisition. Figure 5b shows the relationship between the content of Ce and transverse rupture strength of the specimen. It is obvious that the transverse rupture strengths are increased with the increase of Ce content. When the Ce content is 0.50 wt %, the transverse rupture strength increases by 24.8 % comparing to that of the specimen without rare earth Ce. And the transverse rupture strength reaches the maximum value 475 MPa when the amount of Ce is 0.75 wt %. After which the transverse rupture strength descends to 426 MPa, but it is still higher than that of specimen without rare earth Ce. The results indicate that Ce content can affect the mechanical properties of the specimen; the addition of rare earth Ce leads to the improvement of transverse rupture strength. However, excessive rare earth Ce content has negative effect on mechanical properties.
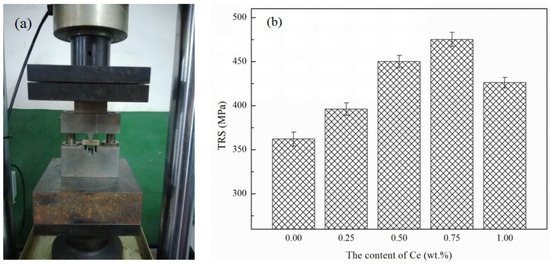
Figure 5.
Test device of the transverse rupture strength (TRS) (a) and the influence of Ce content on TRS (b).
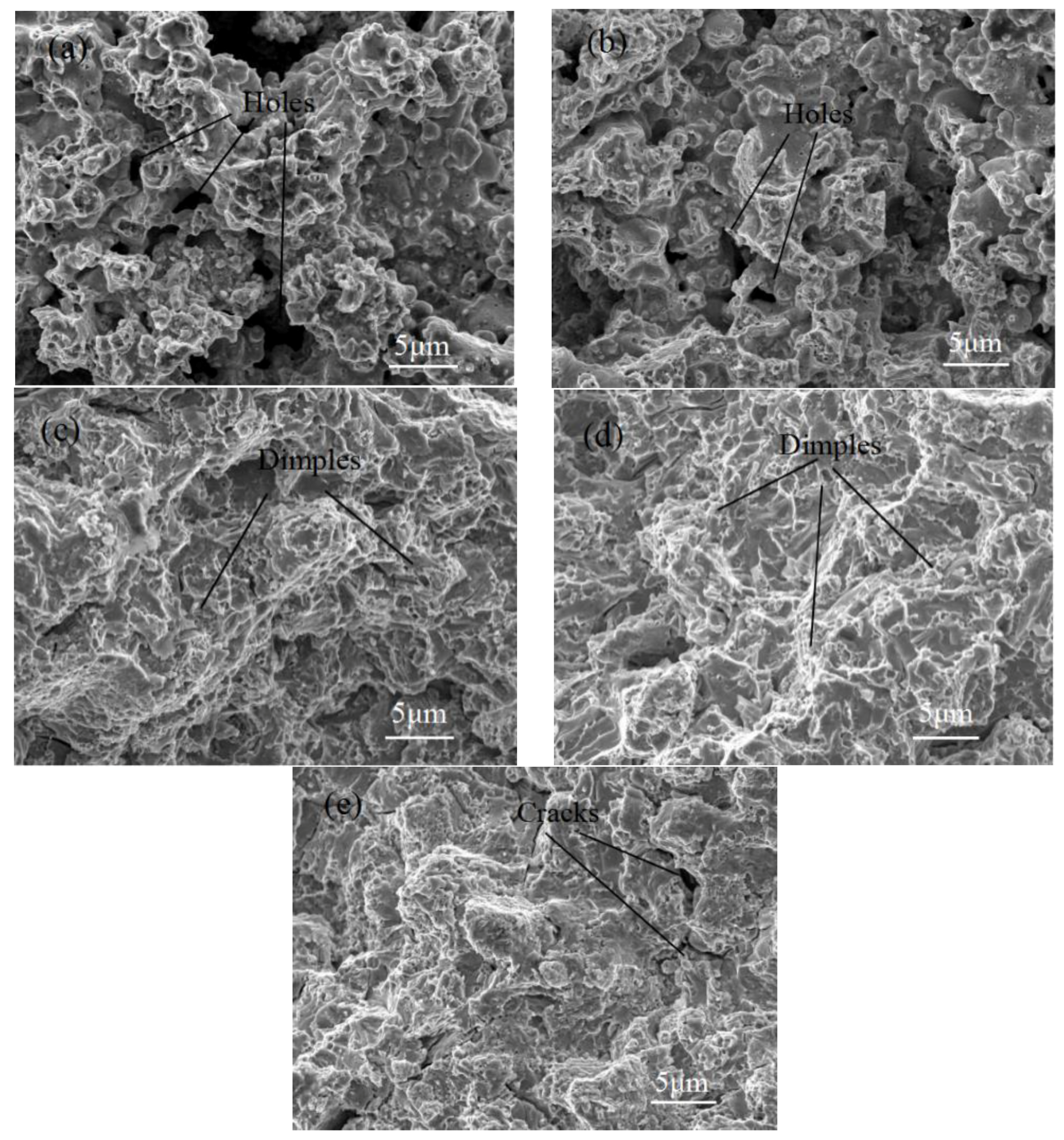
Figure 6 shows the fracture surfaces of sintered specimens with different Ce additions after the TRS test. It is clearly seen that the specimens mainly exist in fracture mode along the cross-section, and there are some fine holes because of the insufficient densification when the addition of rare earth Ce is lower than 0.25 wt %, as shown in Figure 6a,b. When the addition of rare earth Ce increases to 0.5 wt % and 0.75 wt %, the fracture surface mainly consists of cleavage planes and many obvious dimples, as shown in Figure 6c,d. The dimples formed on the fracture surface indicate that brittle fracture is reduced, while the ductility of the specimen is improved. The morphologies also show that the densification increases significantly and the micro-pores disappear. This is a good explanation for the significant increase in transverse rupture strength when rare earth Ce increases to 0.75 wt %. But with the Ce content further increasing to 1.0 wt %, the number of dimples decreases and a few micro-cracks appear, as shown in Figure 6e. These micro-cracks have a passive effect on the mechanical properties of the specimen. So the 0.75 wt % addition of rare earth Ce to the Cu-based alloy powders is suitable in this work.
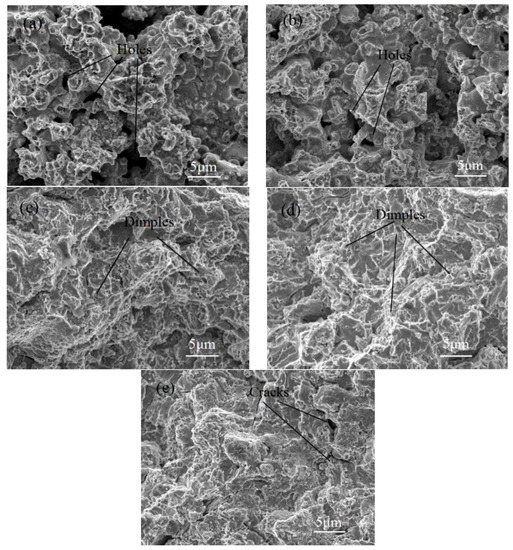
Figure 6.
The fracture surfaces of TRS specimens containing rare earth Ce (a) 0 wt %; (b) 0.25 wt %; (c) 0.5 wt %; (d) 0.75 wt %; (e) 1.0 wt %.
3.3. Microstructure of Brazing Layer
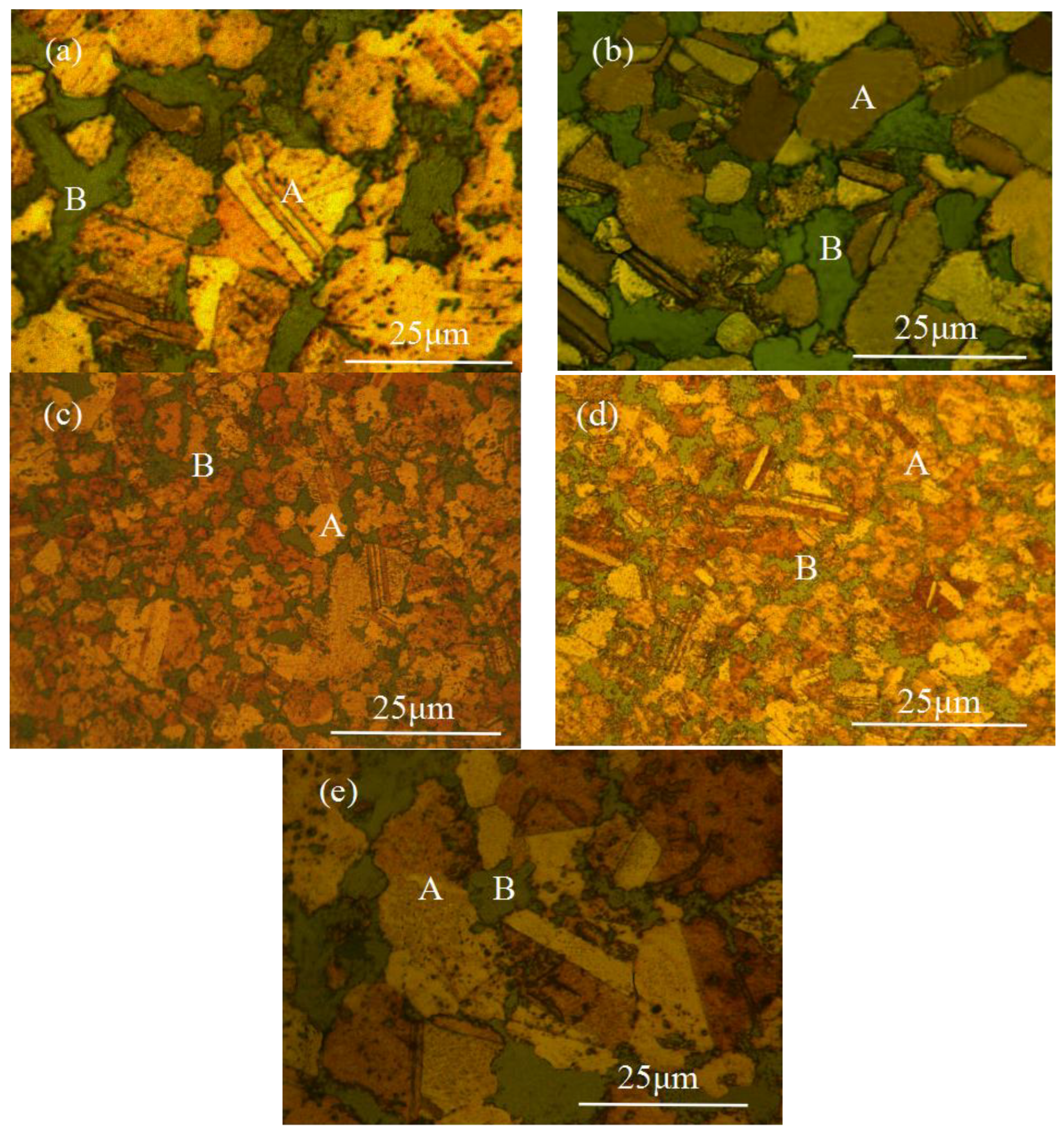
The sintered specimens of Cu-based alloy powders with different Ce content were polished and etched for metallographic analysis. Figure 7 shows the microstructure of specimens with various content of Ce. The bright area A and dark area B in the Figure 7 were analyzed by energy dispersive spectroscopy (EDS) point analysis, as shown in Table 1. EDS results show that the area A and area B correspond to Cu6Sn5 and CuTi2 phases, respectively. It can be seen from Figure 7a that the microstructure of brazing alloy without Ce consists of Cu6Sn5 in the form of coarse polygonal shape and CuTi2 in the form of irregular shape, and the average sizes of Cu6Sn5 and CuTi2 are about 30 μm and 20 μm, respectively. With the increase of the addition of Ce, the Cu6Sn5 crystals are refined from a coarse polygonal shape to a fine shape with smooth corners, and the size of CuTi2 crystals becomes smaller and more evenly distributed. As the addition of Ce increases to 0.75 wt %, the average size of Cu6Sn5 crystals and CuTi2 crystals decreases to less than 5 μm and 3 μm, respectively, as shown in Figure 7d. It is known that the metamorphism of rare earth elements makes them serve as grain refiners or inoculants during solidification [17]. Therefore, the addition of rare earth Ce results in a refining the microstructure of the brazing alloy. However, excessive rare earth Ce has a negative effect on microstructure of the brazing alloy, the average size of Cu6Sn5 crystals and CuTi2 crystals increase to more than 25 μm and 20 μm when rare earth Ce is 1.0 wt %, as shown in Figure 7e. The coarse brittle CuTi2 phase is the stress concentration site, and a crack is easily generated in the brittle coarse CuTi2 phase, which has an adverse effect on the mechanical properties of the brazing alloy.
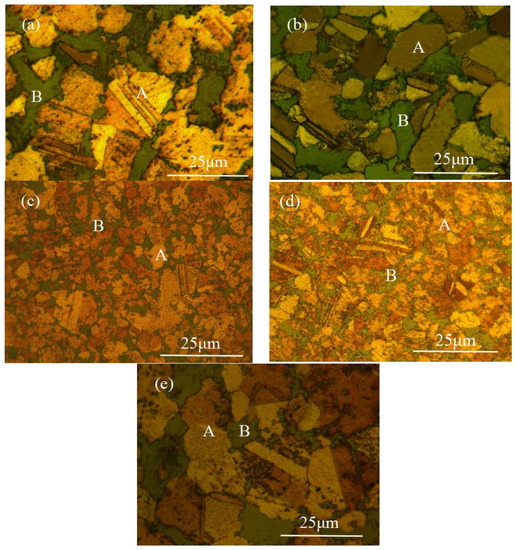
Figure 7.
Effects of Ce content on microstructure of milled Cu-based alloy with different content Ce (a) 0 wt %; (b) 0.25 wt %; (c) 0.5 wt %; (d) 0.75 wt %; (e) 1.0 wt %.

Table 1.
Energy dispersive spectroscopy (EDS) analysis of area A and area B in Figure 7.
3.4. Climbing Height of the Cu-Based Alloy
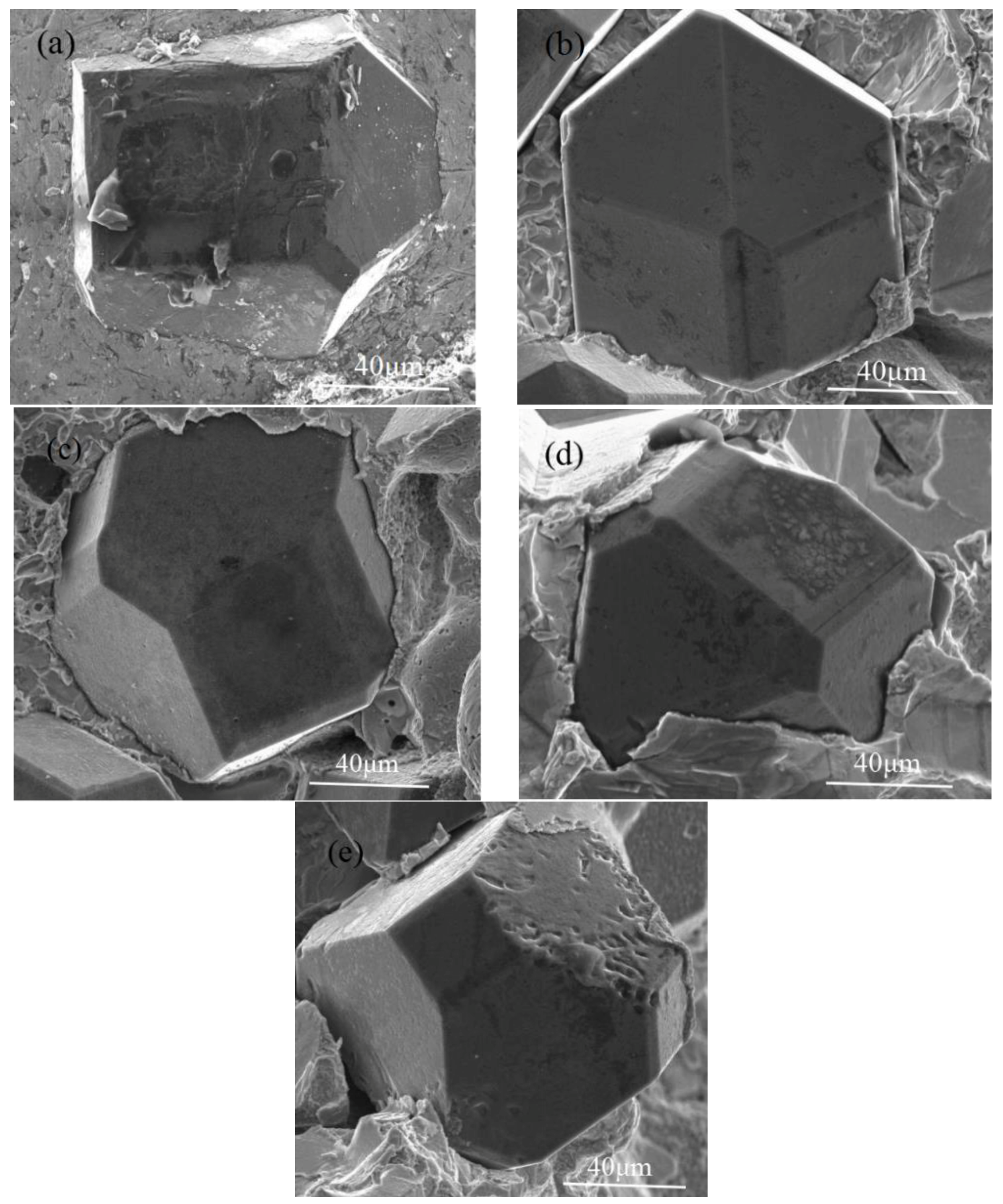
Generally speaking, the wettability of the brazing alloy is better, the climbing height of the molten alloy along the diamond is higher. Therefore, the climbing height along the diamond is observed to analyze the effect of Ce on the wettability of the Cu-based alloy in this work. Figure 8 shows the morphologies of diamonds brazed by milled Cu-based alloy containing a different content of Ce. It seems that the addition of Ce can effectively improve the wettability of the Cu-based alloy powder, the capillary force pulls the molten alloy up the slope of the diamonds and forms a hill-like structure around diamonds. Such a massive support of brazing alloy can obviously enhance the bonding strength [18]. It is clearly seen in Figure 8b that adding a small amount of rare earth Ce can remarkably increase the climbing height of the Cu-based alloy. When rare earth Ce content is 0.75 wt %, the climbing height increases obviously compared with that of the Cu-based alloy without rare earth Ce, as shown in Figure 8d. However, the climbing height of the brazing alloy begins to decrease when the addition of rare earth Ce exceeds 0.75 wt %, but the climbing height is still higher than that of the brazing alloy without rare earth Ce, as shown in Figure 8e. It is well known that rare earth Ce is an active element serving as a good surfactant and reduces the surface tension of the brazing alloy, which can improve the wettability of the Cu-based brazing alloy. However, Ce is easy to be oxidized in the brazing and the oxidation inhibits the wetting and spreading of brazing alloy on the diamond. So, the utmost wettability of brazing alloy existed because of the two opposite effects. The experimental results showed the influence on improving wettability was dominant when Ce content was 0.75 wt %, which is beneficial to improve the bonding strength of diamond.
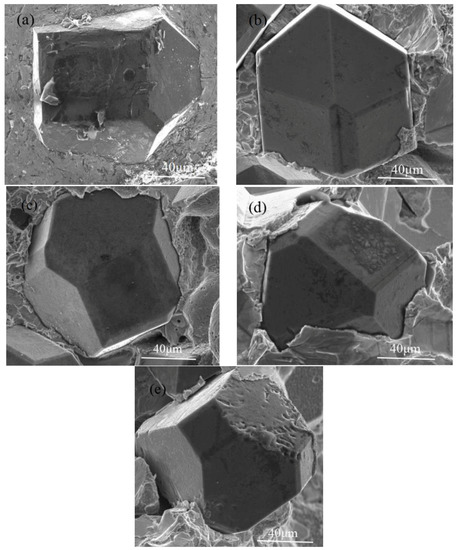
Figure 8.
Morphologies of diamond grits brazed with Cu-based alloy containing Ce (a) 0 wt %; (b) 0.25 wt %; (c) 0.5 wt %; (d) 0.75 wt %; (e) 1.0 wt %.
3.5. Wear Characteristics of Brazed Diamonds
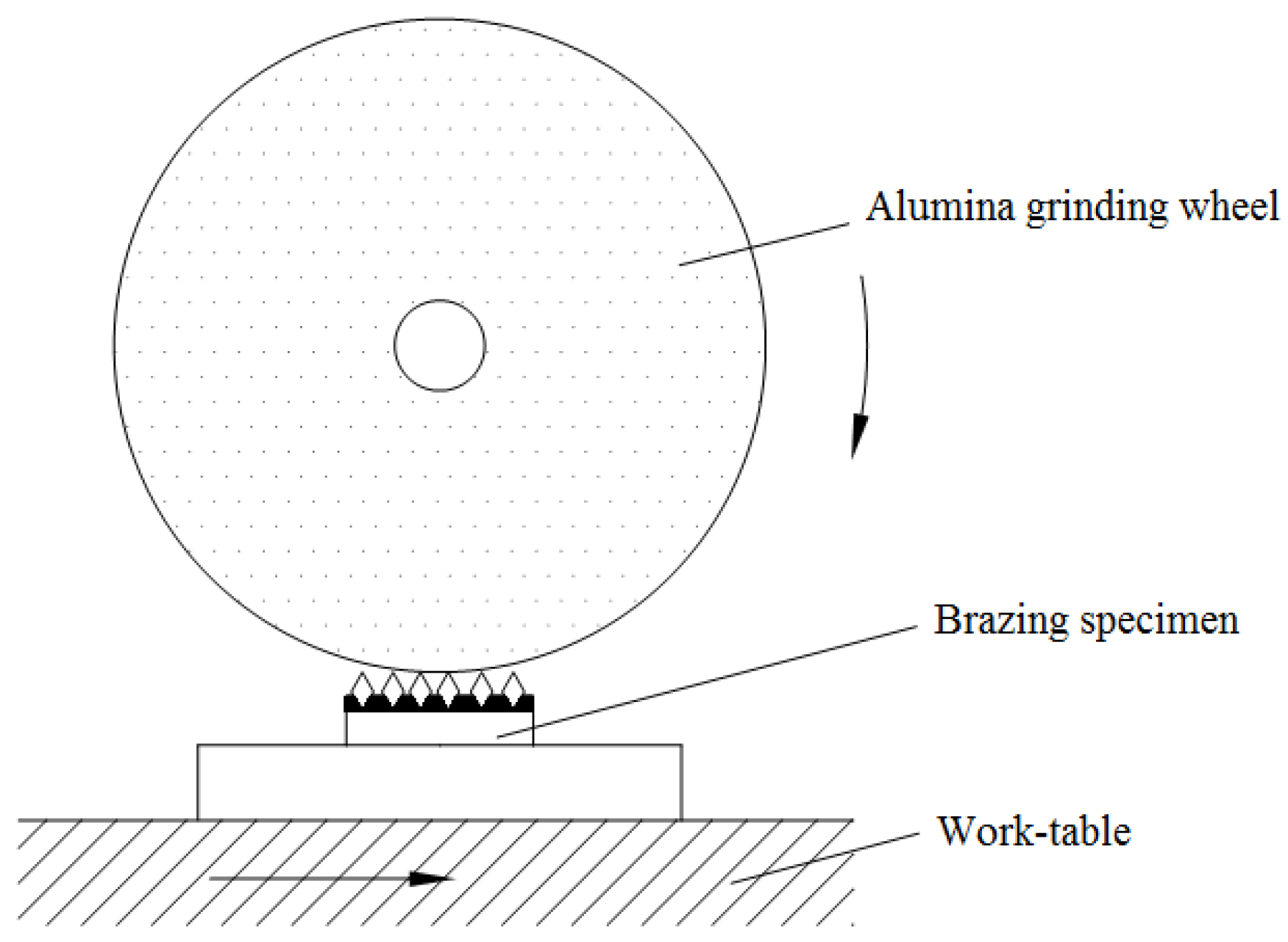
As mentioned earlier, the optimum addition of rare earth Ce was 0.75 wt %. Therefore, the wear characteristics of diamond grits brazed with Cu-based alloy containing 0 wt % and 0.75 wt % Ce were compared. The brazing specimens were prepared before investigating the wear characteristics of diamonds. Firstly, the surface of the steel substrate was polished and cleaned in an ultrasonic bath using acetone. Then, the Cu-based brazing alloy powders and diamond grits were spread on the top of the steel substrate, and the specimens were brazed in vacuum furnace (GSL1300X) at 920 °C with a holding time of 10 min. After that, the brazing specimens were fixed on the work-table of the grinding machine, and the alumina grinding wheel rotated and ground the brazing samples under the following conditions: spindle speed of 3000 r/min, work-piece federate of 20 mm/s and depth of cut of 15 μm. The wear characteristics of diamond grits after grinding for 20 min were observed by scanning electron microscopy. The experimental schematic is shown in Figure 9.
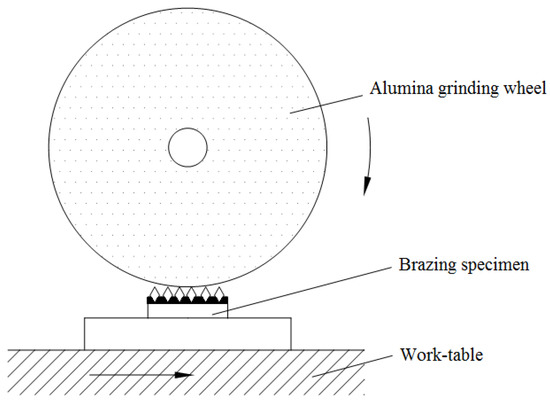
Figure 9.
The experimental schematic for investigating wear characteristics of diamonds.
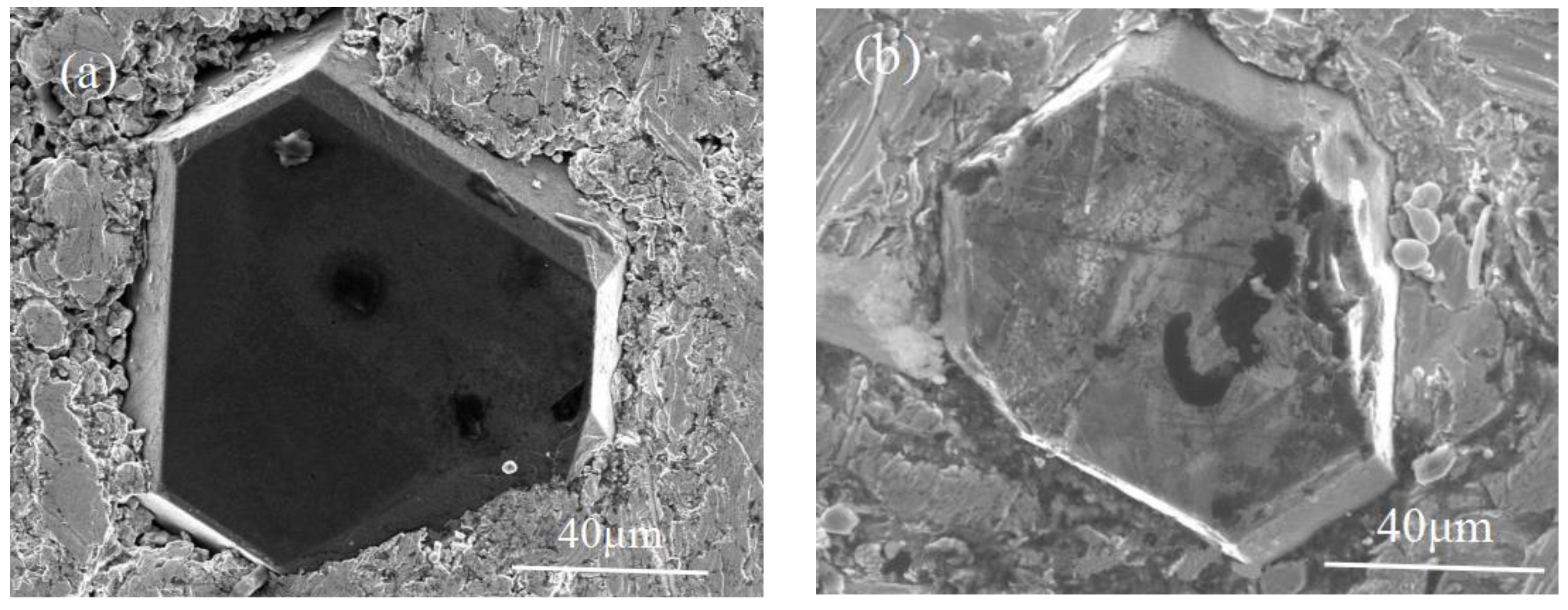
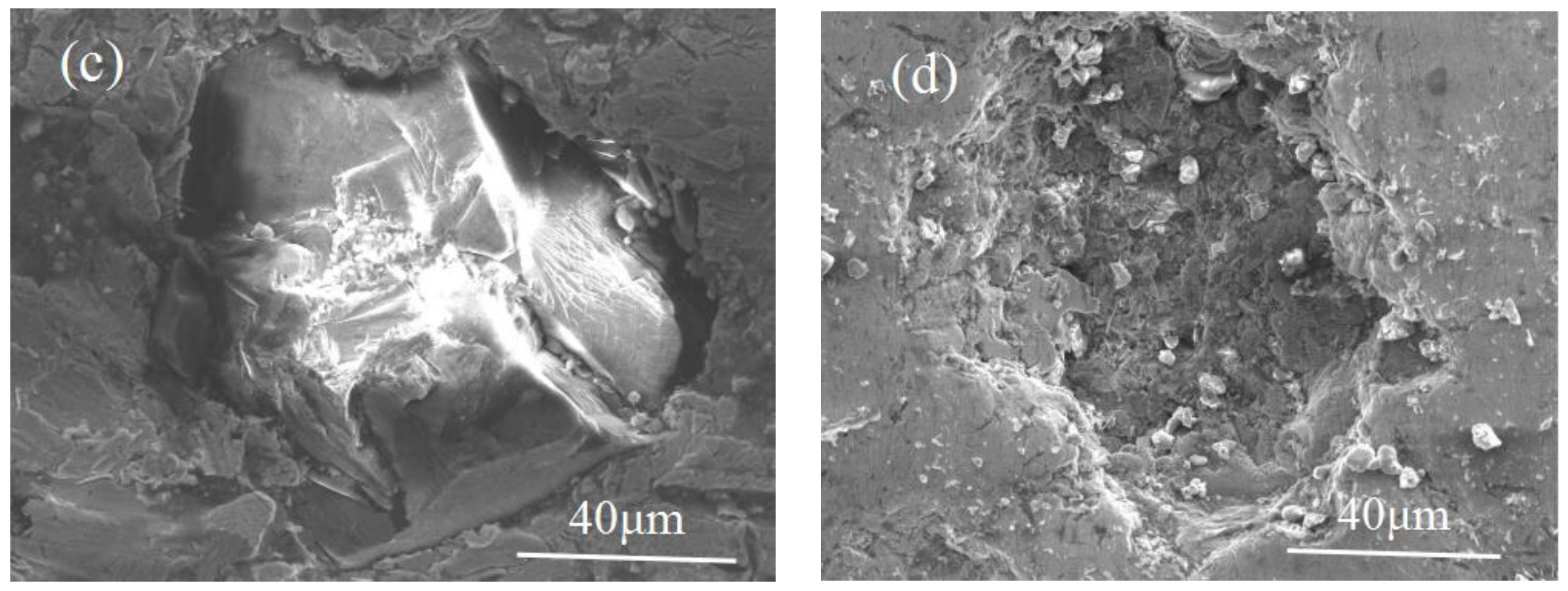
Figure 10 shows the wear characteristics of diamond grits brazed with Cu-based alloy without rare earth Ce. It can be seen that the main wear characteristics of diamonds are micro-fracture and fracture, but there are some diamonds which pull-out during the grinding process. This demonstrates that the bonding strength between diamonds and brazing alloy cannot resist the cutting force and friction force, which results in the diamond grits falling off. Figure 11 shows the wear characteristics of diamond grits brazed by the Cu-based alloy powders with 0.75 wt % Ce. It seems that the diamond grits mainly suffer integrity, micro-fracture, fracture and rubdown; diamond pull-out cannot easily happen owing to the presence of strong adhesion between the diamond grits and the Cu-based alloy. This proves that the addition of rare earth Ce can greatly improve the brazing performance of the Cu-based alloy powders. The addition of 0.75 wt % rare earth Ce to the milled Cu-based alloy powders is the most appropriate in this work, it has great potential for the preparation of diamond tools.
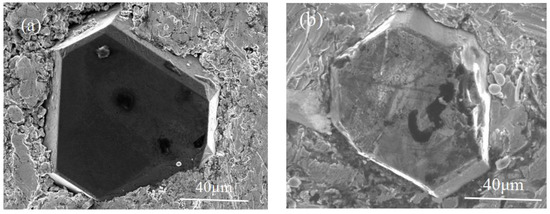
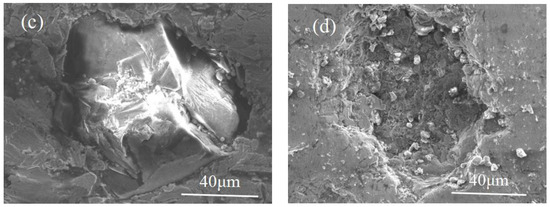
Figure 10.
Wear characteristics of diamonds brazed by Cu-based alloy without containing Ce (a) Integrity; (b) micro-fracture; (c) fracture; (d) pull-out.
Figure 11.
Wear characteristics of diamonds brazed by milled Cu-based alloy containing 0.75% Ce (a) Integrity; (b) micro-fracture; (c) fracture; (d) rubdown.
4. Conclusions
CuSn powder and TiH2 powder were milled by high energy mechanical milling to prepare Cu-based alloy powder for brazing diamond, and different contents of rare earth Ce were added to the Cu-based alloy powders in this work. The effects of rare earth Ce on the brazing performance of Cu-based alloy were discussed through investigating transverse rupture strength, climbing height along the diamond, microstructure of brazing layer and wear characteristics of the brazed diamonds. The following conclusions were drawn:
- (1)
- The average particle sizes of the milled Cu-based alloy powders decreased with the increase of milling time. When the milling speed was 200 r/min and the milling time was 20 h, the particle size of the powders reduced significantly to 1 μm, and particle size distribution became more uniform. It was helpful to improve the specific surface areas and sintering activity of Cu-based alloy powders.
- (2)
- The transverse rupture strength was increased with the increase of Ce content. The transverse rupture strength reached the maximum value 475 MPa when the addition of Ce was 0.75 wt %. Rare earth Ce could improve the densification and ductility of the specimen; the fracture surface consisted of many obvious dimples and the micro-pores disappeared.
- (3)
- The addition of rare earth Ce could promote the refinement of Cu6Sn5 and CuTi2 grains in the brazing layer, which effectively reduced the formation and propagation of cracks. Rare earth Ce effectively increased the wettability of the Cu-based alloy and formed a massive support profile; it was beneficial to make it harder for the diamond grits to be pulled out from the matrix.
- (4)
- The diamonds brazed with Cu-based alloy containing 0.75 wt % Ce mainly suffered integrity, micro-fracture, fracture and rubdown; pull-out of the diamond could not happen easily due to the strong adhesion between the diamonds and Cu-based alloy. The milled Cu-based alloy powder containing 0.75 wt % Ce has great potential for preparation of diamond tools.
Author Contributions
Conceptualization, Investigation and Supervision, Q.W.; Data Curation, Z.L.; Formal Analysis, Q.W. and Y.W., Writing-original Draft Preparation, H.Z.; Writing-Review & Editing, Z.D.
Funding
This research was funded by the National Natural Science Foundation of China (No. 51575179 and No. 51205126). Hunan Province Natural Science Foundation (No. 2017JJ3073 and No. 12JJB006).
Acknowledgments
We wish to thank two anonymous reviewers for their helpful comments.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sung, J.C.; Sung, M. The brazing of diamond. Int. J. Refract. Met. Hard Mater. 2009, 27, 382–393. [Google Scholar] [CrossRef]
- Chattopadhyay, A.K.; Chollet, L.; Hintermann, H.E. On performance of brazed bonded monolayer diamond grinding wheel. CIRP Ann. Manuf. Technol. 1991, 40, 347–350. [Google Scholar] [CrossRef]
- Sun, B.J.; Xiao, B.; Liu, S.X. Microstructure and performance of diamond abrasive grains brazed in mesh belt furnace with ammonia dissociating atmosphere. Int. J. Refract. Met. Hard Mater. 2016, 60, 154–159. [Google Scholar] [CrossRef]
- Chen, J.Y.; Shen, J.Y.; Huang, H.; Xu, X.P. Grinding characteristics in high speed grinding of engineering ceramics with brazed diamond wheel. J. Mater. Process Technol. 2010, 210, 899–906. [Google Scholar] [CrossRef]
- Lu, J.B.; Qi, W.C.; Li, Y.; Qi, F.J.; Qian, M.; Qiu, X.K. Analysis on brazed diamond joints with modified Cu-based filler alloy. Int. J. Refract. Met. Hard Mater. 2017, 67, 141–146. [Google Scholar] [CrossRef]
- Qi, W.C.; Lu, J.B.; Xu, S.; Zhong, S.J.; Wang, B.F.; Qiu, X.K. Vacuum brazing diamond grits with Cu-based or Ni-based filler metal. J. Mater. Eng. Perform. 2017, 26, 4112–4120. [Google Scholar] [CrossRef]
- Liu, S.X.; Xiao, B.; Zhang, Z.Y.; Duan, D.Z. Microstructural characterization of diamond/CBN grains steel braze joint interface using Cu-Sn-Ti active filler alloy. Int. J. Refract. Met. Hard Mater. 2016, 54, 54–59. [Google Scholar] [CrossRef]
- Long, F.; He, P.; Sekulic, D.P. Research and development of powder brazing filler metals for diamond tools: A review. Metals 2018, 8, 315. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Xiao, B.; Duan, D.Z.; Wang, B.; Liu, B.X. Investigation on the brazing mechanism and machining performance of diamond wire saw based on Cu-Sn-Ti alloy. Int. J. Refract. Met. Hard Mater. 2017, 66, 211–219. [Google Scholar] [CrossRef]
- Lavrinenko, I.A.; Evdokimov, V.A.; Melnikova, V.A.; Naidich, Y.V. Contact interaction and the wetting of graphite and diamond by melts of the Cu-Sn-Ni-Ti system. Powder Metall. Met. Ceram. 1998, 37, 512–516. [Google Scholar] [CrossRef]
- Li, C.G.; Zhou, Y.H.; Xie, Y.H.; Zhou, D.S.; Zhang, D.L. Effects of milling time and sintering temperature on structural evolution, densification behavior and properties of a W-20wt.%Cu alloy. J. Alloys Compd. 2018, 731, 537–545. [Google Scholar] [CrossRef]
- Iwaszko, J.; Zawada, A.; Lubas, M. Influence of high energy milling on structure and microstructure of asbestos-cement materials. J. Mol. Struct. 2018, 1155, 51–57. [Google Scholar] [CrossRef]
- Shpotyuk, O.; Kozdras, A.; Demchenko, P.; Shpotyuk, Y.; Bujnakova, Z.; Balaz, P. Solid-sate amorphization of As45S55 alloy induced by high energy mechanical milling. Thermochim. Acta 2016, 642, 59–66. [Google Scholar] [CrossRef]
- Noh, B.I.; Choi, J.H.; Yoon, J.W.; Jung, S.B. Effects of cerium content on wettability, microstructure and mechanical properties of Sn-Ag-Ce solder alloy. J. Alloys Compd. 2010, 499, 154–159. [Google Scholar] [CrossRef]
- Li, Z.R.; Cao, J.C.; Liu, B.; Feng, J.C. Effect of La content on microstructure evolution of 20Ag-Cu-Zn-Sn-P-La filler metals and properties of joints. Sci. Technol. Weld. Join. 2010, 15, 59–62. [Google Scholar] [CrossRef]
- Shi, Y.W.; Tian, J.; Hao, H.; Xia, Z.D.; Lei, Y.P.; Guo, F. Effects of small amount addition of rare earth Er on microstructure and property of SnAgCu solder. J. Alloys Compd. 2008, 453, 180–184. [Google Scholar] [CrossRef]
- Zhao, N.; Huang, M.L.; Zhong, Y.; Ma, H.T.; Pan, X.M. Effects of rare earth Ce addition on the microstructure, wettability and interfacial reactions of eutectic Sn-0.7Cu solder. J. Mater. Sci. Mater. Electron. 2015, 26, 345–352. [Google Scholar] [CrossRef]
- Wu, Q.P.; Luo, Z.; Deng, Z.H.; Wang, Y.; Fu, Z.Q. Fabrication of diamond whiskers by powder injection molding. Int. J. Refract. Met. Hard Mater. 2018, 74, 114–122. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).